Хвостовики инструментальных оправок.
В данной статье рассмотрим наиболее часто встречающиеся инструментальные хвостовики оправок и их размеры.
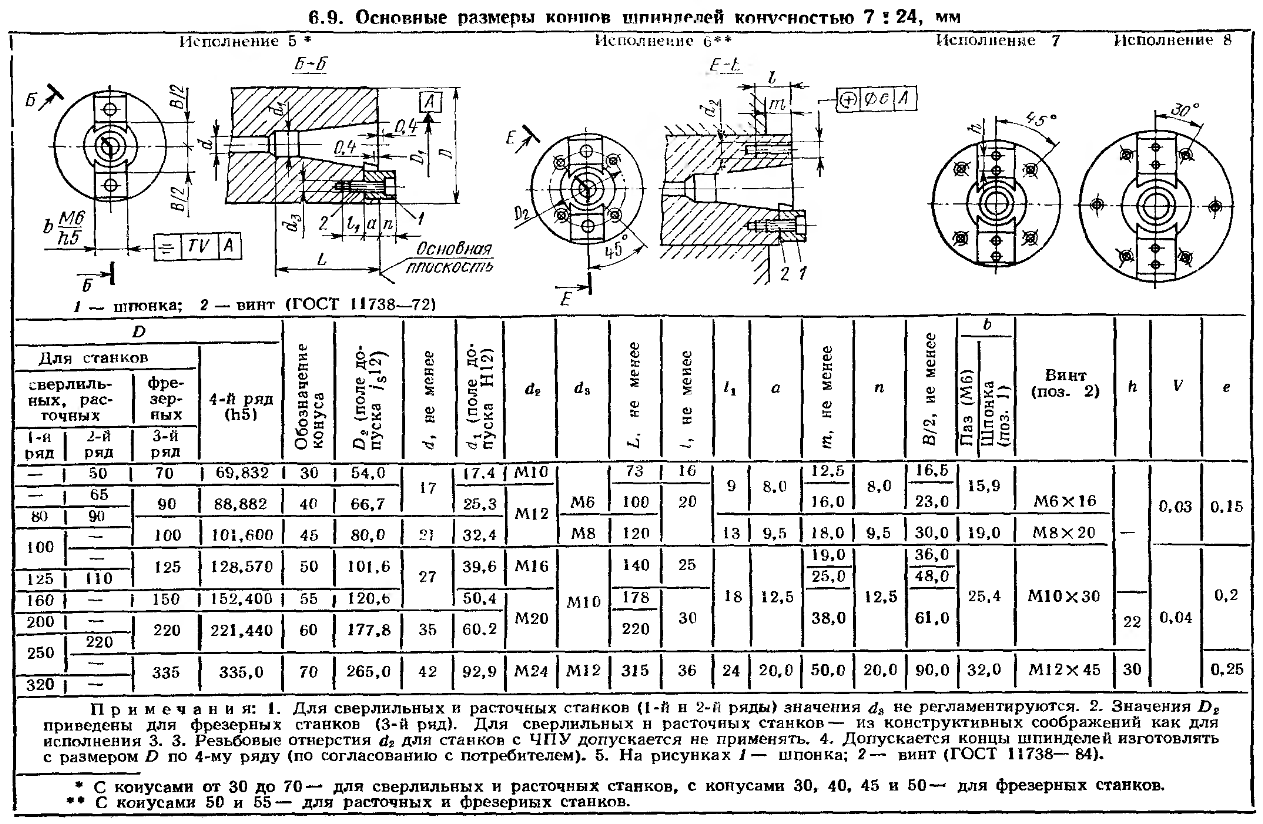
Отметим важный отечественный стандарт ГОСТ 24644 – определяет размеры концов шпинделей и хвостовики инструментов сверлильных, расточных и фрезерных станков.
(Со ссылкой на ГОСТ 15 001-88, ГОСТ 2789-73, ГОСТ 2848-75, ГОСТ 8908-81, ГОСТ 9953-82, ГОСТ 11738-84, ГОСТ 14034-74, ГОСТ 15945-82, ГОСТ 16093-81, ГОСТ 17166-71, ГОСТ 19860-74, ГОСТ 25557-82, ГОСТ 25827-83)
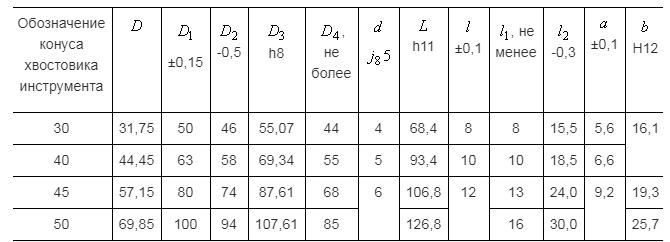
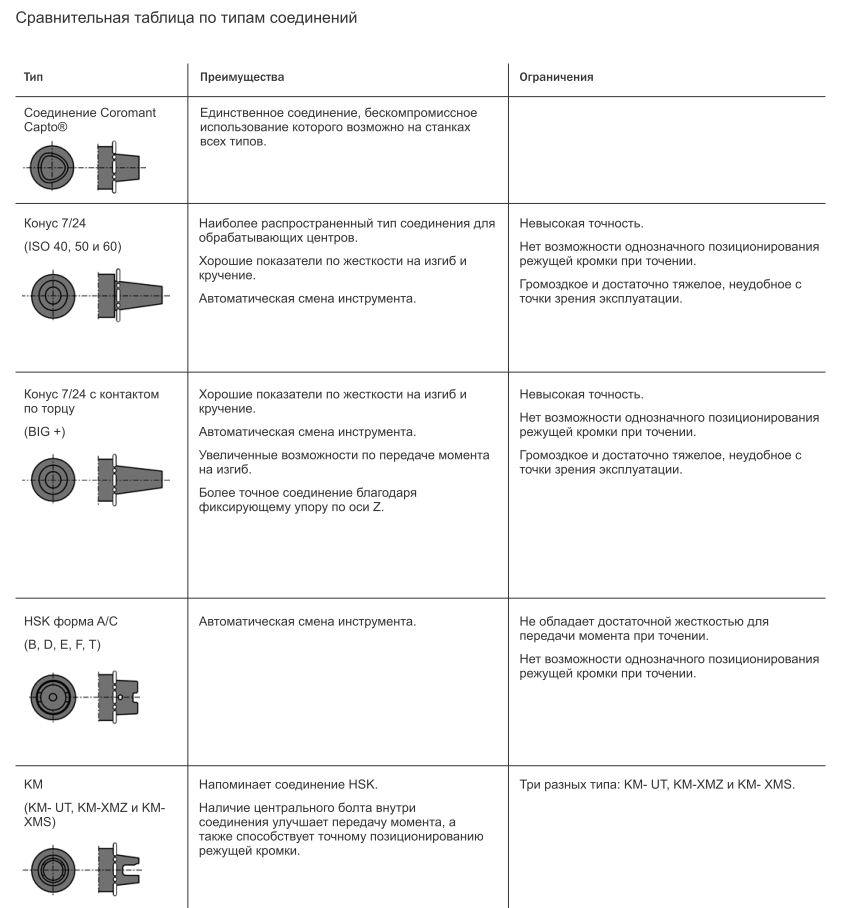
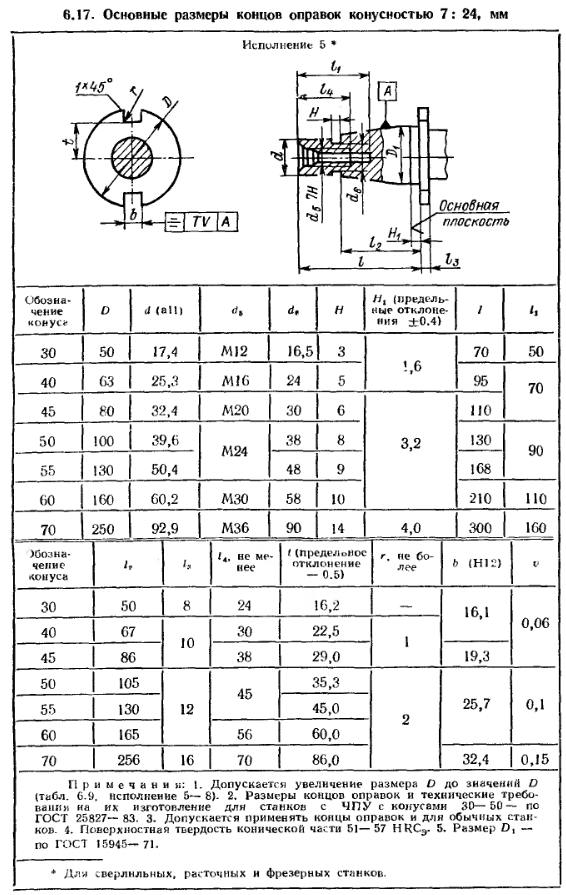
Наиболее часто встречающийся станочный конус 7:24 (SK – Steil Kegel, «крутой конус»), оправки таких стандартов как
(соответствие с нашими ГОСТами приведено в скобках)
DIN 2080 (ГОСТ 25827 исп.1) – оправки для ручной смены инструмента, как правило фиксируются длинным штревелем сквозь шпиндель станка, в некоторых каталогах обозначаются NT
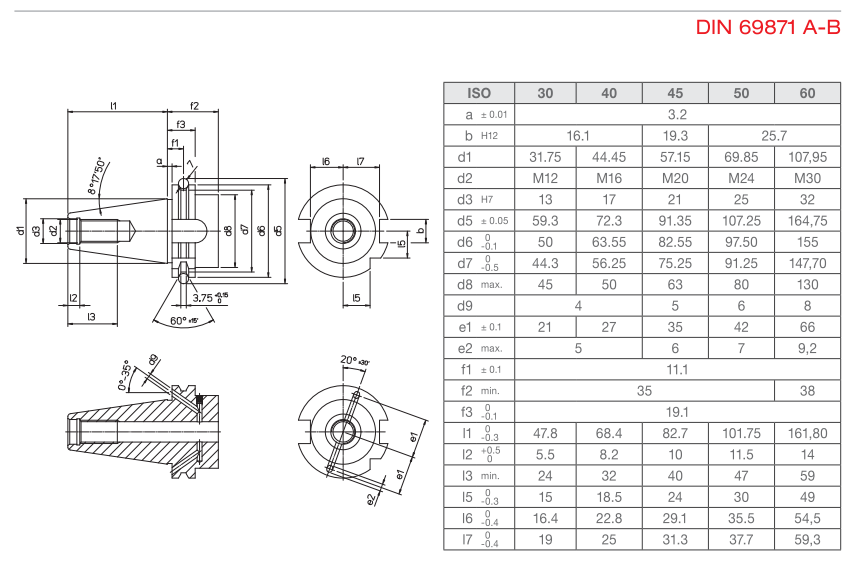
DIN 69871 (ГОСТ 25827 исп.2) – могут в каталогах иметь обозначение DV, SK
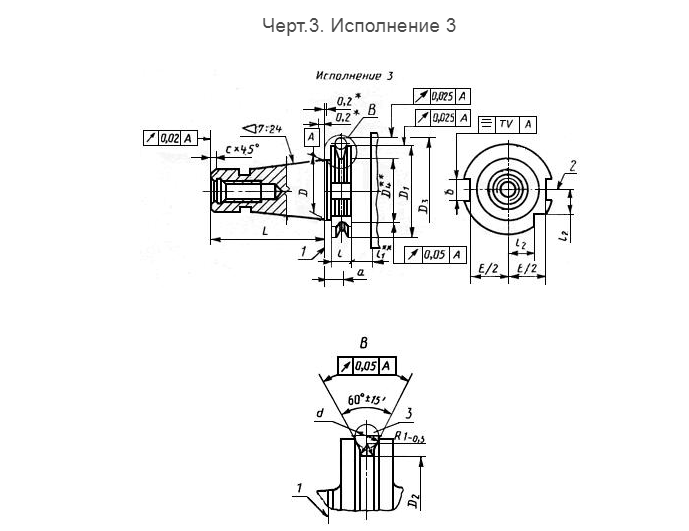
ГОСТ 25827 исп.3 – нет аналога
MAS 403 BT (JIS B6339) – чаще на станках Азиатского производства, не имеют аналогов с отечественным ГОСТ
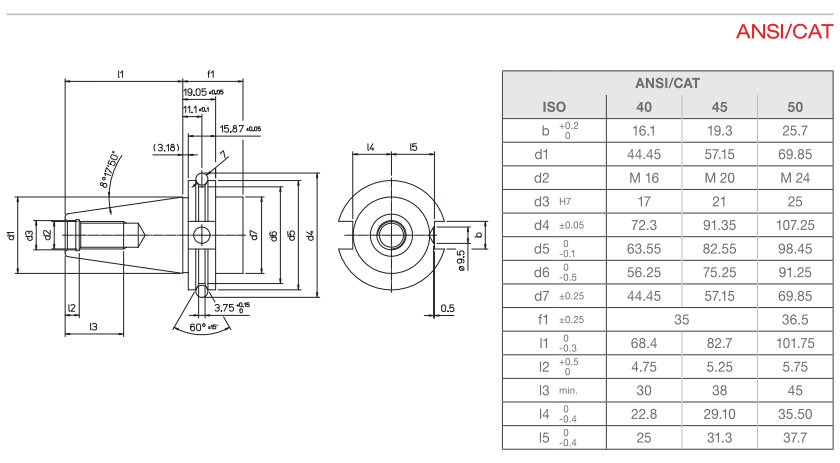
ANSI/CAT – ANSI B5.18, NST, ANSI B5.50 – обозначение CAT, CV – чаще у оправок, ориентированных под Американский рынок (но зачастую возможно применение оправок DIN 69871)
Нужно так же заметить, что размеры конусов у таких оправок, как правило, одинаковые (т.е. к примеру, конус 40 что у оправки по DIN2080, что у оправки по DIN69871 и прочих ранее указанных – конуса будут одинаковые по размерам, отличия будут только в конструкциях и размерах мест под захватные места манипулятором станка (поясок с канавкой, или иногда его называют “юбкой” оправки) для автоматической смены оправки (так же возможны дополнительные конструктивные выступы со стороны центрового отверстия (со стороны штревеля), такие как в DIN 2080 или в ГОСТ 25827 исп.3)
Размеры хвостовиков 7:24, соответствуют ИСО 7388-1-83.


ГОСТ 25827 исп.3
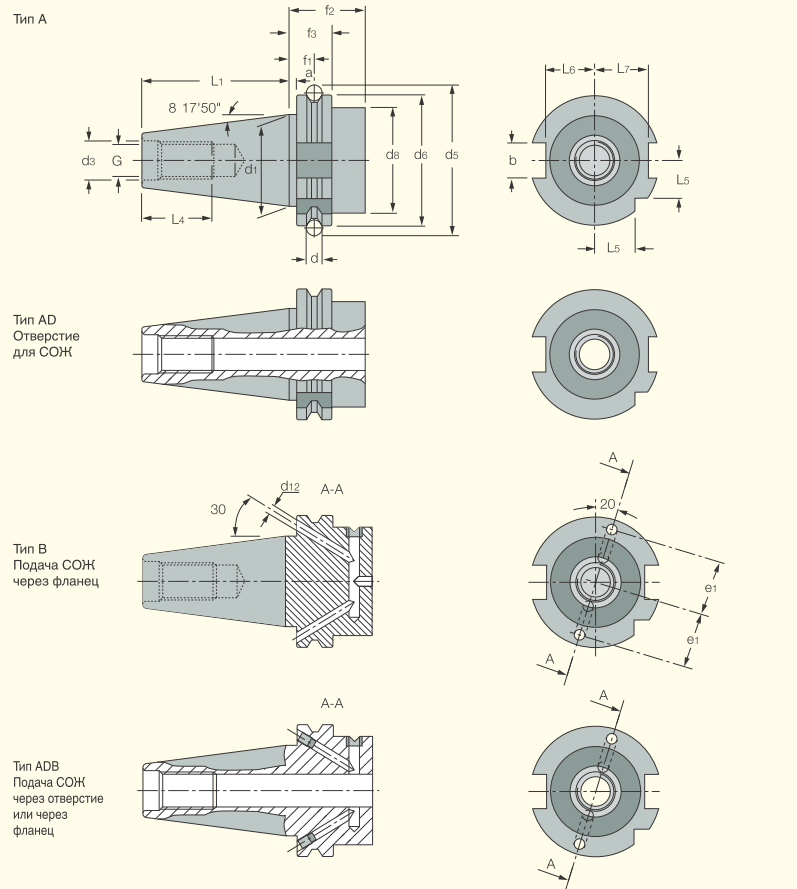
Буквы в конце номера оправки указывают на исполнение подвода СОЖ через оправку.
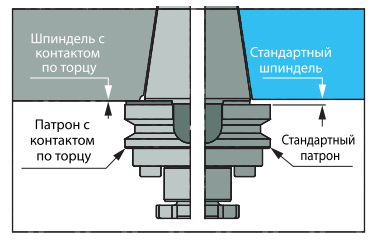
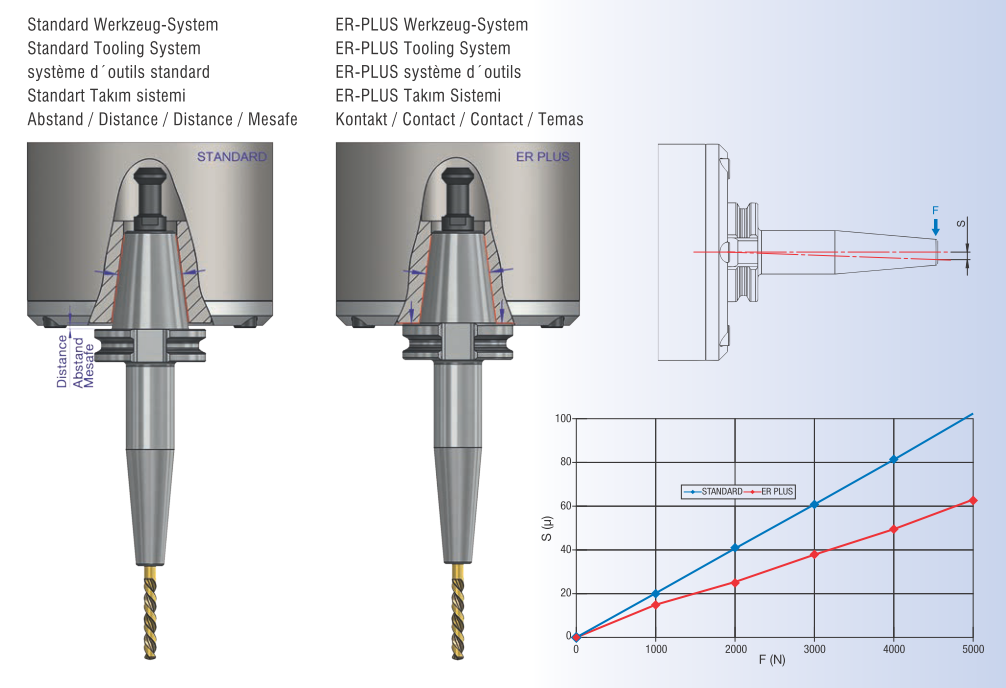
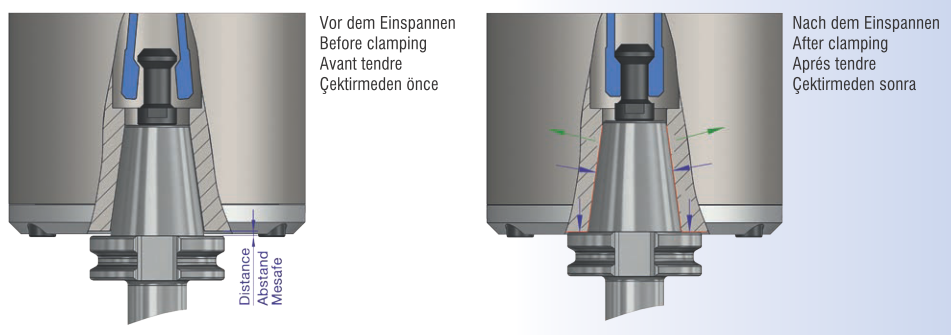
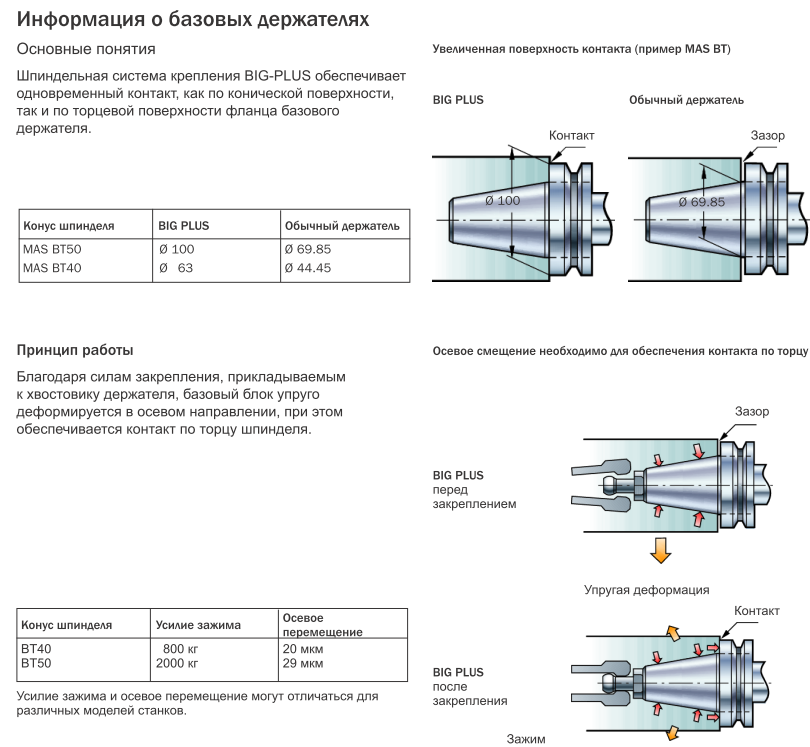
Нужно так же указать на новые исполнения оправок по DIN69871, MAS403BT, ANSI/SAT, в которых предусмотрен контакт оправки со шпинделем не только по конусу, но и по торцу шпинделя.
Такие оправки более точные, и их называют оправки с двойным контактом (Dual Contact, Face Contact и т.д.), они более жесткие.
Но есть возможность установки, например, в станок рассчитанный под оправки с двойным контактом оправок обычных, при этом они просто не будут опираться на торец шпинделя (хотя конечно это не желательно, но допустимо в отдельных случаях).
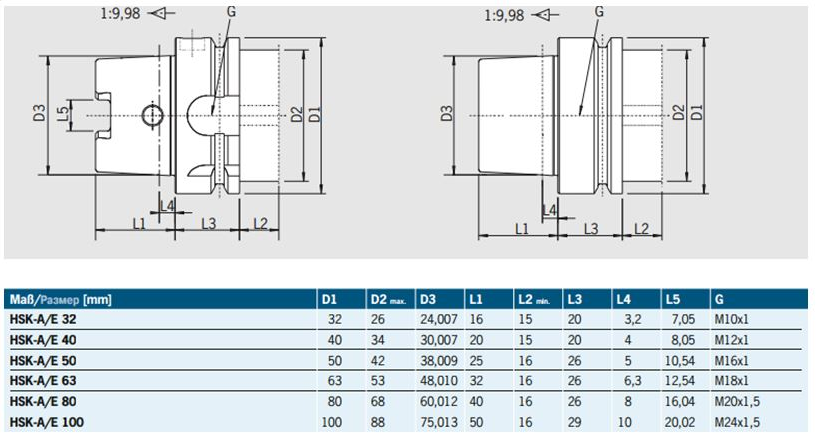
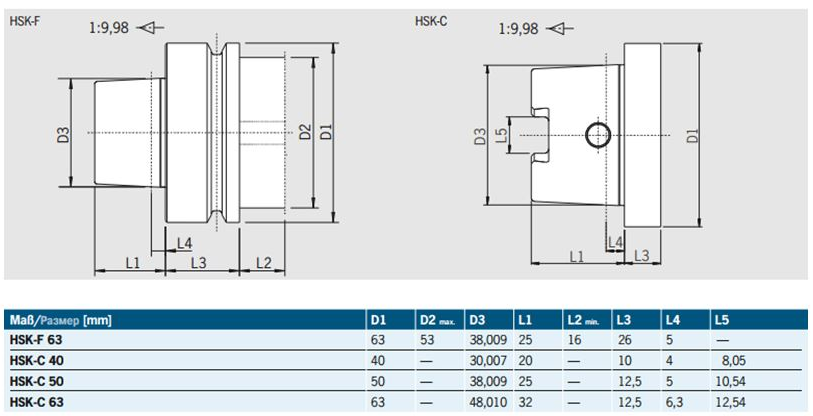
Оправки с конусами HSK типа (угол конусности 2 град., 51 мин., 78 сек., с соотношением стенок 1:10).
Система HSK (Hohl Shaft Kegel – полый конический хвостовик) разрабатывалась как система крепления для скоростной обработки. Существует 6 типов исполнения хвостовиков, обозначаются буквами от A до F, применение A, B, C и D рассматривалось для более низких скоростей, E и F для высоких скоростей.
Основные различия в приводных пазах, захватных пазах, отверстиях под СОЖ, и площади поверхности фланца.
Приводные пазы находятся в конце хвостовика, они различной глубины, что позволяет устанавливать оправку только в одном положении.
Хвостовик в стиле А имеет размер конуса на один размер больше, чем в стеле В, это условие верно и для стилей D и F. Оправки в стиле С были разработаны исключительно для ручного зажатия.
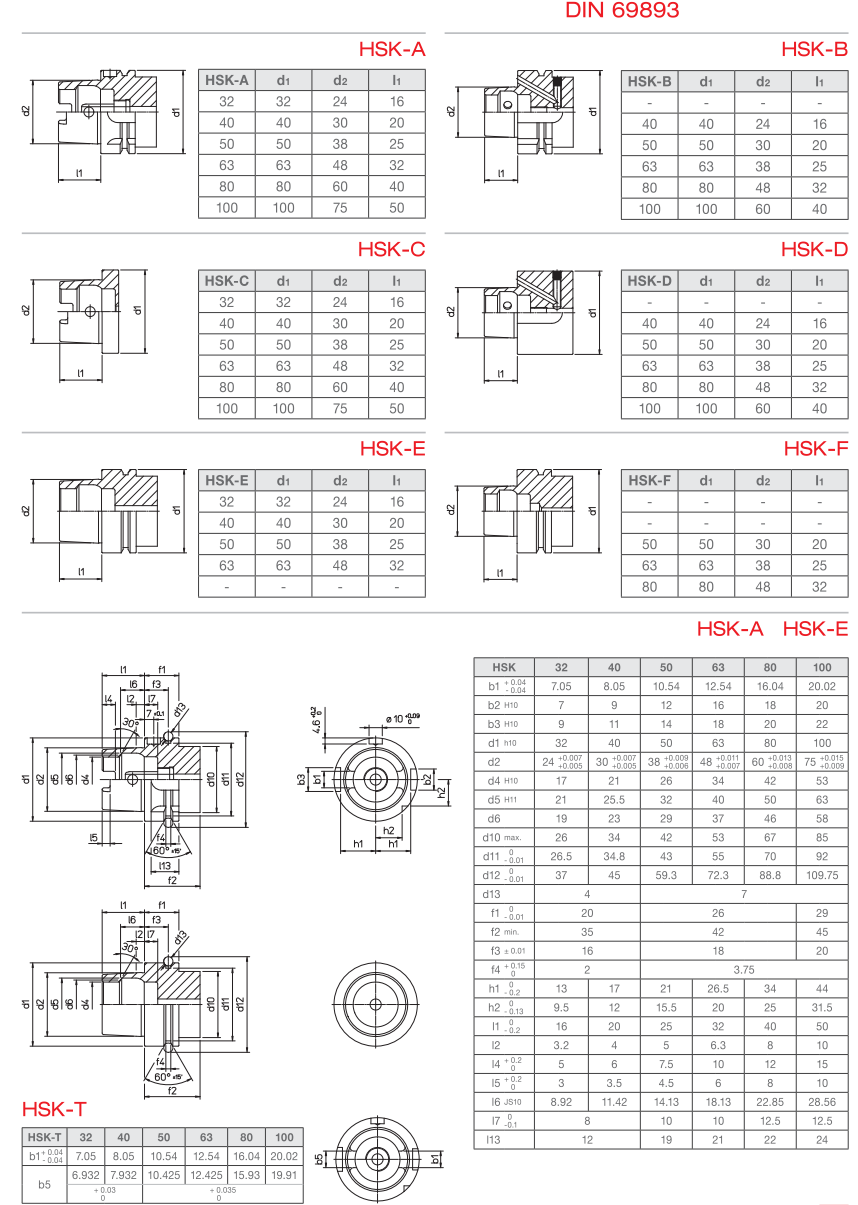
В токарно-фрезерных, многофункциональных станках применяются оправки HSK-T (буква Т указывает что это токарное исполнение)
Отличие от оправок типа А незначительное по допускам, в связи с этим возможна взаимозаменяемость.


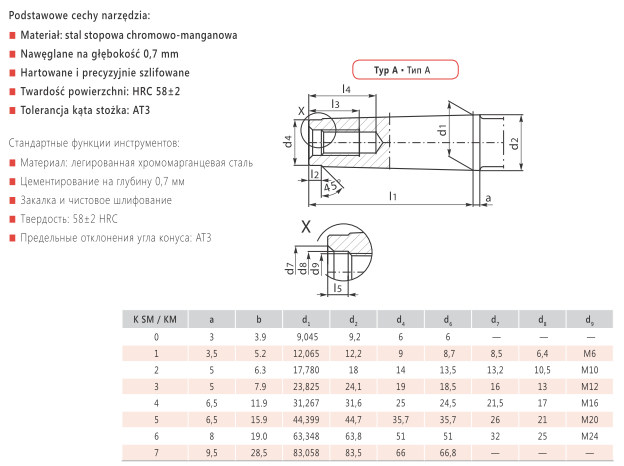
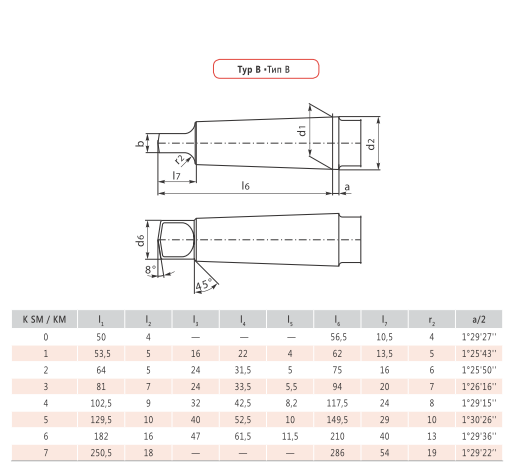
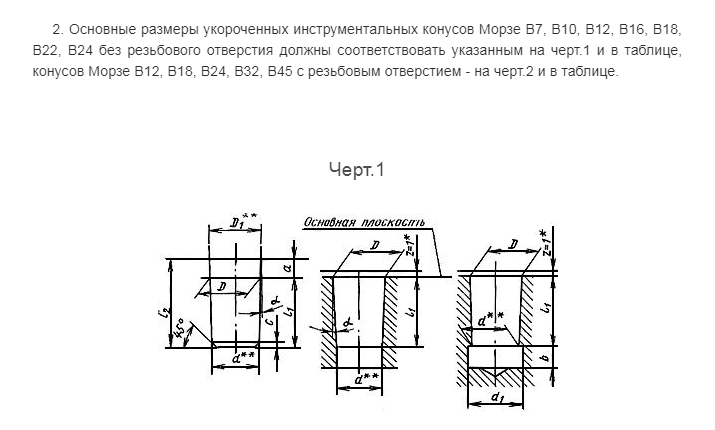
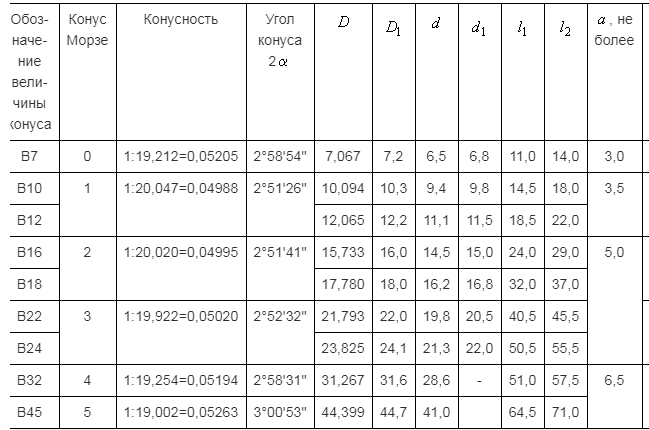
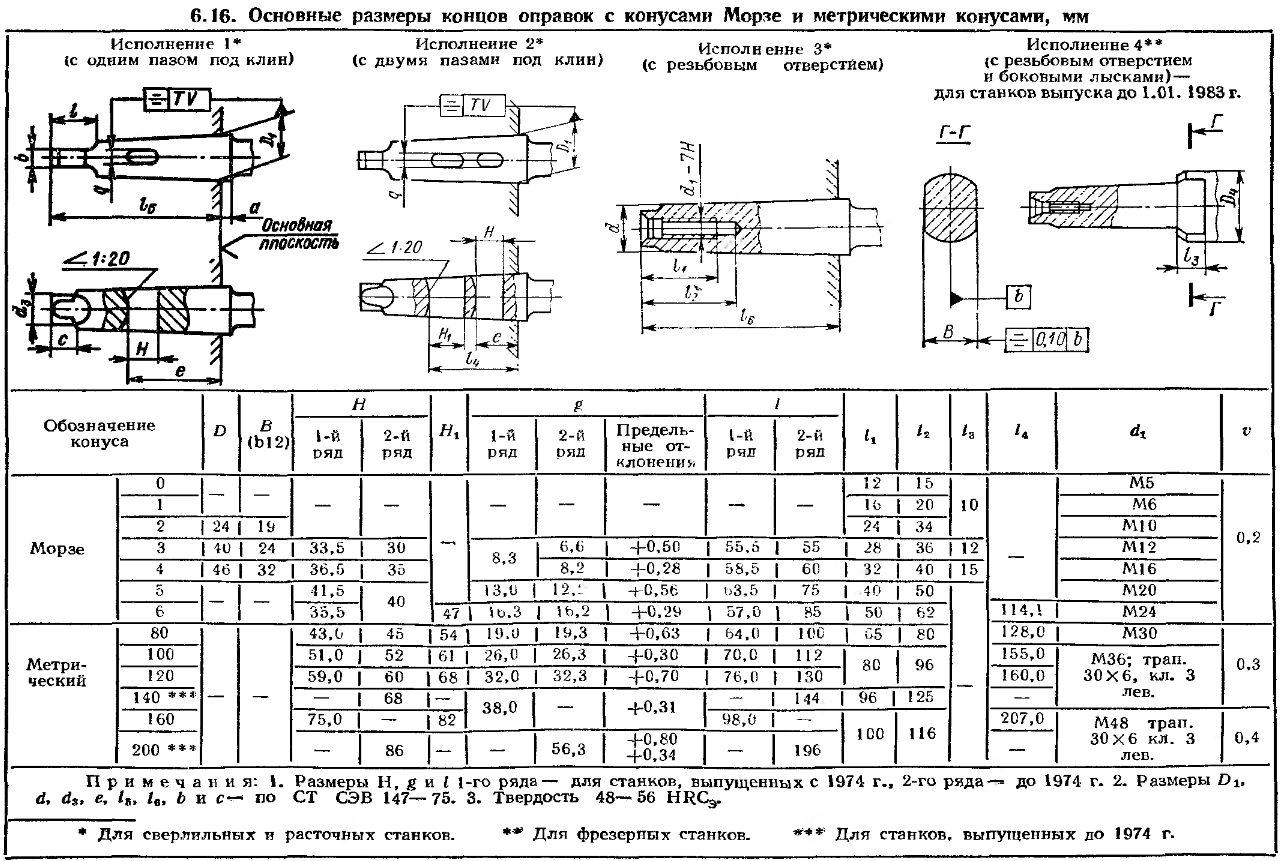
Конуса Морзе DIN228 (ГОСТ 25557)
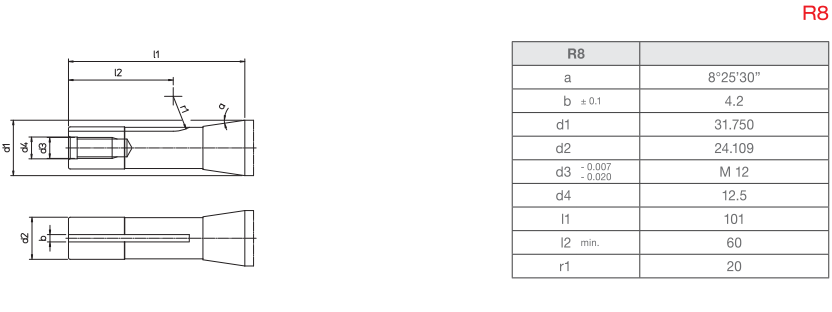
Стандарт R8 DIN 1835 B – DIN6499/ISO15488
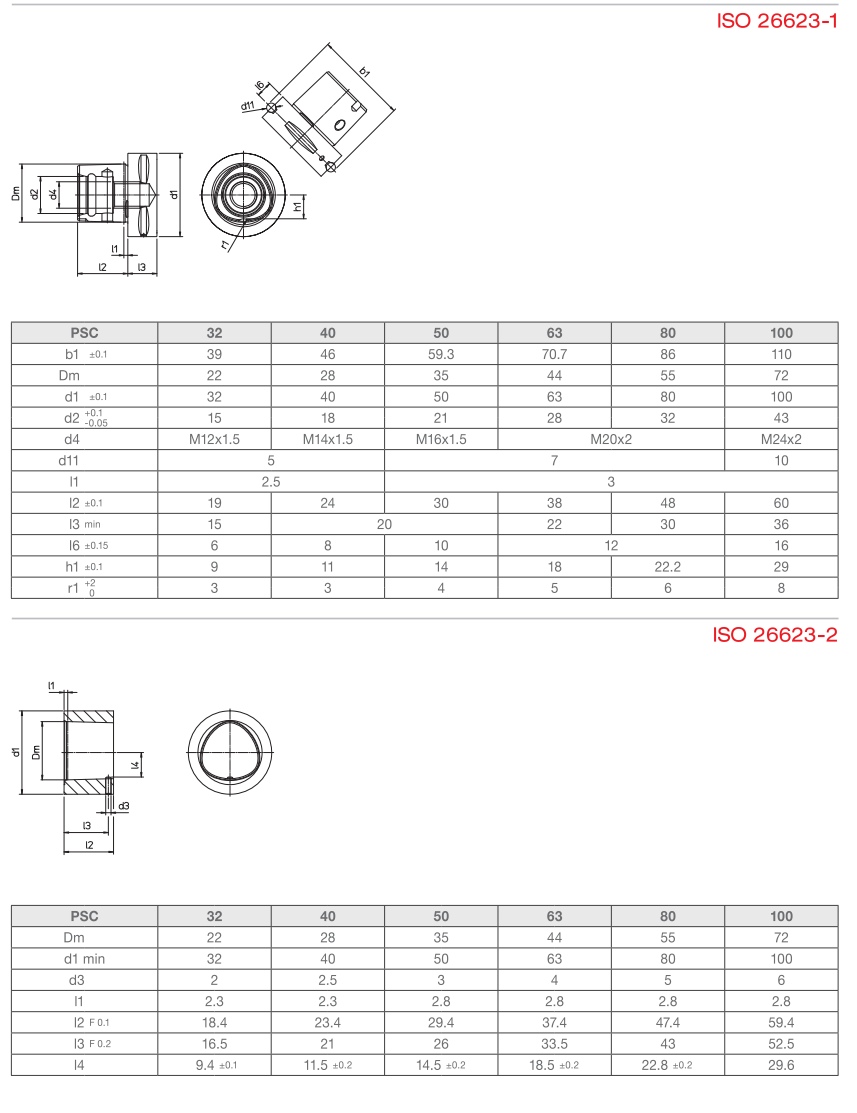
Стандарт ISO26623
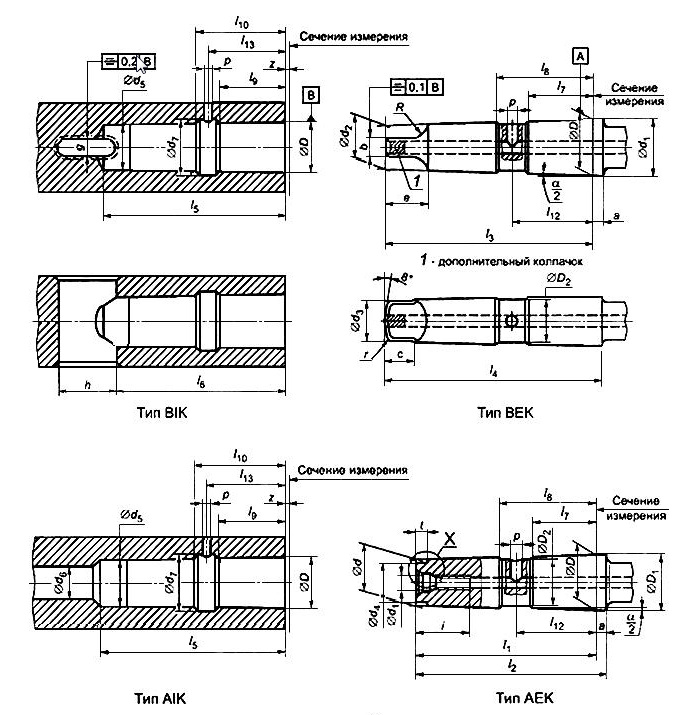
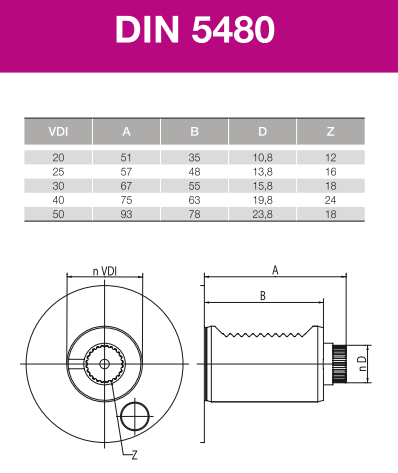
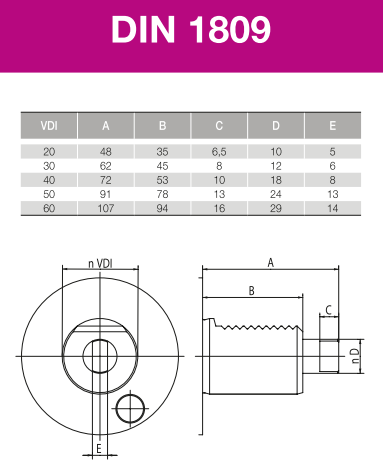
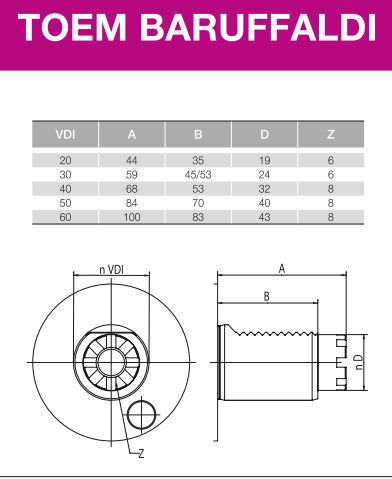
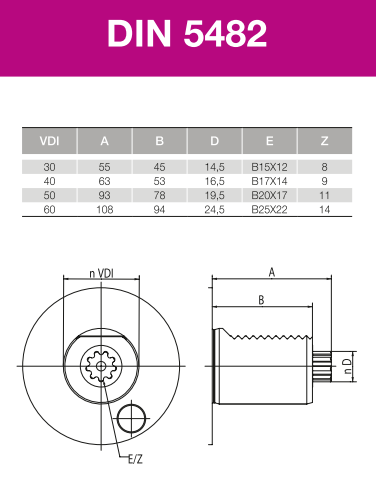
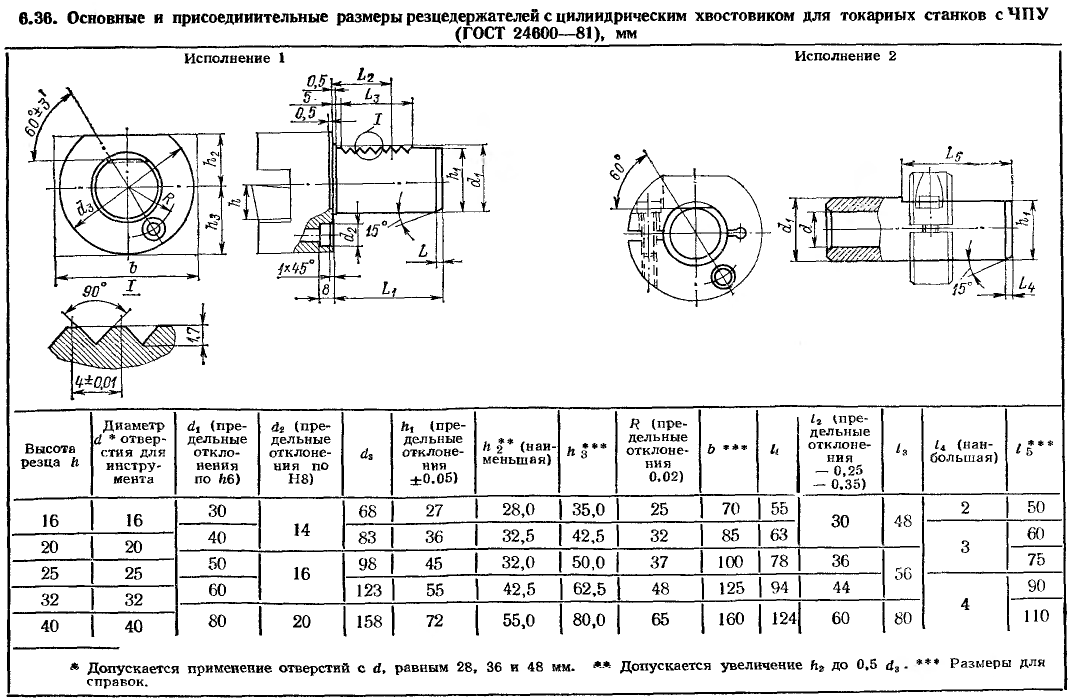
Стандарт VDI DIN69880 (ГОСТ24600)
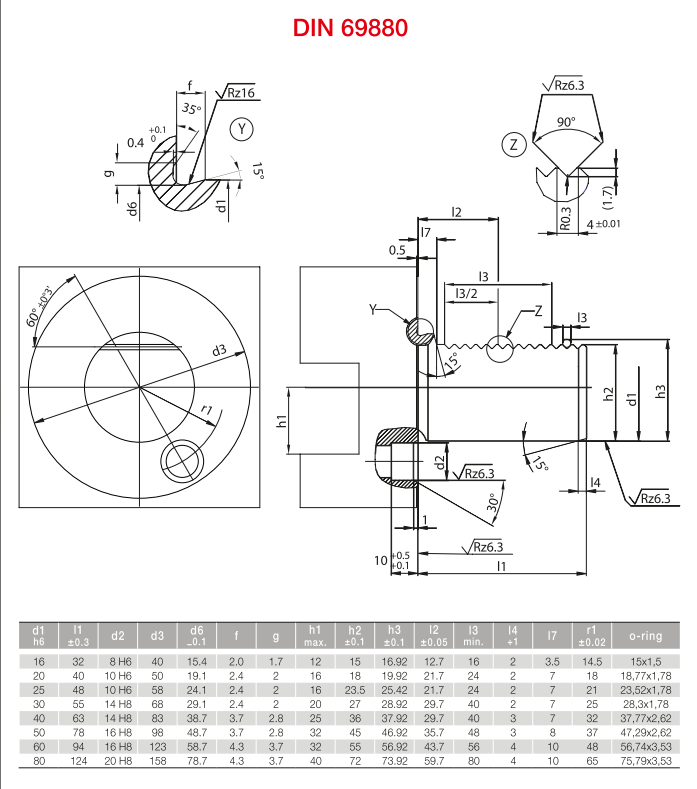
Резцедержатели изготовлены согласно DIN 69880, точность хвостовика – соответствует классу IT6 (H6)
• В соответствии с нормами DIN 69880-6 биение цанговых патронов DIN 6499 и DIN 6388 составляет 0,02
• Изготовлены из стали с последующей цементацией, твердость 58+/-2 HRC, прочность 800-1000 Н/мм2
• Все внутренние диаметры, хвостовик и насечки отшлифованы
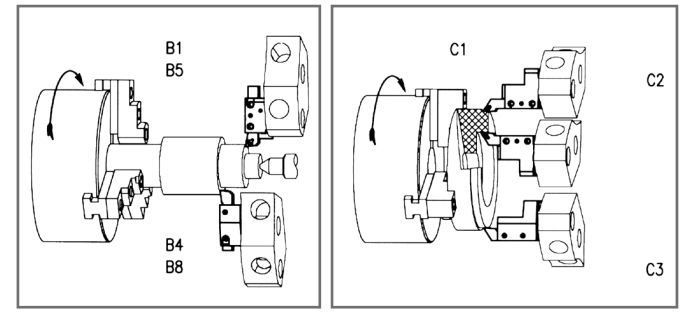
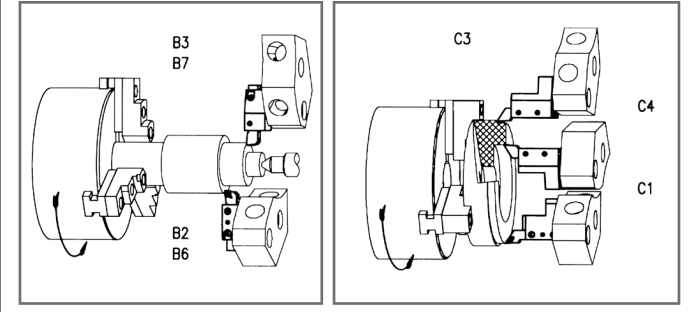
Приводные блоки
 |
|
 |  |
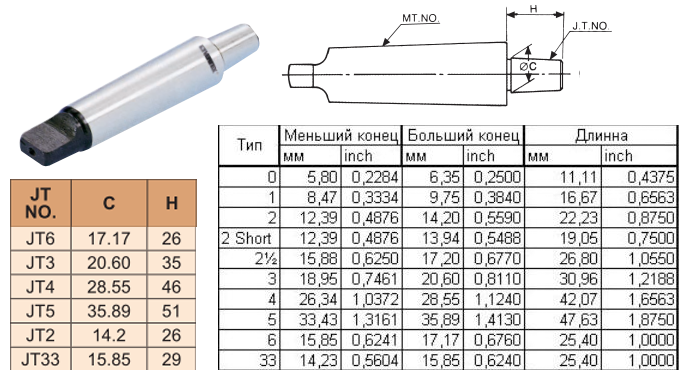
Укороченные инструментальные конуса ГОСТ 9953 (DIN238)
Размеры укороченных конусов JT тип
Справочная информация

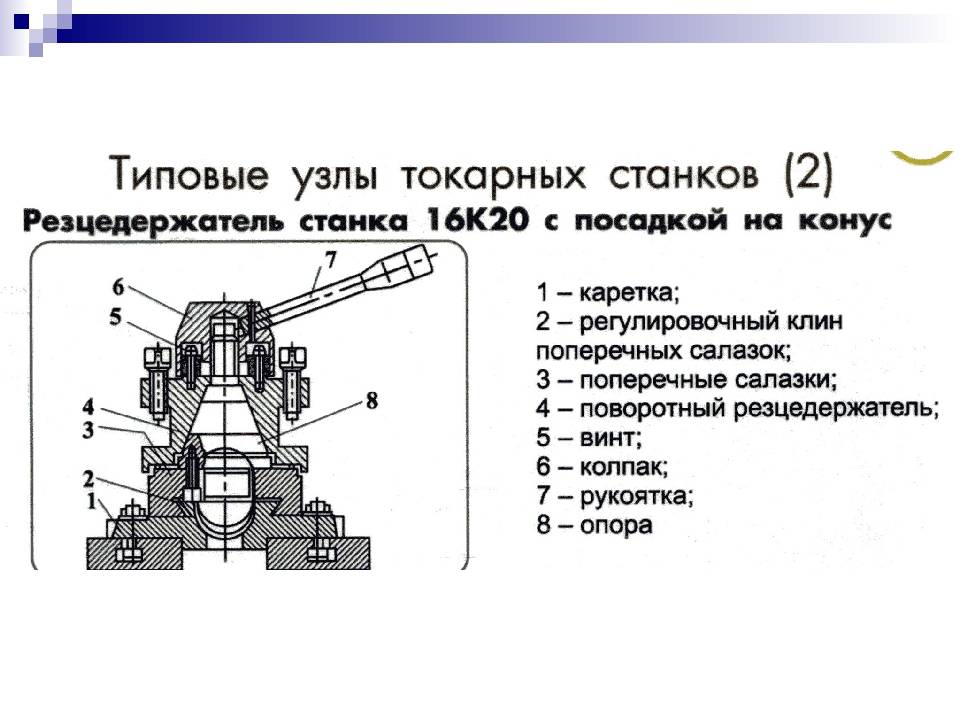
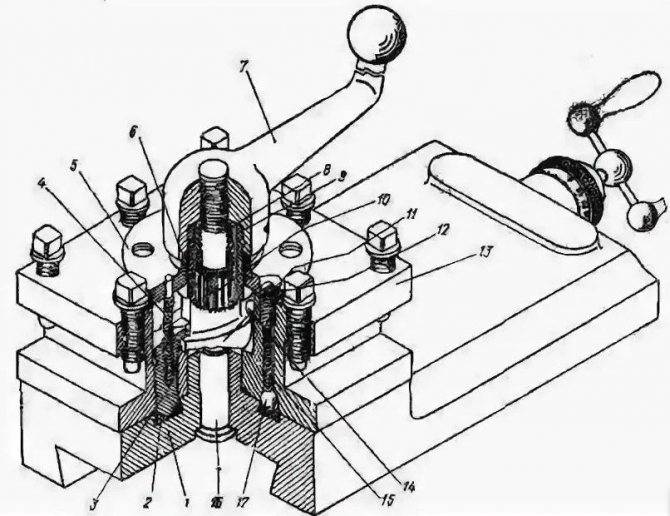
Устройство и назначение резцедержателя
Резцедержатель представляет собой зафиксированный с помощью болтового соединения отдельный узел, используемый для крепления металлообрабатывающего инструмента. Значительно упрощает работу с заготовками, позволяет максимально расточить отверстия. Резцедержателями комплектуются блоки станков, перемещающие резец.
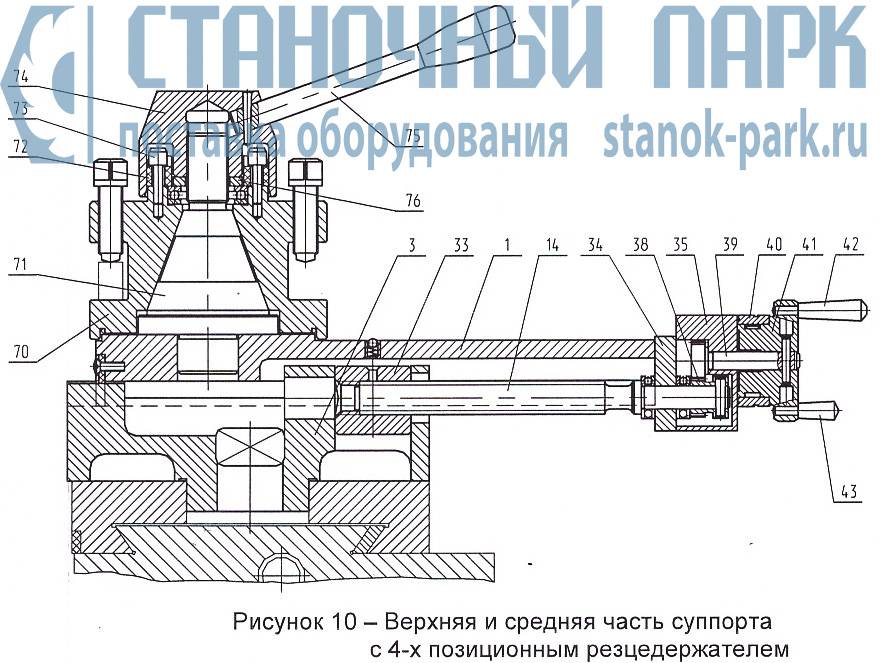
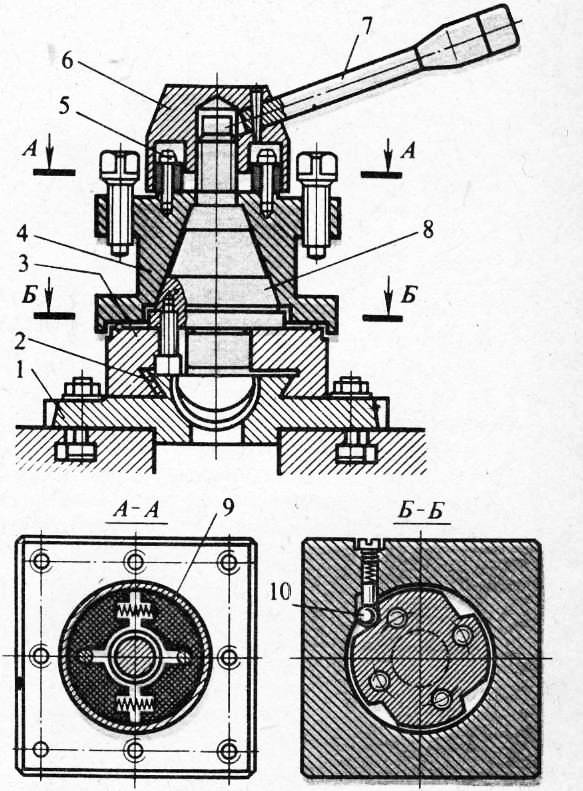

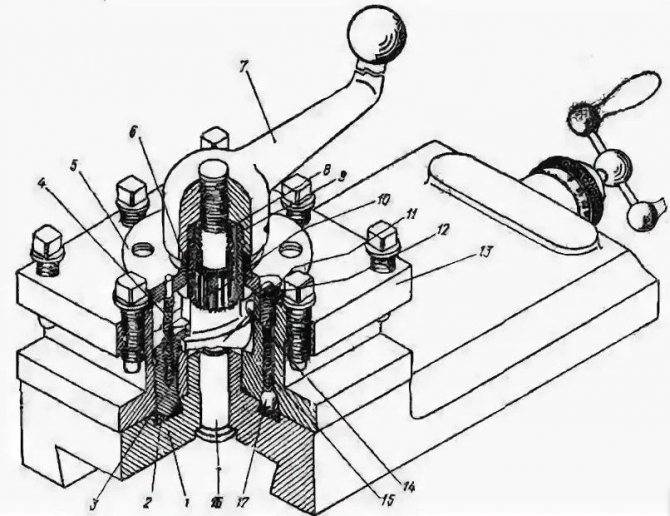
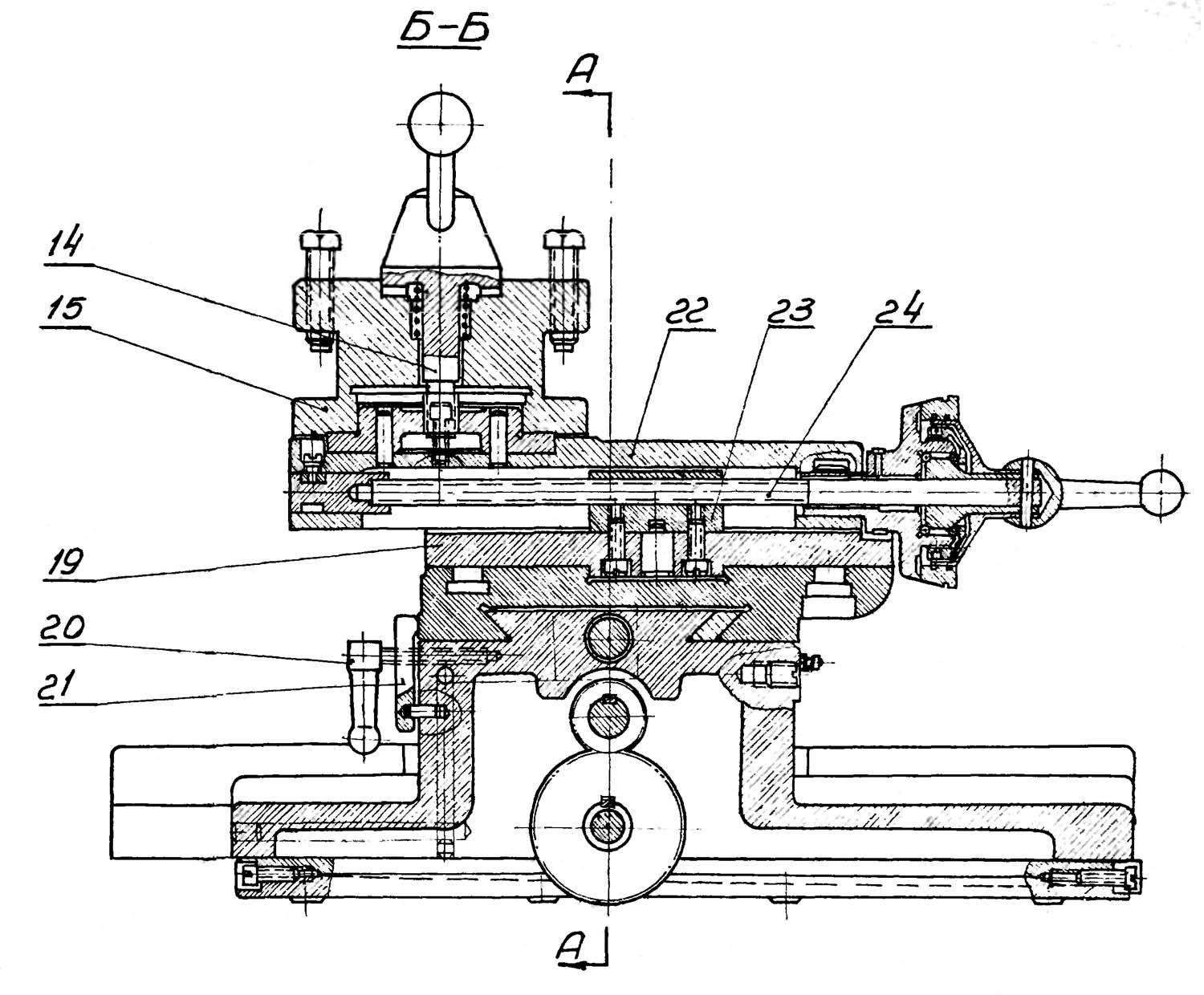
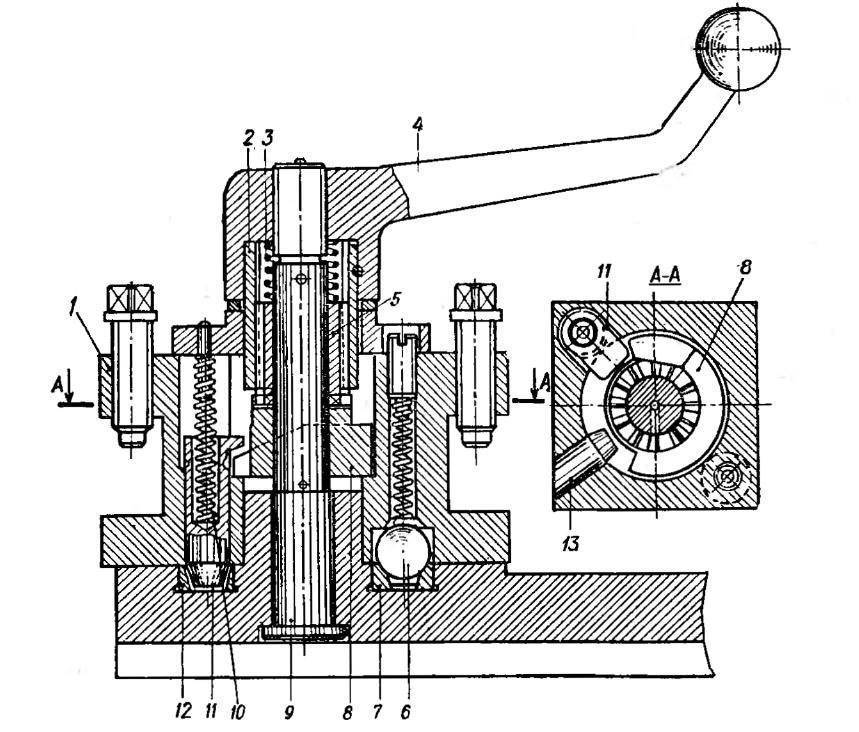
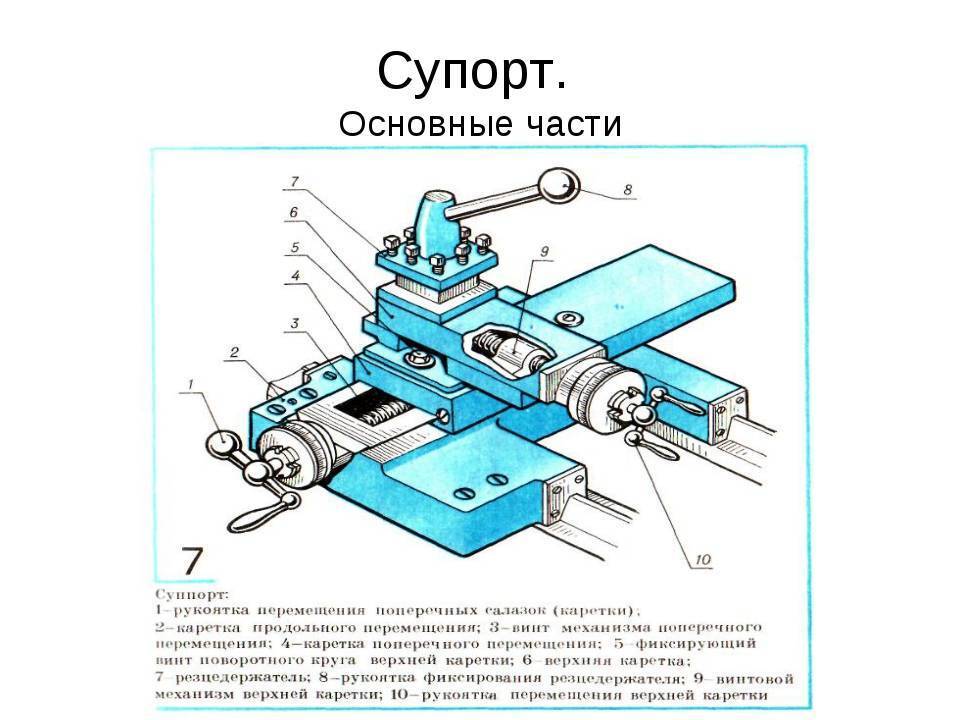
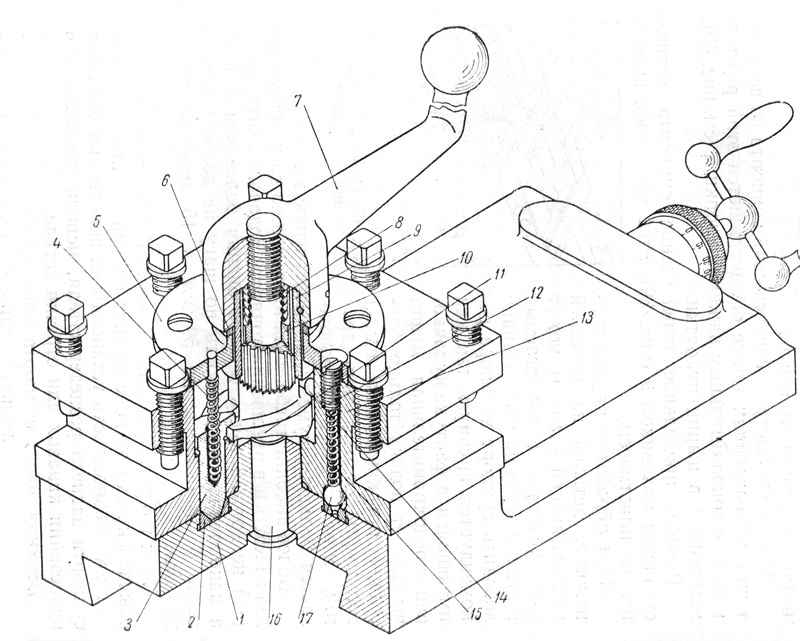
В верху суппорта 1 на центрующем бурте расположена четырехгранная головка. С одной ее стороны установлен конусообразный фиксатор 5 с пружинкой 4, с обратной – фиксатор шариковый 17 с пробкой на резьбе 12 и пружинкой 15.
К верхней части головки 13 с помощью болтов прикреплен фланец 5. На среднем пальце 16 внутри головки размещается кулак 11, имеющий торцовые зубцы, а также храповая муфта 10, прижимающаяся к торцу кулака пружинкой 8. Муфта легко перемещается по прорезям втулки 9, впрессованной в рукоять 7.
Рукоять 7 служит для высвобождения, поворота, установки и крепления головки. Высвобождение осуществляется при развороте рукояти по резьбе против часовой стрелки. Совместно с рукоятью также перемещается и кулак 11, соединенный с ней через зубцы храповика 10. При освобождении головки при воздействии скоса кулака 11 на лапку фиксатора 3 приподнимается сам фиксатор, кулак 11 поворачивает головку, упираясь стенкой выреза в штифт 14. Шарик 17 при этом приподнимается. В заключительной стадии разворота шарик фиксатора попадает в следующее гнездо, предварительно закрепляя головку.
При развороте рукояти 7 в обратную сторону кулак 11 открепляет фиксатор 3, при этом он впадает в гнездо 2 и окончательно закрепляет головку. Стенка выреза упирается в штифт и останавливает кулак 11. Последующий поворот рукояти 7 приводит к отжатию храповика 10 вверх скошенными торцовыми зубцами. По окончании поворота рукояти происходит окончательное закрепление головки с режущим инструментом.
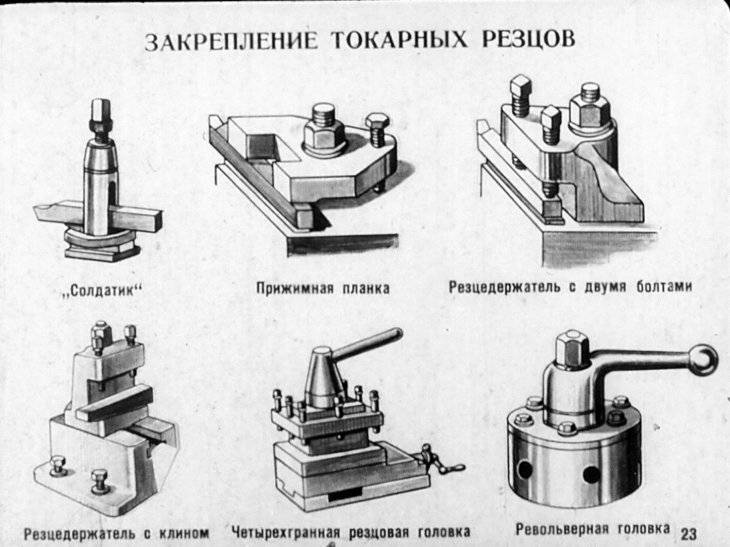
Резцедержатели для токарных станков по металлу
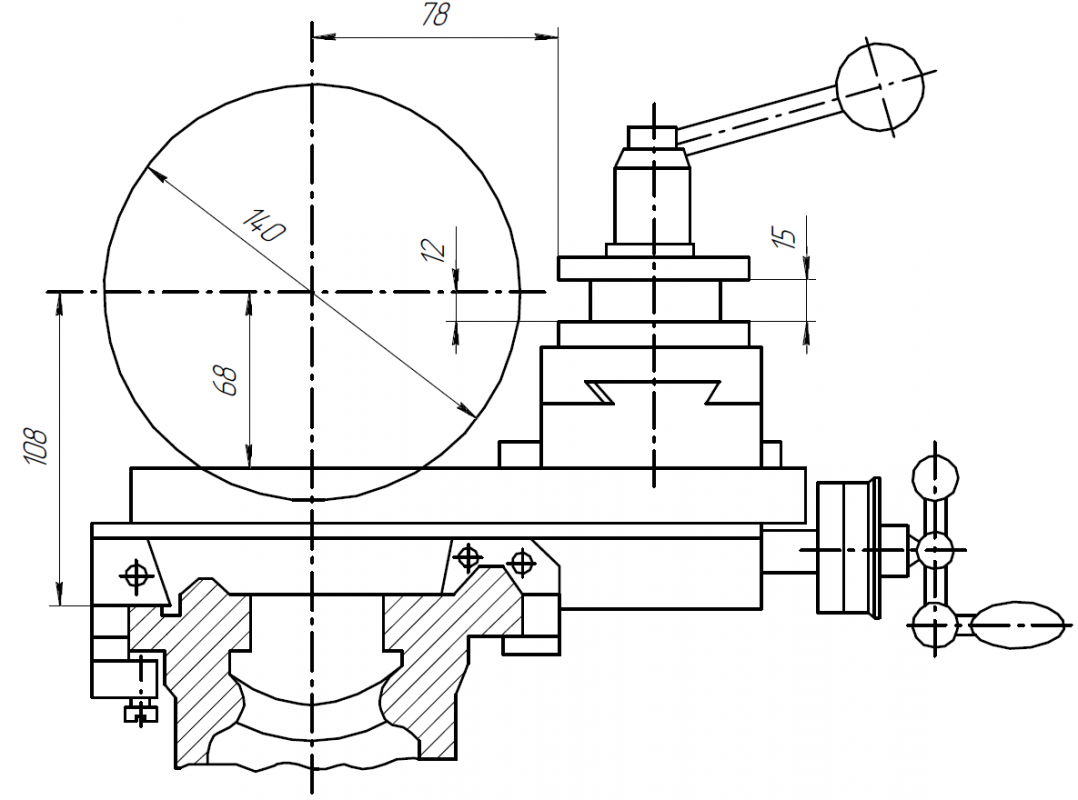
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.
Резцедержатель токарного станка
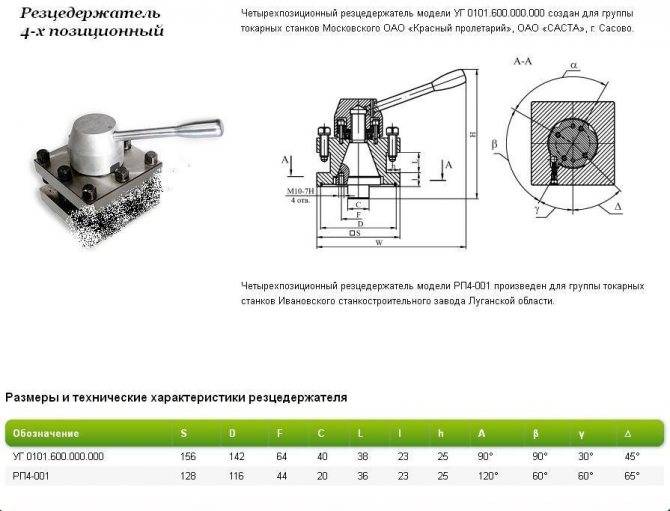
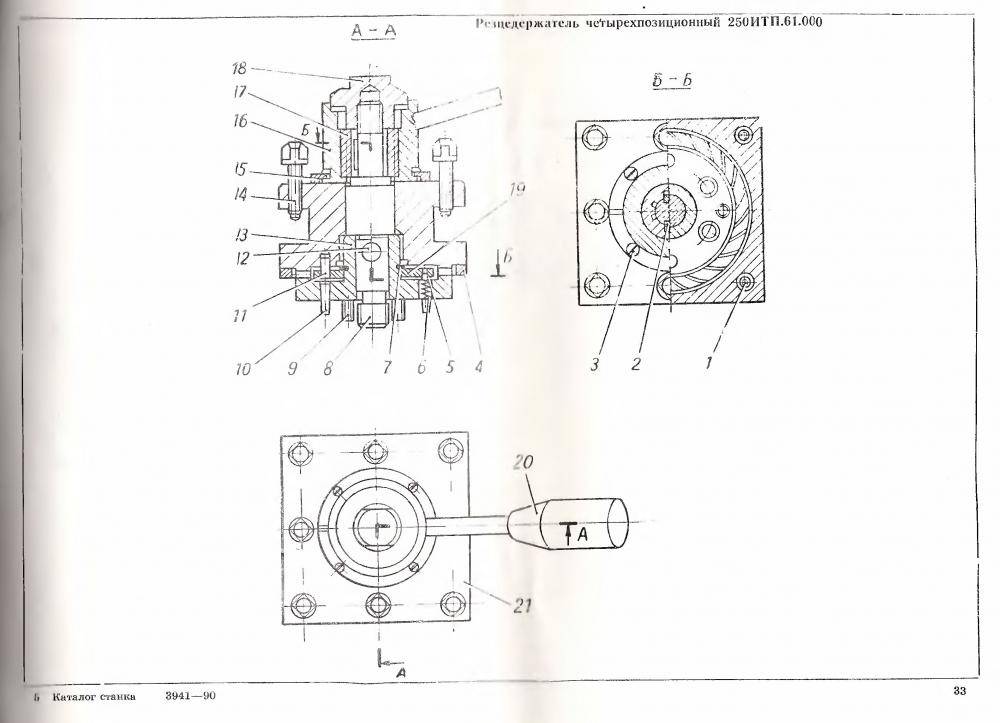
Подразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.
Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.
Быстросменный резцедержатель
Резцедержатель (державка) своими руками
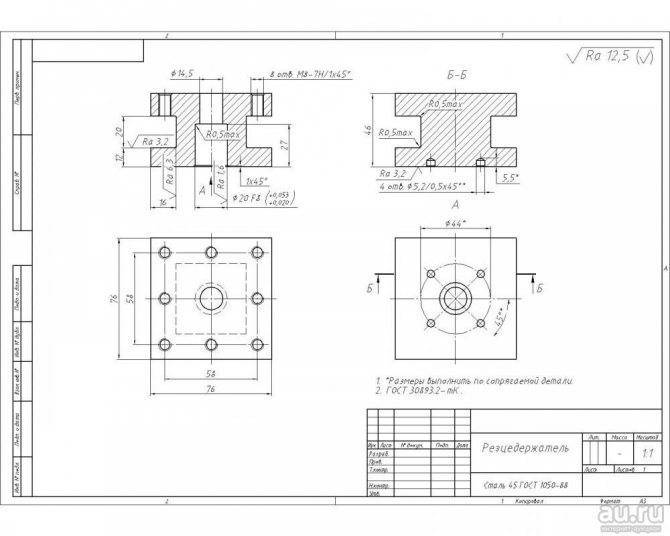
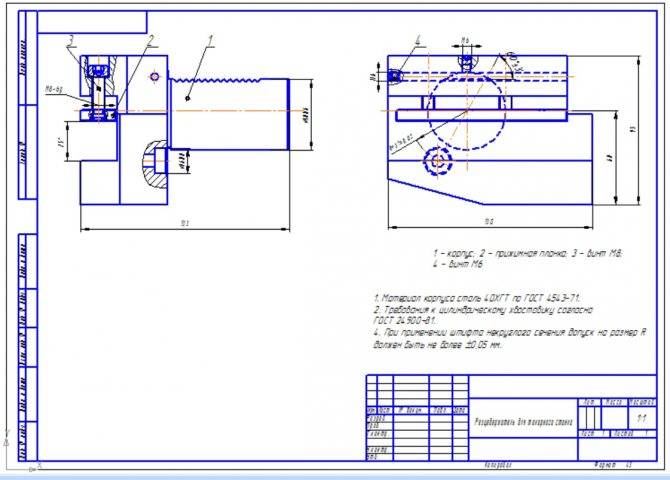
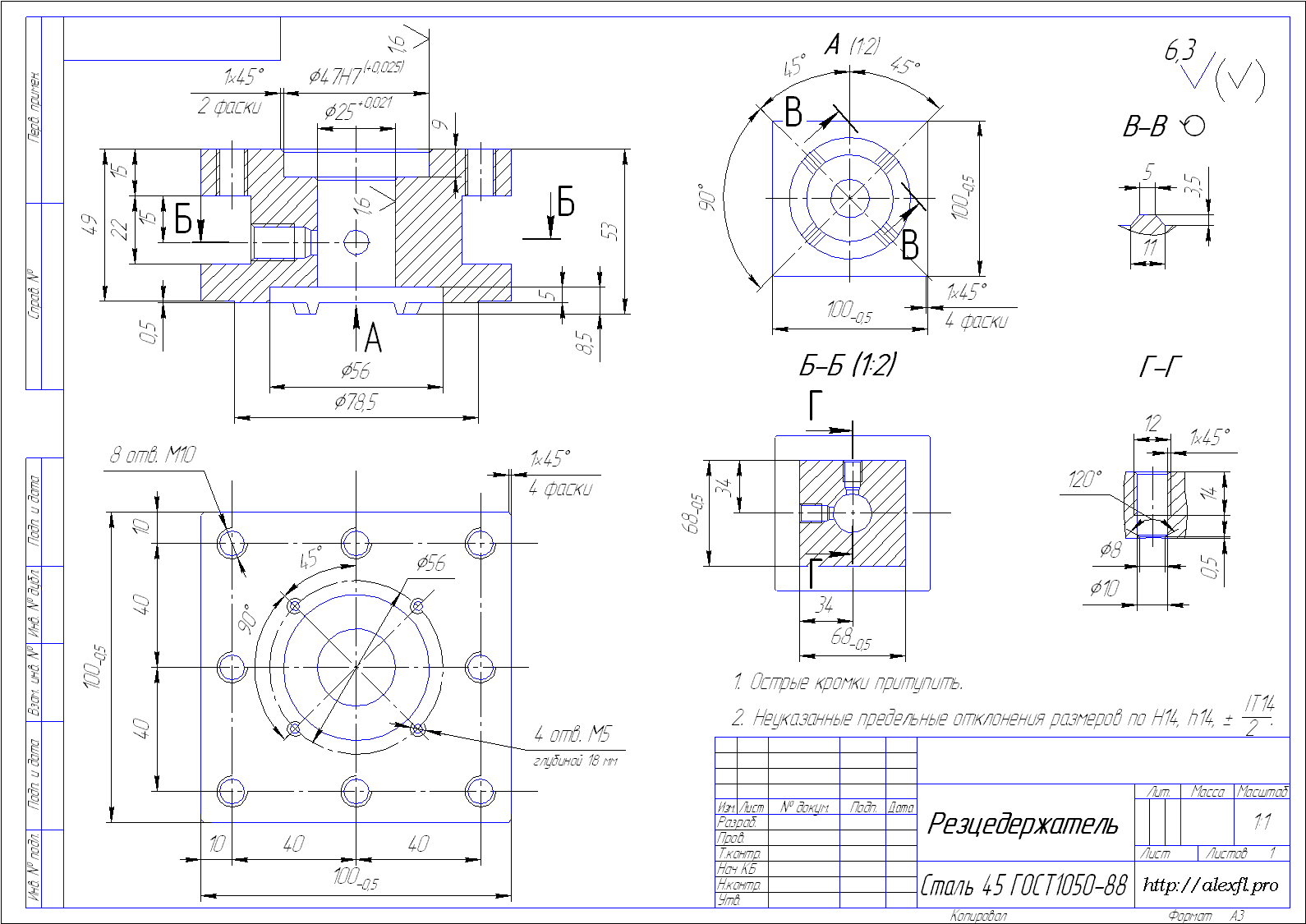
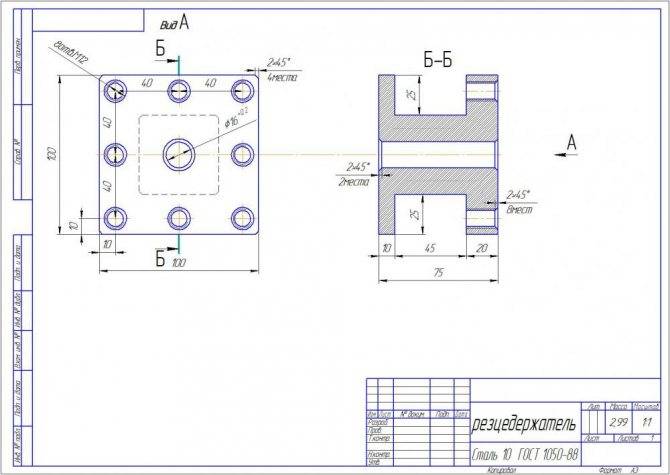
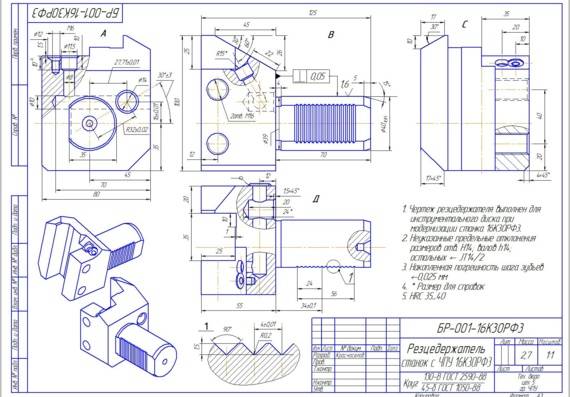
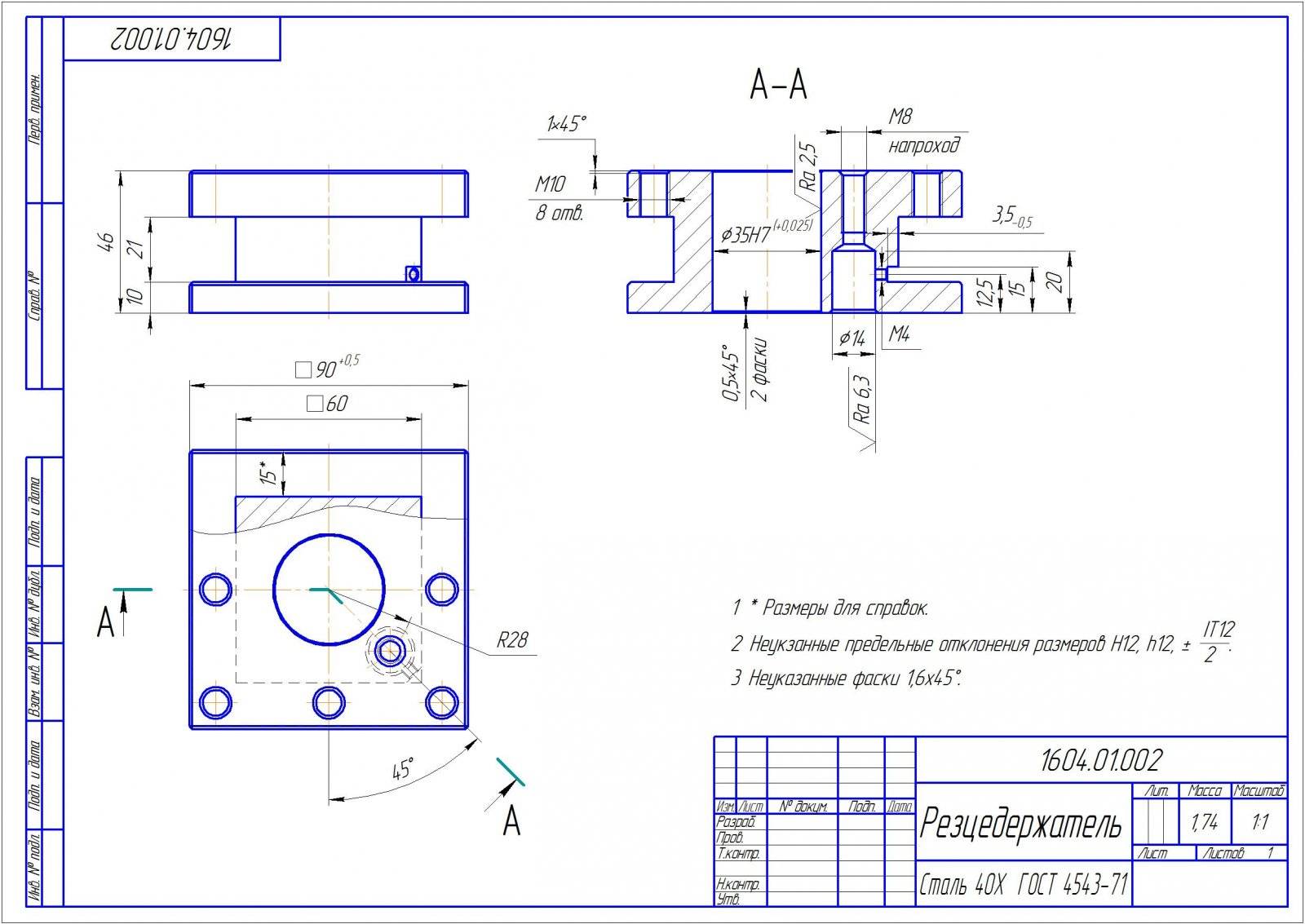
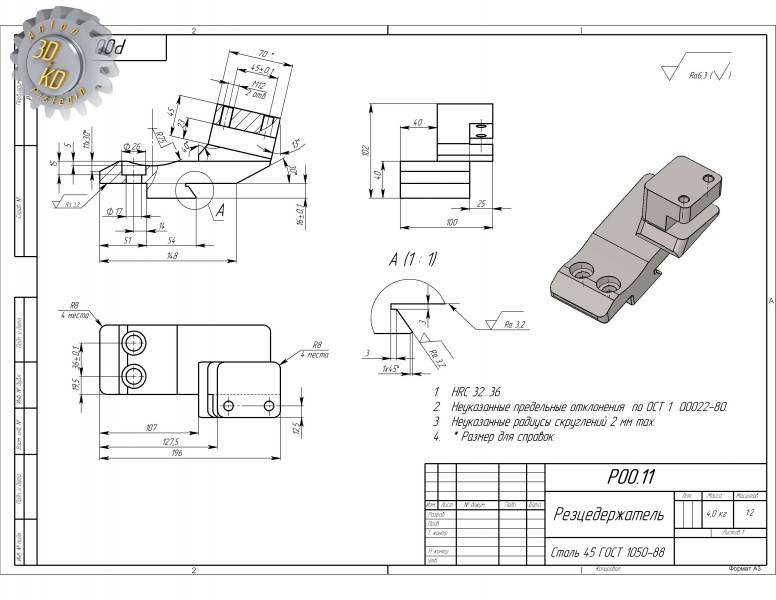
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
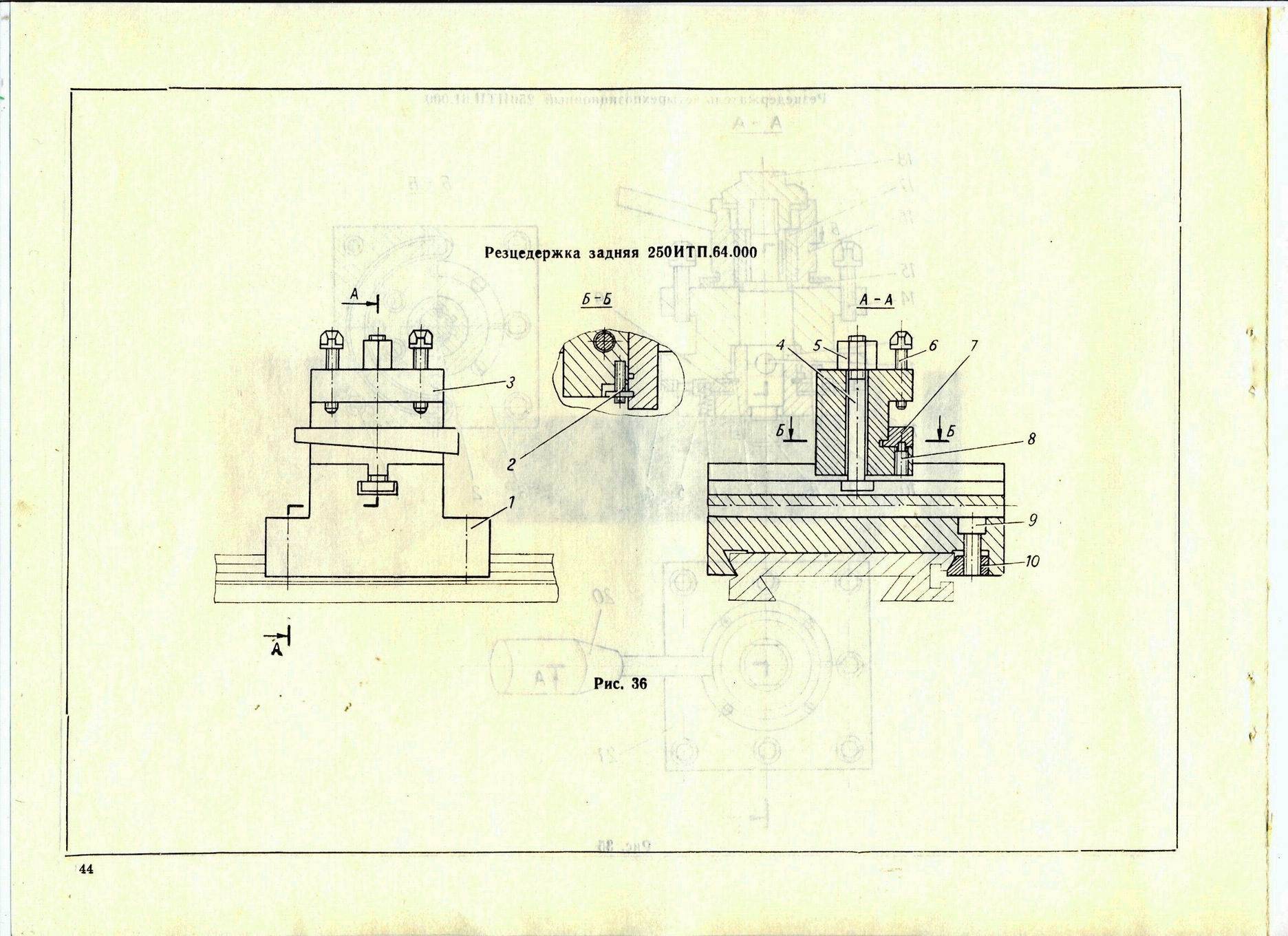
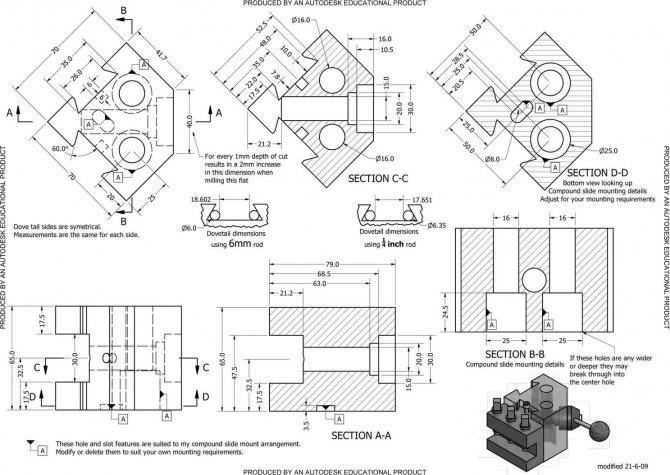
Чертежи резцедержателей
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(голосов: 3, в среднем: 4,67 из 5)
stankiexpert.ru
Конструкции токарных инструментов
В конструкциях любых резцов, используемых при токарных работах, выделяются такие основные элементы:
- головка (другое ее название – рабочая головка), этой частью обрабатывается металл;
- державка – с ее помощью производится фиксация инструмента на станке.
Резцовая державка выполняется двумя вариантами (берется во внимание поперечное сечение): в виде прямоугольника и квадрата. Формирование рабочей головки происходит в нескольких плоскостях. Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья
Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья
Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов
Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья. Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов
Формирование рабочей головки происходит в нескольких плоскостях. Режущие кромки отличаются, их угол заточки напрямую зависим от вида обработки, а также соответственно и самого сырья. Зависимо от ситуации и потребностей обработки, в установках для точения металла используются разные виды резцов.
Подрезной
Подрезной отогнутый сильно похож на проходной упорный, но есть определенные отличия.
Подрезные инструменты отличаются от проходных упорных тем, что их рабочая поверхность – это пластины, сделанные из твердого сплава (они имеют форму в виде треугольника), одна из них – закругленная. Что касается проходных, то сторона сделана не закругленной, а прямоугольной.
При помощи подрезных отогнутых резцов обрабатывают в поперечном направлении, при обработке приспособление должно находиться в перпендикулярном положении. Существует подрезной упорный тип, но на практике используются значительно реже.
Расточной
Этот инструмент применяется для внутренней расточки заготовок.
Расточной резец
Бывает два типа рассматриваемых токарных приспособлений, первый используется при растачивании глухих отверстий, а другой для растачивания уже имеющихся, например, после сверления сверлом.
Стоит помнить о том, что серьезную роль играет при расточке державка, от ее толщины и прочности зависит качество расточки. Прямые пластины, которые не имеют выступов, дают возможность без усилий входить во внутреннюю часть при вращении.
С применением такого инструмента появляется возможность обработки заготовок с разными формами, под углом (если нужно).
Существуют конструкции универсальных приспособлений, которые еще называются сборными. Это так потому что на одной державке крепится не одна пластина, а несколько.
Отрезной
Отрезные резцы для токарного станка нельзя перепутать с другими видами инструмента.
Они имеют тонкую ножку, к которой прикреплена (при помощи пайки) пластина для резки. Она делается из особого сплава, например, рапида или победита.
Ширина канавки зависит исключительно от толщины действующей пластинки или насадки. Точение производят под углом 90°. А также такими типами приспособлений можно сделать канавки.
Практически каждый токарь использует отрезной резец, без которого никак не обойтись. Они применяются для отрезания заготовок нужных размеров (металлические болванки, прутья, трубы, шестигранники).
Проходной
Торцевая часть всегда обрабатывается при помощи отогнутых проходных приспособлений. А также ими снимаются фаски.
Проходной резец для токарного станка бывает неодинаковых конструкций. Встречаются отогнутые, упорные и прямые их типы.
Упорный отогнутый – это еще одно разнообразие проходного резца. При помощи такого инструмента во время обтачивания металла происходит снятие металла. Движение резца происходит вдоль направления поворота деталей. Упорные отогнутые приспособления бывают двух типов – левосторонними и правосторонними.
Прямой тип резцов применяют в тех же случаях, что и отогнутый, в зависимости от ситуации. Главное, чтоб соблюдались все условия технологии и техники безопасности.
Резьбовой
В комплекте каждого токарного станка должен обязательно быть резьбовые резцы (наружные, внутренние).
Первый тип применяется при производстве резьбы с наружной стороны. Режущая пластина имеет форму наконечника копья. Что касается второго типа, то работа выполняется внутри заготовки.
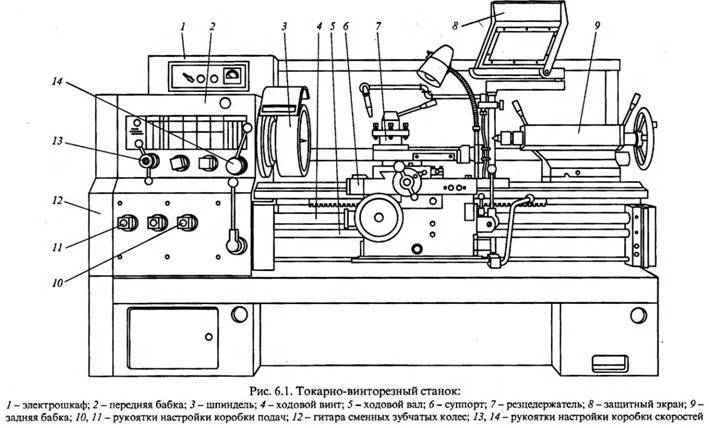
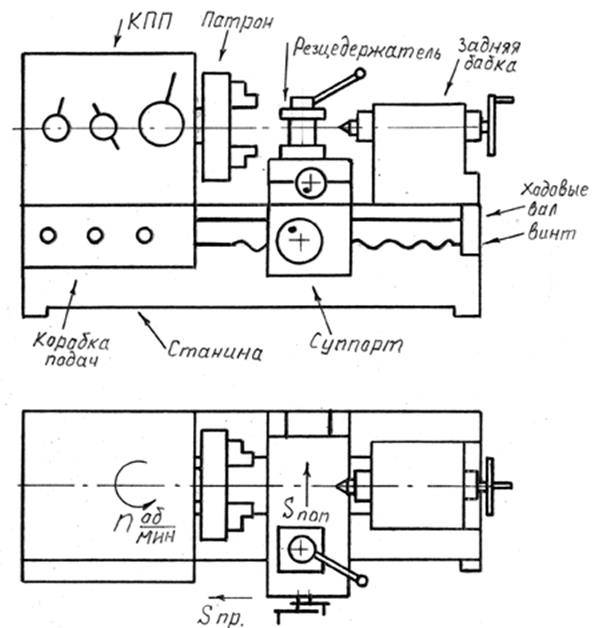
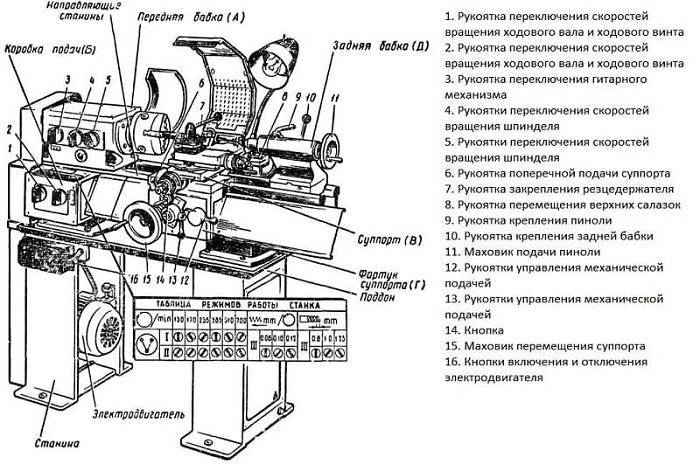
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.

Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.

Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.

Шпиндель, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.

Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
Если станок с автоматической подачей, то в нем есть ходовые винт и валик. Они используются для выполнения работ высокой сложности.
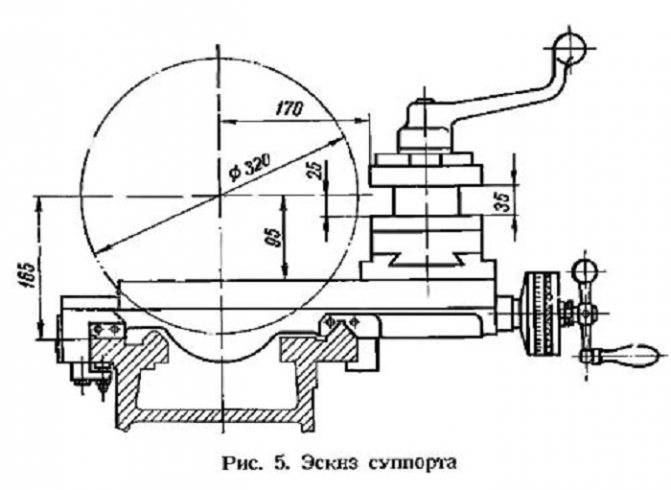
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
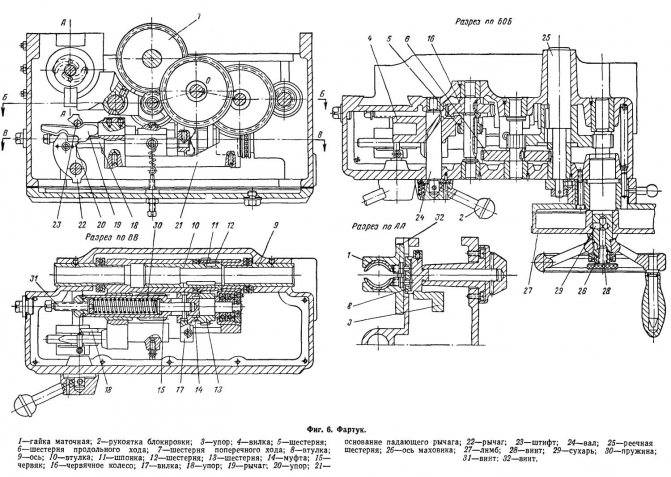
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.

Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.

Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Резцедержатели токарных станков по металлу: чертеж, устройство, ГОСТ
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.

Подразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.
Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.

Быстросменный резцедержатель
Резцедержатель (державка) своими руками
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
Быстросменный резцедержатель. Делаем дополнительную кассету.
Подписка В одном из предыдущих обзоров зоркие читатели увидели на моем токарном станке быстросменный резцедержатель. Попросили его обозреть. Выполняю заявки трудящихся Для чего нужен быстросменный резцедержатель? Из названия очевидно, что для быстрой смены резцов. Зачем нужна быстрая смена резцов? В токарном деле используется несколько десятков различных резцов: проходные, расточные, подрезные, резьбовые внутренние и наружние, канавочные, отрезные и т.д. и т.п. Какие-то чаще, какие-то реже, но используются все. Обычный резцедержатель может удерживать одновременно до четырех резцов, что бывает достаточно для производственного процесса. Как правило, детали однотипные и точатся на потоке. Установив утром один набор резцов, до вечера можно работать только им. При штучной работе или в условиях домашнего применения резцы постоянно нужно менять. Откручивать- закручивать винты, вынимать резец и подбирать подкладки для выставления высоты резца довольно муторно. Для этих целей и существует быстросменный резцедержатель со сменными картриджами (кассетами). Купил я данный резцедержатель уже достаточно давно, лет 5 назад точно. Так что он прошел огонь, воду и медные трубы. Зарекомендовал себя с наилучшей стороны. Крепится резцедержатель следующим образом: в верхний суппорт ввинчивается ось, на которую насаживается резцедержатель. Сверху он фиксируется гайкой. В комплекте шла пластина, позволяющая подкладывать ее по резцедержатель, если необходимо приподнять его повыше. У меня на суппорте было цилиндрическое утолщение, и я расточил в пластине отверстие в диаметр утолщения. Фиксация картриджа происходит за счет подвижной клинообразной планки, которая распирает паз «ласточкиного хвоста». Фиксация просто намертво. В комплекте идут 5 картриджей Первый под обычные прямоугольные державки. Высота паза 13 мм, глубина 8 мм. Четыре винта М6 фиксируют державку, один болт с широкой шайбой и контровой гайкой позволяет контролировать высоту картриджа и резца соответственно. Кончик резца должен быть на высоте оси шпинделя токарного станка. Второй картридж полностью копирует первый с одним дополнением, на нижней полке крепления державки профрезерована V-образная канавка, позволяющая крепить закругленные державки резцов. Третий картридж предназначен для крепления отрезного резца. И хотя резцы из быстрорежущей стали отживают свой век, такое решение очень удачное и востребованное. Резец можно затачивать не вынимая из картриджа. Толщина режущей пластины 1.5мм (в комплект не входит) Четвертый и самый многофункциональный картридж совмещает в себе ролики для накатывания насечки на заготовку и место под резец. Я креплю в картридже небольшой резец для торцевания заготовок. Пятый картридж предназначен для крепления расточных резцов с круглой державкой. Основная печаль данного резцедержателя – стоимость дополнительных картриджей. Их цена варьируется от 14 до 26 долларов за штуку. Так как используемых в работе резцов у меня под два десятка, то удовольствие покупки двадцати картриджей выливается в круглую сумму. Вот и приходилось менять резцы также как и в обычном резцедержателе. Единственное, что по высоте их выставлять элементарно и быстро. Мысль сделать свой картридж зрела давно. Останавливало два обстоятельства: отсутствие металла под рукой и банальная лень. Со временем у меня появился запас алюминия марки В95, который должен по прочности подойти для домашнего применения и запрос от вас, мои дорогие читатели, на обзор, который помог превозмочь лень))) Для пробы взял кусочек дюраля В95, оставшегося от какой-то поделки. Ну что ж… поехали! В заготовке мы фрезеруем паз Далее фрезой для «ласточкиного хвоста» под углом 60 град. выбираем боковые наклонные плоскости. Тщательно измеряем ширину «ласточкиного хвоста», точность должна быть в пределах двух – трех десятых миллиметра, иначе ничего не будет держаться, и заготовка направится в брак. Ширину «ласточкиного хвоста» измеряют при помощи двух цилиндров и штангенциркуля Примеряем – все великолепно. В размер попали. Переворачиваем заготовку и делаем паз под резец. Сверлим отверстия под винты и нарезаем резьбу Стружка отлично вычищается ершиками (см. предыдущий обзор про чистку аэрографа)
Резюме. Вещь замечательная, полезная, и как все профессиональные вещи дорогая, а стоимость сменных картриджей – просто грабеж. Но если вы имеете доступ к фрезеру и можете сделать себе картриджи сами, то покупать имеет полный смысл.
Планирую купить +15 Добавить в избранное Обзор понравился +54 +80
mysku.ru
Электрическая часть токарного станка
Все современные токарные и токарно-винторезные станки по металлу, отличающиеся достаточно высокой сложностью своей конструкции, приводятся в действие при помощи привода, в качестве которого используются электродвигатели различной мощности. Электрические двигатели, устанавливаемые на такие агрегаты, могут быть асинхронными или работающими от постоянного тока. В зависимости от модели двигатель может выдавать одну или несколько скоростей вращения.
Электрическая схема токарного станка 1К62 (нажмите для увеличения)
На большинстве моделей современных токарных станков по металлу устанавливаются двигатели с короткозамкнутым ротором. Для передачи крутящего момента от двигателя элементам коробки передач станка может использоваться ременная передача или прямое соединение с его валом.
На современном рынке также представлены модели токарных станков, на которых скорость вращения шпинделя регулируется по бесступенчатой схеме, для чего используются электродвигатели с независимым возбуждением. Регулировка скорости вращения вала такого двигателя может осуществляться в интервале 10 к 1. Однако из-за больших габаритов и не слишком экономичного потребления электроэнергии применяются такие электродвигатели крайне редко.
Двухскоростной двигатель со шкивом под плоский ремень передачи
Как уже говорилось выше, в качестве привода токарных станков могут использоваться и электродвигатели, работающие на постоянном токе. Именно такие электродвигатели, отличающиеся большими габаритами, обеспечивают бесступенчатое изменение скорости вращения их выходного вала.
https://youtube.com/watch?v=_3UYUMTqYzc
Резцедержатели для токарных станков по металлу
Резцедержатель служит для закрепления резцов на суппорте токарного станка, и как следствие, он перемещается в поперечном и продольном направлениях относительного заготовки. Другое название этого устройства — резцовая головка.
Резцедержатель токарного станка
Подразделяются на двухпозиционные и четырехпозиционные, т.е. в первом варианте в резцедержатель одновременно можно закрепить винтами два резца, во втором – четыре. Это позволяет быстро менять инструмент во время работы, поворачивая резцовую головку в другую позицию с нужным резцом.
Четырехпозиционная резцовая головка
Для быстрой смены инструмента применяют резцедержатели картриджного типа, которые могут устанавливаться практически на все типы токарных станков. Сменные картриджи изготавливаются для резцов с четырехгранной и круглой державкой.
Быстросменный резцедержатель
Резцедержатель (державка) своими руками
При желании или необходимости резцедержатель можно изготовить самостоятельно. Материал заготовки – сталь 45.
Еще одно видео по переделке державки
Чертежи резцедержателей
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
(голосов: 3, в среднем: 4,67 из 5)
stankiexpert.ru