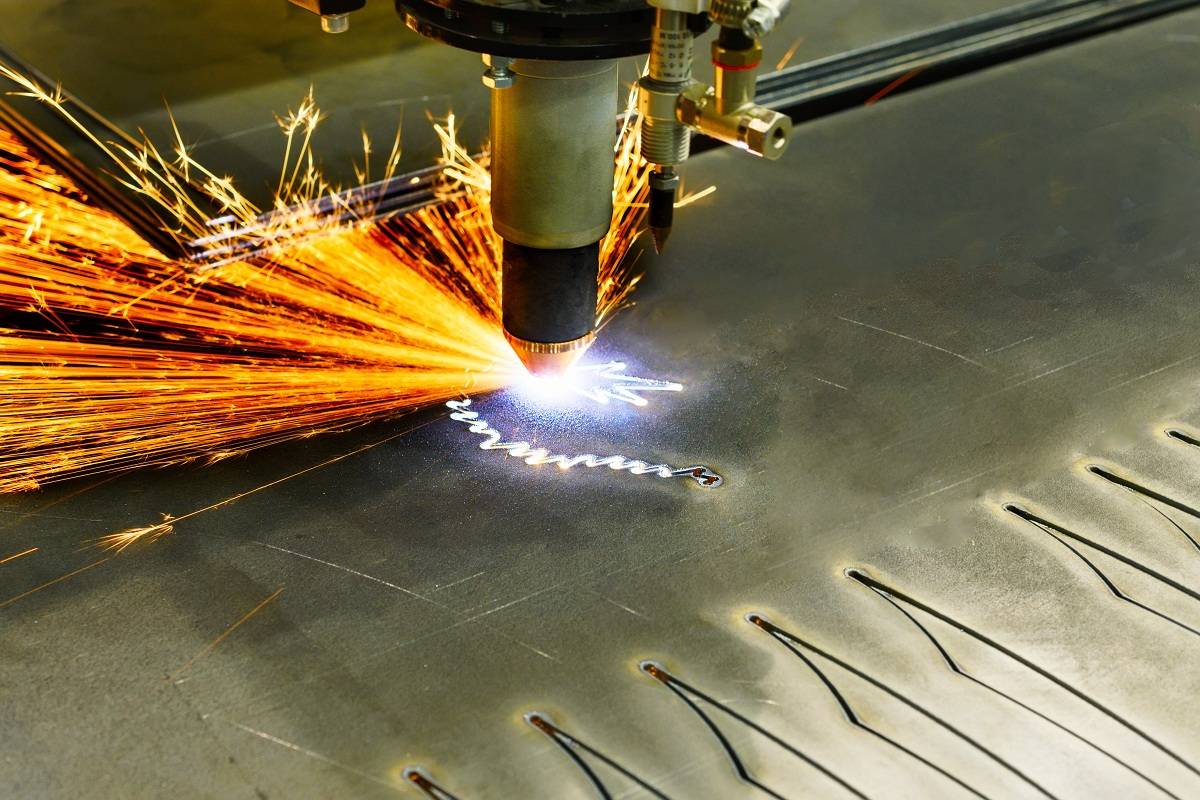
Характерные особенности процесса резки
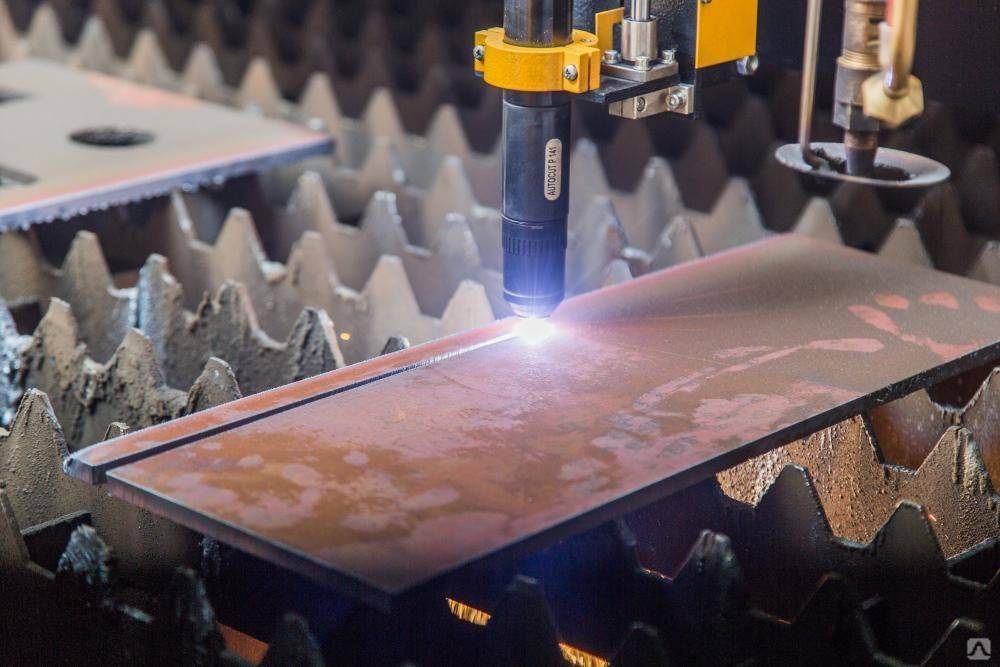
Ручная плазменная резка, при которой используется ручной плазменный аппарат, можно отнести к термической обработке, при которой материал плавится.
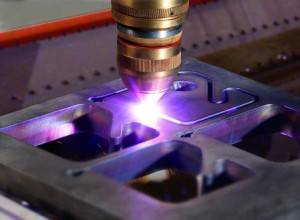
В данном конкретном случае основным режущим инструментом является поток низкотемпературной плазмы под большим давлением, которая образуется за счет некоторых специфических процессов.
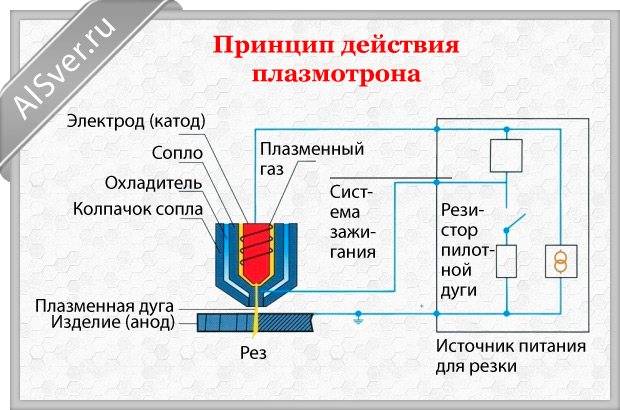
Используемое для работы плазменное оборудование обязательно имеет специальный электрод, который при помощи сопла и рабочего металла создает электрическую дугу, внешняя температура которой в некоторых отдельных случаях достигает нескольких тысяч градусов по Цельсию.
В определенный момент в сопло начинает подаваться под большим давлением специальный газ, что способствует тому, что рабочая температура многократно повышается, а это, в свою очередь, приводит к ионизации газа и, соответственно, преобразование его в плазму, которую называют низкотемпературной.
Следует отметить и то, что ионизация имеет свойство при нагреве от дуги возрастать, а это делает температуру газового потока еще большей. Сам рабочий поток ярко светится и становится электропроводным.
ВАЖНО ЗНАТЬ: Обзор разновидностей пилы по металлу
Аппарат, используемый для обработки металла при помощи плазмы, способен локально разогревать металлическую заготовку и плавить ее непосредственно в необходимом месте реза.
Для того чтобы получить плазму, необходимо в определенных пропорциях смешать определенные виды газов.
За основу берется атмосферный воздух, который смешивается с кислородом, азотом, а также водородом и аргоном. В состав плазмы также входит водяной пар.
Конечно, использовать в быту аппарат для плазменной резки достаточно проблематично, так как требуются определенные условия его эксплуатации, однако данное оборудование установлено на многих промышленных предприятиях.
Стоит отметить, что цена такого устройства достаточно высокая и для многих домашних мастеров просто не подъемная.
В настоящее время такое оборудование активно используется в самых разных сферах и дает возможность получать не только ровный, но и аккуратный рез.
Более подробно узнать о возможностях ручных аппаратов для плазменной резки можно на видео, которое размещено ниже.
Видео:
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
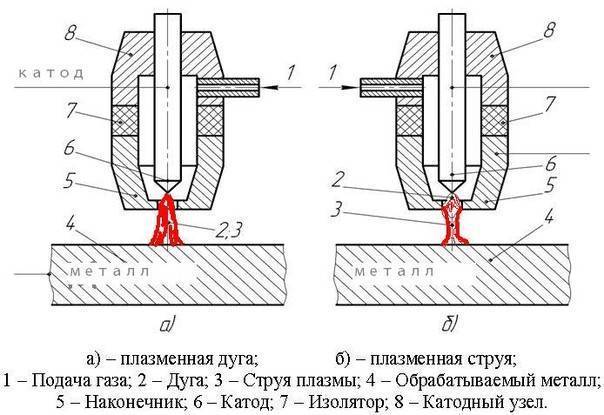
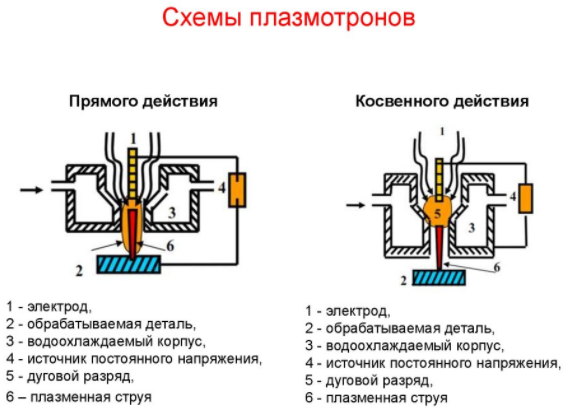
Плазменная дуга и струя.
Дуга начинает работать стабильно в результате рабочего соотношения катода и сопла с паром из сжатого раскаленного воздуха. На катоде локализуется отрицательный заряд, на наконечнике сопла – соответственно положительный. В результате этого образуется промежуточная дуга.
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.
Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
4 Достоинства и недостатки плазменной резки
Сам принцип работы плазменной резки обуславливает преимущества данной технологии перед газовыми методиками обработки неметаллических и металлических изделий. К главным достоинствам использования плазменного оборудования можно отнести следующие факты:
- универсальность технологии: практически все известные материалы можно резать при помощи плазменной дуги, начиная от чугуна и меди и заканчивая алюминиевыми и стальными холоднокатаными листами;
- высокая скорость операции для металлов средней и малой толщины;
- резы получаются по-настоящему качественными и высокоточными, что нередко дает возможность не производить дополнительную механическую обработку изделий;
- минимальное загрязнение воздуха;
- отсутствие необходимости выполнять предварительный прогрев металла для его резки, что позволяет уменьшать (и существенно) время прожига материала;
- высокая безопасность выполнения работ, обусловленная тем, что для резки не нужны баллоны с газом, являющиеся потенциально взрывоопасными.
Стоит отметить, что по некоторым показателям газовые технологии признаются более целесообразными, нежели плазменная резка. К недостаткам последней обычно относят:
- сложность конструкции плазмотрона и его дороговизну: естественно, это увеличивает себестоимость выполнения каждой операции;
- относительно малую толщину реза (до 10 сантиметров);
- высокий уровень шума в процессе обработки, который возникает из-за того, что из плазмотрона газ вылетает на околозвуковой скорости;
- необходимость высококачественного и максимально грамотного техобслуживания агрегата;
- повышенный уровень выделения вредных веществ при применении в качестве плазмообразующего состава азота;
- невозможность подключения к одному плазмотрону двух резаков для ручной обработки металлов.

Еще один минус описанного в статье вида обработки заключается в том, что отклонение от перпендикулярности реза допускается не более, чем на угол от 10 до 50 градусов (конкретная величина угла зависит от толщины изделия). Если увеличить рекомендованный показатель, отмечается значительное расширение режущей области, а это становится причиной необходимости частой замены используемых материалов.
Теперь вы знаете, что такое плазменная резка, и прекрасно ориентируетесь во всех ее особенностях.
4 Источники питания ручных плазменных аппаратов для резки
Все источники питания ручных аппаратов работают от электросетей переменного тока. Большинство из них преобразуют получаемую электроэнергию в напряжение постоянного тока, а остальные служат только для усиления переменного тока. Такое распределение обусловлено тем, что у плазмотронов, работающих на постоянном токе, более высокий КПД. Переменный ток применяется в ряде случаев – к примеру, для раскроя алюминия и сплавов из него.
Источником питания может служить инвертор или трансформатор, подающий на плазмотрон ток большой силы. Инверторы обычно используют на маленьких производствах и в быту. Они обладают меньшими габаритами, весом и в энергопотреблении намного экономнее, чем трансформаторы. Инверторы чаще всего входят в состав ручного аппарата для плазменной резки. К достоинствам инверторных устройств относят КПД, который выше, чем у трансформаторных, на 30 %, и стабильное горение электрической дуги, а также компактность и возможность проводить работы в любых труднодоступных местах.

Трансформаторные источники питания получили свое название из-за используемых в их конструкции низкочастотных трансформаторов. Они обладают гораздо большими габаритами и массой, но при этом могут иметь и более высокую, чем инверторные источники, мощность. Трансформаторные аппараты применяют для ручной и механизированной резки металлов различных толщин. Они более надежны, потому что при скачках напряжения не выходят из строя. Продолжительность их включения выше, чем у инверторных аппаратов, и может достигать значений в 100 %.








Продолжительность включения (ПВ) оказывает прямое влияние на специфику работы с оборудованием. Например, если ручная плазменная резка металла, оборудование для которой имеет ПВ 40 %, длилась без перерыва 4 минуты, то затем аппарату необходимо дать 6 минут отдыха для того, чтобы он остыл. Устройства с ПВ 100 % используют в производстве, где аппарат эксплуатируется на протяжении всего рабочего дня. Существенный недостаток трансформаторного оборудования – высокое энергопотребление.
Техника плазменной резки металла
Плазменная резка экономически целесообразна для обработки:
- алюминия и сплавов на его основе толщиной до 120 мм;
- меди толщиной до 80 мм;
- легированных и углеродистых сталей толщиной до 50 мм;
- чугуна толщиной до 90 мм.
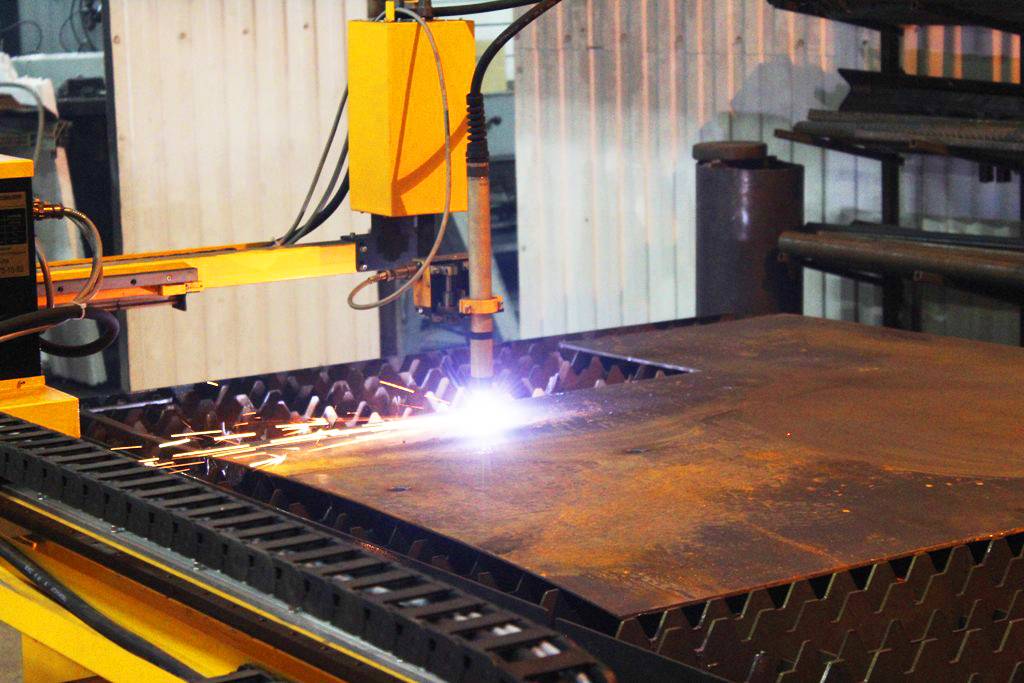
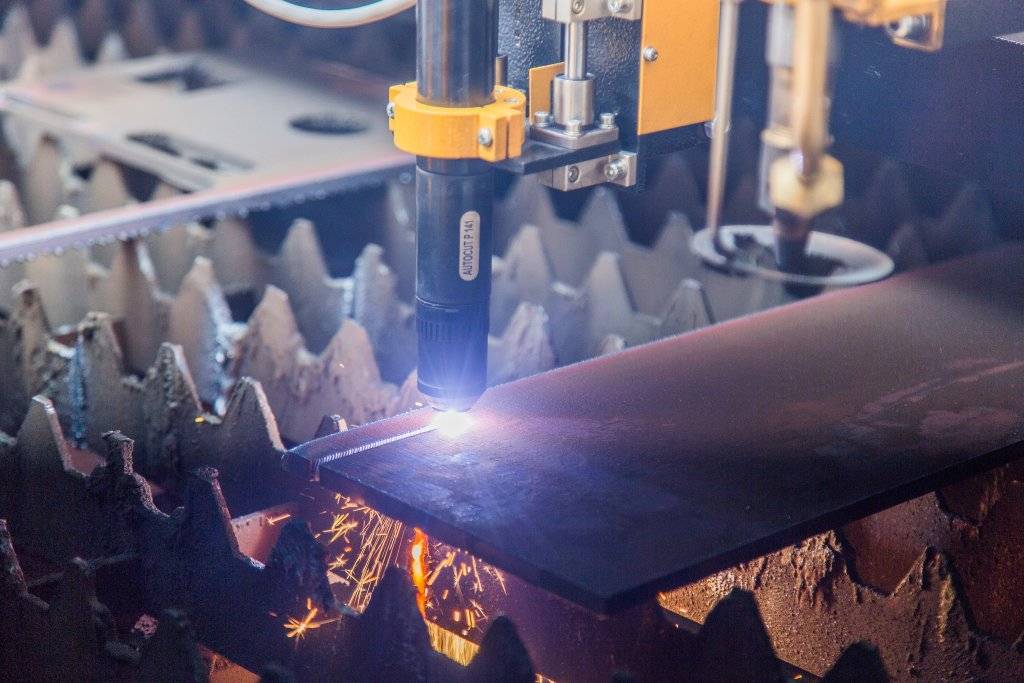
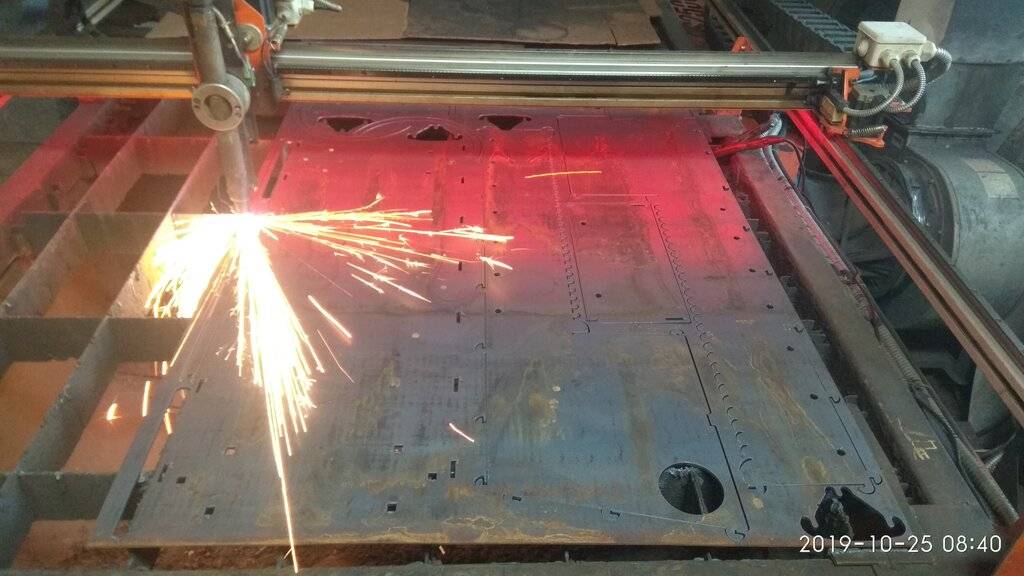
Резак располагают максимально близко к краю разрезаемого металла. После нажатия на кнопку выключателя резака вначале зажигается дежурная дуга, а затем режущая дуга, и начинается процесс резки. Расстояние между поверхностью разрезаемого металла и торцом наконечника резака должно оставаться постоянным. Дугу нужно направлять вниз и обычно под прямым углом к поверхности разрезаемого листа. Резак медленно перемещают вдоль планируемой линии разреза. Скорость движения необходимо регулировать таким образом, чтобы искры были видны с обратной стороны разрезаемого металла. Если их не видно с обратной стороны, значит металл не прорезан насквозь, что может быть обусловлено недостаточным током, чрезмерной скоростью движения или направленностью плазменной струи не под прямым углом к поверхности разрезаемого листа.
Для получения чистого разреза (практически без окалины и деформаций разрезаемого металла) важно правильно подобрать скорость резки и силу тока. Для этого можно выполнить несколько пробных разрезов на более высоком токе, уменьшая его при необходимости в зависимости от скорости движения
При более высоком токе или малой скорости резки происходит перегрев разрезаемого металла, что может привести к образованию окалины.
Плазменная резка алюминия и его сплавов
толщиной 5-20 мм обычно выполняется в азоте, толщиной от 20 до 100 мм — в азотно-водородных смесях (65-68% азота и 32-35% водорода), толщиной свыше 100 мм — в аргоно-водородных смесях (35-50% водорода) и с применением плазматронов с дополнительной стабилизацией дуги сжатым воздухом. При ручной резке в аргоно-водородной смеси для обеспечения стабильного горения дуги содержание водорода должно быть не более 20%.
Воздушно-плазменная резка алюминия, как правило, используется в качестве разделительной при заготовке деталей для их последующей механической обработки. Хорошее качество реза обычно достигается лишь для толщин до 30 мм при силе тока 200 А.
Плазменная резка меди
может осуществляться в азоте (при толщине 5-15 мм), сжатом воздухе (при малых и средних толщинах), аргоно-водородной смеси. Поскольку медь обладает высокой теплопроводностью и теплоемкостью, для ее обработки требуется более мощная дуга, чем для разрезания сталей. При воздушно-плазменной резке меди на кромках образуются легко удаляемые излишки металла (грат). Резка латуни происходит с большей скоростью (на 20-25%), с использованием таких же плазмообразующих газов, что и для меди.
Плазменная резка высоколегированных сталей
эффективна только для толщин до 100 мм (для больших толщин используется кислородно-флюсовая резка). При толщине до 50-60 мм могут применяться воздушно-плазменная резка и ручная резка в азоте, при толщинах свыше 50-60 мм — азотно-кислородные смеси.
Резка нержавеющих сталей
толщиной до 20 мм может быть выполнена в азоте, толщиной 20-50 мм — в азотно-водородной смеси (50 % азота и 50 % водорода). Также возможно использование сжатого воздуха.
Плазменная резка низкоуглеродистых сталей
наиболее эффективна в сжатом воздухе (особенно для толщин до 40 мм). При толщинах свыше 20 мм разрезание может осуществляться в азоте и азотно-водородных смесях.
Для резки углеродистых сталей
используют сжатый воздух (как правило, при толщинах до 40-50 мм), кислород и азотно-кислородные смеси.
Таблица. Ориентировочные режимы воздушно-плазменной резки металла
| Разрезаемый материал | Параметры режима | ||||||
| Толщина (мм) | Диаметр сопла (мм) | Сила тока (А) | Напряже- ние (В) | Расход воздуха (л/мин) | Скорость резки (м/мин) | Средняя ширина реза (мм) | |
| Алюминий | 5-15 | 2 | 120-200 | 170-180 | 70 | 2-1 | 3 |
| 30-50 | 3 | 280-300 | 170-190 | 40-50 | 1,2-0,6 | 7 | |
| Медь | 10 | 3 | 300 | 160-180 | 40-60 | 3 | 3 |
| 20 | 1,5 | 3,5 | |||||
| 30 | 0,7 | 4 | |||||
| 40 | 0,5 | 4,5 | |||||
| 50 | 0,3 | 5,5 | |||||
| 60 | 3,5 | 400 | 0,4 | 6,5 | |||
| Сталь 12Х18Н10Т | 5-15 | 3 | 250-300 | 140-160 | 40-60 | 5,5-2,6 | 3 |
| 10-30 | 160-180 | 2,2-1 | 4 | ||||
| 31-50 | 170-190 | 1-0,3 | 5 |
Лазерная резка металла — расходные материалы
К числу основных газов, используемых при лазерной резке, относятся воздух и кислород (при резке углеродистой стали) или азот (при резке коррозионно-стойкой стали и алюминия). Энергетические расходы включают расходы на электроэнергию, потребляемую самой установкой, электроэнергию для лазера и охлаждающего устройства, а к числу расходуемых компонентов относятся внутренняя и внешняя оптика, линзы, сопла, фильтры. Периодичность замены расходных компонентов, используемых в установке лазерной резки, составляет от нескольких недель до нескольких лет, в зависимости от многих параметров.
Выбор плазменного сварочного аппарата
По большому счету плазменный сварочный аппарат состоит из двух основных модулей – это источник электропитания с интегрированным инвертором и сварочная горелка, а все остальное можно назвать дополнениями. При помощи такого агрегата можно варить, резать или даже паять самые разные металлы, невзирая на их повышенную толщину, так как плазменный поток разогревает материал гораздо лучше, нежели обычная газовая или электрическая сварка.
История развития плазменной сварки

Сварка «Горыныч» является генератором электродуговой низкотемпературной плазмы, получаемой посредством разогрева паров рабочей жидкости к состоянию ионизации Источник plazmen.ru
Плазменную сварку можно отнести к разряду новых технологий, хотя ее стали применять еще в прошлом столетии, но давайте сделаем короткий экскурс в историю. В конце 50-х годов XX века инженеры-конструкторы американской компании Union Carbide Corp сделали первый аппарат плазменной резки, хотя при этом питались идеями физика из Соединенных Штатов И. Ленгмура. Несмотря на то, что данный метод начали применять 70 лет назад, его можно назвать всего лишь прообразом современной технологии. Все методы защиты сварочной ванны с применением инертных газов, а также разработку портативных аппаратов придумали в период с 1963 по 2006 годы.

Резаки предназначены для комплектации аппаратов ручной плазменной резки – плазморезов с контактным и бесконтактным способом зажигания дуги, имеющих разъемы ЭА и ZA Источник prompostavka.in.ua
Безусловно, плазменная резка, которая увидела свет в 1963 году, значительно увеличила скорость производства, но при этом была одна существенная проблема – на металлическую поверхность сильно воздействовало окисление. В 1965 году начали впрыскивать воду, и это снизило процент окалины, но инженеры-конструкторы на этом не собирались останавливаться. В результате исследований в 1987 году появляется резак с контактным пуском, а в 1990 с плазмой начали работать под водой на глубине до 5 (пяти!) метров. В 1999 мир услышал о создании коаксиальной технологии (газ поступает по общей оси), а в 2006 году начали использовать портативные полуавтоматы.
Популярность и назначение плазменной сварки
На сегодняшний день плазменные агрегаты претендуют на завоевание основной ниши на рынке сварочных аппаратов, причем популярность таких моделей стала расти и не только в промышленном секторе, но и среди бытовых потребителей. Если быть более точным, то можно обратиться к цифрам: сейчас 65% работ, которые раньше выполнялись при помощи электросварки, отошли в сферу деятельности плазмы, то есть, уже больше половины и это явный и стремительный прогресс.
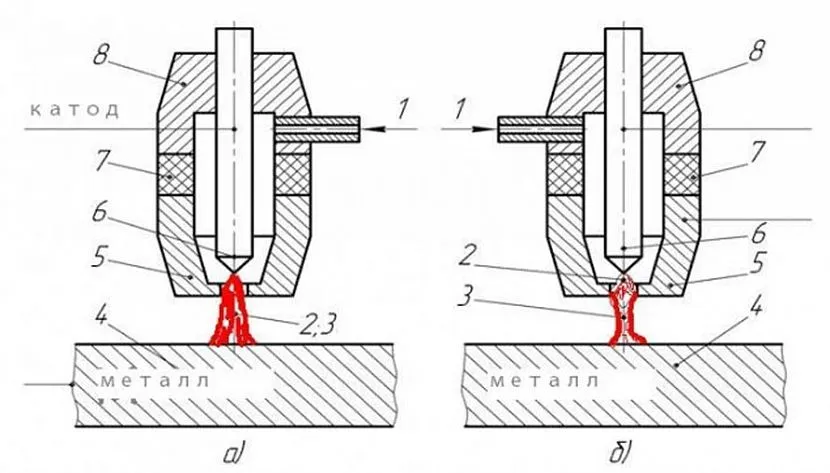
а) плазменная дуга; б) плазменная струя; 1) подача газа; 2) дуга; 3) струя плазмы); 4) обрабатываемый металл; 5) наконечник; 6) катод; 7) изолятор; 8) катодный узелИсточник born-shop.ru
При помощи плазменного оборудования монтируют трубопроводы разного назначения, ее используют в машино- и самолетостроении, строительстве, ремонте различных механизмов, но это лишь часть всей сферы применения. Кроме того, способность плазмотрона обрабатывать неметаллы может заменять гидроизоляцию, например, оплавление стыков железобетонных блоков, плит и перекрытий.
Такой метод имеет ряд неоспоримых преимуществ:
- высокая температура плазмы при резке и сваривании материалов:
- повышенный уровень КПД;
- низкий расход инертных газов;
- малая площадь прогрева, что практически исключает деформацию и существенно понижает усадку шва;
- применение технологии не только для металлов, но также для неметаллов;
- отпадает потребность в периодическом приобретении баллонов с газом или их заправке;
- агрегат легко перемещать с место на место;
- повышенный диапазон по толщине металлических заготовок для обработки;
- улучшенная система безопасности;
- доступная стоимость.
Советы и нюансы
Еще одной отличительной положительно характеристикой метода является то, что во время процесса происходит нагрев лишь небольшого локального участка. Да и остывает этот участок намного быстрее, чем при лазерной или механической резке.
Охлаждение необходимо только для двух составных элементов – катода и сопла, как самых нагруженных. Это без проблем производится с помощью рабочей жидкости.
Плазменная дуга и струя.Дуга
Лишняя влага впитывается специальным материалом, который находится в резервуаре камеры плазмотрона.
Правила безопасности при данном методе имеют строжайший характер, потому что все аппараты плазменной резки могут быть очень травматичными для мастера. Особенно это касается моделей с ручным управлением.
Все будет в порядке, если вы будете соблюдать рекомендации по защитной амуниции мастера: щиток, затемнённые очки, защитные ботинки и т.д. В этом случае вы сможете уберечься от главных факторов риска данного метода – капель расплавленного металла, высокого напряжения и раскаленного воздуха.
Еще один совет по безопасности – ни в коем случае не стучать резаком по металлу для удаления металлических брызг, как это делают некоторые мастера. Вы рискуете повредить аппарат, но главное – поймать кусочки расплавленного металла, например, лицом или другой незащищенной частью тела. Лучше поберечь себя.
Экономия расходных материалов занимает не последнее место в эффективной резке. Для этого зажигаем электрическую дугу не слишком часто, а точно и в срок, чтобы не обрывать ее без надобности.






Экономия ресурсов также распространяется на силу и мощность тока. Если рассчитать его правильно, вы получите не только экономию, но и отличный срез без заусениц, окалины и деформации металла.
Для этого следует работать по следующей схеме: сначала подать ток высокой мощности, сделать пару – тройку разрезов с его помощью. Если сила и мощность тока великоваты, на металле сразу же будет образовываться окалина из-за значительного перегрева.
После осмотра срезов будет ясно, оставить ток на этом уровне или изменить его. Иными словами, работаем экспериментально – малыми пробами.
Качество деталей
Сравнивая качество получаемых деталей и исходя из стоимости затрат на расходные материалы, можно прийти к выводу, что лазерная резка эффективнее плазменной для более тонких листовых материалов, а плазменная — для более толстых. Следует учитывать, что эксплуатационные расходы для обоих типов резки имеют широкий разброс и во многом определяются геометрическими параметрами заготовки, числом отверстий в ней, видом и толщиной разрезаемого материала.
| Параметры | Лазерная резка | Плазменная резка |
| Ширина реза | Ширина реза постоянна (0,2 — 0,375 мм) | Ширина реза не постоянна из-за нестабильности плазменной дуги (0,8 — 1,5 мм) |
| Точность резки | Как правило ±0,05 мм (0,2 — 0,375 мм) | Зависит от степени износа расходных материалов ±0,1 — ±0,5 мм |
| Конусность | Менее 1° | 3° — 10° |
| Минимальные отверстия | При непрерывном режиме диаметр примерно равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала. | Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм. Выраженная склонность к эллиптичности, (возрастает с увеличением толщины материала). |
| Внутренние углы | Высокое качество углов | Происходит некоторое скругление угла, из нижней части среза удаляется больше материала, чем из верхней. |
| Окалина | Обычно отсутствует | Обычно имеется (небольшая) |
| Прижоги | Незаметны | Присутствуют на острых наружных кромках деталей |
| Тепловое воздействие | Очень мало | Больше, чем при лазерной резке |
| Производительность резки металла | Очень высокая скорость. При малых толщинах обычно с заметным снижением при увеличении толщины, продолжительный прожиг больших толщин. | Быстрый прожиг; очень высокая скорость при малых и средних толщинах обычно с резким снижением при увеличении толщины. |
Плазменная резка металла как бизнес

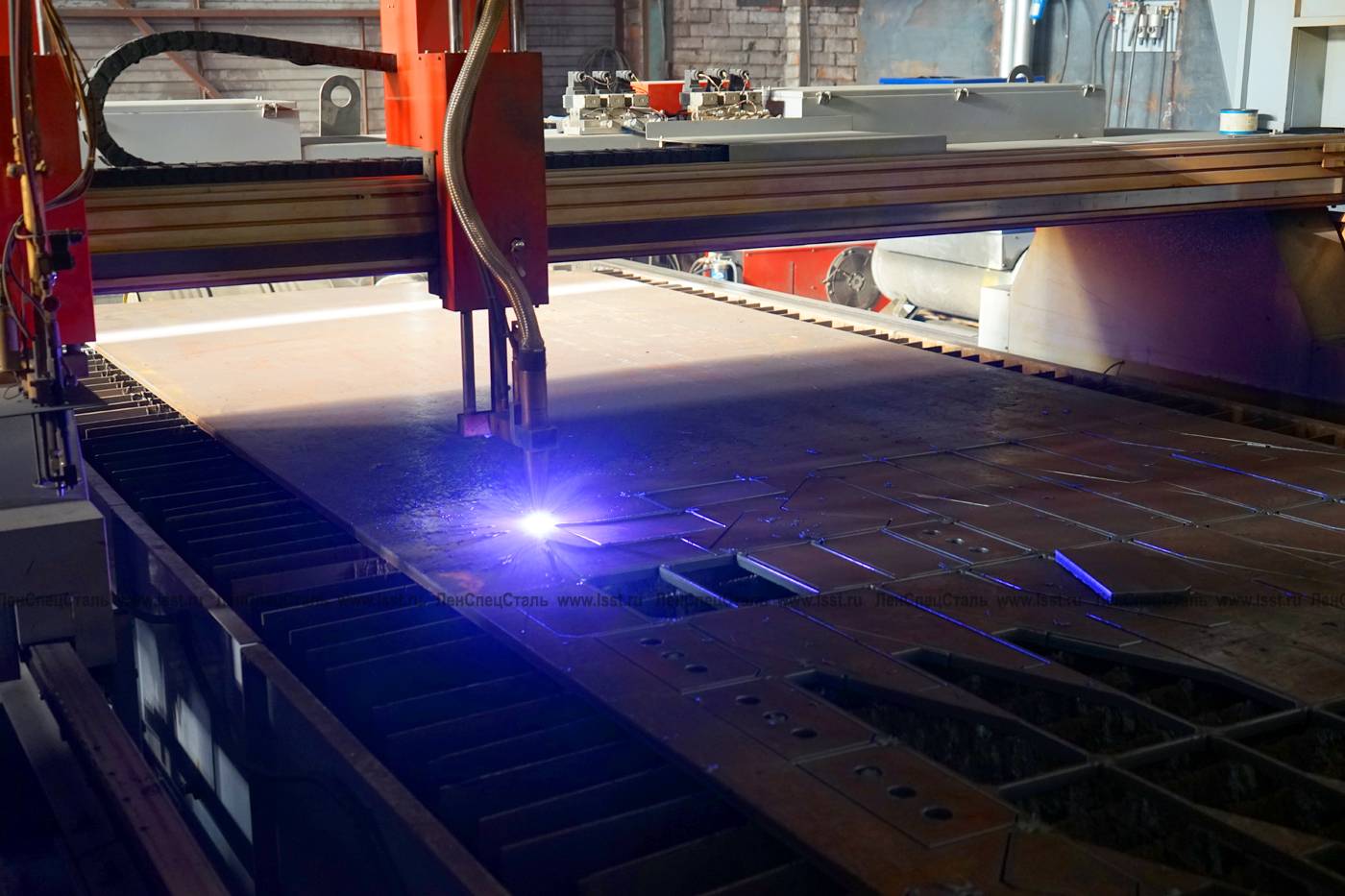
Плазменная резка в течение последних нескольких лет стала активно использоваться как на крупном производстве, так и в небольших частных мастерских. Плазменный резак обеспечивает точную и качественную резку, которая выполняется относительно быстро и при низких затратах. Благодаря этим качествам плазморез с ЧПУ может стать хорошим вложением для развития собственного бизнеса.
Плазменная резка и ее преимущества

Плазменная резка – процесс резки электропроводящих материалов с использованием плазменной электрической дуги при температуре до +30 000 °C.
Первое преимущество использования плазменного резака – нет необходимости подготавливать устройство к началу работы, например, нагревать горелку или материал, который необходимо разрезать. Плазменный резак сразу готов к использованию и обеспечивает высокую эффективность, достигая очень высоких скоростей обработки материала. Например, производительность плазменного резака с ЧПУ в сравнении с кислородно-газовым методом выше почти в семь раз, что кардинально влияет на эффективность работы.
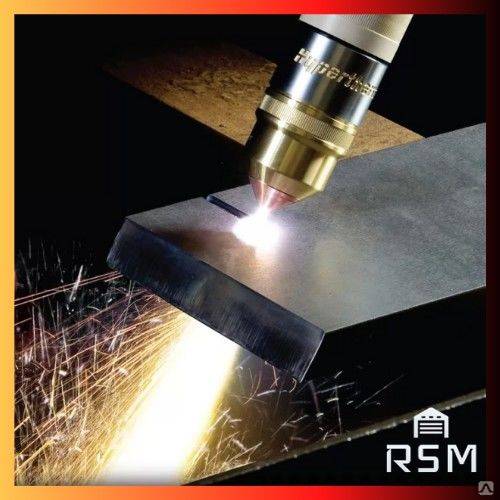
Резак может использоваться для резки различных материалов и особенно металлов различной толщины. Стандартный диапазон толщины составляет от 0,5 мм до 160 мм. Плазменный резак характеризуется, прежде всего, высокой точностью резки и способностью обработки материала вертикально и под углом. Резак минимально влияет на структуру разрезаемого материала, что обусловлено чрезвычайно узкой зоной резания и низким нагревом. Устройство очень быстро пробивает материал, гарантируя небольшой разрыв и минимальную потерю материала, а края и поверхность остаются гладкими и без лишних дефектов.
Что можно вырезать плазморезом для дома

Развитие технологии плазменной резки и специализированного оборудования позволило расширить область применения плазменной резки. Первоначально технология использовалась главным образом для резки таких материалов как черная и нержавеющая сталь, алюминий, но со временем стала применяться и для более твердых металлов – легированной стали и титана. Используя плазморез в собственном небольшом бизнесе, можно изготавливать:
- Элементы декоративных или нагруженных металлоконструкций (например: врата, заборы, балконы).

Мангалы и камины.

Металлическая мебель, фурнитура и элементы интерьера для современных видов дизайнов оформления дома или офиса.

Межэтажные лестницы для дома.

Вывески и наружная реклама.
Запчасти к навесному оборудованию для промышленной и сельскохозяйственной техники, а также детали для с/х машин и промышленного оборудования.

Технология плазменной резки под управлением ЧПУ на компьютере имеет широкий спектр применения и дает возможность изготавливать самые разные изделия, в частности высокоточную продукцию.
Плазморезный станок с ЧПУ для домашнего бизнеса
Покупка плазменного резака для молодой компании станет хорошим вложением с высокой перспективой прибыли. Стоимость плазморезных станков с ЧПУ начинается от 600$. Но их технические характеристики весьма скромные. Например, максимальная толщина обрабатываемого металлического листа. Поэтому возьмем в расчеты бизнес-плана среднюю стоимость комплекта производственного оборудования около 2000$ без учета расходов на расходные материалы. Приблизительный расчет:
- начальные вложения (плазморез + ежемесячные расходы) – 3000 USD;
- ежемесячный доход – 1000-1300 USD;
- срок окупаемости – 5-7 месяцев.
Этот расчет приведен для станка в стандартной комплектации с его эксплуатацией в рамках восьмичасового рабочего дня. Усредненный расчет по пунктам без учета стоимости самого оборудования:
- зарплата оператора плазмореза с ЧПУ – 15 USD в день;
- аренда помещения под оборудование (минимум 40 кв. м.) – 140 USD в месяц;
- затраты на электроэнергию: источник плазмы (9 кВт/час), компрессор (3 кВт/час), станок (4 кВт/час) и прочее (5 кВт/час) – 21 кВт/час * 0,7 (КПД) * 0,06 USD/кВт * 8 ч = 7 USD в день.
- расходные материалы (сопла, электроды и пр.) – 40 USD в месяц.
Оборудование плазменной резки
Плазменная резка как способ обработки материалов имеет ряд преимуществ.
Под плазменной резкой подразумевается проведение локального нагрева металла с его последующим разделением и плавлением. Высокая температура достигается благодаря струе плазмы, которая образуется вследствие таких последовательных процессов:
- Формируется электрическая дуга между соплом оборудования и электродом либо между разрезаемым металлом и электродом. Температура дуги составляет 5000º.
- Осуществляется подача газа в сопло аппарата. Дуга нагревается до 20000º.
- Поступающий газ ионизируется и становится струей, температура которой достигает 30000º.
Плазменная струя имеет яркое свечение и высокую электропроводность. Скорость потока плазмы, выходящей из сопла аппарата, может достигать 1,5 км/с. Благодаря вышеперечисленным техническим характеристикам можно расплавлять и разрезать детали из металла толщиной до 0,2 м.
Оборудование для резки металлических изделий условно можно подразделить на 3 категории:
- аппараты;
- установки;
- машины.
Сфера применения аппаратов — ручной метод обработки металла, установки и машины применяются для автоматической резки и сварки в промышленных масштабах. Для всех видов оборудования характерны преимущества использования плазменной резки:
- высокое качество обработки поверхности (ровный срез и минимальная толщина шва);
- возможность создания изделий разной геометрической формы;
- быстрота и точность разрезания металла;
- это наиболее надежный и безопасный процесс резки;
- универсальность технологии (сварочные работы могут осуществляться и на открытом воздухе, и под водой);
- минимальные энергозатраты;
- возможность соединения разрезанных заготовок с помощью любой технологии сварки без обрезания кромок и выполнения других подготовительных работ;
- простота технологии (не требует специального обучения).
Для использования плазменного аппарата (плазмотрона) необходимы:
- источник электрического питания;
- шланг и кабели для соединения аппарата с электрической сетью и источником газа;
- компрессор (обеспечивает подачу воздуха с заданной скоростью и давлением).
Особое внимание уделяется источнику питания, который является частью электроцепи. Для функционирования большинства источников применяется сеть с переменным напряжением
При этом такое напряжение может быть преобразовано в постоянное, однако некоторые аппараты лишь усиливают переменное напряжение.
Для резки листового металла своими руками можно воспользоваться инвертором. Он обеспечивает стабильность рабочей дуги и имеет достаточную мощность для проведения работ в домашних условиях.







Оптимальной мощностью обладают источники питания трансформаторного типа. Главные преимущества таких моделей — универсальность (используются при ручной и автоматизированной плазменной резке), устойчивость к перепадам напряжения в сети и бесперебойная работа. Недостаток — высокий уровень потребления электрической энергии.
В промышленных условиях плазменная резка труб и других изделий из металла осуществляется с помощью оборудования с программным управлением.
Станки плазменной резки труб с ЧПУ Кристалл
Плазменный станок с ЧПУ (числовое программное управление) является более эффективным аналогом ручного оборудования. Главное отличие аппаратов плазменной резки металла состоит в том, что они позволяют выполнить сложный раскрой металлических листов с максимальной производительностью и точностью.
К популярным и востребованным агрегатам для плазменной резки труб с ЧПУ относится станок «Кристалл». Его называют труборезом, потому что данный станок можно применять для разрезания и круглых, и прямоугольных труб. Также с помощью этого трубореза выполняется фигурная резка труб.
Технические характеристики аппарата плазменной резки с ЧПУ «Кристалл»:
- максимальная длина разрезаемых труб — 12 м;
- диаметр труб — 6-60 см;
- толщина стенок труб — до 2 см;
- модуль вращения оснащен зажимным патроном и системой удаления дыма;
- стойка с программным управлением имеет систему видеонаблюдения.
Комплектующие аппарата «Кристалл»:
- радиальный вентилятор, помещенный в шумоизолирующий кожух;
- станина с направляющими вдоль труб;
- подвижная каретка с приводом;
- рельсы, оснащенные 3 роликовыми опорами (служат для регулировки расположения заготовок).
Принцип резки изделий агрегатом «Кристалл» заключается в следующем. Плазмотрон устанавливается в центральной части трубы. Программное управление осуществляется в трех направлениях: по длине трубы, высоте плазмотрона и углу вращения заготовки вокруг своей оси. При осуществлении фигурной резки заготовка не вращается. Из этого видео вы сможете понять принцип работы лазерного резака:
Структура плазмореза
Плазморезом называют аппарат, которым осуществляется резка металлических изделий различными способами. В устройство агрегата входят элементы:
- источник электрического питания;
- компрессор;
- плазмотрон;
- кабель-шланги.
 Конструкция плазменного резака
Конструкция плазменного резака
В качестве источников питания выступают несколько устройств:
- инвертор;
- трансформатор.
 Достоинство плазменной резки
Достоинство плазменной резки
Каждое из устройств имеет ряд достоинств и недостатков. К достоинствам инвертора относятся:
- дешевизна;
- стабильность горения дуги;
- удобство при применении в участках с затрудненным доступом;
- небольшой вес;
- высокий КПД, превышающий аналогичный показатель для трансформатора на 30%;
- экономичность.
Какие есть недостатки и ограничения?
 Силовой трансформатор
Силовой трансформатор
Основным недостатком инвертора является невозможность его использования для нарезания металлических изделий большой толщины.
Трансформатор эффективно используется при резке толстостенного металла, с которым не справится инвертор. Он выдерживает перепады сетевого напряжения, но отличается низким КПД. Неудобны трансформаторы по причине своего большого веса.
Компрессор представляет собой устройство, подающее воздух к электродуге. Механизм способствует созданию вихревых воздушных потоков, направляемых к ней. Компрессором обеспечивается четкое нахождение катодного пятна дуги в центре электрода. При нарушении процесса возникают последствия в виде:
- образования сразу двух электродуг;
- слабого горения дуги;
- поломки плазмотрона.
Через компрессор в процессе работы обычного непромышленного плазмореза пропускается только сжатый воздух. Он создает плазму и охлаждает электроды. На промышленных агрегатах применяют смеси газов на основе кислорода, гелия, азота, аргона, водорода.
Плазмотрон выполняет основную функцию аппарата — режет изделие. В его устройство входят:
- охладитель;
- электрод;
- колпак;
- сопло.
Внутри плазмотрона содержится гафниевый электрод, возбуждающий электродугу. Применяются циркониевые, реже бериллиевые и ториевые электроды. Их оксиды токсичны и даже радиоактивны.
Через плазмотронное сопло проходит плазменная струя, разрезающая изделия. От его диаметра зависят качество резки, технология, скорость работы агрегата, ширина разреза и скорость охлаждения.
Через кабель проходит ток, идущий от инвертора или трансформатора. По шлангам движется сжатый воздух, образующий плазму в плазмотроне.
Недостатки плазменной резки по сравнению с газовыми способами резки:
- максимальная толщина реза обычно составляет 80-100 мм (кислородной резкой можно обрабатывать чугун и некоторые стали толщиной до 500 мм);
- более дорогое и сложное оборудование;
- повышенные требования к техническому обслуживанию;
- угол отклонения от перпендикулярности реза не должен превышать 10-50º в зависимости от толщины детали (в противном случае существенно расширяется рез, что приводит к быстрому износу расходных материалов);
- практически отсутствует возможность использования двух ручных резаков, подключенных к одному аппарату;
- повышенный шум вследствие истечения газа из плазматрона с околозвуковыми скоростями;
- вредные азотсодержащие выделения (при использовании азота) — для уменьшения разрезаемое изделие погружают в воду.