Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.
Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.
—
| Видео (10,5 Mb) Примечание: Если скорость вашего Интернета не позволяет смотреть ролик в on-line режиме, нажмите на ссылке правую кнопку мыши и в появившимся меню выберите «Сохранить как».
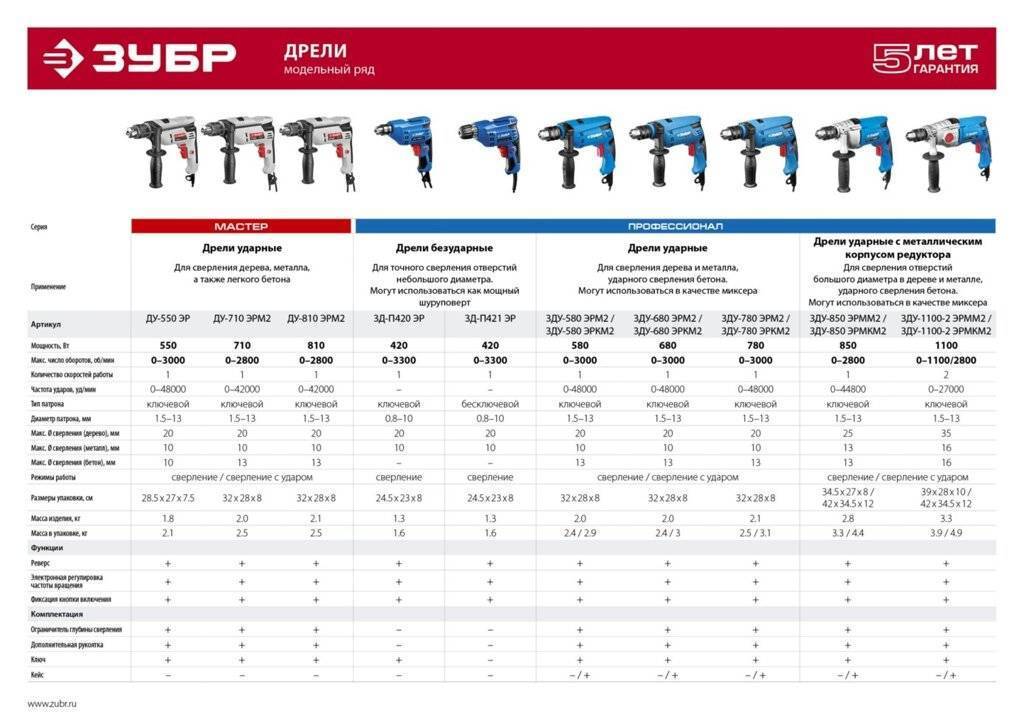
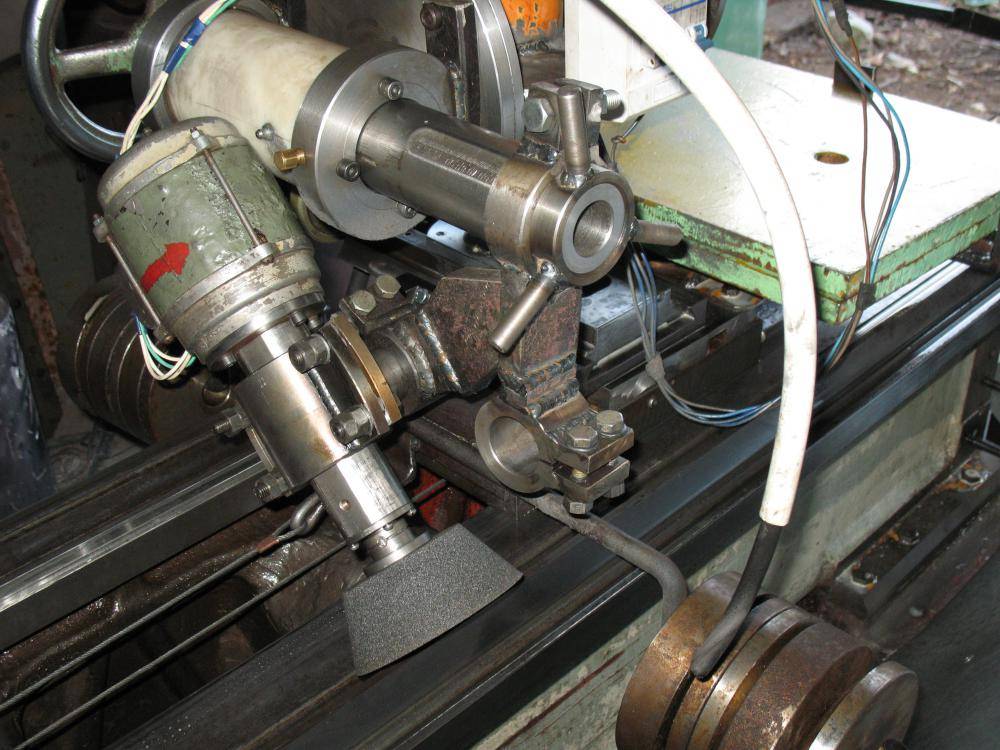
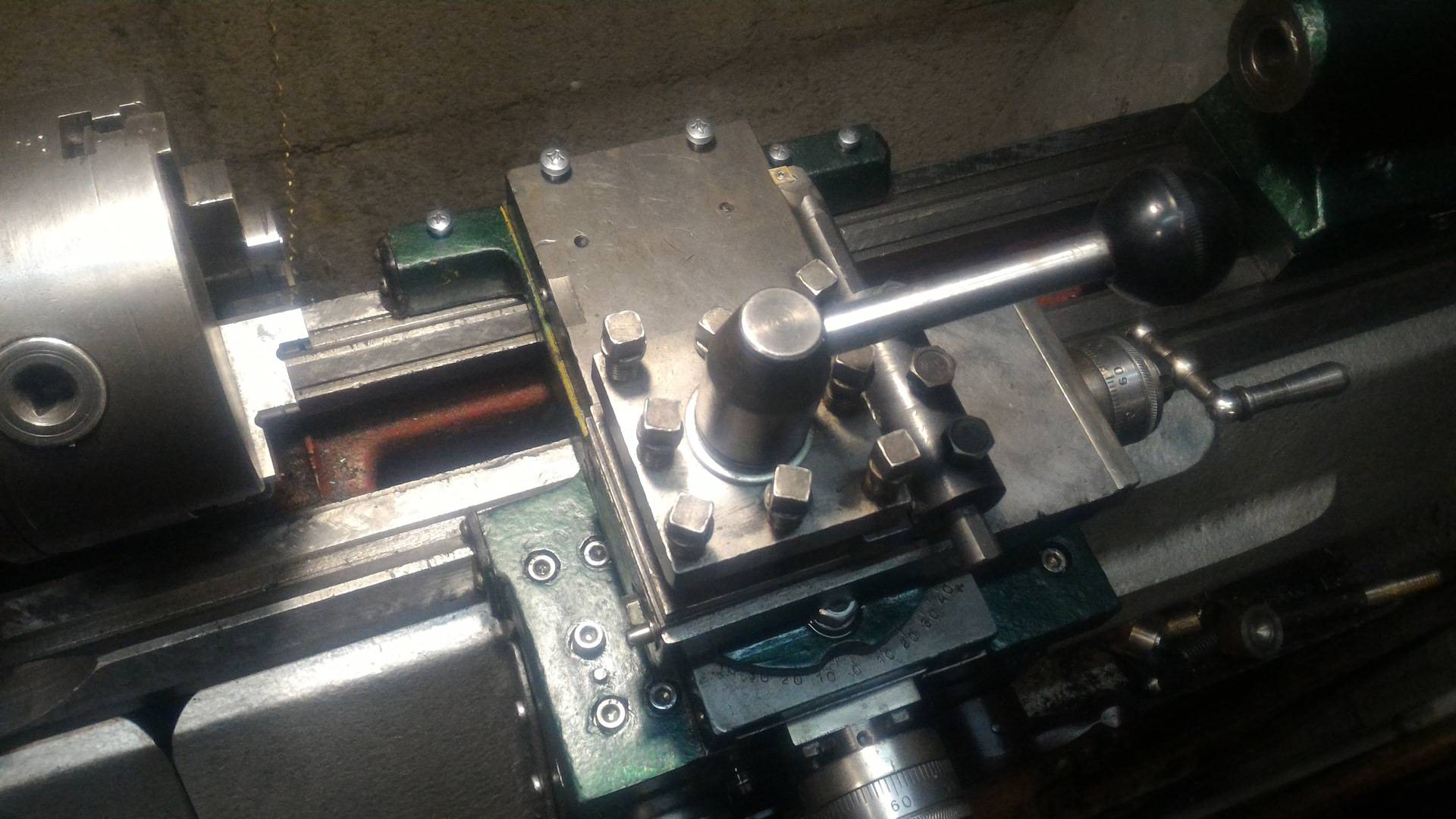
| Представляем Вам установку ДПСС-1М для шлифовки направляющих станины. Установка предназначена для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63, 164, 165 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт. Механизм из двух входящих в комплект шлифовальных головок, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка Перемещение по станине ручное. | Габаритные размеры
Технические характеристики
Принимаем заказы на обработку станин в цехах заказчика — выезд представителя на место работы. |

2695581.ru
Шлифовка направляющих станин в Туле. Обработка изделий из металла
Нашей компанией оказывается широкий спектр услуг по обработке и изготовлению изделий, относящихся к типу крупногабаритных.
Среди них:
- Крупногабаритная шлифовка
- Обработка механизмов и узлов крупногабаритных металлорежущих станков
- Шлифовка станины и кареток разного размера, а также столов, оснований и плит, обработка деталей из чугуна и стали, имеющих плоские и призматические поверхности.
- Возможность произвести обработку изделий из металла способом фрезерования, шлифования и строгания.
Преимущества наших услуг
Каждая деталь станка со временем подвергается деформации и механическому износу. Это же относится и к станине. Износ станины определяется образованием трещин, перепадом уровня и другими повреждениями. Детали, изготавливаемые на станке с неисправной станиной, отличаются низким качеством и высоким процентом брака. Во избежание таких последствий, необходима регулярная обработка шлифовкой станины и других важных деталей каждого станка.
Шлифование представляет собой финишную операцию обработки деталей, которая отличается высокой производительностью. С помощью шлифования можно добиться нужной формы, размеров, а также придания определенных параметров детали.
Среди прочих услуг выполняем следующие работы:
- Фрезеровка, в том числе сложная, на плоских поверхностях.
- Фрезеровка уступов, тел вращений, пазов и винтовых поверхностей.
- Качественное шлифование плоского типа.
- Продольное строгание.
На нашей производственной базе работает оборудование, которое отличается следующими производственными характеристиками обработки деталей:
- Максимальная длина: 3100 мм.
- Максимальная ширина: 1000 мм.
- Максимальная высота: 900 мм.
- Максимальная масса обрабатываемой заготовки: 4500 кг.
Изготовить и обработать изделие возможно из различных материалов. Это и цветные и черные металлы, и различные сплавы и полимеры.
Мы принимаем заказы по чертежам и эскизам как на бумажных носителях, так и выполненных в таких распространенных программах, как AutoCAD или SolidWorks
При получении чертежа или эскиза, наши специалисты на месте информируют клиента о сроках и цене работы.
Для заказа оборудования — позвоните нам по телефону 8 (800) 700-31-54 Закажите обратный звонок и наш менеджер свяжется с вами в течении 15 мин.
promtechnolog.ru
Стоимость ремонта
Цель капремонта – возобновить начальную точность и безопасность службы станка с израсходованным ресурсом. Цена капитального ремонта токарного станка, как правило, составляет менее 50% его рыночной стоимости: по этой причине производить ремонт дешевле, нежели приобретать новый. Помимо этого, ремонт зачастую заказывают для оригинальных станков, которые сняты с производства или делаются согласно спецзаказу.
Капитальный ремонт включает в себя:
инспекцию работоспособности оборудования перед разборкой;
- разборку, промывку, очитку, дефектовку изношенных деталей;
- шлифовку и восстановление базовой поверхности;
- замену деталей при ремонте узлов, если они не подлежат восстановлению;
- при необходимости – замену или усовершенствование электрической системы управления;
- гальванизацию или окраску деталей, если их нужно обработать таким образом;
- сборку отремонтированного станка;
- проверку оборудования на точность в соответствии с ТУ;
- проверку работы на холостом ходу и под нагрузкой;
- в итоге – сдачу в эксплуатацию.
Кроме этого цена за ремонт зависит от типа и вида токарною оборудования и от степени износа деталей.
Стоит понимать, что токарные станки – дорогостояще оборудование. Поэтому прежде чем приступить к самостоятельном ремонту, нужно взвесить все «за» и «против». При недостатке опыта, можно привести его в полную негодность.
Виды поломок
Направляющие, как и другие детали станка, могут ломаться и изнашиваться. В целом поломки подразделяются на следующие категории.
Дефекты. Могут образоваться после длительного использования оборудования или внешних физических, или химических процессов. Эти проблемы обычно предусмотрены при производстве станков. Всё зависит от материала, из которого сделаны направляющие, своевременного обслуживания, частоты использования. Дефекты подразделяются на следующие группы:
изнашивание металла, царапины, и т.д.;
физические повреждения, в результате неосторожного обращения с оборудованием;
повреждения от внешних химико-тепловых факторов.
Чаще всего дефекты можно увидеть невооружённым глазом, но иногда делают проверку с помощью молотка. Для этого берут молоток и бьют не сильно по поверхности направляющих. Если после удара слышится дребезжащий звон, следовательно, внутри имеются дефекты. Ещё, для обнаружения микротрещин используются:






- дефектоскопия;
- капиллярный метод;
- рентгеноскопия;
- ультразвуковой метод.
Изнашивание. Это любое изменение поверхности направляющих (формы, массы, внешнего вида и состояния поверхности). Как следствие – материал начинает разрушаться. По состоянию износа можно судить о длительности эксплуатации станка. Он разделяется на:
- допустимый,
- критический,
- пределный,
- преждевременный,
- естественный.
Это неполный список возможных повреждений. Но самыми основными формами изнашивания считаются:
- механический вид, при котором, происходит стирание поверхности направляющих;
- заедание является причиной того, что одна поверхность (например, заготовка) сцепляется с другой поверхностью, в результате чего они могут разломаться из-за царапин;
- окислительные процессы, которые образуются в результате воздействия внешних факторов (воды, воздуха, температуры, химических реактивов).
Ремонт шлифованием
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
Методы ремонта направляющих
Выбор способа ремонта направляющих станков токарной группы (выполнить такой ремонт своими руками, не имея специального оборудования, достаточно сложно) зависит от того, насколько сильно изношены данные конструктивные элементы, какой твердостью они обладают, насколько хорошо технически оснащена ремонтная бригада, которая будет заниматься выполнением этой непростой процедуры.

Изношенные направляющие станины токарного станка
Восстанавливать направляющие станины, подвергшиеся значительному износу после длительной эксплуатации, можно разными способами: строганием, фрезерованием, шабрением (с притиркой и без), протягиванием, шлифованием, накатыванием при помощи специальных роликов. К наиболее распространенным методам, используемым при капитальном ремонте станины токарного станка, относятся строгание, шабрение и шлифование.
Уточнить величину износа направляющих можно лишь после того, как с их поверхности удалены все загрязнения и имеющиеся забоины. Чтобы определить зазоры, имеющиеся на данных узлах токарного станка, на них накладывают металлическую линейку и с помощью щупа выявляют наиболее изношенные участки, требующие срочного ремонта, проводя замеры через каждые 30–50 см.
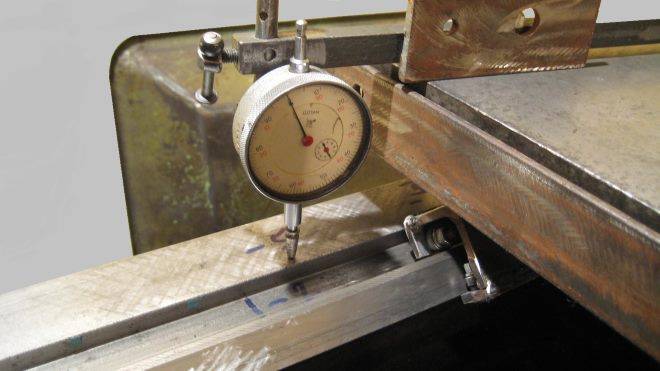
Проверка станины с помощью самодельного приспособления
Опытные специалисты могут выявить наиболее изношенные участки направляющих станины при помощи тонкой бумаги, толщина которой не превышает 0,02 мм. Такая бумага накладывается на рассматриваемые узлы токарного станка и прижимается к ним металлической линейкой. В тех местах, где направляющие не подверглись серьезному износу, бумага не вытаскивается из-под линейки, а обрывается по ее краю.

Определение наименее изношенных участков станины
Для выполнения шабрения, которое осуществляется в рамках капитального ремонта, станину оборудования устанавливают на жесткое основание, выверяя положение ее элементов в продольном и поперечном направлениях и при необходимости используя башмаки и клинья, чтобы отрегулировать ее расположение.
При проверке состояния направляющих станины и степени их износа в качестве базовых поверхностей используют те части, которые находятся под задней бабкой (именно они подвергаются наименьшему износу в ходе эксплуатации). После каждого этапа шабрения данные узлы токарного станка проверяют на параллельность и изогнутость.

Шлифовка направляющих станины в гаражных условиях
Шлифовка направляющих станины, по сравнению с операцией шабрения, отличается более высокой производительностью, но использовать такой метод при восстановлении незакаленных узлов нецелесообразно.
Чтобы шлифовка станины токарного станка была выполнена качественно, все забоины и задиры необходимо тщательно зачистить. Затем станину для ремонта фиксируют на рабочем столе продольно-строгального станка, следя за параллельностью ее поверхностей и направления его движения. Кроме того, используя уровень, который устанавливается на мостике задней бабки, проверяют извернутость направляющих. Только после этого начинают выполнять шлифовку данных узлов.
Как и перед шлифованием, перед финишным строганием станину следует предварительно зачистить от имеющихся забоин и закрепить на рабочей поверхности продольно-строгального станка, проверив параллельность ее элементов направлению его перемещения.
Читать также: Как подключить газовый баллон через редуктор
При использовании такого метода ремонта направляющие станины обрабатываются резцом за 3–4 захода, после чего проверяют их параллельность, прямолинейность и извернутость. Если после выполнения обработки все геометрические параметры ремонтируемых узлов соответствуют требованиям, станину открепляют от поверхности рабочего стола продольно-строгального оборудования.
Видео таких восстановительных операций показывает, что выполнить их своими руками, не имея специального оборудования для ремонта, практически невозможно.
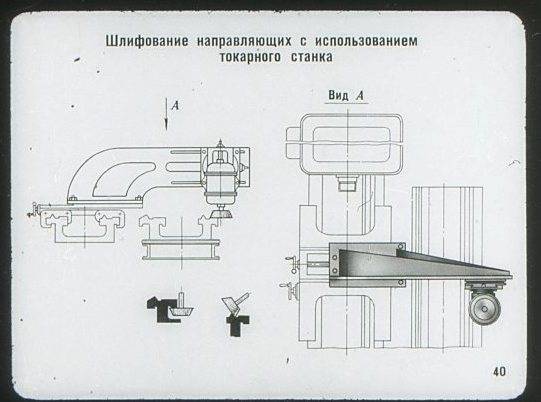
Шлифование базовых деталей
Шлифование базовых деталей торцом чашки алмазного круга диаметром 100–175 мм со скоростью 30–40 м/с производится при наклоне оси шпинделя на 1–3° или строго перпендикулярно шлифуемой поверхности (рис. 1).
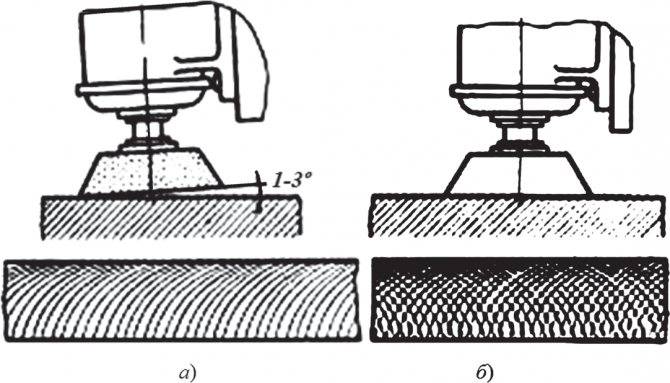
Рис. 1. Шлифование торцом чашки алмазного круга:








а — при наклоне оси шпинделя; б — при перпендикулярном расположении оси шпинделя
Во втором случае качество обработки поверхности получается значительно выше, но ухудшаются условия удаления стружки и теплоотвода, поэтому шлифование необходимо вести на пониженных режимах – при глубине резания не более 0,01 мм.
Точность установки шпинделя перпендикулярно обрабатываемой поверхности определяют по узору на ней, образующемуся в результате пересечения штрихов.
Ремонт шлифованием
Не всегда имеется возможность использовать для ремонта продолно-строгальные или продолно-фрезерные станки в виду большой длины станины токарного станка. В этом случае направляющие станины восстанавливают при помощи переносного приспособления со шлифовальной головкой, которое устанавливается непосредственно на станине оборудования.
Ремонт можно производить на месте, без снятия станка с фундамента. Такой способ обеспечивает высокую точность ремонта, малую шероховатость поверхности, он также незаменим при обработке закаленной поверхности. Этот способ по производительности во много раз превосходит шабрение, но специалисты все же отдают предпочтение финишному строганию.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Типы и причины неисправностей
У токарного станка модели 16К20 чаще всего выходят из строя следующие детали:
- элементы корпуса;
- шейки и пазы валов;
- крепежи фланцев;
- зубья шестерен;
- шейки и шлицевые соединения шпинделя;
- резьба ходового винта.
Поскольку станок модели 16К20 является оборудованием высокой надежности, подобные неисправности появляются, как правило, лишь после долгих лет эксплуатации. Главная их причина — физический износ деталей из-за трения поверхностей. Также имеет место пластическая деформация, химическая коррозия металла.
Шлифовка станин
Смотреть цены на шлифовку станин >>
ООО “ФЕНИКС” осуществляет шлифовку направляющих станин на станке «Waldrich Coburg»
Мы осуществляем шлифовку станин различных типов станков. Например:
- направляющие станин токарных станков с РМЦ до 6 метров (1М63, 1М65, 16К20, 16М30, 1А983 и т. д.);
- направляющие станин фрезерных станков (6Т13, 6К81, 6Т83 и т. д.);
- направляющие станин шлифовальных станков (3Л722, 3Б724 и т. д.);
- кареточные группы, консоли, стойки, столы.
Средний срок изготовления 1 комплекта – 5 рабочих дней.
Узнайте стоимость шлифовки (шлифовка цена)
Просто познакомьтесь с нашим прайс-листом на шлифовку. Цены на шлифовку у нас приятно удивят Вас! Цены на шлифовку станин, кареточных групп, стоек и т.д.
Максимальные параметры обрабатываемых изделий:
| Представляем Вам установку ДПСС-1М для шлифовки направляющих станины. Установка предназначена для шлифовки направляющих каретки станин станков 1К62, 16К20, 1К62Д, МК6046, 1А62, 1М63, 164, 165 и других станков по соответствующему типоразмеру. Конструкция механизма позволяет, без демонтажа станка с фундамента, восстановить точность обработки после ремонта до первоначальных данных станка, чем значительно снижаются затраты на ремонт. Механизм из двух входящих в комплект шлифовальных головок, позволяет последовательно настраиваться на шлифовку поверхностей призмы или верхних и нижних плоских направляющей. Предварительно со станка снимается каретка, задняя бабка Перемещение по станине ручное. | |
| Длина, мм | 700 |
| Ширина, мм | 430 |
| Высота, мм | 520 |
| Масса, кг | 115 |
Технические характеристики
| Наименование | Параметры |
| Диаметр шлифовальной чашки, мм | 125 |
| Посадочный диаметр, мм | 32 |
| Мощность привода, кВт | 0,55 |
| Напряжение, В | 380 |
Принимаем заказы на обработку станин в цехах заказчика — выезд представителя на место работы.
Наибольшая длинна шлифования, мм 8590 Ширина стола, мм 1800 Проход между стойками, мм 2020 Высота шлифования, мм 1580 Наибольший вес обрабатываемого изделия, кг 12500
Информацию о ценах и сроках исполнения заказов по шлифовке направляющих можно узнать по тел.:
- 8
- 8
или по эл.почте:
Контроль качества при шлифовке станин
Мы тщательно следим за качеством всех услуг, которые оказываем. Не стала исключением и шлифовка станин.
Раз в неделю выборочно производится проверка станин на геометрию с помощью автоколлиматора. Также, при необходимости качество шлифовки проходит проверку на шероховатость профилометром “Hommel-Etamic T1000″.
О важности шлифовки
В процессе эксплуатации любого станка все его детали подвергаются износу, в том числе и станина. Износ станины – образование трещин, перепадов уровня и т.д. крайне сильно влияет на качество изготавливаемых на данном станке изделий. Ввиду чего станина, каретка, стойки, консоли и некоторые другие элементы станков нуждаются в периодической шлифовке. Шлифовка направляющих станины, она же шлифовка станины, занимает особое место. Она должна быть выполнена с высочайшей точностью. Мы рады сообщить Вам, что теперь ООО “ФЕНИКС” оказывает различные услуги шлифовки.







rosstanko.com
16к20 ремонт
Характерные возможные неисправности
В станках могут быть различного рода неисправности. Многие из них возникают из-за несоблюдения инструкций по уходу и обслуживанию. В любом случае прежде, чем приступить к устранению неисправности, нужно ознакомиться с перечнем основных возможных неисправностей.
При идентичности характера возникшей неисправности с описанной нужно воспользоваться предлагаемыми методами устранения.
Таблица — Перечень основных возможных неисправностей
| Характер неисправности | Причины возникновения | Методы устранения |
| Станок не запускается | Срабатывают блокировочные устройства | Проверить надежность закрытия дверей шкафа, кожуха коробки передач |
| Падение или отсутствие напряжения питающей сети | Проверить наличие и величину напряжения в сети | |
| Невозможно переключение блока шестерен рукояткой установки чисел оборотов шпинделя (характерный звук проскальзывающих шестерен) | Блок шестерен не выходит из нейтрального положения | Включить электродвигатель и на «выбеге» произвести переключение |
| Произвольное отключение электродвигателя во время работы | Срабатывание теплового реле от перегрузки двигателя | Уменьшить скорость резания или подачу |
| Крутящий момент шпинделя меньше указанного в руководстве | Недостаточное натяжение ремней | Увеличить натяжение ремней |
| Слабо затянута фрикционная муфта | Увеличить затяжку муфты | |
| Торможение происходит слишком медленно | Слабое натяжение тормозной ленты | Увеличить натяжение тормозной ленты |
| Не вращается диск маслоуказателя | Нет масла в системе | Залить масло |
| Засорился один из фильтров | Очистить фильтр | |
| Усилие подачи суппорта меньше указанного в руководстве | Недостаточно затянута пружина перегрузочного устройства | Подтянуть пружину |
| Насос охлаждения не работает | Недостаток жидкости | Долить |
| Перегорели предохранители | Заменить | |
| Станок вибрирует | Неправильная установка станка на фундаменте по уровню | Выверить станок |
| Износ стыка направляющих суппорта | Подтянуть прижимные планки и клинья | |
| Неправильно выбраны режимы резания, неправильно заточен резец | Изменить скорость резания, подачу, заточку резца | |
| Станок не обеспечивает точность обработки | Поперечное смещение задней бабкн при обработке в центрах | Отрегулировать положение задней бабки |
| Деталь, закрепленная в патроне, имеет большой вылет | Деталь поддержать люнетом или поджать центром | |
| Нежесткое крепление резцедержателя | Подтянуть рукоятку резцедержателя | |
| Нежесткое крепление патрона на шпинделе | Подтянуть крепежные винты патрона |
Осмотр станка
- Наружный осмотр без разборки для выявления дефектов станка в целом и по узлам.
- Проверка прочности и плотности неподвижных жестких соединений (основания с фундаментом; станины с основанием; шпиндельной бабки; коробки подач со станиной; каретки с фартуком; шкивов с валами и т. п.).
- Открывание крышек узлов для осмотра и проверка состояния механизмов.
- Выборка люфта в винтовой паре привода поперечных салазок.
- Проверка правильности переключения рукояток скоростей шпинделя и подач.
- Регулирование фрикционной муфты главного привода и ленточного тормоза шпинделя.
- Подтягивание прижимных планок каретки и клиньев поперечных и резцовых салазок.
- Очистка сопрягаемых поверхностей резцедержателя, зачистка забоин и царапин.
- Проверка состояния направляющих станин и каретки, зачистка забоин, царапин, задиров.
- Очистка и промывка протекторов на каретке, салазках суппорта и задней бабке.
- Подтягивание или замена ослабших или изношенных крепежных деталей — шпилек, винтов, гаек, а также пружин.
- Чистка, натяжение, ремонт или замена ремней главного привода, привода быстрых перемещений суппорта п привода насоса смазки.
- Проверка состояния и мелкий ремонт системы охлаждения.
- Проверка состояния и мелкий ремонт системы смазки.
- Проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. п.
- Выявление изношенных деталей, требующих восстановления.
Станина токарного станка. Подготовка к ремонту
Качество капитального или среднего ремонта при минимальном сроке исполнения зависит от степени подготовки станка к ремонту и правильной организации труда бригады слесарей.
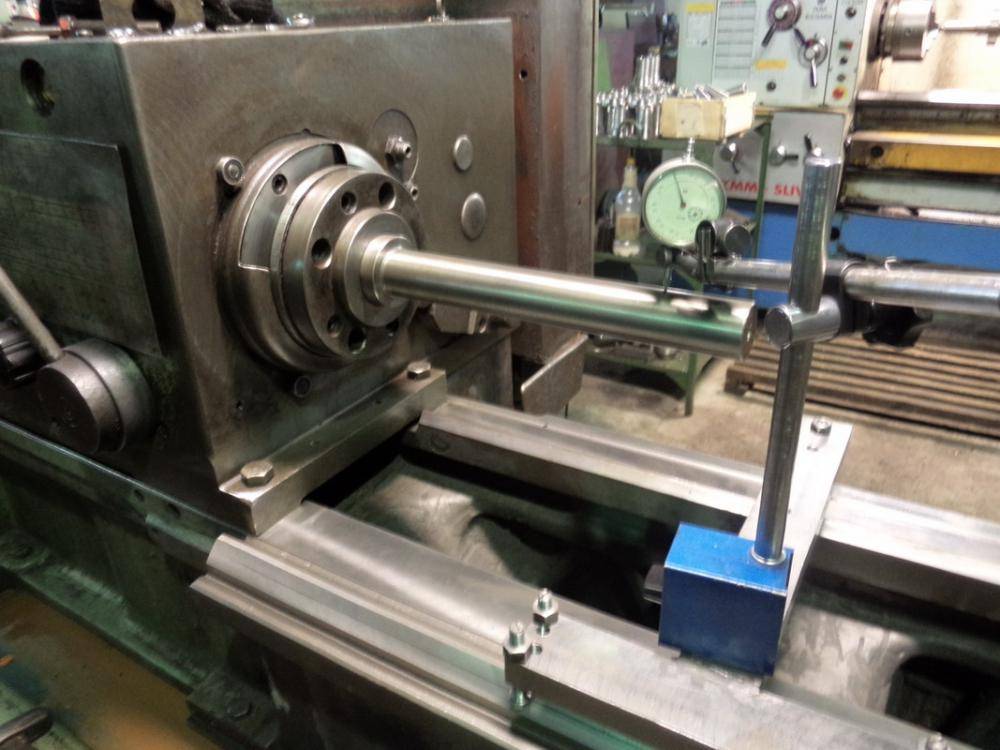
Перед остановкой станка для ремонта производят проверку его работы на холостом ходу с целью выявления повышенных шумов и вибраций на каждой ступени оборотов шпинделя и также осуществляют обработку образца с целью определения состояния опор качения шпинделя. Проверяют радиальное и осевое биение шпинделя. Указанные проверки являются обязательными, так как при этом легче установить дефекты, которые в ряде случаев весьма сложно выявить у разобранного станка.
Результаты проверок учитывают при составлении ведомости дефектов и ремонте станка.
Другие проверки станка на точность по ГОСТ 42—56 (рекомендуемые в некоторых литературных источниках) проводить нецелесообразно, так как точность сборки станка обеспечивается на всех этапах технологического процесса ремонта.
В настоящей главе рассмотрено несколько вариантов технологических процессов, которые применяют для капитального или среднего ремонта корпусных (базовых) деталей и узлов большинства моделей токарно-винторезных станков, например, 1К62, 1601, 1610, 1613Д или 250, 1612В, 1615А, ТВ-320, 1А616, 1Е61 и др. соответствуют современному уровню ремонтного производства и могут быть использованы ремонтными базами с различным уровнем оснащенности.
Технические характеристики, фотографии и чертежи приведены на странице Токарно-винторезный станок 1К62.
Станина токарного станка. Календарный график капитального ремонта
Весьма важным мероприятием является организация ремонта станка по календарному графику. График ремонта станка определяет последовательность и сроки проведения ремонтных операций, комплектование узлов и окончательную сборку станка,
Кроме того, в первый день бригада осуществляет промывку деталей и дефектацию станка и приступает к ремонту других узлов станка.