Технические характеристики токарного станка 16К20
| Наименование параметра | 16К20 | 16К20П |
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 400 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | 215 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 710, 1000 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | 225 |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | 25 |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | 460..1300 |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | 200 |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 52 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | 50 |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя, мм | 170 | 170 |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | 1000 |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | 645, 935 |
| Наибольшая длина поперечного перемещения, мм | 300 | 300 |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения, мм | 1 | 1 |
| Цена деления лимба поперечного перемещения, мм | 0,05 | 0,05 |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Количество нарезаемых резьб — метрических | ||
| Количество нарезаемых резьб — модульных | ||
| Количество нарезаемых резьб — дюймовых | ||
| Количество нарезаемых резьб — питчевых | ||
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,5..112 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное, Н | 5884 | 5884 |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное, Н | 3530 | 3530 |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | 25 х 25 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 150 | 150 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | 0,1 |
| Величина поперечного смещения корпуса бабки, мм | ±15 | ±15 |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 11 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,12 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2795 х 1190 х 1500 |
| Масса станка, кг | 3010 | 3010 |
Классификация
Разделить фрезерный шпиндель можно по техническим характеристикам и способу использованию.
Деление в зависимости от мощности:
- Станки для работы с фанерой — 800 Вт. На маломощном оборудовании обрабатывается фанера, ДВП, ДСП, МДФ.
- Оптимальная мощность для фрезерного станка по дереву с ЧПУ — 1500 Вт. С такой мощностью обрабатывают мягкие сплавы металлов, текстолит.
- Оборудование мощностью от 3000 Вт. Подходит для стали, натурального камня.
Одновременно с разделением по мощности станки подразделяются по своему функционалу. Они могут использоваться для нанесения гравировки, раскроя металла и фрезеровки.
Также фрезерные шпиндели можно разделить на две группы в зависимости от использования:
- Шпиндели, устанавливаемые в бормашинах, ручных фрезерных станках, дрелях.
- Промышленные модели. Используются в станках, изготавливаемых для большого производства. Они способны выдерживать большие нагрузки, имеют износоустойчивые детали, керамические подшипники. Чтобы оборудование не выходило из строя из-за интенсивной работы, на него может устанавливаться дополнительно охлаждение. На поверхности с большим уровнем трения с помощью специальной автоматической системы подается смазка.
Если в качестве шпинделя используется дрель или бормашина, необходимо учитывать, что она не способна выдержать постоянные интенсивные нагрузки и подшипники начнут выть спустя короткий промежуток времени.

Станок для работы с фанерой
Как подобрать шпиндель фрезерного станка по мощности
Как говорят опытные фрезеровщики: «При выборе шпинделя, нужно помнить правило о том, что чем больше скорость вращения двигателя, тем функциональнее становится оборудование». При выборе шпинделя для фрезерного станка, в первую очередь, нужно учитывать количество совершаемых оборотов:
- Для сверловки и гравировки оптимальная мощность шпинделя — 600 Вт.
- Для фрезерования металла — от 600 до 1400 Вт.
- Если станок будет модернизироваться со временем или через него будут пропускаться детали, изготавливаемые из твердой стали, требуется выбирать мощность более 1600 Вт.
Шпиндель для ЧПУ. Мое мнение
При работе на больших оборотах, нельзя забывать про хорошую систему охлаждения.
Шпиндель для обработки металла
Принцип работы
Способ обработки на таких станках прост – фреза снимает с заготовки «все ненужное», создавая деталь с размерами, точно соответствующими чертежу. Для этого требуется выполнить несколько условий:
- Сплав фрезы должен быть значительно прочнее металла или сплава заготовки.
- Должен быть правильно подобран профиль (форма) фрезы, количество зубьев.
- Переключением скоростей вращения шпинделя подбирается оптимальная скорость обработки.
- Заготовка должна абсолютно точно располагаться и перемещаться относительно фрезы. При этом крепление заготовки должно быть достаточно прочным.
Процесс фрезерной обработки:
Любое отклонение приведет к выборке в ненужном месте, и заготовка попадает в брак.
Поэтому большое значение имеют параметры рабочего стола. Шпиндель и механизмы подачи заготовки к фрезе не должны иметь люфтов. Салазки должны перемещаться без малейших отклонений. От того, насколько точно работают эти узлы, зависит класс точности станка. В металлообработке есть 5 классов точности для станков:
- Н – нормальная точность.
- П – повышенная.
- В – высокоточные станки.
- А – повышенная высокая точность.
- С – мастер-станки, самые высокоточные.
Фрезерные станки классов В, А, С используют в цехах с постоянной температурой и влажностью, так как большой температурный ход приводит к сужению и расширению металлических частей станка на минимальные величины, но это уже недопустимо для сверх высокоточных станков, допуски на которых составляют сотые доли мм.
Точность обработки на станках старого типа зависела не только от станка, но и от квалификации фрезеровщика. Далее стали появляться вспомогательные механизмы и приспособления, станки с полуавтоматической и автоматической подачей, с ЧПУ (числовое программное управление).
Современные станки, работающие по компьютерным программам, имеют другой принцип работы. Заготовка может крепиться неподвижно, а её обработку проводит подвижная в трех координатах фреза. Такие станки работают с минимальным участием человека (загрузка ПО, расположение заготовки, включение и контроль) и могут сделать деталь любой сложности с высокой точностью. Это вывело технологии фрезерной металлообработки на новый уровень.
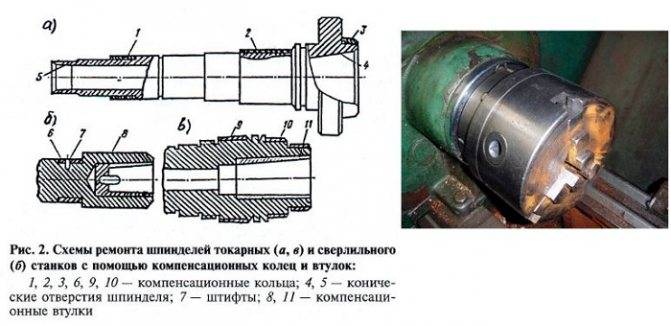
Как производится регулировка и ремонт шпинделя
Обкатка или регулировка шпинделя, осуществляют следующим образом: нужно выполнить пять циклов каждый по двадцать минут. При этом необходимо делать перерывы между циклами по примерно две минуты.
Если же режимы работы были нарушены, а также если воздух в помещении, где выполняются работы, был сильно загрязнён пылью и грязью, то трущиеся поверхности достаточно быстро приходят в негодность, смазка, которая заливается ещё при производстве и должна служить на протяжении всего срока работ, начинает терять свои свойства.
Из-за этого трения начинает вызывать сильное повышение температуры и подшипники, после некоторого времени такой работы, приходят в негодность и больше не могут выполнять возложенные на них функции.
Чтобы избежать такого печального развития событий, нужно при первых признаках перегрева, а также при появлении вибраций и необычных звуков, шпиндельного узла немедленно прекратить работу с заготовкой и в срочном порядке произвести техническое обслуживание шпинделя. Оно состоит из: снятия защиты со шпиндельного узла, очистки и смазывания новой, качественной смазкой, которая предназначена для высоких скоростей.
Важно!
Не стоит забывать про выбор марки, так как она зависит от того, какой вид шпинделя и подшипника используется.
Основные разновидности и назначение
Шпиндель является главным узлом на фрезерных станках всех типов. Его параметры входят в перечень основных технических характеристик оборудования. Режущий инструмент крепится на шпинделе и через него получает вращательный момент от основного привода.
Мощность узла во многом зависит от его конструкции. Все виды шпинделей условно делят:
- домашние, до 1,5 кВТ;
- промышленные, от 3 кВт.
Деление условное. На мощном оборудовании можно мастерить в гараже мебель и делать запчасти. На крупном предприятии массово делают гравировку, используя настольные станки.
Гравер
Шпиндель предназначен для выполнения гравировальных работ на станках с ЧПУ и других операций с малой глубиной обработки. Шпиндельный вал получает обороты непосредственно от двигателя. Скорость и мощность находятся в прямой зависимости. Крепление инструмента цанговое.
Гравером выполняют фрезерные работы:
- обработка плат;
- гравировка по металлу, стеклу и камню;
- выполнение пропилов, пазов и других элементов глубиной до 1,5 мм на мелких деталях.

Граверы используют на фрезерных станках с ЧПУ для создания надписей, рисунков, других изображений по трафарету и программе. Производство деталей единичное и серийное.
Бормашинка
Отличается от гравера большой мощностью и патронным зажимом, устанавливаемым в конус шпинделя. Мощность узла стабильная, не зависит от оборотов.
Шпиндель типа бормашина устанавливается на оборудование для проведения работ:
- глубокая гравировка;
- создание 3D изображений;
- изготовление объемных деталей из дерева и сплавов цветных металлов;
- раскрой листов МДФ, ДСП, фанеры, пластика.
Шпиндель и ведущий вал стоят в одной оси, и соединены муфтой. Число оборотов регулируется на электродвигателе.
Справка! Бормашина работает тише гравера и выполняет глубокую обработку деталей.
DC-мотор
В одном корпусе находятся электродвигатель и шпиндельный вал, соединенные жестко. Применяются на станках с ЧПУ для обработки металлов и мягких материалов. Скорость вращения до 12000 об/мин, мощность 400 Вт. Крепление инструмента цанговое.
Преимущества DC-моторов:
- отсутствие биения;
- высокая точность;
- низкий уровень шума.
Шпиндель конструкции DC-мотор устанавливают на фрезерные станки с револьверной головкой и коротким циклом операций. Регулировка оборотов инструмента производится через изменение режимов работы электромотора.
Важно!
При большой скорости обработки, DC—мотор не относится к высокопроизводительному оборудованию. Время его работы несколько минут. Он быстро перегревается и требует остановки.

Прямошлифовальная машина
Вращательный момент с электродвигателя на шпиндель передается через редуктор. Мощность и частота вращения не регулируются. К прямошлифовальным машинкам имеется большой набор инструмента, которым выполняют:
- зачистку наружных и внутренних поверхностей;
- удаление заусенцев;
- обработку углов и торцов;
- фрезеровку по плоскости;
- вырезку пазов.
При установке дисковой пилы, производится порезка и раскрой листовых заготовок из пластика, дерева, цветных металлов.
Важно!
Режим работы станка с прямошлифовальным шпинделем, регулируется подачей стола и глубиной реза.
Профессиональный
Профессиональный узел предназначен для длительной работы с большими нагрузками. Он отличается от маломощных моделей:
- имеет водяное охлаждение;
- шпиндельный вал закреплен в шарикоподшипниках;
- вращение передается через многоступенчатую коробку скоростей;
- работает тихо.
Достоинство узла заключается в отсутствии в нем щеток. Они быстро изнашиваются, искрят и способствуют нагреву шпинделя.
Важно!
Профессиональные шпиндели работают от трехфазного тока. Для установки их на домашнем оборудовании, требуется частотный преобразователь.

Виды, типы, категории шпинделей
Коллекторные шпиндели применяются для гравировок, ювелирной обработки миниатюрных изделий. Чаще всего это высокоскоростные устройства с цангой ER8 мощностью около 0,8 кВт. Для резки и раскройки мягких материалов больше подходят цанги ER11. Высокоскоростные коллекторные шпиндели хорошо зарекомендовали себя в профессиональном и любительском применении в станках с ЧПУ. Некоторые устройства оснащены системами плавного пуска с ограничением поступающего напряжения. Устройства с жидкостным охлаждением часто применяются в высококачественных промышленных агрегатах на предприятиях нашей страны. Мотор эффективно охлаждается водой или тосолом. Такие шпиндели укомплектованы высокоскоростными железными подшипниками, не требующими дополнительного обслуживания. Управление этими устройствами осуществляется через частотные преобразователи. Фрезы крепятся в цанги и закрепляются гайкой. На современном рынке доступны устройства как европейских, так и китайских производителей.
Ременноприводной шпиндель
Ременноприводные шпиндели взаимодействуют с сервоприводами переменного напряжения или с асинхронными двигателями. Эта особенность дает возможность точно регулировать частоту вращения инструмента. Воздушные шпиндели – дешевые и надежные устройства для станков с программным управлением. Большей частью это приборы китайского производства с установленными керамическими подшипниками, выдерживающими высокие обороты. В некоторых шпинделях предусмотрена возможность автоматической смены режущих инструментов.
Технические характеристики и область применения
На современном рынке доступно большое количество шпинделей. Системы охлаждения, технология приведения в движение ротора, способ фиксации режущего инструмента и регулирования питания мотора тоже может отличаться. Поэтому лучше всего классифицировать все шпиндели, доступные в продаже, по типу обрабатываемых материалов. Возможности каждого устройства обусловлены их техническими характеристиками.
Область применения шпинделя — портальные станки с ЧПУ
Шпиндели мощностью 0,8 кВт используются при обработке ювелирных изделий, для создания гравировок, порезки пластиковых деталей до 5 мм толщиной, тонкой фанеры, а также для резки и сверления печатных плат. в такие устройства обычно устанавливаются очень тонкие граверы и миниатюрные фрезы. Высокоскоростные шпиндели мощностью от 1,2 кВт могут использоваться с качественными твердоплавкими фрезами для обработки металлических изделий. Для работы с тонкими прочными фрезами всегда используются шпиндели со скоростью вращения 30 000 об/мин.
Шпиндели мощностью 1,5 кВт применяются для обработки сувениров, создания неглубоких фрезеровок на латунных и алюминиевых предметах. Они также являются начальными приборами для обработки твердой древесины или акрилов толщиной до 15 мм. Мощность от 2,2 кВт позволяет обрабатывать твердое дерево и акрилы до 30 мм толщиной. Устройства от 3 кВт можно использовать для прочных материалов. Например, они часто используются в 3D устройствах по обработке твердого дерева или фигурной резке. Шпиндели на 4 кВт применяются при резке твердых материалов. Устройства мощностью от 4,5 кВт и выше позволяют максимально эффективно работать с большими фрезами для толстых заготовок из дерева или металла.
| Мощность (кВт) | Частота вращения (об/мин.) | Обрабатываемые материалы | Для водного охлаждения (л./час) | Насос |
| 0,8 | 8000-24000 | Тонкий пластик, фанера, гравировка металлических изделий | 780-1500 | Помпа DB-25A-220V |
| 1,5 | 8000-24000 | Латунь, алюминий | 1500-3000 | Помпа DB-50A-380V |
| 2,2 | 8000-24000 | Твердые породы дерева | 1500-3000 | Помпа ZWP75 |
| 3 | 8000-24000 | Высокопрочные металлические заготовки | 2000-3000 | Помпа ZWP150 |
| 4,5 и выше | 8000-24000 | Твердые деревянные и металлические заготовки | 2000-5000 | Помпа DB-100-380V |
Для примера рассмотрим характеристики изделий самых популярных производителей:
- На отечественном рынке доступны высокоскоростные китайские шпиндели с воздушным и жидкостным охлаждением GTM, HNZ, HQ, TDK с диапазоном мощности 0,8-6 кВт с частотой вращения 8000-18000/24000 об/мин. с цангами ER11, ER16, ER20, ER
- Ременноприводные шпиндели BT30 для обработки заготовок из черного/цветного металла с частотой вращения 6000 об/мин. Некоторые изделия оснащены автоматической системой замены режущего инструмента;
- Минишпиндели с системами воздушного охлаждения мощностью 300-1050 Вт и частотой вращения до 32000 об/мин. В числе таких изделий представлена продукция компании Kress.
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651
Концы шпинделей фланцевые типа Кэмлок ГОСТ 26651-85 (DIN 55029, ИСО 702/II-75) Станки металлорежущие. Концы шпинделей фланцевые типа Кэмлок и зажимные устройства.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом типа Кэмлок (Camlock) для токарных станков и зажимные устройства, устанавливаемые на концы шпинделей. Стандарт полностью соответствует СТ СЭВ 4853-84 и ИСО 702/II-75.
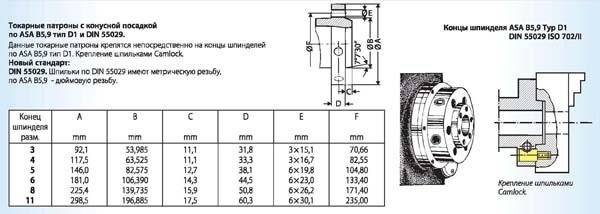
Крепление патрона на фланцевый конец шпинделя типа Кэмлок
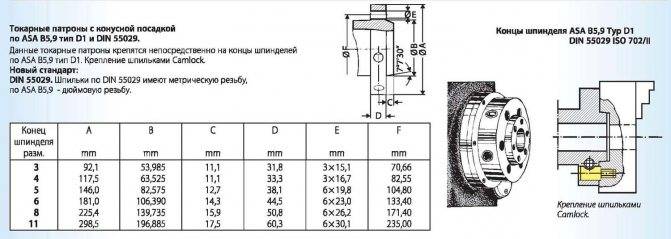
Фланцевые концы шпинделей типа Кэмлок с посадкой на конус 1:4 предусмотрены восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20).
Эксцентриковые зажимы Кэмлок существенно ускоряют установку токарного патрона, поэтому устанавливаются там, где требуется частая смена патрона.
Выбор типа шпинделя
Теперь представим конкретные разновидности, отметим их достоинства и характерные черты. Их следует учитывать при подборе детали.

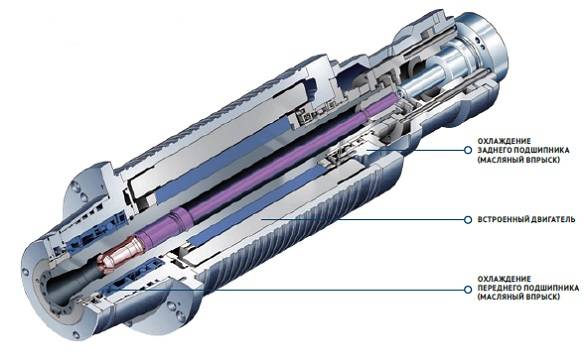
Со встроенным электромотором (электрошпиндели)
Они:
- Способствуют развитию очень высоких скоростей. При стандартных 18 000 – 24 000 оборотов в минуту, некоторые модели могут поддерживать и рабочие 120 тысяч об/мин.
- Очень хорошо режут на больших скоростных режимах.
- Имеют ограничения в нагрузках – оно продиктовано использованием небольших шариковых подшипников.
- Не приспособлены для обратного хода. Отсутствие такой функции сильно затрудняет создание некоторых элементов, например, нарезку резьбы.
- В качестве фиксаторов наиболее часто применяются конусы или цанговые зажимы.
Механические с внешним приводом
Они:
- Имеют дело с намного меньшими скоростями. Стандартном можно считать от 300 до 8 000 оборотов в минуту. Это обусловлено тем, что довольно трудно привести в движение все подшипники, шестерни и прочие передающие движение элементы
- Жесткость и нагрузочная способность больше. Почему? потому что можно использовать не только шарикоподшипники, но и более устойчивые – роликовые. Так что такое оборудование может быть использовано даже для силовой фрезеровки титана или других прочных металлов.
- Есть обратная связь – при условии установки мотора с энкодером.
- Применяются инструментальные конусы вместо цанг – последние не отвечают требованиям по жесткости фиксации.
Обслуживание
Промышленное и самодельное оборудование требует постоянного обслуживания и соблюдения правил эксплуатации:
- Перед началом обработки деталей требуется проверить все крепежные элементы.
- После включения двигателя нельзя сразу же начинать работать. Шпиндель нужно разогреть.
- Перед выключением оборудования подвижному механизму необходимо дать остыть.
- При использовании воздушной системы требуется раз в неделю проверять состояние фильтров и прочищать их при загрязнении.
- Подшипники и подвижные элементы требуется очищать от накопившегося мусора после работы за станком. Дополнительно их нужно смазывать для лучшей работы и медленного загрязнения.
- Если используется водная система охлаждения, необходимо использовать смазочно-охлаждающие эмульсии, которые рекомендует производитель.
При длительной эксплуатации необходимо наблюдать за состоянием подшипников и менять их, если появляются посторонние звуки. Иных расходов эта деталь не несет. При поломке составных частей конструкции требуется заменить их, но не восстанавливать. При больших нагрузках восстановленные детали сломаются по старым трещинам.
Шпиндель для фрезерного станка считается ключевым узлом, работе которого стоит уделять особое внимание. При выборе производственного оборудования достаточно соблюдать правила эксплуатации и вовремя обслуживать подвижные элементы, чтобы станок проработал более 10-ти лет
Конструкция и особенности
Шпинель имеется в конструкции любого станка, предназначенного для фрезерования металла и дерева. Шпиндельный прибор производится в виде вращающегося вала. Фреза получает вращательные движения от шпинделя, благодаря чему аппарат исправно функционирует.
Главный инструмент станка, осуществляющий основную работу, связан с состоянием шпинделя. Без него фреза ЧПУ будет работать некачественно. Используя фрезерный станок, следует знать не только предназначение шпинделя, но и конструкцию поворотной системы. В случае неисправности этой детали, использовать аппарат не рекомендуется.
Устройство соединено с общей конструкцией станка. Количество передающихся оборотов регулируется прибором скоростей. Качество и точность фрезерных работ зависят от того, насколько устойчивым к вибрации является бесколлекторный двигатель. Независимо от того, был ли изготовлен ЧПУ станок на заводе или своими руками, для установки шпинделя отводится специальный подвижный портал.
Эта часть комплектации отвечает за перемещение элемента. Перемещение осуществляется по:
- оси стола для установки станка;
- в глубину по оси «зед».
Станочная фреза получает движение благодаря наличию специального узла. Шпиндель минимизирует возможность возникновения искажений, повышая точность производства.

Шпиндель для дрелей и шуруповертов
Аккумуляторные инструменты уже много лет помогают людям выполнять строительные, производственные, ремонтные и другие типы работ. Раньше существовала четкая классификация изделий в зависимости от их характеристик и назначения, но в последнее время производители стремятся к универсальности. Поэтому в продаже появилось множество продуктов, способных выполнять самые разнообразные функции.

Использование аккумуляторной дрелиИсточник master-plus.com.ua
Технологический прогресс способствовал постепенному повышению мощности аккумуляторных изделий, которая уже практически сравнялась с показателями сетевых аппаратов. На сегодняшний день такие инструменты можно найти в любой нише – от отверток и фонариков до небольших станков. Довольно сложно описать все разнообразие подобных изделий, но существует все же некоторая классификация, которая определяется назначением предмета.

Выбор аккумуляторной дрели Источник master-plus.com.ua
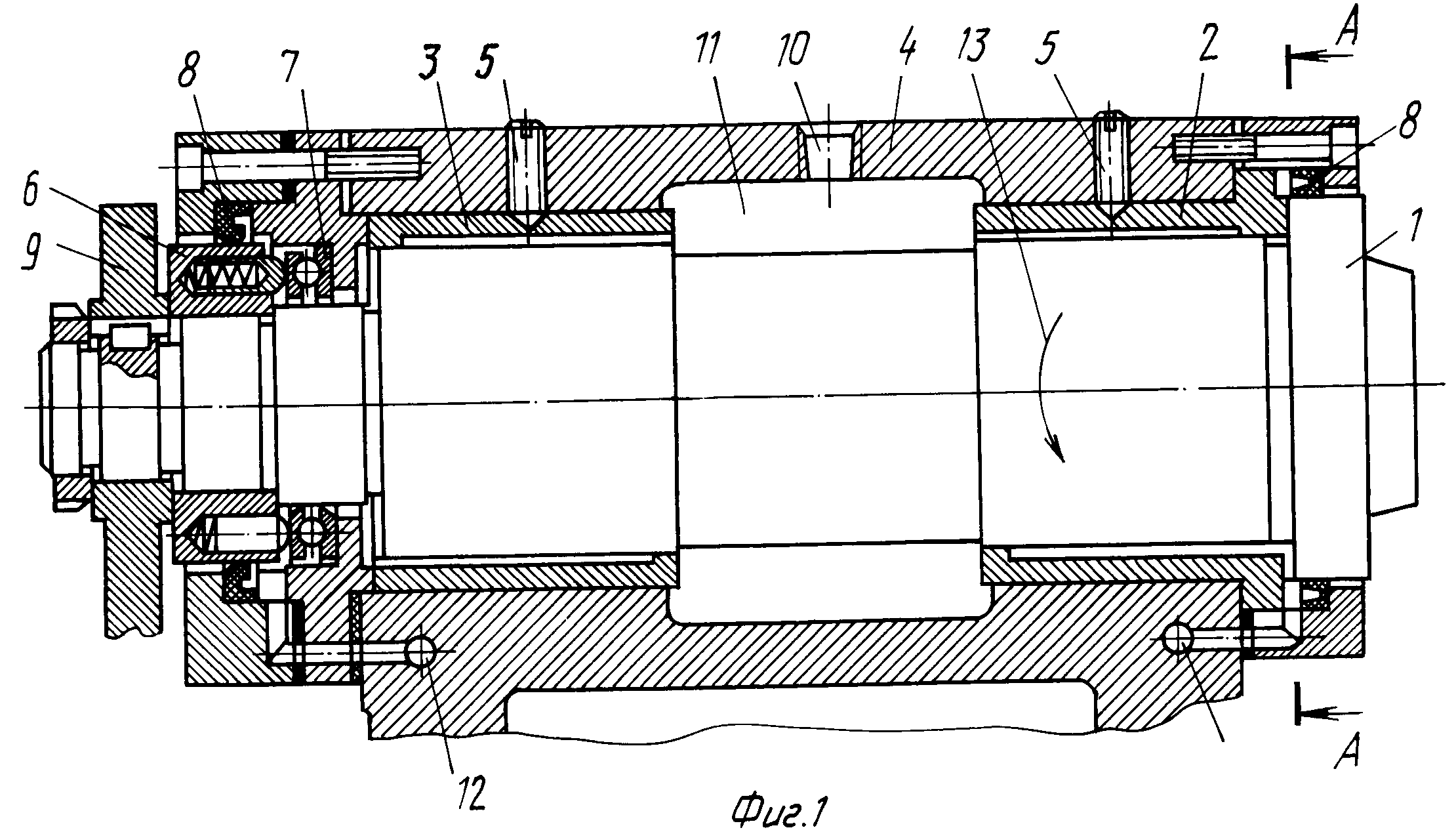
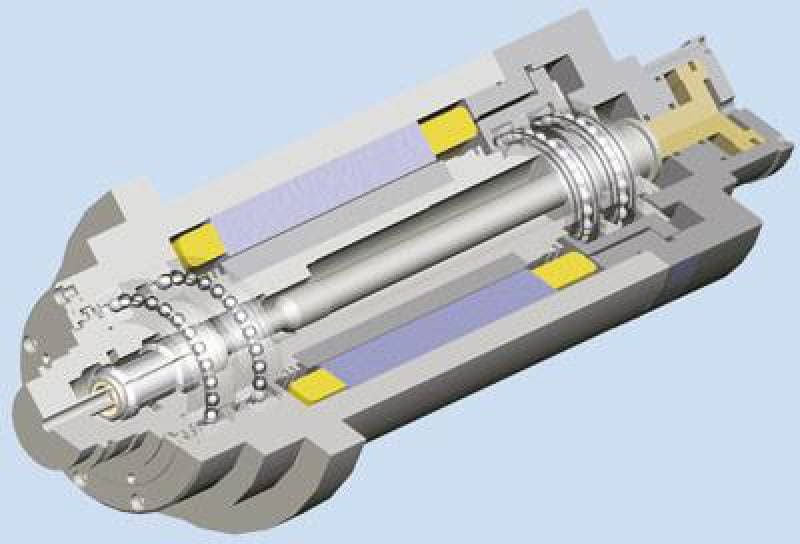
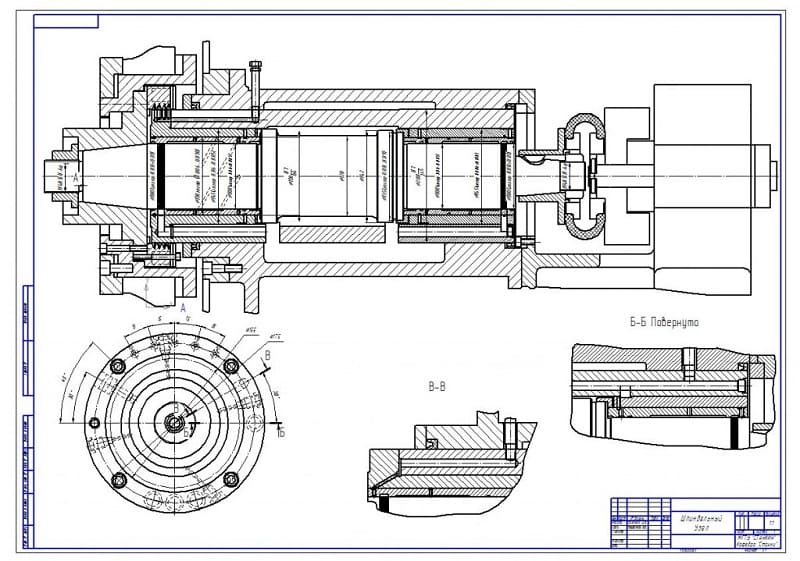
Особенности конструкции шпинделя для станка с ЧПУ

Конструкция шпинделя разработана с учетом высоких нагрузок в вертикальном и горизонтальном направлении. Для обеспечения высокой надежности шпиндели собирают в термоконстантных помещениях.
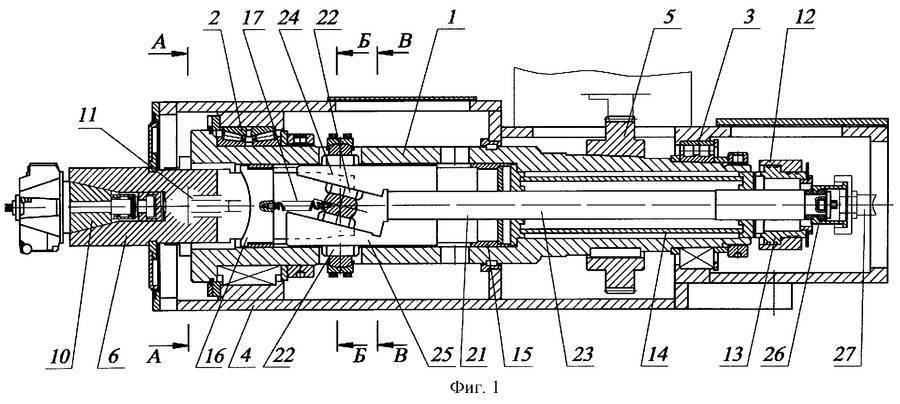
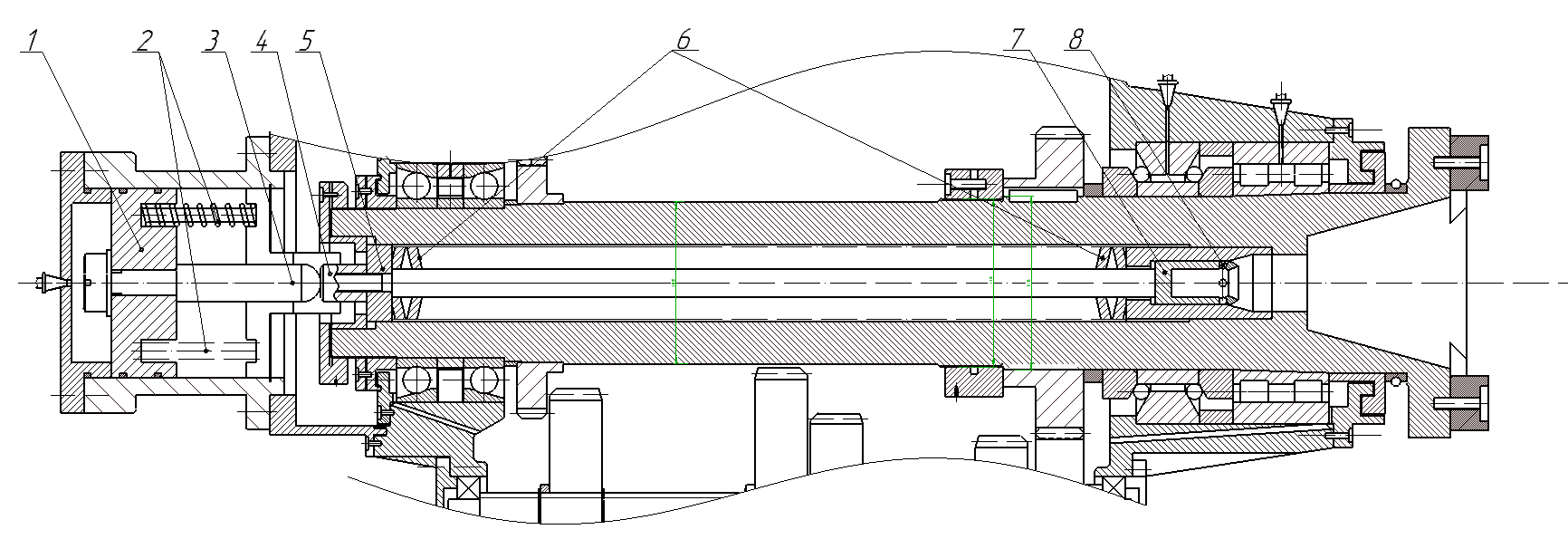
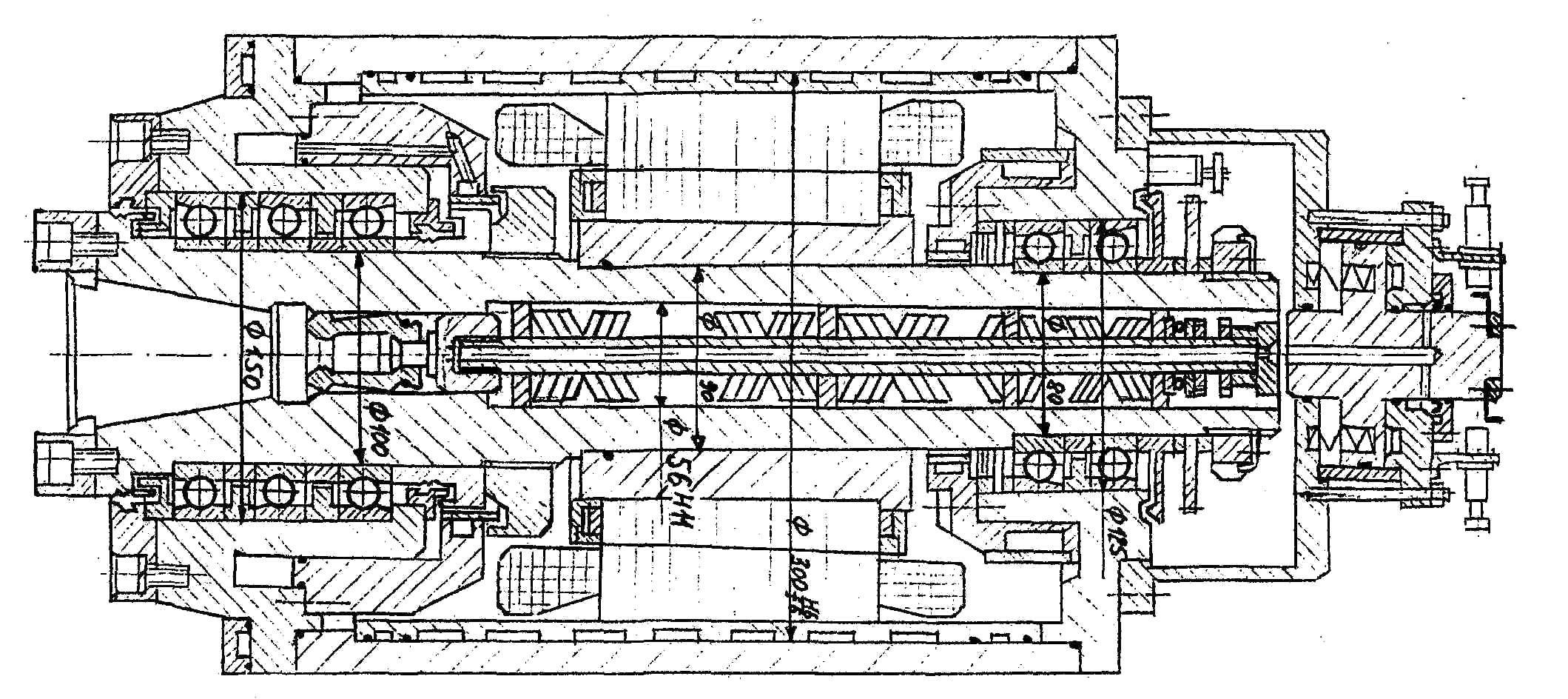
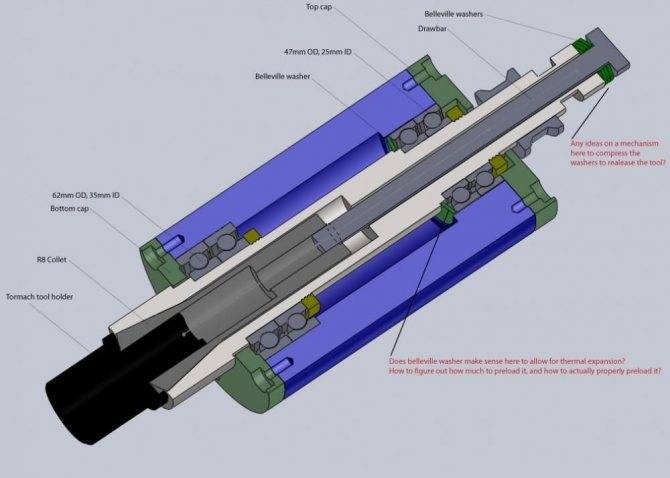
Чтобы устройство обеспечивало исключительную точность вращения, применяются специальные высокоскоростные подшипники. Торцы шпинделя расточены и отшлифованы под конус (ISO, BT, SK, HSK, Морзе и т.д.). Такое решение обеспечивает плотную посадку фрезерной оправки и точную установку фрезы. Для фиксация оправки с режущим инструментом необходимо внешнее усилие, которое обеспечивают набором тарельчатых пружин.
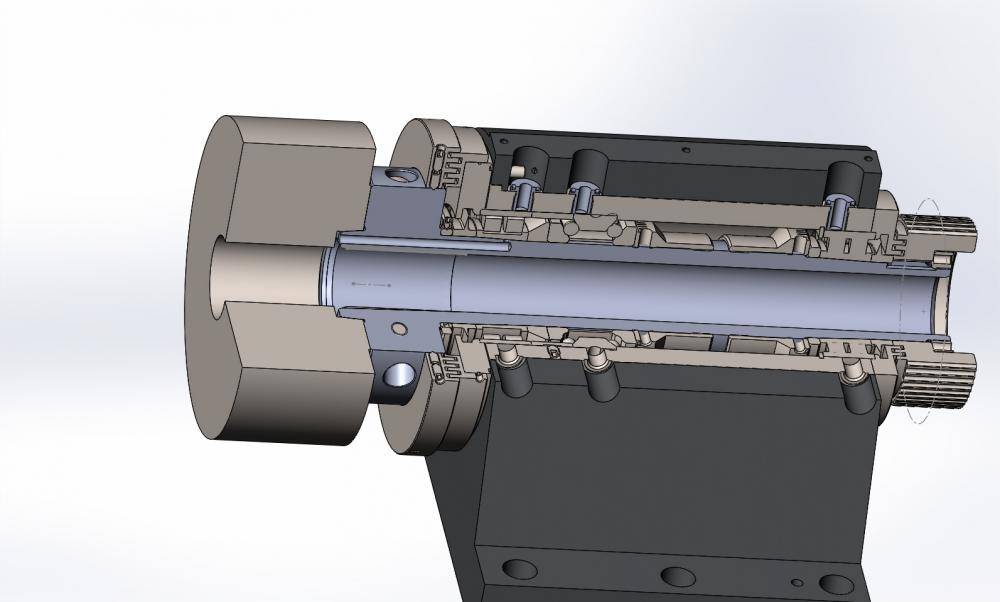
Основные элементы шпинделя — это неподвижный корпус, ротатор, набор подшипников, система полива СОЖ, а также шкивы, балансировочные кольца и другие вспомогательные детали.
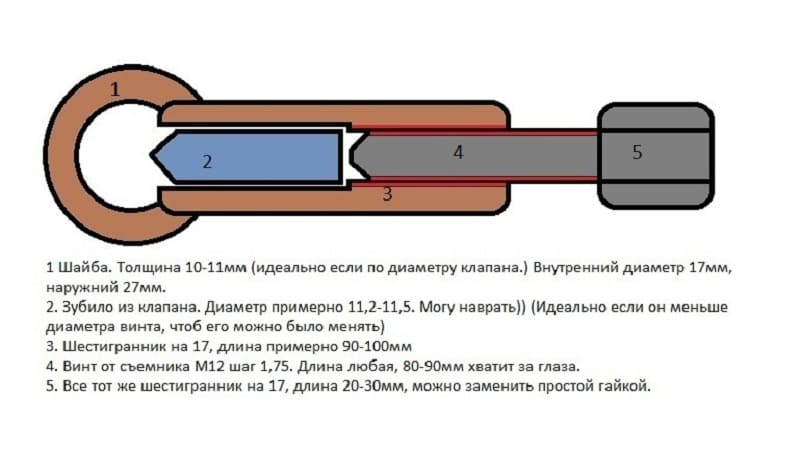
Проходное отверстие в шпинделе
Диаметр проходного отверстия — ещё один важный параметр шпинделя. При обработке прутка он ограничивает максимальный диаметр заготовки, которую допустимо в этом шпинделе обрабатывать.
Если диаметр прутка меньше диаметра проходного отверстия шпинделя, необходимо использовать специальные переходные втулки или трубы.
Переходные втулки компенсируют зазор между прутком и отверстием шпинделя, чтобы при вращении пруток не повредил внутреннюю поверхность отверстия шпинделя. Переходные втулки изготавливаются как из стальных сварных труб, так и из полимерных материалов типа капролона или фторопласта. Полимерные трубки также гасят значительную долю вибраций, возникающих при вращении прутка.
Иногда бывает необходимо при обработке разместить часть заготовки в шпинделе, что так же может привести к трудностям, если проходное отверстие окажется меньше диаметра заготовки.
Кстати, существует отдельный тип шпинделей для обработки труб. Такие шпиндели отличаются большим проходным отверстием и наличием дополнительного патрона с другой стороны.

Основные требования к деталям
Шпиндели для станков с ЧПУ или ручным управлением должны обладать следующими качествами:
- точностью вращения. Нормы осевого, радиального и торцового биения переднего конца регламентирует ГОСТ 9726-89 п. 3.4.12, 3.4.15 или аналогичные импортные;
- статической жесткостью. Параметр определяется упругими деформациями шпинделя под воздействием сил, возникающих при обработке;
- износостойкостью. Для изготовления деталей используются сплавы с низкой склонностью к истиранию и образованию задиров;
- виброустойчивостью. Максимальные требования предъявляются к высокоскоростным устройствам с ЧПУ, которые используются для чистовой обработки.
Работа и взаимодействие узлов станка для домашней мастерской
оснащаются двигателем мощностью 250-1000 Ватт
Последний состоит из шкивов под V-образный ремень. Большинство станков предусматривает возможность выбора скорости вращения сверла. Используемый в них ременной привод имеет шкивы, предусматривающие несколько канавок разного диаметра под ремень.
Для выбора необходимой скорости вращения шпинделя сперва следует обесточить сверлильный станок. После этого нужно поменять положение ремня на шкиве, а затем вновь включают электродвигатель. Следуя подобной схеме, можно выбирать скорость в диапазоне 450-3000 об/мин. Необходимость установки меньшей скорости может возникнуть в ситуации, когда приходится создавать большие отверстия в древесине твердых пород и металлах.
Бытовые модели сверлильного оборудования оснащены патроном под сверло, конструкция которого аналогична тому, которую имеют электродрели. Для них подходят сверла, диаметр которых не превышает 12 мм. В устройстве присутствует 3 самоцентрирующихся кулачка, которые охватывает и фиксируют хвостовик инструмента. Благодаря наличию специального ключа обеспечивается жесткая фиксация или, наоборот, ослабление патрона, когда необходимо закрепить либо вытащить сверло.
высота которых не превышает 20–90 мм
Основным фактором, который влияет на рассматриваемый параметр, является высота верхнего положения сверлильной головки, которая может подниматься и опускаться по стойке-колонне. На компактных моделях подобного оборудования эта операция выполняется путем перемещения руками сверлильного модуля.
У более крупных моделей для этого предусмотрен специальный привод, имеющий в оснащении рукоять или штурвал. Для выбора необходимого положения головки используется специальная ручка. Аналогичный прием использует тогда, когда необходимо настроить глубину создаваемых отверстий и минимальную высоту заготовок, Это связано с тем, что патрон, которым оснащен шпиндель, имеет небольшой предельный вылет вниз при его подаче. Он может иметь значение 5–40 см, что определяется типом станка.
Вылет сверла
Также на работу сверлильного оборудования может влиять такой параметр, как вылет сверла. Под этой характеристикой понимается расстояние между центральной вертикальной осью сверла или другого инструмента, который зафиксирован в патроне, и стойкой. Желательно, чтобы это расстояние было максимально большим, так как это влияет на то, на каком расстоянии от края заготовки можно создать отверстие. Для бытовых станков стандартный показатель вылета составляет 10 – 20 см.
Станина станка
соотноситься с размерами самого станка
В плане исполнения она может иметь полностью или частично ровную плоскую поверхность, где могут быть предусмотрены несколько прорезей: благодаря центральной можно создавать сквозные отверстия, не нанося повреждений столу и сверлу. Что же касается боковых прорезей, то их назначение заключается в креплении тисков, шаблонов и упоров.
Способы охлаждения
- Водяная система охлаждения. Изначально в корпусе шпинделя проделываются отверстия, через которые проходит вода. Она забирает с собой тепло от металла и стекает в отдельную емкость. Необходимо наличие отдельной емкости рядом со станком, что в некоторых ситуациях неудобно.
- Воздушная система охлаждения. В детали устанавливаются воздухозаборники, благодаря которым через нее проходит воздушный поток. Воздушная система устанавливается на все современные станки с ЧПУ. У нее есть один серьезный минус. Фильтры, установленные на воздухозаборниках, быстро засоряются после работы с пылящимися материалами.
Воздушные системы более удобны для больших производств.
Скорость резания и ее расчет
Одним из наиболее важных показателей является скорость. Ее величина непосредственно зависит от выполняемых работ. На максимальных оборотах осуществляется обрезка торцов заготовок. Точение или сверление имеют другие требования к этому параметру.
Чтобы выбрать оптимальное значение скорости и сделать качественную обработку детали, следует учитывать:
- тип токарного инструмента;
- вид операции;
- материал заготовки.
Скорость резания для традиционных методов воздействия на детали можно определить, руководствуясь соответствующими таблицами из справочников. Но в условиях производства далеко не всегда целесообразно прибегать к такому варианту. Гораздо быстрее величину этого параметра вычислить по несложной формуле:
D – максимальная величина диаметра используемой заготовки, мм;
Шпиндель станка: определение, назначение, устройство
Производственное оборудование получило весьма широкое распространение, так как за счет механизации процесса существенно повышается качество получаемого результата, снижается его стоимость, а также ускоряется процедура. Довольно большое распространение получило понятие шпинделя. Шпиндель станка устанавливается для фиксации инструментов, а также заготовок. Бытовой вариант исполнения напоминает фрезерный станок или дрель. Подробное описание того, что такое шпиндель во многом позволяет определить его предназначение и многие другие свойства. Рассмотрим особенности конструкции подробнее.