Принцип работы схемы аппарата для сварки
Основной целью инверторного сварочного агрегата является создание тока с высокой мощностью, который формируется в электрическую дугу. Та, в свою очередь, плавит кромки свариваемых элементов и присадочный материал.
Все это происходит на большом диапазоне особенностей конструкции. Стоит также отметить и то, что схема сварочного аппарата помогает в ИПС ремонте любого устройства.
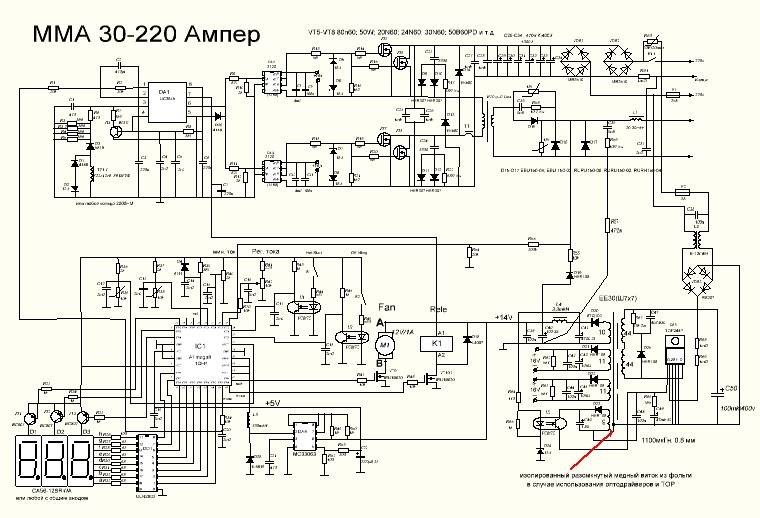
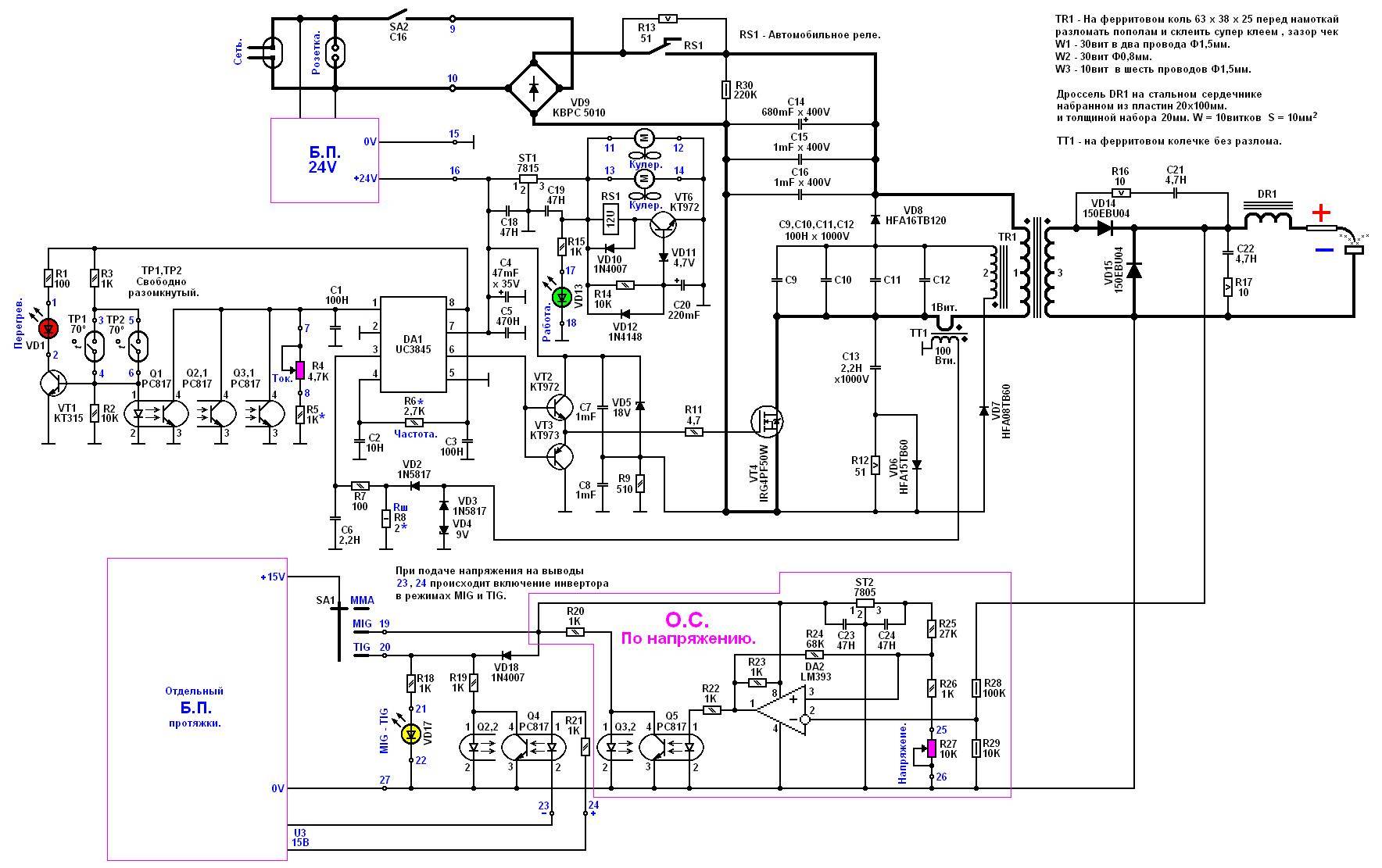
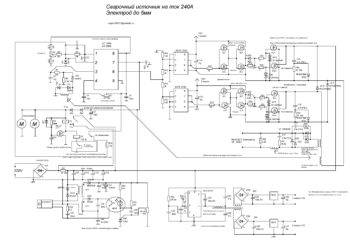 Схема инвертора для сварочных работ.
Схема инвертора для сварочных работ.
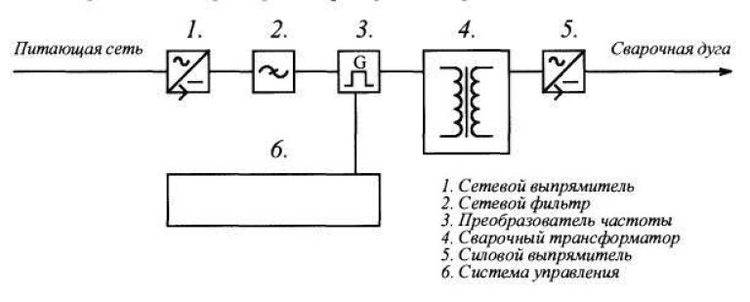
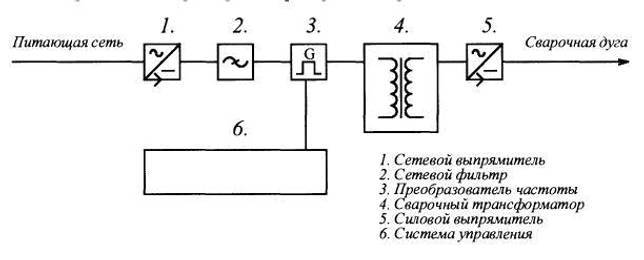
Примерно механизм действия электронной схемы выглядит следующим образом:
- Ток с переменной частотой в 50 гц через обычную электрическую сеть попадает в выпрямитель, в котором преобразовывается ток в постоянный.
- Затем ток происходит обработку для сглаживания за счет использования специализированной системы.
- После фильтра ток оказывается в самом инверторе, который, в свою очередь, должен переформировать его обратно в переменный, однако прибавляя к нему высокую частоту.
- Затем, применяя трансформатор, снижается напряжение в переменном токе с высокими частотами, благодаря чему усиливается его действие.
Чтобы более детально разобраться во всех нюансах принципиальной схемы сварочного инвертора, необходимо изучить все элементы по отдельности с их механизмом действия.
Сборка инвертора
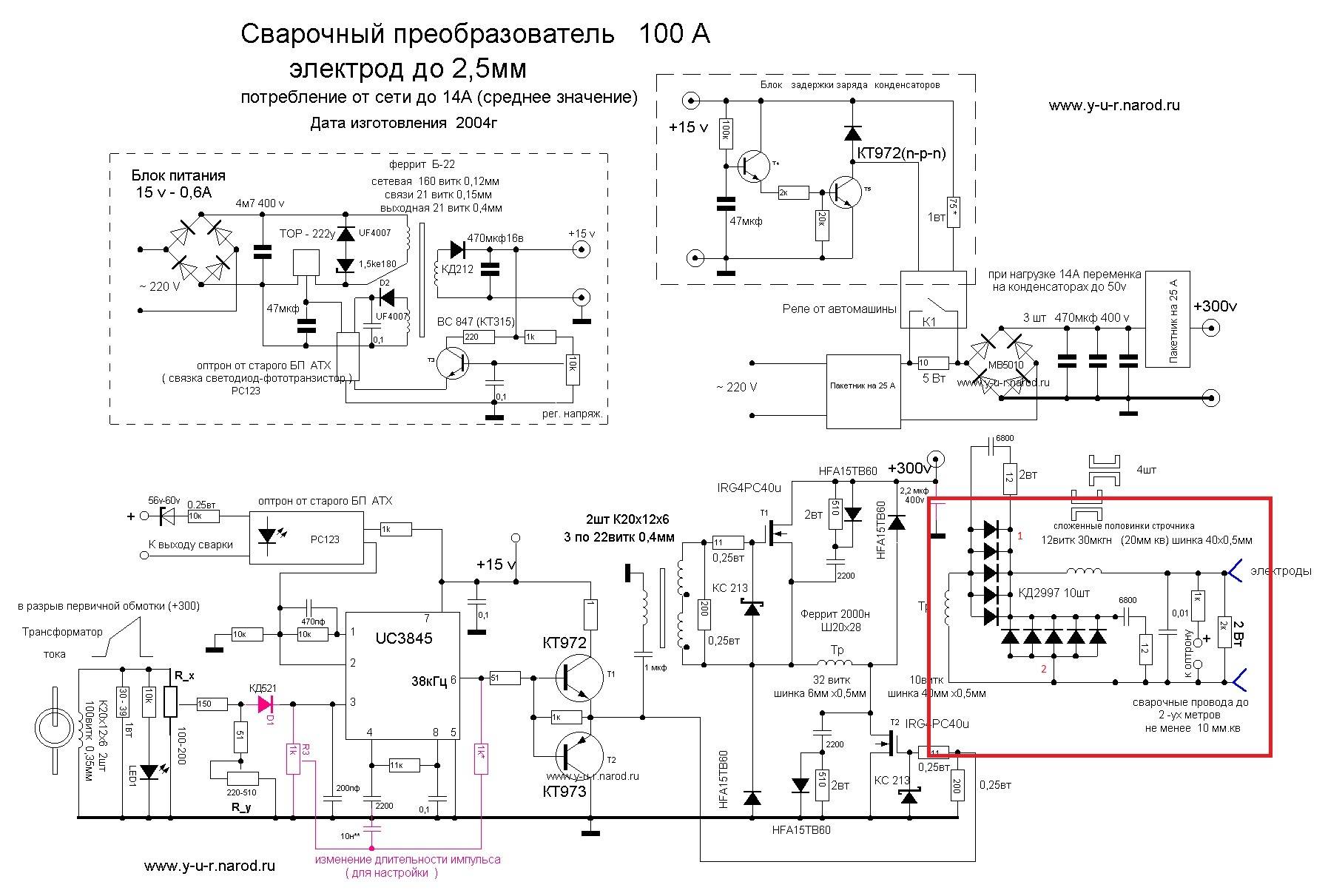
Для самостоятельной сборки инверторной сварки требуется знать, что схема рассчитана первым делом на потребляющее напряжение в 220 В и тока 32 А. После преобразования энергии ток на выходе увеличится почти в восемь раз и будет достигать 250 А. Такого значения достаточно для создания прочного шва электродом на расстоянии до сантиметра. Для изготовления инверторного блока питания потребуются:
- Трансформатор с ферритным сердечником.
- Первичная обмотка трансформатора с сотней витков провода Ø0,3 мм.
- Три вторичных обмотки: внутренняя с 15 витками и проводом Ø1 мм; средняя с 15 витками и проводом Ø0,2 мм; наружная с 20 оборотами и проводом Ø0,35 мм.
Также для сборки трансформатора нужны такие элементы:
- стеклоткань;
- медные провода;
- хлопчатобумажный материал;
- электротехническая сталь;
- текстолит.
Схема инверторной сварки
Плата, где расположен блок питания, от силовой части монтируется отдельно. Разделителем между блоком питания и силовой частью выступает металлический лист, который электрически подсоединен к корпусу агрегата. Управление затворками осуществляется с помощью проводников, которые припаиваются поблизости транзисторов. Проводники между собой соединяются парно, а размер их сечения особой роли не играет
Однако важно, чтобы длина проводников не превышала 15 см
Если навыков работы с электроникой нет, лучше обратиться к мастеру. В противном случае разобраться в схеме сварочного аппарата будет трудно.
Простейший самодельный инвертор
Практически все инверторы, которые имеются в продаже, работают при помощи использования тока высокой частоты. Классические схемы, которые изготавливались на основе трансформаторов, полностью забыты, их заменили импульсные конструкции.
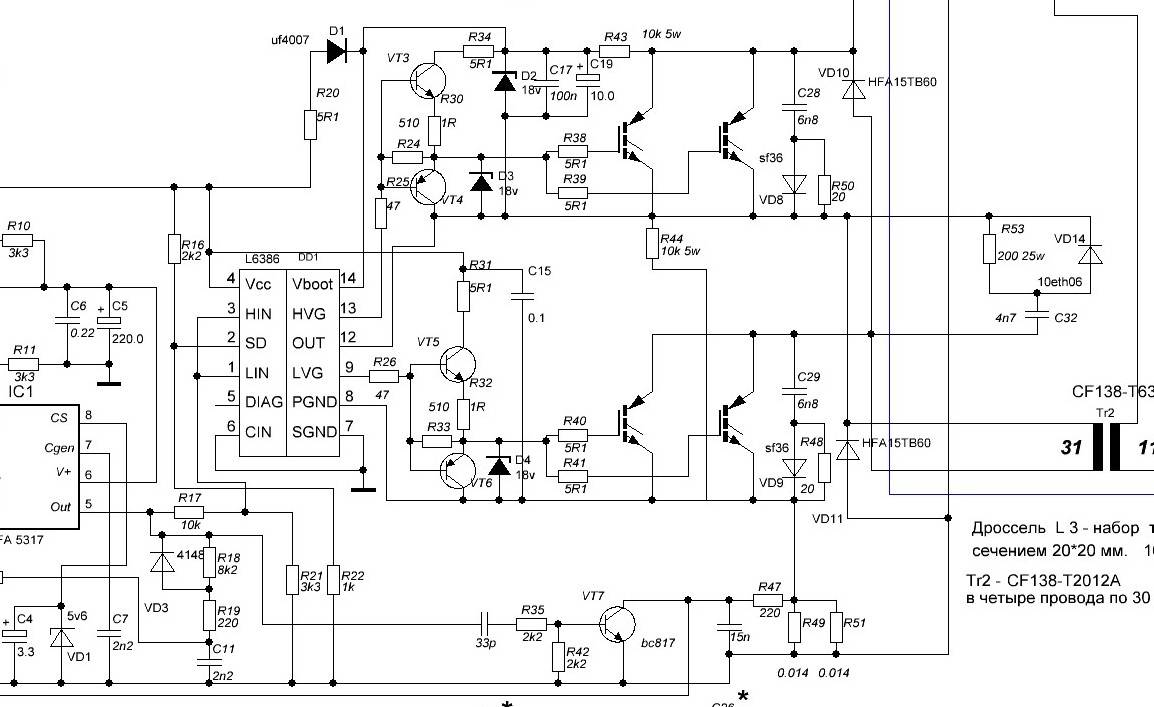
На основе одной микросхемы К561ТМ2, состоящей из двух D-триггеров, можно изготовить простейший задающий тракт для инвертора. Схема состоит из задающего генератора, роль которого выполняет DD1, а также делителя частоты, изготовленного на триггере DD1.2.
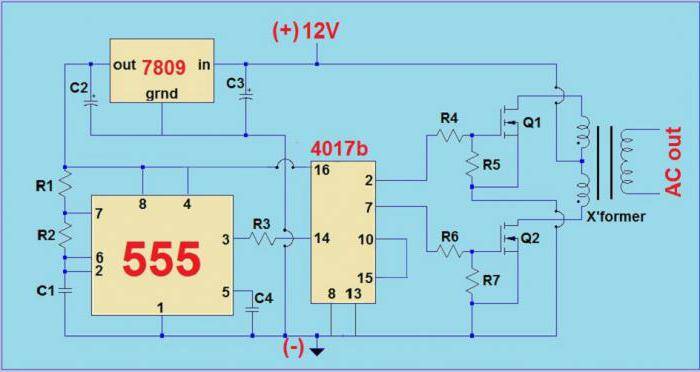
Силовые транзисторы типа КТ827 или КТ819 используются для преобразования напряжения. Очень хорошие результаты показывают полевые транзисторы типа IRFZ44. С помощью задающего генератора вырабатывается синусоида, которая необходима для нормальной работы конструкции.
Характеристики и описание
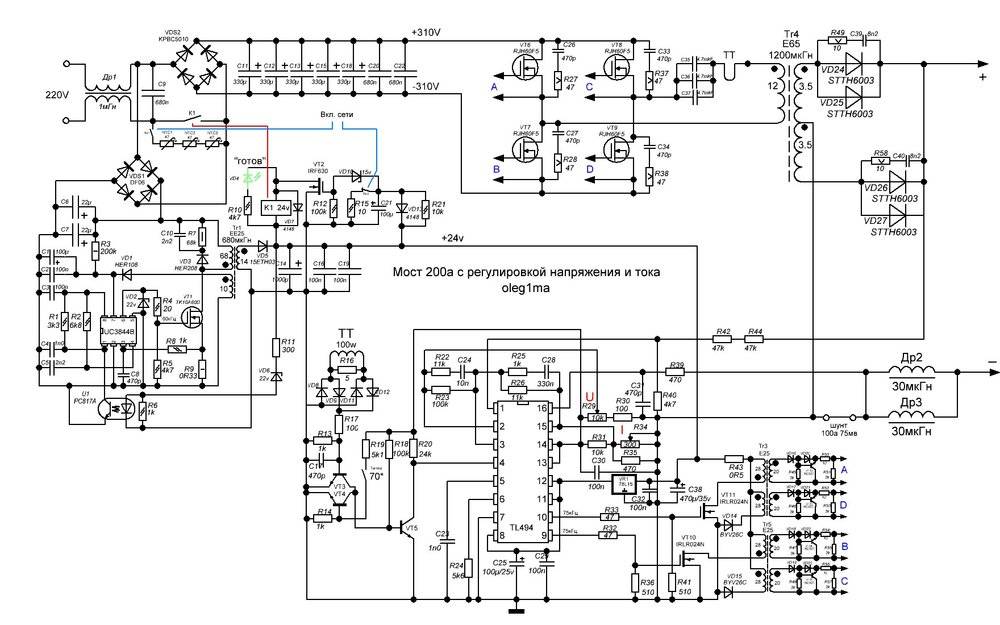
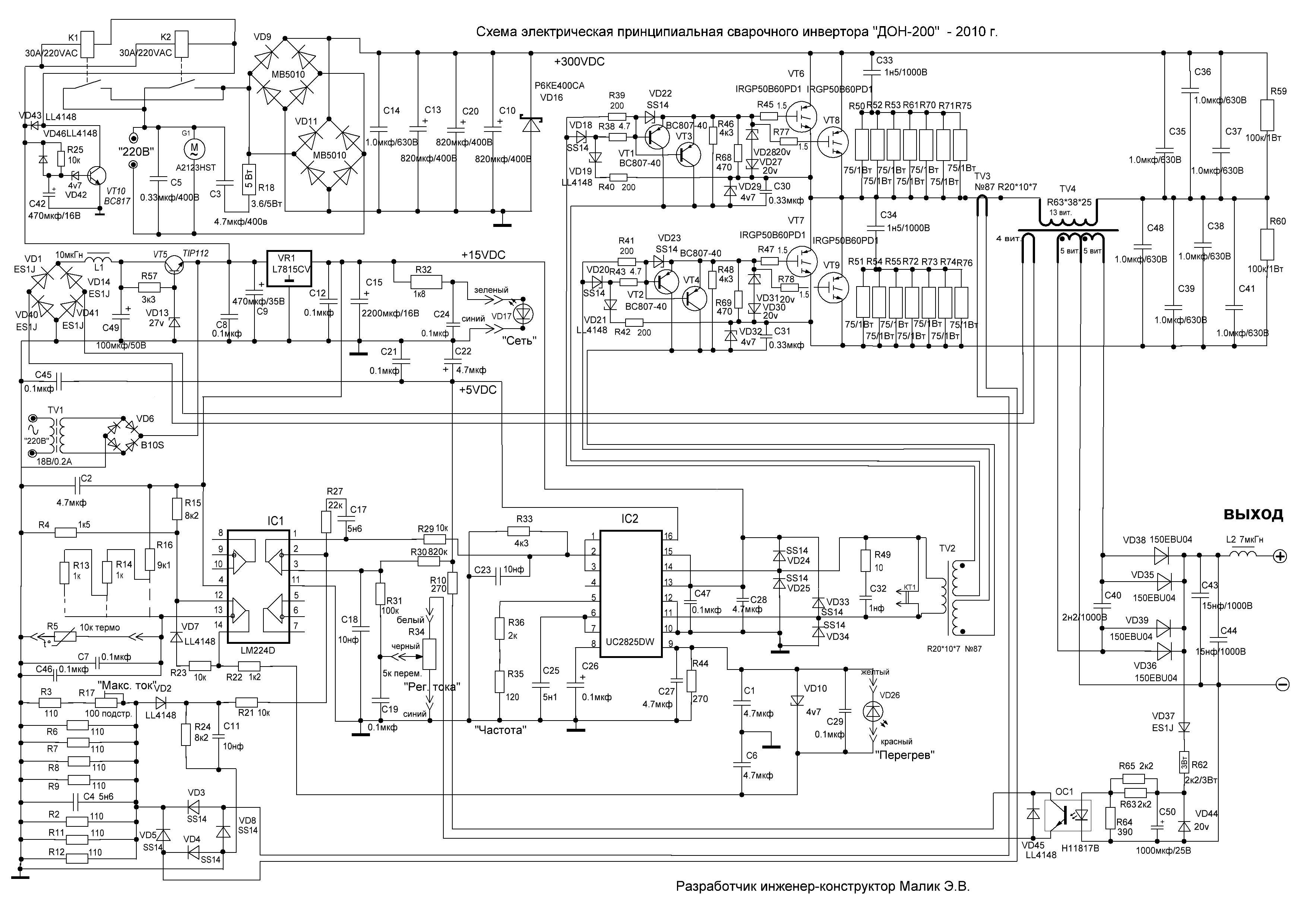
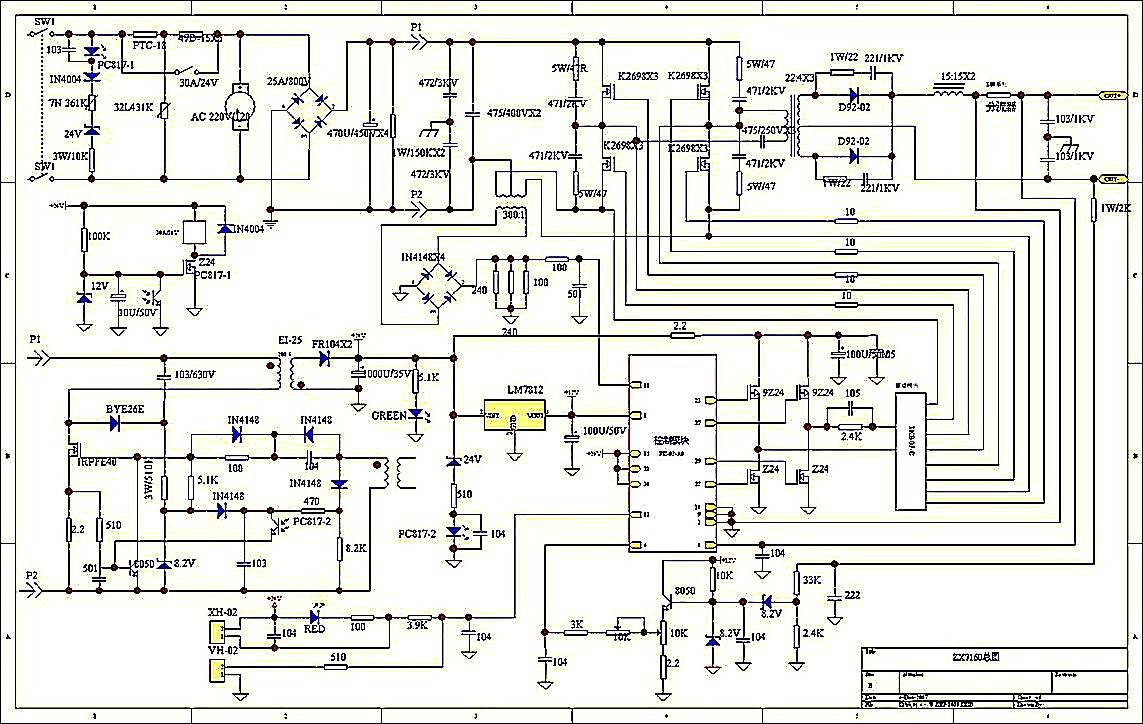
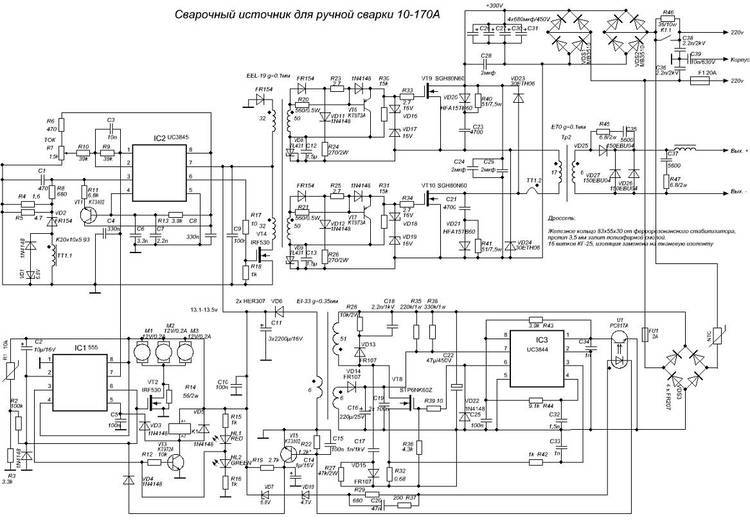 Принципиальная схема сварочного инвертора с силой тока 170 А.
Принципиальная схема сварочного инвертора с силой тока 170 А.
Также на нашем сайте вы можете найти статью по элементам электрической схемы сварочных инверторов.
Высокая технологичность конструкции влияет на количество характеристик. К ключевым параметрам относят:
- Напряжение сети. Большинство бюджетных и профессиональных моделей рассчитаны на работу при напряжении 220 В. Промышленные модели адаптированы к трехфазному режиму. Количество циклов преобразования тока исключает возможность скачка напряжения.
- Рабочий цикл. В процессе работы электроника инвертора подвергается значительным температурным нагрузкам. Период работы под нагрузкой определяет параметр «ПВ» – продолжительность включения, который выражается в процентном соотношении. Чем выше показатель ПВ – тем длиннее сварочный цикл. Средний показатель продолжительности включения составляет 70 %. Считается одним из основных параметров.
- Диапазон сварочного тока. Зависит от класса аппарата. Начиная от 160 А для бытовых устройств, до 500 А у промышленных агрегатов.
- Диаметр электрода. Рекомендуемая величина сечения указывается производителем. Полностью зависит от силы тока.
- Охлаждение аппарата. От качества системы зависит показатель продолжительности нагрузки. Модернизацию охлаждения производят путем установки дополнительных кулеров. Грамотное расположение, а также увеличение скорости вращения лопастей, позволяет улучшить вентиляцию агрегата.
- Условия эксплуатации. Параметры задаются изготовителем устройства. Однако, ввиду наличия электрических элементов, большинство моделей работаю в диапазоне от -15 до +40 Сº. Не рекомендуем производить работы в помещения с высокой влажностью – возможно повреждение электроники.
Существуют несколько параметров, требующие особого внимания. Рассмотрим их ниже.
Сварочный ток
Сварочный аппарат инверторного типа обладает множеством рабочих параметров. Регулировка величины тока позволяет добиться оптимальных условий работы. Повышение силы тока влечет за собой увеличение теплового излучения.
Напряжение холостого хода
Образование сварочной дуги требует высокого напряжения. После окончания рабочего цикла этот показатель опускается до уровня, не представляющего угрозы для людей.
Уровень напряжения в режиме ожидания влияет на срок эксплуатации – слишком высокое напряжение ведет к быстрой поломке. Все рабочие параметры должны быть указаны в техническом паспорте аппарата.
Питающее напряжение

Как было сказано выше, большинство любительских инверторов рассчитаны на работу с напряжением 220-230 В. Техническая документация или инструкция по эксплуатации может расширить диапазон на 15-20 %. Это позволяет выполнять работы в условиях перепадов напряжения. Несмотря на это, в дополнение к сварочному оборудованию, рекомендуем приобрести стабилизатор напряжения, ведь резкий перепад выведет его из строя.
Максимальный режим работы
Данная функция расширяет область применения аппаратов. Непродолжительное увеличение силы тока позволяет производить работы с максимальной эффективностью
Обратите внимание, что подобные условия не предусматривают длительный период работы. Все инверторы оборудованы надежной термозащитой, однако не стоит проверять ее надежность методом превышения продолжительности нагрузки
Меры безопасности при ремонте, электробытовой аппаратуры.
Для то кого вида работы, в обязательном порядке должно иметься в наличии, головной бирет-шапочка, очки, перчатки, спец-одежда костюм. Это специальные атрибуты оберегут. Вас от каких либо частиц, металлической стружки, засохшего лака, растворителя, кусочками пластмассы, засохшей краски, и.т.д. Попадания в голову, глаза, лицо, кожу тела. При раскручивании различных типов бытовых, сварочных аппаратов, корпусов , плат, шасси, радиаторов, пластмассовых планок. Может отщепится любая частица и попасть в перечисленные выше строку. Ну и самое главное хорошее настроения, выдержку и желание, заниматься таким видом работы.
В сервисных мастерских, или домашних условиях у Вас должны в наличии иметься все не обходимые, инструменты и приборы, набор отверток различных конфигураций, кусачки, круглогубцы, спец зажимы, пинцет и.т.д. Паяльная станция и паяльный фен, не обходимый инструмент для работы, так как в сегодняшних устройствах, большинство электрических плат, собраны на SMD деталях, где простым паяльником их не атпояиш, изо слишком маленького размера.
Мультиметр тоже очень нужный прибор, для этих целей, измерять напряжение, сопротивления, проверять транзисторы, диоды, конденсаторы, светодиоды, трансформаторы, переключатели. Осциллограф так же важный прибор, при ремонте бытовой техники, с этим прибором можно добиться, хороших характеристик и параметров, в бытовой и сварочной техники. Настольная лупа это, очень нужный и важный инструмент для токих целей работы. Сегодняшние производители выпускают, очень маленькие компоненты радиодеталей, что без этого инструмента не обойтись. читать далее
«>
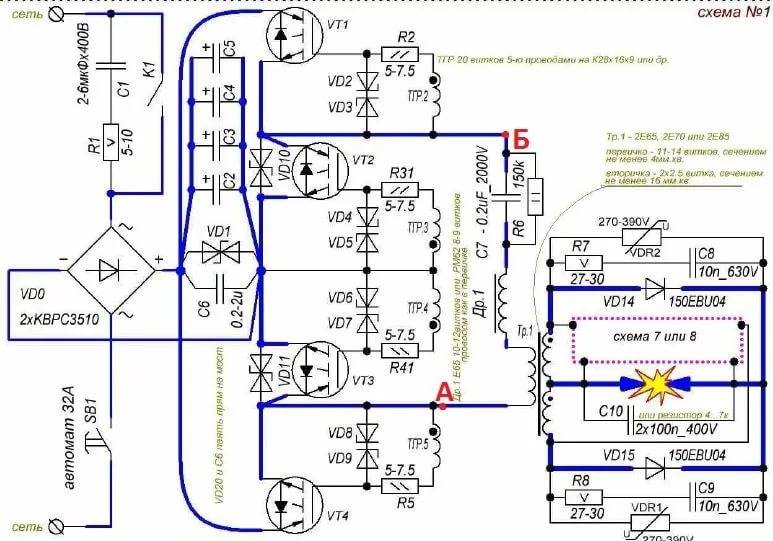
Топологии для формирования синусоидального сигнала
следующим образом
Плюсы:
- Минимально возможное количество силовых транзисторов, а значит потери в 2 раза меньши и стоимость устройства тоже ниже
- Сквозной ноль. Это упрощает процесс сертификации, особенно CE и ATEX. Связано это с тем, что сквозной ноль позволяет системам защиты по входу (например, УЗО) срабатывать так же при возникновение аварии в выходных цепях после преобразователя
- Простая топология, что позволяем максимально уменьшить стоимость изделия при мелко-
и средне серийном производстве
Минусы:
- Необходимость двухполярного источника питания. Как видите на схему инвертора надо подавать ±380В и еще ноль
- Удвоенное количество высоковольтных конденсаторов. Высоковольтные конденсаторы большой емкости и с малым ESR на мощностях от 3-4 кВт начинают составлять от 20 до 40%
стоимости компонентов - Применение электролитических конденсаторов в «делителе». Они сохнут, подобрать конденсаторы с одинаковыми параметрами практически нереально, а если учесть, что параметры электролитов меняются в процессе эксплуатации, то и бессмысленно. Заменить на пленку можно, но дорого
Плюсы:
- Очень высокая надежность. Она в основном обусловлена качеством системы управления силовыми транзисторами и не зависит от деградации компонентов
- Входная емкость требуется в разы, а то и на порядок меньше. Необходимо лишь обеспечить расчетное значение ESR. Это позволяет использовать пленочные конденсаторы при сохранение себестоимости. Пленочные конденсаторы — не сохнут, лучше ведут в суровых температурах, рабочий ресурс на порядок выше, чем у электролитов
- Минимальные пульсации напряжения на транзисторах, а значит можно применить транзисторы на меньшее напряжение
- Простота и понятность алгоритмов работы. Это приводит к значительному уменьшению времени на разработку изделия, а также на его пуско-наладочные работы
Минусы:
- Увеличенное количество силовых транзисторов, а значит необходимо более серьезное охлаждение. Увеличение цены на транзисторах, но за счет меньшего количества конденсаторов это скорее даже плюс
- Повышенная сложность драйвера, особенно при требованиях к наличию гальванической развязки
Небольшой итог
Конструкция
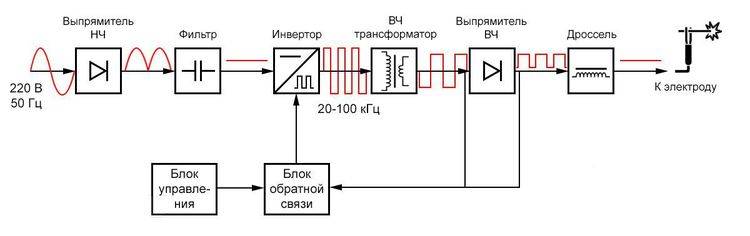
- Выпрямитель низкой частоты.
- Инвертор.
- Трансформатор.
- Выпрямитель тока высокочастотный.
- Ответвление цепи с пониженным сопротивлением (шунт).
- Блок электронного управления.
Аналогичные изделия отличаются конструкцией, но в основе заложено применение высокочастотных импульсных преобразователей.
Диод на выходе и характеристика его работы
При самостоятельной сборке пользователи устанавливают трансформаторы, у которых вторичная обмотка с такими параметрами: сечение медной проволоки 0,3 мм, а ширина конструкции до 40 мм, поэтому диоды на выходе обеспечивают его выпрямление. Рабочий цикл устройства осуществляется при токах высокой частоты, но с такими нагрузками справляются только быстродействующие диоды, так как восстановление происходит за 50 наносекунд.

Универсальность
Каждый производитель моделей сварочных инверторов заботится об увеличении надежности во время длительной эксплуатации, при условии соблюдения мер безопасности при работе с оригинальными изделиями. Обязательно в конструкции присутствует блок контроля повышения температуры, который защищает инвертор от перегревания и регулирует функционирование системы охлаждения.
В электросхеме изделия встроен трансформатор, имеющий биметаллические термодатчики с заданной температурой срабатывания не выше 75 градусов. Радиатор охлаждения имеет собственный интегральный датчик, который следит за повышением температуры и отключат подачу тока при ее недопустимом повышении.
Выбор сварочного инвертора для дома и дачи
Как выбрать инверторный сварочный аппарат для дома по току
В первую очередь советую выбрать максимальный сварочный ток (единица измерения – Амперы, обозначение — Imax). Дело в том, что от тока зависит толщина металла, с которым можно будет работать. Скажем, для варки швеллера, уголка и прочего черного металла до 1 см, хватит инвертора на 160-180 А.
Если придется работать с большей толщиной, нужны все 200 А. В быту практически не используются листы толще 2 см, поэтому ток на 250 А – это явный перебор для дачи и дома. Не стоит переплачивать за лишнюю мощность, лучше отдать эти деньги за технику более высокого класса.
Минимальный ток нужен при работе с нержавейкой, сталью до 2 мм. Обычно нижний предел составляет 10 А, но есть экземпляры, у которых минимум рассчитан на 30-40 А. Такие агрегаты хороши, когда для тонких металлов есть отдельный сварочный полуавтомат.
Проверьте регулировку силы тока. Оптимальные настройки режима для конкретного металла и электрода даёт плавная регулировка.
Напряжение холостого хода
Эта штука измеряется на включенной машине без нагрузки (единица измерения – Вольт, обозначение – Uxx). От неё зависит насколько будет стабильна дуга и как легко она будет зажигаться. Типичный диапазон – 40-90 В. Чем выше напряжение, тем легче сварка.
Какой сварочный инвертор выбрать для дома по питающему напряжению
Инверторные сварочные аппараты не слишком требовательны к питающему напряжению. Они работают от сети 220 В, но спокойно переносят 180-190 В. Особо сильные модели умеют тянуть электрод и при 150 В. Тем не менее, смотрите на эту характеристику, обычно производители указывают диапазон, при котором устройство будет хорошо варить (например, 150-245 В).
Процент времени работы
При сварке на максимальном токе агрегат должен периодически остывать. Чтобы узнать, сколько можно работать, а сколько отдыхать, смотрите на процент времени работы (ПВ на максимальном токе). Хороший показатель – от 70% и выше. Замечу, что при низком или среднем токе необходимости в принудительных перерывах нет.
Сварочный аппарат инверторный какой лучше по функционалу
Сервисные функции не столько нужны опытному пользователю, сколько новичку.
Производители предлагают стандартный набор:
- Anti-stick (антизалипание) – если электрод залип, функция отключает питание. После отрыва питание включается обратно. Это удобно для тех, кто только начинает осваивать сварку;
- Hot-start (горячий старт) – подаёт дополнительный импульс при розжиге, что облегчает начало работы;
- Arc-force (форсаж дуги) – эта опция помешает электроду залипнуть. При резком приближении к металлу она на автомате наращивает силу сварочного тока.
К прочим полезностям можно отнести автоматическое отключение, индикацию перегрева. Проверьте, чтобы в комплект входил стационарный или съемный кабель питания, пара сварочных кабелей. Один – с держателем электрода, второй – с зажимом для фиксации на деталь. Лучшие кабели длинные, но лёгкие, гибкие.
Производители, попавшие в рейтинг:
- Интерскол – российская компания, занимающаяся производством бытового и профессионального электро- и бензоинструмента. Основные достоинства их техники – это низкая цена, но качество иногда оставляет желать лучшего;
- Elitech – российская компания, которая ранее занималась поставками техники именитых брендов в РФ. С недавнего времени запустила и свое собственное производство, но при этом все мощности расположены в Китае;
- Fubag – немецкий производитель, основная деятельность которого – это разработка и выпуск сварочных аппаратов, а также мобильных бензогенераторов. Стоимость техники довольно высокая, но качество высокое;
- Ресанта – латвийская компания, которая ранее занималась поставками техники таких брендов, как Huter, S. I. A. на территорию стран СНГ. С 2008 года активно налаживает собственное производство электрических стабилизаторов и сварочных инверторов;
- Торус – российский производитель сварочных инверторов. Ключевая особенность – все этапы производства производятся именно в Российской Федерации, китайские комплектующие не используются;
- Сварог – эксклюзивный представитель Shenzhen Jasic Technology CO., LTD в РФ, поставляет продукцию под собственным брендом. По факту – это китайская техника, но довольно высокого качества, при этом цена – крайне привлекательная.
Принцип работы генератора с самовозбуждением.
В случае, когда применяется эта схема сварочного генератора, намагничивающаяся обмотка получает постоянный ток с обмотки якоря самого генератора. Для этого на коллекторе имеется специальная дополнительная щетка, к которой и подключается намагничивающая обмотка возбуждения, создающая постоянный магнитный поток.
Основная сфера применения сварочных генераторов – это ручная дуговая сварка штучными электродами. Именно для этого типа сварки от генератора требуются резко падающие внешние характеристики, то есть, уменьшение напряжения в случае увеличения тока. Это объясняется тем, что при ручной дуговой сварке происходят медленные колебания длины дуги, связанные с работой мастера (с движением его руки), и для того, чтобы поддерживать постоянное горение дуги необходимо сохранять ток примерно одинаковым.
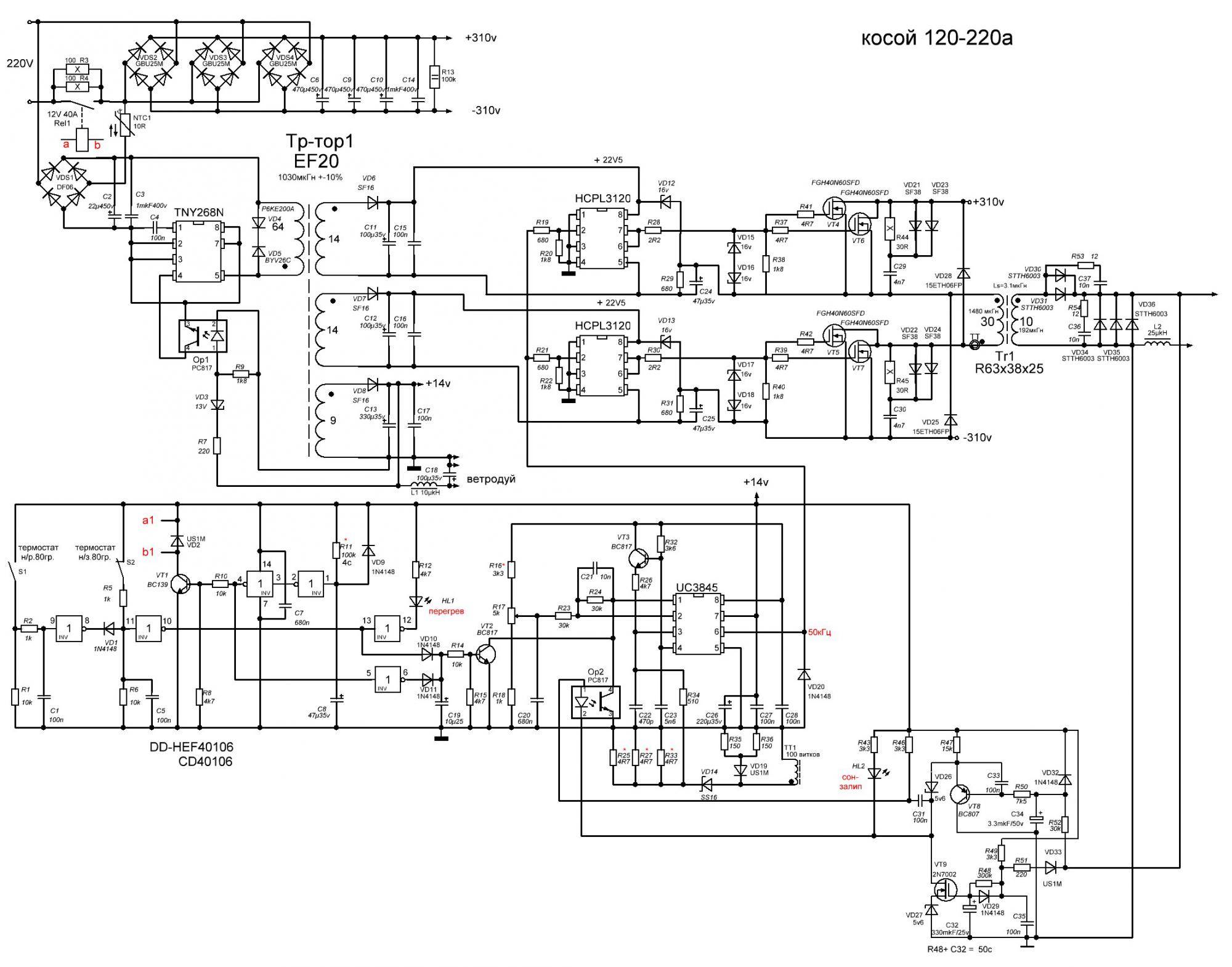
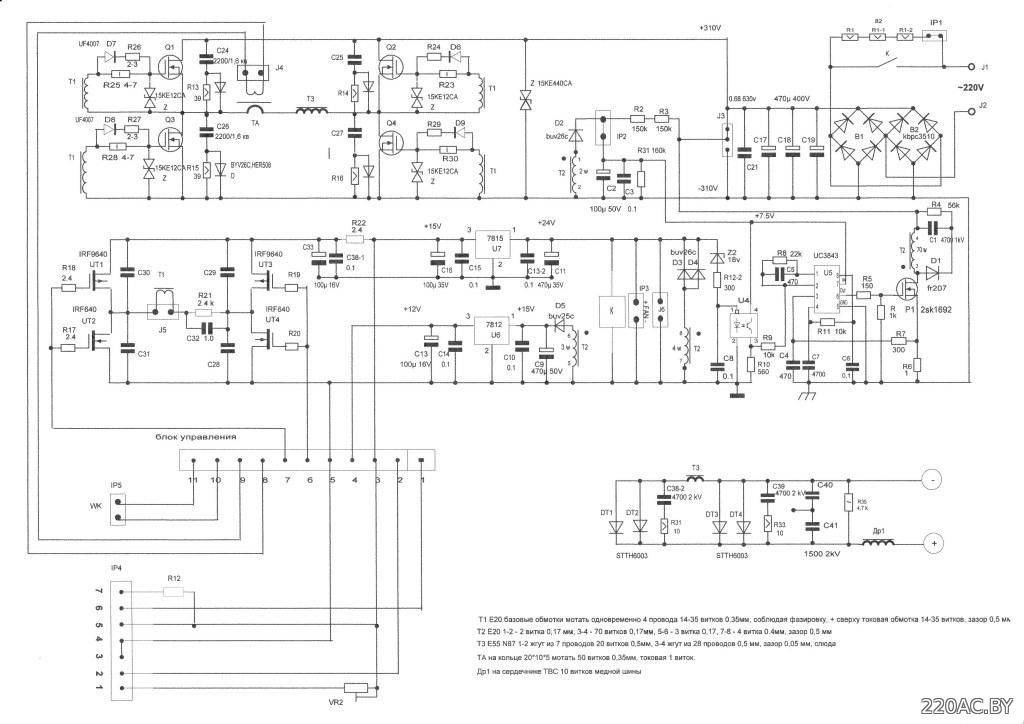
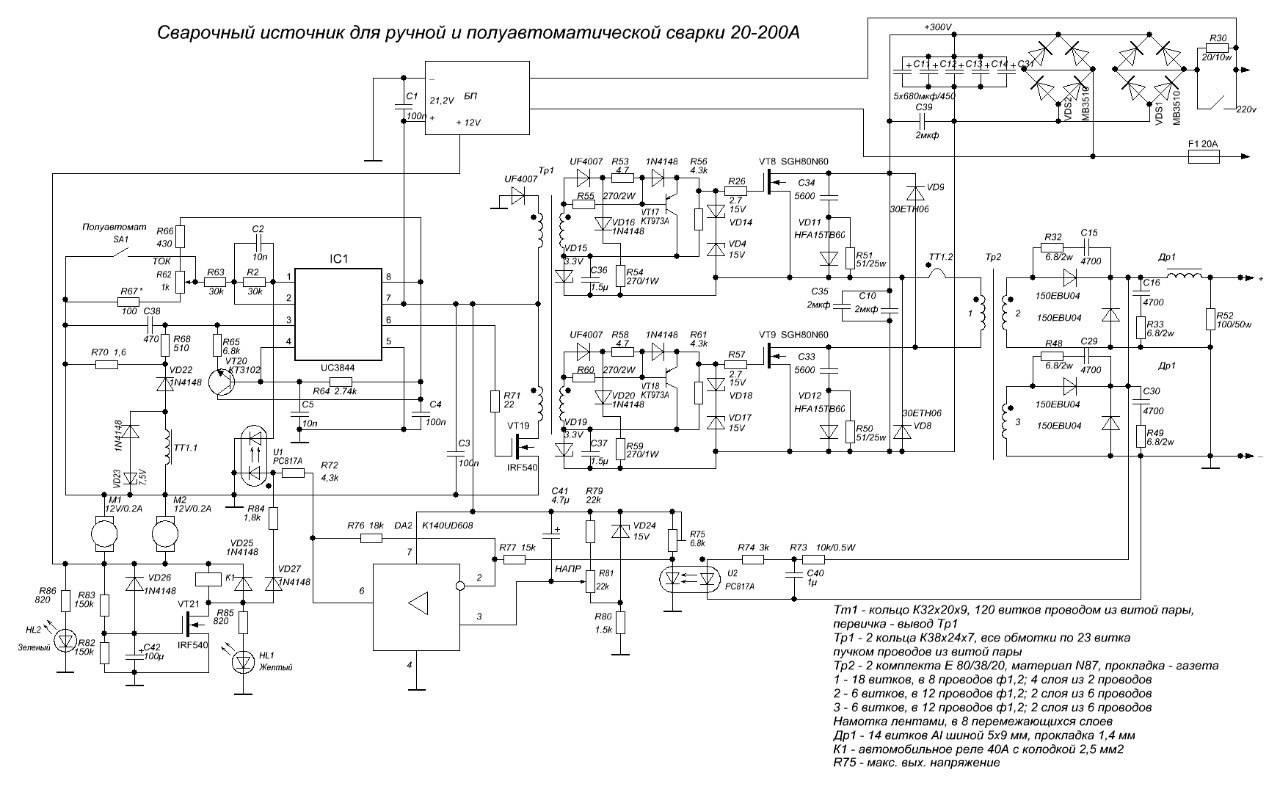
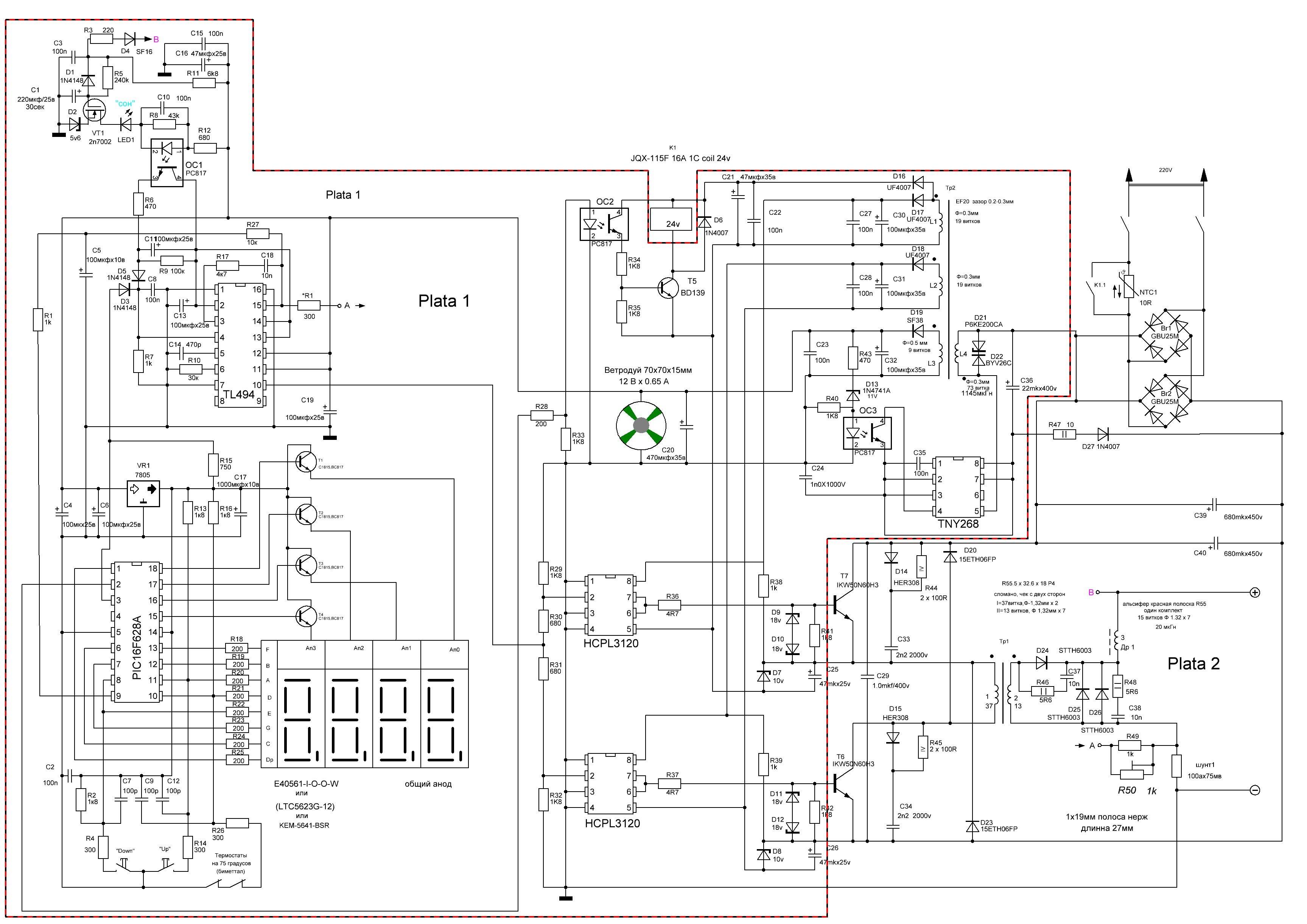
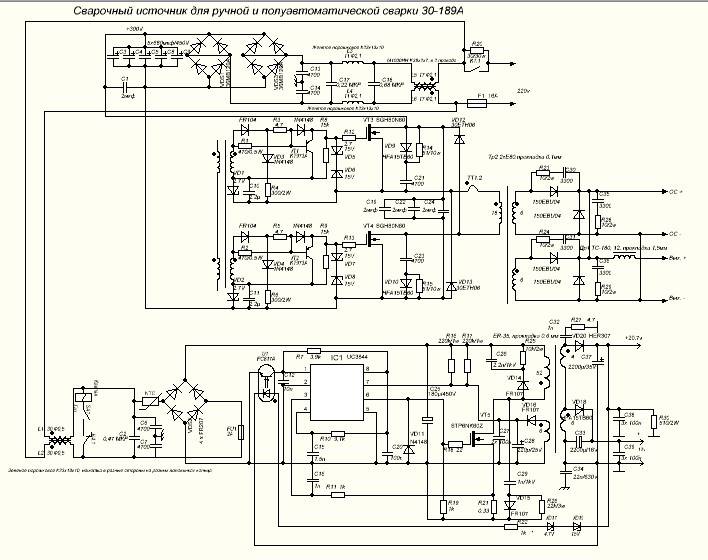
Универсальный блок питания сварочного инвертора
Схема.
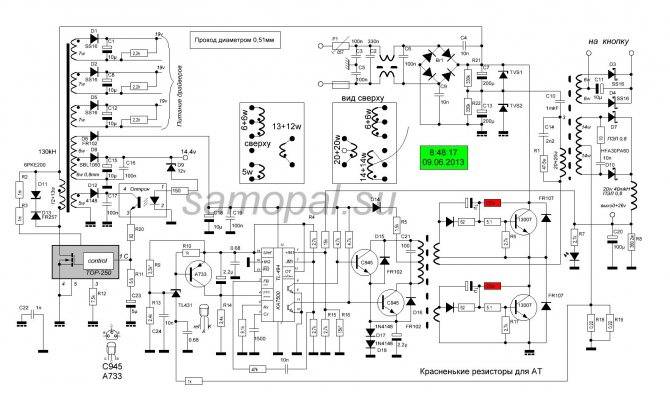
В первом БП применена защита по току из даташита. Это резистор на 3-ей ножке. Я выбрал 7,5 ком, что обеспечивает 2 ампера на выходе. При прогреве защита срабатывает при 2-х амперах. БП начинает «всхлипывать» пытаясь подняться.
В мостовом БП защита настроена на 3 ампера, но при желании, а так же при дополнительном охлаждении может быть перестроена на ток до восьми Ампер. Защита выполнена на управляемом стабилитроне TL431. Фактически TL сравнивает 2 напряжения, и когда напряжение на резисторах R18, R19 станет меньше напряжения на управляющем электроде + Uref микросхема открывает ток базы транзистора A733. Это увеличит напряжение на 4-ом выводе TL-494, увеличит мёртвое время и уменьшит ток БП. Таким образом «короткое» БП держит без «бахов». На втором БП так же намотана дополнительная обмотка для питания «главной кнопки» на держаке 12 вольт.
Так же на плате для удобства смонтирована схема задержки включения реле и ключ управления вентилятором.
Конструкция.
Всё устройство смонтированно на одной печптной плате. Топология ПП здесь. Каждый под себя сможет подправить. У меня, например, было ограничение высоты 32мм. Кому-то это не надо, можно будет поставить эл. конденсаторы «манхэттеном», тогда размер в плане можно значительно уменьшить. Силовые трансформаторы, естественно, разбирались подогревом, перематывались, склеивались. Даже изоляцию применил ту же.
Настройка.
Для начала монтируем частично, как показано на фотке.
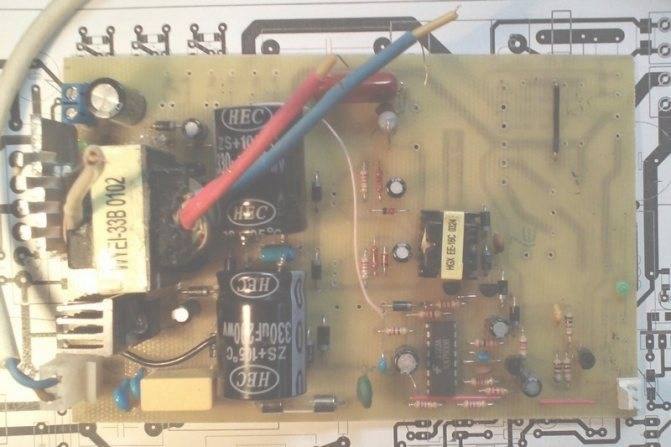
И запускаем только «маленький БП. После этого можно посмотреть, как работает TL-494, в частности настроить частоту импульсов задающего генератора, проверить, правильно-ли подключён промежуточный трансформатор. Его я не перематывал, просто выпаял из АТХ, но перед этим внимательно посмотрел распиновку. После выпайки уже не разберёшся…
Тут главное не насмешить и остаться целеньким. Ещё разик напоминаю о вечных ценностях. А впрочим вот они….

слева направо, разделительный трансформатор, ЛАТР и реостат с амперметром.
А вот фотосессия.
Питание драйверов требует тщательной проверки, т.к. эти напряжения не контролируются обратной связью. У меня, в отличии от схемы, намотаны обмотки 3х6 витков. В рехиме ХХ на выходе выпрямителей я получил 3 напряжения по 14/14,2/14,3 вольта. При этом длительность импульса в «прямом ходе» 2мксек, период 18,5 мкСек. Удобно наблюдать на обмотке ОС (5 витков). Далее я нагрузил эти обмотки на резисторы 94 Ома. Напряжение упало до 11,7 вольта. Длительность увеличилась до 2,4 мкСек, значит всё-таки ОС существует, но недостаточная для полной компенсации падения напряжения. Далее нагружаю основной выход резистором 16 Ом, ток около 0,9 Ампера. Напряжение на обмотках драйверов выправилось и достигло 14,7/14,5/14,8 Вольт. Длительность 4 мкСек, период 8 мкСек. Теперь ещё один эксперимент, нагрузим одно плечё на удвоенный ток, т.е. резисторы 94/94/47 Ом. Такая ситуация и будет при питании драйверов мостовых схем. Напряжения на выходе 14,8/14,6/14,6. Это минимум для питания драйверов, поэтому для повторения я поставил на схеме 7 витков, что примерно будет соответствовать 17 вольтам. Ну и для полноты картины такая ситуация. Основной источник нагружен на 0,9 Ампер, источники драйверов не нагружены. Напряжения на их выходах при 6 витках 18,2 Вольта. Вывод, такую схему питания драйверов можно использовать только в случае, если основной источник, охваченый ОС нагружен током не менее 0,5 Ампера. В принципе это условие легко выполняется в реальных схемах, но это надо помнить при конструировании инвертеров с таким БП.
Дерзайте господа. Вопросы, как всегда, в форум.
Устройство сварочного инвертора: описание работы и назначение блоков на базе схемы РЕСАНТА САИ 140
У каждого производителя принципиальные схемы инверторных сварочных аппаратов разные. Мало того, даже разные линейки одного и того же производителя могут существенно отличаться. Но устройство сварочного инвертора имеет общие черты. Блоки те же. Просто собраны смогут быть по-разному. Это входной выпрямитель на базе мощного диодного моста и сглаживающих конденсаторов, инвертор — на ключевых транзисторах (тип IGBT или MOSFET) и выходной выпрямитель на базе высокочастотного понижающего трансформатора и диодного моста с выходным конденсаторным фильтром.
Принципиальная схема инверторного сварочного аппарата РЕСАНТА САИ 140
Далее рассмотрим, как работает сварочный аппарат, основываясь на схеме инверторного сварочного аппарата РЕСАНТА САИ 140. Он не лучше и не хуже остальных, просто есть его схемы.
Первичный выпрямитель и конденсаторный фильтр
Задача первичного выпрямителя — . В реалии он получается не совсем постоянным, а с некоторой пульсацией, но это уже явно не синусоида. Реализуется это обычным диодным мостом, который «переворачивает» нижнюю полуволну синусоиды.
Как работает сварочный инвертор: первая ступень преобразования напряжения в Ресанта САИ 140
Сетевое напряжение через входную стабилизирующую группу попадает на конденсаторы С1 и С2. Основная задача — снятие статического напряжения на землю. Именно поэтому включать инверторную сварку крайне желательно в розетку с действующим заземлением, а не просто с имеющимся контактом.
Далее, диодный мост «переворачивает» нижнюю полуволну. На его выходе получается пульсирующее напряжение. Для сглаживания пульсаций ставят конденсаторы (в приведенной схеме это конденсатор С8 ёмкостью 1 микрофарад на напряжение 400 В ). На их выходе напряжение уже постоянное. Конденсаторы стоят с солидным запасом по напряжению — 400 Вольт и выше, так как на выходе диодного моста напряжение уже больше чем сетевое — порядка 320-350 В. А если учесть еще возможные скачки… вот и ставят с запасом — на 400 В.
И конденсаторы, и диоды при работе сильно греются. Для лучшего отвода тепла их монтируют на алюминиевые радиаторы. Часто еще делают дополнительный обдув — ставят вентилятор. Если вы хотите, чтобы сварочный аппарат прослужил долго, следите за тем, чтобы кулер был в рабочем состоянии.
Инвертор
Блок инвертора преобразует постоянное выпрямленное напряжение низкой частоты в переменное напряжение высокой частоты. Реализуется обычно на ключевых транзисторах, которые открываются и закрываются с большой частотой. Именно они формируют переменное напряжение с частотой в десятки килогерц. Управляет их переключением контроллер.
Силовые транзисторы G30N60, при помощи которых преобразуется постоянный ток в высокочастотный переменный
На выходе инвертора получаем не синусоиду, а практически прямоугольные импульсы. Но для дальнейшего выпрямления это не проблема. Зато частота высокая, что значит, что вторичный выпрямитель можно сделать на небольшом по размеру трансформаторе.
Выпрямление и стабилизация
Полученное высокочастотное напряжение подается на высокочастотный трансформатор. Напряжение на нем понижается, ток увеличивается. Через его первичную обмотку протекает высокое напряжение небольшой силы тока, а со вторичной снимается более низкое напряжение, но сила тока уже порядка 150-220 ампер — в зависимости от мощности и класса аппарата.
Выходное преобразование напряжения перед подачей на электрод
Для получения постоянного напряжения на выходе трансформатора стоит диодный мост. Он выдает уже практически постоянное напряжение, которое «доглаживается» выходными конденсаторами и идет на сварочный электрод. Диоды на выходном мосту стоят особые — с высокой скоростью срабатывания (не более 40-55 наносекунд). Они должны сглаживать напряжение частотой в десятки килогерц, так что скорость срабатывания должна быть очень высокой. Если в процессе ремонта возникла необходимость их замены, то надо подбирать именно с высоким быстродействием. Иначе работать аппарат не будет.
Остальные блоки на схеме — это как раз управление, «дополнительные опции» типа защит от перегрева и залипания электрода.
Как происходит преобразование
Электрические схемы инверторных устройств от различных производителей могут отличаться небольшими деталями, однако все они работают по одному и тому же алгоритму. Основная задача встроенной электроники во всех случаях сводится к следующему:
- обеспечить выпрямление входного сетевого напряжения;
- преобразовать (инвертировать) его в импульсный сигнал относительно высокой частоты;
- понизить уровень полученного импульсного сигнала до требуемого значения и снова выпрямить его на выходе устройства.
Основная цель этой цепочки – получить постоянный ток величины, необходимой для поддержания сварочного процесса. Причём сделать это нужно так, чтобы используемые в схеме детали позволили снизить габариты и вес всего аппарата в целом.
Поскольку электронный преобразователь состоит из полупроводниковых деталей, то поставленная перед конструкторами задача решается без особых проблем. Инвертор всегда значительно меньше по размерам, чем обычный трансформаторный преобразователь тока.
Однако схема сварочного инвертора значительно сложнее, и собрать ее своими руками с нуля практически невозможно. Можно только использовать готовые части, соединив в общую конструкцию.
Ещё одним достоинством инвертора является возможность электронного регулирования амплитудного значения тока. Это позволяет расширить возможности прибора, варить металл разной толщины, в том числе сваривать достаточно тонкие детали. Причем делать это можно без механических регуляторов, заметно уступающих по надёжности своим электронным аналогам.
Это интересно: Зенковка – виды инструмента и особенности обработки зенкованием
Как пользоваться аппаратом
 После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
После включения самодельного аппарата в цепь контроллер автоматически задает определенную силу тока. Если напряжение провода меньше 100 В, значит, устройство неисправно. Придется аппарат разобрать и повторно проверить правильность сборки. При помощи такого вида сварочных аппаратов осуществляется спайка и черных, и цветных металлов. Для сборки сварочного аппарата потребуется владение основами электротехники и, конечно, свободное время для его изготовления.
Инверторная сварка незаменима в гараже. Если не обзавелись еще этим инструментом, сделайте его самостоятельно и пользуйтесь в свое удовольствие!
Устройство и принцип действия
 Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
Сварочный инвертор устроен так, что подойдет и для домашнего применения, и для работы на предприятии. Он способен при небольших габаритах обеспечить стабильное горение сварочной дуги и даже использовать ток сварки, значительно превышающий показатель обыкновенного сварочного аппарата. Он использует ток высокой частоты для генерации сварочной дуги и представляет собой обыкновенный импульсный блок питания (такой же, как и компьютерный, только с большей силой тока), что и делает схему сварочного аппарата несложной.
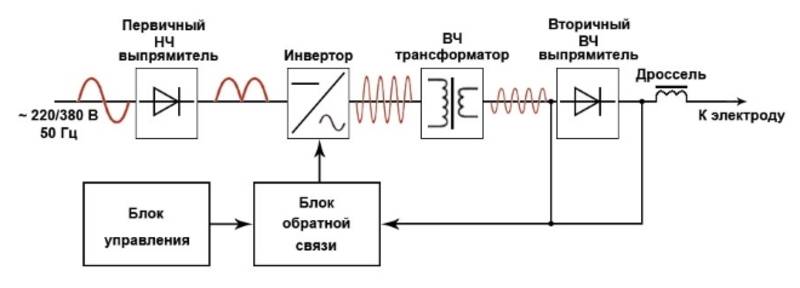
Рисунок 1 — Схематическое устройство сварочника инверторного типа.
При использовании ключевых транзисторов высокой мощности происходит преобразование постоянного тока, который выпрямляется при помощи диодного моста в высокочастотный ток (30..90 кГц), что позволяет снизить габариты трансформатора. Выпрямитель на диодах пропускает ток только в одном направлении. Происходит «отсечение» отрицательных гармоник синусоиды.
Но на выходе выпрямителя получается постоянное U с пульсирующей составляющей. Для преобразования его в допустимый постоянный ток с целью корректной работы ключевых транзисторов, работающих только от постоянного тока, используется конденсаторный фильтр. Конденсаторный фильтр представляет собой один или несколько конденсаторов большой емкости, которая позволяет заметно сгладить пульсации.
Диодный мост и фильтр составляют блок питания для инверторной схемы. Вход инверторной схемы выполнен на ключевых транзисторах, преобразовывающих постоянное U в переменное высокой частоты (40..90 кГц). Это преобразование нужно для питания импульсного трансформатора, на выходе которого получается высокочастотный ток низкого U. От выходов трансформатора запитывается высокочастотный выпрямитель, а на выходе генерируется высокочастотный постоянный ток.
Это интересно: Советы по выбору сварочного полуавтомата инверторного типа — объясняем вопрос
Итог
Для некоторых специалистов схема сварки представляет собой дополнительную подсказку при сборке агрегатов для сваривания металлов, что позволяет быстро выполнить нужную работу
Достаточно важно обладать базовыми познаниями в сфере электротехники
Доступность схем сварочных инверторов обуславливается их принципиальностью, иными словами любому мастеру для сборки понадобиться либо инструкция, либо чертежи
Стоит обратить внимание, что в принципиальных электрических схемах делается акцент на достижение стабильности высокого уровня у сварочной дуги
Итог
Ошибочно считать, что созданный самостоятельно аппарат не позволит вам эффективно выполнять необходимую работу. Самодельным устройством с легкой схемой сборки можно сваривать элементы при помощи электрода в диаметре до 5 миллиметров и длиной дуги до 10 миллиметров.
После того, как самодельное оборудование будет включено в цепь, необходимо выставить автоматический режим с конкретным значением силы тока. Напряжение в проводе может быть около 100 вольт, что свидетельствует о каких-либо неполадках.
Чтобы устранить проблему надо найти схему сварочного инвертора, разобрать его и проверить насколько правильно он был собран.
Благодаря такому самодельному аппарату сварщик не только может сваривать однородный, темный металл, но также цветной и различные сплавы. Собирая такое устройство, необходимо помимо основ электроники, также иметь свободный период времени, чтобы осуществить задуманное.
Сварочный процесс при помощи инвертора – это нужная вещь в доме каждого мужчины для любых бытовых и промышленных целей.