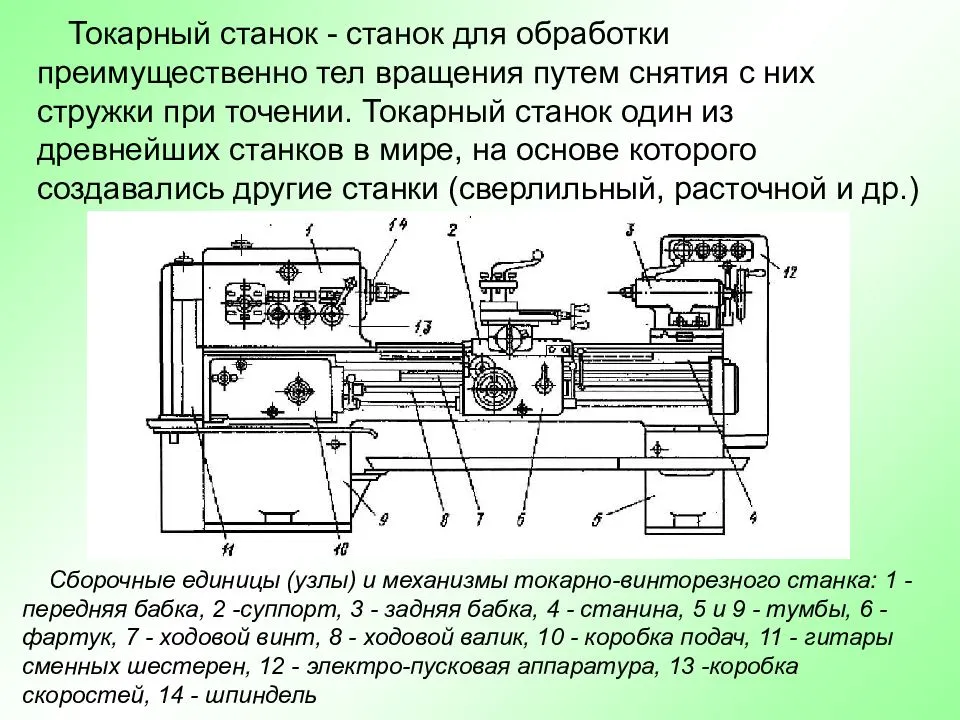
Обзор моделей токарных мини-станков
Если перед вами стоит задача приобрести токарный станок по дереву для бытового использования, то при поиске оборудования выбор следует делать в пользу импортных моделей. И дело здесь не только в том, что станки отечественных компаний отличаются более низким качеством в сравнении с зарубежными аналогами. Импортные модели токарных станков по дереву имеют более высокий класс мощности.
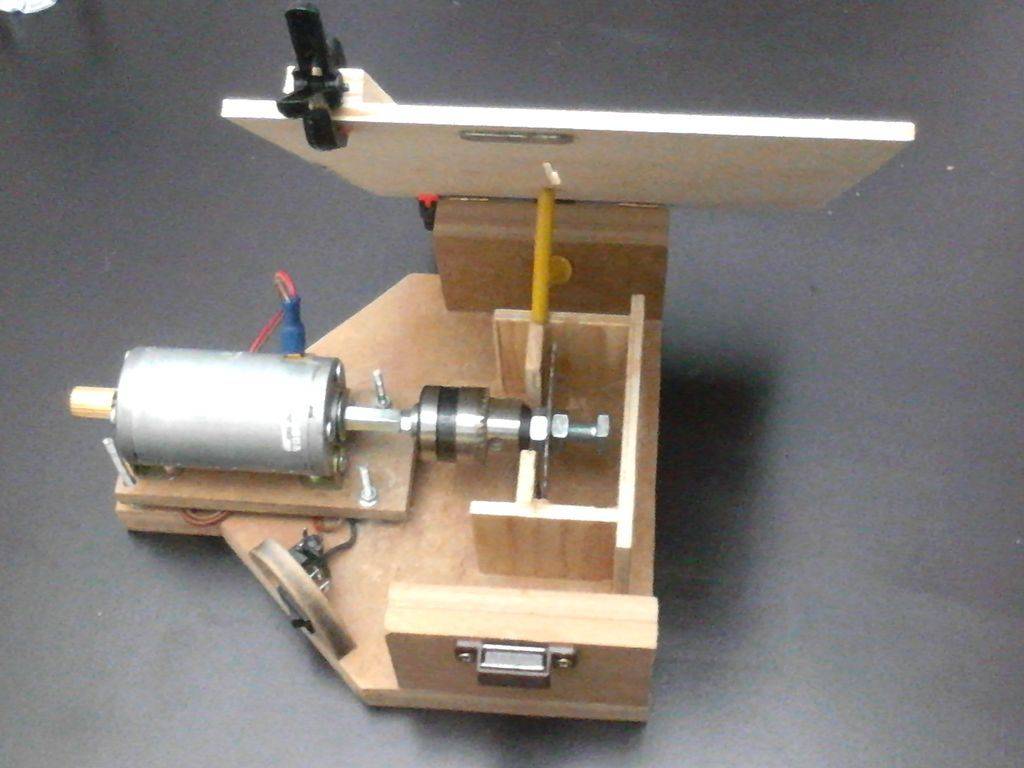 Самодельный министанок по дереву.
Самодельный министанок по дереву.
Они могут использоваться в промышленных целях. Выбор такого оборудования достаточно большой. Вне зависимости от страны производителя большинство моделей собираются в Китае
Поэтому, выбирая такое оборудование для своей мастерской, необходимо обращать внимание на такие параметры, как цена, качество и функциональность. Лучшим выбором будет станок, у которого соотношение этих параметров оптимальное
Proma DSO-1000
Если говорить о самой доступной модели импортного токарного станка по дереву, то таковым является чешский агрегат Proma DSO-1000. Его минимальная стоимость составляет 6500 р. Он обладает мощностью 400 Вт. У него имеется возможность для регулировки частоты вращения шпинделя в диапазоне от 850 до 2500 об/мин. Вес этого станка составляет 35 кг. Он отличается достаточно компактными размерами:1450х250х370 мм.
Proma DSO-1000.
HolzStar DB450
Если вы ищите станок с оптимальным соотношением цены и качества, то вам следует обратить внимание на модель HolzStar DB450. Этот станок китайского производства имеет минимальный ценник 12000 р
В своем оснащении этот токарный мини-станок имеет станину, выполненную из чугуна, благодаря которой при его использовании вибрация минимальна. А это означает, что при совершении операций обработка мелких деталей будет производиться с высокой точностью. Однако главное преимущество этого оборудования перед конкурентами — высокая скорость вращения шпинделя. Этот параметр можно изменять в диапазоне от 500 до 3150 об/мин. Что касается мощности оборудования, у этого станка этот параметр составляет 370 Вт. Вес станка равен 38 кг, а его габариты невелики — 820х300х430 мм.
 HolzStar DB450.
HolzStar DB450.
JET JWL-1220
Еще одна модель, о которой стоит сказать — китайский токарный станок JET JWL-1220. От моделей, представленных выше, он отличается своей высокой ценой. Минимальная стоимость этого оборудования составляет 18500 р. Однако, платя такие деньги, вы получаете оборудование с большой мощностью 750 Вт. Основной элемент этого оборудования (станина) выполнен из серого чугуна. Из него же изготовлен ряд важных элементов этого станка. Благодаря выбору такого материала при совершении операций на этом оборудовании исключены вибрации. Двигатель, которым снабжен этот станок, имеет 6 скоростей и два режима.
При использовании первого режима частота вращения варьируется в диапазоне от 400 до 3300 об/мин. Второй имеет плавную регулировку от 500 до 3900 об/мин. Этот токарный станок можно легко зафиксировать, используя быстрозажимной рычаг. В оснащении станка имеются резиновые ножки, благодаря которым его смещение при совершении операций исключено. Дополнительно с комплектом оборудования производитель предлагает удлинитель станины длиной 710 мм. Что касается веса этого оборудования, то он составляет 45 кг.

 Таблица сравнительных характеристик современных моделей токарных станков по дереву.
Таблица сравнительных характеристик современных моделей токарных станков по дереву.
Характеристики и особенности конструкции
Поскольку станок не является профессиональным оборудованием, имеет немного функциональных возможностей оно спроектировано так, чтобы на нем без затруднений смог работать подросток.
Преимуществом ТВ-4 является неубиваемость станка. Современные подобные аппараты зарубежного производства, при какой-либо поломке ощутимо ударят по карману, к тому же достать необходимую деталь в мастерских не всегда имеется возможным. Модель ТВ-4 трудно сломать, а подобрать необходимые запасные части при поломке нетрудно.
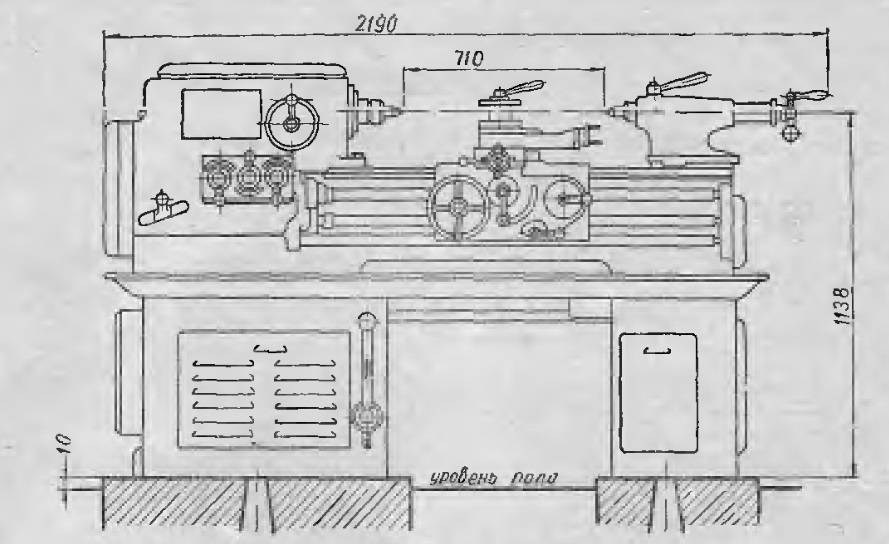
Габаритные размеры рабочего пространства
ТВ-4 – небольшое по габаритам оборудование — 47×102×144 см и по весу – 280 кг. По подобным размерам станок подходит для работы в условиях небольших по площади учебных мастерских.
Как выбрать настольный токарный станок
Прежде чем осваивать работу токаря на дому, целесообразно выяснить, какие бывают станки, их характеристики и функции.
Мини-аналоги промышленного оборудования относятся к настольному типу, поскольку легко размещаются на любой рабочей поверхности. Такие аппараты многофункциональны и предназначены для изготовления деталей малых размеров с минимальными затратами. Материал обработки может быть любой: сталь, древесина, любые виды пластика.

Критерии выбора
Чтобы приобрести надежную модель для домашней мастерской, гаража, станции технического обслуживания или учебной лаборатории, уместно учитывать ряд параметров:
- назначение;
- расстояние между центрами;
- тип станины;
- материал станины;
- допустимое напряжение;
- потребляемая мощность;
- скорость вращения шпинделя;
- степень автоматизации;
- возможность дооснащения.
По назначению можно выделить устройства, работающие с заготовками из разных материалов: дерево, металл, пластик, реже — стекло, алмаз.
Расстояние между центрами считается основным критерием, ведь оно определяет максимально возможную длину обрабатываемых деталей. Средний показатель этой величины обычно соответствует длине заготовки 800 мм. Важными числовыми показателями являются длина и ширина рабочего стола. Они указывают на максимально возможные габариты обрабатываемых деталей.
От типа станины зависит устойчивость и жесткость конструкции и уменьшение вибрации: стационарная и переносная. В любой модификации крепления их направляющих должны быть качественными и прочными. Наиболее предпочтительный материал станины — чугун, способный выдерживать любые нагрузки и эффективно гасить вибрацию, благодаря чему достигается максимальная точность выполнения операций. Большинство моделей имеет вес от 10-15 до 500-100 кг. Однако встречаются аппараты, весящие до 260 кг. Отдельные модификации выпускаются без станины. В этом случае ее роль выполняют крепления к рабочей поверхности.
Допустимое напряжение для мощного высокопроизводительного аппарата, используемого в индивидуальном порядке, чаще всего равняется 380 В. В случаях использования устройства без станины с ручным принципом работы допустимое напряжение 220-230 В. Для эффективного и безопасного использования одно- или трехфазного станка обязательно должна быть соответствующая электропроводка.
Потребляемая мощность. Облегченные модели без станины потребляют небольшое количество электроэнергии — 0,3 — 0,7 кВт. Чаще всего это устройства для работы с мягкими материалами (пластик, дерево). Однако большинство настольных моделей по металлу, имеющих чугунную станину, имеют среднюю потребляемую мощность 1,5 кВт.
Скорость вращения шпинделя определяет качество работы и производительность станка в целом. Чем ниже мощность двигателя, тем меньшее число оборотов в минуту будет совершать шпиндель. Минимальные обороты шпинделя обычно составляют 150-400 в минуту, максимальные обороты достигают 2500-3500 в минуту. У более высокого класса аппаратов предусмотрен регулятор скоростей (механический или электронный), обеспечивающий оптимальную глубину резания при разных видах обработки.
По степени автоматизации станки бывают ручными, полуавтоматическими и электронными (с ЧПУ). Это находит свое отражение в стоимости изделия. Покупая аппарат, уместно подумать, какой принцип работы будет более удобным.
Возможность дооснащения значительно облегчает работу, повышает качество и производительность. Дополнительная оснастка может быть разной, исходя из потребностей мастера:
- набор резцов;
- люнет;
- фрезерная голова;
- резцедержатель;
- токарный патрон;
- цанговый патрон;
- вращающийся центр.
Советы по изготовлению станка
Для изготовления токарного станка своими руками лучше использовать отдельные узлы списанного оборудования. Если такой возможности нет, они заказываются. При сборке оборудования следует учитывать некоторые рекомендации:
- При сборке потребуется определенный инструмент: набор ключей, болгарка, сварочный аппарат, штангенциркуль.
- На первом этапе подготавливается чертеж будущего станка. Если нет возможности сделать проект самостоятельно, он заказывается у специалистов.
- Станина делается сварной из профильных труб и уголков.
- В соответствии с расчетами подбирается двигатель.
- Салазки изготавливаются из стальных прутков. В дальнейшем они подвергаются закалке.
- Из металлического листа и труб делается задняя бабка. В качестве центра устанавливается болт из закаленной стали с заостренной частью. Сзади крепится самодельный шкив.
- Отдельно точатся продольные и поперечные винты.
- Закупается шпиндель и к нему изготавливается вал.
- Для вращающихся узлов закупаются подшипники.
- При изготовлении суппорта применяется металлическая пластина толщиной 8 мм.
Передача вращения от двигателя к валу идет через ременную передачу. В некоторых случаях она отсутствует, но это сказывается на повышенном износе подшипников.
Работа на станке
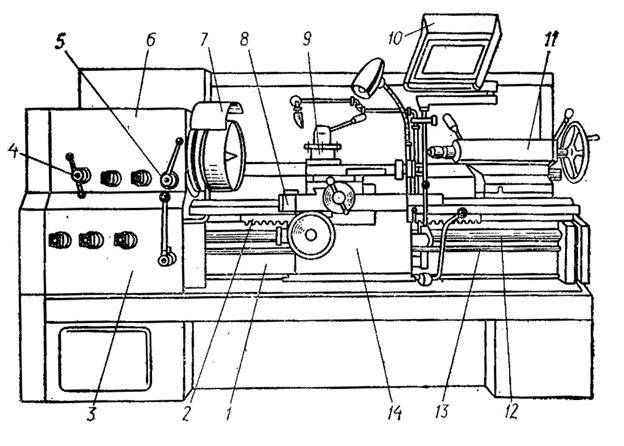
Основные узлы и их особенности
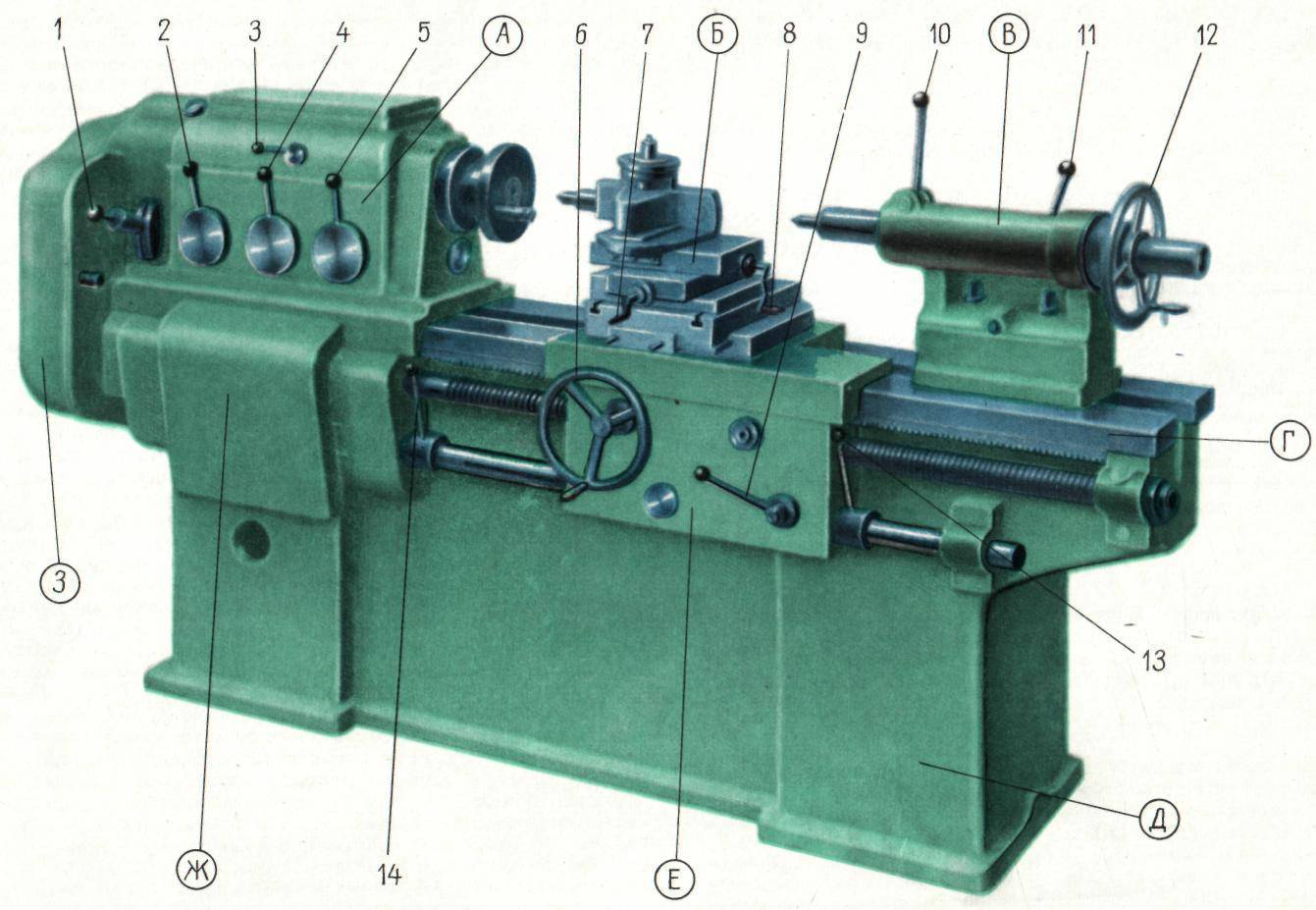
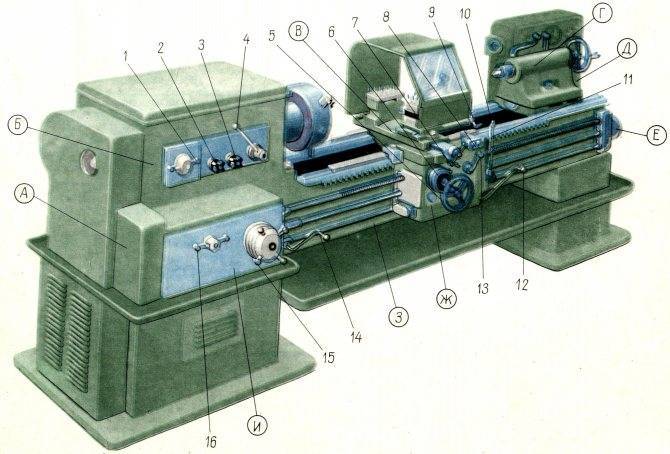
Как сказано выше, станок ТВ4 выполнен по классической схеме компоновки. Его функциональные и конструкционные узлы достаточно стандартны и встречаются в промышленном оборудовании сходного назначения.
- Все исполнительные механизмы, привод и иные компоненты крепятся на станине — основном прочностном основании конструкции. Она изготовлена из чугуна, методом отлива заготовки, представляет собой две стойки. Левая тумба вмещает главный привод, асинхронный двигатель. Для его крепления предусмотрена подмоторная плита. Питается главный привод от трехфазной сети 380В, для питания оборудования от однофазной линии 220В — необходима установка преобразователя. В левой части станины расположена коробка подач, справа — узел задней бабки.
- Блок передней бабки шпиндельного типа включает коробку скоростей. Внутри корпуса из чугуна расположена система шестерен, получающая крутящий момент через клиноременную передачу. На передней части шпинделя расположены элементы трехкулачкового патрона, предназначенного для фиксации заготовки. Руководство по эксплуатации станка предусматривает заливку масла в коробку передач для правильной эксплуатации узла.
- Гитара является промежуточным узлом передачи крутящего момента от коробки скорости к блоку подачи. Она является ключевым элементом системы, приводящей суппорт в продольное движение. Передаточный коэффициент гитары не изменяемый, составляет 1:4.
- Коробка подач формирует крутящий момент на приводном валике или передает усилие на винт. В ее задачи входит изменение частоты вращения зависимых устройств. Коробка подач оснащена механизмом блокировки: при переходе с ходового валика на винт передача мощности прекращается. Это сделано с целью обеспечения безопасности. Инструкция гласит, что коробка подач должна смазываться заливаемым внутрь корпусом маслом.
- Суппорт станка — достаточно сложная система. Предусматривается ее перемещение разных типов: продольное по станине, вдоль направляющих, поперечное на собственных салазках, перемещение на системе верхних салазок. Для движения в продольном направлении есть автоматизированная подача от двигателей станка, остальная механика производится вручную, вращением соответствующих регуляторов. Такой принцип перемещения позволяет изменять положение резца. Ширина диапазона вариантов становится еще больше, если учесть, что верхние салазки имеют четырехпозиционный резцедержатель и могут поворачиваться на 45 градусов.
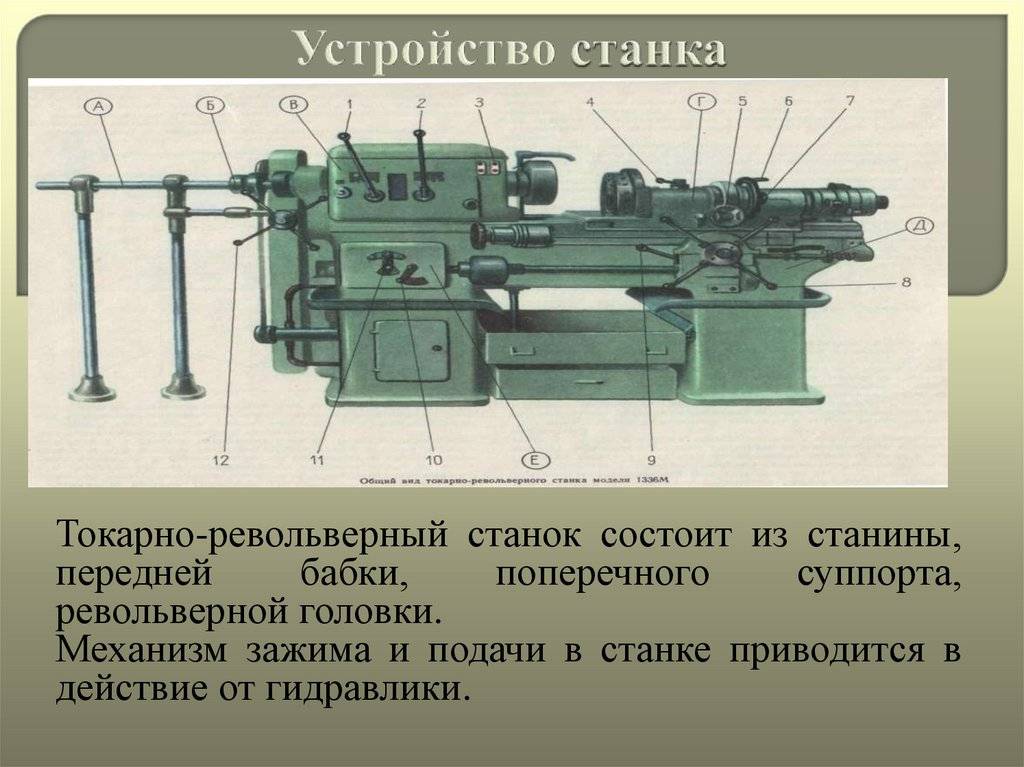
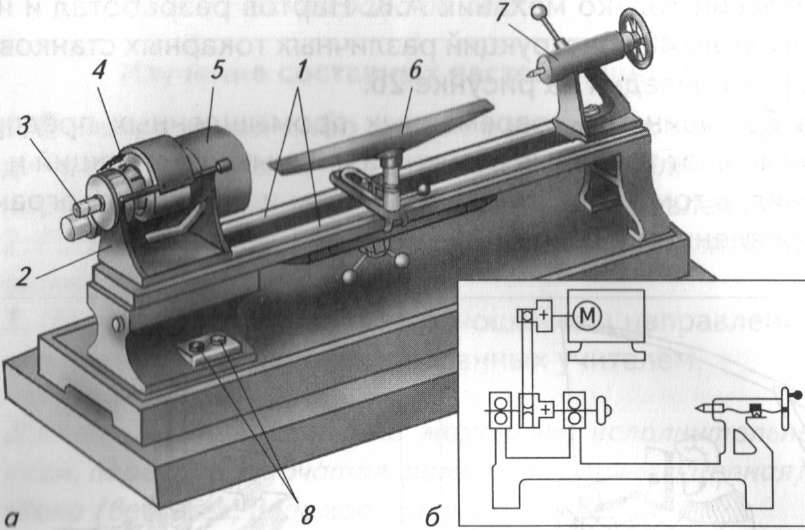
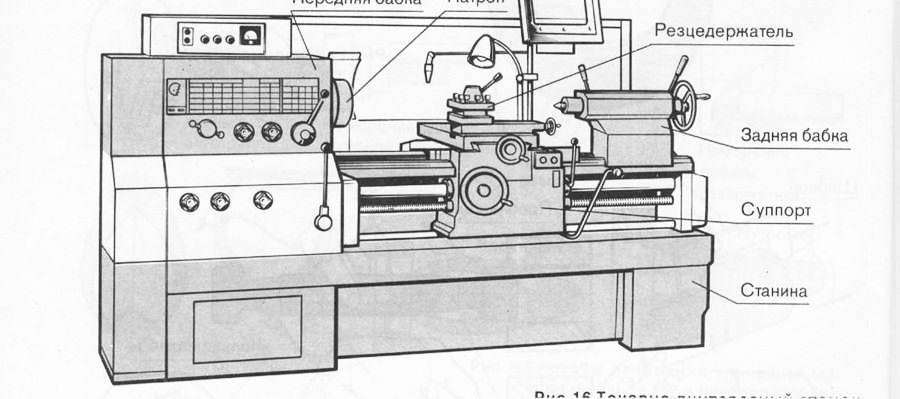
3 Как устроен токарный школьный агрегат?
Практически все модели этого оборудования имеют одинаковую конструкцию и принцип работы. Главные элементы настольных станков: станина, стержневой инструмент, передняя шпиндельная и задняя бабка, суппорт. Рассмотрим значение каждой детали. В качестве основы выступает станина. Именно на эту часть фиксируются все остальные элементы, которые включает в себя “Школьник”. Шпинделем называется вал, получающий вращательный момент от электродвигателя. Это действие происходит посредством ременной передачи и подшипников.
На конец вала наносится резьба, куда навинчивается трезубец, патрон либо планшайба. Все эти приспособления служат для фиксации разных типов деталей. Так, в торцах длинных заготовок просверливают по центру небольшое отверстие, глубиной не более 9 мм и диаметром около 4 мм. Затем с помощью ножовки делают неглубокий пропил через центр. После чего закрепляют элемент в трезубце. Если деталь имеет небольшой диаметр и длину, не превышающую 15 см, то ее фиксируют с помощью патрона. Для этого один край сострагивают на конус и вбивают его в приспособление. Чтобы обеспечить надежную фиксацию, следует в боковое отверстие вкрутить шуруп. А вот короткие элементы большого диаметра устанавливают в планшайбы. Надежность такого крепления обеспечивается с помощью винтового соединения.
На шпиндельную бабку возлагается довольно ответственная функция – обеспечивать вращение обрабатываемой детали, плюс ее надежная фиксация. Задняя бабка необходима, чтобы крепить правый край детали. Ее подводят к обрабатываемому элементу по направляющим основы и фиксируют посредством болтового соединения. В завершение с помощью маховика к концу заготовки придвигают специальную деталь – центр, и зажимами проводят окончательную фиксацию.
 Шпиндельная бабка школьного станка
Шпиндельная бабка школьного станка
В пиноли задней бабки учебных токарных станков по металлу размещается стержневой инструмент. Он служит для обработки отверстий. А вот суппорт отвечает за функционирование режущей части и ее надежную фиксацию. В качестве опоры под рабочий инструмент выступает подручник. Он крепится простым поворотом рукоятки и перемещается вдоль и поперек станины.
Очень важная роль в устройстве этого типа оборудования отведена коробке подач. Этот узел посредством шестерни передаточного механизма получает движение от коробки скоростей. Установив рукоятку в нужном положении, можно получить метрическую резьбу с шагом 0,8; 1,0; 1,25 мм либо продольную подачу с шагом 0,08; 0,1; 0,12 мм. Также с ее помощью активируется ходовой валик или винт. Причем конструкцией предусмотрено, что в движение может приходить только один из элементов. А наполнив маслом специальную емкость, расположенную в верхней части коробки подач, вы обеспечите смазывание деталей. Соответственно, они прослужат дольше. Поступление смазывающей жидкости происходит через фитили.
Стоит сказать пару слов и об электрооборудовании. Этот узел состоит из магнитного пускателя, трехфазного короткозамкнутого асинхронного электродвигателя, трансформатора, плавких вставок и электрощита. На последнем размещаются переключатели освещения, а также общего включения устройства.

Электрооборудование. Параметры электрических цепей станка 1Д95
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь местного освещения: напряжение — 36 В, ток — переменный
На станке установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
Первоначальный пуск токарно-винторезного станка 1Д95
При первоначальном пуске станка необходимо путем внешнего осмотра проверить надежность заземления и качество монтажа электрооборудования. После осмотра на клеммных наборах в шкафу управления отключить провода питания всех электродвигателей. При помощи вводного автомата (BB) станок подключить к цеховой сети. Проверить действие блокирующих устройств (кожyxa сменных шестерен и кожуха ограждения патрона). При помощи кнопок и рукояток управления проверить четкость срабатывания магнитных пускателей. После этого провода питания электродвигателей подключить на свои места. Проверить правильность вращения электродвигателей. При правильном подключении станка к питающей сети и при включении насоса охлаждения охлаждающая жидкость вытекает из сопла системы охлаждения. Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
Описание работы токарно-винторезного станка 1Д95
Схема электрическая принципиальная показана на рис — 21. В таблице 6 указан перечень к схеме. При включенных автоматах ВВ и В1 на станке можно производить токарные операции, сверлильные работы и заточку режущего инструмента. Запуск электродвигателя насоса охлаждения осуществляется пускателем РЗ путем нажатия на кнопку КнП1, расположенную на пульте управления. Управление шпинделем токарного станка осуществляется от двух независимых рукояток. Каждая из рукояток имеет самовозврат в нулевое положение (позиция 0) с помощью пружин. Благодаря этому, каждая из позиций рукоятки (I, II, III, IV) работает как кнопка (толчковая). Таким образом может быть осуществлен пуск, реверс электродвигателя в любую сторону с помощью поворота рукояток в одно из крайних положений (левое — позиция I диаграммы, правое — позиция II). При этом, соответственно, замыкаются нормально разомкнутые контакты микропереключателей 1П или 2П. Замкнувшийся контакт включает соответствующий пускатель (Р1 или Р2). Включившийся пускатель (PI или Р2) переходит в самопитание и запускает электродвигатель главного привода в ту или другую сторону. Электродвигатель приводит во вращение шпиндель по или против часовой стрелки. Из нулевого положения рукоятки могут бытъ выведены также в положение «от себя» (полностью или частично). При частичном, толчковом нажиме на рукоятки в положение «от себя» (позиция III диаграммы) размыкаются нормально замкнутые контакты конечных выключателей:
- для правой рукоятки 1П (7-8)
- для левой рукоятки 2П (8-12)
Пускатель PI или Р2 теряет самопитание, отключается, электродвигатель со шпинделем останавливается. При необходимости быстрого торможения шпинделя рукоятки выводятся в положение «от себя» полностью до остановки шпинделя, что соответствует позиции IV на диаграммах. При этом замыкается нормально разомкнутые контакты 7-9 конечных выключателей ВПт3 и ВПт4. Включившийся пускатель Рт приводит электродвигатель в режим динамического торможения. После окончания торможения шпинделя рукоятки не следует держать в позиции ГУ во избежание чрезмерного нагрева электродвигателя. Торможение шпинделя осуществляется также при полном НАЖИМЕ на аварийную кнопку «Все стоп» (КнАв) благодаря замыканию нормально разомкнутым контактам 6-9. Взаимные блокировки, исключающие возможностъ одновременного включения пускателей PI, Р2 и Рт, осуществляются в схеме нормально замкнутыми контактами пускателей 9-10; 10-11; 18-20; 22-43. Запуск, реверс и остановка электродвигателя сверлильного агрегата осуществляется при помощи пускателей Р6 и Р7 путем нажатия на кнопки КнП3 (33-34), КнП4 (34-36) и КнС3 (31-32). Запуск и остановка электродвигателя заточного приспособления осуществляется пускателей Р5 путем наяатия не кнопки КнП2 (28-29) и КнС2(7-28). Остановку электродвигателей сверлильного агрегата и заточного приспособления можно осуществить путем нажатия на аварийную кнопку (КнАв). Нулевая защита осуществляется катушками магнитных пускателей. Защита от токов короткого замыкания осуществляется при помощи автоматических выключателей ВВ и В1. Защита от перегрузки электродвигателей осуществляется:
- главного привода — реле РТп1
- насоса охлаждения — реле РТп2
- заточного приспособления — реле РТп3
- сверлильного агрегата — реле РТп4
Включение электродвигателя шлифовального приспособления М4 осуществляется пакетным выключателем В2.
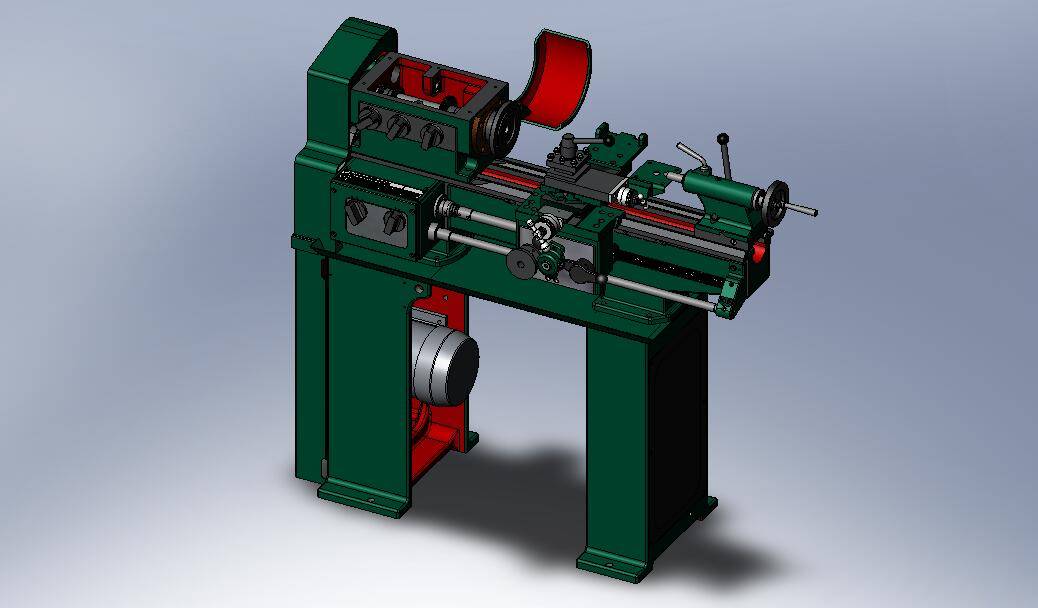
Устройство и принцип работы токарного станка
Даже беглого взгляда достаточно, чтобы понять, что настольные токарные станки являются миниатюрной копией полнопрофильного агрегата.
Единственное их отличие заключается в том, что размер деталей для обработки существенно ограничен.
Настольный станок с ЧПУ используется для обработки деталей наручных часов, а стандартный обрабатывающий центр применяется в производстве деталей для шагающего экскаватора.
Несмотря на свои миниатюрные размеры, настольный механизм представляет собой сложную конструкцию. Основными элементами настольного устройства являются станина и суппорт.
Обрабатываемая заготовка крепится в шпинделе, который вращается с заданной скоростью.
В свою очередь, шпиндель крепится на передней бабке. Задняя бабка используется для фиксации длинной заготовки.
Вес настольного станка определяется моделью и колеблется в пределах от 12 до 100 кг.
Видео:
На рынке можно выбрать станок под решение любых технологических проектов.
В некоторых случаях удобнее изготовить настольный станок своими руками. Эта процедура требует профессиональной подготовки и навыков работы с металлом.
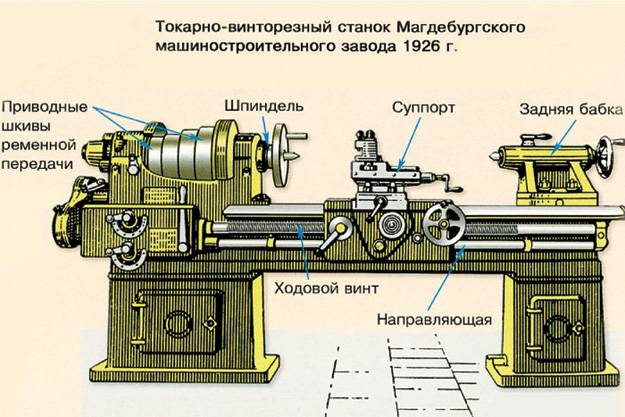
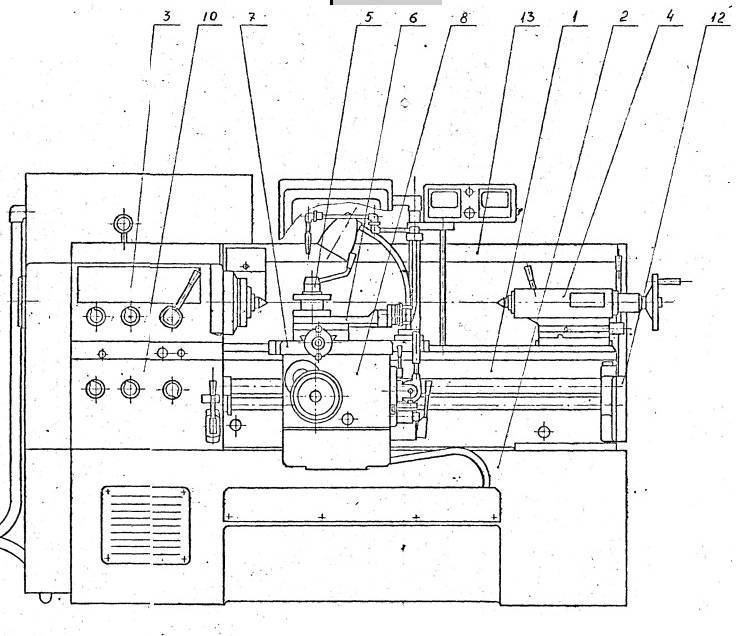
Устройство деревообрабатывающего токарного станка
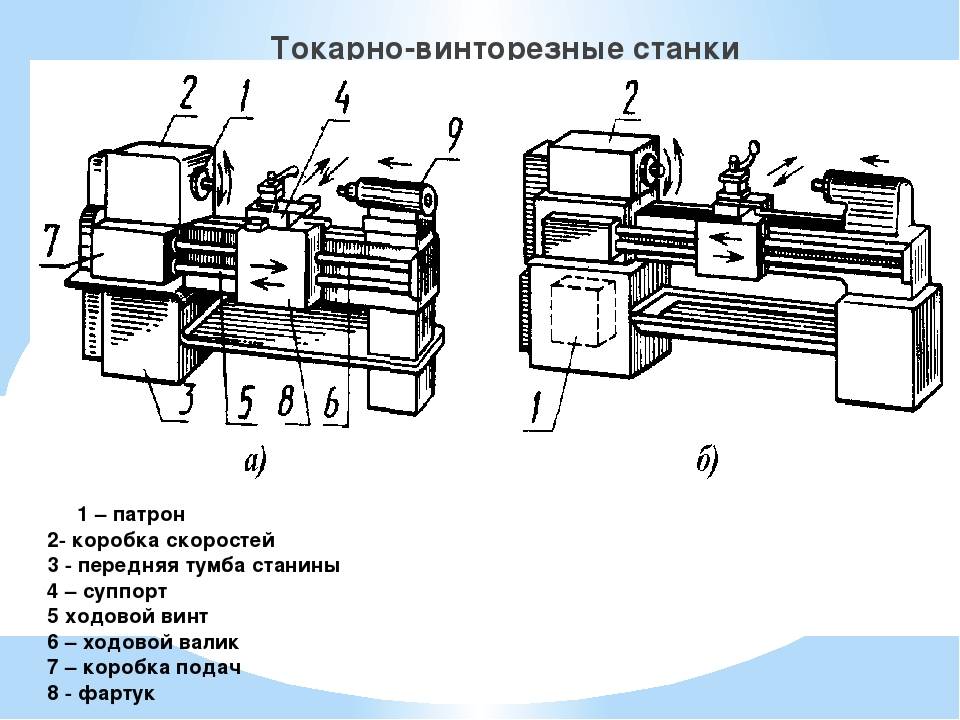
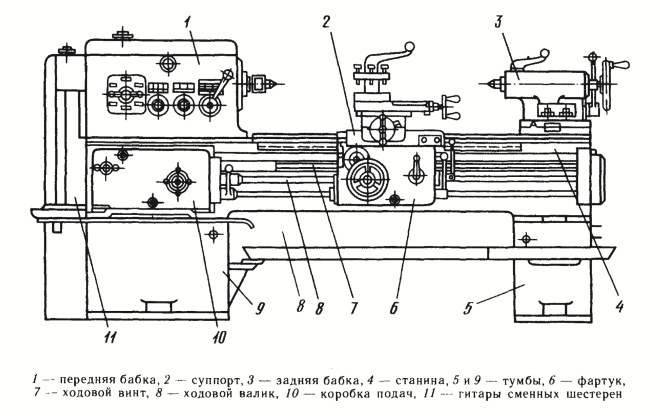
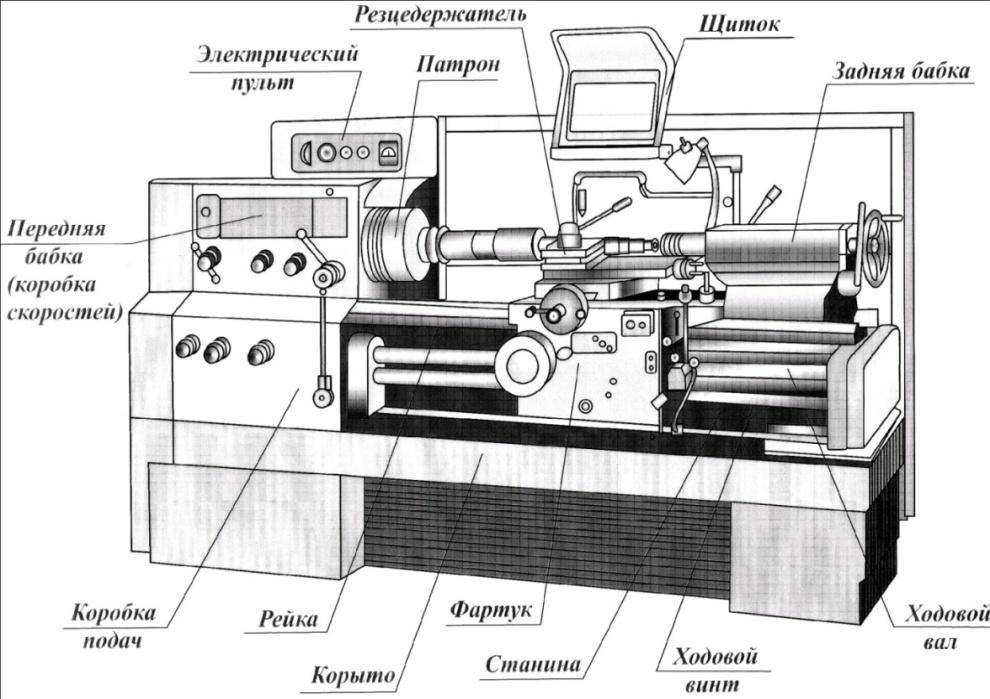
Конструктивно различные типы таких агрегатов для обработки изделий из дерева построены из элементов, имеющих одинаковое функциональное назначение. Независимо от принадлежности к категории схема токарного станка включает следующие элементы:
- массивную станину (на ней располагаются основные узлы);
- переднюю бабку с закреплённым шпинделем;
- заднюю бабку с элементами фиксации заготовки;
- суппорт, служащий для подачи обрабатывающего инструмента;
- привод передачи вращения;
- двигатель;
- система управления скоростью вращения (выполняется дискретным с несколькими скоростями вращения);
- элементы схемы электрооборудования;
- органы ручного управления (обычно они реализованы с помощью различной формы рукояток, маховиков, электрических кнопок или переключателей);
- средства защиты от пыли и опилок;
- отдельные станки снабжаются специальной системой защиты при возникновении аварийной ситуации;
- фартук;
- наиболее совершенные аппараты оснащаются мощным пылесосом для удаления отходов древесины.
Несмотря на единообразие элементов, каждый производитель предлагает своё устройство токарного станка по дереву, с применением своих технических решений. Станина изготавливается из чугуна или стали и имеет большой вес, что позволяет стабилизировать вращение двигателя и всех вращающихся деталей. На ней крепятся все основные узлы.
Любая бабка токарного станка в том числе и для работы по дереву выполнена по стандартной схеме. Она имеет:
- шпиндель, оснащённый системой крепления обрабатываемой заготовки;
- несколько подшипников (в состав включены три подшипника: упорный, передний и задний);
- специальные регулировочные гайки;
- муфта для переключения.
Вторым элементом является задняя бабка токарного станка. Она обладает двумя степенями свободы. Такая особенность позволяет изменять положение заготовки в горизонтальном и вертикальном направлении. Данная система крепления обеспечивает качественную обработку деталей самой сложной формы. Для увеличения жёсткости крепления заготовки в токарных станках применяется пиноль. Она изготовлена в форме гильзы, перемещается вдоль главной оси.





На суппорт токарного станка возложены две функции:
- фиксация инструмента из имеющегося в комплекте;
- перемещение в заданных плоскостях для обработки.
Суппорт расположен на станине. Он снабжён двумя видами салазок (поперечными верхними и продольными, которые называются кареткой). Для осуществления разворота он имеет поворотную систему. Вся система изменение положения суппорта называется приводом подач. Связь суппорта со шпинделем осуществляется через реверсивное устройство, называемое трензель.
Вращение деталей токарного станка осуществляется с помощью ременной передачи, которая служит передаточным элементом от электрического двигателя к передней бабке. Эти элементы составляют привод главного движения. Для каждой конструкции производитель предлагает своё количества переключение скоростей вращения шпинделя. В основной массе станков диапазон скоростей вращения деталей варьируется от 200 об/мин до 1000 об/мин.
Элементы электрической схемы расположены в отдельном блоке. Благодаря происходит распределение управляющих сигналов на все устройства станка. Блок состоящий из электрических элементов, находящихся под напряжением относится к первому классу защиты.
Фартук станка преобразовывает вращательное движение в поступательное. Кроме этого он обеспечивает синхронное вращение ходового валика суппорта и ходового винта. Предусмотренная система механической защиты предотвращает одновременное включение этих валов. Плавное переключение подач обеспечивается с помощью маточной гайки.
Для защиты от возможных перегрузок в фартуке станка предусмотрен подвижный механизм падающего червяка. Такие перегрузки возникают в результате увеличения внешнего давления на поверхность заготовки, особенно при использовании ручного инструмента. Такой эффект наблюдается при резком снижении скорости вращения заготовки, замедлении движения режущего инструмента. Особенно это свойственно станкам на которых производится ручная обработка заготовки.
Большое значение на качество обработки дерева влияет заданная скорость вращения заготовки. Для этого в станке предусмотрена коробка скоростей. Она позволяет выбирать величину крутящего момента в зависимости от типа дерева и выполняемой операции.