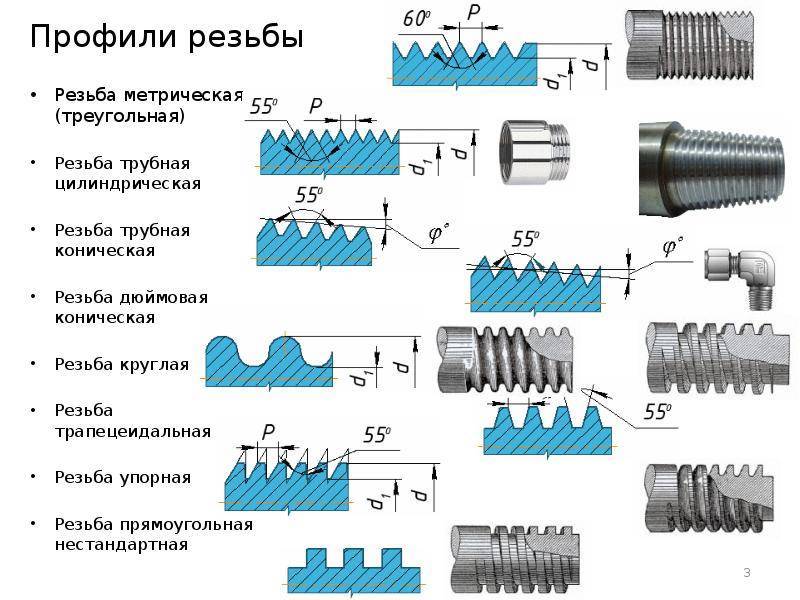
Коническая дюймовая резьба
Выполняется уменьшение диаметра к краю заготовки. Производители изготавливают детали в соответствии с ГОСТ 6211-81. По своему сечению на чертеже профиль представляет собой равнобедренный треугольник. Согласно ГОСТ 6211-81 угол между боковыми сторонами составляет также 55 градусов. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок.
Возможно изготовление конической дюймовой резьбы по ГОСТ 6111-52. Согласно стандарту угол между сторонами треугольника составляет 60 градусов. Такая конфигурация позволяет выполнить соединение, устойчивое к механической нагрузке. Производители наносят на чертеже обозначение в виде буквы “К”.
Таблица дюймовых резьб. Классификация
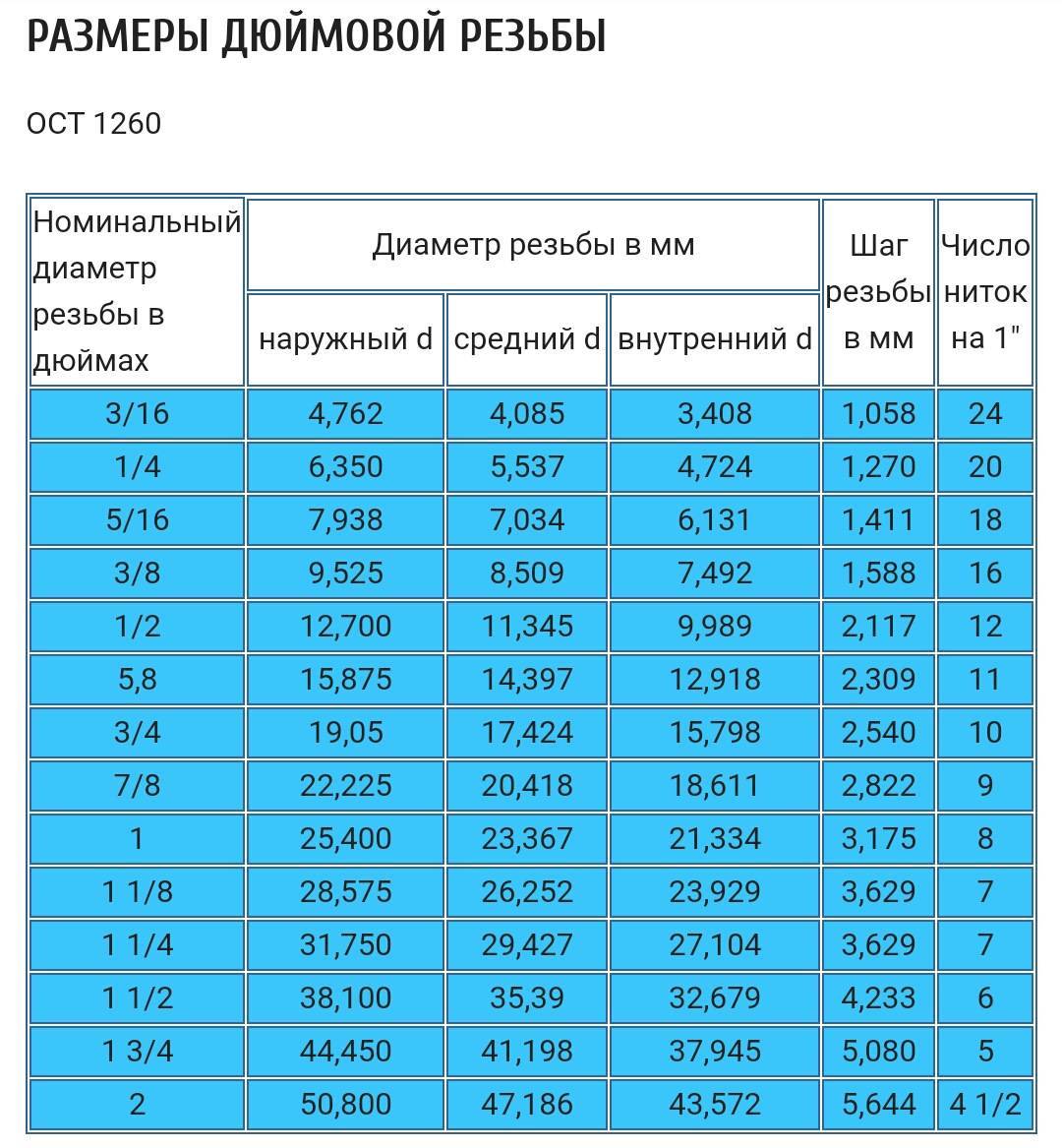
Дюймовая резьба – это резьба, все параметры которой выражены в дюймах, шаг резьбы в долях дюйма (дюйм = 2,54 см). Для трубной дюймовой резьбы размер в дюймах характеризует условно просвет в трубе, а наружный диаметр самой трубы немного больше.
Дюймовая резьба применяется в резьбовых соединениях и винтовых передачах. Дюймовая резьба бывает следующих видов:
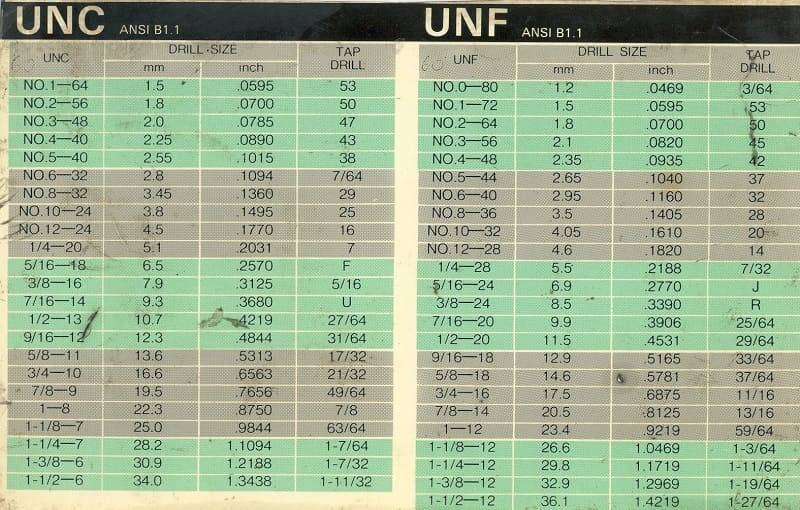
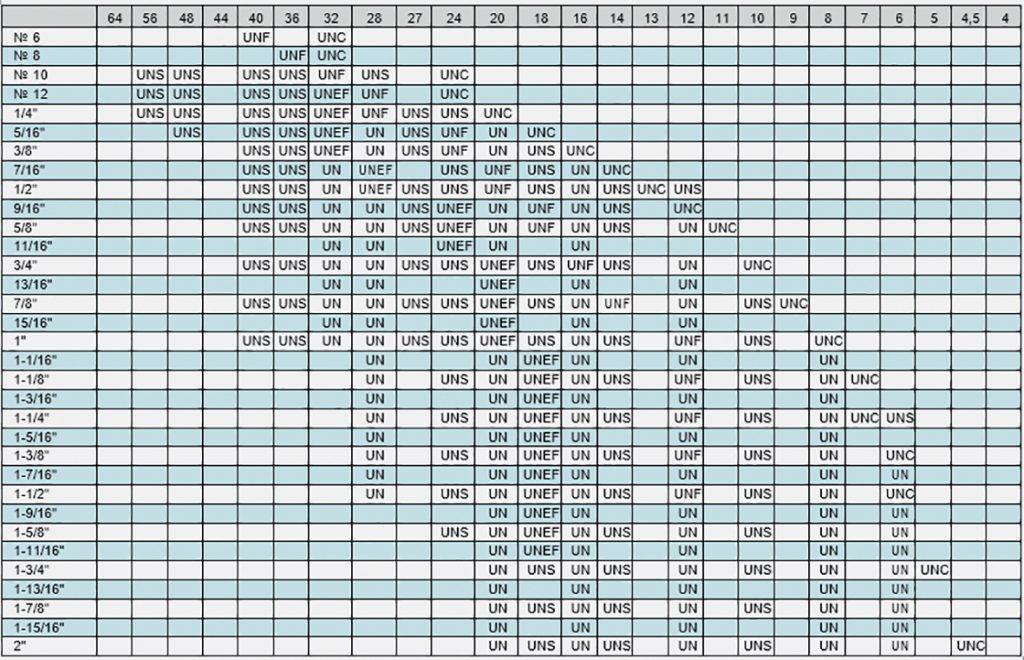
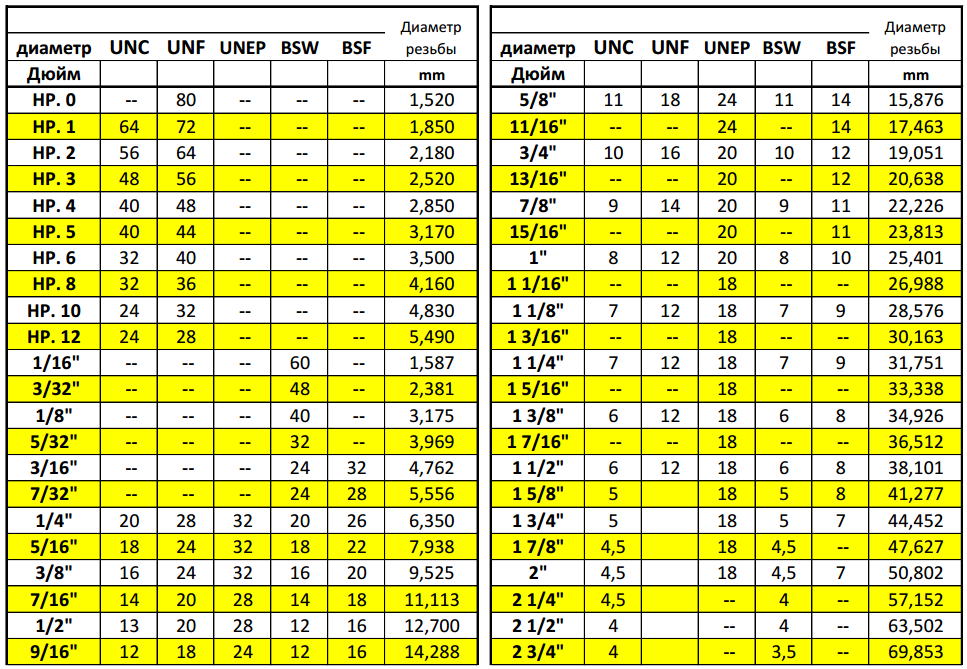
- Дюймовая цилиндрическая – UTS (Unified Thread Standard). Такая резьба широко распространена в США и Канаде. Угол при вершине у такой резьбы составляет 60 градусов. В зависимости от шага подразделяется на: UNC (Unified Coarse); UNF (Unified Fine); UNEF (Unified Extra Fine); 8UN; UNS (Unified Special). Наибольшее распространение получила резьба UNC. Такая резьба соответствует стандарту ANSI 1.
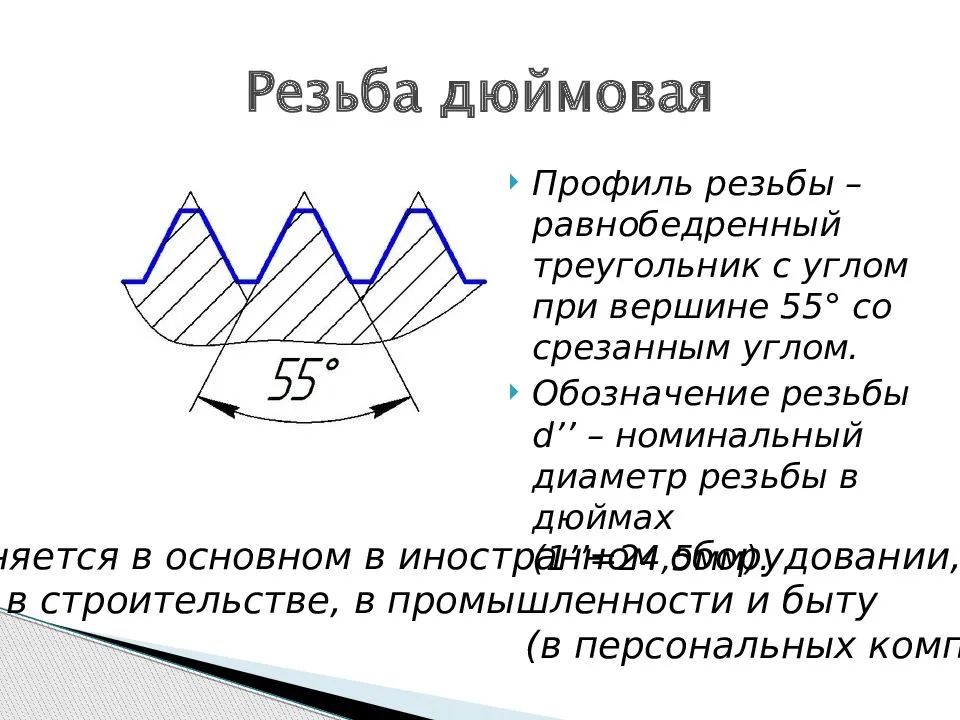
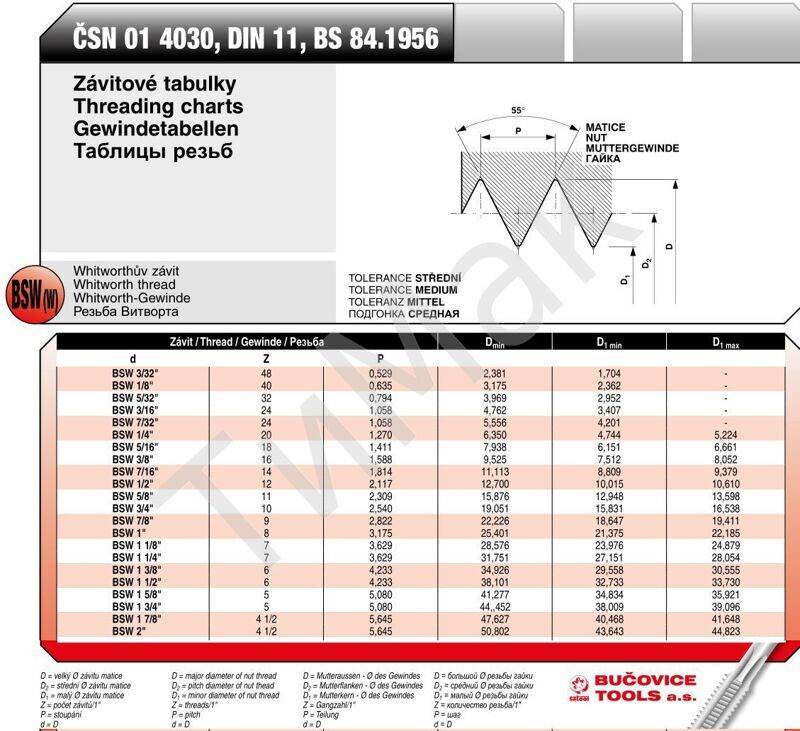
- Дюймовая резьба британского стандарта – BSW . Резьба с мелким шагом называется BSF (British Standard Fine). Угол при вершине у такой резьбы 55 градусов.
- Дюймовая коническая NPT или цилиндрическая NPS. Соответствует стандарту ANSI/ASME 20.1. Такая резьба применяется для трубных соединений. Имеет угол при вершине 60 градусов. В России такой резьбе соответствует ГОСТ 6111-52.
Наиболее часто в России в последнее время можно встретить крепёж с дюймовой резьбой UNC (унифицированная крупная резьба).
Такой крепёж часто встречается на ввозимой в нашу страну технике (газонокосилки, триммеры, генераторы, культиваторы, автомобили американской сборки и т.д.) из США, Китая и некоторых других стран.
При работе с дюймовым крепежом необходимо помнить, что размеры ключей для дюймового крепежа отличаются от ключей для метрического крепежа.
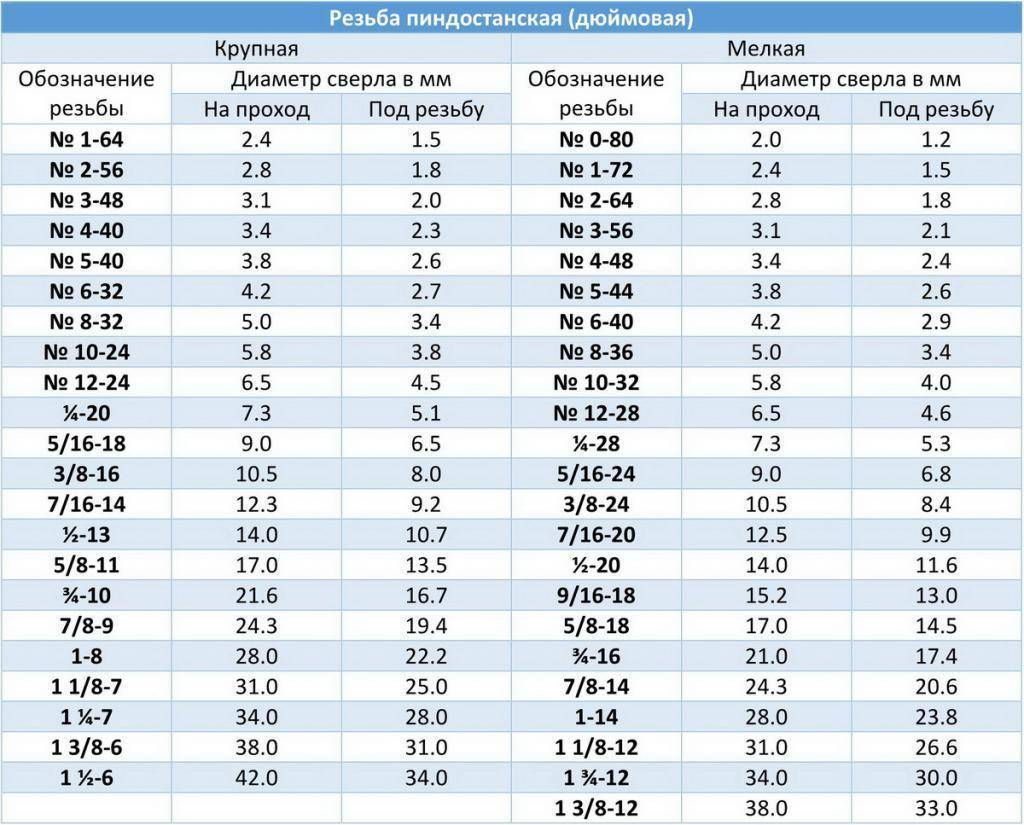
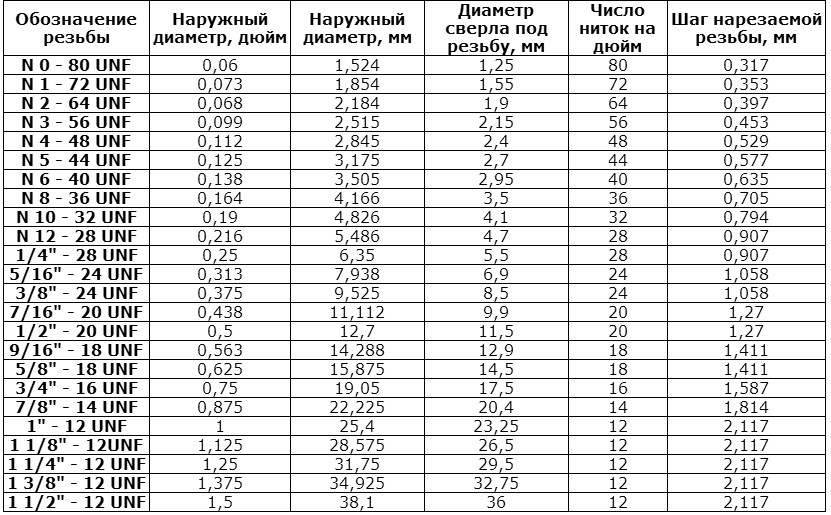
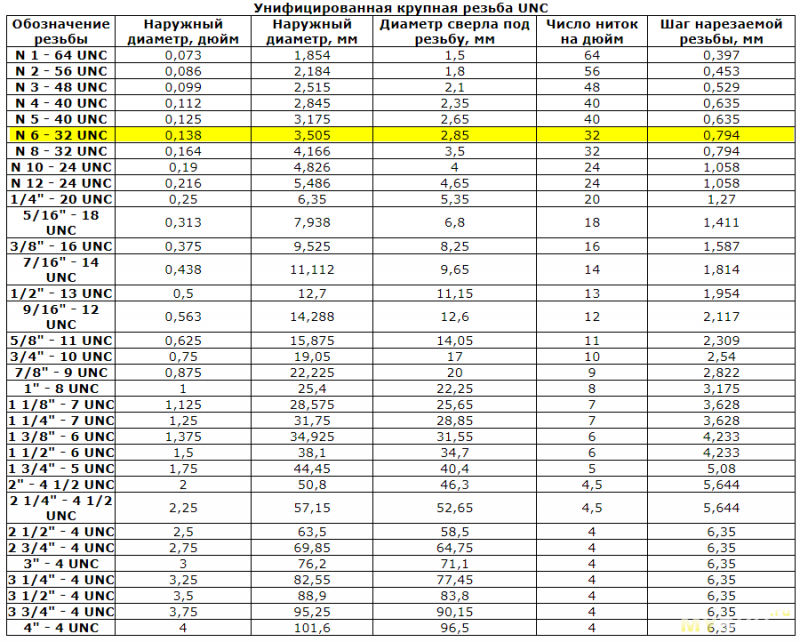
Основные размеры дюймового крепежа UNC приведены в таблице дюймовых резьб
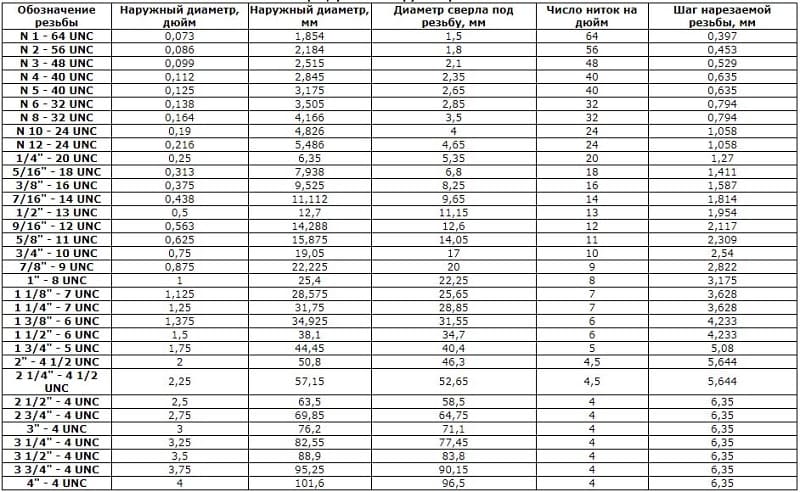
Типоразмер Наружный диаметр, дюймов Наружный диаметр, мм Диаметр сверления, мм mm Число витков на дюйм Шаг, мм
| N 1 – 64 UNC | 0,073 | 1,854 | 1,50 | 64 | 0,397 |
| N 2 – 56 UNC | 0,086 | 2,184 | 1,80 | 56 | 0,453 |
| N 3 – 48 UNC | 0,099 | 2,515 | 2,10 | 48 | 0,529 |
| N 4 – 40 UNC | 0,112 | 2,845 | 2,35 | 40 | 0,635 |
| N 5 – 40 UNC | 0,125 | 3,175 | 2,65 | 40 | 0,635 |
| N 6 – 32 UNC | 0,138 | 3,505 | 2,85 | 32 | 0,794 |
| N 8 – 32 UNC | 0,164 | 4,166 | 3,50 | 32 | 0,794 |
| N 10 – 24 UNC | 0,190 | 4,826 | 4,00 | 24 | 1,058 |
| N 12 – 24 UNC | 0,216 | 5,486 | 4,65 | 24 | 1,058 |
| 1/4″ – 20 UNC | 0,250 | 6,350 | 5,35 | 20 | 1,270 |
| 5/16″ – 18 UNC | 0,313 | 7,938 | 6,80 | 18 | 1,411 |
| 3/8″ – 16 UNC | 0,375 | 9,525 | 8,25 | 16 | 1,587 |
| 7/16″ – 14 UNC | 0,438 | 11,112 | 9,65 | 14 | 1,814 |
| 1/2″ – 13 UNC | 0,500 | 12,700 | 11,15 | 13 | 1,954 |
| 9/16″ – 12 UNC | 0,563 | 14,288 | 12,60 | 12 | 2,117 |
| 5/8″ – 11 UNC | 0,625 | 15,875 | 14,05 | 11 | 2,309 |
| 3/4″ – 10 UNC | 0,750 | 19,050 | 17,00 | 10 | 2,540 |
| 7/8″ – 9 UNC | 0,875 | 22,225 | 20,00 | 9 | 2,822 |
| 1″ – 8 UNC | 1,000 | 25,400 | 22,25 | 8 | 3,175 |
| 1 1/8″ – 7 UNC | 1,125 | 28,575 | 25,65 | 7 | 3,628 |
| 1 1/4″ – 7 UNC | 1,250 | 31,750 | 28,85 | 7 | 3,628 |
| 1 3/8″ – 6 UNC | 1,375 | 34,925 | 31,55 | 6 | 4,233 |
| 1 1/2″ – 6 UNC | 1,500 | 38,100 | 34,70 | 6 | 4,233 |
| 1 3/4″ – 5 UNC | 1,750 | 44,450 | 40,40 | 5 | 5,080 |
| 2″ – 4 1/2 UNC | 2,000 | 50,800 | 46,30 | 4,5 | 5,644 |
| 2 1/4″ – 4 1/2 UNC | 2,250 | 57,150 | 52,65 | 4,5 | 5,644 |
| 2 1/2″ – 4 UNC | 2,500 | 63,500 | 58,50 | 4 | 6,350 |
| 2 3/4″ – 4 UNC | 2,750 | 69,850 | 64,75 | 4 | 6,350 |
| 3″ – 4 UNC | 3,000 | 76,200 | 71,10 | 4 | 6,350 |
| 3 1/4″ – 4 UNC | 3,250 | 82,550 | 77,45 | 4 | 6,350 |
| 3 1/2″ – 4 UNC | 3,500 | 88,900 | 83,80 | 4 | 6,350 |
| 3 3/4″ – 4 UNC | 3,750 | 95,250 | 90,15 | 4 | 6,350 |
| 4″ – 4 UNC | 4,000 | 101,600 | 96,50 | 4 | 6,350 |
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
Размер резьбы, дюймы Момент затяжки стандартных болтов и гаек Н*м*Фунт силы-фут**
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
Особенности
Особенность этой резьбы определяется на основании следующих параметров:
- геометрические параметры;
- размер (количество витков на дюйм);
- направление нарезки;
- требуемый диаметр сверла;
- класс точности;
- область применения.
Все виды резьбы UNF относятся к категории мелкой. Её можно рассматривать как метрическую 60 градусов. Отличительной особенностью является единица измерения – это дюйм. Поэтому она называется дюймовая резьба или американская. Каждая мелкая резьба имеет свои отличительные размеры. Её аналогом является английская резьба BSW размеры, которой располагают в специальных таблицах
Специфические особенности можно разобрать по маркировке. Она состоит из следующих элементов:
- на первом месте расположена аббревиатура UNF (в дословном переводе означает «Унифицированная группа мелких резьб»);
- далее идёт указание размеров в дюймах;
- завершает маркировку значение шага.
Более подробно все параметры и особенности приводятся в специальных таблицах с указанием назначения и правил применения крепёжных деталей в американских соединениях.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Изготовление резьбы
Порядок и правила её нарезания по американскому стандарту UNF не отличается от методики нарезания с применением метрической системы. Единственным отличием является применение специального инструмента и методов настройки станка. Как и для метрических соединений пользуются ручным или механическим способом нарезания резьбы. Оба способа применимы для нарезания внутренней и наружной резьбы.
Основными правилами, которые необходимо соблюдать при нарезании являются:
- выбор необходимого диаметра сверла;
- предварительный подбор диаметра (он должен быть равен диаметру с вычетом шага).
Эти данные приводятся в справочных таблицах. Если такие таблицы отсутствуют расчёт необходимо произвести самостоятельно.
На предприятиях, занимающихся массовым производством деталей в которых применяется дюймовая американская цилиндрическая резьба такого стандарта, используют механические методы нарезания. Эта операция производится с применением следующего оборудования:
- токарных станков оснащённых специальными метчиками;
- резьбонарезных станков, способных производить наружное и внутреннее нарезание;
- токарно-винторезных станках, оснащённых числовым программным управлением.
Третий вид станков снабжается специальными программами, которые позволяют нарезать весь перечень UNF.
Технология нарезания
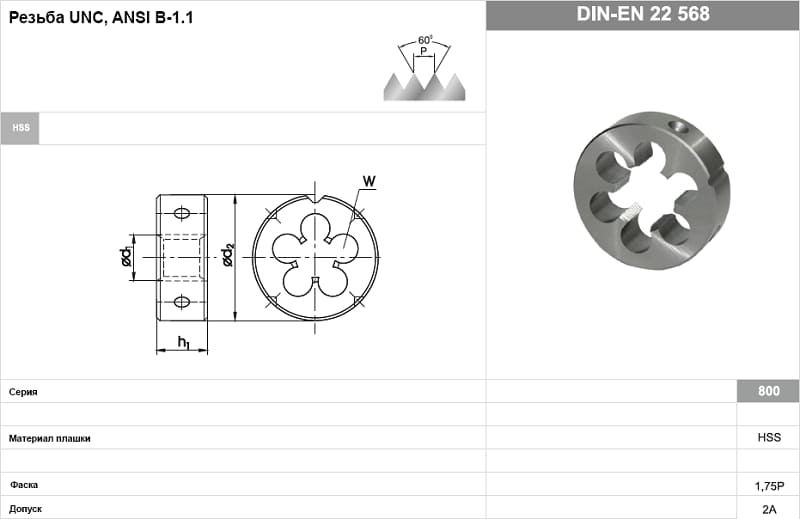
Резьбу UNC создают путем снятия части материала с поверхностей цилиндрических и конических заготовок. Это осуществляют на станках. В зависимости от типа применяют метчики и плашки (для внутреннего и наружного соответственно).
Хвостовик служит для монтажа в воротке или патроне станка. Рабочая часть подразделена на заборную и калибрующую. Первая осуществляет нарезание, вторая служит для калибровки. Режущие кромки сформированы продольными канавками, которые к тому же обеспечивают выход стружки. Ограниченные канавками режущие части называют режущими перьями.
На станках чаще всего применяют машинные варианты, однако для твердых и вязких материалов требуются специфические комплекты метчиков, включающие два либо три инструмента. Они отличаются по чистоте обработки и выполняют различный объем работ. Так, для комплекта из двух метчиков используется пропорция 75/25%, из трех – 60/30/10%. Конструктивно метчики одного набора отличаются длиной заборной части, которая наибольшая у чернового варианта. Для заготовок с поверхностью, прерванной канавкой либо пазом, применяют инструменты с числом канавок, не кратным количеству пазов, и с винтовыми канавками. Вторые также подходят для отверстий длиной от двух диаметров. При этом необходимо соответствие направления винтовой канавки нарезаемой резьбе. Специфические варианты представлены бесканавочными метчиками. Они рассчитаны на создание коротких сквозных резьб. Такие инструменты отличаются большей прочностью и лучшим качеством работ. Еще одна специфическая версия метчиков – с зубьями в шахматном порядке, рассчитанная на короткие сквозные резьбы на вязких материалах. Они сокращают трение, улучшают подвод смазочно-охлаждающей жидкости и стружкообразование. Метчики устанавливают аналогично плашкам либо в патроны для них. Скорость работ составляет 5-12 для стали и 6-22 м/с для прочих материалов. При нарезании требуется охлаждение маслом либо эмульсией.
Ввиду различной конфигурации на станках их монтируют в разные держатели. Так, для лерок применяются леркодержатели, представленные воротками в виде рамок с 2 рукоятками. Плашка находится внутри и фиксируется тремя винтами, входящими в углубления на ее боках. Клуппы для раздвижных вариантов выполнены в виде косых рамок с 2 рукоятками. Полуплашки размещают в отверстии, регулируя размер нажимным винтом.
Перед нарезанием резьбы поверхность заготовки обрабатывают. Для наружного соединения требуется обеспечить меньший ее диаметр по отношению к внешнему диаметру резьбы. Данная разница составляет примерно 0,1-0,3 мм в зависимости от размера соединения. На торце снимают фаску, соответствующую высоте профиля, для формирования захода. Плашку монтируют с держателем в гнезде головки либо пиноли задней бабки. Скорость работ определяется типом материала. Так, для стальных заготовок она равна 3-4, для чугунных – 2-3, для латунных – 10-15 м/мин.
Резьба по ОСТ-266
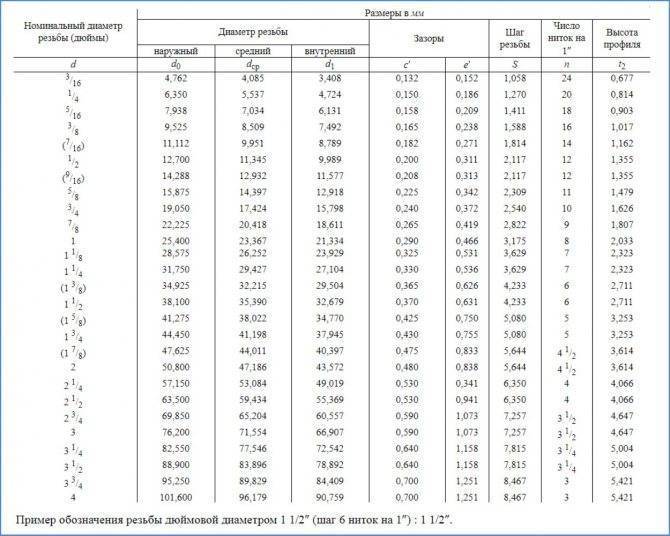
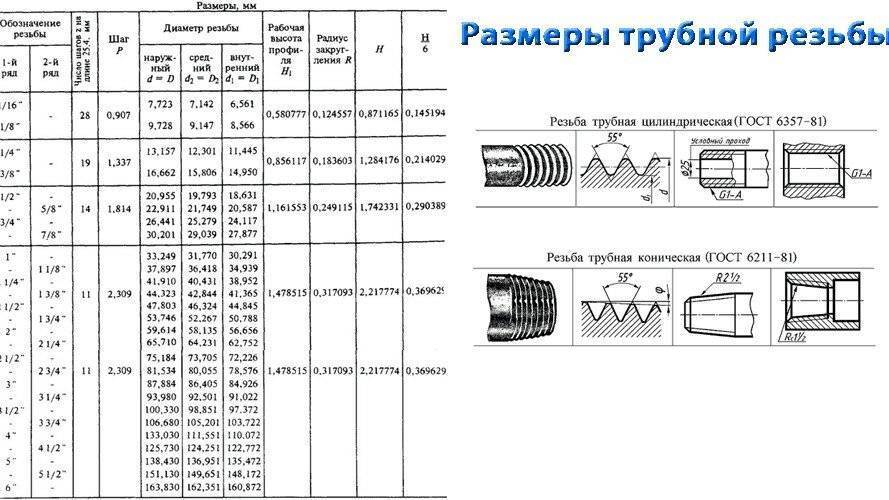
- Основные размеры резьбы ГОСТ 6357-81 (BSP) приведены в таблице ниже.
- Коментарий к таблице ниже.
- d — наружный диаметр наружной резьбы (трубы);
- D — наружный диаметр внутренней резьбы (муфты);
- D1 — внутренний диаметр внутренней резьбы;
- d1 — внутренний диаметр наружной резьбы;
- D2 — средний диаметр внутренней резьбы;
- d2 — средний диаметр наружной резьбы.
- При выборе размера трубной резьбы первый ряд следует предпочитать второму.
| Таблица 2 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
| Обозначение размера резьбы трубной цилиндрической (G), шаги и номинальные значения наружного, среднего и внутреннего диаметров резьбы (по ГОСТ 6357-81), размеры в мм, таблица : | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Основные сведения
Дюймовая резьба — это разновидность резьбового соединения. Обычно ее наносят на бетонные или железобетонные трубы, хотя при необходимости ее можно адаптировать для обработки и других деталей (болты, шурупы, стержни, электронные запчасти). Такая резьба широко распространена в США и Великобритании, однако ее применяют и во многих других странах (Франция, Германия, Южная Корея, Япония, Италия). В России ее правила регулируются с помощью стандартов ГОСТ, а основным нормативным документом является ГОСТ 6111-52.
Базовые технические характеристики дюймовой резьбы:
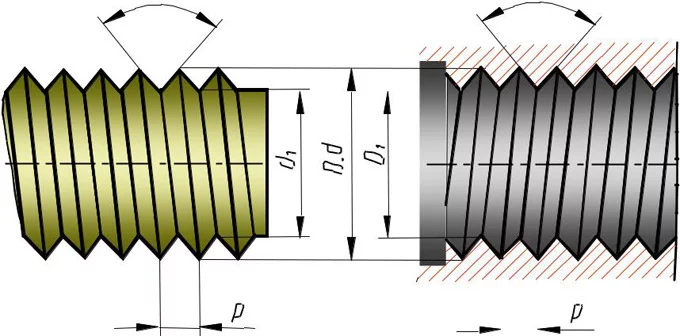
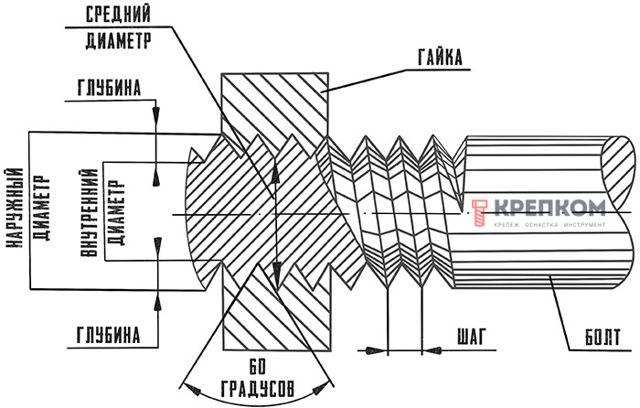
- Внешний диаметр. Представляет собой самое длинное расстояние между двумя точками трубы. Для измерения можно использовать линейку, штангенциркуль и любое другое оборудование с нанесенными метками.
- Внутренний диаметр. Параметр отражает самое длинное расстояние между наивысшими точками резьбовых гребней. Для измерения также используется стандартное оборудование (линейки, штангенциркуль).
- Резьбовой шаг. Представляет собой расстояние между соседними витками резьбового соединения. Резьбовой шаг обычно составляет не более 3 миллиметров, поэтому для измерения применяются высокоточные линейки или косвенные методики подсчета.
Дюймовая резьба может быть цилиндрической или конусной. В случае конусного соединения резьба сохраняет размер внешнего и внутреннего диаметра по всей длине запчасти. Резьбовой шаг обладает фиксированными размерами, а количество витков напрямую определяется шагом, длиной диаметра. Запчасти с цилиндрическим соединением являются более прочными, надежными, универсальными.
В случае конусного соединения резьба имеет переменный показатель диаметра. Обычно применяется модель сужающегося диаметра, когда диаметр у основания больше диаметра у конца запчасти. Конусные соединения могут иметь двойную маркировку, когда указывается не только начальный, но и конечный диаметр. Конусная дюймовая резьба является более прочной, реже растрескиваются, имеет повышенный срок годности. Однако ее сложнее наносить, а ошибки нарезки могут серьезно ухудшить качество соединения.
Можете ли вы поставить дюймовый крепеж мелких диаметров?
Данные размеры начиная от #1 (1,854 мм) до #12 (5,436мм) компания ТК Метизы может поставить для Вас под заказ. Срок исполнения данных позиций будет около 4-6 недель.Минимальная упаковка в среднем составляют для таких диаметров – 200 штук. Крепеж с мелкими диаметрами может быть представлен в виде винтов с полукруглой головой (так называемые компьютерные винтики с дюймовой резьбой), с потайной головой, с цилиндрической, в виде болтов с шестигранной головой, а также гайки и шайбы к ним. Материал в котором они могут быть выполнены – от черных (без покрытия либо черного цвета) до цветного и нержавеющего металла.
Коническая дюймовая резьба
Выполняется уменьшение диаметра к краю заготовки. Производители изготавливают детали в соответствии с ГОСТ 6211-81. По своему сечению на чертеже профиль представляет собой равнобедренный треугольник. Согласно ГОСТ 6211-81 угол между боковыми сторонами составляет также 55 градусов. На вершине треугольника выполнено закругление. По своей форме оно соответствует конфигурации канавок.
Возможно изготовление конической дюймовой резьбы по ГОСТ 6111-52. Согласно стандарту угол между сторонами треугольника составляет 60 градусов. Такая конфигурация позволяет выполнить соединение, устойчивое к механической нагрузке. Производители наносят на чертеже обозначение в виде буквы “К”.
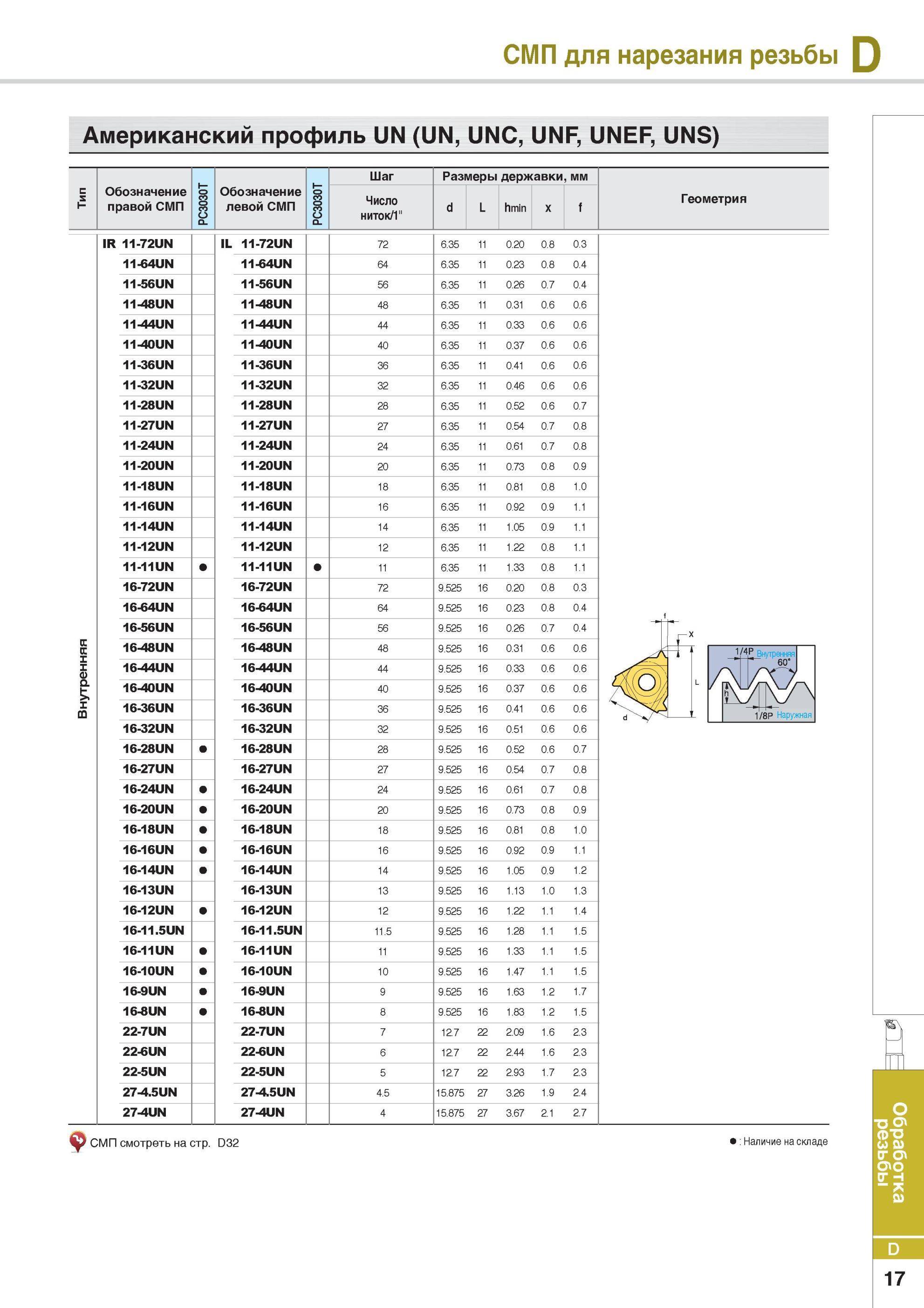
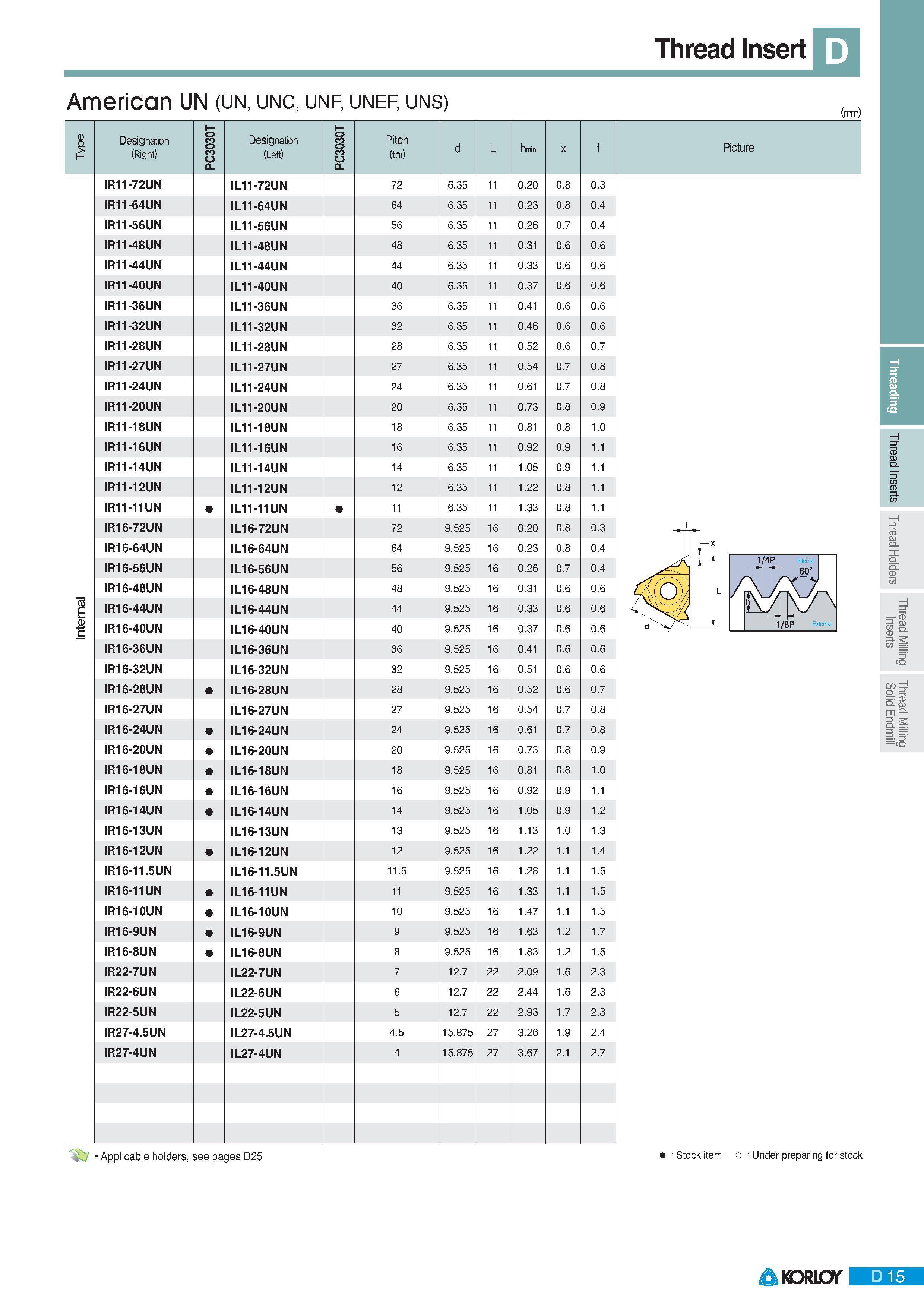
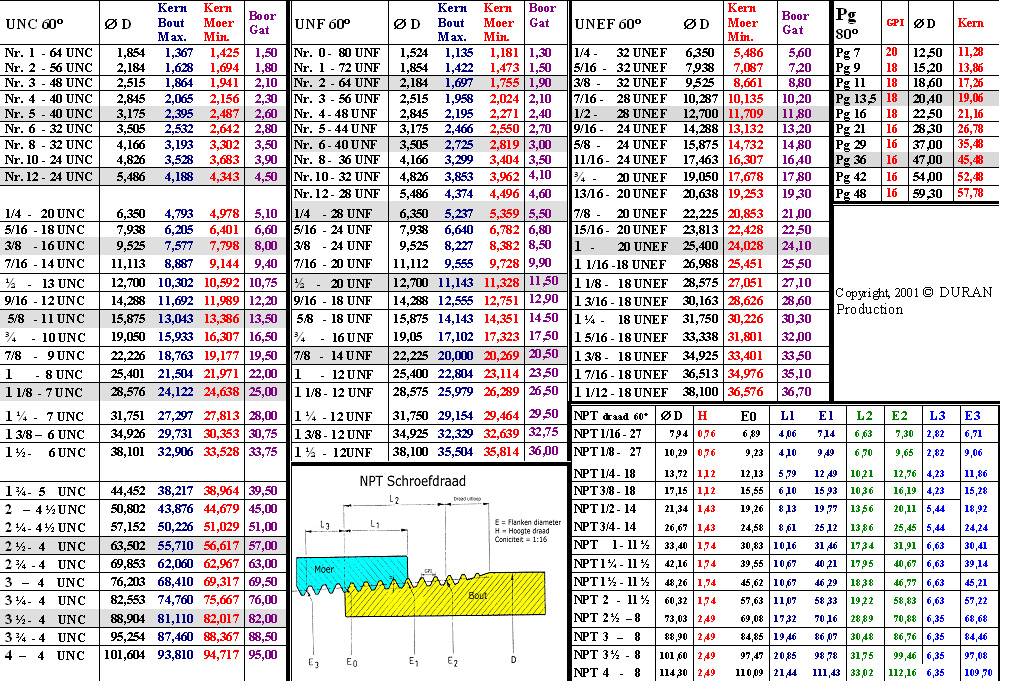
Американская дюймовая резьба, размеры сечений
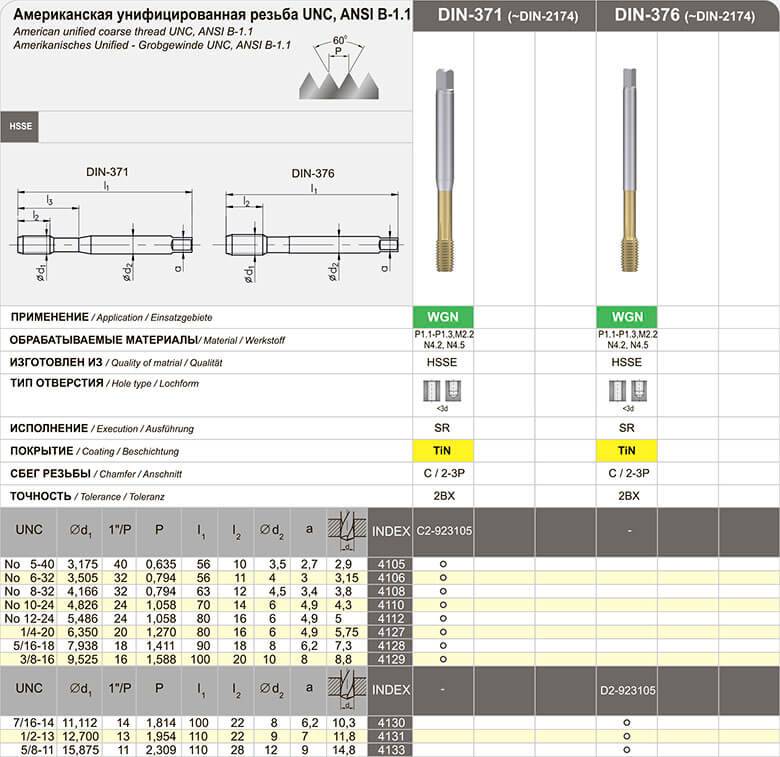
Унифицированные дюймовые резьбы стандарта UN (UNC, UNF и UNEF) широко распространены в Америке и Канаде, где действует дюймовая система измерений. Здесь этот стандарт является основным для болтов, винтов, гаек и многих других крепежных деталей, используемых в машиностроении. Их изготовление регламентируется и контролируется организациями ASME и ANSI.
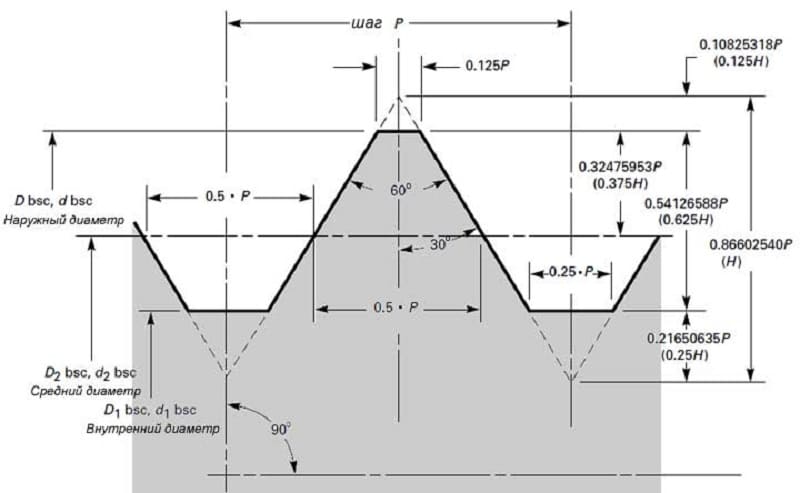
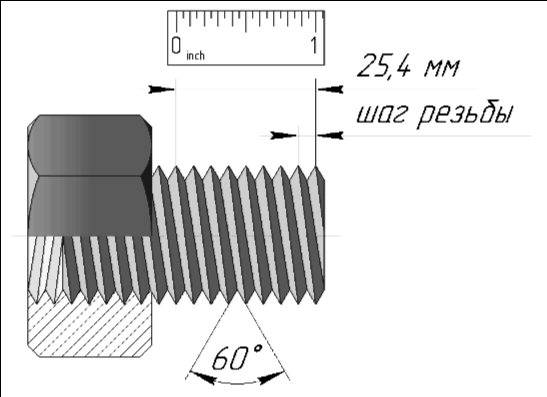
Американская резьба имеет тот же профиль с углом при вершине60° , что и метрическая стандарта ISO, но ее основные параметры выражены не в миллиметрах, а в дюймах.
В зависимости от частоты витков она также бывает крупная (основная) UNC, мелкая UNF и супермелкая UNEF. Число витков на дюйм именуется шагом TPI, тогда как в метрике под шагом подразумевается расстояние между соседними вершинами винтовой линии Р (мм).
Эти параметры связаны соотношением: Р = 1″/ TPI (напомним, что 1″ = 25,4 мм).
Условные обозначения
В обозначении резьбы указывается ее наружный диаметр – D
, за которым следует шаг –TPI (количестве ниток на дюйм) и ее тип –UNC илиUNF .
Для диаметров менее 1/4″
размер обозначается целым числом от0 до 12 , которое стоит после символа# или№ .
Каждому числу соответствует определенный наружный D, точное значение которого можно посмотреть в справочной таблице. Для всех остальных диаметров выше 1/4″ эта величина выражена в дюймах.

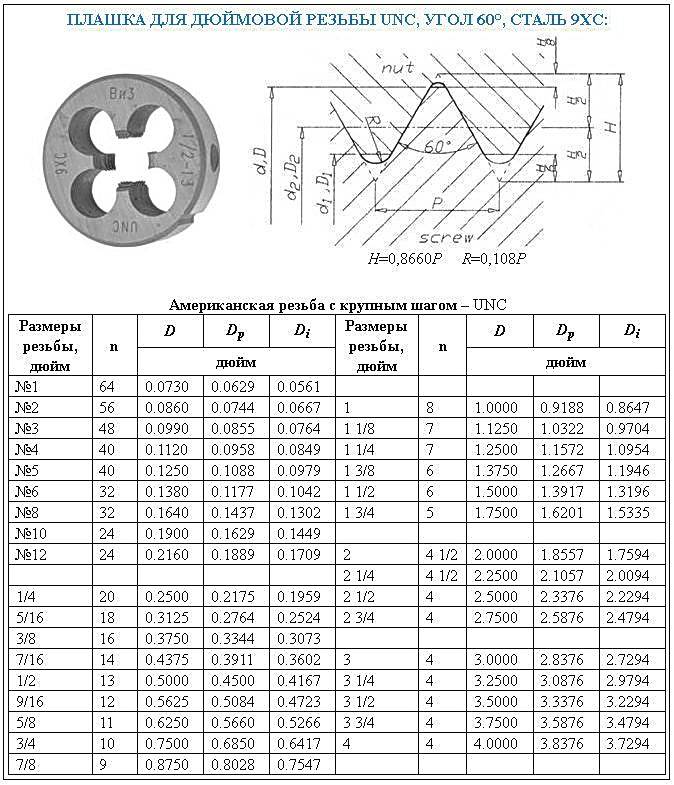
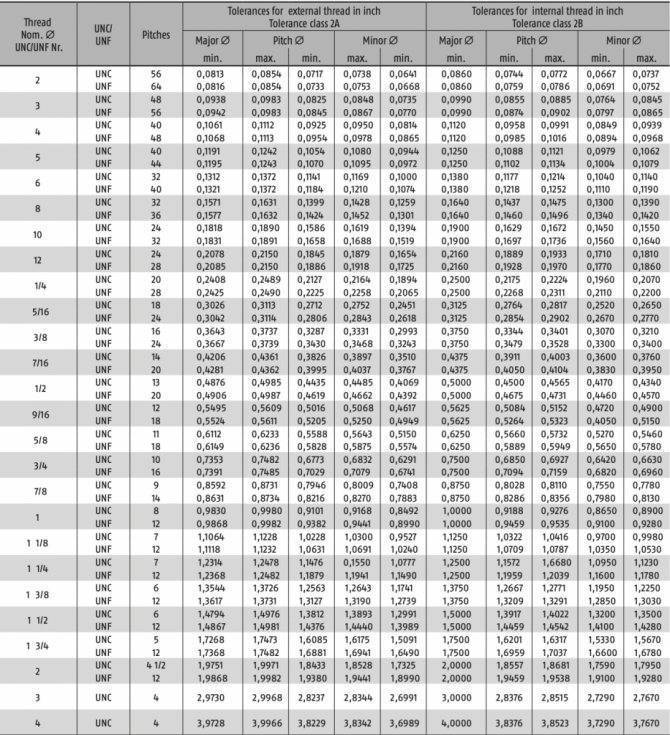
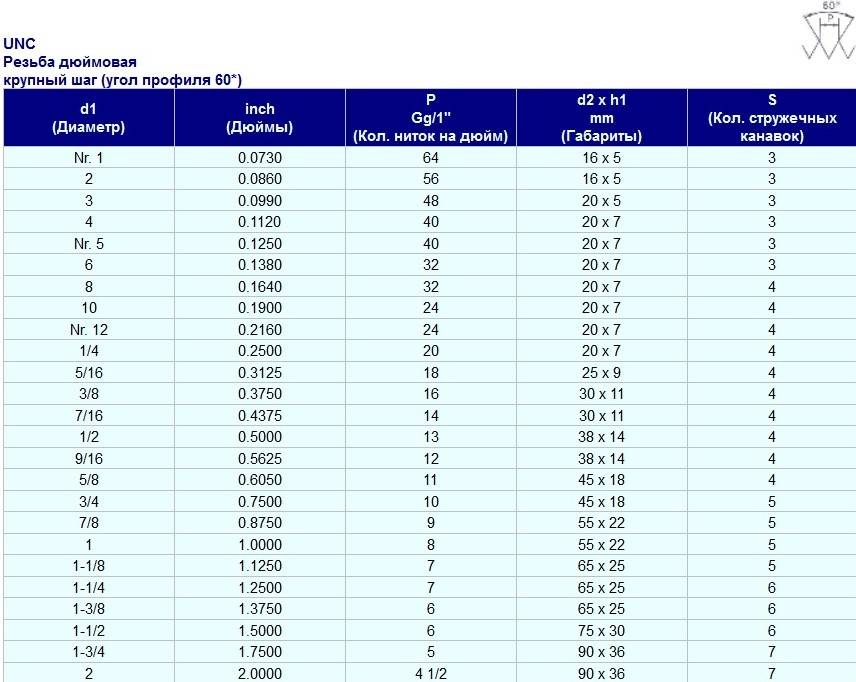
Американская резьба с крупным шагом – UNC
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы, мм | |
| дюймы | мм | миллиметры | ||||
| #1 | 1,85 | 64 | 1,85 | 1,6 | 1,42 | 0,40 |
| #2 | 2,18 | 56 | 2,18 | 1,89 | 1,69 | 0,45 |
| #3 | 2,51 | 48 | 2,51 | 2,17 | 1,94 | 0,53 |
| #4 | 2,84 | 40 | 2,84 | 2,43 | 2,16 | 0,64 |
| #5 | 3,17 | 40 | 3,18 | 2,76 | 2,49 | 0,64 |
| #6 | 3,50 | 32 | 3,51 | 2,99 | 2,65 | 0,79 |
| #8 | 4,16 | 32 | 4,17 | 3,65 | 3,31 | 0,79 |
| #10 | 4,83 | 24 | 4,83 | 4,14 | 3,68 | 1,06 |
| #12 | 5,49 | 24 | 5,49 | 4,8 | 4,34 | 1,06 |
| 1/4 | 6,35 | 20 | 6,35 | 5,52 | 4,98 | 1,27 |
| 5/16 | 7,94 | 18 | 7,94 | 7,02 | 6,41 | 1,41 |
| 3/8 | 9,53 | 16 | 9,53 | 8,49 | 7,81 | 1,59 |
| 7/16 | 11,1 | 14 | 11,11 | 9,93 | 9,15 | 1,81 |
| 1/2 | 12,7 | 13 | 12,70 | 11,43 | 10,58 | 1,95 |
| 9/16 | 14,3 | 12 | 14,29 | 12,91 | 12,00 | 2,12 |
| 5/8 | 15,9 | 11 | 15,88 | 14,38 | 13,38 | 2,31 |
| 3/4 | 19,1 | 10 | 19,05 | 17,40 | 16,30 | 2,54 |
| 7/8 | 22,2 | 9 | 22,23 | 20,39 | 19,17 | 2,82 |
| 1 | 25,4 | 8 | 25,40 | 23,34 | 21,96 | 3,18 |
| 1 1/8 | 28,6 | 7 | 28,58 | 26,22 | 24,65 | 3,63 |
| 1 1/4 | 31,8 | 7 | 31,75 | 29,39 | 27,82 | 3,63 |
| 1 3/8 | 34,9 | 6 | 36,93 | 32,17 | 30,34 | 4,23 |
| 1 1/2 | 38,1 | 5 | 38,10 | 35,35 | 33,52 | 4,23 |
| 1 3/4 | 44,4 | 5 | 44,45 | 41,15 | 38,95 | 5,08 |
| 2 | 50,8 | 4 1/2 | 50,80 | 47,13 | 44,69 | 5,64 |
| 2 1/4 | 57,1 | 4 1/2 | 57,15 | 53,48 | 51,04 | 5,64 |
| 2 1/2 | 63,5 | 4 | 63,50 | 59,38 | 56,63 | 6,35 |
| 2 3/4 | 69,9 | 4 | 69,85 | 65,73 | 62,98 | 6,35 |
| 3 | 76,2 | 4 | 76,20 | 72,08 | 69,33 | 6,35 |
| 3 1/4 | 82,5 | 4 | 82,55 | 78,43 | 75,68 | 6,35 |
| 3 1/2 | 88,9 | 4 | 88,9 | 84,78 | 75,68 | 6,35 |
| 3 3/4 | 95,2 | 4 | 95,25 | 91,13 | 88,38 | 6,35 |
| 4 | 101,6 | 4 | 101,60 | 97,48 | 94,73 | 6,35 |
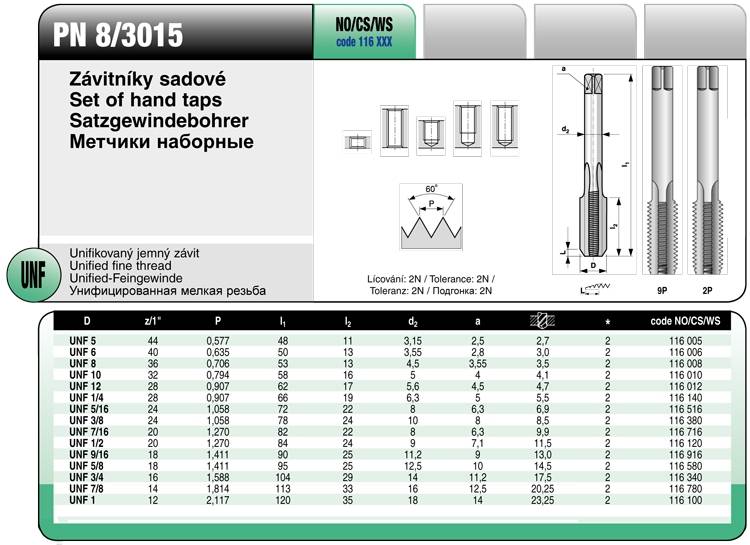
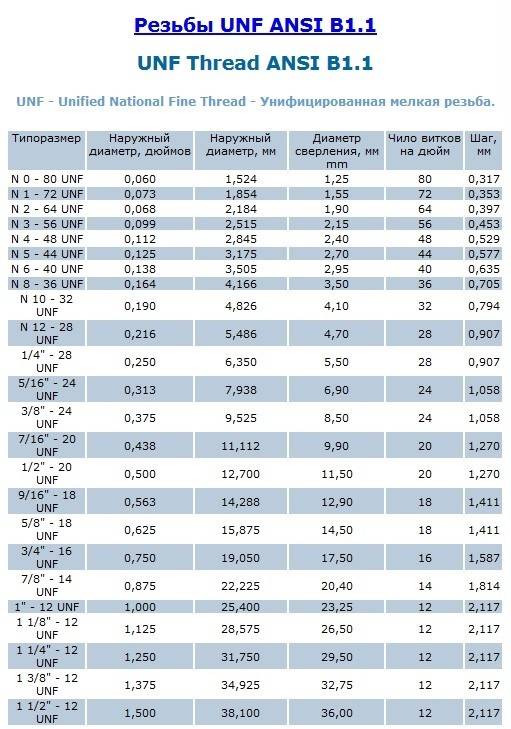
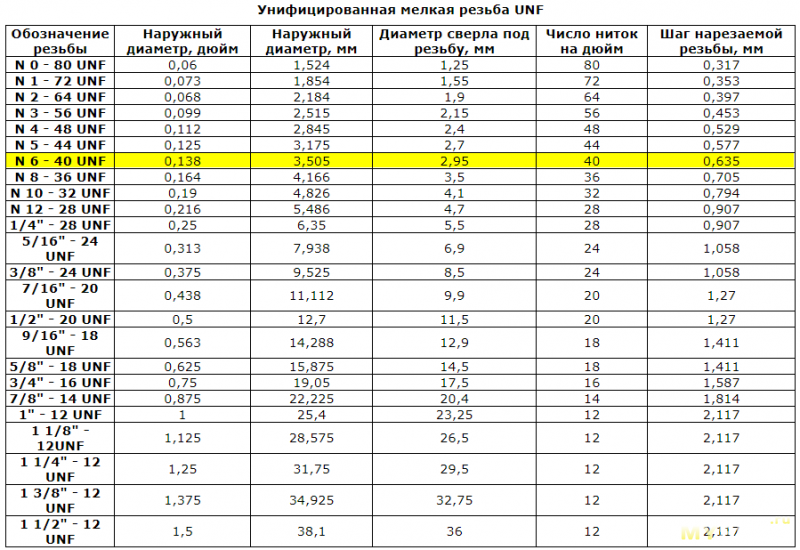
Американская резьба с мелким шагом – UNF
| Размер резьбы | Число ниток на дюйм | D — наружный диаметр | Dp — средний диаметр | Di — внутренний диаметр | Шаг резьбы | |
| дюймы | мм | миллиметры | ||||
| #0 | 1,52 | 80 | 1,52 | 1,32 | 1,18 | 0,32 |
| #1 | 1,85 | 72 | 1,85 | 1,63 | 1,47 | 0,35 |
| #2 | 2,18 | 64 | 2,18 | 1,93 | 1,76 | 0,40 |
| #3 | 2,51 | 56 | 2,51 | 2,22 | 2,02 | 0,45 |
| #4 | 2,84 | 48 | 2,84 | 2,50 | 2,27 | 0,53 |
| #5 | 3,17 | 44 | 3,18 | 2,80 | 2,55 | 0,58 |
| #6 | 3,51 | 40 | 3,51 | 3,09 | 2,82 | 0,63 |
| #8 | 4,17 | 36 | 4,17 | 3,71 | 3,4 | 0,71 |
| #10 | 4,83 | 32 | 4,83 | 4,31 | 3,88 | 0,79 |
| #12 | 5,49 | 28 | 5,49 | 4,90 | 4,40 | 0,91 |
| 1/4 | 6,35 | 28 | 6,35 | 5,76 | 5,37 | 0,91 |
| 5/16 | 7,94 | 24 | 7,94 | 7,25 | 6,79 | 1,06 |
| 3/8 | 9,53 | 24 | 9,53 | 8,84 | 8,38 | 1,06 |
| 7/16 | 11,1 | 20 | 11,11 | 10,29 | 9,74 | 1,27 |
| 1/2 | 12,7 | 20 | 12,70 | 11,87 | 11,33 | 1,27 |
| 9/16 | 14,3 | 18 | 14,29 | 13,37 | 12,76 | 1,41 |
| 5/8 | 15,9 | 18 | 15,88 | 14,96 | 14,35 | 1,41 |
| 3/4 | 19,1 | 16 | 19,05 | 18,02 | 17,33 | 1,59 |
| 7/8 | 22,2 | 14 | 22,23 | 21,05 | 20,26 | 1,81 |
| 1 | 25,4 | 12 | 25,40 | 24,03 | 23,11 | 2,12 |
| 1 1/8 | 28,6 | 12 | 28,58 | 27,20 | 26,28 | 2,12 |
| 1 1/4 | 31,8 | 12 | 31,75 | 30,38 | 29,46 | 2,12 |
| 1 3/8 | 34,9 | 12 | 34,93 | 33,55 | 32,63 | 2,12 |
| 1 1/2 | 38,1 | 12 | 38,10 | 36,73 | 35,81 | 2,12 |
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | Н*м*Фунт силы-фут** |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.
** Фунт силы-фут – британский и американский эквивалент Н*м.
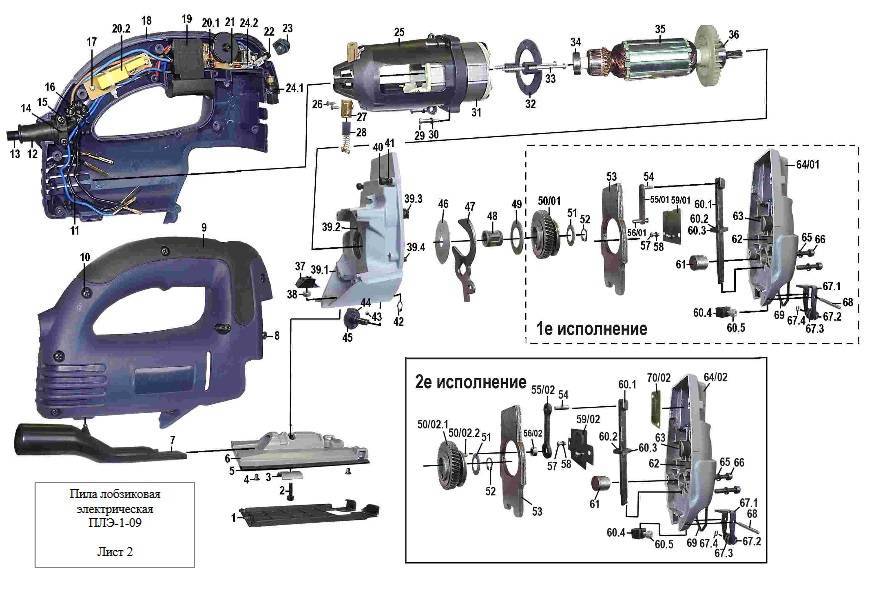
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.
Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
Обозначение конической резьбы на чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
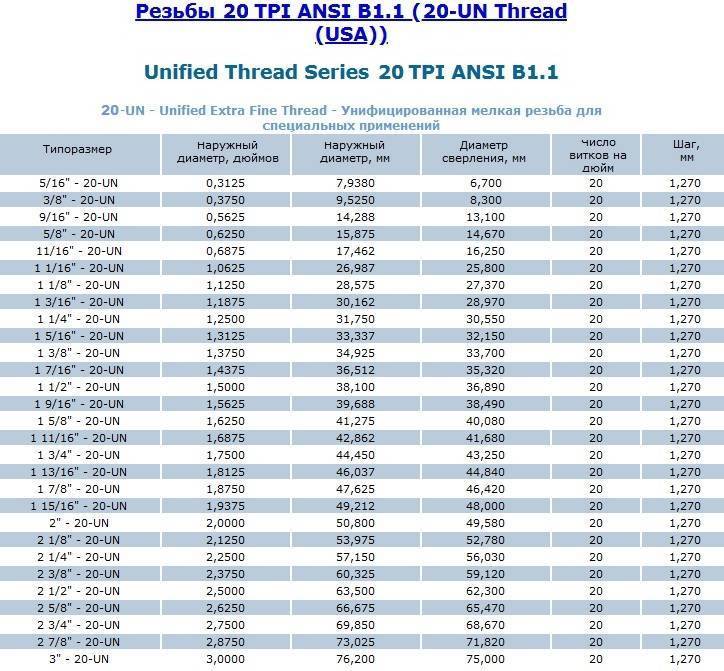
Тип 8 TPI
Резьба мелкая унифицированная 8 TPI поспецификации ASME B 11 разработана для специальных областей применения, например, ответственныхдеталей токарных станков по дереву/металлу. Размерный ряд соответствуетследующим значениям:
Типоразмер | Шаг (мм) | Витков на дюйм | D сверления (мм) | D наружный (мм) | D наружный (дюйм) |
1 1/16”-8 UN | 3,175 | 8 | 23,9 | 26,988 | 1,063 |
1 1/8”-8 UN | 3,175 | 8 | 25,5 | 28,575 | 1,125 |
1 3/16”-8 UN | 3,175 | 8 | 27,1 | 30,162 | 1,187 |
1 1/4”-8 UN | 3,175 | 8 | 28,75 | 31,175 | 1,25 |
1 5/16”-8 UN | 3,175 | 8 | 30,3 | 33,338 | 1,313 |
1 3/8”-8 UN | 3,175 | 8 | 31,75 | 34,925 | 1,375 |
1 1/2”-8 UN | 3,175 | 8 | 35 | 38,1 | 1,5 |
1 5/8”-8 UN | 3,175 | 8 | 38 | 41,275 | 1,625 |
1 3/4”-8 UN | 3,175 | 8 | 41,5 | 44,45 | 1,75 |
1 7/8”-8 UN | 3,175 | 8 | 44,5 | 47,625 | 1,875 |
2”-8 UN | 3,175 | 8 | 47,75 | 50,8 | 2 |
2 1/8”-8 UN | 3,175 | 8 | 50,9 | 53,975 | 2,125 |
2 1/4”-8 UN | 3,175 | 8 | 54 | 57,15 | 2,25 |
2 3/8”-8 UN | 3,175 | 8 | 57,2 | 60,325 | 2,375 |
2 1/2”-8 UN | 3,175 | 8 | 60,4 | 63,5 | 2,5 |
Эту резьбу часто имеют оружейныедетали и крепеж легковых авто с конвейеров США, Канады.
Маркировка
Обозначение рассматриваемой резьбы включает буквенное указание, отражающий тип (UNC), и цифровой индекс, обозначающий диаметр (в дюймах). В некоторых случаях используются дополнительные обозначения. Они могут отражать шаг (через тире) и направление. Для небольших вариантов (менее 1/4’’) применяют особые маркировки. Это обусловлено их затрудненным измерением. Обозначения включают номера (от 0 до 12) и частоту витков (через тире). Для примера можно рассмотреть 1/4” – 20UNСх2 1/2”.
- 1/4 – диаметр (в данном случае наружное значение равно 6,35 мм, внутреннее – 5,35 мм).
- 20 – частота витков.
- UNC – тип.
- 2 1/2’’ – длина болта.
Моменты затяжки
Моменты затяжки крепежных изделий с дюймовой резьбой стандарта UNC для болтов и гаек SAE класса прочности 5 и выше приведены в следующей таблице.
| Размер резьбы, дюймы | Момент затяжки стандартных болтов и гаек | |
|---|---|---|
| Н*м* | Фунт силы-фут** | |
| 1/4 | 12± 3 | 9±2 |
| 5/16 | 25 ± 6 | 18± 4,5 |
| 3/8 | 47± 9 | 35 ± 7 |
| 7/16 | 70± 15 | 50± 11 |
| 1/2 | 105± 20 | 75±15 |
| 9/16 | 160 ± 30 | 120± 20 |
| 5/8 | 215± 40 | 160 ± 30 |
| 3/4 | 370 ± 50 | 275 ± 37 |
| 7/8 | 620± 80 | 460 ± 60 |
| 1 | 900 ± 100 | 660 ± 75 |
| 11/8 | 1300 ± 150 | 950 ± 100 |
| 1 1/4 | 1800 ±200 | 1325 ±150 |
| 1 3/8 | 2400 ± 300 | 1800 ± 225 |
| 1 1/2 | 3100 ± 350 | 2300 ± 250 |
*1 Ньютон-метр (Н*м) равен примерно 0,1 кГм.** Фунт силы-фут – британский и американский эквивалент Н*м.
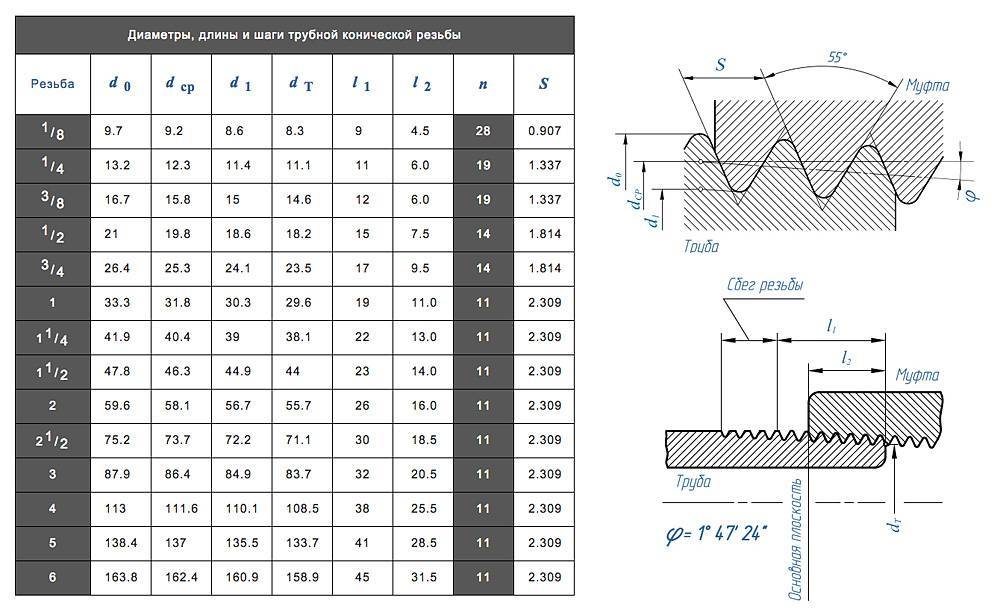
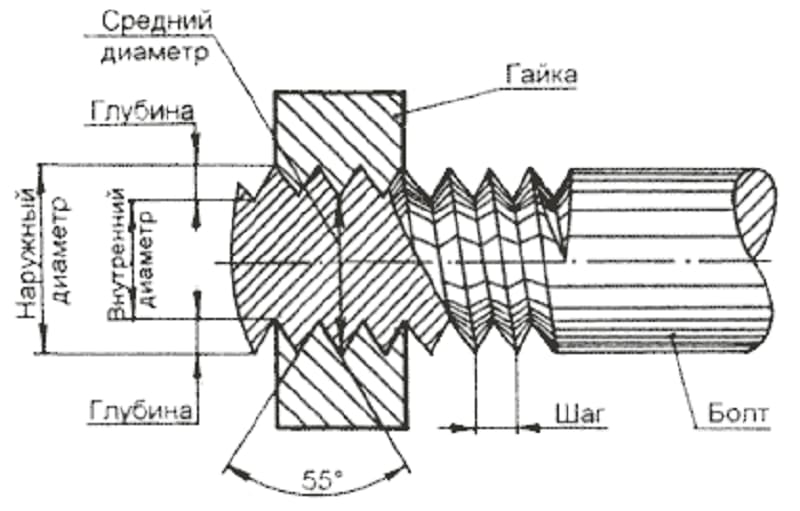
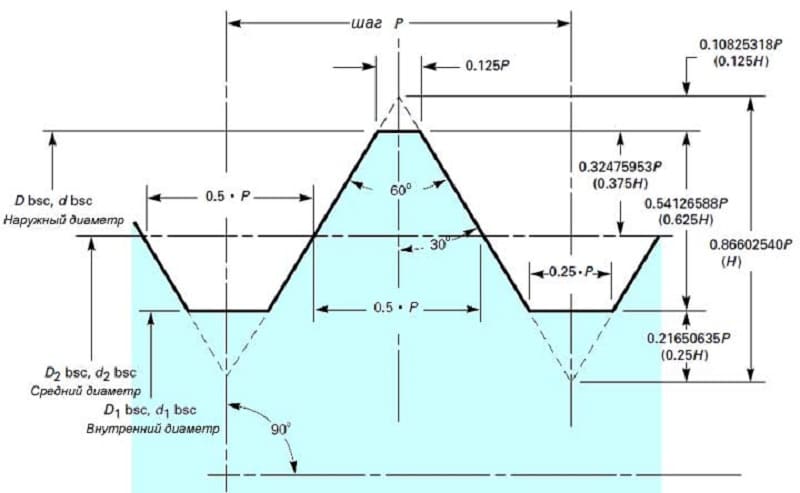
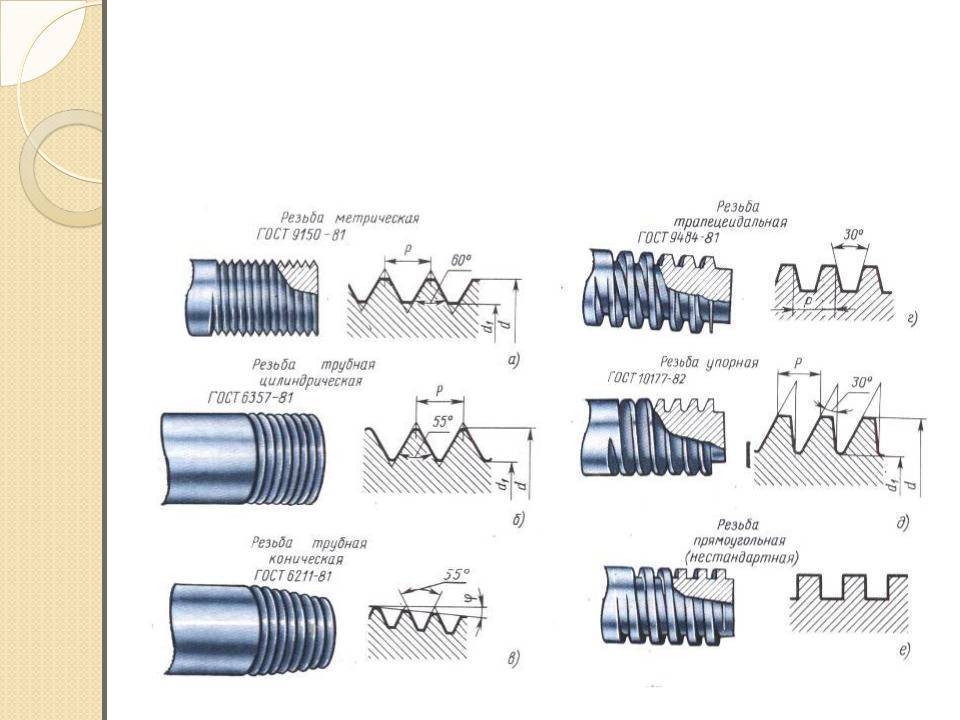
Трубная дюймовая резьба
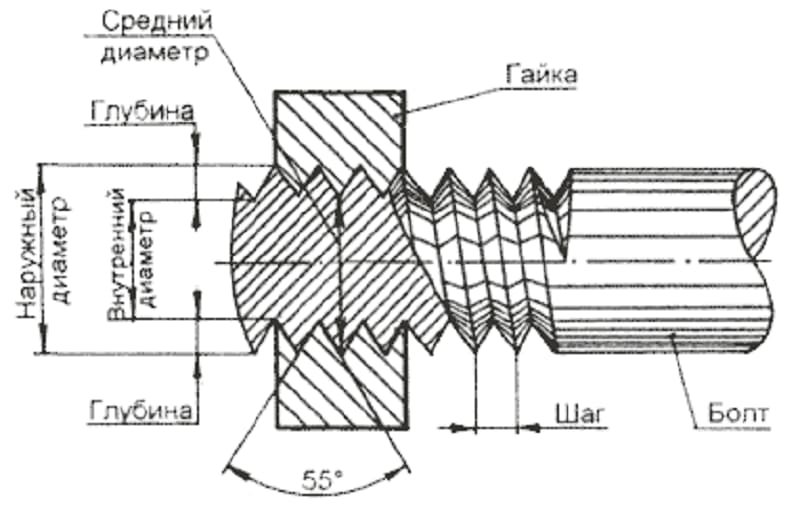
В сантехнике дюймами обозначают длину металлических соединительных частей с чередующимися крепежными бороздками и выступами. В отличие от метрической системы, угол при вершине витков в большинстве случаев равен 55°. Впадины и гребни закругляются, как показано на чертеже ниже.
Обозначение элементов зависит от их диаметра и материала, т. к. в разных системах снабжения измеряемые параметры деталей отличаются. В металлических трубопроводах принято указывать внутренний диаметр, а в пластиковых – наружный. При покупке фитингов нужно учитывать, какой из размеров следует определять (значения можно узнать из приведенной ниже таблицы).
| Наименование материала | Внутренний диаметр, мм | Диаметр нарезки, дюйм | Наружный диаметр, мм |
|---|---|---|---|
| Металл | 15 | 1/2 | 20 |
| 20 | 3/4 | 26 | |
| 25 | 1 | 32 | |
| Металлопластик | Зависит от толщины стенок | 1/2 | 16 |
| 3/4 | 20 | ||
| 1 | 26(25) | ||
| Полипропилен (ПП) | 1/2 | 20 | |
| 3/4 | 25 | ||
| 1 | 32 | ||
| Полиэтилен | 1/2 | 20 | |
| 3/4 | 25 | ||
| 1 | 32 |
Для резьбового монтажа труб используют закругленные впадины и торцы витков.
Трубная нарезка может быть разной:
- Американская типа UTS. Подразделяется на несколько видов: UNF, UNEF, UNC. Все они отличаются расстоянием между витками. Угол у вершины гребня составляет 60°.
- Английская типа BSV. Это крепеж с мелким шагом, угол при вершине равен 55°.
- Коническая NPT.
- Цилиндрическая типа NPS.
- Трубная нарезка подразделяется на разные виды.
Два последних вида нарезки соответствуют ГОСТ 6111-52 и имеют угол при вершине витков в 60°.
Международное наименование цилиндрической резьбы – G, конической – R.
Разновидности дюймовой резьбы
Дюймовая резьба может быть цилиндрической или конической. При цилиндрическом соединении размеры внешнего и внутреннего диаметра сохраняются по всей длине запчасти. Резьбовой шаг имеет фиксированный размер, а количество витков взаимосвязано с шагом. Запчасти с таким соединением более прочные и надежные.
При конусном соединении резьба имеет переменный диаметр. Наибольшее применение получили резьбы с сужающимся диаметром, при котором диаметр у основания больше диаметра у хвоста запчасти. На детали с конусным соединением нередко наносят двойную маркировку, указывая не только начальный, но и конечный диаметр. Резьба коническая дюймовая прочнее и медленнее истирается, однако наносить ее сложнее, а ошибки в процедуре могут серьезно ухудшить качество соединения.
Конструкция инструмента
Метчик UNF/UNC представляет собой винт со стружечными канавками и соответствующей заточкой переднего, заднего и других углов. Основными элементами инструмента являются режущая (заборная) и калибрующая части, канавки для удаления стружки. Режущая часть изготовлена из быстрорежущей марки стали или твердого сплава. Для ручного использования или установки в патрон имеется соответствующий хвостовик.

Достоинством инструмента является простота и технологичность конструкции, а также высокая точность нарезки и возможность работы за счет самоподачи. Сложностью является необходимость приложения больших сил резания и сил трения, трудности с удалением стружки.
В зависимости от конструкции метчики UNF/UNC подразделяются на:
- ручные или слесарные;
- машино-ручные;
- машинные;
- гаечные и другие.
Заключение
Дюймовая резьба — особая разновидность резьбового соединения. Эта технология распространена в некоторых западных странах (США, Великобритания, Япония и другие). В России ее применение регулируется с помощью государственного стандарта ГОСТ 6111-52. Технология обычно применяется для нарезки бетонных или железобетонных труб, а также для производства шурупов, болтов, специальных деталей для электроники. Основные технические параметры резьбы — внутренний и внешний диаметр, ширина шага, тип профиля (цилиндрический или конический).
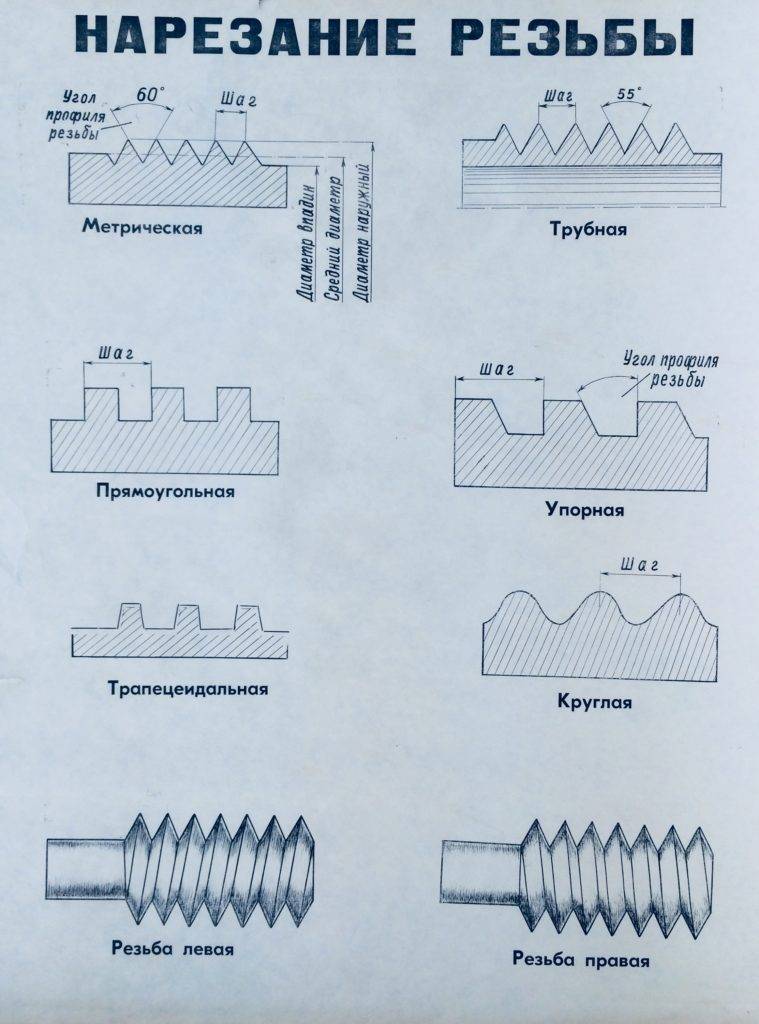
Основное отличие дюймовой резьбы от метрической — гребни расположены под углом 54-55 градусов (а не 60). Это делает профиль более вытянутым, прямоугольным (то есть гребень будет более длинным, но менее широким у основания). Небольшая угловая разница делает невозможным вкручивание метрических деталей в дюймовые и наоборот. Для создания резьбового соединения используется ручная или токарная нарезка. Первую технологию лучше использовать в случае домашнего или мелкосерийного производства, а вторая технология подходит для крупных производств.
- Гулиа Н. В., Клоков В. Г., Юрков С. А. Детали машин. — М.: Академия, 2004.
- Богданов В. Н., Малежик И. Ф., Верхола А. П. и др. Справочное руководство по черчению. — М.: Машиностроение, 1989.
- Якухин В. Г., Ставров В. А. Изготовление резьб. Справочник. — М.: Машиностроение, 1989.