Производство
Технология произ-ва К. обычно включает: подготовку формовочной массы – приготовление порошков исходных компонентов (с требуемым размером частиц) измельчением или химич. методами, перемешивание порошков между собой и с жидкой временной технологич. связкой (ВТС; вода, органич. полимеры, пластификаторы); изготовление заготовок (полуфабриката) заданной формы и размера разл. методами формования; удаление ВТС (сушка, выжигание); обжиг (спекание) для упрочнения и получения керамич. изделий. Традиц. виды К. изготовляют на основе глины, природных минералов; технич. К. – обычно из синтетич. материалов, которые обжигают в разл. газовых средах (воздух, азот, водород, аргон, гелий и др.) или вакууме; иногда используют горячее прессование, микроволновый (высокочастотный) нагрев, а также золь-гель процессы, самораспространяющийся высокотемпературный синтез и др.
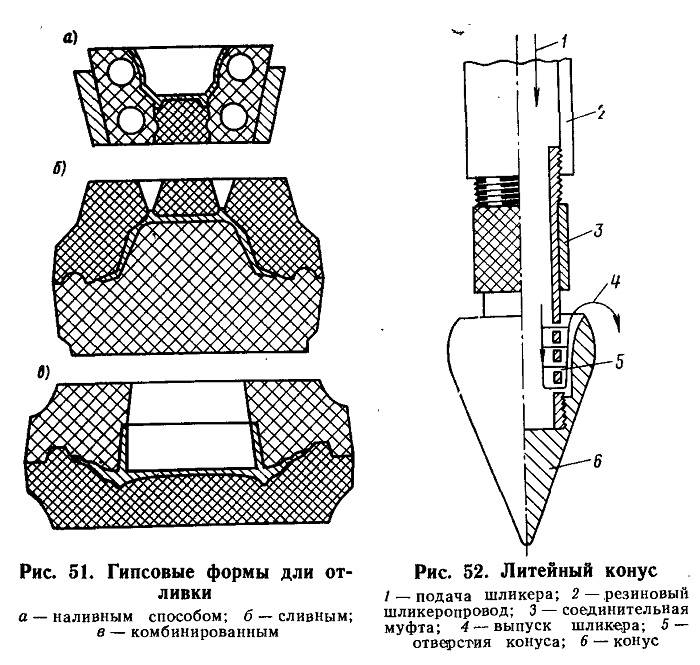
Формовочные керамич. массы применяются порошкообразные, пластичные (с содержанием до 50% жидкой ВТС) и жидкотекучие – литейные шликеры (50–70% ВТС). Литейный шликер (концентриров. суспензии) приготовляют из непластичных порошков, добавляя в тонкомолотую смесь исходного сырья термопластичные вещества (напр., парафин, воск), олеиновую кислоту и некоторые ПАВ, удаляемые впоследствии.
Выбор метода формования К. определяется в осн. формой изделий. Для формования керамич. заготовок используют: прессование порошковых масс, формование пластичных масс (выдавливание, раскатка, допрессовка, обточка) или литьё жидкотекучих масс. Отформованные изделия подвергают сушке (в случае применения водорастворимой связки) или выжиганию органич. связки.
Обжиг К. – важный технологич. процесс, обеспечивающий необходимую степень спекания. При точном соблюдении режима обжига создаётся материал определённого фазового состава и с заданными свойствами. Для каждого вида К. характерен свой температурный режим обжига: напр., строит. К. обжигают при темп-ре ок. 900 °C, огнеупорную К. – ок. 2000 °C. В зависимости от состава керамич. массы и темп-ры обжига спекание может происходить как с участием жидкой фазы (в фарфоровых, стеатитовых и др. изделиях составляет до 50% по массе и более), так и без участия жидкой фазы (напр., в корундовой К.). Спекание в твёрдых фазах, получившее распространение в произ-ве технич. К. на основе чистых оксидов и бескислородных соединений, происходит при более высоких темп-рах, чем спекание с участием жидкой фазы. В результате спекания размеры изделий уменьшаются, а механич. прочность и плотность возрастают. Некоторые виды К. перед обжигом покрывают глазурью, которая при высоких темп-pax (1000–1400 °C) плавится, образуя стекловидный водо- и газонепроницаемый слой. Изделия хозяйств. и худож. К. украшают керамическими красками и золотом. Для придания поверхностям изделий технич. К. ряда спец. свойств наносят керамические покрытия, которые повышают эрозионную и химич. стойкость, обеспечивают заданные оптич., электрич., каталитические и др. эксплуатац. характеристики.
Как это сделано — метод шликерного литья.
Всем привет!
Меня часто спрашивают — как сделаны мои куклы. С одеждой вопросов нет, а вот с керамическими частями не все понятно.
Я добросовестно стараюсь объяснить, рассказать — что такое гипсовая форма, как происходит формовка, даже что-то рисовать пробовала, но без особого успеха.
Решила сделать что-то вроде обзорной статьи с картинками, но без лишних технических подробностей. Правда, до фотографирования кукольных деталей руки так и не дошли.
Покажу на Колокольчике Собаке — принцип тот же.
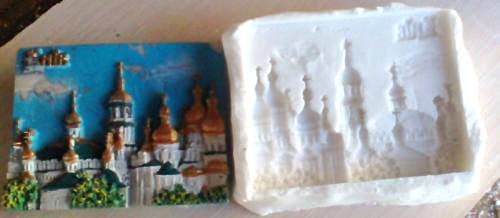
Сначала леплю из глины модель будущего колокольчика. Вот она:
Потом снимаю с нее гипсовую форму. У формы две половинки — лицевая и задняя части. Частей может быть сколько угодно, но удобнее, когда их меньше.
С одной гипсовой формы можно снять без потери качества 30-50 отливок. Потом форма вырабатывается, глина ее как бы выедает изнутри, раз за разом снимая микроны гипса. И форму приходится выбрасывать.
Но мне надо больше колокольчиков! Придется сделать модель, с которой можно будет снять сколько угодно форм. Модель я делаю из строительного силиконового герметика + крахмал. Минус такой модели в том, что со временем силикон даст усадку. По моим наблюдениям — процентов 5-8 за год. Поскольку мне модель нужна всего лишь на месяц работы — ничего страшного.
С готовой модели снимаю нужное количество форм. Сохнут они примерно сутки и можно отливать заготовки.
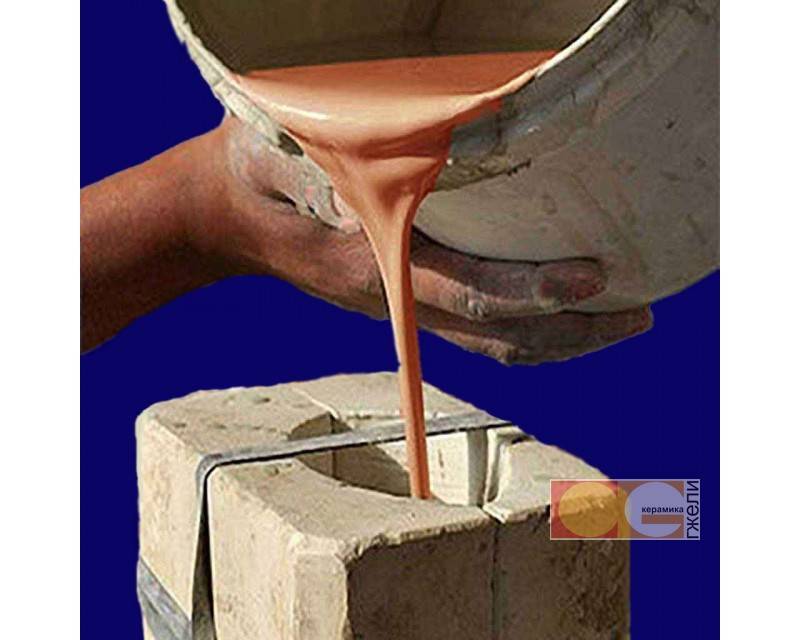
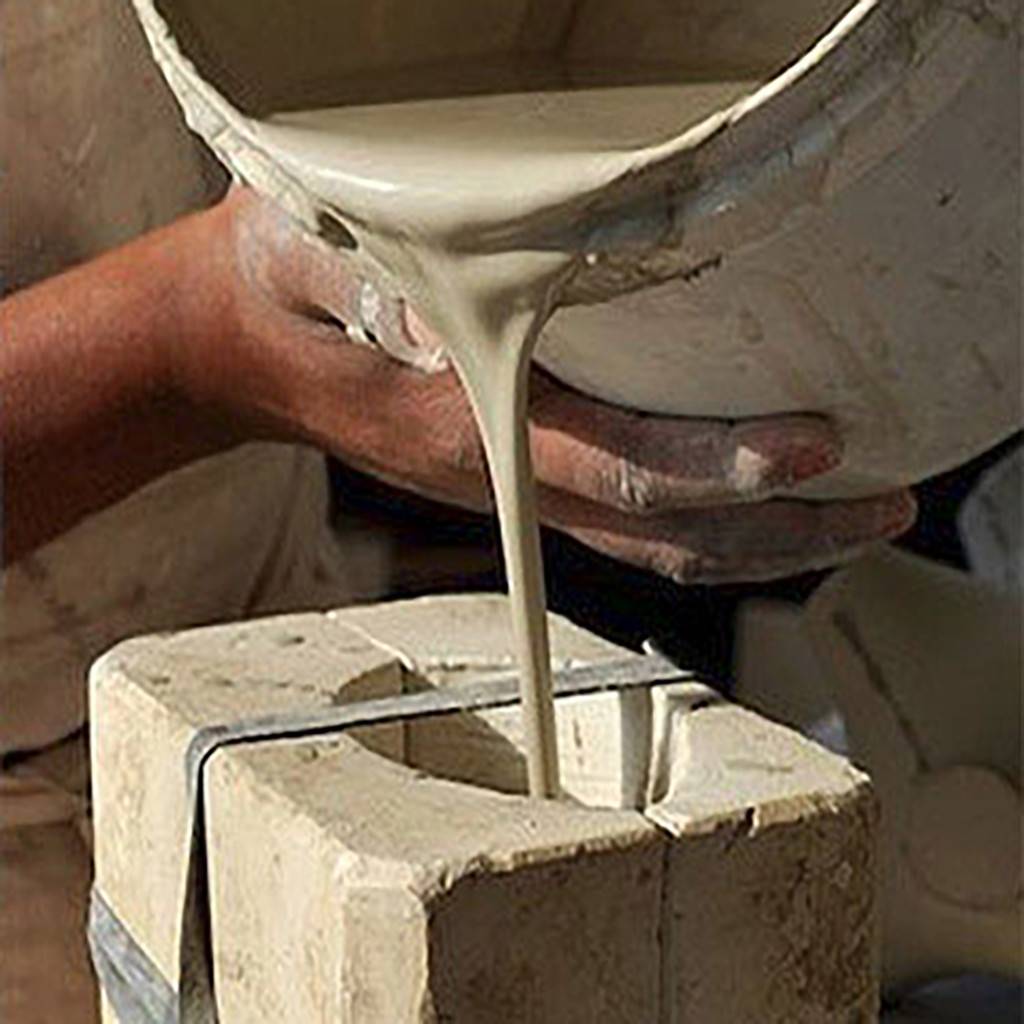
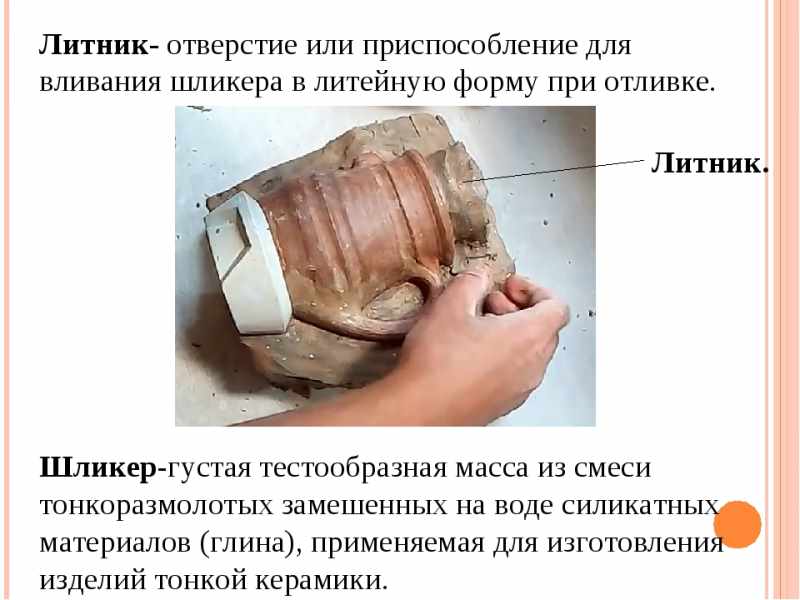
Для отливки кроме гипсовой формы нужен шликер — это глиняный раствор, вязкостью примерно как у кефира. Или ряженки — кому как вкуснее)))
Принцип работы формы основан на способности гипса втягивать в себя из шликера воду. В результате, в непосредственной близости от формы образуется более плотная масса глины — черепок. Зрительно видно, когда необходимая толщина набралась и можно выливать шликер.
Вылила шликер, оставила перевернутую форму минут на пять, чтобы вылились остатки. Перевернула и подрезала края. Литник я не делаю — мне проще в процессе литья добавить один раз шликера, и тем самым получить ровный край.
Около часа постояла отливка — можно вынимать. Сразу делаю спицей дырочку для веревочки, на которой будет крепиться шарик.
Готовые отливки сохнут пару дней и отправляются на утильный (в данном случае — единственный) обжиг, который происходит при температуре в 900 градусов Цельсия.
Вот сухие необожженные заготовки:
А вот так они выглядят после обжига:
Обожженные заготовки покрываю фоном акриловыми красками, и остается только нарисовать нос и глазки. Ну, и контуром — надпись с пожеланием удачи. После того, как краски высохли, привязываю керамический шарик — и все.
Мой колокольчик готов. Все очень легко и просто!
Область применения литья из гипса
Литье из гипса применяется как на промышленных предприятиях для изготовления деталей отделки помещений, так и в авторских мастерских. Мастера льют из гипса весьма широкий ассортимент
- Авторские элементы декора помещений
- Статуэтки и даже большие статуи, вплоть до моделей для последующего литья из металлов
- Небольшие украшения
- Игрушки
- Детали для масштабных моделей техники
Этим перечнем область применения не ограничивается. Мастера придумывают все новые и новые области применения литья из гипса — везде, где нужно создать детали со сложными поверхностями и рельефом, а требования к прочности и износостойкости не являются критически важными.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.

- Как сделать форму для гипса
- Как в домашних условиях лить детали из пластмассы
- Как изготовить форму для камня
- Двухкомпонентный силикон
- ДСП для контейнера
- Клей для дерева
- Скульптурный пластилин
- Круглая палочка небольшого диаметра
- Воск
ДСП можно заменить деревянными дощечками. Можно использовать и готовый ящик подходящего размера. Главное, чтобы материал был твердым.
Склеивать ящик необходимо так, чтобы не было течей.
Внимательно прочтите инструкцию к силикону.
Заливать формовочную массу необходимо осторожно, чтобы избежать пузырей. Пластилин нужно удалять со всей возможной аккуратностью, чтобы не повредить поверхность. Пластилин необходимо удалить полностью
Пластилин необходимо удалить полностью
Пластилин нужно удалять со всей возможной аккуратностью, чтобы не повредить поверхность. Пластилин необходимо удалить полностью.
Помните о том, что силикон – не очень прочный материал.
В качестве смазки нельзя использовать тот же материал, из которого делается форма.
Лучше всего использовать клеевой пистолет, но если его нет – как следует промажьте швы клеем. После просушки можно еще раз промазать швы клеем и повторно просушить.
Скульптурный пластилин можно заменить обычной строительной замазкой. Детский пластилин использовать не рекомендуется, поскольку он слишком мягкий и липкий.
Пластилин необходимо уложить примерно до половины контейнера.
Вместо палочки можно использовать обычный карандаш.
Воск можно заменить мыльным раствором.
Для отливки сложных скульптур форму необходимо готовить не в два этапа, а в три или в четыре, последовательно заливая части контейнера.
Основные проблемы при шликерном литье
Загустевание раствора в форме
Раствор может загустеть, просто находясь в оправке. Поэтому перед сливом лучше активировать залитый в форму шликер путем легкого взбалтывания, вращения или легкого потряхивания
Забивание литника
Если применяется форма с небольшим литником, до начала слива нужно прочистить отверстие тонким шпателем.

Очистка отверстия тонким шпателем
Забилось отверстие литника
Некоторые начинающие мастера вырезают кратер литника, не притрагиваясь к отверстию и боясь нанести вред отливке. Чтобы отверстие литника оставалось свободным, можно вставить в них обрезки коктейльных трубочек.




Забилось отверстие литника
Форму нужно перевернуть над емкостью для слива и ровно и сильно подуть в трубочку
Важно добиться полного вытекания. Особо внимательно надо относиться к формам сложного рельефа. После того, как шликер слит, обрезок трубочки надо залить водой
В том же положении, литником вниз, оправку следует поставить на пластиковую поверхность
После того, как шликер слит, обрезок трубочки надо залить водой. В том же положении, литником вниз, оправку следует поставить на пластиковую поверхность.
Установка формы после слива шликера в исходное положение
После слива раствора форму надо установить в перевернутом положении. Если вернуть ее в исходное, образуются потеки шликера по стенкам изделия, и толщина стенок меняется. Разная толщина стенок приведет к росту напряжений в ходе обжига и даже возникновению трещин вдоль потеков. Отливка может быть безнадежно испорчена.
Неполное слитие шликера из формы
Неполный слив также может привести к потекам и трещинам при обжиге. Если сливается изделие замысловатой конфигурации, при сливе форму лучше встряхивать под разными углами, добиваясь полного слива шликера.
Какой гипс лучше для литья. Форма из строительного силикона для декоративного камня своими руками
У каждого в жизни когда-то случается он, такой долгожданный и немного пугающий — РЕМОНТ! Для отделки стен коридора, части кухни и гостиной был выбран декоративный камень. Всего 80 кв.м. Стоимость данного камня 300 руб. за упаковку 0,33 кв.м. Всего на эту площадь понадобится 243 упаковки, а это чуть больше 72к рублей. По грубым подсчетам понадобится 1215 кг гипса, что в розницу обойдётся почти в 9к рублей. Выгода колоссальная.

Прочитав множество информации, конечно же, выбор пал на изготовление форм из полиуретана. Но в силу того, что в моём городе вообще никто не занимается продажей компаунда, а по всей стране его реализуют единицы, а пересылка возможна только при мелком ОПТе — остановился на колхозном изготовлении: строительный силикон и картофельный крахмал:


Начинаем месить «тесто»:

Через минут 5 получается вот такая тестоподобная масса:

Сам процесс не снимал, главное хорошо утрамбовать:

Через час снял опалубку и обнаружил это:

Но это легко исправить, замешав небольшую часть массы:

Ещё через 3 часа извлек форму:

Силикон вступил в реакцию и нагрел пластилин:

Как по мне — отличная получилась форма:

А вот, куда пошли остатки силикона, т.к. 2 тубы оказалось много:

Качество оттиска:
По затратам:
Плитка гипсовая 0.33 кв.м — 300 руб. (одна штука 21 руб.)
Герметик силиконовый универсальный 2 тубы (оказалось много) — 310 руб.
Крахмал картофельный 500 г — 40 руб.
Уголок алюминиевый 30х30 — 230 руб.
На этом пока всё, в будущем, если зайдет пост, покажу, что произошло с формами после отливки 80 кв.м и пост о том, как делал форму уже для другой плитки.
За качество фото не пинайте сильно.
Всем спасибо за внимание!
Как сделать из гипса форму для силиконовых приманок
Заядлые рыболовы бывают еще и экономными. Зачем покупать новые приманки, если можно переплавить старые? В таком случае на помощь опять придут формы из гипса. Как сделать? Эта работа будет проще.








Как правило, берется емкость, опять же смазывается, заливается гипсом. Как только раствор немного схватился, в него впечатывают приманки. После высыхания искусственных рыбок извлекают из плена. Форма готова.

Теперь ее нужно хорошо высушить и покрыть эпоксидной смолой.
Внимание! Если новые приманки отливаются путем переплавки старых, будьте осторожны. Соблюдайте меры безопасности при работе с горячим силиконом
Керамическая консультация — Все вопросы

Терра сигиллата (латынь terra sigillata) — глинистое покрытие на поверхности керамики. Применяется с древних времен до наших дней как декоративное средство в художественной керамике и в бытовой керамике ручной работы.
Состав: 100% глина, очень редко — с добавлением неорганических пигментов. Цвет определяется видом глины после обжига. Особенность терра сигиллаты заключается в чрезвычайно малом размере частиц глины и практически полном отсутствии более крупных частиц. Благодаря этому покрытие хорошо мажется, образует тонкий ровный слой, хорошо сцепляется с поверхностью изделия, не образует при сушке и обжиге шелушений или трещин. Лощение слоя терра сигиллаты в кожетвердом, почти высохшем, состоянии дает слабый блеск, характерный для изделий этого вида, сохраняющийся при низкотемпературном обжиге.
Приготовление: Техника приготовления проста, готовая терра сигиллата может долго храниться, поэтому готовить ее можно в любой удобный момент и впрок. Используют любую глину, обычно — красную, так как в ней, по сравнению с белой, содержится намного больше тонкодисперсной фракции. По этой же причине предпочтительна очищенная карьерная глина, а не готовая керамическая масса, содержащая отощители и плавни — для нашего случая балласт. 2-3 кг глины распускают в высокой емкости 8-10 литров, например, в ведре или пластиковой широкогорлой бутыли, полностью заполненной водой. Чтобы увидеть процесс оседания, можно в первый раз распустить меньшее количество глины в 3-5 литровой стеклянной банке. Для облегчения роспуска в воду добавляют чайную ложку кальцинированной соды или жидкого стекла, или даже две-три ложки. Распускать нужно тщательно. Не должно остаться никаких мелких липких комочков. Распущенная смесь должна быть похожа на молоко, а не на густые сливки. Можно использовать миксер, можно контролировать роспуск, пропуская смесь через мелкое сито — никаких нераспущенных комочков не должно быть. Цель роспуска — создать условия для свободного оседания частиц глины. Теперь нужно оставить ведро в покое на 15-20 часов. То есть, например, с 6 вечера до обеда следующего дня
Это важно. За это время суспензия расслоится: на самом дне будут лежать крупные и мелкие песчинки, в нижней трети будет находиться глина с частицами крупного размера, которые еще не успели полностью осесть
Донный осадок и нижнюю треть нужно будет выбросить, хотя в них содержится почти вся распущенная глина! Верхняя треть тоже не нужна, она слишком водянистая. Нас интересует средняя треть, размер частиц в ней — примерно 0,1 мкм = одна десятитысячная доля миллиметра. Ее нужно выделить, например, медленно и аккуратно слить, не допуская смешивания с нижней третью. Или использовать сифон. Посмотрите в интернете, как это делается (поиск по terra sigillata, картинки). Выделенную жидкость можно вылить в широкое блюдо и оставить подсыхать. Лучшая консистенция для хранения — как мягкое сливочное масло, и до этой консистенции терра сигиллата будет сохнуть пару-тройку дней или неделю, после чего ее можно переложить в банку с крышкой. Для нанесения можно в любой момент добавить воды. Точные пропорции воды-глины-соды-жидкого стекла-времени оседания позволят ускорить процесс роспуска и увеличить выход готовой для работы пасты.
Нанесение: Наносить на хорошо уплотненную поверхность необожженного почти высохшего изделия одним, двумя или тремя очень тонкими слоями. Каждый слой наносят после легкого подсыхания предыдущего. Часто покрытие прекрасно держится и на утильном пористом черепке. Покрытие лощат гладким камешком, когда слой терра сигиллаты высохнет до кожетвердого состояния. Техника лощения важна для получения однородного эффекта. Если под рукой есть терра сигиллата разного цвета, например, дающая в обжиге темно-коричневый и светло-желтый цвет, можно попробовать сделать рисунки в стиле греческих ваз. По лощёной поверхности можно процарапать «матовый» рисунок или надпись.
Обжиг: Обжигать обычным образом, однако лоск может исчезнуть при обжиге выше 1000-1100°С.
Оборудование и материалы для литья
Для литья используется шликер определенной консистенции. На ощупь он должен быть маслянистым. В состав шликера, помимо глины и воды, включают различные добавки, меняющие консистенцию и другие свойства суспензии. В качестве добавок используют

Шликер для будущего изделия
- Другие сорта глины
- Песок
- Шамот
- Электролиты
- Красители
Важнейшим оборудованием являются формы для литья. От продуманности конструкции и качества изготовления напрямую зависит качество конечного изделия. В шликерном литье применяются гипсовые формы. Оправка обычно делается из двух частей. Для точного совмещения двух частей на одной из них предусматриваются выступы, а в другой — соответствующие им по профилю впадины. В художественном литье, отличающемся малыми сериями, части формы скрепляются резинками. Гипсовая форма для шликерного литья обладает ограниченным сроком службы, и при планировании выпуска больших партий (например, изразцов) необходимо предусмотреть изготовление нескольких оправок на каждое изделие.

Формы для шликерного литья
Важно! Форму необходимо делать только из высококачественного скульптурного гипса. Гипс должен быть пуховым, не содержать посторонних включений и комков. Оправки, изготовленные из высококачественного гипса, способны выдерживать более сотни отливок
Если же гипс низкокачественный, то после десятка отливок стенки начинают выкрашиваться и осыпаться
Оправки, изготовленные из высококачественного гипса, способны выдерживать более сотни отливок. Если же гипс низкокачественный, то после десятка отливок стенки начинают выкрашиваться и осыпаться.
Формы, пришедшие в негодность, можно раскрошить молотком, просеять через мелкое сито и добавлять в гипсовый раствор для отливки новых оправок в пропорции не более чем 1:10.
Изготовление форм для литья из гипса
Наиболее используемыми материалами являются сам гипс и силикон.
Формы из гипса являются традиционными и привычными для многих поколений мастеров. Они более требовательны к уровню мастерства при изготовлении. В последние десятилетия их все больше теснят формы из силикона.
Формы, которые сделаны из силикона, отличаются высокой точностью, возможностью проработки мелких деталей, легкостью изготовления и снятия ее с отливки. Несколько дороже обходится исходный состав, но это компенсируется повышенной технологичностью и долговечностью.
При проектировании и изготовлении формы важно обращать внимание на:
- Тщательность проработки деталей.
- Способ соединения половинок формы и их последующей разборки
- Способ фиксации половинок друг относительно друга
- Расположение отверстий для литья. Оно должно позволить жидкому гипсу проникать во все уголки формы и полностью заполнять ее.
- Конфигурация опоки должна давать пузырькам воздуха свободный выход.
Для фиксации частей опоки друг относительно друга обычно используют резиновые ленты. Для маленьких изделий подходят резинки для денег, для более крупных их вырезают из велосипедных или автомобильных камер.
Формы для ювелирных изделий
Для начала осмотритесь вокруг и спросите себя: «Есть ли у меня в наличии муфельная печь и тигель для плавки металла?» Если нет, то ломать голову над тем, как из гипса сделать форму для заливки печатки из серебра, не имеет смысла. Потому как металл плавят при температуре +600…+700 °C.
Если все в порядке, то приготовьте рукавицы, фартук, очки и принесите огнетушитель. Правила безопасности никто не отменял, не так ли?
Далее понадобится воск для моделирования. Из него делается заготовка изделия. Ее тщательно полируют, и припаивают литники – трубочки. Через них в форму будет заливаться металл. Готовая модель выглядит примерно так.
Далее прототип помещают в металлическую форму, и заливают гипсом. Но не обычным, а формомассой. Ее отличие в том, что она выдерживает высокие температуры. Далее форму запекают, в процессе воск испаряется и оставляет внутри полость, повторяющую форму изделия. На последнем этапе внутрь заливают металл.
Смешиваем гипс правильно
Для изготовления формы гипс и воду смешивают в пропорции 1:1, но прочитать инструкцию на упаковке будет полезно. Сначала в емкость наливается вода. Гипс отмеряется в отдельной таре и потихоньку насыпается на поверхность воды тонкой пленкой. Перемешивается. Этот алгоритм повторяется до использования всего объема гипса.
Перемешивать смесь нужно интенсивно и тщательно. Это делается для того, чтобы в готовом растворе не было комочков и пузырьков воздуха. На весь процесс есть максимум две-три минуты. После этого гипс начнет схватываться. Помните, что чем более холодной будет вода – тем медленнее смесь будет застывать.
Для того чтобы раствор после высыхания был более прочным, можно добавить в него пару ложек ПВА.
Форма для гипса на примере копилки
 Перед начинающим мастером с самого начала возникает вопрос: как создать форму для отливки из гипса копилки в виде поросенка или других изделий? Есть разные варианты изготовления форм для отливки. Одна из наиболее удобных – использование силикона.
Перед начинающим мастером с самого начала возникает вопрос: как создать форму для отливки из гипса копилки в виде поросенка или других изделий? Есть разные варианты изготовления форм для отливки. Одна из наиболее удобных – использование силикона.
Шаги создания поделки из гипса
В представленном ниже видео показан процесс изготовления полой фигурки из гипса. Для изготовления фигурки потребуется опалубка. Можно использовать для нее ДСП и мебельные конфирматы. Внутренние размеры опалубки несколько больше мастер-модели. Этим зазором мы определяем толщину стенок создаваемой формы. В выбранной нами мастер-модели имеются отверстия, которые необходимо закрыть. Это можно сделать с помощью бумаги и клея. Отверстие для монет также нужно запечатать. Потом установим запечатанный пятачок на свое место. На следующем этапе вырезаем из картриджа термоклея четыре сантиметровых цилиндра. Приклеиваем цилиндры на копыта хрюши и ко дну опалубки. Высота шпилек определит толщину стенок формы со стороны ног примерно 1 см. Подготовленная опалубка имеет отверстия по центру боковых панелей. В отверстиях закрепим болты. Их назначение будет понятно позже. Для изготовления верхней половины формы нужно закрыть нижнюю часть модели. Используем простой свечной парафин, которым заполняем половину опалубки. После застывания парафин не даст попасть силикону в нижнюю часть формы. Готовим к заливке силикон для изготовления форм Эластолюкс. К 100 массовым частям силикона добавим 2,5 части катализатора. Перемешаем так, чтобы мешалка полностью была погружена в силикон. Это позволит массе силикона для формы не набрать в себя воздушные пузырьки. Для того, чтобы весь воздух вышел из полостей модели, медленно залейте силикон в форму. Через 8 часов Эластолюкс застынет. Приступаем к изготовлению второй половины формы. Открываем опалубку для извлечения парафина. Эластолюкс не пристает к панелям ДСП так же, как и парафин. Опалубка разбирается без усилий. Для облегчения последующего разделения половин формы обрабатываем силикон силикон для создания форм разделительным составом. В точности повторяем описанную ранее процедуру. Разборная форма для отливки готова.




Приступаем к изготовлению гипсовой свиньи-копилки.
Собираем опалубку и вкладываем в нее половину формы. В том месте, где есть риск поломки фигурки при вытягивании изделия, делаем разрез. В нашем случае это область хвостика. Разводим в воде гипс. Поскольку в цельногипсовую копилку не вставить монеты, мы изготовим полую фигурку. Поэтому объем вливаемого гипса рассчитаем в размере четверти общего объема свинки. Ставим вторую часть формы и закрываем все это верхом. Добавляем к нашей конструкции нехитрый штатив и приводим во вращение форму. Время вращения опалубки зависит от быстроты схватывания гипса. В нашем случае 4 минуты. Через 4 часы мы извлекли модель из формы. Сделанный заранее надрез формы дает возможность извлечь поросячий хвост без поломки. В месте соединения половин формы имеются наплывы гипса, которые легко отделяются от модели ножом. Последний штрих – продавить тонкий слой гипса, закрывающий отверстие для монет. Остается только покрыть золотой или другой краской ваше изделие!
https://youtube.com/watch?v=rQI3Bk9Wzxg
Почитайте здесь про работу с алюминием для отливки разных поделок. Еще метод по теме статьи.
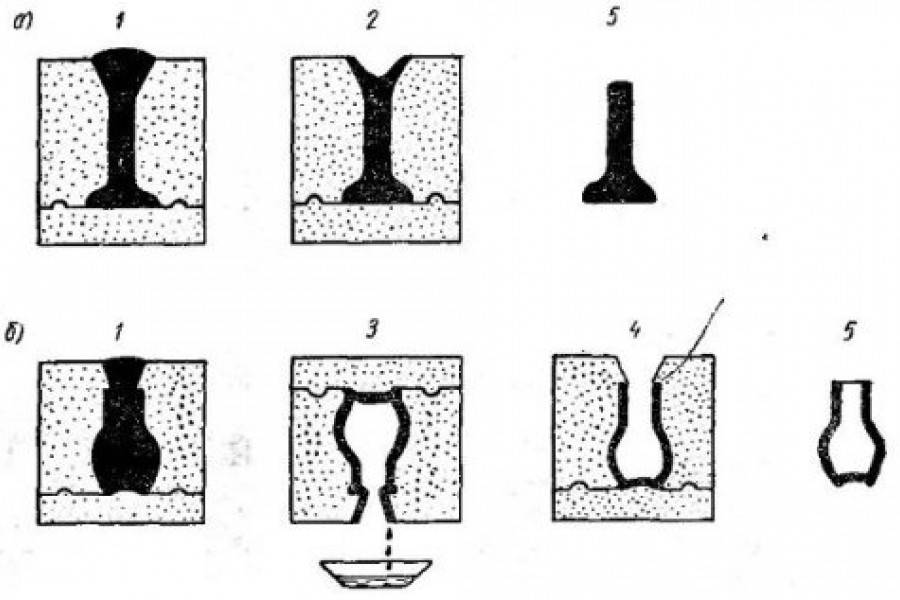
Глиняное литье – процесс
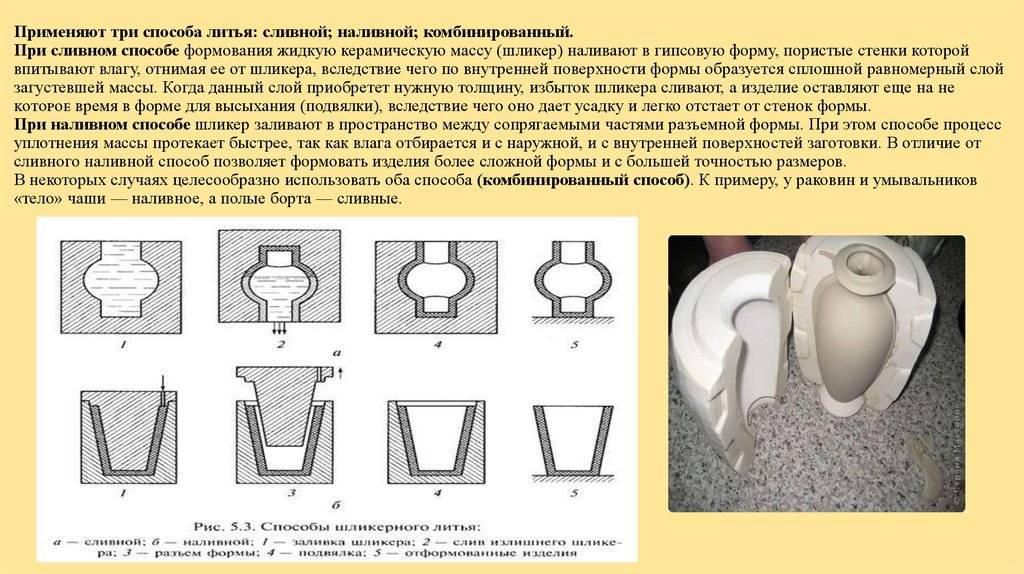
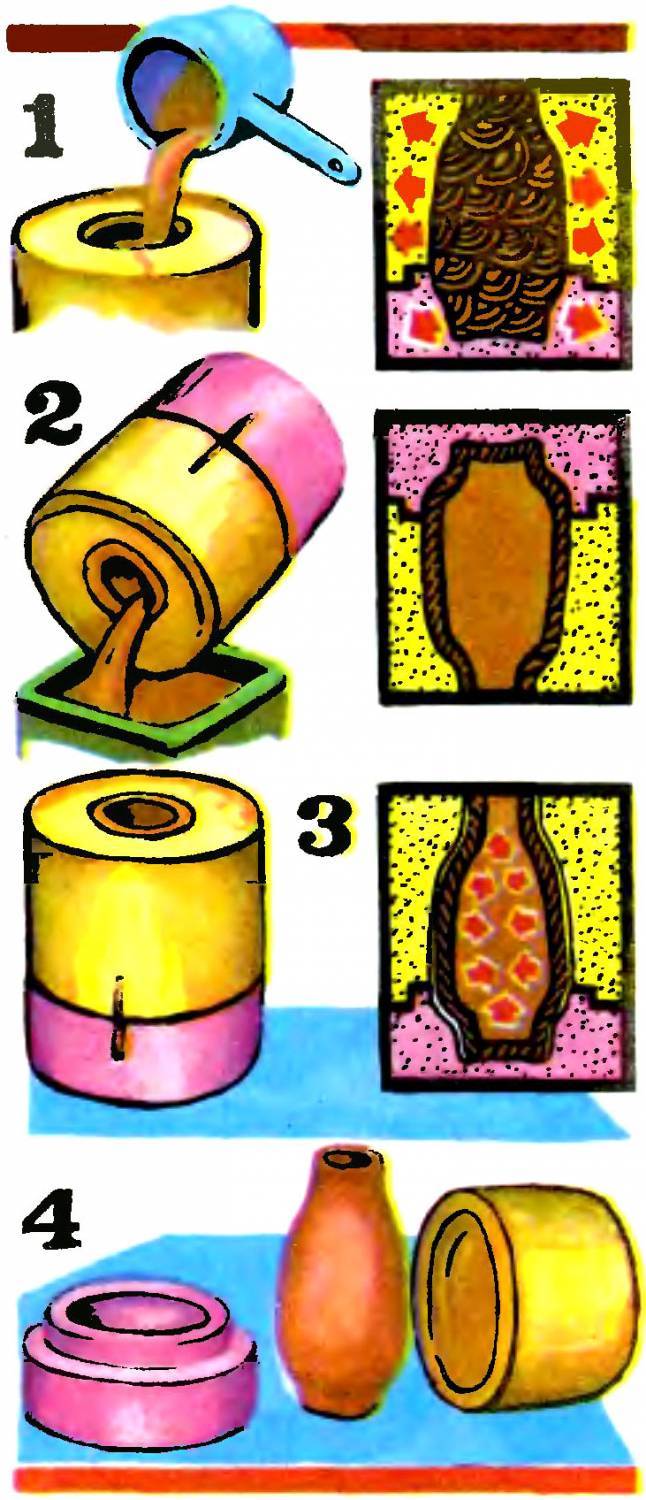
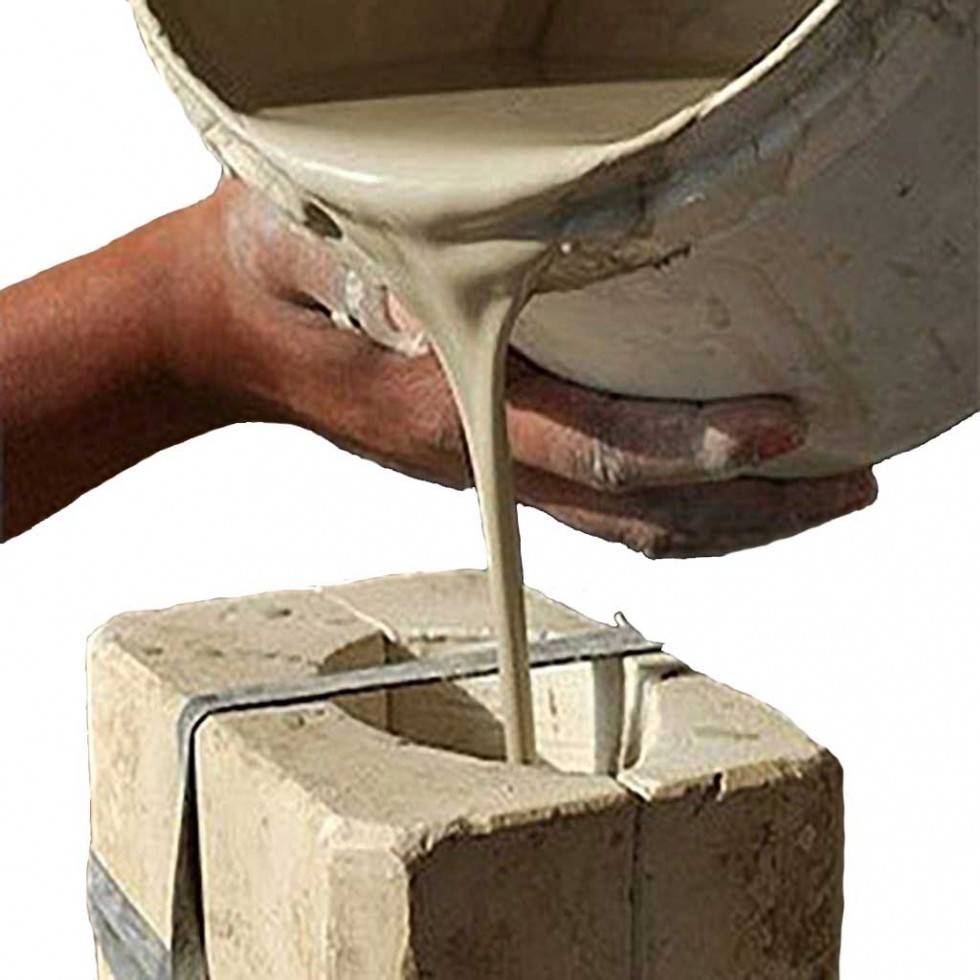
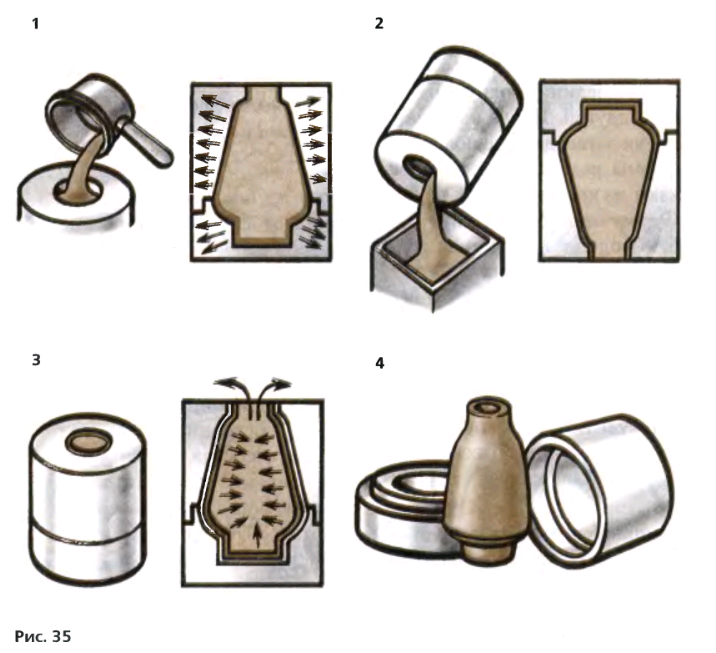
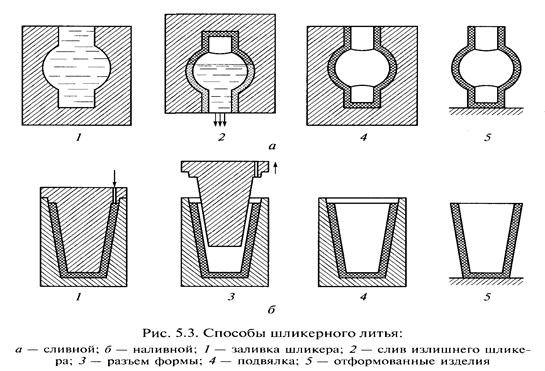
Залейте шликер в хорошо просушенную гипсовую форму доверху (рис. 35.1). Пористый гипс сразу же начнет всасывать из него влагу. Об этом легко догадаться по тому, как будет быстро падать в форме уровень шликера. Всасывая влагу, гипс притягивает к поверхности формы мельчайшие частицы глины, находящиеся в шликере во взвешенном состоянии. Постепенно на стенках формы образуется достаточно плотный слой глиняной массы.

Процесс всасывания влаги с одновременным нарастанием глиняного слоя на стенках формы называется у керамистов «насасыванием черепка».
Сразу же после заливки шликера этот процесс идет очень быстро, затем замедляется и прекращается совсем. Именно в этот момент шликер нужно слить (35.2). На стенках внутренних поверхностей гипсовой формы остается слой глины, находящийся в тестообразном состоянии, — стенки будущего сосуда. Через некоторое время слой глины на стенках формы начинает подсыхать (35.3). Одновременно происходит его усадка. При этом отливка уменьшается в размерах, и ее стенки (черепок) постепенно отделяются от гипсовой формы. В этот момент стенки затвердевают и становятся тоньше
Убедившись, что отливка достаточно хорошо подсохла, а ее стенки отделились от формы, осторожно снимите верхнюю половину и так же не спеша извлеките отливку из нижней половины формы (35.4)
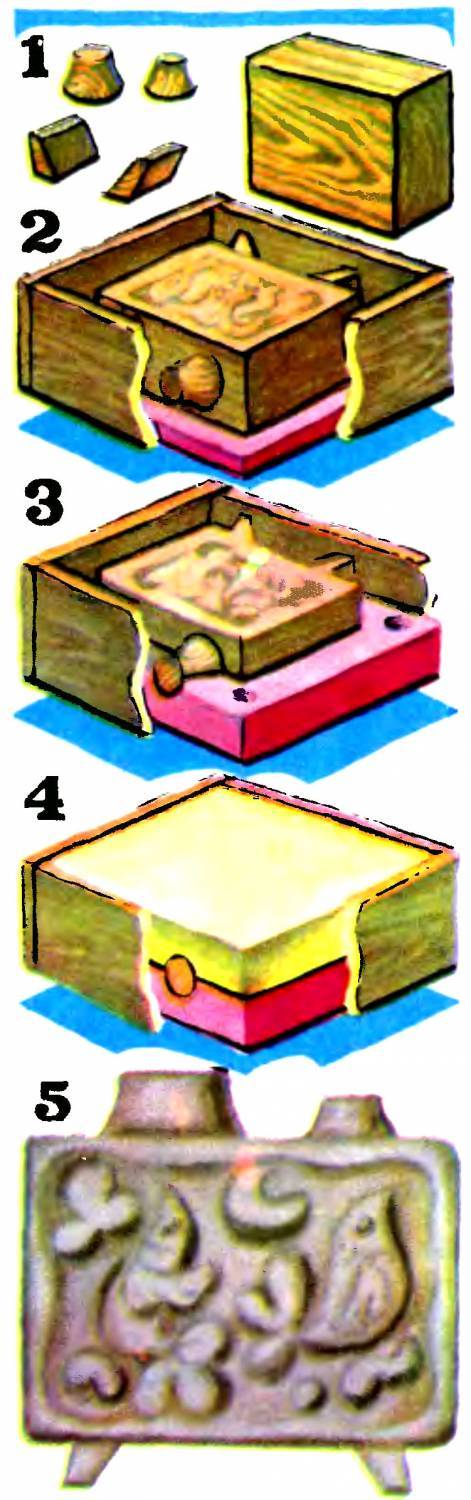
Пока изделие еще не совсем высохло, производят его оправку: срезают ножом рельефно выступающие швы, образовавшиеся кое-где на стыках гипсовой формы; заделывают мягкой глиной всевозможные вмятины, углубления и царапины; после этого поверхность заглаживается увлажненной губкой. Если изделие пересохло, то неровности можно устранить с помощью наждачной бумаги. После оправки изделие ставят на полку и сушат при комнатной температуре в течение пяти-шести дней. После просушки гигроскопичность (влагопоглощаемость) гипсовой формы полностьювосстанавливается и в ней можно отливать следующее керамическое изделие, которое будет точной копией первого. В одной форме можно выполнить около двухсот отливок. Конечно, сосуд, в основе которого лежит тело вращения, можно изготовить и другим способом, например на гончарном круге. Но есть сосуды, для которых литье чуть ли не единственный способ формовки. К ним относится прямоугольная декоративная ваза, изображенная на рисунке (рис. 36).

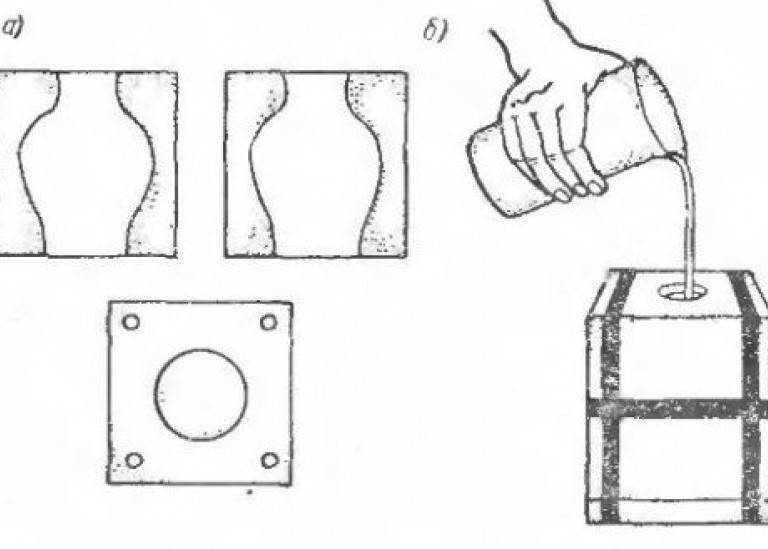
Модель вазы изготовляют из прямоугольного деревянного бруска, к которому приклеивают ножки и горлышки, выточенные на токарном станке (36.1). На одной или двух стенках модели вырезают рельеф. Готовую модель зачищают наждачной бумагой и пропитывают горячей олифой два-три раза. Форма по этой модели отливается в той же последовательности, что и круглая ваза, только вместо цилиндрической опалубки применяется прямоугольная, собранная из четырех дощечек (36.2). Опалубку и поддон смазывают разъединительной мастикой и наливают в нее жидкий гипс так, чтобы в нем оказалась ровно половина модели. Замковое соединение получают вырезанием в нижней половине формы по углам конических углублений (36.3а), которые смазывают мастикой. После заливки второй половины формы (36.4) гипс заполняет эти углубления, образуя шипы. При сборке формы шипы точно войдут в соответствующие углубления и обеспечат точность соединения обеих половин.
Готовую форму освобождают от модели, сушат, а затем выполняют отливку уже известным способом (36.5).
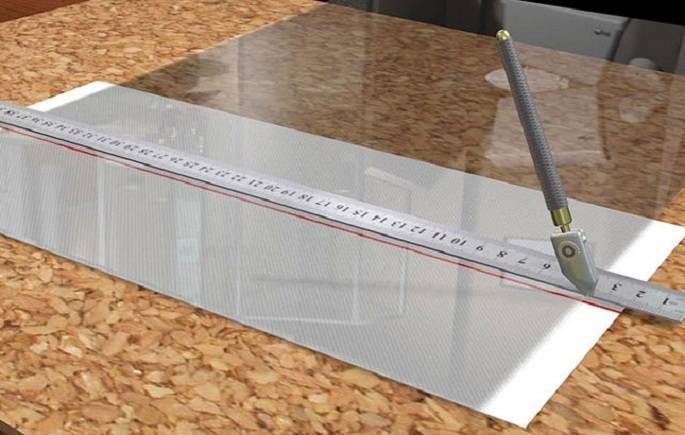
Особенности тонкостенного литья из шликера
Если необходимо получить тонкостенное изделие, важно помнить, что после заливки гипс сразу же начнет высасывать воду из шликера. В зависимости от времени нахождения раствора в форме меняется толщина стенок сосуда или фигурки. Глина осаждается на стенках формы с определенной для каждой конкретной конфигурации и конкретного состава раствора скоростью
Соответственно нарастает и толщина черепка
Глина осаждается на стенках формы с определенной для каждой конкретной конфигурации и конкретного состава раствора скоростью. Соответственно нарастает и толщина черепка.

Тонкостенное шликерное литье
В ходе пробной заливки шликер наливают в оправку до верха. Каждые 5 минут штангенциркулем измеряют толщину осажденного слоя. По результатам измерений мастер может рассчитать время, необходимое для получения заданной толщины стенки. Полностью напитанный влагой гипс перестает впитывать воду, но в случае тонкостенных сосудов ввиду относительно малого объема черепка этого не стоит опасаться.
Использование шликерного литья
Шликерное литье из глины используется очень широко как в промышленности, так и в эстетических промыслах. Товарное производство охватывает санитарную керамику, производство фигурных компонентов облицовки помещений, плитки и печных изразцов.

Отдельно нужно отметить производство высоковольтных изоляторов. Фарфоровые изоляторы совмещают недорогую стоимость с прекрасными работающими от электричества свойствами, стойкостью к температурным перепадам и отменной долговечностью. Минусом же их считается большая хрупкость. В наши дни они стали уступать собственные позиции на рынке изделиям из сегодняшних пластиков.
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.