Приспособления для вальцовки
Чтобы правильно произвести развальцовку труб своими руками, понадобится специальный инструмент. Хотя простейшее приспособление для вальцовки можно легко соорудить из подручных материалов. Речь идет о шаблоне конической формы, который вставляется в трубку и проворачивается до достижения ожидаемого результата.
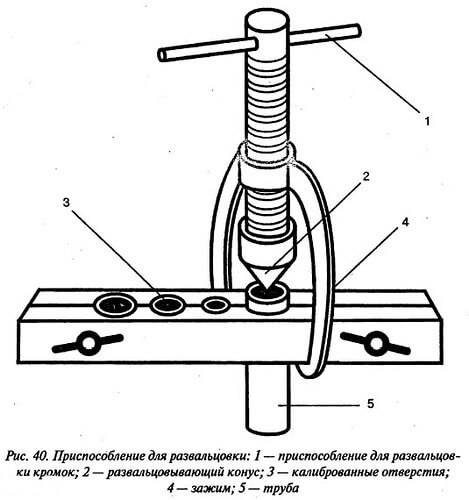
Приспособление для развальцовки
Однако такое приспособление не лишено недостатков:
- Нет возможности контролировать точность подгонки;
- Существует риск деформации стенок медных труб.
Изготовление вальцовки своими руками – не слишком надежный способ обработки трубок и может быть применен только в единичном случае, оставаясь непригодным для монтажа системы водоснабжения, кондиционирования или холодоснабжения.
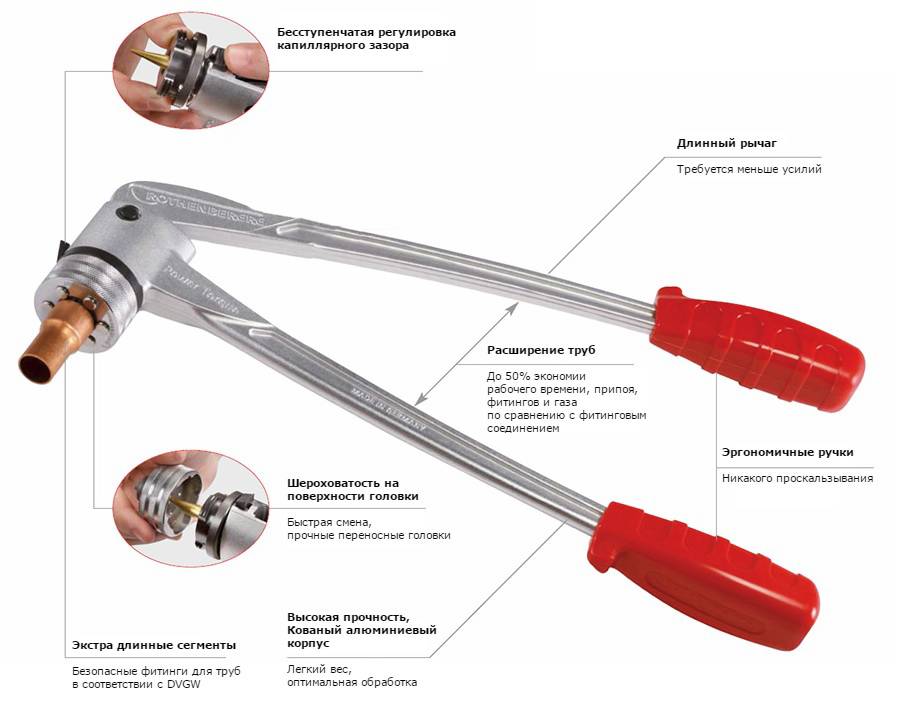
Для качественного монтажа потребуется более надежный инструмент. В условиях домашнего пользования вполне сгодится конусообразная вальцовка, оборудованная струбцинами для надевания медных трубок различного диаметра. Однако результат, который она обеспечивает, далек от идеала.
Профессиональный набор оборудования для развальцовки содержит инструмент с предохранительной трещоткой. Основной инструмент, входящий в набор для монтажа медных трубок носит название развальцовщик.

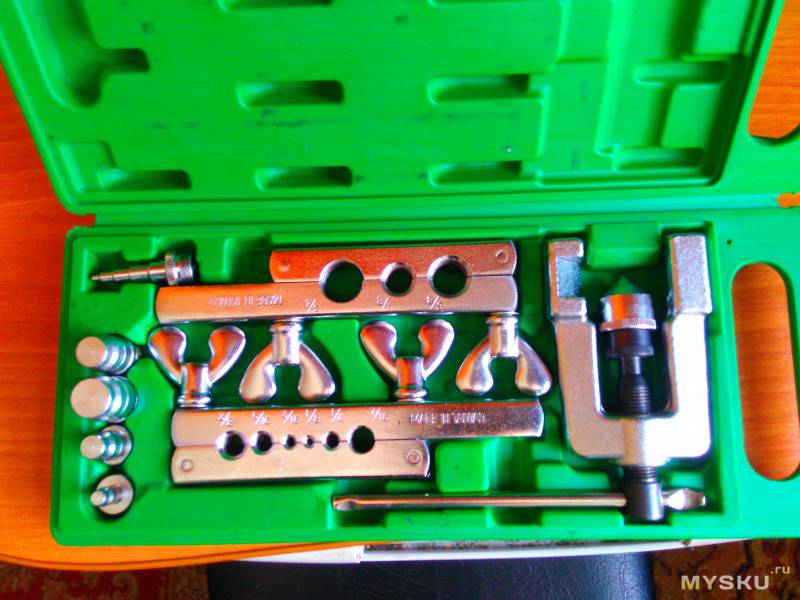
Набор для развальцовки труб
Ассортимент инструмента для расширения медных изделий чрезвычайно большой и включает следующие конфигурации:
- Механический развальцовщик;
- Электрический развальцовщик;
- Набор, включающий помимо развальцовщика труборасширители, труборез и ключи.
Специальный набор инструментов стоит приобретать при необходимости применять его для регулярных монтажных работ и заработка. Единичное расширение изделия из меди вполне способен осилить самый простой универсальный набор со стандартным развальцовщиком.
Самостоятельное выполнение развальцовки – рекомендации
В любом случае, какой бы ни был избран способ и метод развальцовки, главной задачей станет получение гладкой поверхности (почти зеркальной) раструба, при чем он должен быть лишен перекосов и разрывов, бороздок и вмятин, а стенки должны быть везде одинаковой толщины. От всех этих моментов в дальнейшем будет зависеть герметичность соединения. Сам процесс лучше осуществлять не подручными средствами, а с помощью специального инструмента – в этом случае вероятность получения качественного результата значительно возрастет. Кроме того, следует заранее определиться с пределом толщины будущих стенок и не пытаться перешагнуть установленный предел. В то же время, слишком уже тонкие стенки (особенно на мягких металлах) могут впоследствии привести к самостоятельному образованию трещин, что приведет к разгерметизации системы в целом.
Существующие виды вальцевания
В современном мире существует ряд особых операций, которые объединены под общим неспециализированным наименованием — вальцевание. Входящие в этот ряд процессы могут значительно отличаться друг от друга как способом выполнения, так и особенностями применяемого оборудования. Ниже будут рассмотрены самые часто используемые, а именно – радиальная деформация и трубный изгиб.
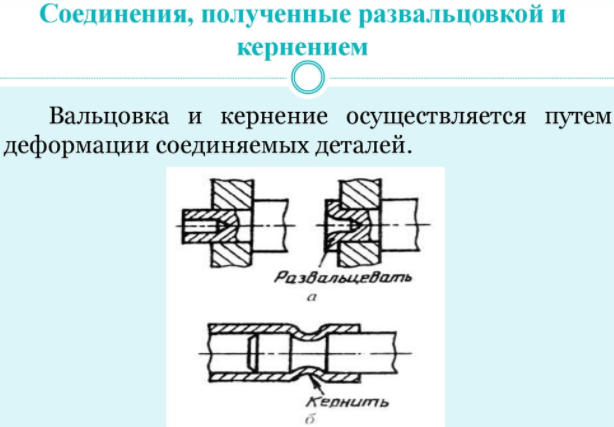
Деформация радиальная
Она осуществляется посредством увеличения или уменьшения сечения в поперечнике. Увеличение диаметра именуется развальцовкой, обратный процесс (уменьшение) – завальцовкой.
Данные процессы осуществляются следующим образом:
- Развальцовка — сечение в поперечнике расширяется посредством увеличения диаметра, благодаря чему, на окончании трубы образуется небольшой раструб. Данный раструб будет является залогом для выполнения бесфитингового соединения различных элементов трубопровода. После того, когда будет создано необходимое расширение, в образовавшийся раструб возможно вставить трубу меньшего диаметра. А потом соединение надежно зафиксировать.
- Завальцовка – в данном процессе диаметр трубы подлежит уменьшению (в противоположность описанному выше процессу), при нем поперечное сечение с помощью прилагаемых усилий плавно сужается. Это делается для того, чтобы окончание завальцованной трубы надлежащим образом входило в раструб более широкой и надежно фиксировалось.
Трубный изгиб
Данный тип вальцовки используется при изготовлении различных трубных соединений и заключается в банальном перегибе трубы в определенном месте. Для производства этой операции потребуется следующий инструментарий:
- Наружная и внутренние пружины – они применяются для изменения формы труб из металлопластика. Суть процесса заключается в разжиме одной пружины и давлении на другую, путем чего и образуется изгиб. Подобный метод хорош только для мягких металлов (например, медь, алюминий) и не подходит для работы с твердыми.
- Непосредственно трубогиб – оптимальное решение для загиба труб под необходимый угол. С его помощью, помимо изгиба, возможно выдержать нужный радиус трубного поворота. Принцип действия заключается в приложении мускульной силы к рычагу поворота.
- Вальцы гибочные – специальные приспособления, позволяющие работать с изделиями из твердых материалов. Вальцы устанавливаются на особую платформу, которая оснащена специальными роликами, расположенными на определенном расстоянии друг от друга. Через эти-то ролики и прокатывается трубное изделие. А благодаря регулировке ролика-прижима можно будет устанавливать и радиус и угол загиба.
Особенности выполнения развальцовки труб
Развальцовка трубок из меди может потребоваться в таких ситуациях:
- Концы трубок, которые изготовлены из меди, нужно подготовить для их соединения с помощью пайки.
- Конец трубки необходимо подготовить для соединения его с прочими материалами при помощи муфты. В таких ситуациях при развальцовке подгоняют следующие геометрические параметры трубки: угол изгиба, внутренний и внешний диаметр и прочие.
- Тому концу трубки, который обрезали, необходимо придать нужную конфигурацию.
Для качественной развальцовки применяют специально изготовленные приспособления и инструменты, а также производят такие действия:
- Хорошо зачищается конец изделия, соединение которого нужно выполнить.
- Надевается специальная муфта на зачищенный конец.
- При помощи специального приспособления или инструмента развальцовывается конец изделия до тех пор, пока угол расширения не составит 45 градусов.
- После того как процедура завершится, из приспособления извлекается конец изделия. После этого разрешено сразу же начинать соединение.
 Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если вы никогда раньше не выполняли подобную технологическую операцию, и первый раз собираетесь произвести развальцовку изделия, то необходимо отрезать трубку с запасом в 2,5 сантиметра. Так при неудаче вы сможете отрезать бракованный конец и произвести развальцовку ещё раз.
Если трубку из меди нужно развальцевать для того, чтобы с помощью пайки осуществить её соединение, то последовательность ваших действий должна быть следующей:
- Тщательно зачистите конец изделия, которое следует развальцевать (лучше всего для этих целей применять специально предназначенные щёточки).
- С помощью специально предназначенного устройства конец трубки, изготовленной из меди, расширяют до таких размеров, чтобы можно было вставить в него конец второй трубки. Но между соединительными элементами при этом должен выдерживаться зазор в 0,124 миллиметра. Для этих целей применяется измерительный прибор.
- На внутреннюю часть развальцованного участка трубы наносится флюс равномерным слоем. Он необходим для обеспечения герметичного и надёжного соединения.
- В развальцованное изделие вставляется второй элемент соединения на глубину, равную диаметру трубки.
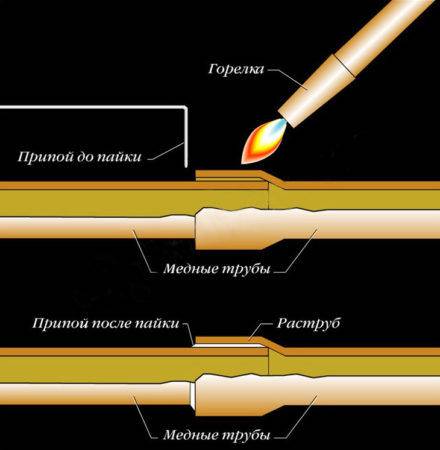
- С помощью паяльной лампы, электрического паяльника или газовой горелки нужно прогреть место будущего соединения до тех пор, пока припой начнёт плавиться.
- Все зазоры между краями соединительных труб из меди заполняются расплавленным припоем. Вследствие этого формируется герметичное и надёжное соединение.
После того момента, когда будет сформировано соединение двух медных трубок необходимо положить их на горизонтально расположенную поверхность и подождать полного остывания.
Развальцовка труб
Развальцовка труб – формообразующая процедура контролируемой радиальной деформации кромки изделия с целью устройства соединений трубопровода. Выполняется в компании «ГидроПАРТ» на современном оборудовании. Мы работаем с высокоточной техникой и в строгом соответствии стандартам развальцовки JIC-37°.
Обеспечиваем исключительное качество соединений труб с:
- трубными решетками;
- подключаемыми приборами;
- смежными секциями магистралей.
Наши специалисты подберут необходимый зазор и проведут грамотную развальцовку трубной кромки любого типа трубопровода. Мы работаем с системами теплоснабжения, водообеспечения и водоподготовки, газоснабжения, с пожарными магистралями и сетями кондиционирования. Цены на развальцовку труб приемлемы и определяются параметрами процесса.

Инструмент для развальцовки медных труб
Развальцовка любой трубы (стальной, медной, алюминиевой, латунной) требует специального инструмента. Медь, конечно, очень пластичный материал, поэтому при помощи физического усилия вполне возможно трубу из нее просто натянуть на болванку (шаблон). Иногда так и поступают. Но результат не всегда удовлетворительный: тонкая стенка мнется или даже рвется.
Еще один вариант – использование эспандера. Эспандер – инструмент со сменными насадками, позволяющий растянуть трубку в одно действие. Это устройство позволяет все сделать очень быстро, но результат тоже неудовлетворительный – если толщина исходного материала не во всех местах одинаковая, то тонкие места станут еще тоньше, и более толстые не развальцуются.
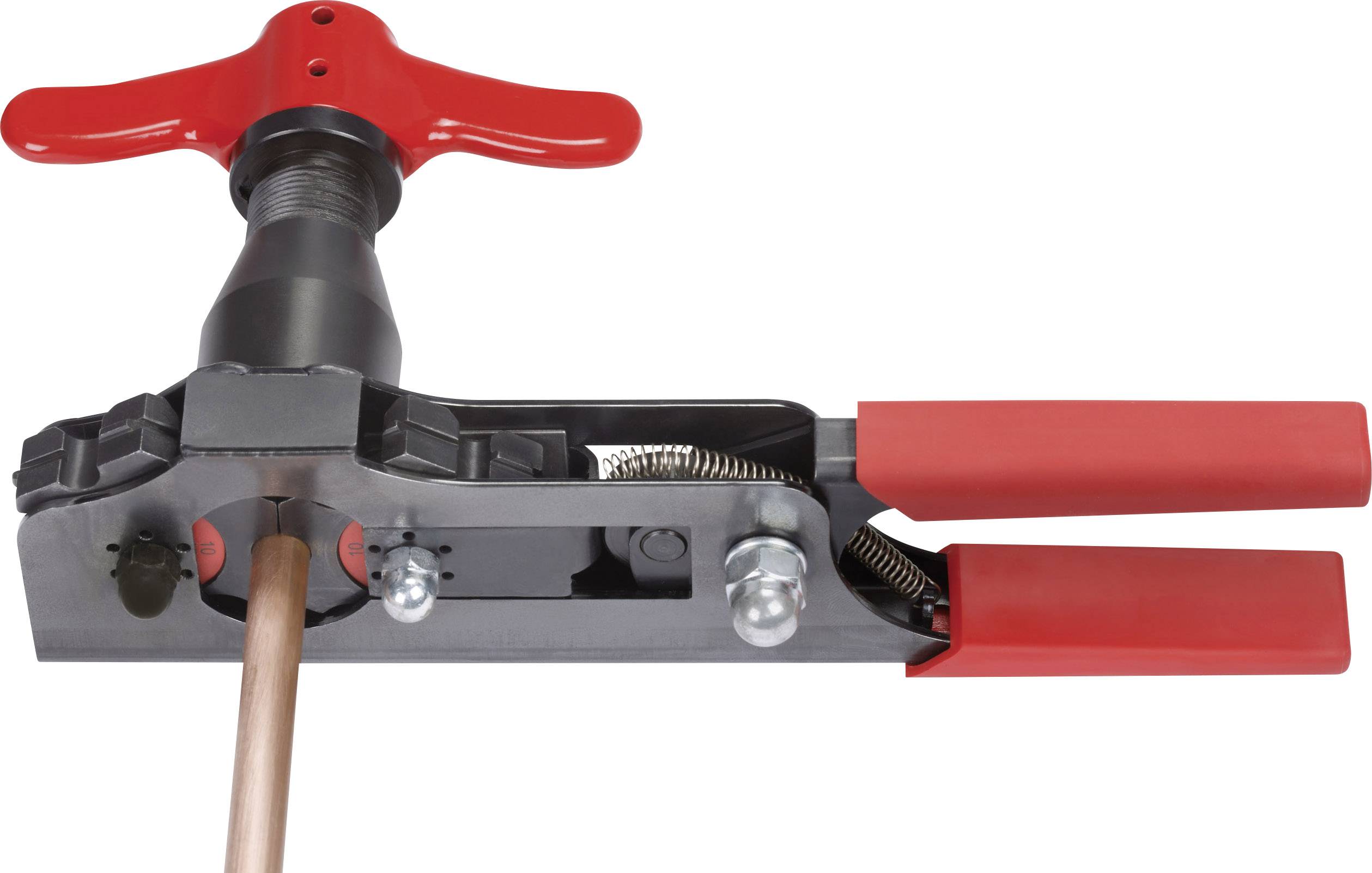
Труборазширитель ручной
Самый правильный вариант – развальцовка для медных труб. Этот инструмент состоит из валика, который прокатывается по внутренней поверхности многократно, и предохранительной муфты, отвечающей за своевременную остановку процесса. Работа всегда заканчивается при достижении определенных параметров. При каждом обороте трубка деформируется незначительно, что:
- исключает разрывы, так как постепенная деформация переносится материалом легко;
- позволяет получить стенки одинаковой толщины, то есть, и тонкие, и толстые участки раскатываются одинаково;
- делает внутреннюю поверхность почти идеально гладкой;
- позволяет повторно использовать трубы после демонтажа трубопровода.
Все вышесказанное справедливо, если применяется качественный инструмент. Хотя и дешевая вальцовка для медных труб позволяет получить приемлемый (но не хороший) результат.
К процессу развальцовки следует относиться со всей серьезностью, так как допущенные при этом ошибки могут привести к разгерметизации трубопровода.
Применение развальцовщика


Развальцовщик применяется при соединении с помощью муфты или пайки.
При пайке конец одной трубы расширяется, вставляется другая, получается небольшой зазор, который заполняется припоем. Это самое надежное соединение, особенно для сплит – систем и холодильных установок с применением фреона.
Соединение медных труб с развальцовкой применяется при использовании муфты. Подобное соединение удобно (например, при ремонте) тем, что его легко демонтировать и соединить снова.








Последовательность действий при применении развальцовщика:
- конец трубы зачищается;
- на нее надевается муфта;
- труба вставляется в развальцовку, винт вращается, пока не образуется кромка 45 градусов;
- вынимается из вальцовки, к кромке подводится муфта – можно закрутить гайку.
При монтаже трубопровода иногда материал нарезают с запасом примерно в 2-2,5 см, чтобы при неудачной развальцовке отрезать конец и повторить процедуру.
Такое соединение очень удобно при ремонте – конец трубы с развальцовкой при помощи трубореза отрезается, зачищается, развальцовывается и присоединяется к системе при помощи новой муфты.
При соединении с помощью пайки тоже необходим развальцовщик для медных труб – для расширения конца одной из них. Последовательность действий:
- поверхность очищается специальной щеточкой;
- труба вставляется в вальцовку и расширяется на столько, чтобы стало возможно вставить в нее другую с зазором 0,124 мм;
- на внутреннюю равномерно наносится флюс и она вставляется в развальцованную на глубину, равную диаметру;
- место соединения прогревается газовой горелкой (электрическим паяльником, паяльной лампой) до тех пор, пока начинает плавиться припой, поднесенный к поверхности;
- если поверхность нагрелась достаточно, припой равномерно плавится и заполняет зазор между трубами.
До остывания соединенные трубы должны лежать на ровной поверхности, не подвергаясь механическим нагрузкам.
Развальцовка и вальцовка для медных труб
Оба понятия представляют собой технологические операции, выполняемые с помощью разного оборудования. Хотя большинство обывателей под этими двумя процессами подразумевают проведение одних и тех же действий.
Вальцовка выполняется на специальном станке, в конструкции которого присутствуют рабочие валки. С их помощью осуществляется деформация листового или трубного проката. Поэтому вальцовка — это процесс, позволяющий изготовить из круглых труб продукцию с другим сечением.
При развальцовке медных труб используется инструмент без валков. Он позволяет выполнить деформацию только торцов трубопроката. Поэтому развальцовка — это операция по изменению внутреннего и наружного диаметра исключительно концов медной трубки под воздействием механической нагрузки.
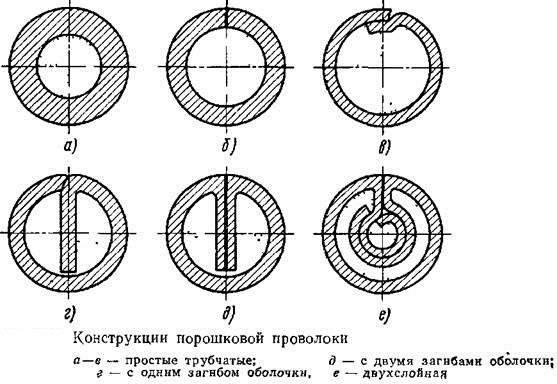
В результате процесса торцы трубопроката принимают форму конуса. Концы трубок также развальцовываются в виде грибка или двойной воронкой. Последняя операция проводится за 2 приема: сначала на торце создается так называемый грибок, а потом он заминается конусом.
Чаще всего развальцовка выполняется, когда нужно надежно соединить две детали небольшого диаметра. Расширение торца позволяет надеть трубу на такое же изделие, патрубок оборудования или фитинг.
Благодаря этому пайку не придется выполнять встык при использовании фасонных деталей, которые нужно вставлять в соединяемые элементы. Поэтому не произойдет уменьшение внутреннего размера узла. Это позволяет сохранить на прежнем уровне пропускную способность системы.
Механические разъёмные соединения медных труб
Сантехническая и другая практика отмечается использованием целого ряда способов создания разъёмных соединений, которые по надёжности и прочности не уступают паяным. При эксплуатации водопроводных и прочих систем, где используются медные трубы, встречаются монтажные фрагменты, где пайка меди невозможна в принципе. Для таких ситуаций как раз и применимы разъёмные механические соединения:
- Конической развальцовкой.
- Накатными канавками.
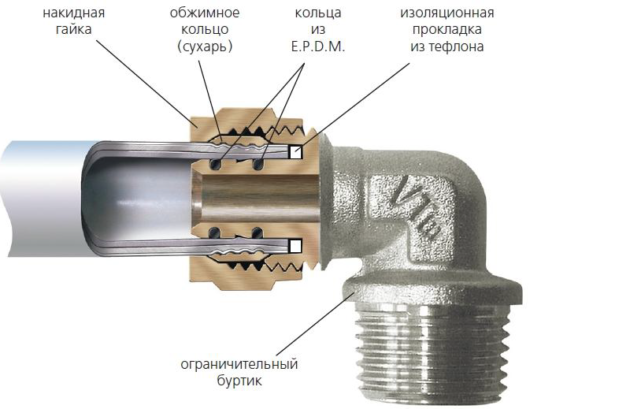
- Связывающим обжимом.
- Вставкой нажимом.
Рассмотрим технологические моменты каждого способа на случай применения для строительства систем медных трубопроводов.
Технология развальцовки трубок
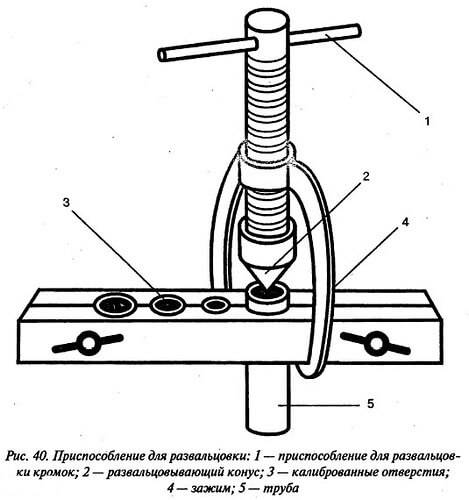
Технологию развальцовки трубок можно привести на примере работы ручного инструмента для развальцовки, состоящего из основания с раззенкованными отверстиями на основные типоразмеры труб и соответствующего им набора насадок.
Перед началом работ трубку необходимо ровно обрезать, так, чтобы срез был строго перпендикулярным центральной оси. Рекомендуется использовать специально приспособленные для этого труборезы. После этого отрезанный край трубы обрабатываем напильником или срезаем фаску с помощью риммера и тем самым удаляем все заусенцы с внутренней и внешней части торца.
Далее, в отверстие основания строго по диаметру вставляется трубка и зажимается прочной металлической рамкой так, чтобы край трубки немного выступал над плоскостью уровня основания.
Берем соответствующую отверстию насадку, представляющую с одной стороны стальной цилиндрический предмет с поверхностью конусообразной формы и приспособлением для прижимного винта на другой стороне. В зависимости от вида будущего соединения насадка для развальцовки может иметь различную форму, поэтому подбираем поверхность необходимой конфигурации.
Установив нужную нам насадку, начинаем постепенно закручивать винт центрирующего стержня, давя поверхностью насадки на трубку, постепенно прижимая ее к краям отверстия в основании. По завершении операции винт стержня раскручивается, основание разбираем и развальцованная трубка свободно достается из приспособления.
Самое главное, не забывать одевать гайку штуцера на трубку заранее, в противном случае вам придется повторить все операции в той же последовательности еще один раз.
Особенности технологии

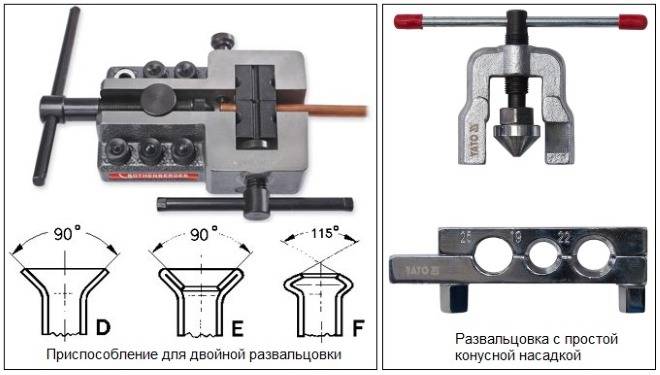
Но основные три типа развальцовки являются наиболее распространенными и применяются как в автомобилестроения, так и при монтаже различного энергетического оборудования. К ним относится:
- простая одинарная развальцовка под конус типа «D», делается под углом в 45 градусов в виде одинарной воронки, для ее изготовления подойдет большинство ручных приспособлений для развальцовки трубок;
- двойная развальцовка трубок под конус типа «E» также выполняется под углом в 45 градусов в виде одинарной воронки с двойным усиленным краем трубки, для ее выполнения подойдет уже более специализированный инструмент для развальцовки со специальными насадками;
- одноразовая развальцовка стальных труб под грибок типа «F», выполняется специальной эксцентриковой развальцовкой.
Развальцовка труб является достаточно непростой в технологическом плане операцией и требует тщательной подготовки. Поэтому для получения качественного соединения с помощью развальцовки необходимо выполнять и соблюдать следующие условия:
- срез трубы должен быть идеально ровным,
- стенки трубы, предназначенной под развальцовку, должны иметь одинаковую толщину по всему диаметру;
- место развальцовки должно быть идеально ровным и гладким, при этом не должно иметь следов остаточной деформации и трещин.
Способ #2: соединение накатными канавками (Roll Groove)
Трубопроводы, создаваемые соединением с торцевыми выточками (накатными канавками), длительное время практиковались на устройстве спринклерных (оросительных) пожарных систем. Начиная с 1925 года, этот вполне надёжный метод соединения труб используется на стальных и железных магистралях отопления, вентиляции, кондиционирования воздуха и других систем.
Между тем, аналогичный способ механического соединения накатной канавкой также доступен для медных труб диаметром от 50 до 200 мм. Комплект для создания механического соединения накатной канавкой содержит:
- муфты,
- прокладки,
- разнообразные фитинги.
Система механического соединения накатными канавками предлагает практическую альтернативу пайке медных труб большего диаметра. Соответственно, способ накатной канавки не требует дополнительного нагрева (применения открытого пламени), как в случае пайки твёрдыми или мягкими припоями.
Накатная канавка на концевой части медной трубы – один из главных элементов способа соединения «накатными канавками». Измерением после наката определяется подходящий фитинг
Соединение способом накатных канавок основано на свойствах пластичности меди и повышенной прочности этого металла при холодной обработке. Конструкция предполагает уплотнение зажимной системы, для чего используется прокладка синтетического эластометра (EPDM — Ethylene Propylene Diene Methylene) и специально разработанный зажим. Ряд производителей по всему миру предлагают инструменты под создание соединений накатными канавками — прокладки, зажимы, фитинги.
Разнообразные по размерам фитинги и рабочие зажимы с прокладками используются в конструкциях соединений, выполняемых методом «накатных канавок»
Подготовка и выполнение соединения накатной канавкой
Как и для других процессов соединения меди без пайки, правильная подготовка концевой части трубы имеет первичную значимость для создания прочного, герметичного шва. Правильный выбор инструмента соединения накатными канавками под каждый тип медной трубы также очевиден. Необходимо соблюдать рекомендации производителя для обеспечения безопасной, безаварийной подготовки таких видов соединений.
Таблица допустимых давлений и температур для этого типа соединений
| Тип соединения | Диапазон давлений, кПа | Диапазон температур, ºC |
| Накатная канавка, D = 50,8 – 203,2 мм, тип K, L | 0 — 2065 | минус 35 / плюс 120 для K минус 30 / плюс 80 для L |
| Накатная канавка, D = 50,8 – 101,2 мм, D = 50,8 – 203,2 мм тип M | 0 — 1725 | минус 35 / плюс 120 |
| 0 — 1375 | минус 30 / плюс 80 |
Пошаговый процесс сборки узла накатными канавками:
- Отрезать по размеру концевые части медных труб точно перпендикулярно оси.
- Удалить заусенцы после реза и снять фаску.
- Накатить канавки нужных размеров, как того требует производитель фитингов.
- Осмотреть фитинги, прокладки, зажимы, на отсутствие повреждений.
- Смазать прокладки в соответствии с рекомендациями производителя.
Перед окончательной сборкой осмотреть зажимные поверхности на чистоту, на отсутствие строительного мусора. Собрать соединение в соответствии с рекомендациями производителя.




Практически собранный фрагмент узла методом «накатной канавки». Эластичные прокладки зажимного кронштейна перед окончательной посадкой медных труб обрабатываются небольшим количеством смазки
Затягивать окончательно зажимные гайки следует, прилагая требуемый крутящий момент в соответствии с рекомендациями производителя. После затяжки винтов следует ещё раз осмотреть область зажима, чтобы убедиться в правильной сборке узла.
Тестирование законченной системы с накатными канавками
Испытание законченной системы трубопроводов допускается выполнять методом подачи в систему давления воздуха или воды. Также не исключается гидропневматический метод, когда применяется относительно высокое испытательное давление.
Однако следует учитывать – величина испытательного давления не должна превышать максимально допустимого рабочего давления, указанного производителем системы накатных канавок.
Инструменты и приспособления
Для развальцовки трубок в зависимости от материала их изготовления могут быть использованы различные приспособления. Если необходим развальцовщик для обработки трубок из меди, то для этого вполне подойдет и самодельное устройство для развальцовки трубок.
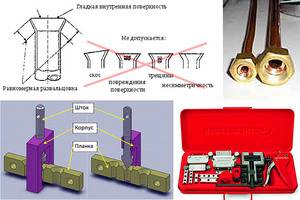
В случае развальцовки медных трубок своими руками требуется не столько сила воздействия, сколько аккуратность. Формируемая при выполнении такой процедуры воронка на конце медной трубы должна быть без дефектов, перекосов и сколов.
Разновидности ручных приспособлений для развальцовки
Для выполнения развальцовки может использоваться и изготовленный своими руками инструмент. Перечислим приспособления, требующиеся в таких случаях чаще всего:
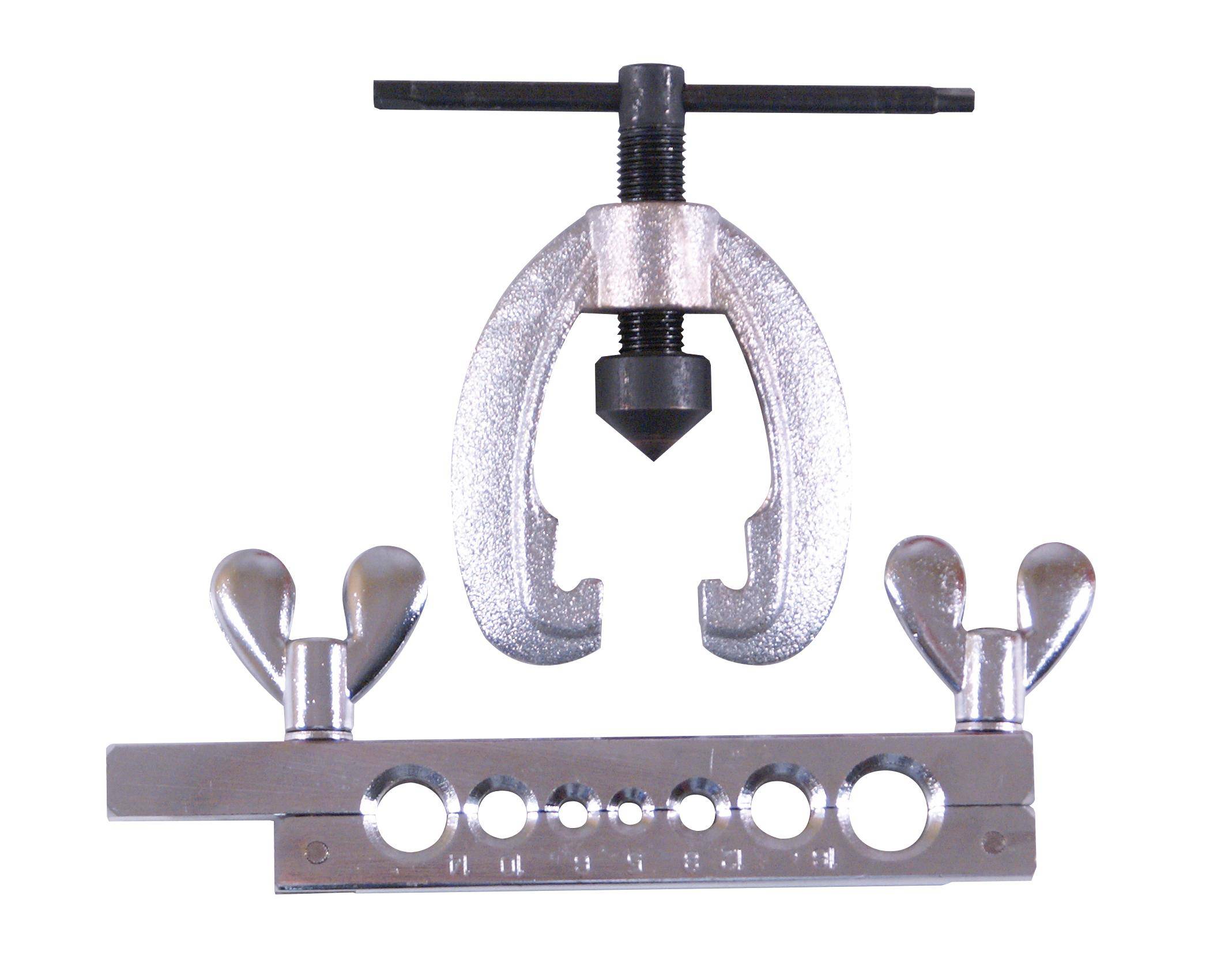
- устройство, конструкция которого состоит из двух частей – фиксатора, которым обеспечивается удерживание трубки определенного диаметра, а также конуса, соединенного с винтом (фиксатор представляет собой металлическую пластину, в которой выполнены отверстия различного диаметра);
- экстендер – это устройство рычажного типа, рабочим органом которого является регулируемая расширительная головка для обработки труб различного диаметра (разводные лапки такого устройства, которое фиксируется в определенном положении, воздействуют на внутренние стенки трубы, растягивая их).
Чертеж самодельного приспособления для развальцовки трубок (нажмите для увеличения)
Ручное приспособление для развальцовки следует использовать максимально аккуратно, в противном случае у обрабатываемой трубы могут сформироваться стенки различной толщины.
Профессиональное приспособление для развальцовки – это устройство, оснащенное электрическим приводом. Рабочая головка такого устройства, выполненная в форме конуса, прокатывается по внутренней поверхности трубы, пока изделие не приобретет требуемую форму и не достигнет заданных геометрических параметров.
В каких случаях применяют развальцовку
Есть несколько причин, по которым необходимо обращаться к этому методу.
Чтобы получить разъемный стык. В кондиционерах, холодильных установках, гидравлических и других системах, где положен контроль за рабочей жидкостью, применяют соединение труб при помощи муфт. Если нужно уйти от сварки цветных металлов или сварки в целом.
Применение пайки на медных трубках. Эффективно спаять две трубы можно только при условии достаточного соприкосновения их поверхностей. Это достигается либо вставкой одного диаметра в другой, либо (при одинаковых диаметрах) развальцовкой торцов и увеличением площади прилегания элементов. В противном случае соединение труб разорвется под действием вибрации или стороннего усилия.
Для упрощенной фиксации торца трубы. В декоративных и других целях, когда трубу следует зафиксировать, например, торцом к плоскости, применяют развальцовку и фиксацию шайбой.
В сложных конфигурациях. В тех случаях, если внутри трубы прокладывают электрические жгуты и необходимо прохождение через различные изгибы. Тогда всю трассу разбивают на отдельные элементы и стыкуют муфтами.
Подготовительные работы
Как правильно подготовить торец трубы
Прежде чем приступить непосредственно к развальцовке, необходимо подготовиться. Подготовку начинают на этапе порезки трубы, а именно следят за тем, чтобы после отреза торец трубы соответствовал следующим условиям:
- не имел скосов (должен быть выполнен строго под 90 градусов относительно оси трубы);
- был ровным;
- не имел завала краев.
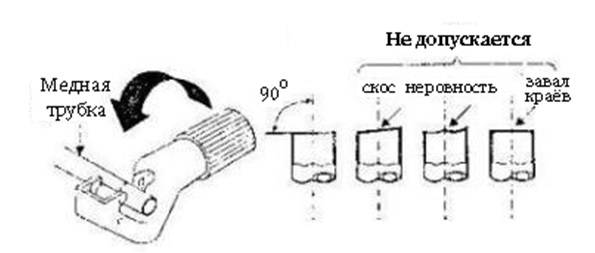
При резке медной трубы не допускаются представленные на картинке ошибки
Для этого резку осуществляют согласно представленной далее инструкции:
- Специальный труборез для медных труб надевают и закрепляют на участке трубы, где ранее была нанесена метка под рез.
- Против часовой стрелки вращательным движением неспешно прорезают трубу.
- Проверяют торец на отсутствие неровностей и скосов.
- С помощью напильника и/или наждачной бумаги удаляют с торца возможные неровности и заусенцы.
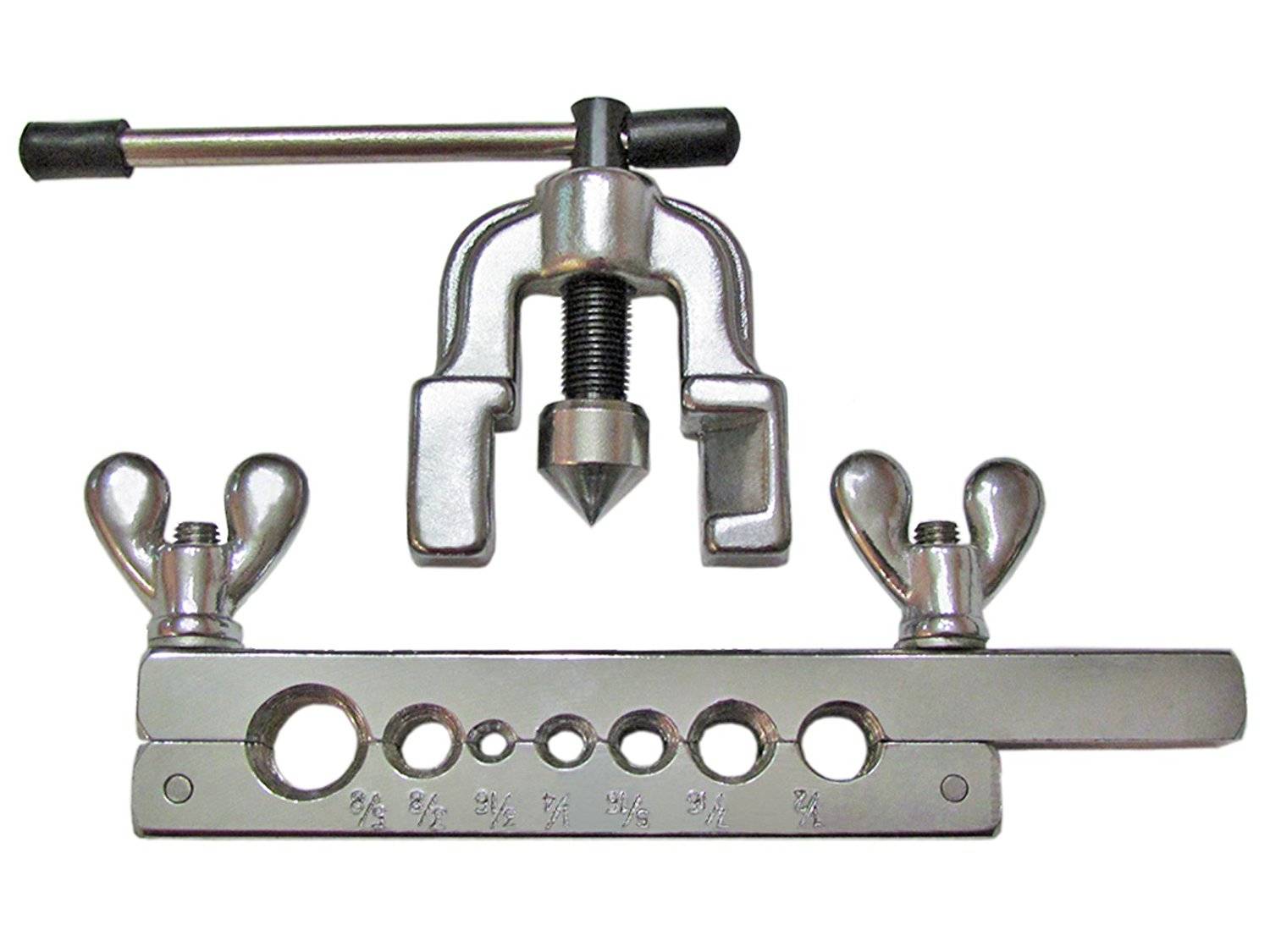
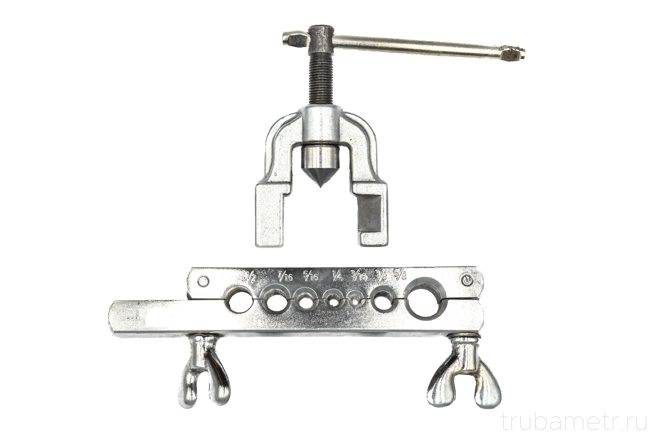
Инструмент для развальцовки
Для выполнения задачи также понадобится развальцовщик. Это специальная плашка с шаблонными отверстиями под разные диаметры труб, к которой крепится вальцовка с конусом. Данный инструмент можно приобрести в специализированном магазине. Как правило, он продается в комплекте с труборезом и приспособлениями для обработки торцов труб.

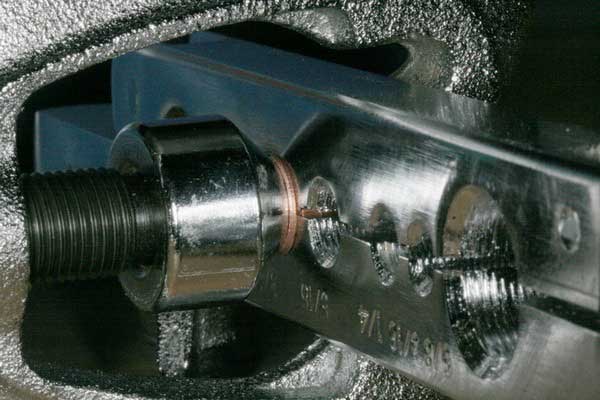
Так выглядит инструмент для развальцовки медных труб
Выбирая расширитель для медных труб, удостоверьтесь, что на плашке имеется отверстие под необходимый вам диаметр. Кроме того, в комплекте должен быть пример в виде отрезка трубы с развальцованным торцом, выполненным именно этим инструментом.
Что в результате?
Наши специалисты имеют опыт работы с профессиональным развальцовочным оборудованием. Мы действуем быстро, точно, без ошибок. Обращайтесь, компания «ГидроПАРТ» гарантирует качество будущих соединений и максимальный цикл жизни магистралей, изогнутых и развальцованных на нашем оборудовании.
- честную цену развальцовки труб;
- качественное соединение для быстрого монтажа трубопровода;
- исключительную надежность герметичного соединения.
Сотрудничество с профессионалами «ГидроПАРТ» – ваша гарантия качественного устройства магистралей широкого спектра назначений (от классических водопроводов до пневматических, пожарных, нефтепроводов и т. д.) под нашу ответственность.









Вальцовочный инструмент для медных труб
Трубопрокат из меди — это мягкая и эластичная продукция. Поэтому расширить трубку можно кустарным способом. Для этого прокат просто натягивается на болванку в виде конуса необходимого размера. Однако так очень трудно создать раструб, чтобы не нарушилась геометрия.
Часто стенки расширенного участка получаются с разной толщиной. У созданного раструба также нередко возникает перекос. Все такие дефекты появляются по причине неравномерного усилия, которое прилагает человек при развальцовке кустарным способом.
Экспандер
Инструмент представляет собой ручное устройство, работающее за счет физической силы. В конструкции экспандера присутствует два рычага и раздвижной расширитель в форме конуса. Вальцевание выполняется путем воздействия на ручки после того, как головка инструмента будет вставлена в трубу.
Экспандер позволяет быстро выполнить работу при минимальных трудозатратах. В комплект инструмента входит набор вальцовок, подбираемых под внутренний диаметр деталей. Однако они растягивают стенки проката неравномерно, что затрудняет получение качественного результата. Ведь более тонкие участки могут просто лопнуть.
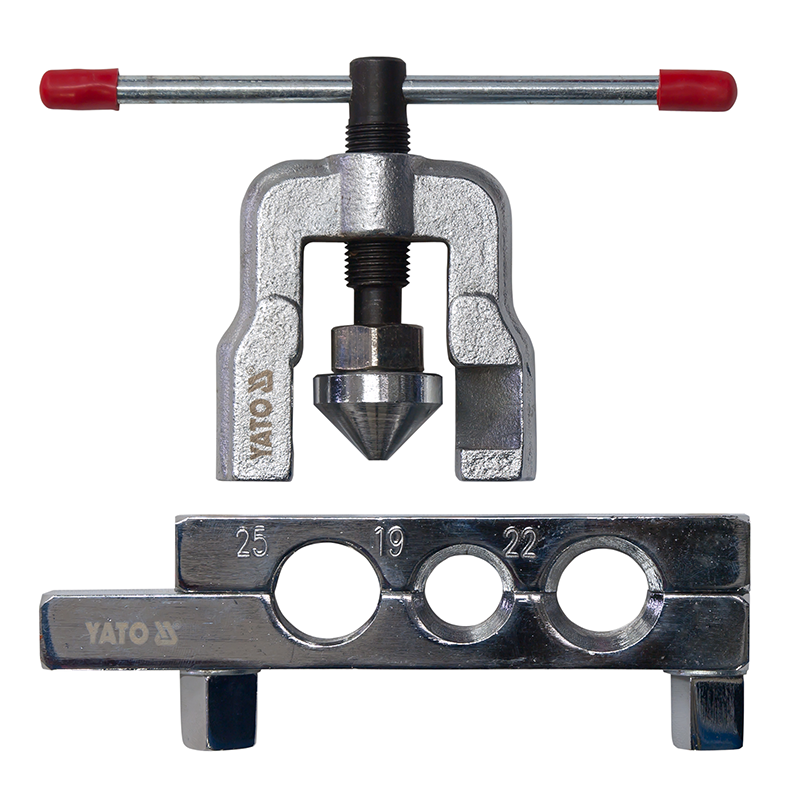
Конусный
Этот вид инструмента состоит из двух частей. Одна из них матрица. Она представляет собой устройство в виде тисков с цилиндрическими отверстиями, каждое из которых в верхней части расширено под углом 45°.
Вторым элементом устройства является развальцовщик, состоящий из следующих деталей:
- корпуса с направляющими;
- расширителя в виде конуса;
- механизма управления;
- силового винта.
При воздействии физической силы на управляющий механизм силовой винт начинает вращаться. Происходит ввинчивание расширителя в трубу. Это приводит к размягчению металла. В итоге кромка изделия принимает коническую форму в соответствии с расширением отверстия в матрице.
 Вальцовка для медных труб
Вальцовка для медных труб
Благодаря направляющим медная трубка и расширитель всегда находятся в одной оси. Их положение не меняется в течение процесса. Поэтому получается аккуратный раструб без перекосов и с ровными краями.
Механический
Это устройство имеет схожую конструкцию с конусным развальцовщиком. Отличие заключается в рабочем органе. В механическом развальцовщике вместо конусного расширителя используется набор вальцов.
 Набор вальцовок для медных труб.
Набор вальцовок для медных труб.
Они равномерно раскатывают кромку проката. Поэтому удается выполнить развальцовку с одинаковой толщиной по всей площади созданного раструба.
С электроприводом
Этот самый дорогой вид инструмента. Он отличается высокой производительностью. По этой причине аккумуляторное устройство применяется монтажными компаниями при выполнении большого объема работ.