Содержание
- Что такое лазерная резка металла
- Оборудование для лазерной резки
- От чего зависит качество лазерной резки?
- Особенности резки отдельных видом металлов
- Альтернативы лазерной резке
Плазменная резка Газовая резка
Гидроабразивная резка
Практическое применение
Ценообразование при расчете стоимости лазерной резки
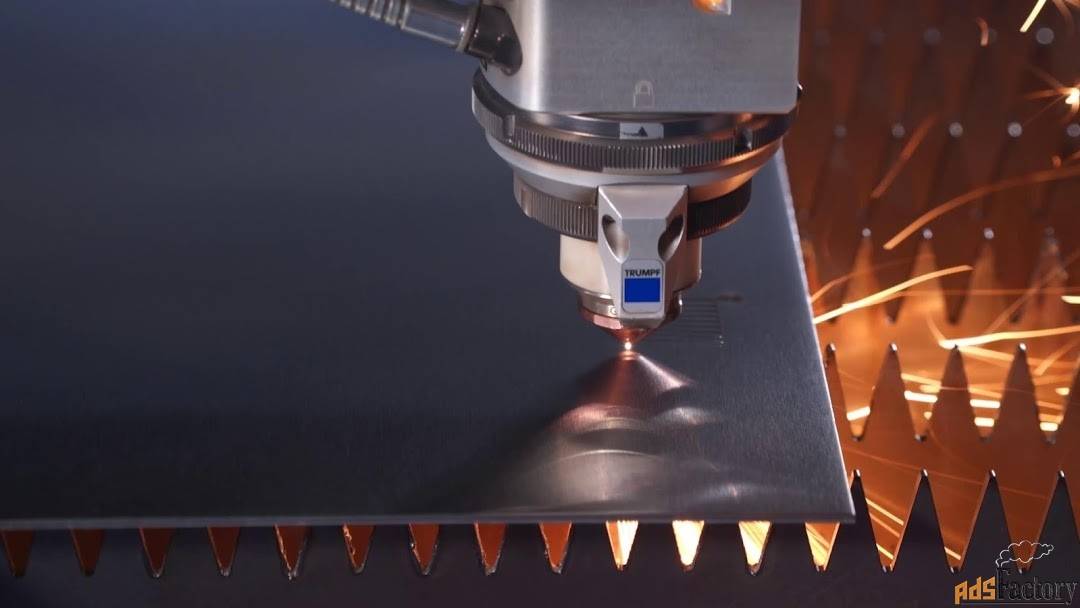
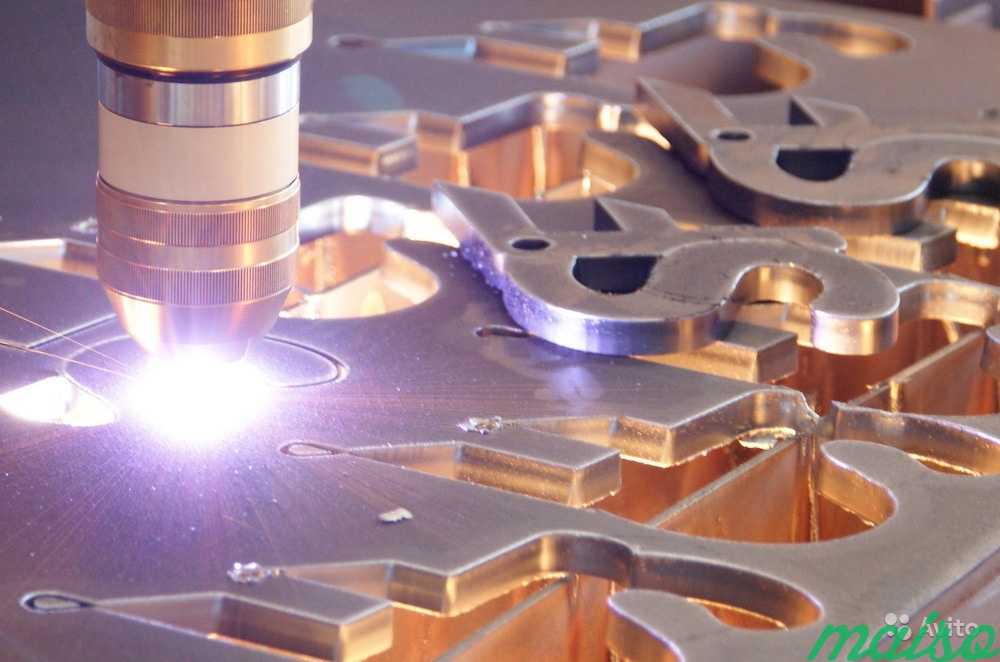
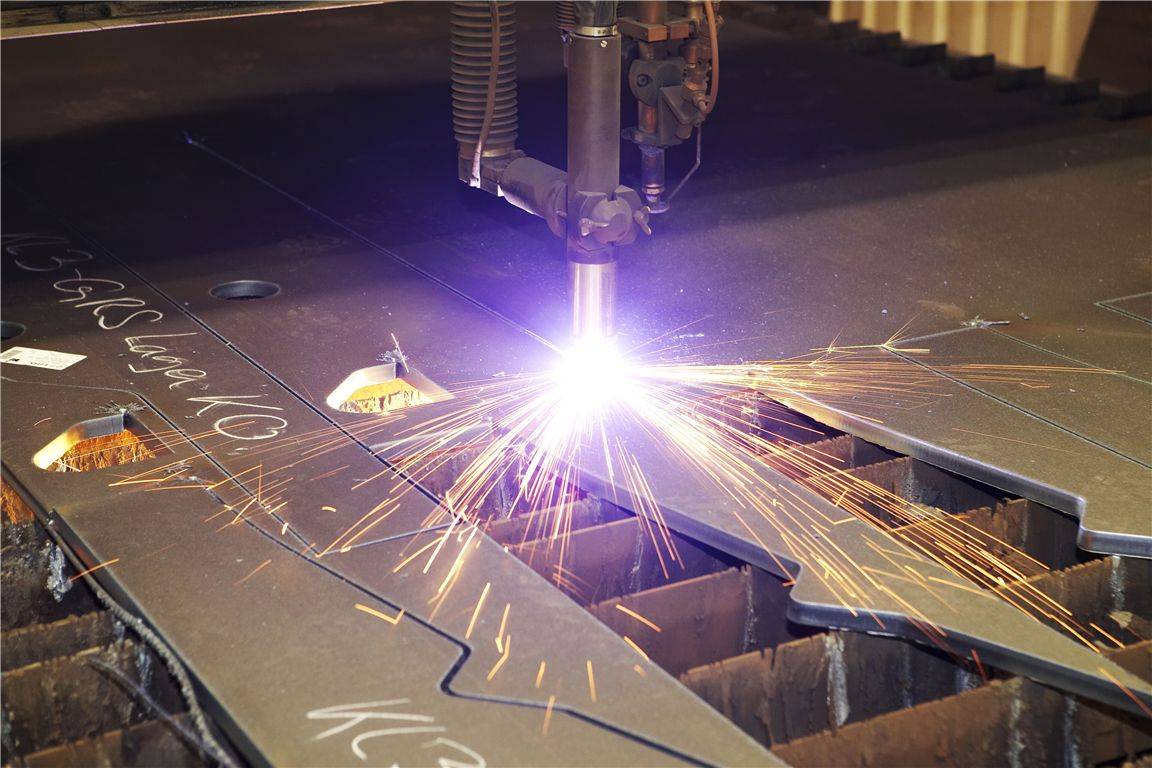
Лазерная резка металла – это процесс нагревания и разрушения металла при помощи лазерного луча. Международное название технологии – Laser Beam Cutting (LBC).
На сегодняшний день существует 3 основных способа работы лазера по металлу:
- Плавление — наиболее распространенный способ, который подходит для большого количества материалов. Луч лазера разогревает поверхность металла до температуры плавления, которая различается у видов сырья. При правильно подобранном режиме металл расплавляется только по срезу, целостность кромок сохраняется. В зону обработки бьет поток сжатого газа, который выдувает расплавленный металл, охлаждает края, предотвращает плавление и деформации на срезах. Например, присутствие кислорода при резке нержавеющей стали или алюминия грозит окислением места среза, поэтому поверхность обдувается азотом. Алгоритм движения составлен на базе информации о материале (толщине, температуре плавления) и заложен в программное обеспечение, которое управляет действиями оборудования. Эта технология отличается высокой точность, скоростью и экономичностью.
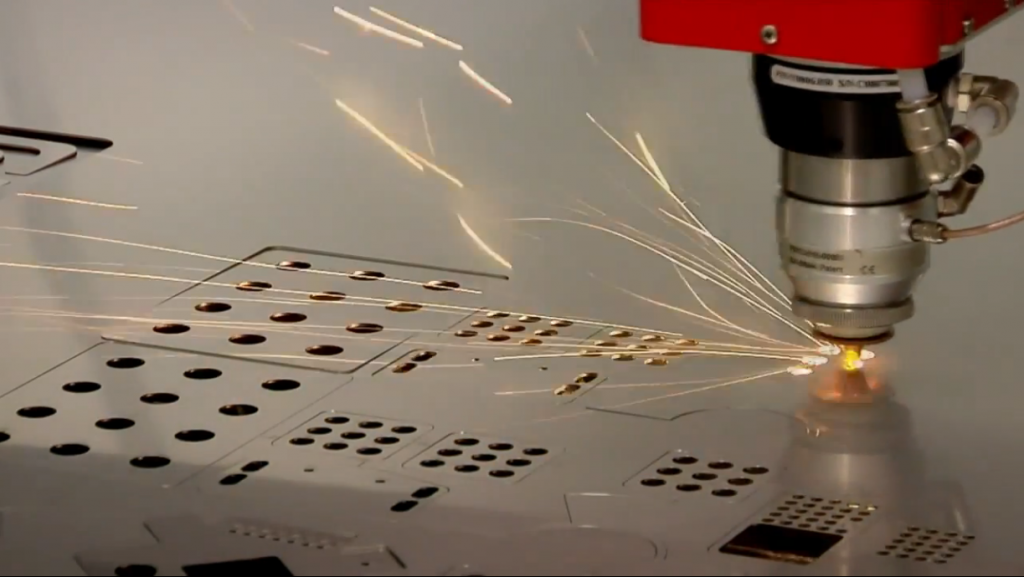
- Горение — способ лазерной резки металла, который оптимизирует обработку черных металлов, но не подходит для цветных металлов и стали с высоким содержанием легирующих элементов. Воздействие кислорода дает в несколько раз больше тепловой энергии, чем работа лазера. Себестоимость процесса и время обработки уменьшаются. Методика имеет недостаток – горят кромки некоторых материалов. Затраты на постобработку срезов могут превысить экономию непосредственно резки. Выбор технологии лазерной резки “горение” определяет материал. Например, черная сталь в процессе обработки не образует оксидов или позволяет легко удалить их. Сплавы алюминия и нержавеющая сталь при контакте с O₂ окисляются, поэтому при раскрое этих материалов поступление кислорода отсекают струей азота.
- Испарение — используется редко, востребован только при резке тонкостенных изделий или листов малой толщины. Луч работает не сплошной струей, а короткими импульсами, рассчитанными на то, чтобы расплавить и испарить металл, не задев ничего вокруг, например, подложку (в изделиях). Воздушный напор удаляет технический мусор из рабочей области. Эта методика требует значительно большего нагрева материала. Например, алюминий плавится при 660 ํС, а закипает при 2 519 ํС. Соответственно, нужно почти в четыре раза больше энергии. Процесс более затратный, поэтому оправдан только в случаях, где не справляются другие технологии.
Преимущества и недостатки лазерной резки
У обработки материалов лазером есть ряд сильных и слабых сторон.
Преимущества:
- Зависимо от мощности выбранного оборудования, можно разделять листы большой толщины.
- Резка металла лазером выполняется без соприкосновения рабочей части с поверхностью изделия. Это исключает механические повреждения материала.
- Высокая скорость проведения технологического процесса.
- Если установка для лазерной резки комплектуется ЧПУ, можно добиться высоких показателей точности, производительности.
- Выделение минимального количества отходов.
- Возможность создавать резы разных размеров, формы.
Недостатки:
- Установка расходует много электроэнергии.
- Простые модели не могут разделять листы шириной свыше 20 мм.
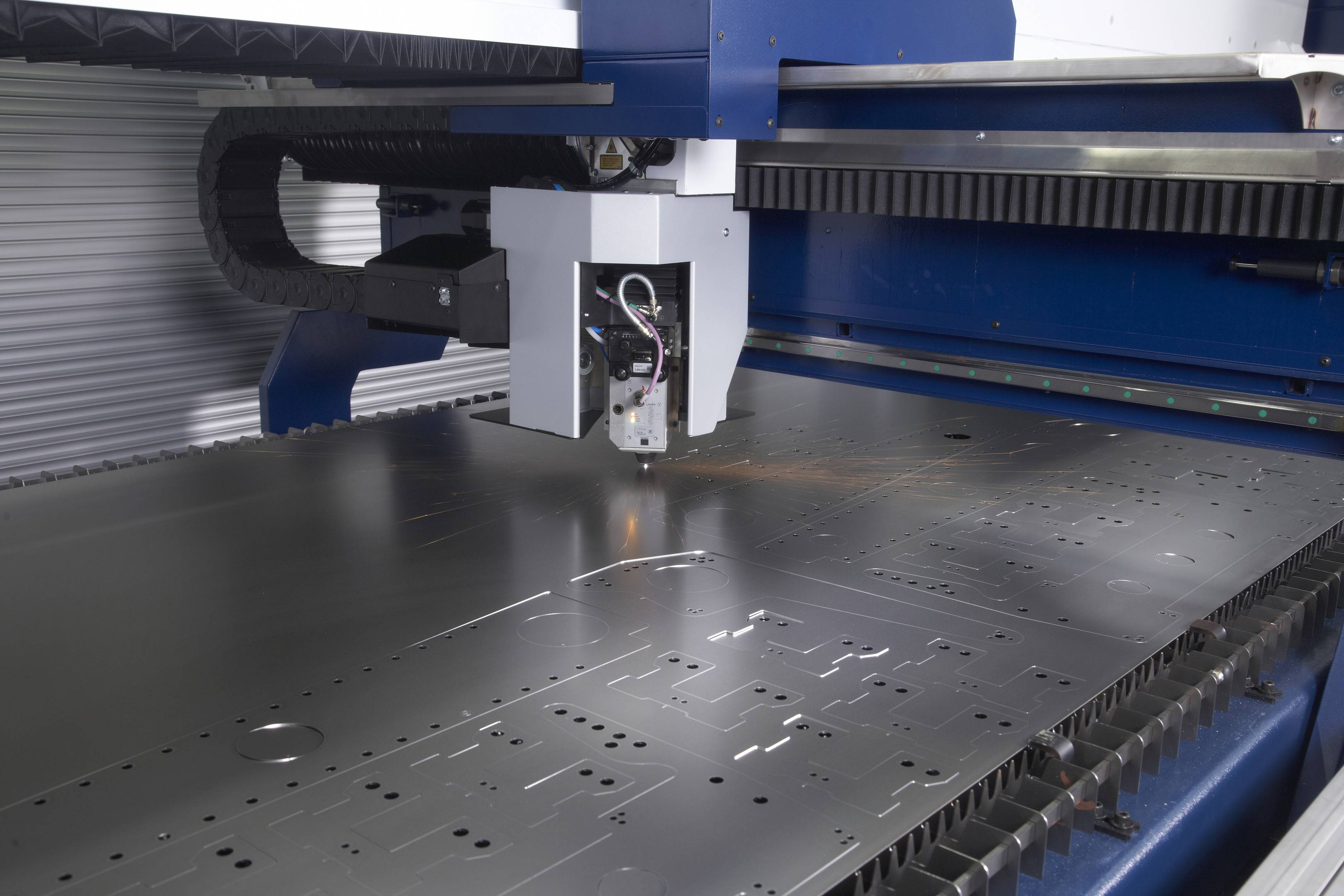
Наше высокотехнологичное оборудование
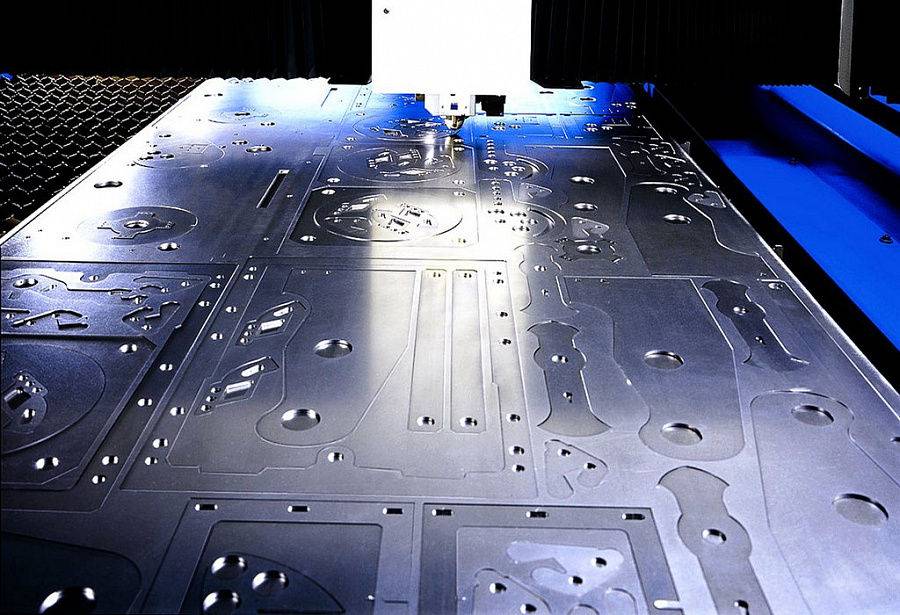
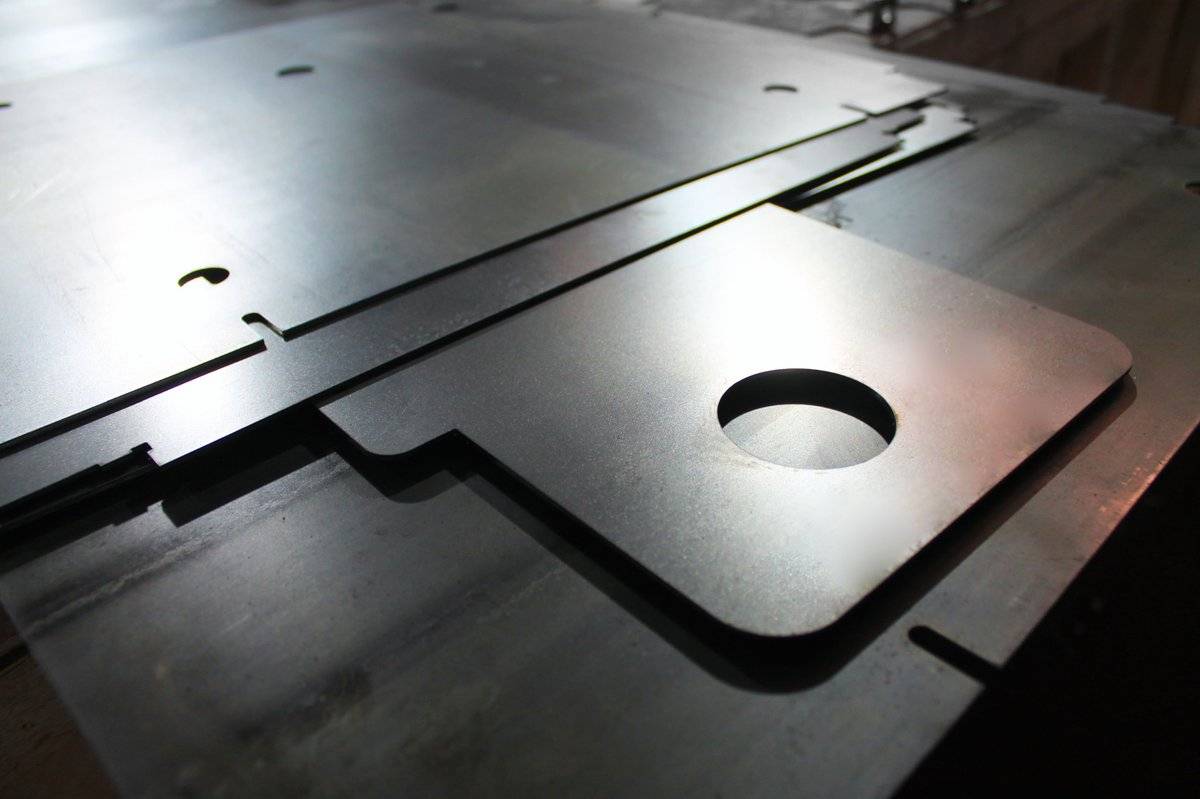
Компания «Страж-Лазер» располагает всем комплексом современного производственного оборудования для осуществления раскроя листового металла различной толщины. Высокотехнологичные лазерные комплексы, используемые на нашем предприятии, позволяют производить качественную резку листов с минимальными отходами благодаря тонкой линии реза и технической документации, разработанной на высоком профессиональном уровне.
Получаемая в результате раскроя листа торцевая часть не требует дополнительной обработки, зачистки от окалины и заусенцев. Изготовленные детали имеют металлургически безупречную линию резка. Благодаря оперативному процессу перепрограммирования станков, высокой скорости реза возможно производство различных видов изделий в кратчайшие сроки, сохраняя при этом низкую себестоимость продукции.
Конструкторская документация, на основании которой производится раскрой металла, разрабатывается в программе AutoCad, позволяющей максимально точно очертить любые самые сложные контуры, применяемые в ходе лазерной резки, сокращая временные затраты и отходы листового проката, что в конечном итоге приводит к повышению экономической эффективности размещенного заказа.
Наше предприятие имеет значительный опыт и глубокие знания в области раскроя металла. В компании трудятся опытные конструктора, технологи, занимающиеся проектными работами, написанием программ для оборудования и оптимизацией схемы технологического процесса, применяемой при изготовлении различных металлоизделий.
Это интересно: Радиус кривошипа — определение и расчет — определение, как вычислить
Установка лазера для резки – что это?

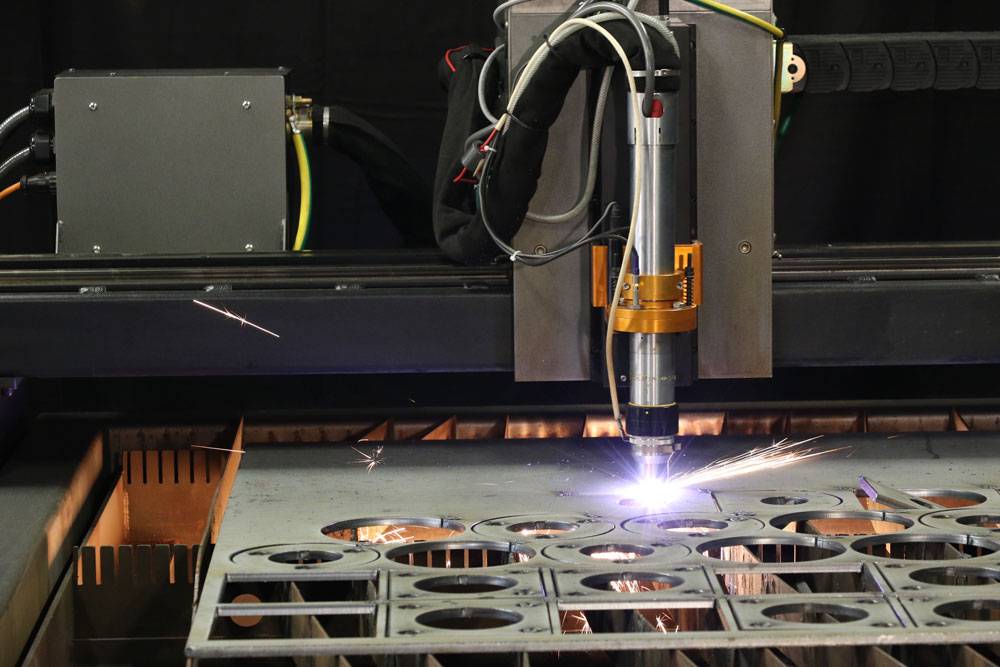
На современном рынке лазерных установок представлены самые разнообразные модели, с разным уровнем мощности. Условно их можно поделить на такие типы:
- Газовый тип. Представлены с продольной/поперечной подачей смеси газа, который применяется в качестве рабочего тела. В таком агрегате смесь газа подается через спецтрубку под действием насоса. При этом электрический наряд для накачивания смеси газа обеспечивает ее атомы, которые пребывают в активном энергетическом состоянии. Самыми эффективными компонентами лазерной установки называют углекислотные щелевидные системы.
- Твердотопливная система. В такой системе обязательна лампа накачки – без нее нет возможности передавать необходимый уровень излучения. Рабочим источником тепла в этом случае выступает графитовый или же из неодимового стекла стержень. Такие системы работают в импульсном режиме, хотя при необходимости их настраивают на непрерывный режим работы.
- Газодинамические установки. Такие системы схожи с газовыми установками, но в них газовая смесь нагревается до температуры в 2-3 тысячи градусов. После ее пропускают через соло на уровне звуковой скорости и после охлаждается. Данный процесс достаточно сложный и дорогостоящий, потому в силу множества своих операций редко применяется на практике.
Комплектация каждого станка для лазерной резки металла лазером включает в себя такие составляющие:
- Комплекс специального образования и последующей передачи газовой смеси, излучения – сам сопло и система подачи направленного потока газа, поворотные зеркала и лазер, система постановки фокуса и оптических затворов.
- В систему входит и излучатель, с системой зеркального резонатора, активная среда и система накачки и модуляции.
- Автоматическая система управления, плюс специальный ряд подсобных систем, работающих в рамках параметра самого станка.
- Наличие системы координирующего устройства, которое необходимо для перемещения потоков волн в пространстве лазерного луча.
Распространенные ошибки
Основные типы ошибок при раскрое металла можно разделить на расчетные и технологические. Первые появляются при неправильном формировании схемы порезки, не учитываются размеры деталей, порядок их расположения на листе. Минимизировать эти неточности можно с помощью программ по раскрою. В платных версиях возможна организация потокового производства, в расчет берутся деловые остатки после предыдущих раскроев.
Примеры технологических ошибок для различных видов резки металла:
- Плазменная резка. Неправильный режим работы приведет к формированию дефектов. Дополнительно будет сильный износ сопла, последствия – растяжение дуги, расширение реза.
- Лазерная обработка. Быстрый проход луча может стать причиной появления грата – затвердевание наплывов на кромке. Обязательна настройка направляющей рамы, ее износ влияет на точность реза.
- Механический раскрой. Частая причина искривления края – затупившаяся кромка диска, гильотины или полотна. Также для механической обработки важна фиксация листа.
Для оптимизации процесса и получения качественных заготовок можно использовать несколько технологий раскроя. Это актуально для изготовления сложных по форме изделий или для организации постоянного потокового производства. Главное преимущество такого подхода – уменьшение отходов, что положительно сказывается на себестоимости продукции.
Резка длинномерного проката
Такой вид деятельности, как резка металлического проката, входит в перечень основных услуг каждого металлосервиса. Различают два метода резки металла: продольный и поперечный. Подвидом продольного способа является резка длинномерного проката. Длинномерный металлопрокат отличает большая величина обрабатываемого материала, что привносит некоторые особенности в способ резки металлического сырья. Здесь так же следует различать резку длинномерного листового и арматурного проката. Обе разновидности требуют специального подхода.
Резка длинномерного (листового) проката производится на специальном оборудовании, состоящем из катушки, на которую нанизывают моток с металлическим листом, подающего устройства, мощных ножниц и принимающего механизма. Станки отличаются по способу резки, существуют устройства для продольной и поперечной обработки длинномерной стали. Оборудование отличается друг от друга некоторыми техническими характеристиками, и могут производить резку стали разной толщины и структуры.
Резка длинномерного (арматурного) проката предполагает использование несколько иного вида оборудования. Перед процессом рубки производят размотку бухты, далее арматуру выпрямляют и только после того она поступает к мощным гидравлическим ножницам, где производится отделение части проволоки заданной длины.
Как сделать лазерный резак в гараже
Лазерная резка стали проводится на покупных и самодельных устройствах. Если нет возможности купить станок, можно изготовить его самостоятельно. Для этого нужно подготовить материалы, инструменты:
- мощный фонарик на батарейках;
- лазерную указку;
- привод из DVD-ROM;
- паяльник, отвертки.
Пошаговая инструкция сборки лазерного резака:
- Изначально необходимо разобрать дисковод, чтобы вытащить рабочую головку. Делать это нужно аккуратно, чтобы не повредить линзу.
- Вытащить диод из указки. На его место припаять рабочую часть из дисковода.
- Внутренности указки нужно вытащить, чтобы собрать для них новый корпус. Закрепить все элементы в корпус фонарика. Убрать защитное стекло, запитать устройство батарейками.
Дополнительно можно укрепить корпус скотчем, клеем.
Усиление самодельной установки
Мастера экспериментируют с набором линз, чтобы усилить мощность луча. Дополнительно можно запитать его от подзарядки для аккумуляторных батареек. Чтобы удобнее было проводить технологические процессы, собирается конструкция, удерживающая самодельную установку. Она устанавливается над рабочим столом на направляющих.
Лазерная резка представляет собой современный технологический процесс, который позволяет разделять металлические листы разной толщины. Зависимо от размеров обрабатываемых заготовок нужно выбирать мощность привода.








Lantek Expert Cut — лучшее решение для промышленного применения
Lantek Expert Cut
| Программного обеспечения | Lantek Expert Cut |
| САПР | Да |
| САМ | Да |
| Контроль | Нет |
| Операционные системы | Windows |
| Интернет | Время от времени |
| Платно/бесплатно | Платно |
Краткий обзор программного обеспечения для раскроя Lantek Expert Cut
Lantek Expert Cut — это платное программное обеспечение для раскроя, совместимое с CAD/CAM промышленного уровня.
Если вы любитель, вам не понадобится это программное обеспечение. Его применение в основном сосредоточено на лазерной резке металлических листов, которая выполняется в основном на промышленных установках.
Операция раскроя в Lateck Expert Cut сочетает в себе автоматические и ручные инструменты, что делает процесс гораздо более гибким.
Остатки вырезанных деталей он хранит в своей библиотеке склада и расставляет приоритеты, используя совершенно новый лист.
После завершения процесса вложения вы можете экспортировать файлы в форматы DXF, DWG, IGES, DSTV и другие форматы.
Lantek Expert Cut работает на ОС Windows и требует минимум 1 ГБ ОЗУ.
Время от времени ему может потребоваться доступ в Интернет для выполнения обновлений и аутентификации.
Deepnest — лучшее бесплатное программное обеспечение для раскроя для любителей
Программное обеспечение для раскроя Deepnest
| Программного обеспечения | Deepnest |
| САПР | Нет |
| САМ | Нет |
| Контроль | Нет |
| Операционные системы | Windows, Mac и Linux |
| Интернет | Нет |
| Платно/бесплатно | Бесплатно |
Краткий обзор программного обеспечения для раскроя Deepnest
Deepnest — это программное обеспечение для раскроя с открытым исходным кодом, которое можно установить в системах под управлением ОС Windows, Mac и Linux.
У него простой рабочий процесс: импортировать файл> выбрать лист> начать вложение.
Вы можете импортировать файлы форматов DXF, SVG и Corel CDR в программное обеспечение и экспортировать файлы в форматах DXF или SVG.
Deepnest также может вкладывать растровые изображения для приложений лазерной гравировки.
Его функция автоматического слияния линий значительно экономит время, поскольку она может объединять соседние линии, так что лазерному резаку нужно только разрезать траекторию.
eCut (Nesting Pack) — лучший плагин для раскроя
Подключаемый модуль eCut Nesting для CorelDRAW
| Программного обеспечения | eCut Nesting для CorelDRAW |
| САПР | Нет |
| САМ | Нет |
| Контроль | Нет |
| Операционные системы | Windows |
| Интернет | Один раз(для активации) |
| Бесплатно |
Краткий обзор программного обеспечения для раскроя eCut
eCut (пакет раскроя) — это подключаемый модуль, позволяющий выполнять операции раскроя в программах CorelDRAW и Adobe Illustrator.
Он поддерживает только ОС Windows, и его требования к оборудованию такие же, как и для установленного программного обеспечения CorelDRAW или Adobe Illustrator.
eCut — платная программа. Вы также можете попробовать это программное обеспечение в «тестовом режиме» в течение четырех дней. В течение этого периода вы можете использовать все функции программы.
Для активации программного обеспечения вам необходим доступ в Интернет, поскольку он генерирует код разблокировки программного обеспечения путем перекрестной проверки ключа активации и системного идентификатора.
Оборудование
Станок продольно-поперечной резки наделен двумя парами согласованных между собой валов. Одна представляет собой обрезиненные валы для подачи материала. Другая оснащена роликовыми ножами дискового типа для проведения продольного и поперечного резания. Агрегат продольной резки функционирует автоматически. Он призван выполнять определенную последовательность действий:
- Рулон металла загружается на специальную тележку.
- Тележка передвигается по рельсам и помещает рулон на разматыватель.
- С помощью ножниц поперечной резки выполняется подрезание кромок и удаление участков с дефектами.
- Лента разрезается на штрипсы.
- Штрипсы размещаются на барабане.
- Разгрузочное устройство помогает снять штрипсы с барабана для дальнейшего применения.
оказывает услугу по резке рулонной стали при приобретении материала у нас. Продольно-поперечная резка имеет ряд преимуществ:
- Соблюдается высокая геометрическая точность (0,25 мм/м по длине и 0,1 мм/м по ширине).
- Переход с одного размерного ряда резки на другой происходит с минимальными временными потерями.
- Мы выполняем работу оперативно и с неизменно высоким качеством конечных изделий.
Продольная резка рулонной стали
Металлопрокат находится на верхушке огромной пирамиды, состоящей из отраслей тяжелого промышленного производства. Обработка металла является определяющим видом деятельности множества крупных предприятий и средних коммерческих организаций. Особенно большой спрос сегодня существует на рулонную сталь и штрипс – исходный продукт металлообработки. Поэтому продольная резка рулонной стали стала максимально востребована в настоящее время. В современном процессе используется новейшее высокотехнологичное оборудование, это гарантирует максимальную точность резки с соблюдением параметров, оговоренных с заказчиком.
Продольная резка производится поэтапно:
- установка рулона из стали на разматыватель;
- подача листа на дисковые ножницы;
- роспуск на штрипс;
- сматывание штрипса.
В результате поучаются компактные рулоны стали нужного размера. Штрипс нашел широкое применение в современном хозяйстве. Изделия из резаной стали ежедневно встречаются в повседневном обиходе, в строительстве, это металлические профили, сайдинги, потолочные рейки, каркасы.








Зависимость вида резки от толщины и марки раскраиваемого листа
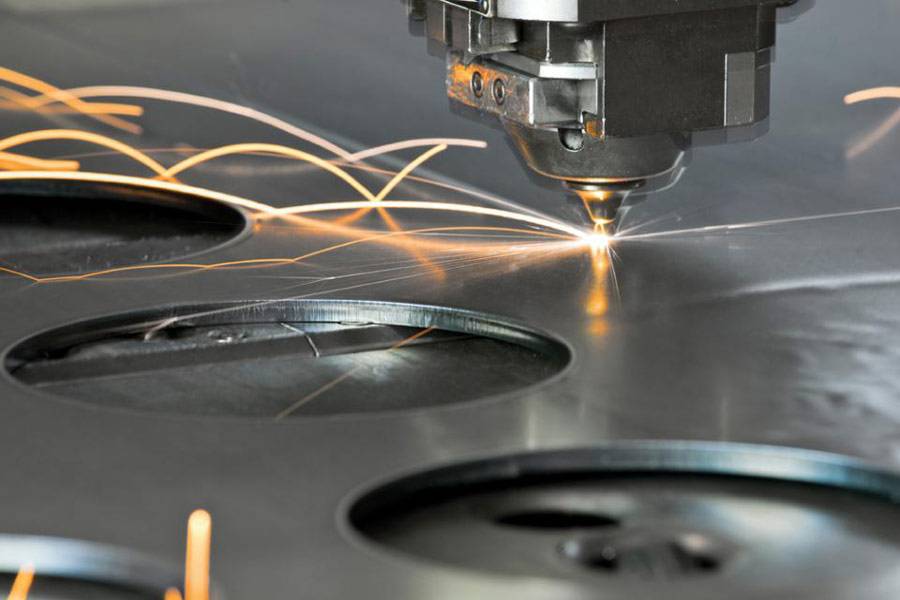
Главным отличием лазерной резки металла от плазменной является точность перпендикулярности образуемых, в процессе раскроя, кромок и толщины прорезей. Так, сфокусированный лазерный луч делает линию реза более тонкой. А значит, меньшая зона листа нагревается в процессе резания. Это, в свою очередь, объясняет практически отсутствующую контурную деформацию получаемых заготовок.
Лазерная резка имеет приличную производительность при высочайшей точности получаемых деталей. Она обеспечивает идеальное вырезание небольших, но сложных по конфигурации фигур и высокую точность углов.
Однако данная технология наиболее эффективна при разрезании листов, толщина которых меньше или равна 6 мм. В этом случае на заготовках полностью отсутствует окалина, а кромки деталей идеально гладкие и прямолинейные.
При резке более толстых листов кромки скашиваются до 0,5 градусов. Поэтому диаметры отверстий, полученных лазерной резкой в нижней части, всегда имеют несколько больший размер, чем в верхней. Правда, качество реза и форма всегда остаются безупречными.
Лазерные станки редко применяются для раскроя листов толщиной 20-40 мм. А для более толстых — вообще не используются.
В отличии от лазерного, плазменное оборудование дает более качественный рез при обработке листов:
- из алюминия и его сплавов (толщиной до 120 мм);
- из меди (толщиной до 80 мм);
- из углеродистых и легированных сталей (толщиной до 150 мм);
- их чугуна (толщиной до 90 мм).
При этом для раскроя тонколистовых металлов (до 0,5 мм) плазменная дуга используется очень редко — из-за высокой температуры в зоне резания может возникнуть коробление контуров заготовок.
Кроме того, в процессе работы на таком оборудовании образуется конусность реза, варьирующая в пределах 3-10 градусов. Поэтому при вырезании отверстий в толстых металлах нижний диаметр меньше входного. Так, круг, вырезанный из 20 миллиметровой стали будет иметь разницу диаметров в 1 мм.
Плазменная резка имеет ограничения по диаметру вырезаемых отверстий. Идеальными получаются отверстия, диаметр которых в 1,5-2 раза больше, толщины разрезаемого листа. При этом образуется небольшая, легко удаляемая, окалина.
Ниже представлена сравнительная таблица функциональности лазерных и плазменных станков:
| Параметры | Лазерная резка | Плазменная резка |
| Ширина реза | 0,2-0,375 мм | Ширина реза 0,8-1,5 мм |
| Точность резки | ±0,05 мм | ±0,1-0,5 мм Зависит от степени износа расходных материалов |
| Конусность | Менее 1° | 3° — 10° |
| Минимальные отверстия | При непрерывном режиме диаметр примерно равен толщине материала. Для импульсного режима минимальный диаметр отверстия может составлять одну треть толщины материала. | Минимальный диаметр отверстий составляет 1,5 от толщины материала, но не менее 4мм. |
| Внутренние углы | Высокое качество углов | Происходит небольшое скругление угла, из нижней части среза удаляется больше материала, чем из верхней |
| Окалина | Обычно отсутствует | Обычно имеется (небольшая) |
| Прижоги | Незаметны | Присутствуют на острых наружных кромках деталей |
| Тепловое воздействие | Очень мало | Больше, чем при лазерной резке |
| Производительность резки металла | Очень высокая скорость при малых толщинах. Заметно снижается с увеличением толщины металла, продолжительный прожиг больших толщин. | Быстрый прожиг; очень высокая скорость при малых и средних толщинах обычно с резким снижением при увеличении толщины. |
Станок для поперечной резки металла
Заготовительные участки предприятий, изготавливающих изделия из тонколистового металла, обычно укомплектованы гильотинами для его порезки. Но когда объемы переработки начинают увеличиваться, производительности обычных ножниц не хватает. В этом случае, требуется оборудование большей производительности, которое может обеспечить точность реза и высокую производительность.
Для поперечной резки тонкого металла (от 0,4 до 2,0мм) наше предприятие производит автоматические линии раскроя рулона на листы, в состав которых входят: размотчик бухт металла, подающее устройство в специальные гильотинные ножницы, сами ножницы, приемное устройствои пульт управления. Это оборудование работает с рулонным оцинкованным металлопрокатом и с металлом с защитно-декоративным покрытием.
При выборе оборудования для поперечной резки следует обратить внимание на его металлоемкость, производительность и надежность механизмов, входящих в состав линии. Ненадлежащее качество этих механизмов может приводить к частой остановке заготовительного участка, и как следствие — к остановке основного производства
А это, в свою очередь, приводит к срыву сроков поставок и потере клиентов, а следовательно, потери прибыли предприятия.
Состав оборудования
На рисунке представлена базовая комплектация линии поперечного раскроя рулонов. К базовой комплектации можно до заказывать устройство нанесения пленки и автоматический укладчик.
Технические характеристики
| Режим работы линии: | Автоматизированный |
| Установленная мощность: | до 11 Квт |
| Максимальная ширина листа, мм: | 1300 |
| Габариты линии: | до 5000х1500х1750 мм |
| Обрабатываемый материал: | рулонная холоднокатанная сталь ГОСТ 30246-94 |
| Обслуживающий персонал: | оператор + подсобник |
Наш завод выпускает несколько модификаций линии поперечного раскроя рулонов:
- для металла толщиной до 1,2 мм;
- для металла толщиной до 2,0 (3,0)мм.
- устройство поперечной резки, совмещенное с профилегибочной линией.
Первые два варианта отличаются тем, что для рубки металла толщиной более 1,2мм требуется править полосу, поступающую из рулона в тянущее устройство, и такая линия должна комплектоваться гильотинами, способными рубить металл требуемой толщины.
Третий вариант представляет собой линию с одним пультом управления, где размотка рулона возможна в обе стороны – полоса может подаваться в прокатный стан или в станок поперечной резки, как показано на рисунке.
Это решение экономит средства на покупку одного разматывателя рулона и одного пульта управления. Кроме того, это решение обеспечивает высокую загрузку всего комплекса – как профилегибочной линии, так линии поперечной резки.
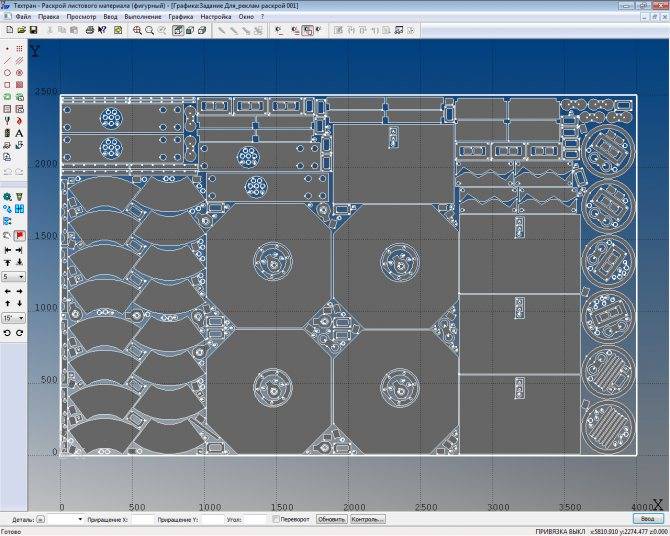
Расчет раскроя металла, минимизация отходов
Первый этап – формирование карты раскроя. Это схема расположения контуров деталей (заготовок) на листовом металле. Делается в ручном режиме, либо с использованием программных комплексов. Последний вариант предпочтителен, так как карта раскроя получается оптимальной
Это важно для потокового производства, когда нужно учитывать деловые остатки, которые уменьшат объем невозвратных отходов
Принципы формирования карты раскроя металла.
- Размещение однотипных заготовок позволяет использовать материал максимально эффективно.
- Сначала размечаются габариты длинных и широких деталей, затем остальные заготовки заполняют свободное пространство.
- Совмещение контуров для оптимизации порезки, меньше проходов резака или лазерной головки.
- Технологическая ширина реза. Для тепловой обработки она составляет 3-5 мм от фактической ширины. При механическом раскрое не учитывается.
- Чем больше стальной лист, тем выше коэффициент использования. Это отношение площади заготовок к площади листа.
Учитывается, какой станок или другое оборудование выбрано для раскроя металла. Основной параметр – максимальная и минимальная ширина реза, возможность изменения этой величины. Основание для выбора технологии – требования к качеству получаемой заготовки
Так, для высокоточного производства важно отсутствие конусности среза, либо минимальное значение этого параметра
Важно: для изготовления деталей разной толщины рекомендуется составлять несколько карт, а также рассчитывать параметры оборудования. Это нужно для оптимизации процесса, повышения скорости обработки, качества изделий
Основные способы раскроя металла
На производстве для оптимизации раскроя металла подбирают наиболее выгодную технологию разделения металлопроката на заготовки. К примеру, преимущество использования газовой резки или дисковых ножниц заключается в том, что заготовки для производства изделий могут размещаться в любом месте листового металла. Если же для раскроя материала применяются гильотинные ножницы, то появляется ряд ограничений по выбору места расположения контура заготовки. Она должна располагаться таким образом, чтобы обеспечивалась возможность выполнения прямолинейного реза по длине и ширине листа и прямого раскроя под углом.





Рекомендовано к прочтению
- Резка меди лазером: преимущества и недостатки технологии
- Виды резки металла: промышленное применение
- Металлообработка по чертежам: удобно и выгодно
Для промышленного производства больших партий изделий логичнее применять комбинированный способ раскроя. В этом случае заготовки различной формы комбинируют таким образом, чтобы их можно было сложить в прямоугольники с минимально возможными размерами. С помощью таких прямоугольников производится оптимизация заполнения листа металла.
Методика рационального заполнения листа по ширине обеспечивает снижение объемов отходов некратности. Неиспользованная часть листа в этом случае будет иметь меньший размер, чем при расположении форм по длине листа. Необходимо подобрать комбинацию заготовок таким образом, чтобы сумма их размеров способствовала наиболее полному заполнению меньшей стороны листа. Такую же методику применяют и для выполнения разметки по длине листа.

Способ разметки путем формирования размерных последовательностей предполагает размещение заготовок для раскроя от более габаритных к мелким. Задачу оптимизации раскроя металла решают особые технологические группы. Они получают от производственных единиц заявку на месяц, в которой указываются требуемые виды заготовок. Заявка содержит номер заказа, чертежи готовых изделий, марку металла и нормативы его расхода. На основании полученных чертежей сотрудники технологических групп группируют изделия по маркам металла и необходимой толщине заготовок.
После этого, с учетом размеров листов металла, который присутствует на складе предприятия, составляются карты раскроя. Вначале рассчитывается приблизительное количество необходимых листов металла. Затем технологи вычерчивают в наиболее удобном масштабе их габариты. В таком же размере необходимо выполнить раскрой шаблонов для изготовления заготовок на бумаге. Вырезанные трафареты комбинируют на чертежах листов металла таким образом, чтобы минимизировать объемы расходов.
После завершения работ над технологичными картами раскроя оформляется комплектовочная ведомость. На основании данных такого документа нужно подобрать металл и передать его вместе с документацией в цех. Для исполнителя процесса производства заготовок рабочим документом выступает карта раскроя. Если для того, чтобы изготовить нужное количество заготовок понадобится лишь часть целого листа металла, то оставшийся материал, который называют «деловым отходом», возвращается на склад с внесением соответствующей записи в учетные документы.
Описанный выше способ раскроя металла называют оперативным, так как он основан на получении информации о наличии материала на складе. На производстве может использоваться и способ перспективного раскроя. Он применим для серийного производства повторяющихся изделий. Технологичные карты в этом случае составляются ориентировочно за 6 месяцев до даты выпуска партии продукции и по ним оформляют заказ на мерный лист.
Карты раскроя не составляются, если заготовки производятся не из листового, а из профильного проката. Прутки, швеллеры, уголки и другой прокат выдается на производственные участки в мерах длины с учетом размеров заготовок и норм припуска на раскрой. После завершения резки остатки маркируются и передаются на склад. Чтобы оптимизировать расход профильного проката, заготовки из металла следует производить централизованно. Подбор материалов осуществляется в зависимости от марки, профиля и размеров таким образом, чтобы заготовка была кратной габаритам металлопроката.