Демонтируем патрон
В зависимости от способа крепления патронного механизма, методы разборки будут различаться.
Резьбовое соединение
Разбирать такую конструкцию надо в таком порядке.
- Аккуратно производим откручивание стопорного винта.
- Выкручиваем патрон против часовой стрелки, если резьба затянута на совесть, зажимаем вал инструмента в тиски. Для откручивания используется газовый ключ. Потом снимаем устройство и осматриваем его на предмет целостности и исправности.
- Если сверло заклинило в губках, то наносим не сильные, но точные удары молотком с помощью выколотки по кулачкам сверху.

Установку осуществляем в обратном порядке. При закручивании нового устройства вал надо фиксировать от проворачивания свободной рукой. Последним закручиваем стопорное устройство. В помощь домашним умельцам видео:
Соединение конусом
Снять патрон с конусной части вала довольно легко. В комплекте дрели должно быть специальное приспособление для этих целей, но многие опытные мастера пользуются таким методом: переворачивают инструмент сверлом вниз, закрепляют его и равномерными ударами молотком по тыльной стороне приспособление выбивается с вала.
После демонтажа надо отшлифовать конусные поверхности при помощи наждачного полотна, если есть задиры поверхности, то удалите их напильником. Новый патрон устанавливается на место еще проще — ударами киянки поверху он усаживается плотно на место соединения.
Пользователям необходимо помнить, что удаление сверла или другой насадки, когда их заклинило в патроне, требует определенных навыков и умения обращаться со слесарными инструментами, но в любом случае надо демонтировать устройство. Если же патрон на дрели вышел из строя, то его надо заменить.
Резьбонарезные патроны для токарно-револьверных станков с цикловым программным управлением
Резьбонарезные патроны для токарно-револьверных станков с цикловым программным управлением (ТРС с ЦПУ) моделей 1А341Ц и 1Г341ПЦ. Одной из особенностей нарезания резьбы на ТРС с ЦПУ является то, что величина подачи патрона не соответствует шагу нарезаемой резьбы. Причем подача, как правило, меньше шага резьбы. В этих условиях резьбонарезной патрон должен обеспечивать: а) врезание инструмента в заготовку (захват метчика или плашки); б) вытягивание подвижного плашкометчикодержателя на длину, равную опережению инструмента вследствие разности шага нарезаемой резьбы и подачи револьверного суппорта; в) возврат плашкометчикодержателя при обратном вращении шпинделя. Причем на данных станках при реверсе шпинделя включение обратной подачи происходит с некоторым опозданием, поэтому патрон должен обеспечивать возможность возврата плашкометчикодержателя на величину большую, чем рабочий ход вперед. В противном случае произойдет срезание двух-трех начальных ниток резьбы. Кроме того, резьбонарезной патрон должен иметь минимальные габариты выступающих из револьверной головки частей.
Всем этим требованиям отвечают резьбонарезные патроны, разработанные в Ленинградском особом конструкторском бюро автоматов и револьверных станков.
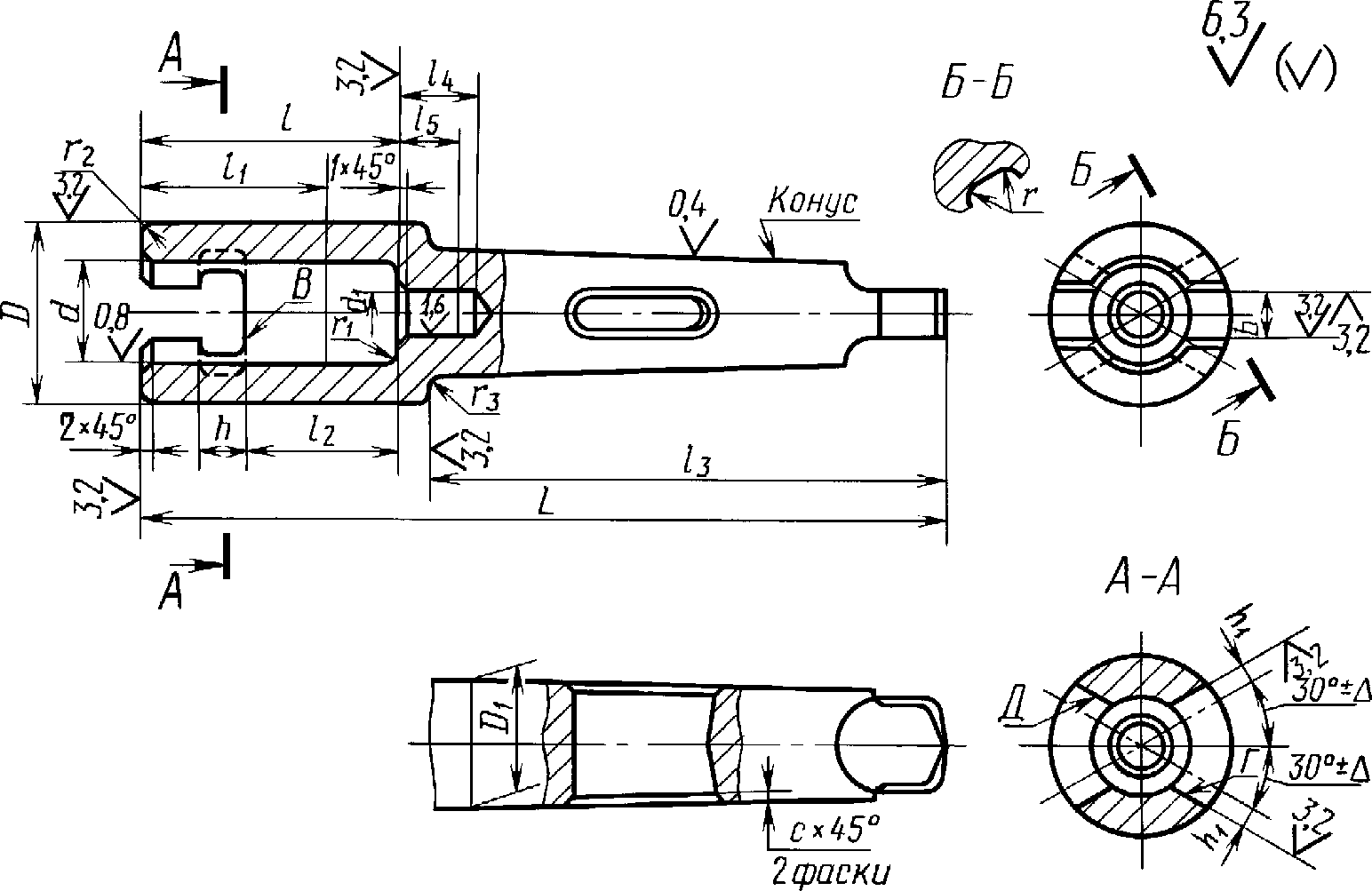
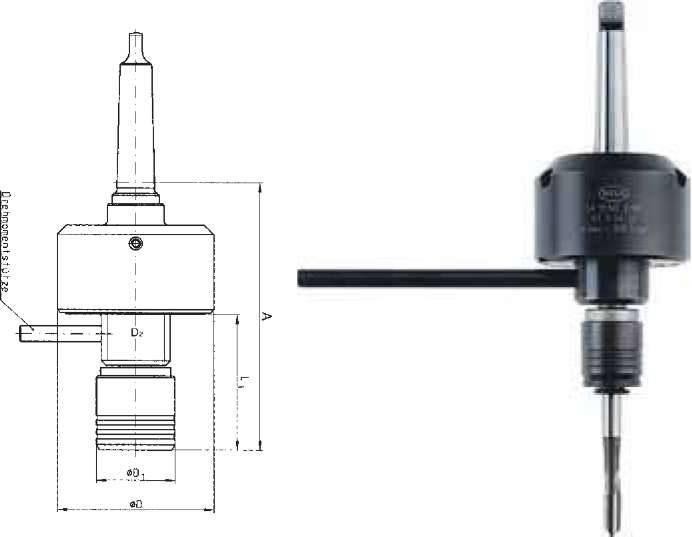
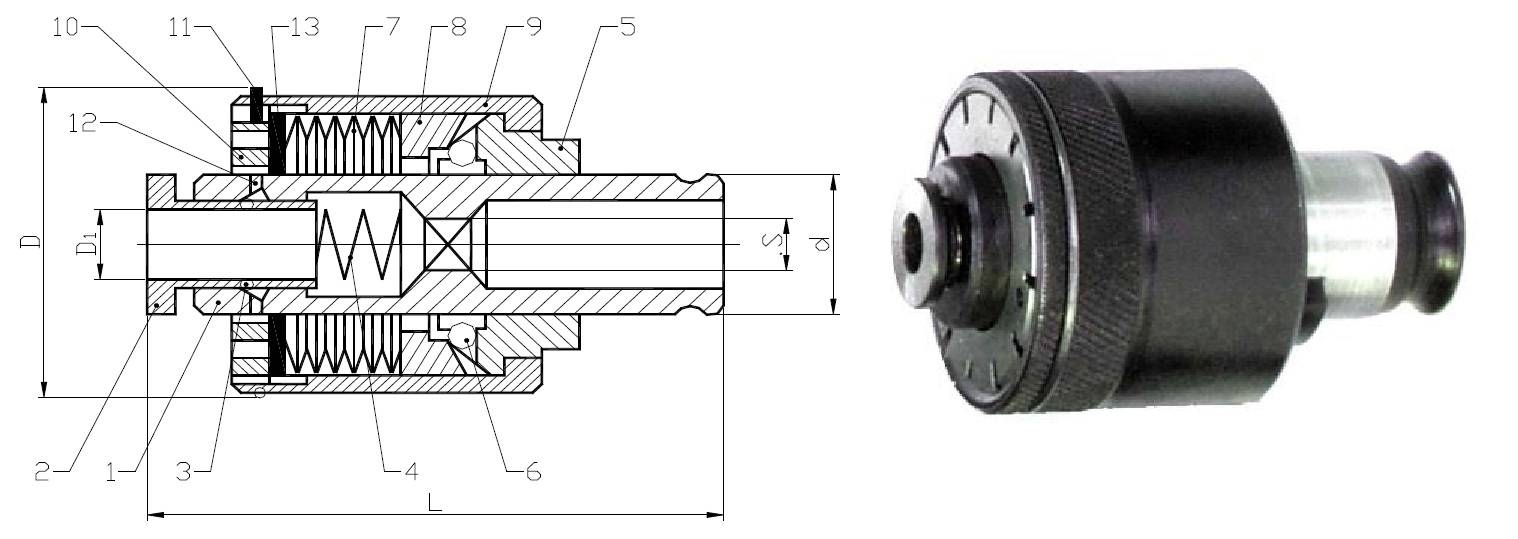
На рис. 144 показан патрон для нарезания резьбы размером от М5 до М12 метчиком или плашкой. Корпус 5 патрона имеет гладкую цилиндрическую форму диаметром 30п9 и выполняет роль хвостовика при установке в отверстии револьверной головки. В центральном глухом отверстии корпуса расположен подвижный плашкометчикодержатель в котором предусмотрены два выступа 10 квадратного сечения. Эти выступы образованы из сфрезерованного с двух сторон кольцевого буртика. В отверстие диаметром 18Н9 в плашкометчикодержателе устанавливаются переходные втулки для метчиков или плашек, закрепляемых винтом 2 с внутренним шестигранником «под ключ».
Рис. 144. Резьбонарезной патрон для токарно-револьверных станков с цикловым программным управлением 1А341Ц и 1Г341ПЦ
В корпусе выполнены два симметричных паза, образованных прямоугольными стенками 11, 12 и 14 и радиусной выемкой 9, наклоненной под углом 45° к оси патрона. Плашкометчикодержатель соединен с корпусом, подпружиненным пружиной 7, винтом 6. Между торцами плашкодержателя и шайбы 4 установлена пружина 3. Усилия сжатия ее на 0,5—1 кг больше усилия сжатия пружины 7. Между головкой винта и пружиной также установлена шайба 8.
В нерабочем состоянии под действием пружины 7 плашкометчикодержатель всегда отводится вправо до касания шайбы 4 к торцу отверстия в корпусе. В таком положении выступы плашкометчикодержателя боковыми гранями соприкасаются с плоскостью 14, а передние грани перекрывают на величину е опорную плоскость 11 корпуса.
Процесс нарезания резьбы и свинчивания происходит следующим образом.
Инструмент (метчик или плашка), закрепленный в патроне, подводится к детали до их соприкосновения. Метчик останавливается, а корпус, продолжая движение до упора плоскости 11 в выступы 10, начинает перемещать плашкометчикодержатель с инструментом. Происходит врезание (захват) инструмента в деталь, плашкодержатель разворачивается до упора выступа в грань 12.
После нарезания резьбы на всю длину шпиндель реверсируется, направление подачи меняется. Выступы переходят на грань 14, а плашкометчикодержатель заходит в отверстие. После прохождения точки 15 на грани 14 выступы зайдут в выемку 9, минуя грань 11, до полного свинчивания инструмента. Без этой выемки выступы прикоснулись бы к грани 11 раньше, чем инструмент вышел из резьбы детали, произошло бы срезание начальных ниток. При отводе суппорта пружина 3 возвратит плашкометчикодержатель в исходное положение.
Патрон обладает высокой надежностью
Его компактность позволяет устанавливать инструменты с минимальным вылетом, что весьма важно для станков с горизонтальной осью револьверной головки
Этот же принцип положен в основу конструкции патрона для нарезания резьбы М14…М24, а также предохранительных патронов.
Классификация
Практически все виды рассматриваемой оснастки имеют схожую конструкцию. Однако они отличаются по следующим основным признакам, которые и является критериями для проведения классификации:
- Тип хвостовика, который определяет ГОСТ.
- Диапазон нарезания, в котором может использоваться конкретная модель. Речь идет о диаметре тела вращения.
- Тип конуса.
- Длина и другие размеры.
Все модели обозначены согласно правилам ГОСТ, что позволяет найти необходимый вариант достаточно быстро.

Набор резьбонарезных предохранительных головок с патроном
Кроме этого можно выделить следующие типы резьбонарезных патронов:
- Для «жесткого» нарезания.
- Для обработки с компенсацией.
Существуют варианты исполнения, которые создаются по заказу под определенные станки .
Патрон сверлильный
Сверлильный патрон – это основной элемент оснастки сверлильных и токарных станков, а также электрического, пневматического и ручного инструмента, предназначенный для крепления металлорежущего инструмента с цилиндрическим хвостовиком на шпиндель. В основном это сверла различного диаметра, а также развертки, зенкера, фрезы, метчики и другой инструмент.
Конструкция сверлильных патронов
Если рассматривать конструкцию патрона кулачкового типа, то он включает следующие основные элементы:
- корпус;
- гайка с обоймой;
- винтовой хвостовик с левой резьбой;
- шарикоподшипник между гайкой и хвостовиком;
- кулачки.
В обойме профрезерованы три паза с кулачками (зажимами), также 3 Г-образных паза имеется и в верхней части винта. Последние обеспечивают подвижную радиальную связь зажимов и винта. Вращение осуществляется с помощью ключа, который входит в зубчатое зацепление с обоймой. Концевая часть ключа фиксируется в корпусе патрона.
При вращении хвостовой части винт совершает осевые движения, придавая зажимам патрона радиально-осевое перемещение. Кулачки осуществляют скольжение внутри корпуса и по бортику обоймы, обеспечивая фиксацию инструмента или освобождая его от действия сжимающих сил.
В процессе сверления хвостовик патрона проворачивается в его корпусе в направлении часовой стрелки. Тем самым на винт действует усилие затягивания, которое усиливает силу фиксации инструмента. При смене инструмента обойма вращается против часовой стрелки с помощью ключа, тем самым разжимая кулачки.
Виды фиксации инструмента
Существует несколько основных видов фиксаторов инструмента для сверлильных станков:
- Трехкулачковый патрон для зажима цилиндрического хвостовика.
- Двухкулачковый патрон. Применяется при малых нагрузках для инструментов небольшого диаметра.
- Быстросменные устройства с коническим хвостовиком.
- Самоустанавливающиеся фиксирующие устройства. Применяются для расточки предварительно просверленных отверстий.
- Предохранительные фиксаторы применяются для работы с метчиками при подготовке резьб.
- Реверсивные патроны для сверлильных станков. Применяются при нарезании резьбы на оборудовании без обратного вращения шпинделя.
Возможности применения
Сверлильные патроны применяются для фиксации металлорежущего инструмента с хвостовиком диаметром до 20 мм. Конструкция и разнообразие вариантов исполнения оснастки позволяет использовать её для целого ряда технологических операций:
- Сверление отверстий в деталях. Возможна резка как сквозных отверстий, так и глухих требуемой длины.
- Рассверливание заранее просверленных отверстий под больший диаметр.
- Уменьшение шероховатости внутренней поверхности отверстия путем зенкерования.
- Развертка отверстий конической и цилиндрической формы.
- Подготовка фасок и выемок под шайбы и потайные головки путем зенкования.
- Раскатка отверстий с помощью оправки и закаленных тел качения (шариков и роликов) для получения плотной и гладкой поверхности с малой шероховатостью.
- Нарезание резьб метчиком на всю глубину или на её часть.
- Подрезание торцов для получения ровной поверхности под прямым углом к оси отверстия.
Также возможно развальцовывание полых заклепок и многие другие металлорежущие операции.
Общие правила эксплуатации
Для обеспечения точности при выполнении работ, долговечности оснастки, инструмента и оборудования рекомендуется следовать правилам безопасной эксплуатации:
Подбор патрона осуществляйте по минимальному и максимальному диаметру хвостовика инструмента.
При выборе патрона учтите его конструкцию, особе внимание уделите способам соединения со шпинделем (номеру конуса) и фиксации инструмента.
Используйте различные переходные конусные втулки для фиксации патрона и инструментов. При установке убедитесь в чистоте поверхности конуса.
Перед сверлением отметьте керном центр будущего отверстия.
При подборе сверла учтите вибрацию патрона, что увеличивает получаемый диаметр на 0,05 – 0,3 мм
Для высокоточного сверления используйте прецизионные патроны.
Применяйте тиски, призмы и прочие фиксаторы для обрабатываемых деталей.
Используйте СОЖ для охлаждения инструмента и продления срока его эксплуатации.
При сверлении отверстий большого диаметра используйте инструмент меньшего размера с последующим рассверливанием.
Действующие ГОСТы
Определяет основные размеры и прочие параметры трехкулачковых сверлильных патронов ГОСТ 8522. Быстросменную оснастку регулирует ГОСТ 14077-83. Также существуют и другие стандарты, определяющие параметры всех типов сверлильных патронов.
Патроны резьбонарезные с автоматическим реверсом
| Фото | Название | Цена | Количество | |
| Патрон резьбонарезной КМ 2 для метчиков М3-М12 | В наличии | 4 200 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 2 для метчиков М3-М16 | В наличии | 4 400 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 2 для метчиков М3-М10 с набором предохранительных головок | В наличии | 11 600 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной с автоматическим реверсом КМ 2 для метчиков М3-М12 «SOVIS» | В наличии | 18 960 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 3 для метчиков М3-М12 | В наличии | 4 200 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 3 для метчиков М3-М16 | В наличии | 4 400 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 3 для метчиков М3-М10 с набором предохранительных головок | В наличии | 11 600 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной с автоматическим реверсом КМ 3 для метчиков М3-М12 «SOVIS» | В наличии | 18 960 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной с автоматическим реверсом КМ 3 для метчиков М10-М20 «SOVIS» | В наличии | 27 000 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 3 для метчиков М12-М24 с набором предохранительных головок | В наличии | 17 260 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 4 для метчиков М3-М12 | В наличии | 4 200 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 4 для метчиков М3-М16 | В наличии | 4 700 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 4 для метчиков М3-М10 с набором предохранительных головок | В наличии | 11 600 руб. (с НДС) | В корзину Сравнить |
| Патрон резьбонарезной КМ 4 для метчиков М12-М24 с набором предохранительных головок | В наличии | 17 260 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М3 для метчиков по DIN371 | В наличии | 1 280 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М3,5 для метчиков по DIN371 | В наличии | 1 280 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М4 для метчиков по DIN371 | В наличии | 1 280 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М5-М6 для метчиков по DIN371 | В наличии | 1 280 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М8 для метчиков по DIN371 | В наличии | 1 280 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М10 для метчиков по DIN371 | В наличии | 1 280 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М10 для метчиков по DIN376 | В наличии | 1 280 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М12 для метчиков по DIN376 | В наличии | 1 280 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М14 для метчиков по DIN376 | В наличии | 1 700 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М16 для метчиков по DIN376 | В наличии | 1 700 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М18 для метчиков по DIN376 | В наличии | 1 700 руб. (с НДС) | В корзину Сравнить |
| Головка предохранительня М20 для метчиков по DIN376 | В наличии | 1 700 руб. (с НДС) | В корзину Сравнить |


























В полной мере реализовать возможности современных станков можно только с помощью качественной оснастки. Резьбонарезной патрон с системой автоматического реверса — элемент, применяемый для точного позиционирования и удержания метчика при формировании резьбы. Устройства совместимы как со стандартными токарными и сверлильными станками, так и с обрабатывающими центрами.








Преимущества специализированной оснастки для нарезания резьбы:
- высокая точность и повторяемость операций;
- возможность быстрой смены режущего инструмента;
- удешевление производственного процесса благодаря возможности привлечения к работам станков, не предназначенных для нарезания резьбы;
- невысокие требования к квалификации оператора.
Реверсивные резьбонарезные патроны обладают еще одним важным достоинством. В такой оснастке используется механизм, автоматически включающий обратную подачу при достижении заданной глубины. Современные системы реверса надежны, долговечны и не требуют обслуживания.
Принцип работы
Предохранительные головки, которые используются при работе сверлильного станка, состоит из следующих элементов: металлического корпуса, поводка, втулки, нескольких шариков, тарельчатой пружины и обычной, гайки, гильзы, шайбы, замкового кольца.
Все составляющие позволяют создать предохранительную конструкцию для защиты режущего инструмента от сильного воздействия вращающей силы.
Принцип работы следующий:
- Для метчика есть специальное гнездо, которое имеет квадратную форму. Гнездо представлено отверстием в корпусе и специальной втулкой.
- Зажим режущего инструмента происходит за счет шариков и перемещения втулки под действием пружины.
- Основное движение, осевое, передает крутящий момент к корпусу через шарики и поводок, которые поджимаются тарельчатыми пружинами и кольцом.
- Специальная гайка изменяет показатель деформации тарельчатых пружин, что и обуславливает изменение показателя передаваемого крутящего момента.
Технология и приемы нарезания резьбы вручную
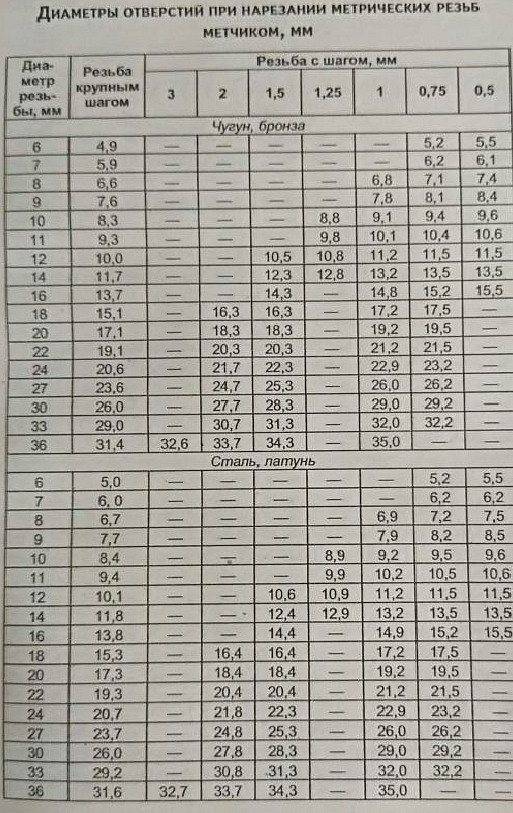
При нарезании резьбы метчиками и плашками часть металла не удаляется вместе со стружкой, а выдавливается вдоль режущих граней инструмента, образуя профиль резьбы на детали. С учетом этого диаметры отверстий и стержней под резьбу должны изготовляться не по номинальному размеру резьбы, а несколько ниже его. Для метрической резьбы диаметром 6–10 мм эта разница составляет 0,1–0,2 мм; диаметром 11–18 мм – 0,12–0,24 мм; диаметром 20–30 мм – 0,14–0,28 мм.
Диаметры отверстий под наиболее распространенные размеры метрической резьбы приведены в табл. 1.
Для образования захода резьбы на торце детали необходимо снять фаску, соответственно высоте профиля резьбы.
Таблица 1. Диаметры отверстий под нарезание метрической резьбы
| Материал | Диаметр метрической резьбы, мм | |||||||
| 5 | 6 | 8 | 10 | 12 | 16 | 20 | 24 | |
| Сталь и латунь | 4,2 | 5,0 | 6,7 | 8,4 | 10,1 | 13,8 | 17,3 | 20,7 |
| Чугун и бронза | 4,1 | 4,9 | 6,6 | 8,3 | 10,0 | 13,7 | 17,1 | 20,5 |
Смазанный смазкой метчик вставляют в просверленное отверстие и, слегка прижимая его к детали левой рукой, осторожно поворачивают вороток правой рукой до тех пор, пока метчик не захватит металл и его положение в отверстии не станет устойчивым. После этого вороток берут двумя руками и вращают с перехватом рук через каждые полоборота (рис
10, а).
Рис. 10. Движения при нарезании резьбы: а — метчиком, б — плашкой, в — клуппом
После одного-полутора оборотов метчик, покачивая в горизонтальной плоскости, вращают в обратную сторону примерно на четверть или пол-оборота. Это необходимо для того, чтобы стружка сломалась и по канавкам метчика удалилась из отверстия, не заклинив метчик. Закончив нарезание, пропускают его насквозь или вращением воротка в обратную сторону вывертывают метчик из отверстия.
Второй и третий метчики смазывают маслом и вводят в отверстие без воротка; только после того, как метчик правильно установится по резьбе, накладывают вороток и продолжают нарезание резьбы.
Таким же образом следует вести нарезание резьбы плашками. Здесь, однако, кроме круговых движений по стрелке а (рис. 10, б), воротку следует сообщать также некоторый нажим вниз по стрелке в. В процессе нарезания необходимо следить, чтобы давление на обе ручки было одинаковым.
На первом этапе нарезания резьбы следует следить за правильным положением метчика и плашки по отношению к осям отверстия и стержня. Непараллельность осей и неперпендикулярность их к торцу детали контролируются угольником и устраняются изменением положения инструмента.
Нарезать резьбу в мелких и глухих отверстиях небольшого диаметра нужно особенно осторожно, не перегружая метчик и часто очищая его от стружки. При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза)
При нарезании резьбы в глубоких отверстиях следует вывертывать метчик из отверстия для прочистки (2–3 раза).
Если необходимости получить точные и чистые резьбы на стержнях, то их нарезание следует выполнять черновой и чистовой плашками.
Если нарезание резьбы выполняется клуппами с раздвижными плашками, то их сжатие (подачу) следует производить только в начале прохода. После каждого прохода по всей длине нарезаемого стержня клупп сгоняют в обратную сторону и затем вновь поджимают плашки винтом и вновь прорезают резьбу по всей длине нарезаемого стержня до получения нужного диаметра резьбы. Поджимать плашки на середине стержня не следует. Раздвижными плашками резьбу нарезают за несколько проходов.
Для нарезания трубной резьбы клуппом трубу необходимо надежно закрепить в специальном зажиме для труб (рис. 10, в).
Нарезаемый конец трубы смазывают маслом (олифой), а затем на длине не более 2–3 ниток устанавливают клупп, сближая плашки с таким расчетом, чтобы резьба была нарезана на полную глубину в 2–3 прохода. Для диаметров до 1» ограничиваются двумя проходами; при диаметре свыше 1 » хорошую резьбу можно получить только за 3–4 прохода. Перед каждым повторным проходом поверхность нарезаемой резьбы и резьбу плашек необходимо тщательно очищать кистью от стружки и вновь смазывать маслом.
Вращение клуппа вокруг трубы обычно производят качательным движением в четыре приема; за каждый прием нужно повернуть клупп на 1/4 оборота.
Резьбу диаметром до 1½» нарезает один слесарь; при больших диаметрах резьбы работают вдвоем. При спаренной работе полный оборот клуппа также нужно делать в четыре приема.
Просмотров: 13 647
Применение патронов
Сверлильные элементы используются для крепления и зажима несимметричных сложных заготовок нецилиндрической и цилиндрической формы. Причем отличают самоцентрирующиеся патроны для деталей, которые имеют осесимметричную форму, и изделия с независимыми кулачками, которые используются для несимметричных.
- Цанговые — применяются в виде цилиндра для крепежа сверл малого диаметра с хвостовиком.
- Конусообразные переходные втулки — применяются для закрепления устройства с хвостовиком в форме конуса, когда номер хвостовика конуса изделия не соответствует в шпинделе агрегата номеру конуса.
- Быстросменные — используются для быстрой смены режущего механизма в процессе обработки, что повышает производительность и сокращает время работы во время изготовления отверстий.
- Самоустанавливающиеся — применяются во время изготовления предварительно сделанных отверстий, дают возможность по оси обтачивающего отверстия центрировать агрегат.
Характеристики дрелей.
Мощность
– самая важная характеристика дрели, во многом определяющая возможности инструмента, поэтому мощность часто приведена уже в названии модели. К сожалению, среди недорогих дрелей нередки случаи завышения мощности, поэтому, чтобы не разочароваться в покупке, выбирайте дрели известных производителей. Либо сразу вычитайте в уме процентов 10 от заявленной мощности.
Максимальный диаметр сверления
Для удобства выбора многие производители приводят максимальные диаметры сверления дерева, металла и бетона. Увы, пользоваться этими значениями стоит с осторожностью, поскольку о толщине материала ничего не сказано
Не обольщайтесь, увидев в характеристиках дрели мощностью 400 Вт максимальный диаметр сверления металла в 10 мм – скорее всего, под металлом производитель имел в виду фольгу.

Тип патрона
. Патрон предназначен для крепления сверл и насадок. Применяется несколько видов патронов:

Быстрозажимной патрон может быть двухмуфтовым или одномуфтовым. Одномуфтовый патрон для замены сверла требует фиксации шпинделя. На разных моделях фиксация шпинделя реализуется по-разному: на некоторых он автоматически блокируется при остановке двигателя, на других для блокировки следует нажать соответствующую кнопку или сдвинуть фиксирующее кольцо. Двухмуфтовый патрон следует зажимать двумя руками.
7/16 Hex
– патрон под шестигранный хвостовик размером 7/16″, используется в дрелях фирмы Milwaukee и некоторых других производителей. Для использования стандартных сверл необходим переходник.
Максимальное число оборотов холостого хода
определяет, с какой максимальной скоростью может вращаться патрон дрели. Высокая скорость вращения (2500 – 4000 об/мин) необходима для сверления твердых материалов тонкими сверлами: твердых металлов, стекла, керамики. Железо лучше сверлить на средней скорости (500 – 1500 об/мин), в зависимости от диаметра сверла. Дерево сверлится на низкой скорости (500-1000 об/мин).









Читать также: Как подключить одинарный выключатель схема
С одной стороны, большое максимальное число оборотов увеличивает универсальность инструмента, а с другой стороны, основная масса бытовых задач не требует высокой скорости. Кроме того, максимальную мощность дрель выдает на максимальной скорости. Таким образом, 600 ваттная дрель с максимальной скоростью вращения 4500 об/мин на скорости сверления в 2000 об/мин будет слабее 600 ваттной же дрели с максимальной скоростью вращения 2000 об/мин.
Максимальное количество ударов
определяет, с какой частотой в режиме сверления с ударом патроном совершаются возвратно-поступательные движения. Вопреки распространенному мнению, частота ударов ударной дрели слабо связана с производительностью долбления, так как чем выше частота, тем меньше амплитуда движений патрона. Большое максимальное количество ударов свидетельствует о небольшом размере зубьев храповых шестерен, которые износятся быстрее, чем крупные. Исходя из этого, лучше предпочесть модель с небольшим максимальным количеством ударов – на производительность это не повлияет, зато ударный механизм прослужит дольше.

Но в продаже имеется и некоторое количество аккумуляторных дрелей-шуруповертов, оснащенных трещоткой и регулятором скорости. На максимальной скорости такой инструмент способен сверлить твердые металлы, а на минимальной – использоваться для монтажа/демонтажа. К сожалению, цена подобного инструмента довольно высока.
Наличие функции реверса
у дрели позволяет изменить направление вращения патрона. Это облегчает извлечение сверла из глубоких отверстий и позволяет освободить заклинившее сверло. Также дрель с реверсом можно использовать для вывинчивания саморезов и винтов.

Блокировка кнопки включения
позволит не опасаться случайного включения дрели. Наличие этой опции практически необходимо бытовой дрели, если в доме есть дети.
Предохранительная муфта
предотвращает рывок инструмента при заклинивании сверла или насадки. Опция важна для мощных профессиональных дрелей с большим крутящим моментом, которые в случае клина просто невозможно удержать в руках.
Читать также: Проверка igbt транзисторов мультиметром
Способы крепления
Патрон на валу у дрели электрической или ручной крепится двумя способами — конусное соединение и резьба, так что разновидностей здесь минимум. На практике встречаются устройства с метрической или дюймовой резьбой, а на корпусе изделия, даже самого малогабаритного обязательно присутствует маркировка.
Например, обозначение такого вида 1,5-15М13х1,2 расшифровывается так:
- 1,5—15 — это диаметр хвостовой части режущего инструмента в миллиметрах;
- М13 — резьба метрическая с диаметром 13 мм;
- 1,2 — шаг резьбы.
При использовании резьбы в дюймах — UNF и указывается диаметр: 1/2”. Этот вид соединения считается международным и применяется во всех инструментах зарубежных производителей. Для особой надежности на вал ставят стопор, в виде винта на левой резьбе — это надо учитывать, когда путаетесь, как разобрать патрон импортной дрели. Выкручивать его необходимо только по часовой стрелке.
Во втором способе используется конус Морзе, который сегодня чаще называют конус инструментальный. Вал имеет на конце конусную часть, на которую насаживается устройство, при этом надо приложить небольшое усилие для плотного соединения. Маркировка такая: В10, где буква указывает на применение конуса, а цифра — диаметр хвостовой части режущего инструмента. Такой вид крепления распространен у шуруповертов.

Конус Морзе
Максимальный диаметр хвостовика сверла
Данный размер показывает, насколько широко раскрываются зажимные губки у патрона.
По этому параметру патроны для дрелей могут иметь следующие максимальные размеры:
Нетрудно догадаться, что максимальный зажимаемый диаметр хвостовика для той или иной дрели производитель подбирает, исходя из ее мощности и габаритов. Было бы нелепо устанавливать на маленькую дрель в 300 Вт патрон на 16 мм, как и на киловатную модель патрон на 10 мм. Хотя осуществить такое вполне можно, так как, к примеру, есть киловатные дрели с посадочным местом на 1/2″, где изначально стоит патрон с зажимом на 16 мм, а есть и патроны на 10 мм с такой же посадкой. Ну, а о посадках будет сказано ниже в соответствующем разделе.
Касаемо максимального диаметра зажима, то этот вопрос начинает тревожить пользователя, если ему не удается зажать бОльшую по диаметру насадку или сверло, чем позволяет его модель дрели. Что же, в такой ситуации можно подобрать подходящий патрон, однако увлекаться сильно работой с посадкой большого диаметра не стоит, так как, скорее всего, ваша дрель не предназначена для работы с ней из-за малой мощности.
Конструктивные особенности
Процесс резьбонарезания при применении токарных и сверлильных, фрезерных станков, когда обработка проводится человеком, а не программой, очень сложен. Только мастера высокой квалификации могут создавать резьбу с указанными параметрами согласно ГОСТ. Когда стало возможно использовать резьбонарезные патроны с головками, процесс создания резьбы метчиками несколько упростился. Это связано со следующими особенностями конструкции:
Система осевой компенсации – проводит компенсирование показателя разности между установленной подачей и шагом установленного метчика. Рассматриваемая особенность дают возможность применять сверлильные станки для создания резьбовой поверхности в цилиндрическом теле согласно ГОСТ.
Установленная внутри предохранительная муфта проводит регулировку показателей передаваемого крутящего момента. Муфта шариковая. Подобный предохранительный элемент позволяет настроить наиболее оптимальный режим обработки для различных сплавов. Если требования, указанные по ГОСТ, требуют большой точности, крутящий момент уменьшают, скорость обработки падает, но достигается более высокая точность
Кроме этого важно учитывать то, из какого материала изготовлены метчики. Уменьшение крутящего момента – мера, позволяющая защитить метчик от поломки.

Резьбонарезные предохранительные головки с метчиками
Как нарезать резьбу в отверстии, используя магнитный сверлильный станок
Для нарезания резьбы в отверстии магнитным сверлильным станком используются метчики и резьбонарезной патрон, или держатель метчика. Мы рекомендуем использовать специальный резьбонарезной патрон с предохранительными головками, потому как при нарезании резьбы есть риск поломки метчика в заготовке и выхода из строя оборудования от возникшей нагрузки. В процессе нарезания резьбы в резьбонарезном патроне идет ограничение крутящего момента и срабатывает предохранительный механизм при заклинивании метчика.
Метчики

Метчик – это резьбонарезной металлорежущий инструмент. Для нарезания резьбы в отверстиях с помощью магнитных сверлильных станков вы можете использовать метчики:
- машинно-ручные, они же однопроходные, то есть резьба нарезается с первого раза;
- ручные, состоящие из комплекта 2 или 3 шт. Первый номер в комплекте необходим для черновой, а последний — для чистовой нарезки резьбы.
В зависимости от обрабатываемой детали на метчике, форма канавок
может быть прямой или винтовой и с укороченными канавками,расположение зубьев по одной линии или в шахматном порядке. Универсальные конструкции метчиков в мягких и твердых сплавах использоваться не могут. Метчики для глухих отверстий имеют спиральные канавки, что позволяет легко выводить стружку наверх. У метчика для сквозных отверстий прямая канавка.
Резьбонарезной патрон

Резьбонарезной патрон предназначен для нарезания резьбы метчиком.
Состоит собственно из патрона, с коническим хвостовиком и набора предохранительных резьбонарезных головок, настроенных под необходимое усилие нарезаемой резьбы. Учтите конусность станка при подборе патрона. Резьбонарезной патрон имеет компенсацию по длине инструмента, те нет необходимости давить на метчик при работе. Метчик в патроне надежно фиксируется и легко устанавливается.
Патрон предполагает систему защиты от перегрузок и осевую компенсацию шага резьбы. При увеличении крутящего момента метчик останавливается, патрон прокручивается.
Из плюсов резьбонарезного патрона выделим следующие:
- быстрота смены метчика вместе с предохранительной головкой,
- защита от поломки и метчика и двигателя магнитного станка,
- нарезать резьбу может мастер, не имеющий высокой квалификации.
Соответствие диаметра отверстия необходимой резьбе
Для того, чтобы просверлить правильный диаметр отверстия под нужную резьбу, воспользуйтесь сводными таблицами. Ниже приводим стандартную таблицу соответствия метчиков и диаметров отверстий для внутренней метрической резьбы.
Реверсивный станок на магнитном основании AT-S SU-48R
Оснащен электронным реверсом, который позволяет нарезать резьбу и в глухих, и в сквозных отверстиях.
Магнитные сверлильные станки могут применяться для выполнения нескольких задач. В некоторых случаях показатель их функциональности зависит от оснастки. Для нарезания резьбы в сквозных отверстиях вы можете использовать любые магнитные сверлильные станки. Для глухих отверстий нужна опция реверса.
Многофункциональный магнитный станок SU-48R промышленного назначения отличается особыми преимуществами:
- наличие реверса,
- двухскоростной привод со шпинделем Конус Морзе 2,
- малый размер,
- легкий вес,
- высокая эффективность,
- плавная регулировка скорости.
Помимо этого мощный двигатель поддерживает постоянную мощность, имеет механизм плавного пуска, электронное ступенчатое управление скоростью и систему предохранения от перегрузки.
Редуктор привода станка имеет масляную ванну, что обеспечивает лучшую смазку, своевременное охлаждение и увеличивает срок службы станка. Пониженная передача и наличие реверса позволяют нарезать с помощью станка резьбу в сквозных и глухих отверстиях. Станок может выполнять несколько функций: сверление корончатыми и спиральными сверлами, резьбонарезание в глухих и сквозных отверстиях и снятие фаски отверстия зенкером. Особые положительные отзывы в условиях пониженной t °C.









Подробнее о станке
Нарезание резьбы в отверстии
- используйте низкие обороты,
- старайтесь вводить метчик в металл плавно и постепенно, после закрепления метчика в отверстии нарезание продолжится постепенно за счет компенсации в резьбонарезном патроне;
- глухая резьба выполняется только на станках с реверсивным ходом. После прохода метчиком глухого или сквозного отверстия, включите реверс и выведите метчик,
- после исполнения резьбы в сквозном отверстии на безреверсивном станке извлеките метчик и затем поднимите привод.
- ВСЕГДА: используйте охлаждающие и смазывающие средства.