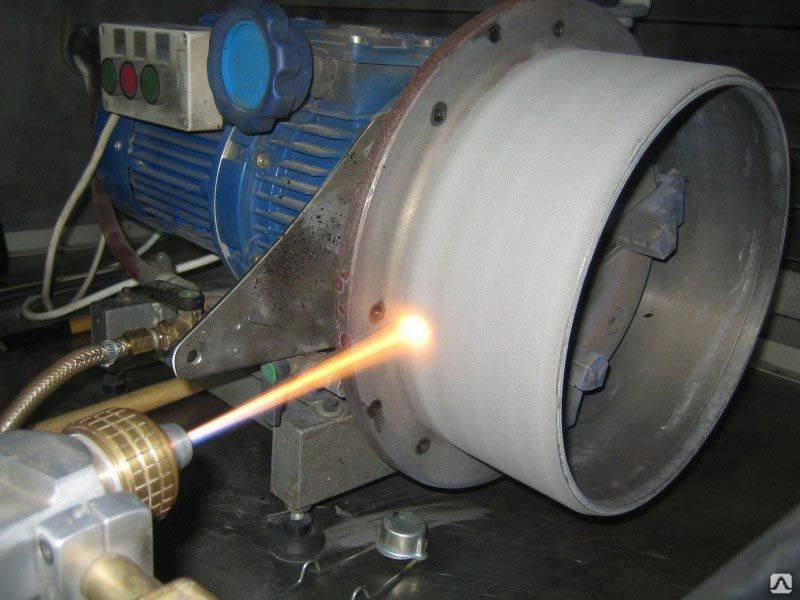
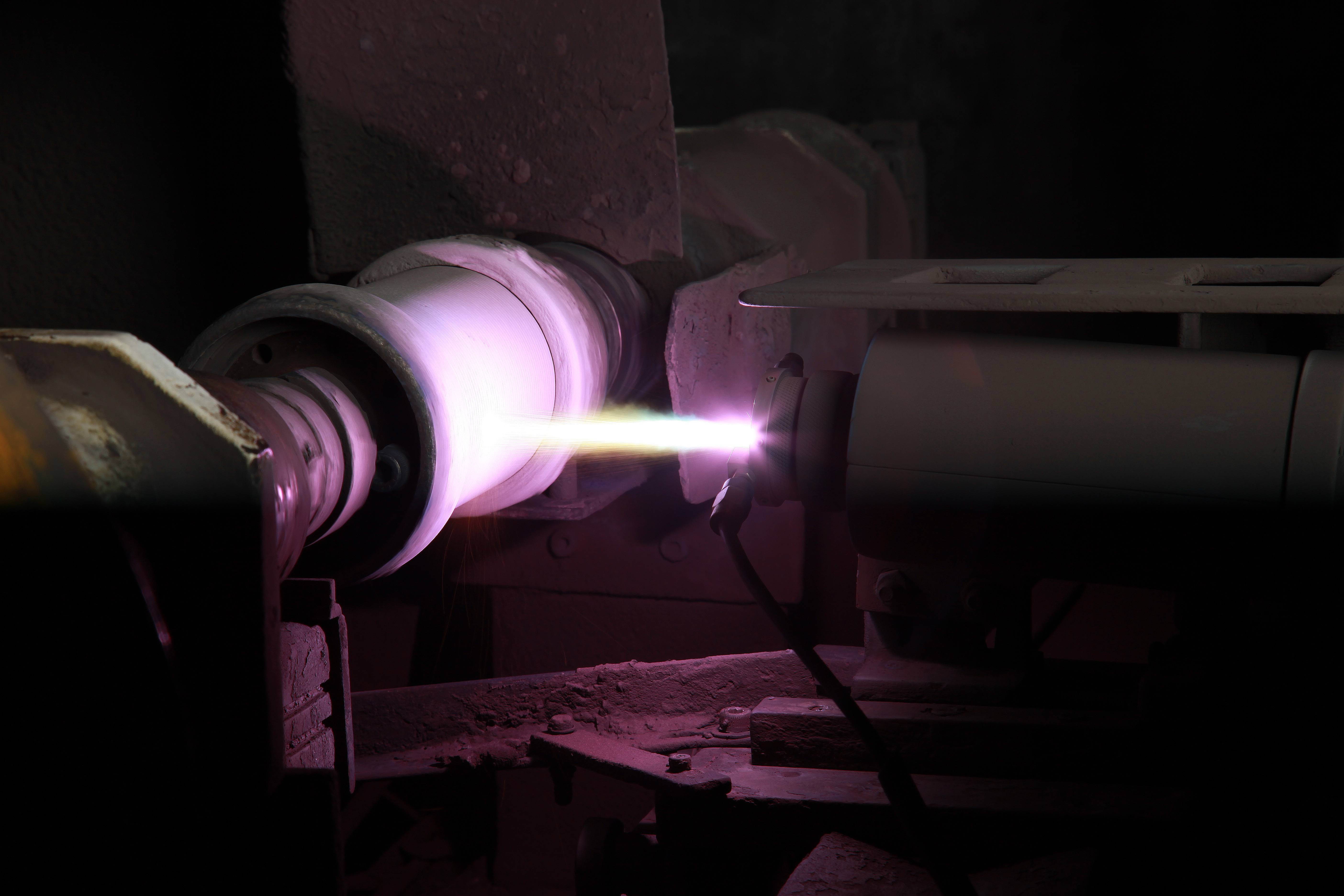
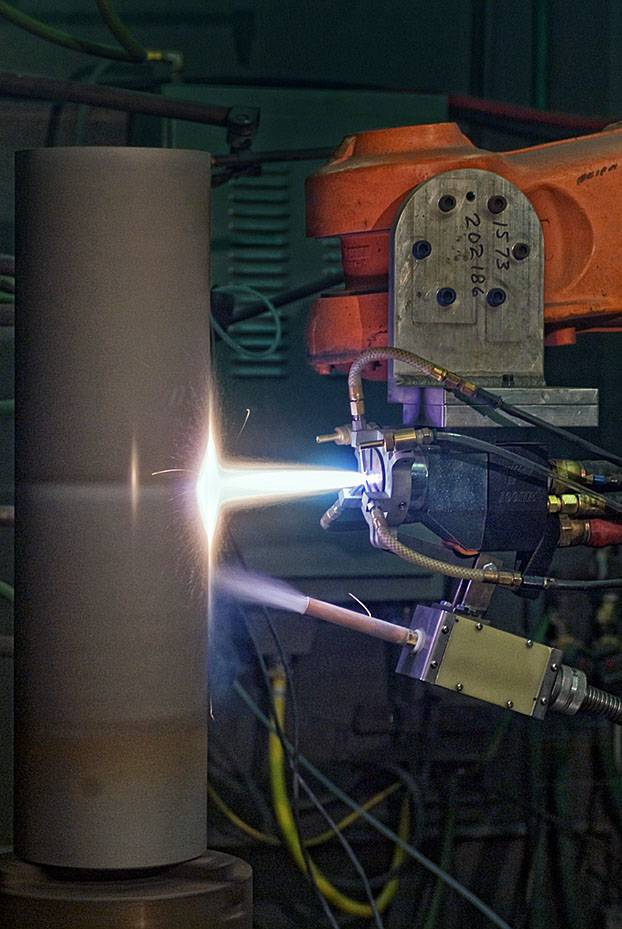
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Виды работ по созданию покрытий
Технологию лазерной наплавки реализуют путем нанесения на поверхность изношенного механизма слоя металла, в результате чего присадка сваривается с основой. С учетом минимального подплавления основы, можно утверждать, что свойства наплавки зависят от материала, используемого в качестве присадки. На современном производстве подачу затратного материала выполняют одним из трех основных способов.
Оплавление лазерным лучом
Поверхность детали предварительно покрывают порошковой пастой, подбирая состав обмазки, удовлетворяющий определенным требованиям. Оплавление лучом лазера реализуют последовательно, чтобы охватить всю намеченную зону. Если нужно создать многослойное покрытие, после каждого сканирования лазером наносят следующий слой пасты, для каждого слоя отдельный пласт обмазки.
Преимущества – простая по технологии выполнения наплавка не утяжеляет конструкцию агрегата. К недостаткам относят трудоемкий процесс осаждения, неравномерность наплавленной поверхности по причине натяжения поверхностной пленки расплавившегося металла.
Боковая подача газопорошкового микса
Лазерной наплавкой этого типа до недавнего времени пользовались наиболее часто. Подача порошка внутрь плавильной ванны осуществляется методом впрыскивания сбоку от лазерного луча либо навстречу ему. Во время наплавления формируются валики с различным типом геометрии.
Преимущества – благодаря газопорошковой технологии создается более качественный плакирующий слой. Наплыв характеризуется равномерной толщиной и химическим составом, открывается возможность использования композитных материалов при сохранении фазы упрочнения. Недостаток методики обусловлен несимметричной доставкой порошка по отношению к линии движения лазерного луча. Даже при его сканировании в плоской проекции.
Коаксиальный способ наплавления
Подача обогащенного газом порошка осуществляется через сопло непосредственно в зону работы лазера сплошным потоком конусообразной формы. Методика признана самым универсальным способом формирования покрытий однородного либо композитного типа для плоских, а также трехмерных деталей.
Преимущества – гарантирование симметричности по отношению к направлению плавки, равномерное сцепления валиков сваркой. Наплавку лазерного типа характеризует высокая производительность использования присадки для сложно обрабатываемых поверхностей. Характерная особенность, а также недостаток создания наплава, в сложности обеспечения подачи с равномерной симметрией.
Основной параметр качества лазерного напыления напрямую связан с расходом порошка. Для регулирования толщины осаждаемого пласта металла, его разжижения и твердости необходимо подобрать соответствующий диаметр лучевого потока в сочетании с мощностью установки, а также скоростью процесса.

Составляющие аппарата для резки плазменной струей
Конструктивно устройство для раскроя металлопроката плазменной дугой состоит из таких компонентов:
Источник питания – основное оборудование, необходимое для подачи рабочего напряжения и тока для пилотной и режущей дуги. В зависимости от разновидности устройства его напряжение (без нагрузки) может находиться в диапазоне от 240 до 400 В.

Фото 1. Источник питания
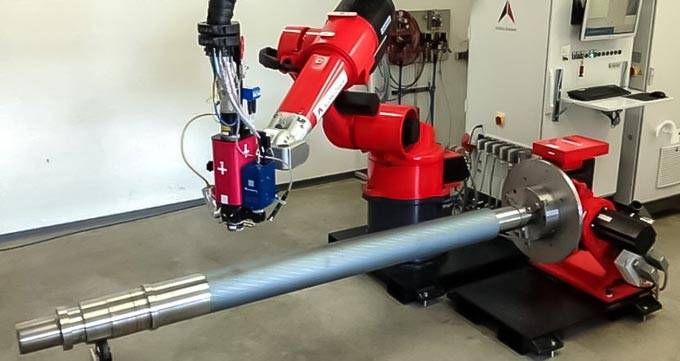
Плазмотрон (он же ручной плазменный резак) – специализированный прибор, который предназначен для выработки плазмы и создания плазменной дуги. В его конструкцию также включены основные расходные элементы – сопло и катод. Их срок службы зависит рабочих параметров процесса резания, количества поджигов дуги, времени ее действия, интенсивности охлаждения и т.д.

Рисунок 2. Внешний вид ручного плазменного резака
Кабель-шланговый пакет – служит для подачи плазменного газа, напряжения, тока и охлаждающего вещества (при его наличии в конструкции аппарата) к плазмотрону.
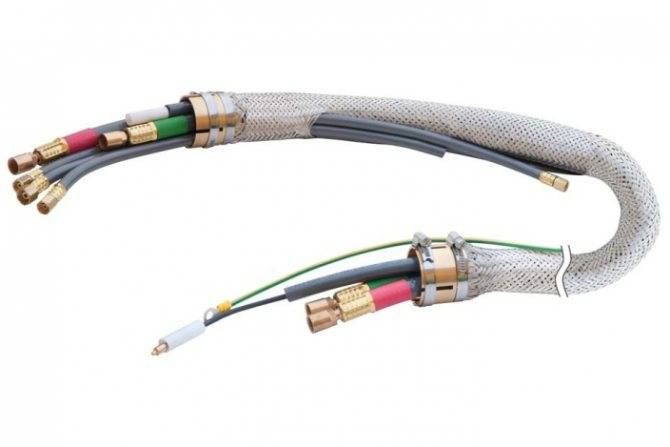
Рисунок 3. Внешний вид кабель-шлангового пакета
Также к аппарату требуется подвести плазмообразующий газ от баллона или магистрального трубопровода. Для резания применяются активные и неактивные газы (сжатый воздух, азот, аргоноводородная, азотоводородная смесь и т.д.). Оптимальная разновидность газа выбирается в зависимости от разрезаемого металла. В бытовых условиях часто используют компрессор для выработки сжатого воздуха.
Виды плазменных аппаратов
Оборудование для плазменной резки ручным способом производится нескольких типов:
Инверторные аппараты – модели, которые отличаются небольшими размерами и малым весом. Предназначены в основном для раскроя металла небольших толщин – как правило, не более 20 мм. Продолжительность включения (время непрерывной работы без перегрева) составляет до 60 % (т.е. из 10-минутного рабочего цикла они могут работать только 6 минут, а 4 минуты нужно для охлаждения). Однако они характеризуются повышенной энергоэффективностью и высоким КПД, удобны при выполнении работ на высоте и в полевых условиях.

Фото 5. Внешний вид инвертора
Трансформаторные аппараты – характеризуются большой мощностью, что позволяет резать листовой металл толщиной до 100 мм. Повышенная продолжительность включения (80-100 %) позволяет непрерывно эксплуатировать оборудование даже на протяжении нескольких рабочих смен. К недостаткам можно отнести большие габариты и вес, поэтому они относятся к классу стационарного оборудования.

Фото 6. Аппарат трансформаторного типа
Также плазменные резаки для разделительной резки металлов классифицируют по разновидности поджига дуги:
- Косвенного действия – поджиг дуги осуществляется между соплом (выступает в качестве анода) и электродом (играет роль катода), разрезаемая заготовка в процессе зажигания дуги не участвует. Обычно применяется для резания неэлектропроводных материалов.
- Прямого действия – здесь в качестве катода выступает электрод плазмотрона, а роль анода играет разрезаемый металлопрокат, между которыми и возбуждается плазменная дуга. Используется для раскроя всех электропроводных материалов.
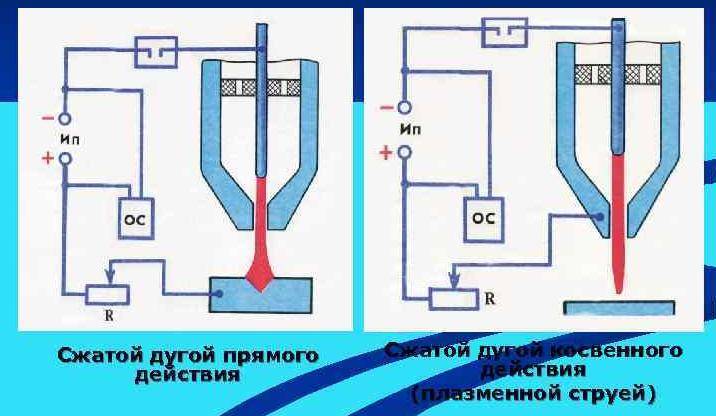
Рисунок 7. Дуга прямого и косвенного действия
Как выбрать плазмотрон?
Чтобы производить резку металла плазморезкой своими руками, важно купить оборудование. Перед тем как совершить покупку, рекомендовано учесть свойства и параметры прибора
Они будут оказывать большое влияние на функции плазмотрона. Цена также будет отличаться
Перед тем как совершить покупку, рекомендовано учесть свойства и параметры прибора. Они будут оказывать большое влияние на функции плазмотрона. Цена также будет отличаться.







Резка с помощью плазмы может производиться двумя видами плазморезки:
- Инвенторная — имеет компактные размеры, для ее работы необходимо малое количество энергии, аппарат легкий с привлекательным дизайном. В то же время у него непродолжительное включение, перепады напряжения негативно скажутся на аппарате;
- Трансформаторная — высокая длительность включения, если напряжение будет скакать, плазморезка не выходит из строя. Размер, вес агрегата достаточно большие, энергии такая плазморезка также потребляет много.
ВАЖНО ЗНАТЬ: Технология воздушно плазменной резки металлов
При выборе плазмотрона для резки своими руками, рекомендуется обратить внимание на параметры. Такая плазморезка сможет максимально удовлетворить потребности мастера и выполнить работу
Такая плазморезка сможет максимально удовлетворить потребности мастера и выполнить работу.
Мощность
В зависимости от того, каковы характеристики изделия, которое необходимо разрезать, выбирается мощность. Будет отличаться и размер сопла, тип газа.
Так, при мощности 60-90А плазморезка сможет справиться с металлом толщиной 30 мм.
Если необходимо разрезать большую толщину, то рекомендуется купить плазморезку с мощностью 90-170А.
Выбирая агрегат, учтите силу тока, напряжение, которое он сможет выдержать.
Время, скорость разрезания материала
Этот показатель меряют в см, которые аппарат сможет разрезать за 1 минуту. Одни плазморезки смогут разрезать металл за 1 минуту, а другие за 5.
При этом толщина материала будет одинаковая.

Если важно сократить время на резку, то стоит учесть скорость разрезания. Аппараты отличаются временем работы — длительность разрезания металла, не перегреваясь
Если указано, что длительность работы составляет 70 процентов, то это значит, что плазморезка будет работать 7 минут, после чего 3 минуты она должна остывать.
Если необходимо сделать длинные разрезы, то рекомендуется выбирать агрегаты с высокой продолжительностью работы.
Горелка плазморезки
Стоит оценить материал, который придется разрезать. Горелка плазморезки должна обладать мощностью, чтобы качественно его разрезать.
При этом стоит учесть, что условия работы могут быть сложными, резка — интенсивной.
На рукоятки таких плазморезок можно закрепить дополнительные элементы, поддерживающие наконечник сопла на определенном расстоянии. Это во много раз облегчает работу.
Если плазморезкой будет проводиться разрезание тонкого металла, то можно выбрать агрегат, в горелку которого поступает воздух.
Если планируется плазменная резка толстого металла, нужно предпочесть плазмотрон, в горелку которого будет подаваться азот.
Внешние характеристики
При плазморезке своими руками чаще всего выбирают переносные плазморезки, которые отличаются компактными размерами.
Ими не сложно управлять, не имея достаточного опыта, доступна фигурная резка.
Видео:
Стационарные агрегаты имеют большой вес, предназначены для разрезания более толстых материалов, их цена соответственно будет больше.
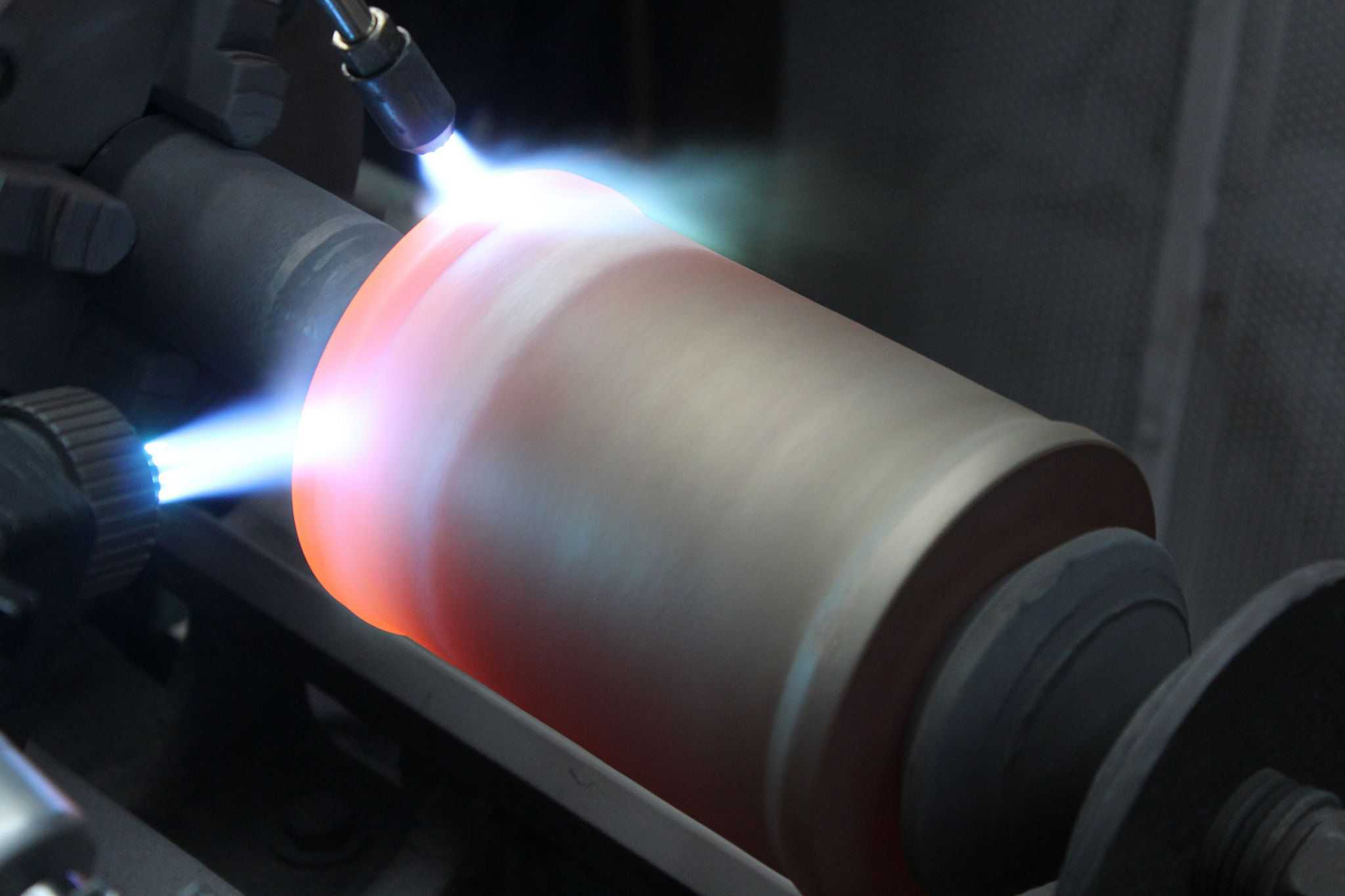
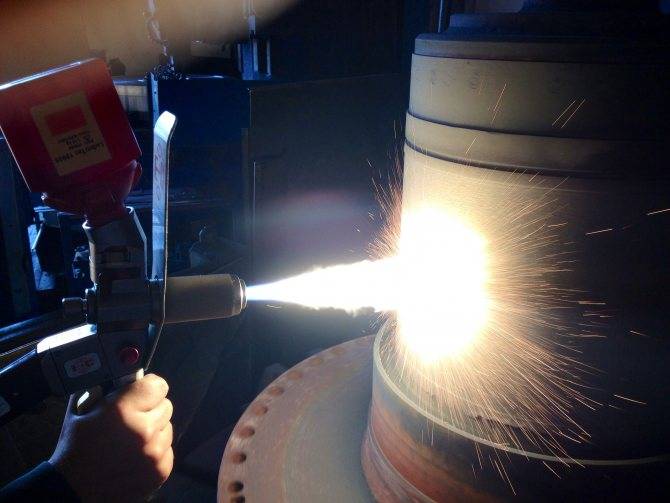
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.
Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
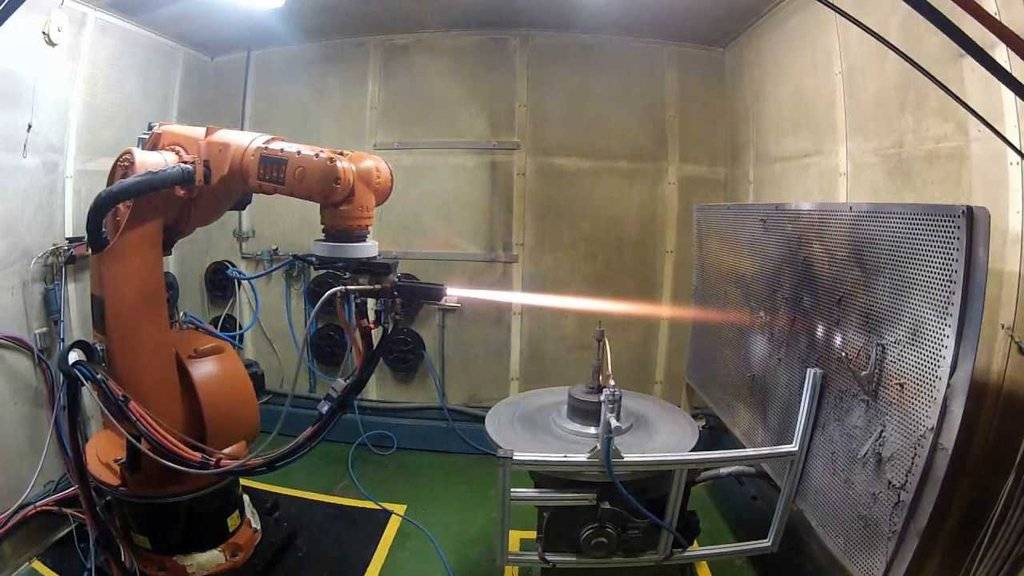
Где используют плазменную металлизацию
Поскольку напыляемым материалом может служить практически любой сплав или металл, ионно-плазменное напыление широко используют в различных отраслях промышленности, а также для проведения ремонтно-восстановительных работ. Любой металл в виде порошков подается в плазменные установки, где под воздействием высокотемпературной плазмы расплавляется и проникает в обрабатываемую металлическую поверхность в виде тонкого слоя напыления. Сферы применения диффузной металлизации:
- детали для авиационной, космической и ракетной промышленности;
- машиностроительное оборудование и энергетическая отрасль;
- металлургическая и химическая отрасль промышленности;
- нефтедобывающая, нефтеперерабатывающая и угольная отрасль;
- транспортная сфера и производство приборов;
- ремонт и реставрация машин, оборудования, изношенных деталей.
Когда струя плазмы и порошков проходит по электродуге и осаживается на обрабатываемой поверхности, образованный слой приобретает важные качественные и эксплуатационные характеристики:
- жаростойкость;
- жаропрочность;
- коррозийную устойчивость;
- электроизоляцию;
- теплоизоляцию;
- эрозийную прочность;
- кавитационную защиту;
- магнитные характеристики;
- полупроводниковые свойства.

Методы нанесения (гальваническое, вакуумное, диффузионное, холодное и термическое напыление)
Существует несколько основных способов нанести хром на изделие:
Гальваническое хромирование. Заключается в осаждении металла на поверхность изделия под действием электрического тока. Если объяснять просто, изделие погружается в раствор с частичками хрома. На изделие подается электрический ток и частички начинают осаждаться на поверхности, тем самым образуя покрытие. На самом деле процесс очень сложный и дорогой. Метод актуален для металлических изделий (т.к. металл хорошо проводит ток).
Подробнее с гальваническим хромированием вы можете ознакомиться здесь
НПП Электрохимия выполняет полный цикл работ по нанесению гальванических хромовых покрытий. После нанесения покрытия и его проверки мы выдаем паспорт (сертификат) качества
Это особенно важно в рамках выполнения ГОЗ. Цена на хромирование оговаривается индивидуально с менеджером в зависимости от ТЗ. Вакуумное хромирование
Изделие погружается в вакуумную камеру с порошком. Порошок нагревается до температуры испарения и образует взвесь ионов в камере. Далее эта взвесь осаждается (бомбардировка ионами) на поверхности в виде конденсата, а затем кристаллизируется, образовывая покрытие.



Вакуумное хромирование. Изделие погружается в вакуумную камеру с порошком. Порошок нагревается до температуры испарения и образует взвесь ионов в камере. Далее эта взвесь осаждается (бомбардировка ионами) на поверхности в виде конденсата, а затем кристаллизируется, образовывая покрытие.
Покрытие применятся в декоративных целях, особенно популярно для сувенирной и рекламной продукции (вывески, подарочная упаковка и т.д.). Отлично покрывается стекло и пластик. Идеально блестящей поверхности не всегда получается добиться, изредка покрытие осаждается неравномерно, видна шагрень (шишки). Не рекомендуется для изделий с требованиями по износостойкости.
Диффузионное хромирование. Процесс «насыщения»(заполнения) поверхности изделия хромом. Изделия погружают в порошок хрома и так же нагревают. Отличие от вакуумного метода состоит в том, что порошок не испаряется, а сразу «въедается» (диффундирует) в поверхность изделия. Примерно 50% покрытия находится внутри поверхности изделия, а 50% снаружи. Благодаря этому покрытие имеет превосходное сцепление с деталью.
Стандартный состав порошка: хром и каолин в соотношении 50 на 50. Плюс добавка (хлористый амоний/соляная кислота). Температура процесса – 1000° С, выдержка 6-15 часов.
Метод не из дешевых, но позволяет получить покрытие толщиной 100-300 мкм с хорошей адгезией и солидными защитными характеристиками.
Холодное распыление (мета-хромирование). Об этом методе мы поговорили в п.4. Просто распыление из баллончика или шланга. Красивая краска. Ни о каких защитных характеристиках и износостойкости речи быть не может. В интернете продается много готовых растворов для «хромирования» в различные цвета.
Термическое напыление. Методов достаточно много, но их объединяет одно – частицы металла нагревают до определенной температуры и с помощью направленного потока отправляют на изделие. Поток может быть газовый, пламенный, детонационный, электродуговой. Дешевый метод, применяется для изделий без высоких требований к защитным характеристикам покрытия. Подробнее можете прочесть здесь
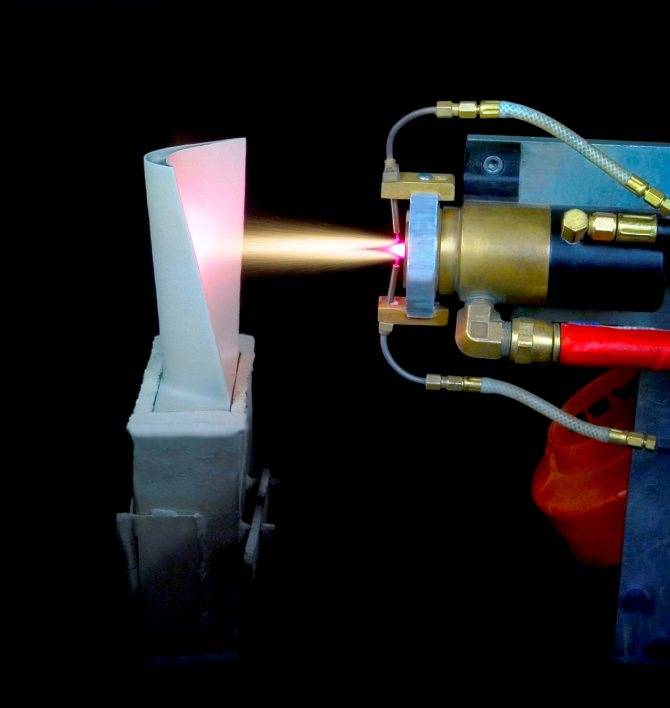
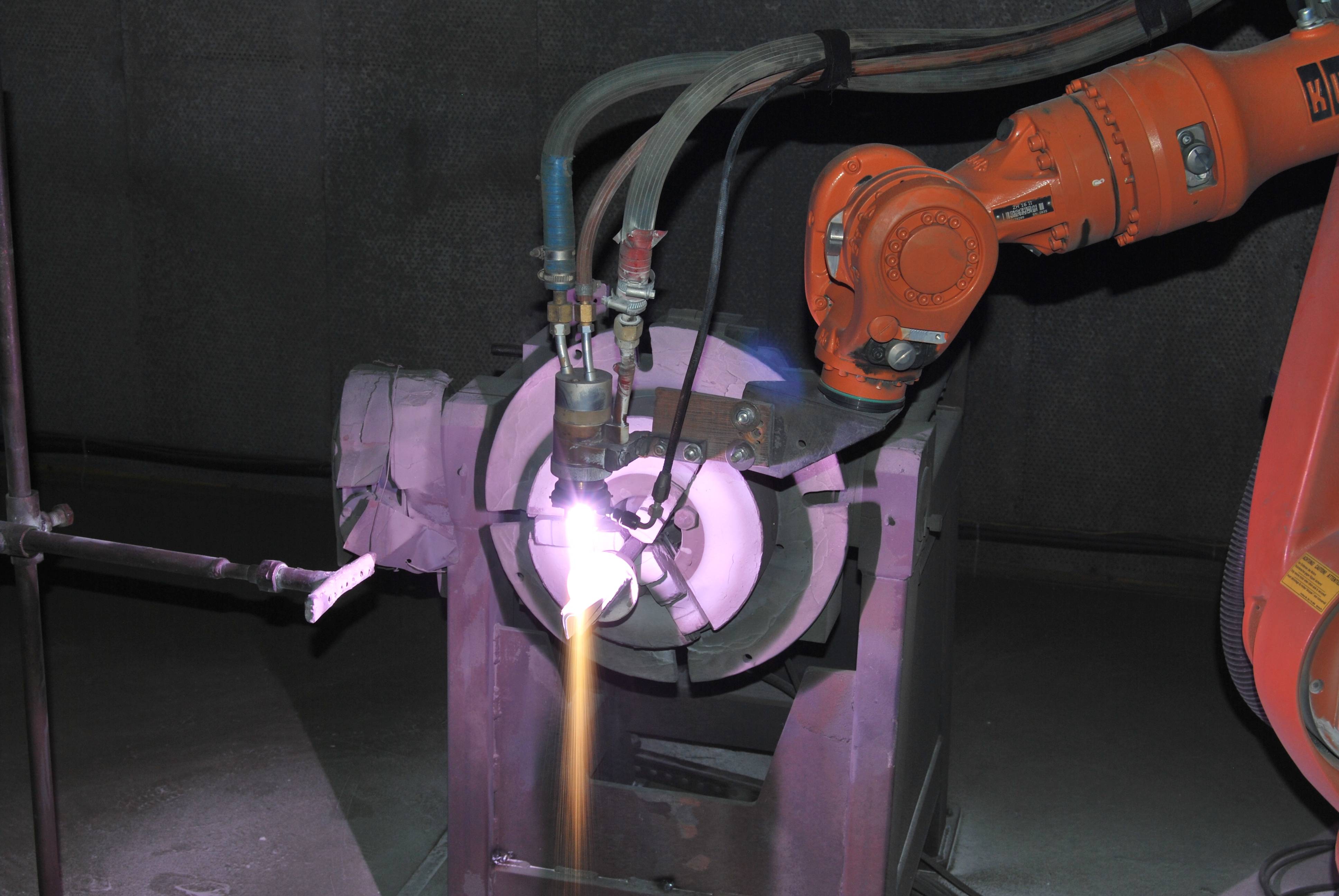
Достоинства осевого ввода порошка
Осевой ввод порошка — это качественный скачок в технике плазменного напыления. Дело тут не только в том, что при осевом вводе значительно уменьшаются потери порошка, но и в том, что открываются возможности напыления совсем других порошковых материалов, непригодных для радиального ввода. Так как этот аспект является принципиально важным для понимания следующих разделов, остановимся на нем подробнее.
Итак, что же происходит при радиальном вводе порошка в струю пламени на выходе из сопла? Перечислим недостатки такого ввода:
- Для радиального ввода пригодны только очень узкофракционные порошки, для которых необходимо точно подбирать давление несущего газа. Что это значит?: При недостаточном давлении несущего газа частицы порошка будут «отскакивать» от струи пламени, при слишком высоком давлении несущего газа они будут «простреливать» это пламя насквозь; если же порошок состоит из частиц разного размера, то подобрать «правильное» давление несущего газа в принципе невозможно: самые мелкие частицы будут всегда «отскакивать», а самые крупные — всегда «простреливать», то есть, ни тех ни других частиц в напыляемом покрытии не будет, а будут только какие-то «средние» частицы. Особенно трудно вводятся мелкозернистые порошки из-за их повышенного рассеяния несущим газом (типичное облако пыли вокруг факела).
- При радиальном вводе порошка нельзя использовать в порошковой смеси не только частицы разных размеров, но и разных плотностей (разных масс) по той же причине: более тяжелые частицы пролетают сквозь пламя легче более легких. Таким образом, попытка использования сложных порошковых смесей приведет к искажению состава покрытия по сравнению с составом порошковой смеси.
- Увеличение скорости плазмообразующих газов усложняет радиальный ввод порошка, так как дополнительно сужаются интервалы необходимых давлений несущего газа и распределения частиц по размерам. На практике это означает следующее: чем выше скорость пламени, тем меньше КПД напыления при радиальном вводе порошка. Ввести же весь порошок в пламя без потерь невозможно ни при каких обстоятельствах.
- Расположение порошковых дюз рядом с горячей зоной пламени вызывает их разогрев, компенсирующийся только охлаждением газом, несущим порошок. Если же скорости охлаждающего газа недостаточно для охлаждения, то частицы порошка могут налипать на края отверстия дюз, образуя натеки. Налипшие куски периодически отрываются от дюзы, попадают в пламя и вызывают характерный дефект — «плевание», приводящий к образованию грубых пористых включений в покрытии. Так как скорость истечения несущего газа строго связана с параметрами пламени (см. пункт 1), то возникает проблема: для некоторых порошков просто не существует параметров, убирающих эффект «плевания», особенно если эти порошки легкоплавкие и/или мелкозернистые.
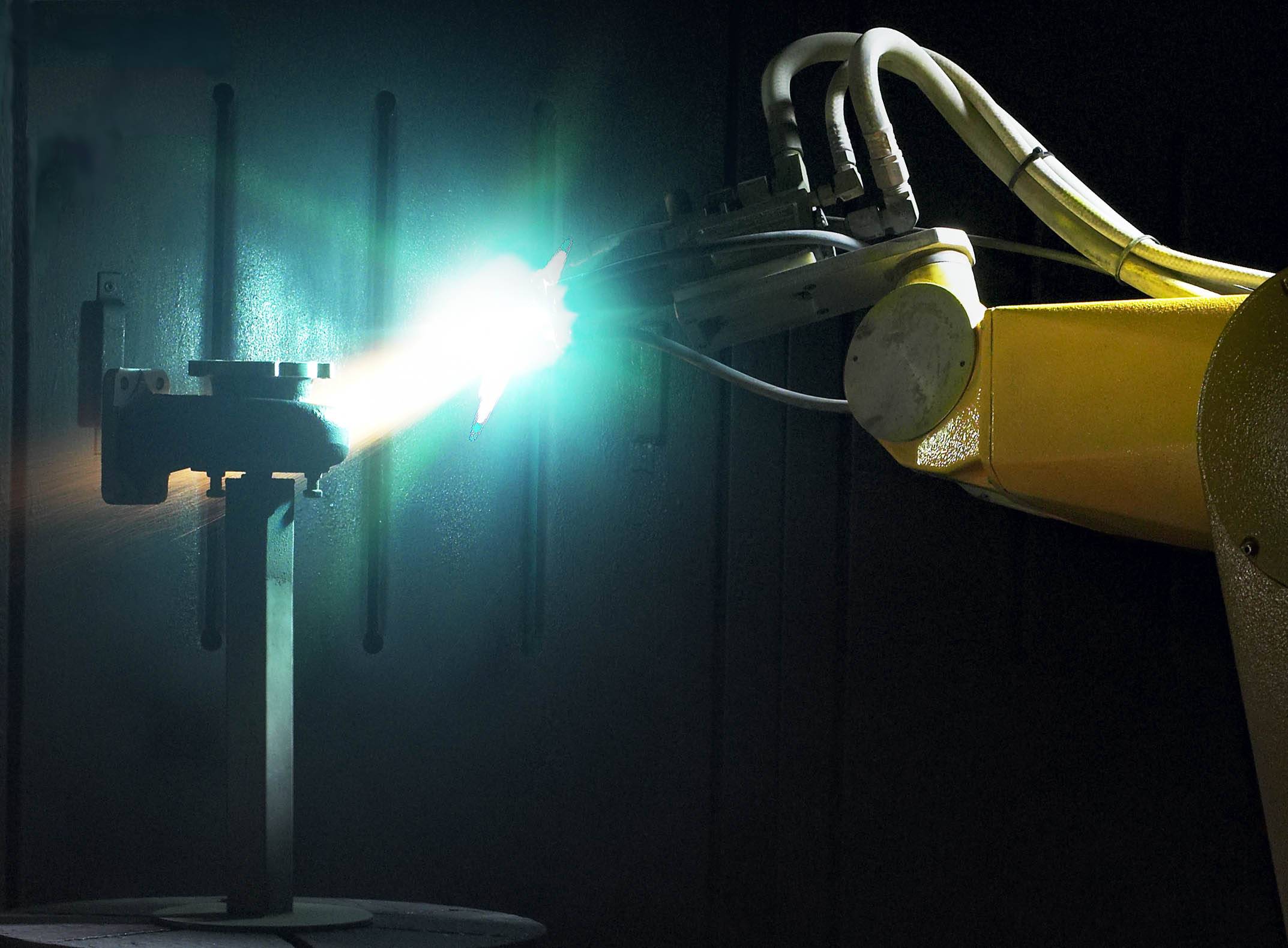
Переход на осевое введение порошка позволяет полностью избавиться от вышеперечисленных проблем:
- Давление и скорость несущего газа больше не привязаны к параметрам пламени и порошка. Единственное условие, — давление несущего газа должно быть несколько выше давления плазмообразующего газа в сопле в месте ввода порошка. За счет осевого ввода, любой порошок полностью захватывается пламенем.
- Всегда можно подобрать такое давление несущего газа, при котором «плевания», связанного с налипанием порошка на край отверстия порошковой дюзы происходить не будет.
- Возможно использование порошковых смесей любой сложности и фракционного состава. Частицы разных размеров будут приобретать различные скорости и температуры, но все, в итоге, примут участие в образовании покрытия. То, что мелкие частицы при осевом вводе в пламя плазмы становятся значительно горячее крупных, открывает новые возможности для дизайна порошковых смесей. Созданию таких полифракционных композиций посвящена основная часть этой книги.
Автору очень повезло, что в его распоряжении в течение многих лет находился плазматрон Axial III с осевым вводом порошка. Если бы не это, то создание новых многокомпонентных покрытий было бы просто невозможно.
Варианты плазменной металлизации
Для нанесения на металлическую поверхность некоторого слоя напыления в условиях высокотемпературной плазменной среды в качестве формирующих покрытий используют не только порошковые составы. В зависимости от того, какими свойствами должна обладать обработанная поверхность, используют следующие особенности плазменной металлизации:
- Наплавление высокоуглеродистой или легированной проволокой под флюсом. Для восстановления поверхностей используют наплавку в установках стержневым или пластинчатым электродом.
- Наплавка по порошковому слою под флюсом используется для реставрации деталей с обширными деформациями по окружности с толщиной слоя более 2 мм.
- Установки для напыления пропускают в качестве плазмообразующих газов аргон, азот, водород, гелий либо их смеси. Необходимо обеспечить отсутствие кислорода, чтобы исключить окисление наплавляемых покрытий.
Наиболее часто этот вид обработки используют для восстановления различных деталей при ремонте автомобильных двигателей. Так, при помощи диффузной металлизации удается восстановить отверстия коренных опор в блоках цилиндров (распространенная поломка), устранить износ головок цилиндров, реставрировать поршни из алюминиевого сплава, коленчатые валы из высокопрочного чугуна, ролики, катки.

При использовании ионно-плазменного напыления значительно возрастает износостойкость сложных узлов оборудования, механизмов и установок. Диффузная металлизация – это эффективный метод реставрации изношенного и усталого металла, а также оптимальный процесс для задания металлическим поверхностям необходимых прочностных и эксплуатационных характеристик.
Установки вакуумного напыления УВН
Установка вакуумного напыления УВН – это агрегат, имеющий целый ряд функциональных особенностей. Но все-таки наиболее главным моментом является сфера применения подобного оборудования. Установки подобного типа активно используются практически во всех отраслях, из-за чего назвать какую-то одну из них весьма проблематично.

Одним из явных преимуществ подобных установок, является наличие четырёх съёмных технологических модулей. Каждый из них выполняет определенные функции, что собственно и позволяет добиваться высоких показателей производительности.
УВН-1М – это одна из наиболее практичных моделей подобных установок, которая, несмотря на свою среднюю стоимость, смогла вместить в себе огромное количество положительных качеств. Данный агрегат может похвастаться не только высокими показателями производительности, а еще и высоким качеством, стабильностью и широкой сферой применения.
Что касается внешнего вида подобных установок, то он не настолько прост и все-таки имеет определенные дополнения. Чаще всего модули подобных систем закрыты специальной вакуумной камерой из стекла. Данное приспособление позволяет защитить модули от различных угроз.
Но это еще далеко не весь список преимуществ, ведь кроме всего прочего есть огромное количество аспектов, которые говорят о том, что подобные установки действительно очень эффективны.
Вакуумные литейные установки
Одно из главных предназначений подобных установок – это литье стоматологических сплавов. С подобной задачей, вакуумные установки данного типа справляются довольно неплохо. Именно поэтому, многие и стали покупать подобное оборудование для его подобной эксплуатации.

Стоит отметить наличие у подобных установок активного охлаждения, которое позволяет установке не поддаваться перегреву, что также играет далеко не самую последнюю роль. Ключевым компонентом подобных установок можно считать инертный газ, который дает возможность работать устройству наиболее надежно и избегать окисления разного рода сплавов.
Подобные установки чаще всего используются именно в стоматологическом направлении. При желании, их можно использовать и в других отраслях., но особой пользы от него будет получить довольно проблематично.
Установка вакуумной металлизации
Нанесение качественного покрытия на изделия – это далеко не самый легкий процесс. Дабы результат подобной процедуры был качественным, для этого надо использовать специальное оборудование. Лучше всего в этом себя проявляет установка вакуумной металлизации. Сам процесс металлизации представляет собой нанесение тонкой пленки, которая позволяет защитить материал от воздействия разных факторов.

Одна из наиболее продаваемых вариаций подобных установок – это вариант с вертикальными дверцами. В плане удобства, данный вариант значительно превосходит обычный, так как загружать и выгружать материал намного проще.
Материалы, обрабатываемые в установках вакуумной металлизации:
- Стекло
- Пластик
- Металл
- Керамика
Производители вакуумных установок
Роль производителя также является далеко не самой последней. Лучше всего покупать подобные установки у проверенных поставщиков, которые могут предоставить вам все гарантии качества и надежности продукции.

Наиболее надежные производители вакуумных установок:
- Edwards
- Becker
- Atlas Copco
Все вышеперечисленные производители являются максимально надежными и им можно доверять. Это можно понять по показателям их продаваемости, так как все эти компании входят в пятерку наиболее качественных и перспективных компаний по продаже вакуумных установок.
Напыление вакуумное является переносом вещества (его частиц), которое напыляют, на твердую поверхность. Оно осуществляется способом конвективного перемещения с давлением около 1 Па. При напылении каждая частица ведет себя совершенно по-разному. Некоторые способны отразиться от напыляемой поверхности, другие – приспособиться, но через какое-то время вовсе покинуть поверхность. И только небольшая часть сможет прижиться в теле опыляемого вещества, поэтому установка вакуумного напыления представляет собой достаточно сложное оборудование. Если использовать большую энергию вместе с высокой температурой, но при этом иметь маленькое химсродство материала, то большинство частиц будет отражено поверхностью.
Технология процесса напыления
Исходный материал подается в столб плазмы в форме порошка или проволоки. Ионизированные газы высвобождают активные молекулы газов, некоторые из которых (например, водород) дополнительно поднимают температуру внутри плазменного столба, ускоряя процесс превращения молекул исходной заготовки в парообразное состояние. В результате ускоряется оседание движущихся частиц на подложку. Ионизация возможна не только из газа, но и из жидкости, испаряющейся в столбе дуги.





Напыляющие порошки разнообразят состав и свойства покрытий, поскольку в мелкодисперсное состояние может быть переработан широкий спектр металлов.
Главные плюсы метода
К преимуществам технологии относят:
- выполнение работ при любых климатических условиях (давлении, температуре, влажности);
- возможность применения оборудования стационарного и переносного типа, что в последнем случае позволяет осуществлять работы по месту их проведения;
- возможность нанесения покрытия на локальные участки (дефектные места);
- возможность создания слоев с разными свойствами;
- возможность создания слоя необходимой толщины или разных по толщине в многослойных покрытиях;
- процесс не оказывает влияния на структуру изделия, на которое наносится напыление, что является важным преимуществом;
- безопасность;
- экологичность.
К недостатку этого вида напыления относят только один факт. Слои можно наносить на пластичные металлы, такие как медь, цинк, алюминий, никель и сплавы на их основе.
Производители разных стран выпускают оборудование стационарного и переносного типа для ручного и автоматизированного нанесения покрытий разной производительности на разные металлы.
Где применяют
Методику осаждения жидкого металла широко использует современная промышленность для восстановления участков деталей, пострадавших от повреждений. Лазерная наплавка применяется не только для ремонта и упрочнения покрытий, но и для создания комплектов новых деталей.
- EHLA. Технология предназначена для высокоскоростного создания покрытий со снижением тепловых затрат.
- SLM. Высокоточная методика выборочного спекания порошков для задания контуров послойного наплыва.
- LMD. Способ прямого выращивания деталей путем коаксиального наплавления, точность требует особых ресурсов.
В металлургии, судостроении и нефтегазовой отрасли лазерную наплавку чаще всего выбирают для усиления отдельных участков заготовок либо коррекции их геометрических параметров. Возможность экспериментировать с вариантами наплавления металла открывает перспективы для создания деталей различных форм. Лазерная наплавка позволяет быстро восстановить работоспособность дорогих механизмов, сэкономив деньги и время.
- Статья в Википедии
- Справочник по магнитно-импульсной обработке металлов. / Б. Н. Бадьянов. — Ульяновск: изд-во Ульяновский ГТУ, 2000 г.
- Соснин Н. А., Ермаков С. А., Тополянский П. А. Плазменные технологии. Руководство для инженеров.. — Санкт-Петербург: Изд-во Политехнического ун-та, 2013.
Проволоки и шнуровые материалы
Непрерывные электроды в виде проволок разной конструкции применяют преимущественно для металлизации поверхностей. Распыление металла непрерывного электрода требует его обязательного расплавления и перехода в жидкое состояние. При металлизации применяют проволочные материалы диаметром 0,5-5,0 мм, которые подразделяют на следующие группы: 1) проволоки сплошного сечения; 2) порошковые проволоки с металлической оболочкой; 3) порошковые проволоки с органической оболочкой.
Проволоки сплошного сечения, обычно из чистых металлов или сплавов на их основе производят методами волочения. Этот вид проволочных материалов получил наибольшее применение при металлизации. Подготовка проволоки перед напылением чаще всего заключается в обезжиривании и травлении. Обезжириванием удаляют органические загрязнения; травлением — оксидные пленки. Составы ванн и режимы обработки определяются маркой проволоки. Во многих случаях эффективна абразивноструйная очистка проволоки, электрополировка и другие способы обработки.
Из проволок на основе железа наибольшее распространение для металлизации получили углеродистые и низко- и среднелегированные проволоки. Углеродистые и низколегированные стали наиболее целесообразно применять при восстановительном ремонте газопламенным напылением или электродуговой металлизацией. Напыленные покрытия имеют достаточно высокую твердость. Восстановленные изделия по износу не уступают исходным. Для напыления, в основном, применяют проволоку из сталей Ст3; У 7; 40Х; 50ХФА и др. При напылении покрытий из стали У 7 микротвердость металла колеблется в пределах 2100-7750 МПа. Высокоуглеродистые стали и чугуны при их напылении образуют хрупкие покрытия, практически непригодные для эксплуатации.
Порошковые проволоки с металлической оболочкой перспективны для напыления композиционных покрытий. Порошковые проволоки производят вальцовкой ленты в трубку с одновременной засыпкой в образовавшуюся полость дисперсной шихты. При последующем волочении заполненной трубки получают проволоку различных диаметров. При этом легко регулируется отношение между массой порошка и оболочки. Возможны разнообразные сочетания в расположении оболочки и порошка (рис. 3.30).
Шнуровые материалы — это порошковые проволоки с органической оболочкой, которые применяют в основном для газопламенного напыления и реже для плазменного.
Рис. 3.30. Порошковые проволоки (I—III) и шнуровые материалы с органической оболочкой (IV).
Подготовку порошковых проволок перед напылением осуществляют посредством их обезжиривания протиркой сильными растворителями (бензином, ацетоном и др.) или абразивноструйной очисткой.
Прутки и трубчатые электроды
Стержни сплошного сечения изготавливают отливкой. Порошковые стержни формуют из измельченных материалов, например, оксидов, а затем подвергают спеканию. Обычно их диаметр составляет 3-6 мм, а длина 500-600 мм.
Ионное распыление
Ионные распылители разделяют на две группы:
- плазмоионные – в них мишень находится в газоразрядной плазме, создаваемой с помощью тлеющего, дугового и высокочастотного разряда. Распыление происходит в результате бомбардировки мишени ионами, извлекаемыми из плазмы;
- автономные источники без фокусировки и с фокусировкой ионных пучков, бомбардирующих мишень.
В наиболее простом случае система распыления состоит из двух электродов, помещенных в вакуумную камеру. Распыляемую мишень из наносимого материала располагают на катоде. На другом электроде на расстоянии в несколько сантиметров от катода устанавливают детали (подложки). Камеру вакуумируют, а затем наполняют рабочим газом (чаще всего аргоном) до давления 1,33 Па. На электрод с подложки подают отрицательный потенциал, зажигают газоразрядную плазму и бомбардировкой ионами производят очистку их от поверхностных загрязнений. Далее отрицательный потенциал прикладывают к мишени и распыляют ее. Распыляемые частицы движутся через плазму разряда, осаждаются на деталях и
образуют покрытие. Большая часть энергии ионов, бомбардирующих мишень (до 25 %), переходит в тепло, которое отводится водой, охлаждающей катод.