Производители режущего инструмента по металлу
Условно рынок режущих инструментов по металлу делят на 3 сегмента.
- Азиатские производители. На первом месте в списке стран-экспортеров — Китай. Характеристики продукции отвечают требованиям наших стандартов. Цены – ниже среднего. Это обуславливает высокий уровень популярности китайских инструментов. Но, купив партию, вы можете столкнуться с большим количеством брака.
- Европейские бренды. Главные офисы и заводы топовых компаний находятся в Германии, Италии и Франции. Качество инструментов из ЕС находится на высоком уровне. Брак — редкость. Именно в Европе производят самые надежные и долговечные инструменты, покрытые обычным и легированным алюминием нитридами титана (маркировки — TiN и TiAN).
Фотография №15: сверла Bosch, покрытые нитридом титана
- Российские производители, а также компании из стран бывшего СНГ. Их продукция удовлетворяет потребности большинства потребителей. Цены и качество находятся на оптимальном уровне.
Кстати, мы сами являемся одним из производителей металлорежущего инструмента. Наша торговая марка — SEKIRA.

Фотография №16: сверла SEKIRA
Особенности конструкции режущих инструментов
Классификация режущих инструментов может быть выполнена с учетом различных критериев. Основной — это конструкция оборудования. В зависимости от конструкции могут быть выделены такие виды оборудования, как:
- фрезы;
- резцы;
- зенкеры;
- сверла;
- цековки;
- развертки;
- метчики;
- плашки;
- ножовочные полотна;
- шеверы;
- абразивный инструмент.
Каждый из перечисленных видов обладает некоторыми характерными конструкционными особенностями, которые и определяют принадлежность к тому или иному виду режущего инструмента. Так, однолезвенные инструменты — это резцы. Они обеспечивают возможность обрабатывать металл, применяя разнонаправленное движение подачи.
Обработка металла фрезами подразумевает выполнение вращательных движений инструментом по траектории с фиксированным радиусом. При этом направление движения подачи не совпадает с направлением оси инструмента.
Сверла — это режущее оборудование осевого типа. Их применяют в тех случаях, когда требуется изготовить отверстие в обрабатываемом материале или увеличить уже готовые отверстия. При обработке сверла совершают вращательные движения, которые для получения требуемого результата дополняются движениями подачи. Ось вращения и направление движения подачи совпадают.
Зенкеры также относятся к осевым инструментам. Они позволяют откорректировать форму и размер отверстий в металле, кроме того, с их помощью можно сделать диаметр отверстия больше. Для обработки отверстий могут использоваться и развертки. Этот тип оборудования предназначен для удаления шероховатостей со стенок отверстий. Этот процесс принято называть чистовой обработкой. Торцевые и цилиндрические участки обрабатываются таким осевым инструментом, как цековки.
Конструкция фрезов концевых обдирочных.
Для изготовления наружной резьбы на металлических заготовках цилиндрической формы используются плашки. Нарезать резьбу во внутренней части отверстий можно метчиками.
Ножевые полотна — это многолезвийные инструменты. По форме они представляют собой металлические полосы, на которых сделаны многочисленные зубья одинаковой высоты. Их применяют, если нужно отрезать кусок заготовки или сделать пазы в ней. Поступательные движения в этом случае являются основными рабочими.
Долбяки используются для заточки зубьев на различных деталях. Например, на зубчатых колесах, валах и т. д. Зубчатые колеса также могут быть обработаны шеверами. Действие этих инструментов напоминает скобление. В результате выполняется чистовая обработка деталей.
Группа абразивных инструментов включает в себя различные приспособления и материалы для чистовой обработки деталей. Это могут быть специальные порошки, зерна, бруски, кристаллы и прочее.
Классификация лезвийного инструмента
По материалу рабочей части
отличаютстальной, быстрорежущий, твердосплавные, минералокерамические и из сверхтвердых материалов.По количеству лезвий:одно- имноголезвийный инструмент.Многолезвийный инструмент
– лезвия в пространстве расположены в направлении главного движения последовательно.
По расположению зубьев в пространстве:периферийные, торцевые, периферийно-торцевые.По конструктивному исполнению лезвий:
Лезвия с механическим креплением пластин
– сборный лезвийный инструмент с разъемным соединением с корпусом или ножом.
С напайной пластиной
– лезвийный инструмент, лезвия которого изготовлены напайкой режущей пластины на корпус или нож.
С клееной пластиной
– соединение клеем.
Инструмент с наплавным лезвием
— составной лезвийный инструмент, лезвия которого изготовлены путем наплавки инструментального материала.
По направлению зуба
–прямозубые, косозубые и с винтовым зубом.
Электрическая обработка
Метод основан на частичном разрушении металлических деталей под воздействием электрических разрядов высокой интенсивности.
Его применяют для прожигания отверстий в тонколистовом металле, при заточке инструмента и обработке заготовок из твердых сплавов. Он также помогает достать из отверстия обломившийся и застрявший кончик сверла или резьбового метчика.








Графитовый или латунный электрод, на который подано высокое напряжение, подводят к месту обработки. Проскакивает искра, металл частично оплавляется и разбрызгивается. Для улавливания частиц металла промежуток между электродом и деталью заполняют специальным маслом.

Ультразвуковая обработка металла
К электрическим способам обработки металлов относят и ультразвуковой. В детали возбуждаются колебания высокой интенсивности с частотой свыше 20 кгц. Они вызывают локальный резонанс и точечные разрушения поверхностного слоя, метод применяют для обработки прочных сплавов, нержавейки и драгоценностей.
Классификация режущих инструментов
Металлорежущее оборудование, которое в наши дни используется в самых разных отраслях промышленности, а также в быту, допускает использование различных видов режущего инструмента. Перечень этих видов весьма обширен, благодаря чему существует возможность подобрать металлорежущий инструмент, наилучшим образом соответствующий особенностям выполняемых операций.
Критерии классификации описываемого инструмента весьма многочисленны, их рассмотрению посвящена настоящая статья.
Одним из основных классификационных критериев является особенность конструкции режущего инструмента. По нему выделяют такие виды, как:
- Резцы: инструмент однолезвийного типа, позволяющий выполнять металлообработку с возможностью разнонаправленного движения подачи;
- Фрезы: инструмент, при использовании которого обработка выполняется вращательным движением с траекторией, имеющей неизменный радиус, и движением подачи, которое по направлению не совпадает с осью вращения;
- Сверла: режущий инструмент осевого типа, который используется для создания отверстий в материале или увеличении диаметра уже имеющихся отверстий. Обработка сверлами осуществляется вращательным движением, дополненным движением подачи, направление которого совпадает с осью вращения;
- Зенкеры: инструмент осевого типа, с помощью которого корректируются размеры и форма имеющихся отверстий, а также увеличивается их диаметр;
- Развертки: осевой инструмент, который применяется для чистовой обработки стенок отверстий (уменьшения их шероховатости);
- Цековки: металлорежущий инструмент, также относящийся к категории осевых и используемый для обработки торцовых или цилиндрических участков отверстий;
- Плашки: используются для нарезания наружной резьбы на заготовках;
- Метчики: также применяются для нарезания резьбы – но, в отличие от плашек, не на цилиндрических заготовках, а внутри отверстий;
- Ножовочные полотна: инструмент многолезвийного типа, имеющий форму металлической полосы с множеством зубьев, высота которых одинакова. Ножовочные полотна используются для отрезания части заготовки или создания в ней пазов, при этом главное движение резания является поступательным;
- Долбяки: применяются для зуботочения или зубодолбления шлицев валов, зубчатых колес, других деталей;
- Шеверы: инструмент, название которого происходит от английского слова «shaver» (в переводе – «бритва»). Он предназначен для чистовой обработки зубчатых колес, которая выполняется методом «скобления»;
- Абразивный инструмент: бруски, круги, кристаллы, крупные зерна или порошок абразивного материала. Инструмент, входящий в данную группу, применяется для чистовой обработки различных деталей.
Следующим классификационным критерием является вид поверхности, обработка которой осуществляется с помощью металлорежущего инструмента. По нему выделяют следующие инструменты:
- Применяемые для обработки тел вращения, наружных фасонных, а также плоских поверхностей: в данную группу включаются описанные выше резцы и фрезы, абразивные круги и некоторые другие изделия;
- Используемые для обработки отверстий: речь идет о зенкерах и сверлах, расточных резцах и протяжках;
- Инструменты, с помощью которых выполняется нарезка резьбы: в эту группу входят плашки, метчики, накатные ролики, ряд других изделий;
- Применяемые для обработки поверхностей звездочек, шлицевых валов, зубьев колес: эти операции выполняются с помощью пальцевых и дисковых фрез, обкаточных резцов и долбяков, шлифовальных кругов и шеверов. Нельзя не упомянуть протяжки, сдвоенные головки-фрезы и зубострогальные резцы (они предназначены для нарезания прямозубых колес конического типа), а также конические фрезы червячного типа и зубострогальные головки (с помощью этих инструментов нарезаются колеса конического типа со спиральными зубьями).
Еще одним критерием классификации металлорежущего инструмента является принцип его взаимодействия с материалом. По нему выделяют такие инструменты, как:
- Обычные;
- Ротационные, круговое лезвие которых непрерывно обновляется.
Кроме того, специалисты указывают на такой классификационный критерий, как тип изготовления, выделяя при этом:
- Цельный режущий инструмент;
- Составной инструмент, конструкция которого представляет собой неразъемное соединение нескольких элементов;
- Сборный инструмент, отличающийся разъемным характером соединения элементов, которые его образуют.
По способу соединения со станком выделяют насадной, хвостовый и призматический инструмент.
Наконец, по такому критерию, как способ применения, выделяют ручной, машинный, а также машинно-ручной металлорежущий инструмент.
Где узнать о последних новинках в сфере изготовления инструментов для обработки металла
Инновационные решения от ведущих мировых лидеров, которые создают установки, технологии и инструменты для обработки металла, будут представлены на специализированной выставке «Металлообработка».
Международное мероприятие состоится в московском ЦВК «Экспоцентр». Экспонентами станут представители более 1000 отечественных и зарубежных компаний, которые ведут активные научные разработки в сфере металлообработки.
Гости смогут познакомиться с последними техническими достижениями лучших специалистов, и приобрести для себя новейшие агрегаты, которые подойдут для оборудования заводов и частных мастерских.
Алмазный инструмент для обработки металлаРежущий инструмент по металлуИнструменты для гравировки по металлу и как ими пользоваться
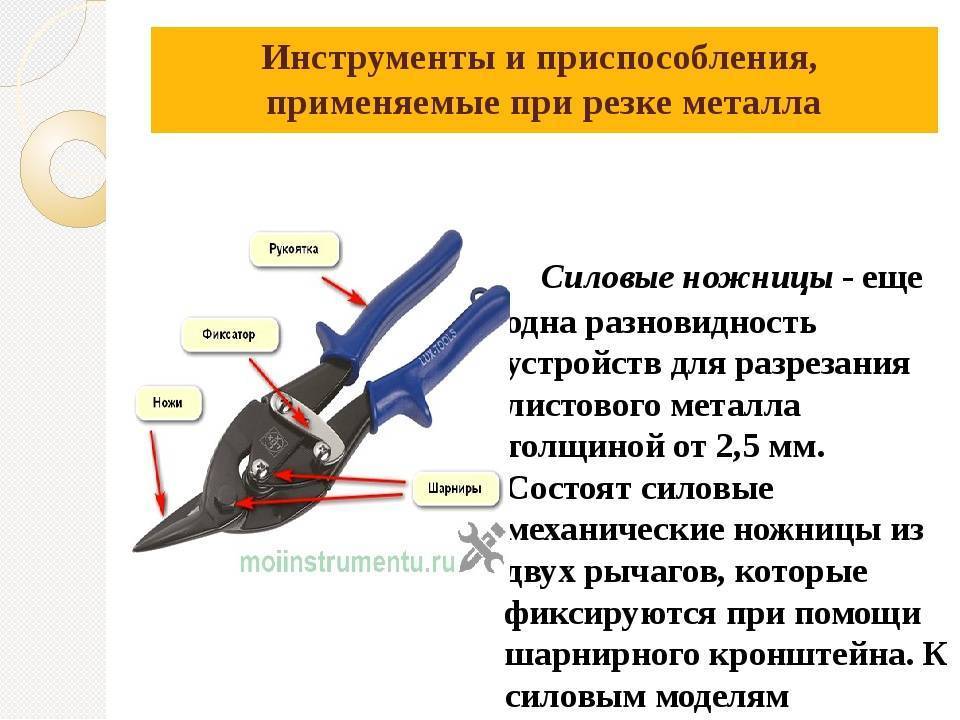
Ножовка
Резка металла ножовкой практиковалась в советское время, инструмент подходит для разделения толстых профилей и перепиливания труб и прутьев среднего диаметра. В продаже встречаются следующие типы приспособлений:
- Профессиональные инструменты – износостойкие, позволяют добиться точных результатов, оснащены резиновой рукояткой.
- Ножовка-ручка – помогает выполнить разрез в самых труднодоступных местах, мастера при ее помощи могут осуществлять внутренние пропилы.
- Домашние ножовки – обладают невысокой стоимостью, удобные в использовании.
Подобные приспособления имеют встроенный винтовой механизм и рукоять из дерева.
Полотна для ножовок различаются по твердости режущего материала и высоте зубьев, при покупке на эти факторы обязательно нужно обратить внимание
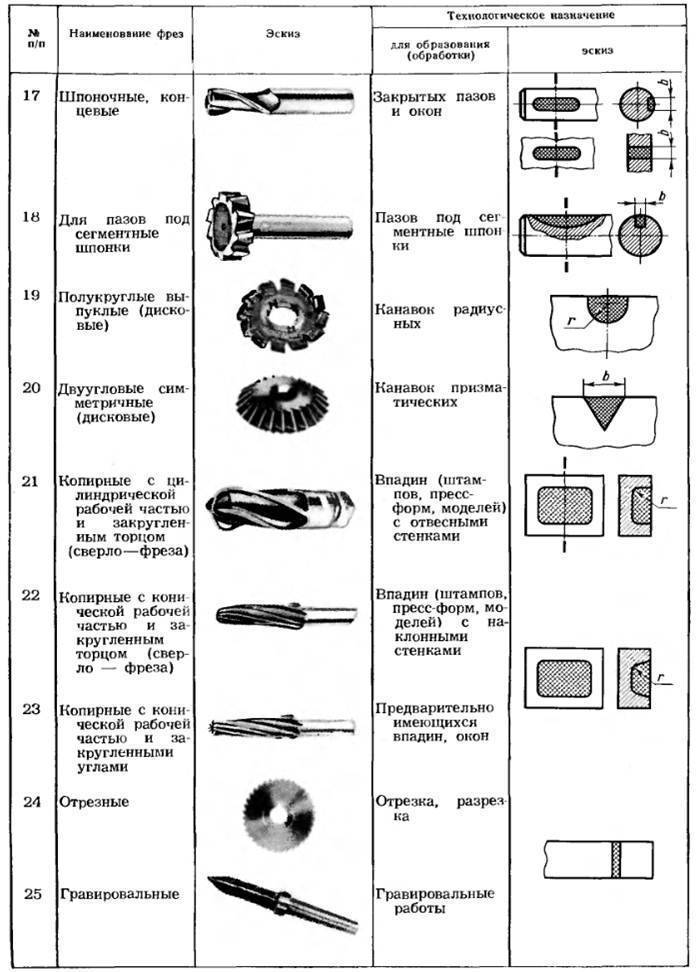
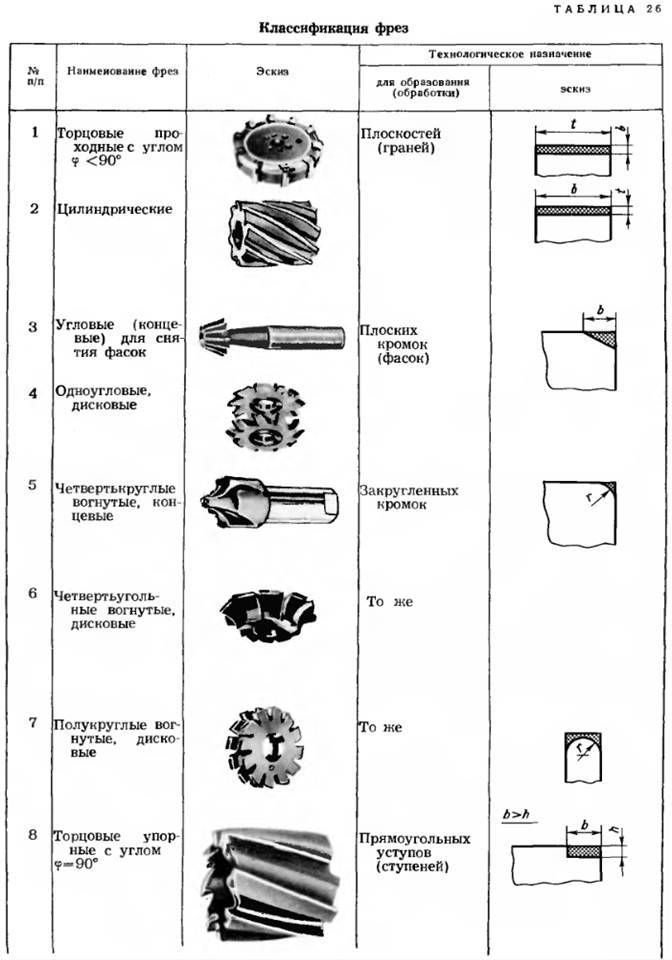
Разновидности и применение
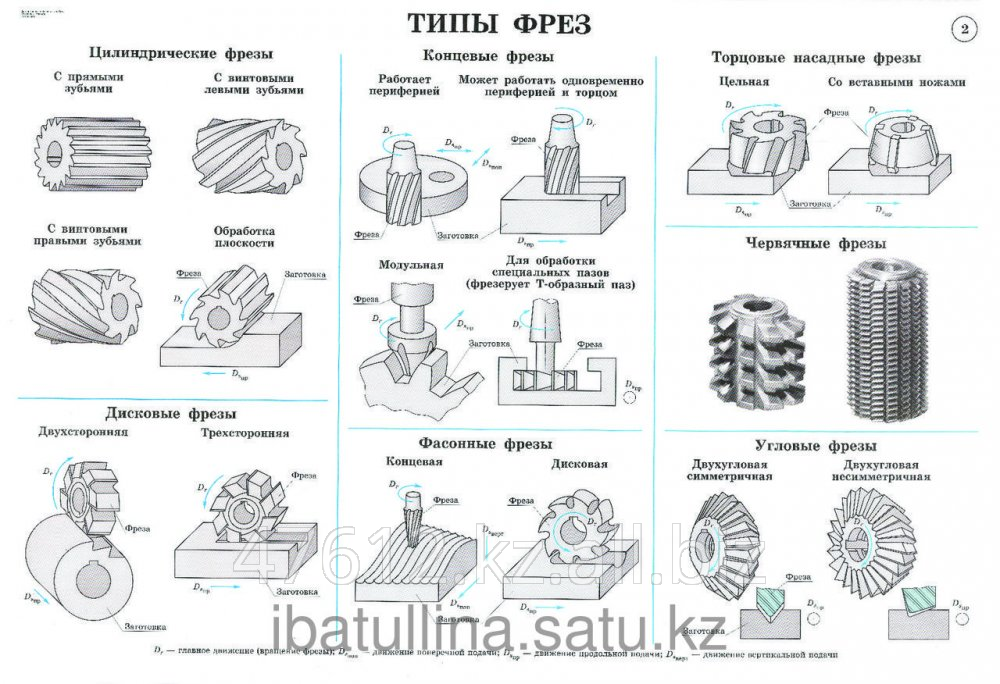
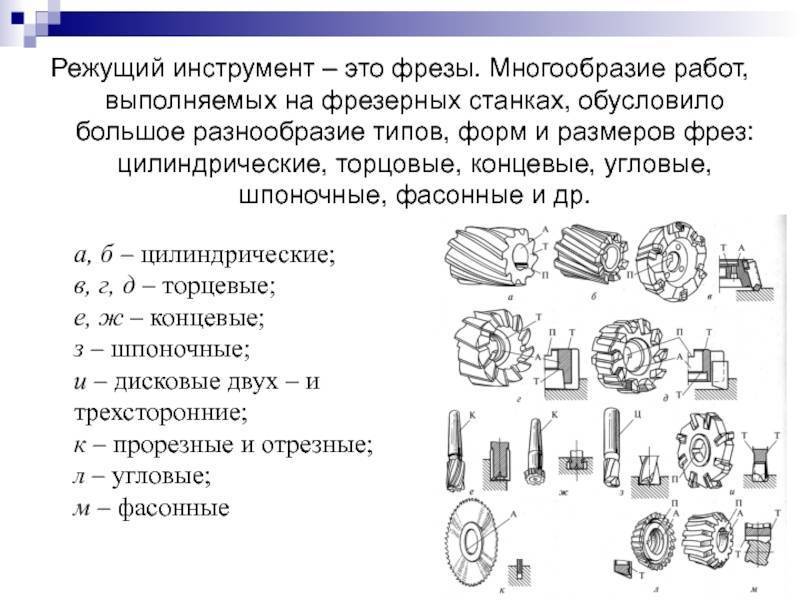
Каждый вид фрезы применяется только на определенном технологическом этапе обработки материалов. Здесь все зависит от того, какая поставлена задача.
Например, цилиндрические бывают двух видов:
- винтовые;
- с прямыми зубьями.
Последний тип применяется для более примитивных задач и преимущественно на узких ограниченных участках. А вот фрезы с режущими винтовыми частями имеют более универсальное назначение.
Но поскольку осевые усилия могут быть значительными, то применение такого инструмента ограничено углом наклона режущей грани, а это не больше 450. Именно в таких случаях требуется устанавливать цилиндрические сдвоенные инструменты. Такое исполнение характерно тем, что в процессе обработки материалов режущие части перекрывают место стыка половин.
Дисковые
Ключевая особенность таких инструментов заключается в том, что в них режущие грани могут быть размещены как с одной, так и с обеих сторон. Размер конструкции определяет специфику обработки материала. Она может быть предварительной грубой или чистовой финишной. Также дисковые фрезы могут использоваться в сложных условиях, в частности, при повышенной вибрации или если имеется сложность отвода стружки металла.
Сферы применения такие:
- обрезка металлических заготовок;
- прорезка пазов;
- снятие фасок;
- выборка материала на узком сегменте и т. д.
Инструменты дискового типа имеют следующие разновидности:
- отрезные;
- прорезные;
- пазовые;
- для резки с 2 или 3 сторон.
У пазовых конструкций зубья размещены исключительно на цилиндрической поверхности, они применяются только для обработки неглубоких пазов. Фрезы двусторонние помимо торцевых зубьев оснащены зубьями, размещенными на поверхности.
Трехсторонние дисковые изделия характеризуются тем, что зубья размещаются не только на двух торцах, но также и на поверхности.
Несмотря на то что на таких инструментах часто зубья срезаны, они обладают высокой производительностью. Так, чтобы на заготовках прорезать узкие пазы или шлицы, применяют топкие фрезы, которые называются пилами. На них начинают затачивать фаски то с одного торца, то со второго. Фаска часто срезает половину длины режущей кромки, вследствие чего каждый зуб снимает стружку шириной меньше ширины прорезаемого паза. Благодаря этому стружка способна свободно находиться в зубной впадине, улучшается ее отвод.





А если срез по ширине будет соответствовать пазу, то торцы стружки будут соприкасаться со сторонами прорезаемого паза по бокам. Все это несколько затруднит свободное размещение стружки в зубной впадине, а сама фреза может выйти из строя.
Торцевые
Такие инструменты преимущественно используются для обработки изделий с плоской или ступенчатой поверхностью. Ставить его следует таким образом, чтобы продольная ось располагалась перпендикулярно поверхности, подверженной обработки.
Характерная особенность торцевых инструментов — это то, что на участке их соприкосновения с заготовкой зубья имеют повышенную плотность. Благодаря этому материал можно обрабатывать равномерно и на высокой скорости. А дополнительные торцевые кромки позволяют сделать поверхность более «частой» при обработке посредством фрезерного станка.
Эти кромки выполняют дополнительные функции, а вот ключевая работа выполняется с помощью заостренных кромок по бокам, которые размещены снаружи детали. И даже с учетом небольшой величины припуска это позволяет выполнить работу достаточно ровно. Это достигается за счет того, что угол соприкосновения у торцевых фрез с материалом зависит от диаметра режущего инструмента, а также ширины процесса фрезеровки.
Если сравнивать торцевую с цилиндрической, то она более массивная и жесткая. Режущие инструменты надежно закреплены и удобно размещены.
Торцевой тип фрезерования имеет высокую производительность, и сегодня большинство плоскостей, которые подвергаются фрезеровке, обрабатываются именно таким методом.
Что учитывать при выборе
При выборе фрезы рекомендуется обращать внимание на следующие факторы:
- Пайка наборных фрез проводится таким образом, чтобы инструмент не смог потерять свою продольную устойчивость при проведении обработки. Стоит учитывать, что сложности возникают при обработке груши, дуба или граба.
- В качестве припая применяют пайки марки ПСр37,5. В состав подобного сплава, как правило, включается медь и серебро. Менее качественные варианты исполнения изготавливаются при добавлении никеля. За счет никеля прочность существенно снижается.
- Термическая прочность проверяется при нагреве каждого зуба до температуры от 200 до 2 500 градусов Цельсия. При нагреве до подобной температуры не должно возникать биения вдоль оси.
- Наборная фреза не должна иметь сварного соединения хвостовика с рабочей частью. Это связано с тем, что сварной шов имеет прочность на 20% меньше. Кроме этого, резкие удары могут стать причиной образования различных сколов. Поэтому применение подобной фрезы недопустимо для обработки дерева.
В продаже встречается огромное количество фрез, которые производятся на территории КНР. Цена подобного инструмента существенно ниже, но при их изготовлении не соблюдаются установленные нормы. Проверить качество применяемого материала довольно сложно. Для этого можно использовать тарированный напильник, который имеет твердость около 62 HRC. Подобным напильником проходят по режущей кромке, которая должна остаться неизменной.
Для ответственной обработки следует выбирать продукцию известных производителей, так как при их производстве применяются качественные материалы.
Похожие публикации
Основные виды механической обработки металла
В отличие от других видов обработки механическая обработка металла никак не влияет на внутреннюю структуру металла или сплава, а лишь изменяет ее размеры и конфигурацию. Суть механической обработки – это подгон упрочненной детали под необходимые, заданные по чертежу, размеры. Для проведения механической обработки металла используют режущий инструмент, металлорежущие станки и сварку.
Полученные после такой обработки детали имеют идеальную форму, точные размеры и ровную поверхность, строго соответствующие чертежу.
К слову, готовые металлические детали, прошедшие механическую обработку, можно посмотреть на международной выставке «Металлообработка»
, которая пройдет в ЦВК «Экспоцентр». Там же продемонстрируют и само оборудование, с помощью которого можно проводить механическую обработку, включая новые модернизированные металлорежущие станки.
Производители режущего инструмента по металлу
Условно рынок режущих инструментов по металлу делят на 3 сегмента.
- Азиатские производители. На первом месте в списке стран-экспортеров — Китай. Характеристики продукции отвечают требованиям наших стандартов. Цены – ниже среднего. Это обуславливает высокий уровень популярности китайских инструментов. Но, купив партию, вы можете столкнуться с большим количеством брака.
- Европейские бренды. Главные офисы и заводы топовых компаний находятся в Германии, Италии и Франции. Качество инструментов из ЕС находится на высоком уровне. Брак — редкость. Именно в Европе производят самые надежные и долговечные инструменты, покрытые обычным и легированным алюминием нитридами титана (маркировки — TiN и TiAN).
Фотография №15: сверла Bosch, покрытые нитридом титана
- Российские производители, а также компании из стран бывшего СНГ. Их продукция удовлетворяет потребности большинства потребителей. Цены и качество находятся на оптимальном уровне.
Кстати, мы сами являемся одним из производителей металлорежущего инструмента. Наша торговая марка — SEKIRA.

Фотография №16: сверла SEKIRA
Выбор режущего инструмента
Только правильно подобранный инструмент может применяться для получения качественного изделия. Среди столь большого выбора подобрать наиболее подходящий вариант исполнения изделия сложно. Режущий инструмент по металлу выбирают с учетом следующих рекомендаций:
- Для начала определяется поставленная задача. Как правило, технология производства составляется технологом, который также указывается наиболее подходящий режущий инструмент. К примеру, получить тело вращения можно с требуемым диаметром можно при использовании резца, отверстие сверла. При этом одна деталь может изготавливаться при применении одного вида изделия с различными параметрами.
- Следующий шаг заключается в определении того, какое именно оборудование будет применяться для передачи вращения. Примером можно назвать промышленные станки или ручные конструкции. От этого момента зависит то, какая державка подойдет.
- На момент составления технологической карты указываются основные параметры резания. С учетом подобного показателя проводится выбор режущего инструмента по типу применяемого материала при изготовлении основной или рабочей части.
- Учитывается и производительность применяемого оборудования. Для выпуска большого количества продукции нужно выбирать вариант исполнения с повышенной износостойкостью.
Производство режущего инструмента предусматривает соблюдение определенных требований, которые устанавливаются в проектной документации
Кроме этого, уделяется внимание популярности бренда, так как от этого зависит качество
В заключение отметим, что неправильно подобранное изделие может создать серьезные проблемы.
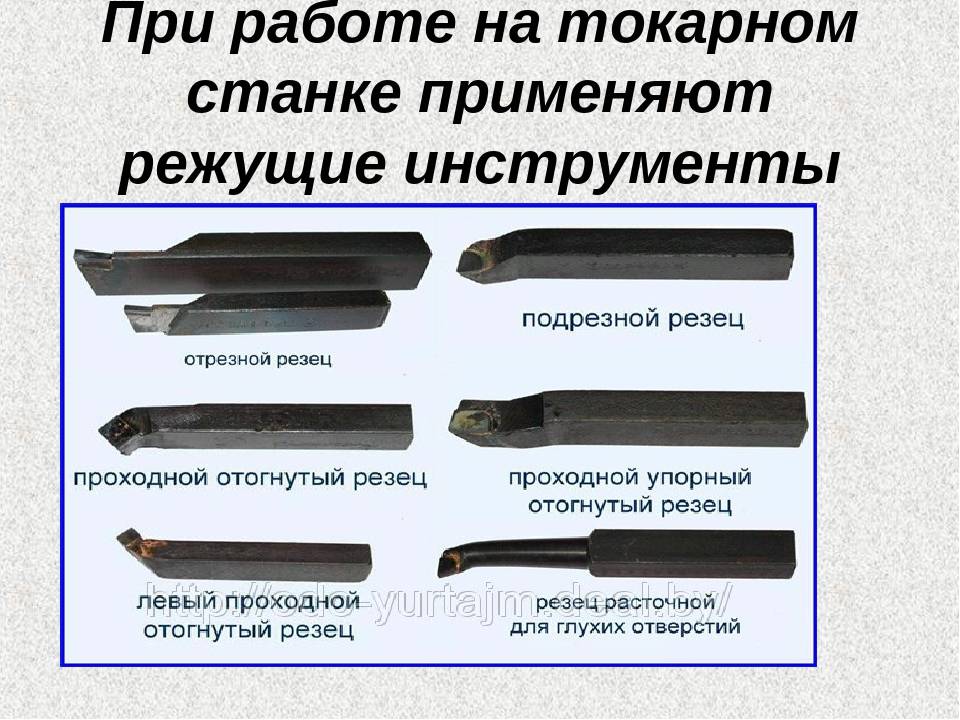
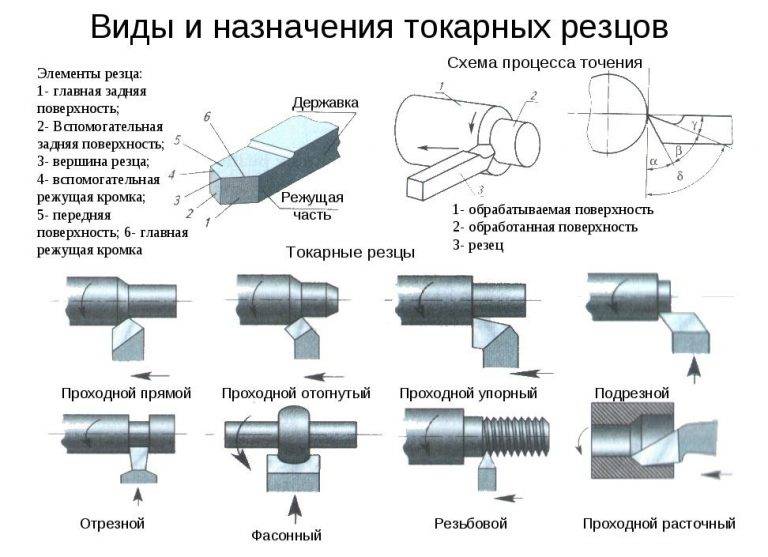
Об особенностях использования резцов
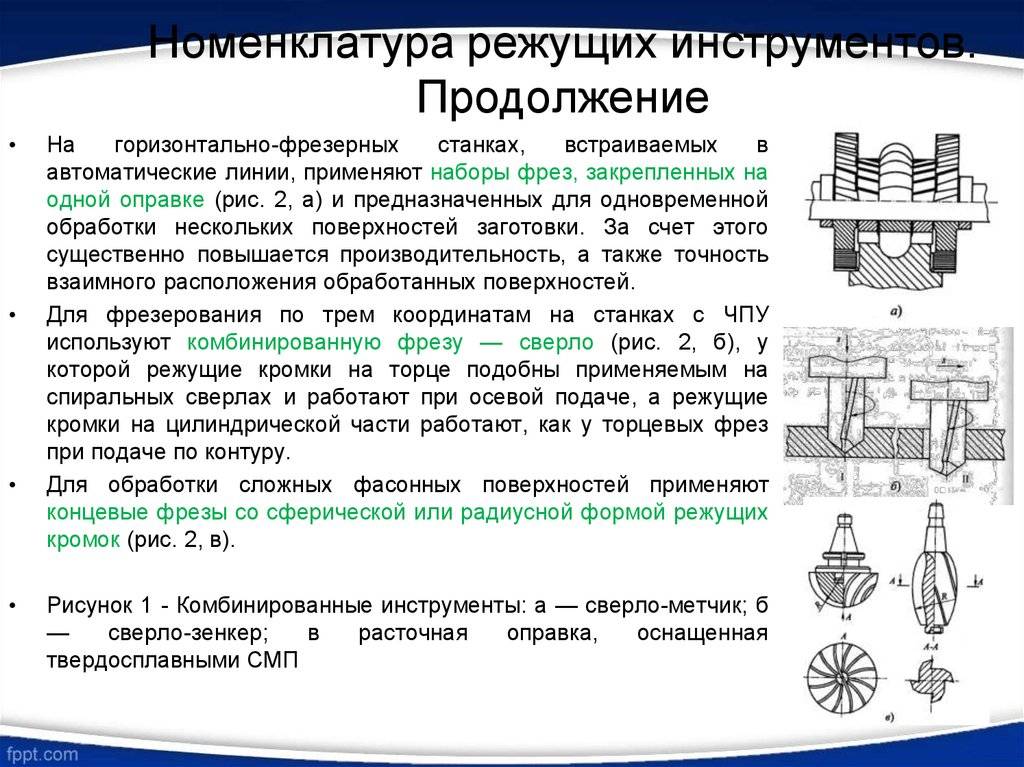
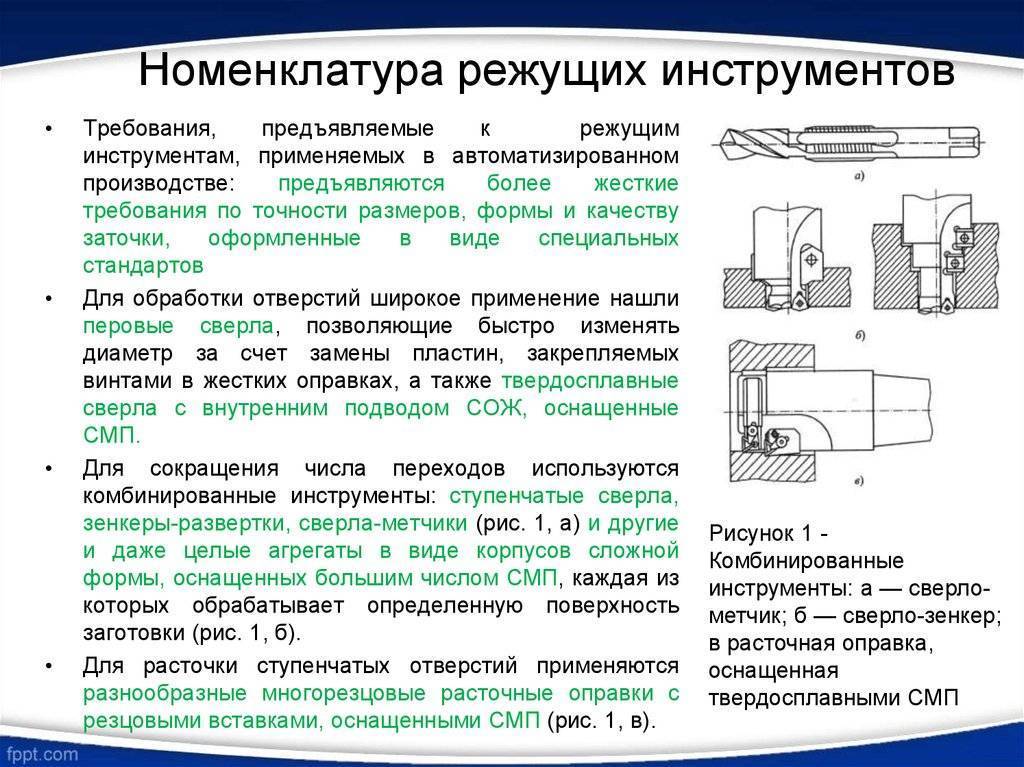
Чаще всего в обычном токарном станке применяются в качестве особого режущего инструмента специальные резцы, имеющие типовые конструкции установленного типа. Обычно они бывают сборного вида, оснащены многогранными специальными пластинами из твердых металлов, различных сверхтвердых материалов (СМП).
К таким резцам предъявляются определенные требования:
- использование по максимуму пластин, которые механическим способом закрепляются на их корпусе для обеспечения постоянных, геометрических, конструктивных свойств;
- применение пластин наиболее оптимальных форм, которые обеспечат универсальную работу инструментов;
- возможность предусмотреть все действия этих приспособлений в прямом или перевернутом положении;
- допустить возможность работы резца левого исполнения;
- гарантирование высокой надежности резцовых вставок;
- правильное формирование стружек для отведения их по специальным бороздкам, сделанным на передних сторонах используемых пластин.






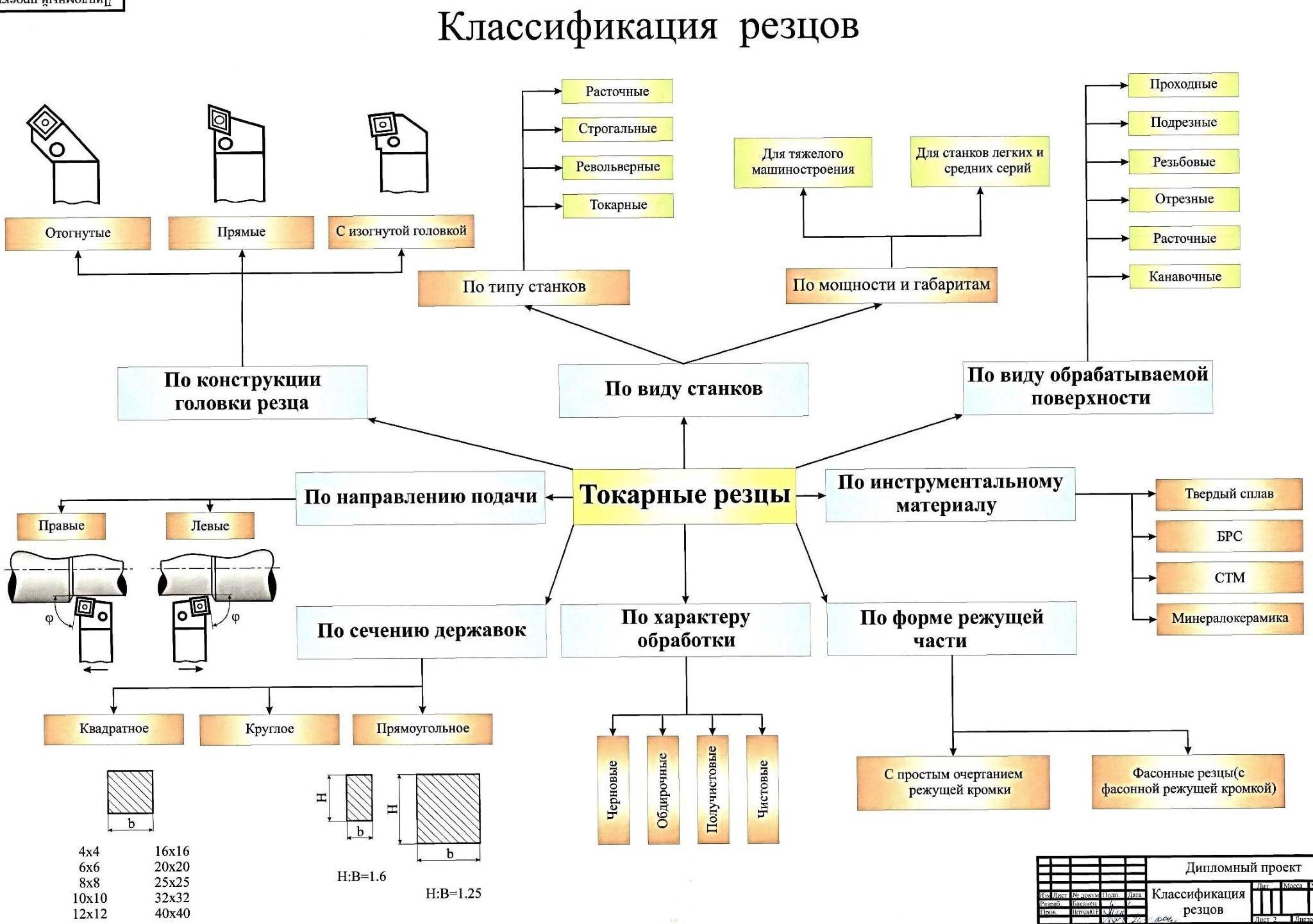
Классификация режущих инструментов
Критерии классификации описываемого инструмента весьма многочисленны, их рассмотрению посвящена настоящая статья.
Одним из основных классификационных критериев является особенность конструкции режущего инструмента. По нему выделяют такие виды, как:
- Резцы: инструмент однолезвийного типа, позволяющий выполнять металлообработку с возможностью разнонаправленного движения подачи;
- Фрезы: инструмент, при использовании которого обработка выполняется вращательным движением с траекторией, имеющей неизменный радиус, и движением подачи, которое по направлению не совпадает с осью вращения;
- Сверла: режущий инструмент осевого типа, который используется для создания отверстий в материале или увеличении диаметра уже имеющихся отверстий. Обработка сверлами осуществляется вращательным движением, дополненным движением подачи, направление которого совпадает с осью вращения;
- Зенкеры: инструмент осевого типа, с помощью которого корректируются размеры и форма имеющихся отверстий, а также увеличивается их диаметр;
- Развертки: осевой инструмент, который применяется для чистовой обработки стенок отверстий (уменьшения их шероховатости);
- Цековки: металлорежущий инструмент, также относящийся к категории осевых и используемый для обработки торцовых или цилиндрических участков отверстий;
- Плашки: используются для нарезания наружной резьбы на заготовках;
- Метчики: также применяются для нарезания резьбы – но, в отличие от плашек, не на цилиндрических заготовках, а внутри отверстий;
- Ножовочные полотна: инструмент многолезвийного типа, имеющий форму металлической полосы с множеством зубьев, высота которых одинакова. Ножовочные полотна используются для отрезания части заготовки или создания в ней пазов, при этом главное движение резания является поступательным;
- Долбяки: применяются для зуботочения или зубодолбления шлицев валов, зубчатых колес, других деталей;
- Шеверы: инструмент, название которого происходит от английского слова «shaver» (в переводе – «бритва»). Он предназначен для чистовой обработки зубчатых колес, которая выполняется методом «скобления»;
- Абразивный инструмент: бруски, круги, кристаллы, крупные зерна или порошок абразивного материала. Инструмент, входящий в данную группу, применяется для чистовой обработки различных деталей.
Следующим классификационным критерием является вид поверхности, обработка которой осуществляется с помощью металлорежущего инструмента. По нему выделяют следующие инструменты:
- Применяемые для обработки тел вращения, наружных фасонных, а также плоских поверхностей: в данную группу включаются описанные выше резцы и фрезы, абразивные круги и некоторые другие изделия;
- Используемые для обработки отверстий: речь идет о зенкерах и сверлах, расточных резцах и протяжках;
- Инструменты, с помощью которых выполняется нарезка резьбы: в эту группу входят плашки, метчики, накатные ролики, ряд других изделий;
- Применяемые для обработки поверхностей звездочек, шлицевых валов, зубьев колес: эти операции выполняются с помощью пальцевых и дисковых фрез, обкаточных резцов и долбяков, шлифовальных кругов и шеверов. Нельзя не упомянуть протяжки, сдвоенные головки-фрезы и зубострогальные резцы (они предназначены для нарезания прямозубых колес конического типа), а также конические фрезы червячного типа и зубострогальные головки (с помощью этих инструментов нарезаются колеса конического типа со спиральными зубьями).
Еще одним критерием классификации металлорежущего инструмента является принцип его взаимодействия с материалом. По нему выделяют такие инструменты, как:
- Обычные;
- Ротационные, круговое лезвие которых непрерывно обновляется.
Кроме того, специалисты указывают на такой классификационный критерий, как тип изготовления, выделяя при этом:
- Цельный режущий инструмент;
- Составной инструмент, конструкция которого представляет собой неразъемное соединение нескольких элементов;
- Сборный инструмент, отличающийся разъемным характером соединения элементов, которые его образуют.
По способу соединения со станком выделяют насадной, хвостовый и призматический инструмент.
Наконец, по такому критерию, как способ применения, выделяют ручной, машинный, а также машинно-ручной металлорежущий инструмент.
О видах резцов
Обычно комплект режущих приспособлений, используемых таким станком с ЧПУ, содержит типовые резцы такого вида:
- проходные, согнутые с правой стороны на 45°, чтобы обеспечить снятие фасок, наружную обточку торцовых сторон;
- резцы контурного вида с пластинами в виде параллелограмма, позволяющими выполнять обточку цилиндрических, контурных деталей, обтачивать конусные детали до 30°;
- контурные, со специальными пластинами в форме параллелограмма для возможности обрабатывать поверхности полусферического вида и конусов до 57°;
- резьбовые, имеющие ромбические пластины, которые закрепляются сверху, давая возможность нарезать резьбу, с расстоянием шага от 2 до 6мм.
Плазменные и лазерные станки
Наилучший способ с точки зрения качества и скорости, но не подходящий для домашних условий. Плазморез и лазерный станок считаются профессиональным оборудованием и встречаются на металлургических предприятиях. Если же поблизости есть установка и резка алюминиевого профиля на нем возможна, этим стоит воспользоваться.Достоинства:
- резка профиля занимает пару минут;
- пользователь лишь настраивает оборудование, остальное делает машина;
- качество реза — наилучшее из всех способов.
Недостатки:
- стоимость оборудования исчисляется миллионами рублей;
- невозможность использования дома либо в гараже;
- шум при работе.
Выбор вида режущего инструмента для металлообработки
Чтобы сделать правильный заказ, нужно:
- Определить, какие задачи он должен решать – с помощью той же фрезы можно выполнять широкий, но все-таки ограниченный круг работ, она не подойдет там, где требуется сверло.
- Учесть, на какой станок он будет устанавливаться, – просто необходимо, чтобы он был совместимым и мог без лишних потерь воспринимать и передавать усилие вращение.
- Удостовериться, что он сможет поддерживать требуемые параметры резания – провести расчеты, составить технологическую карту, сверить с ней паспортные данные (и другие показатели) понравившихся приспособлений.
- Продумать эффективность применения – при прочих равных лучше покупать тот вариант, износостойкость которого выше, ведь он дольше прослужит, это справедливо даже для серийного производства, в условиях высоких нагрузок.