Виды сварочной проволоки
При проведении стыковой сварки следует правильно выбрать наиболее подходящую проволоку. Она может применяться для получения качественного изделия. Специалисты должны различать разновидности проволоки и уметь подбирать наиболее подходящую. Сегодня в продаже встречается следующая проволока:
- Медная получила большое распространение при соединении низкоуглеродистых сталей.
- Из нержавеющей стали подходит для работы с хромированными и другими легированными сталями
- Алюминиевая чаще всего выбирается при работе с сулиминами или дюралюминием.

Медная сварочная проволока
Кроме этого, уделяется довольно много внимания выбору поперечного сечения. Он подбирается в зависимости от того, какая будет площадь контакта соединяемых элементов.
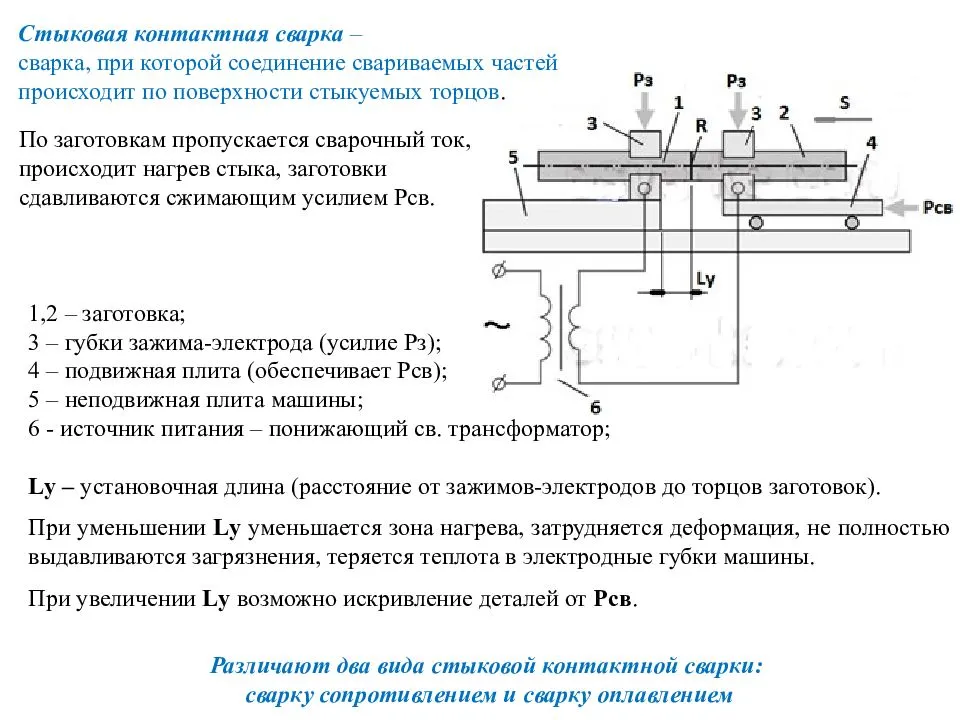
Стыковая сварка сопротивлением и оплавлением. Аппараты для пластиковых труб
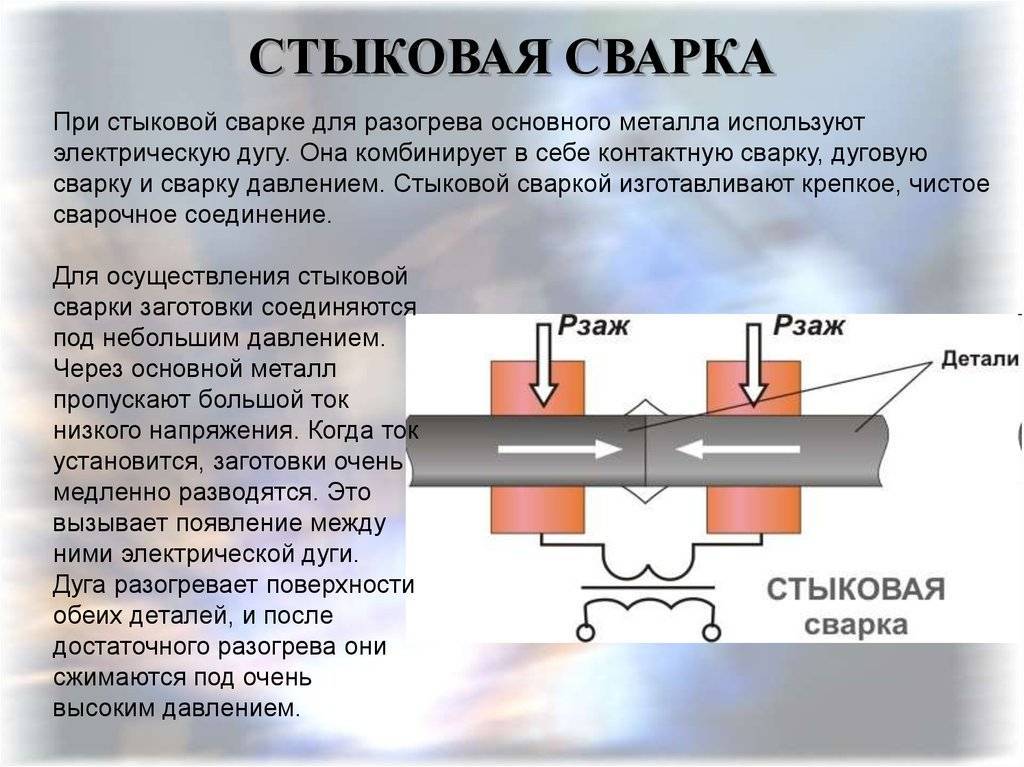
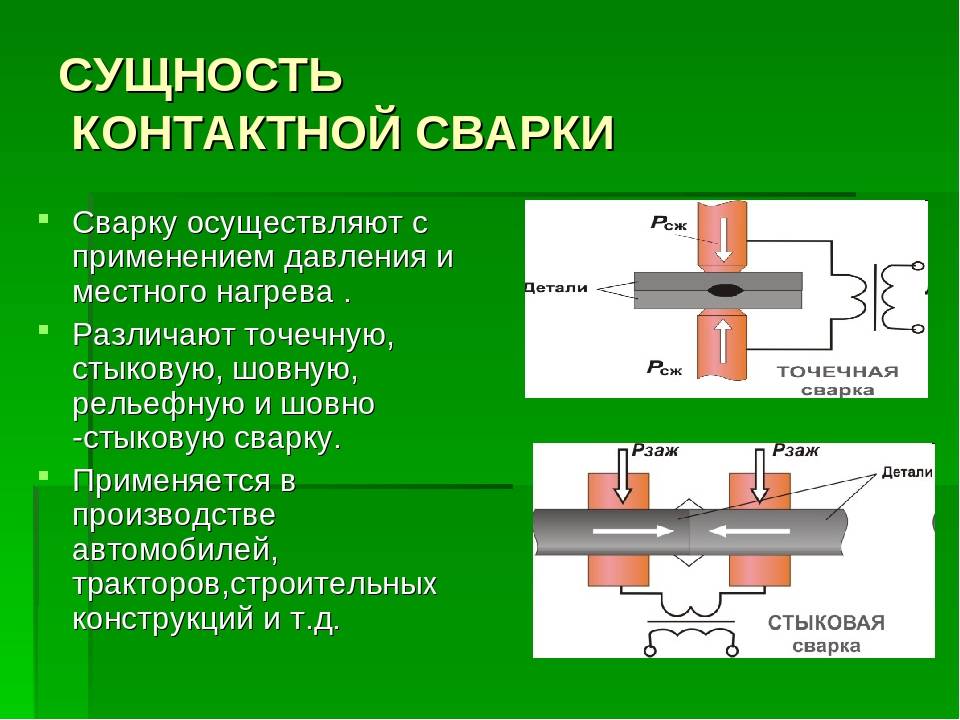
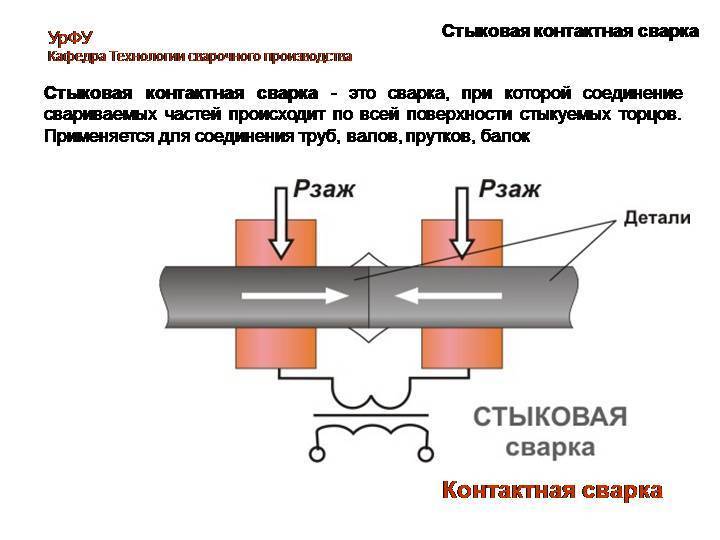
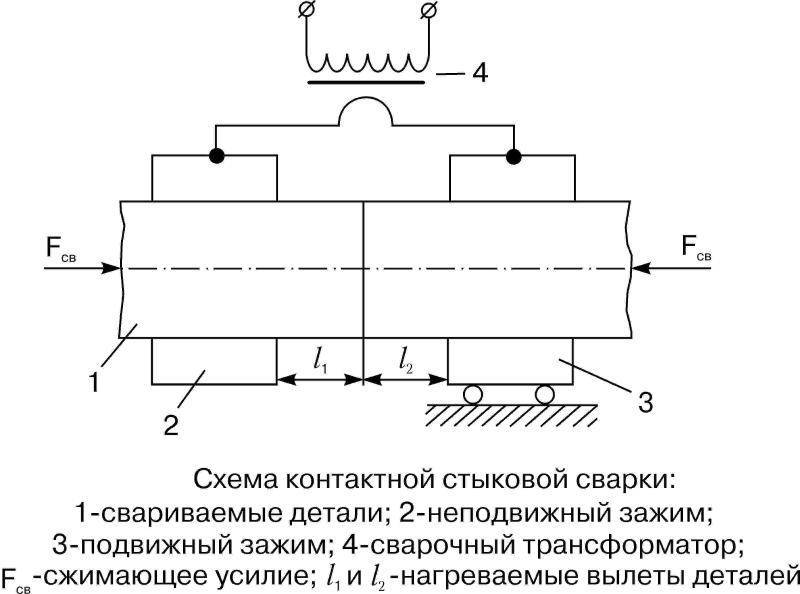
Стыковая сварка — это контактное соединение, где заготовки привариваются по всей площади стыкуемых кромок, при помощи тока и сжатия.
Как происходит процесс
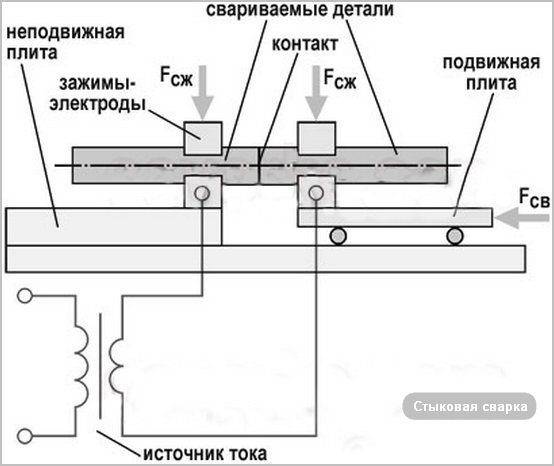
Предназначенные изделия для сварки зажимаются в электродах и прижимаются друг к другу осевым усилием. Одна плита машины всегда стоит на месте, а другая передвигается. Нагрев заготовок происходит от подачи тока на них, на стыке прогрев максимальный.
Стыковая сварка от вида сжатия и подачи тока бывает:
- оплавлением;
- сопротивлением.
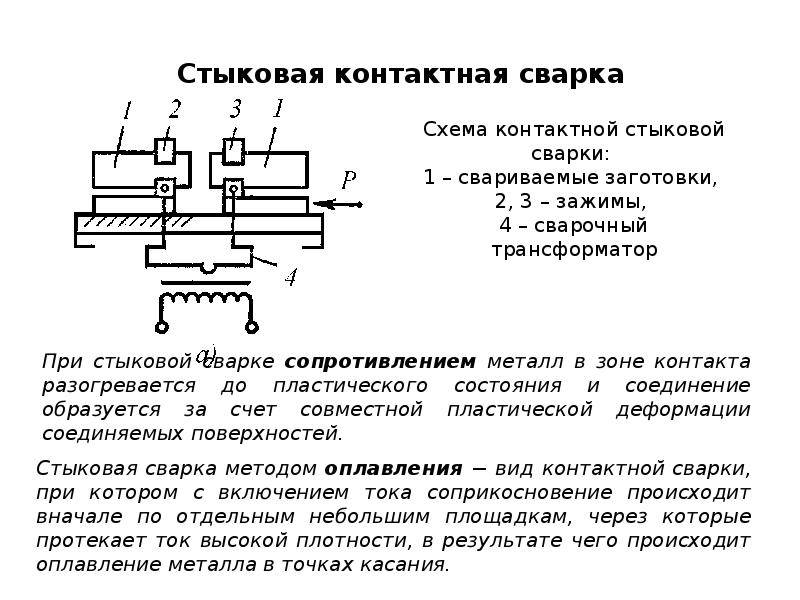
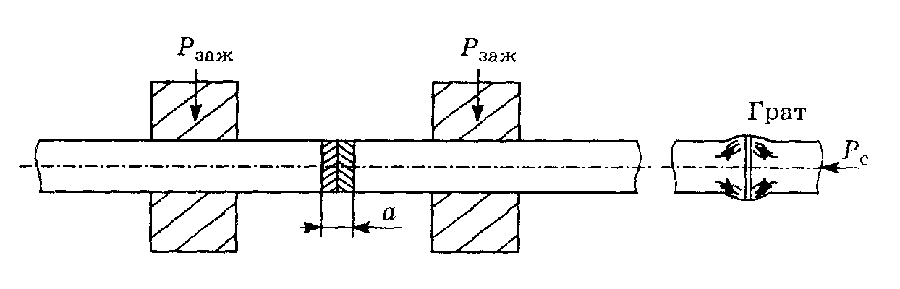
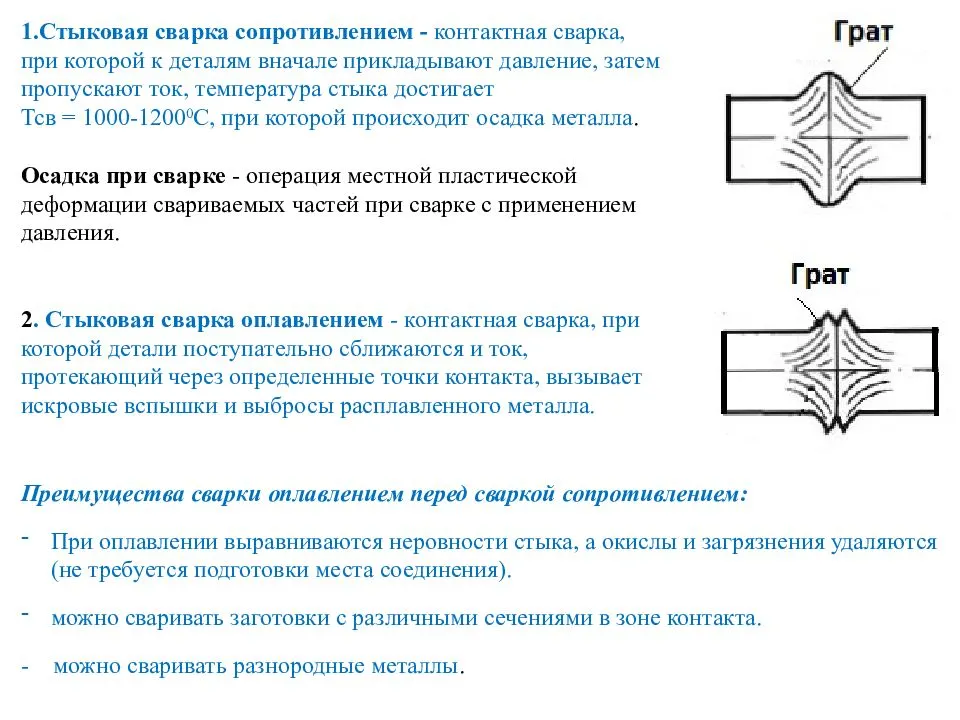
Стыковая сварка сопротивлением
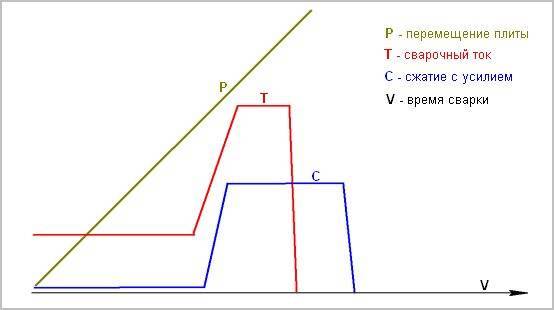
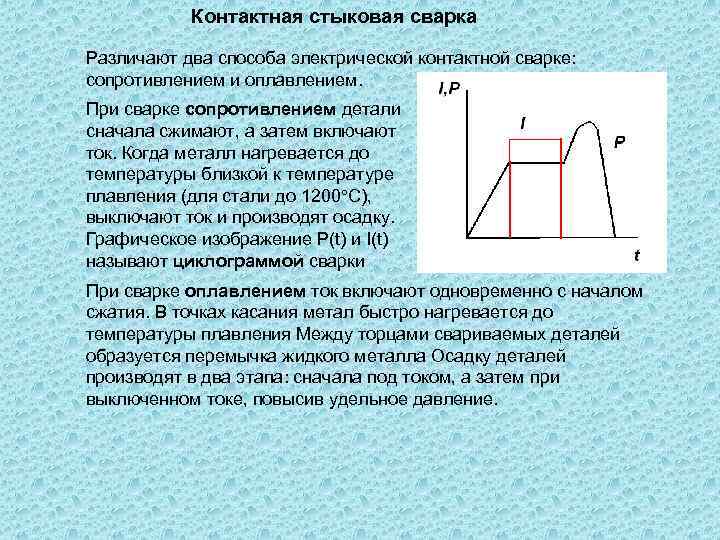
Сначала заготовки прижимаются друг к другу и только потом подается ток, который превращает стыкуемые части в пластическое состояние. Далее, машина сжимает с определенным усилием детали для получения твердого сварного шва. Обесточивание происходит немного раньше.
Рисунок-схема ниже демонстрирует технологию процесса.

Такой технологией соединяют прямоугольные и круглые заготовки. Для качественного сцепления, детали стыков должны быть тщательно зачищены и подогнаны.
Видео: аппарат стыкового соединения (сопротивлением) арматуры и круга.
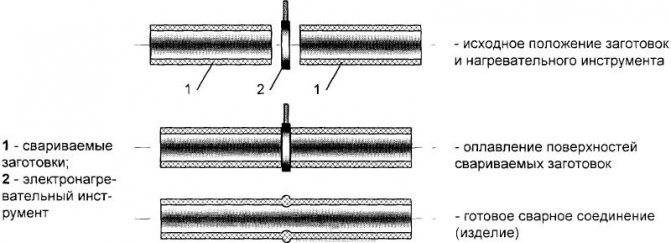
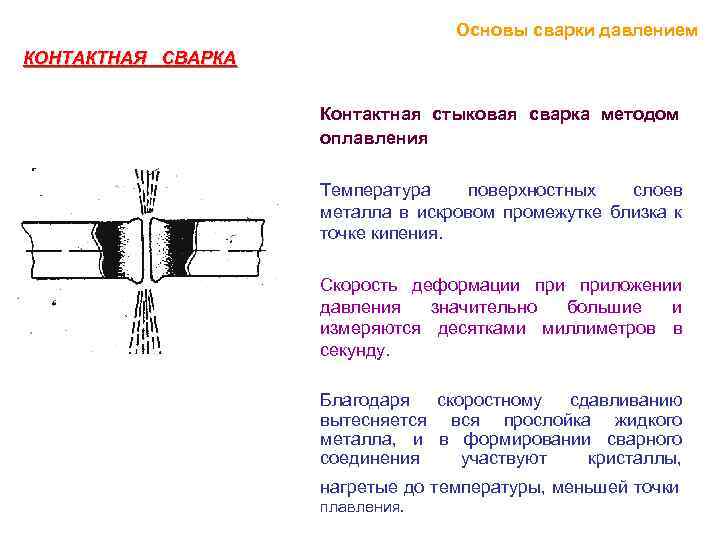
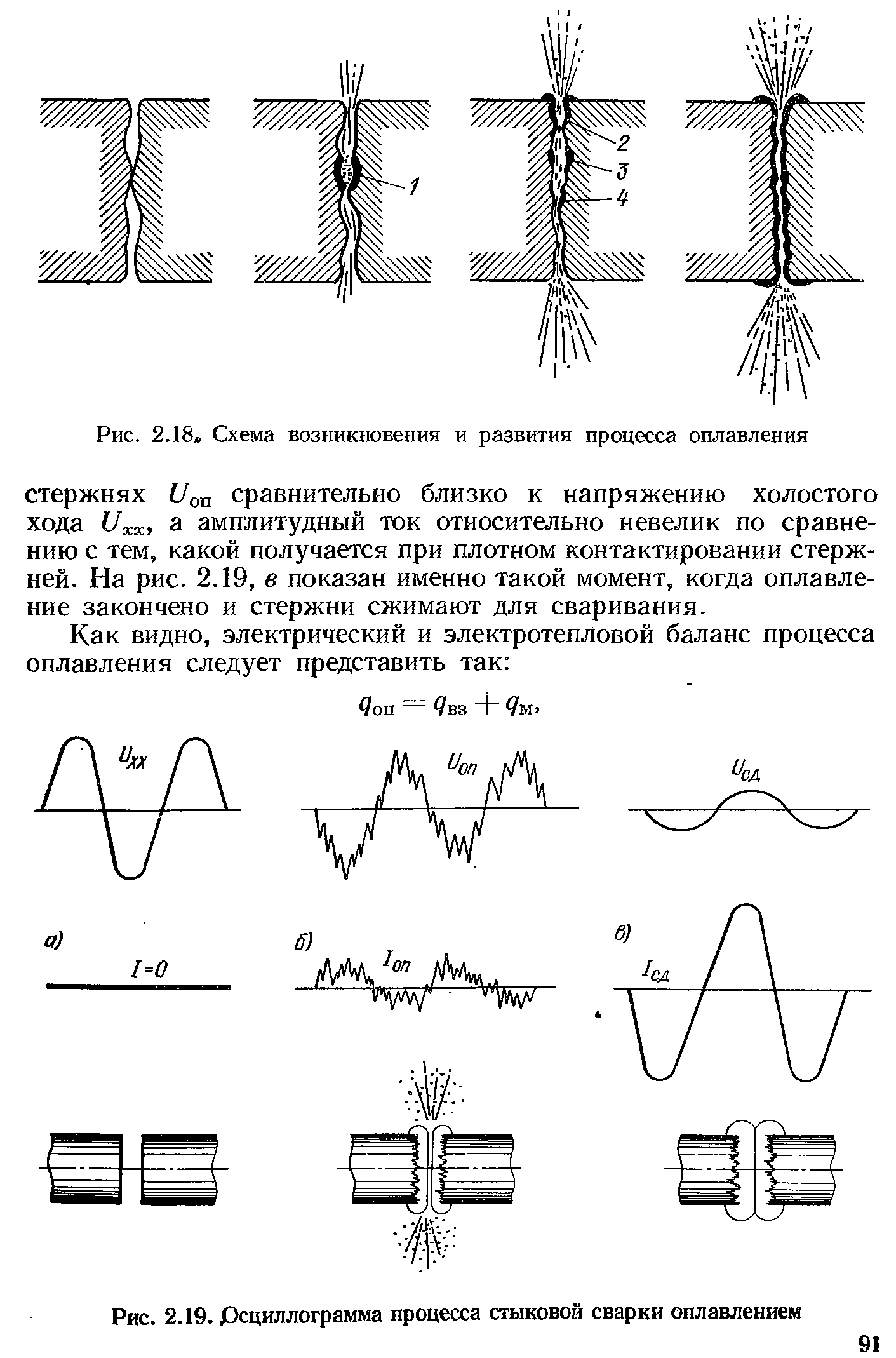
Стыковая сварка оплавлением
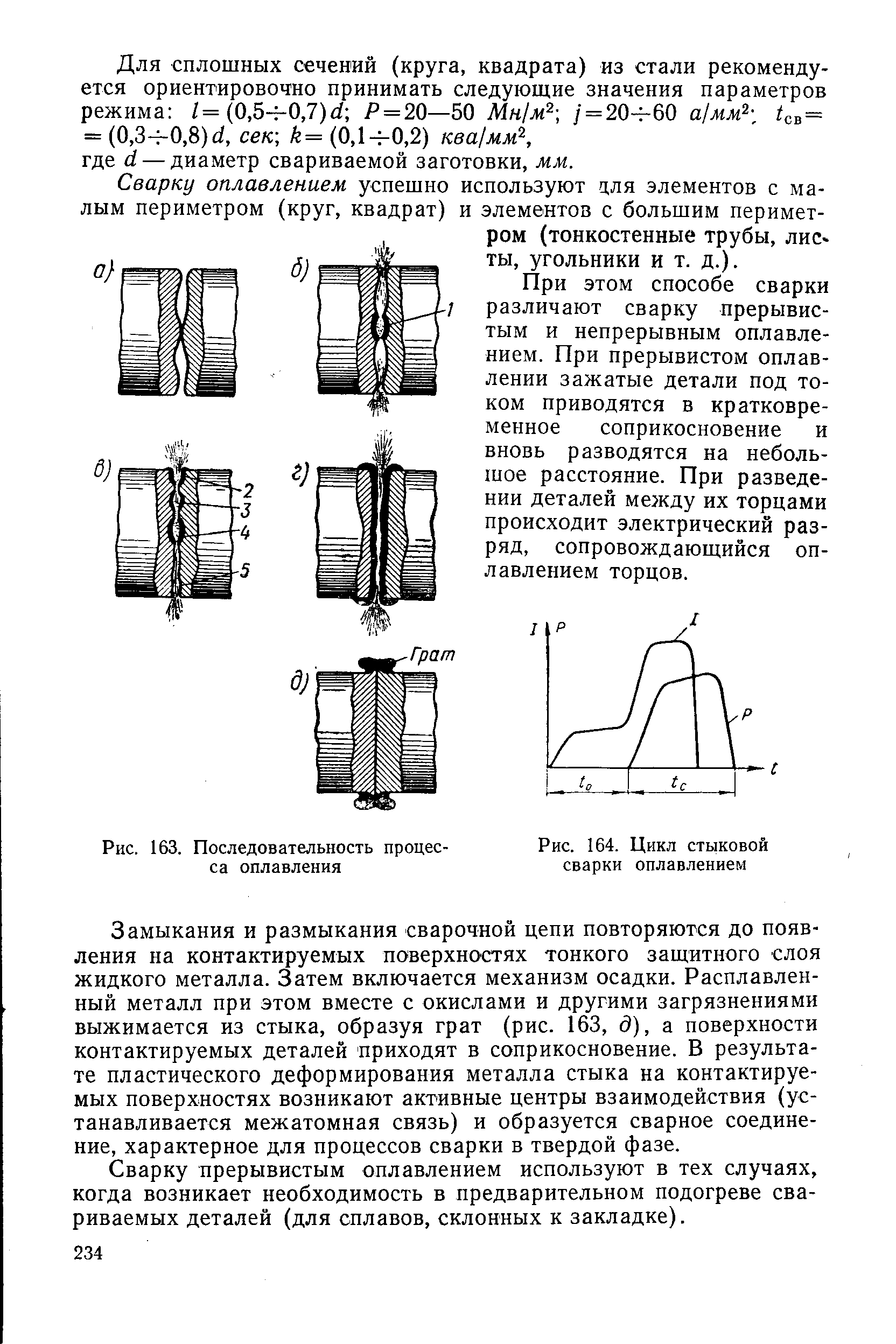
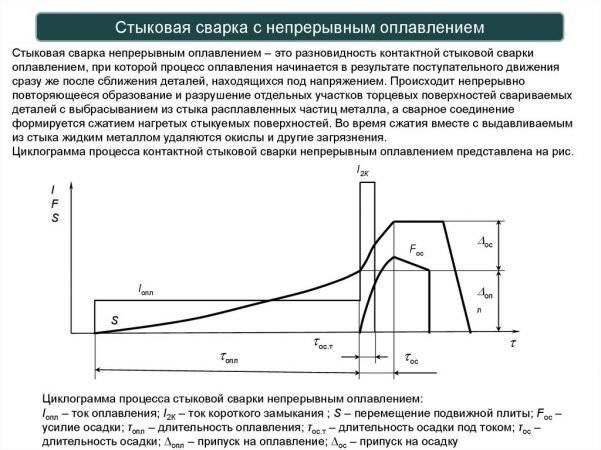
Технология может выполняться прерывистым или непрерывным оплавлением.
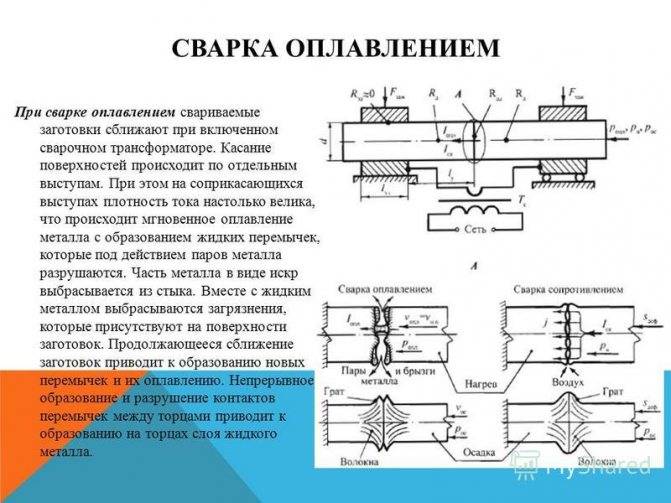
Как происходит стыковая сварка непрерывным оплавлением? Включается ток и начинается постепенное сближение заготовок. Касание стыков происходит по выступающим отдельно кромкам. В виду малой площади выступов, они от тока моментально греются и плавятся.
Часть расплавленного материала вылетает наружу, благодаря этому происходит очищение деталей. В процессе непрерывного сближения и оплавления других маленьких выступов-перемычек, получается расплавленный слой металла. После оплавления заготовок по всему стыку, происходит сжатие с большим усилием.
Схема ниже поможет лучше понять суть технологии.
Стыковая сварка прерывистым оплавлением используется для сваривания деталей с большой площадью сечения. Процесс происходит так: электрический ток поступает всегда, а изделия с малым усилием сжимаются и размыкаются. При смыкании и размыкании от притока тока происходит оплавление поверхностей. При появлении жидкого металла, происходит сжатие с усилием, при котором расплавленный металл вытекает из стыка и получается сварной шов.
Технология востребована для соединения:
- трубопроводов;
- арматуры;
- рельсов;
- автомобильных дисков;
- звеньев цепей и т. д…
Видео: машина 130 (метод оплавления) для ленточных пил.
P.S. Итак, стальные заготовки сближают, разогревают током и сжимают, при необходимости шлифуют.
Машины и аппараты для пластиковых труб
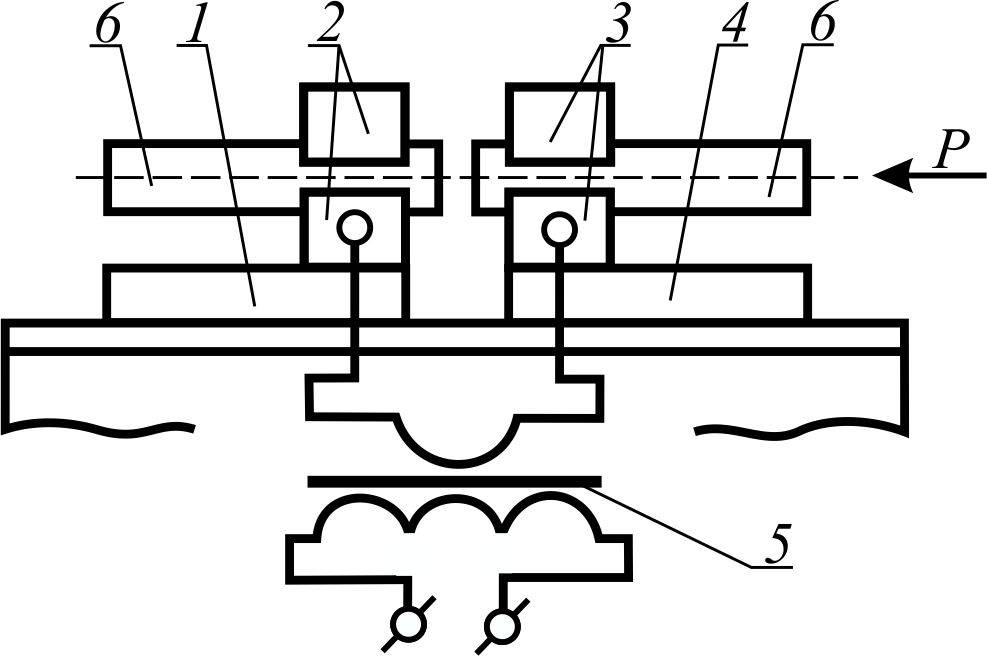
Стыковой сварочный аппарат — центрирует, торцует, плавит и сжимает кромки свариваемых изделий. Рассмотрим подробнее, как работают подобные агрегаты!
Технология сварки полимерных материалов:
- установка заготовок в удерживающее приспособление;
- центровка деталей и обрезка торцов;
- вставка нагревательного элемента между торцами;
- удаление нагревателя и стыковка (сжатие) деталей.

Устройство аппаратов контактной стыковой сварки труб:
- центратор со шкалой перемещения, с механическим или гидравлическим приводом;
- торцеватель для подгонки торцов;
- нагревательный элемент для полимерных материалов;
- блок управления.
Видео: инструкция по использованию аппаратов стыковой сварки полиэтиленовых труб Turan Makina.
Типы машин для ПНД труб
Сварочные аппараты для стыковой сварки труб подразделяются на несколько видов.
1. Ручные сварочные зеркала. Основа аппарата — это нагревательный элемент (зеркало). Весь процесс выполняется вручную: прижимание и удержание деталей.
 Нагревательный элемент Dedalo 280 (сварочное зеркало)
Нагревательный элемент Dedalo 280 (сварочное зеркало)
Плюсы. Малые габариты, небольшой вес, доступная цена.
2. Более массивный стыковой сварочный аппарат для пнд труб имеет большую оснащенность. В виде:
- станины с центратором и фиксаторами;
- торцевателя;
- нагревательного элемента;
- механического или гидравлического привода.
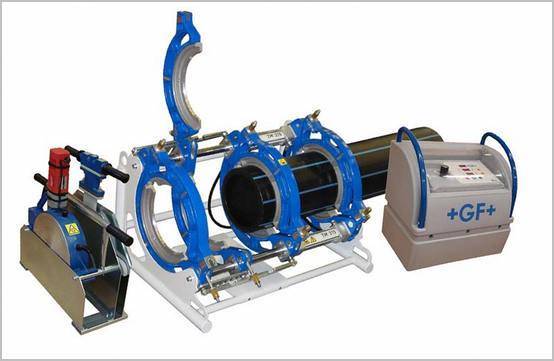 Аппараты серии TOP
Аппараты серии TOP
Так как механический привод работает от мышечной силы сварщика, то аппаратом рекомендуется сваривать трубы диаметром до 150 мм. Гидравлический привод используется для труб всех диаметров.
Также, машина стыковой сварки труб может иметь разные блоки регулировки и контроля за температурой нагрева, и давления сжатия при сварке полиэтилена.
P.S. Металлические и пластиковые трубы свариваются встык специальными аппаратами (машинами) ручными или автоматическими. Сварной шов по герметичности превосходит другие виды соединений.


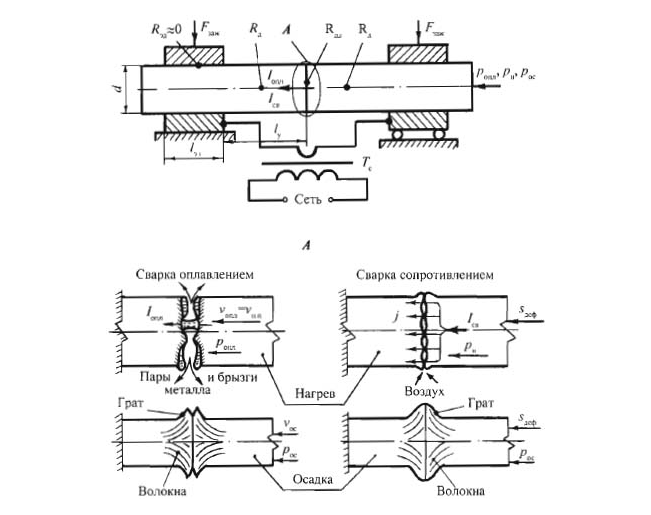
Сущность процесса контактной стыковой сварки
Главными процессами при стыковой сварке являются нагрев и пластическая деформация свариваемых кромок. Благодаря этим процессам происходит удаление оксидных плёнок, образование физического контакта и формирование соединения с требуемыми механическими свойствами.
Нагрев свариваемого металла
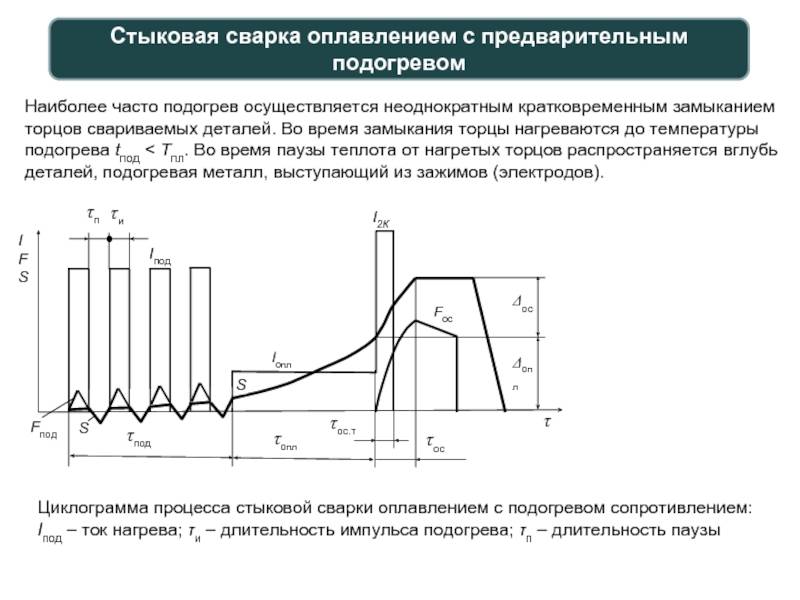
Нагрев осуществляют с целью достичь заданной температуры в месте стыка и прогреть зону термического влияния на определённую глубину для достижения требуемой степени на стадии осадка. При сварке сопротивлением основная доля тепловой энергии, порядка 85-90% расходуется на сопротивление деталей, тепловое поле получается равномерным. В случае применения длительных импульсов тока прогрев околошовной зоны увеличивается.
При стыковой сварке оплавлением температурное поле определяется уровнем сопротивления перемычек, который зависит от их количества и размеров. Поэтому тепловое поле получается неравномерным по длине деталей, а в некоторых случаях и по сечению.
Одним из важных параметров режима сварки является скорость оплавления. В большинстве случаев скорость оплавления увеличивают в процессе сварки для того, чтобы процесс протекал более устойчиво. При сварке сечений с площадью до 100 см2 рекомендуется выполнять предварительный подогрев деталей. Это способствует более равномерному нагреву кромок и ускоряет начало оплавления кромок.
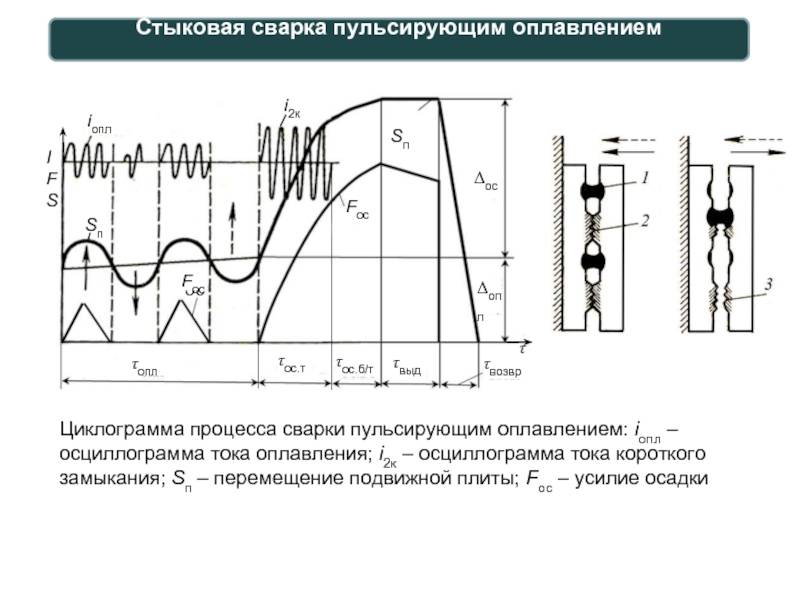
Сварку больших сечений рекомендуется сваривать с программным регулированием тока и скорости оплавления или применять импульсное оплавление. При импульсном наплавлении на основное поступательное движение плиты машины накладываются определённые колебания с частотой 3-45 Гц и амплитудой 0,1-0,8 мм. Под воздействием этих колебаний зазор между деталями периодически изменяется, а температура в зоне термического влияния повышается на 10-15%. При этом время оплавления и расход электроэнергии уменьшается в 3-4 раза.
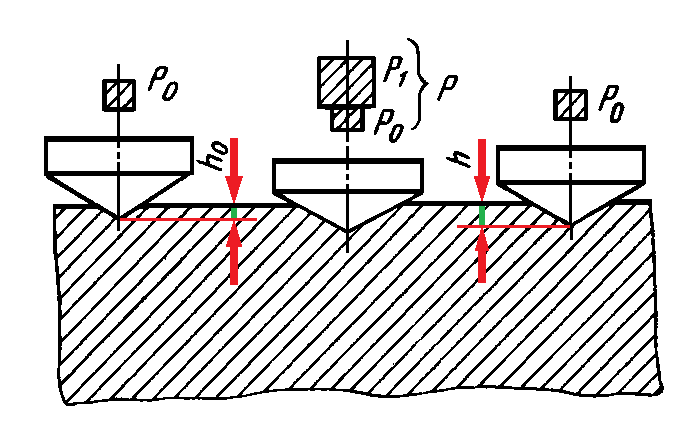
Пластическая деформация металла
Целью этой операции является создание электрического контакта на начальном этапе. Деформация обеспечивается под воздействием давления 5-10 МПа при контактной стыковой сварке сопротивлением и около 1 кПа при сварке оплавлением. Также в процессе этой операции происходит удаление оксидных плёнок и формируется физический контакт на достаточно большой плоскости на стадии за счёт движения тонких слоёв расплавленного металла вдоль стыка. При этом в центре соединения напряжённое состояние близко к всестороннему сжатию, а ближе к поверхности, наоборот, действуют растягивающие напряжения.
Технологические возможности стыковой контактной сварки
Стыковая контактная сварка позволяет сваривать между собой все известные конструкционные металлы как однородные, так и разнородные. Диапазон соединяемых сечений составляет от 1 мм2 до 20 дм2. Также соединяемые детали могут быть различного сортамента: проволока, полосы, различные профили и др.
При контактной стыковой сварке сопротивлением сечение деталей ограничено 500 мм2 для сталей, 200 мм2 для сварки алюминия и сварки меди.
Наибольшее распространение на практике получила стыковая сварка оплавлением. Непрерывным оплавлением можно сваривать детали компактного сечения (прутки до 10 см2 и т.п.) из малоуглеродистой стали и несколько большего сечения листовые детали и трубы. Сварка оплавлением с подогревом применяется для деталей сечением 5-100см2, для больших деталей рекомендуется сварка оплавлением с программным управлением током и скоростью перемещения зажимов, а импульсное оплавление позволяет сваривать детали из стали сечением до 20 дм2 или из алюминия сечением до 2,2 дм2.
Механические свойства сварных соединений, полученных при помощи контактной стыковой сварки оплавлением, сопоставимы с механическими свойствами основного металла.
Правила работы
При соединении труб методом стыковой сварки необходимо соблюдать следующий порядок производства работ:
- Подготовить трубы и зачистить кромки.
- Разложить элементы на сборочном оборудовании.
- Центрировать и придать взаимное расположение деталям для обеспечения нужной длины зазора.
- Приступить к процессу сварки стыка.
Необходимо начинать сварочные работы сразу после прихватывания. Если труба сделана из низколегированной перлитной стали, стыковая сварка должна производиться не позже, чем через 4 часа после выполнения прихваток.
Для автоматической сварки под флюсом необходимо не меньше 50 миллиметров, для механизированной и ручной – не меньше 15 миллиметров. Предварительно производится очистка от остаточных фрагментов плавленого металла и окалин и проверка на прожоги и трещины.
Нормативы контактной сварки
Для такого сложного процесса, как стыковая сварка, требуется абсолютное знание и соблюдение правил и требований.

Процесс контактной сварки
Нормы, согласно которым ведётся соединение труб, определяются по СНиП 2.04.08-87:
- Установка предполагает сдвиг крайних кромок трубопроводов. Для верного расчёта этого показателя используется формула: 0,15S + 0,5 мм, где под S имеют виду толщину стенок трубы.
- Контактная сварка электродами и флюсом регламентируется ГОСТ 16037-80. При неудовлетворительном состоянии швов работу необходимо переделать.
- Соединение кромки труб разрешается только с фасками не более 5 мм.
- При минусовой температуре сборка и ремонт трубопроводов запрещён.Но при возникновении острой необходимости необходимо подогревать монтажные материалы.
- На толщине стенок от 6 мм ручная сварка встык производится двойным швом. Для меньших размеров допускается один слой.
- Временные нормы проведения сварки пластиковых и металлических трубопроводов исходят из материала трубы. Значительную роль играет и мощность инвертора, которым совершается обработка.
Методы стыковой сварки
Стоит учитывать, что выделяют несколько различных методов стыковой сварки. Наибольшее распространение получили:
- Сварка оплавлением.
- Метод сопротивления.
Все технологии характеризуются своими определенными особенностями, которые нужно учитывать.
Стыковая сварка методом сопротивления
Распространенная стыковая сварка сопротивлением характеризуется довольно большим количеством особенностей. Они следующие:
- Заготовки исключительно прижимают специальными губками к электродами. За счет этого обеспечивается быстрое прохождение тока через обрабатываемые материалы.
- Применение специальных губок позволяет исключить вероятность проскальзывания деталей между используемыми электродами, через которые подается напряжение на обрабатываемые поверхности.
- Следующий шаг заключается в подаче электрического тока. За счет этого происходит нагрев металла в обрабатываемой зоне.
- После этого прикладывается осадок, за счет которого уменьшается наплав. Следующий шаг заключается в подаче сильного тока для максимального нагрева поверхности.
При электрическом сопротивлении можно провести обработку деталей с небольшим сечением. Максимальный показатель толщины поперечного сечения составляет 40 миллиметров. При этом формируется прочное соединение в стыке без расплавления металла.
Стыковая сварка методом оплавления
Рассматриваемая технология также получила широкое распространение. Для нагрева торцов деталей применяется специальное оборудование, которое позволяет получить качественный шов. Среди особенностей контактной сварки можно отметить следующие моменты:
- Соединяемые элементы подводятся на небольшой скорости друг к другу.
- На протяжении всего процесса напряжение остается неизменным.
- За счет равномерной подачи соединяемых элементом происходит выравнивание всех микронеровностей.
- Происходит оплавление поверхности для обеспечения максимальной площади контакта.
- Нет необходимости в проведении тщательной подготовки поверхности.
Сварка методом оплавления
Воздействие высокой температуры приводит к появлению качественного соединения, которое характеризуется прочностью и надежностью.
Сварка сопротивлением
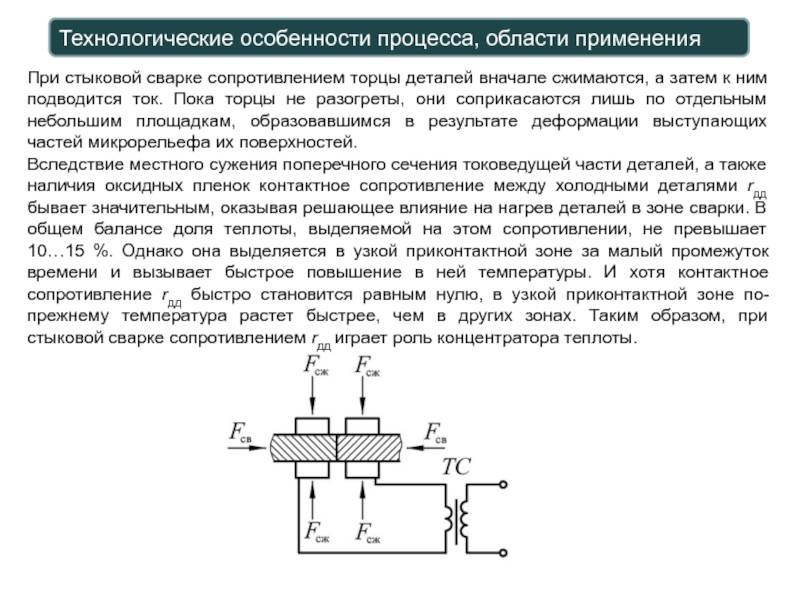
Этот способ несколько отличается от других, его называют «электротермодеформационным». Сварка сопротивлением выполняется без плавления основания — в этом ее отличие и уникальность. Металл при контактно-стыковой сварке таким методом поддается сильной деформации на пластичность. Основа контактно стыковой сварки заключается в следующем: стержни для сварки оснащаются подключенным электротоком. При соприкосновении образуется замкнутая электроцепь. В зоне контакта происходит высокое сопротивление, в связи с этим выделяется небольшое количество тепла. Далее разогретые стержни прижимаются давлением друг к другу, затем подача электротока прекращается.
Cхема стыковой контактной сварки сопротивлением
Разогретые стержни постепенно отвердевают, в связи с этим технология и получила название сварки сопротивлением. Стоит сказать, что для распределенного повышения температуры материала и последующего использования стыковой сварки сопротивлением поверхность свариваемых деталей нуждаются в тщательной обработке. По существу детали очень сильно сцепляются, поэтому никаких мельчайших инородных тел на стыкуемой поверхности быть не должно. Через детали при очень плотном стыке дается сильный ток, при нагревании они переходят в пластичную форму, далее детали сжимаются с увеличивающимся нажатием до получения сцепления в твердом физсостоянии.
Контактная стыковая сварка сопротивлением подразумевает зачистку области механич. способом. Для прочих вариантов контактной стыковой сварки эта подготовка не нужна. Высокой квалификации и большого профессионализма сварка сопротивлением не предусматривает. Этот вид контактной сварки довольно востребован, он применяется в разных сферах производства, строительства. Применяется для площадей сечением от 1 до 20 квадратных мм. Ограничения касаются только алюминиевых (сечение до 500 кв. мм), медных (сечение до 200 кв. мм)./p>
Очень часто сварка сопротивлением используется для сварки труб, проволоки. Для контактной сварки сопротивлением может использоваться и сталь, однако низкоуглеродистая.
По мнению экспертов, с помощью контактной сварки сопротивлением можно сваривать металлы разных свойств, для примера, алюминий и чугун, медь и сталь. Можно встретить и критические замечания по поводу соединения. Оптимальный результат при сварке сопротивлением получается при использовании малоуглеродистых и низколегированных материалов, легких сплавов из металла.
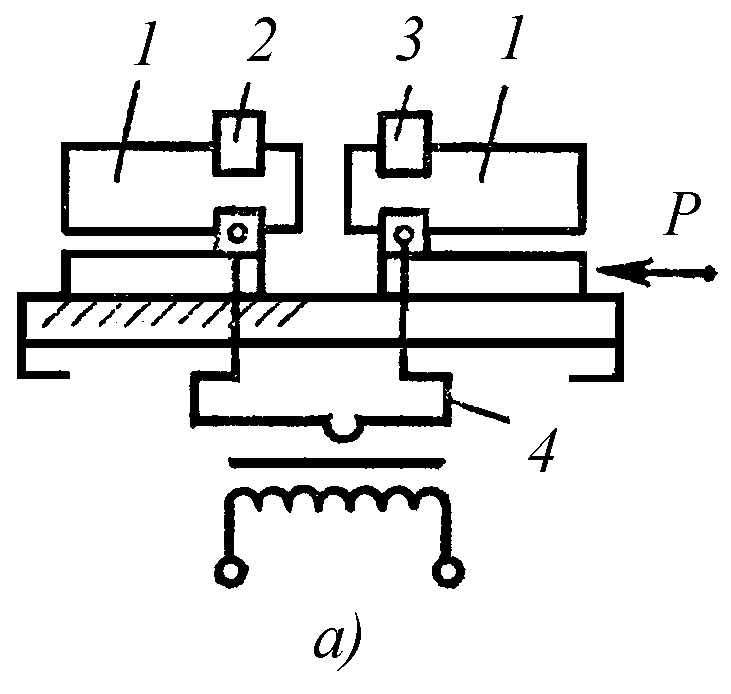
Технология стыковой электросварки металлов
С позиции технологического процесса, стыковая сварка считается одной из разновидностей контактной технологии. Сварочное оборудование для проведения работ имеет следующие характерные признаки:

- использование мощного трансформатора;
- подвижный электрод, который обеспечивает подачу энергии;
- неподвижный электрод для передачи сварочного тока;
- гидравлический или механический регулируемый привод, осуществляющий давление на соединяемые детали;
- аппараты высокой и средней автоматизации оборудованы электронным блоком контроля и управления.
При использовании сварочного оборудования с ручным управлением, оператор осуществляет визуальный контроль процесса. Это сказывается на конечном результате, ведь аппараты высокой автоматизации управляют операциями на всех стадиях, вплоть до удаления нагревательного элемента.
Возможны незначительные изменения конструкции, в зависимости от сферы использования. Технологический процесс также имеет свои особенности:
- Сварка не требует большого количества тока – специальные расходные материалы отвечают за стабильность дуги. Трансформатор генерирует напряжение до 10 В.
- Высокая эффективность. Тепловое воздействие оказывается непосредственно на место сварки, что значительно снижает затраты энергоресурсов.
О плюсах и минусах стыковой сварки
Описываемая технология обладает множеством преимуществ:
- не приходится предварительно подготавливать обрабатываемые кромки (речь идет об очистке, термообработке);
- ровные, качественные соединения могут прослужить несколько десятилетий (не в последнюю очередь за счет сохранения высокой химической однородности металла);
- простота выполнения (обеспечивается возможностью полного автоматизирования процесса);
- экономия электроэнергии;
- быстрое создание швов (не больше 2-40 секунд);
- возможность соединять разнородные материалы, например, металл с пластиком.
Стыковая сварка подходит для работы с пластиковыми трубами. При этом используют специальное оборудование с контактным нагревателем, поскольку пластик не пропускает ток. Для равномерного разогрева поверхности используют насадку, повторяющую форму трубы.


Очередным важным преимуществом стыковой сварки можно назвать отсутствие разрушенной оксидной пленки на швах в случае сваривания металлов, склонных к коррозии.

Недостатки сварки встык не многочисленны и сводятся к следующему:
- сложность, дороговизна оборудования;
- большая потеря металла на вытеснение и/или разбрызгивание (данный фактор отображается на суммарной длине свариваемого изделия);
- параметры изделий, которые необходимо соединить, должны точно отвечать существующим требованиям.
Что собой представляет стыковая сварка методом сопротивления
В отличие от предыдущего метода в данном случае прижатие изделий к электродам осуществляется с помощью губок. Они отвечают за получение хорошего контакта, отлично удерживая изделия, помогая избежать их скольжения.
Когда элементы прижимаются друг к другу с помощью усилия, выполняется подача тока. Он постепенно разогревает структуру металла, до наступления стадии его пластичности. Оказываемое при этом сильное воздействие заставляет расплавленные изделия соединиться между собой. Как и в предыдущем способе, излишки металлической массы вытекают вместе с содержащейся в них оксидной пленкой. Во избежание сильного наплава прикладывают осадок, а затем снова подают ток максимальной силы.
Главной особенностью сварки сопротивлением является оказание постоянного давления в процессе, до того момента, пока металлическая поверхность полностью не застынет. Только в таком случае удастся получить ровный шов без дефектов и изъянов.
Стыковая сварка сопротивлением может пройти успешно лишь в случае предварительной подготовки свариваемых поверхностей
При этом важно учитывать, что швы, полученные в ходе применения данного способа менее устойчивы перед окислением. Применяют сварку сопротивлением только для соединения элементов с небольшим сечением (толщина поперечного сечения не должна превышать 40 мм)
Машины и аппараты
Машина стыковой сварки, как показывает практика, используется чаще всего для соединения полиэтиленовых и иных труб, выполненных из полимерного материала.
Аппарат стыковой сварки полиэтиленовых труб свою высокую популярность приобрел из-за безопасности, надежности, возможности работы с трубами различного размера.
А еще сварка стыковых швов, таким образом, легко удовлетворит даже самые высокие запросы к качеству.
Видео:
Сварочные машины для стыковой сварки труб активно используются при прокладке газо и водопроводов.
Ручная и полуавтоматическая машина стыковой контактной сварки подходит для монтажа трубопроводов среднего и низкого давления.
Виды стыковой сварки
Сварка пластин и других металлических изделий встык может проводиться несколькими способами – оплавлением и сопротивлением. Каждый метод имеет характерные особенности и нюансы, которые обязательно нужно соблюдать при проведении сварочных работ.
Сварка оплавлением
Стыковая сварка оплавлением является популярной технологией, которую используют в разных сферах промышленности. Ее суть состоит в том, что определенный объем напряжения, который подается на область обмоток трансформатора, прекращается, как только два свариваемых изделия соприкоснутся. Если говорить простыми словами, напряжение повышается и в момент наивысшей точки сразу же прекращается его подача. Но при этом сохраняется достаточный объем тепловой энергии для расплавления металлической основы.
На поверхности стыков двух изделий имеются небольшие неровности, именно они обеспечивают хороший контакт между изделиями. Но все же если вы хотите получить отличный результат, то лучше торцевые части сдавить и полностью их выровнять. Это улучшит площадь соприкосновения. Данные условия обеспечат быстрое разогревание и расплавление металла, он в прямом смысле закипит всего за несколько секунд.
Сварка оплавлением характеризуется тем, что при ее проведении могут появляться дополнительные неровности, в которых могут концентрироваться паровые смеси от расплавленных металлов. Но данные пары приносят пользу сварочному процессу, они оказывают защитное воздействие, а именно защищают сварочную зону от негативного воздействия кислорода.
Важно! Контактная стыковая сварка оплавлением проводится с использованием усилия или давления. Его прикладывать необходимо тогда, когда стыки свариваемых изделий уже немного расплавились
В момент, когда происходит сжатие двух изделий, лишний жидкий металл выходит за пределы. Как раз в это время происходит соединение двух элементов. В результате получается прочный и качественный шов, При его осмотре практически не обнаруживается видимых и скрытых дефектов. Дело в том, что продукты разложения, оксидная пленка удаляются вместе с излишками расплавленной металлической массы.
Контактная сварка оплавлением не требует предварительно подготовки и особой обработки металлических поверхностей. Для проведения не нужно подготавливать торцевые части изделий, это существенно экономит время. Если необходимо сварить элементы, которые имеют разное сечение, то заранее можно сделать противоположные скосы. Это намного улучшит контакт между заготовками, увеличит их площадь соприкосновения.
Сварка сопротивлением
Стыковая сварка сопротивлением существенно отличается от сварочного процесса оплавлением. Во время проведения этой технологии изделия прижимаются губками к поверхности электродов. Именно это позволяет получить хороший контакт, а губки отлично удерживают элементы, предотвращают их скольжение.
Затем элементы с усилием прижимают друг к другу, и после подается электрический ток. Именно он начинает постепенно разогревать металлическую структуру. Разогревание металла должно проводиться до той степени, когда он приобретает пластичные свойства. Под сильным давлением изделия соединяются друг с другом. Лишняя расплавленная металлическая масса выходит, вместе с ней удаляется оксидная пленка.
Обратите внимание! Сварка сопротивлением проводится с постоянным давлением, его подача не должна прекращаться пока металлическая структура полностью не остынет и не образуется прочное соединение. Если соблюдать все правила и принципы, то шов выйдет ровным, без изъянов, дефектов с хорошей износостойкостью
Контактная стыковая сварка сопротивлением машины и других изделий требует предварительно подготовки и обработки свариваемых изделий. Их необходимо хорошо зачистить. Кроме этого стоит учитывать, что детали, которые сваренные при помощи сварочного процесса сопротивлением имеют меньшую устойчивость к окислению, поэтому этот метод редко применяется. Также сварка подходит только для деталей с небольшим сечением.
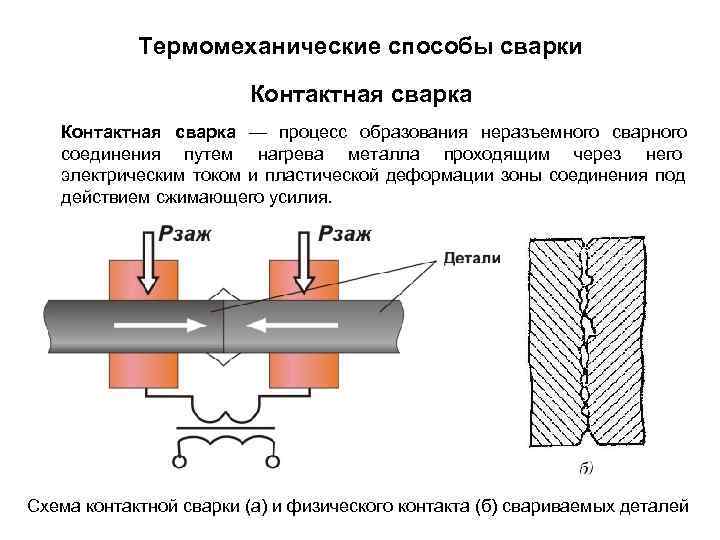
Технология контактной сварки
Технология контактной сварки подразумевает нагрев металлических поверхностей до температуры плавления металла за счет тепла, образующегося в процессе прохождении мощного электрического тока от одной детали к другой сквозь точку их контакта.
В то же время, соединяемые детали сжимаются друг с другом, что приводит к взаимному проникновению и сплавлению нагретых участков металла. В итоге, создается ядро сварной точки в форме чечевицы, имеющие диаметр 4-12 мм.
Особенности точечной контактной сварки инвертором заключаются в:
- незначительной продолжительности сваривания: 0,1-2 секунды;
- мощном сварном токе: более 1000А;
- низком напряжении в сварочной цепи: 1-10В, обычно 2-3В;
- значительном усилии сжимающего места соединения: 20-200 кг;
- небольшой зоне расплавления.
На заметку! Изделия из низкоуглеродистой стали могут свариваться без расплавления ядра, но такие соединения не будут надежными, поэтому данный вид сварочных работ применяется крайне редко.
Согласно общей классификации, технологию контактной сварки относят к классу термомеханических процессов.
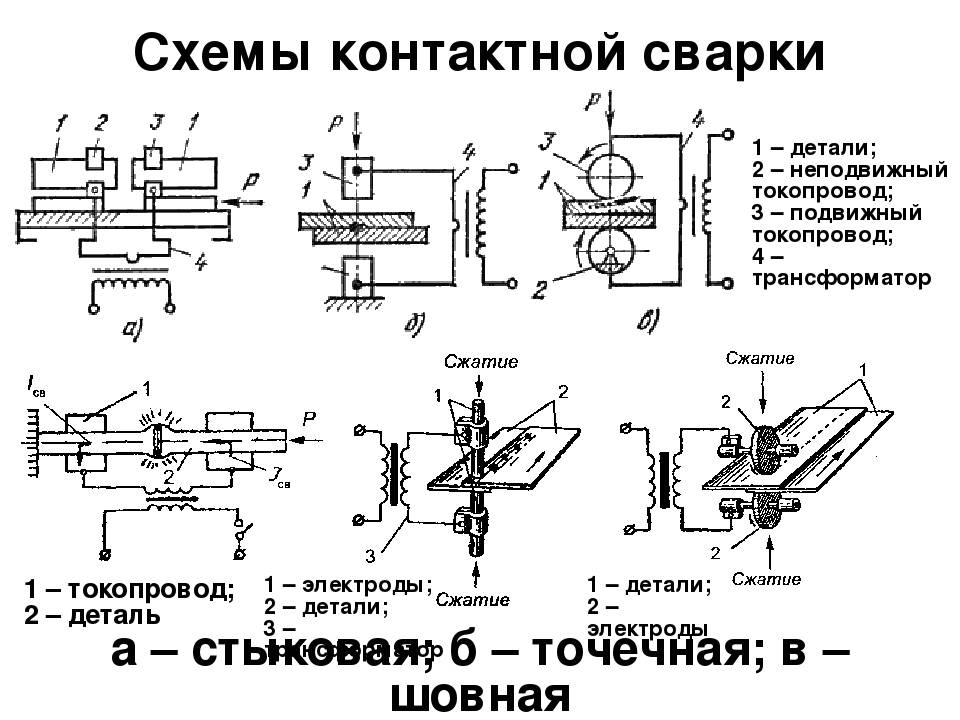
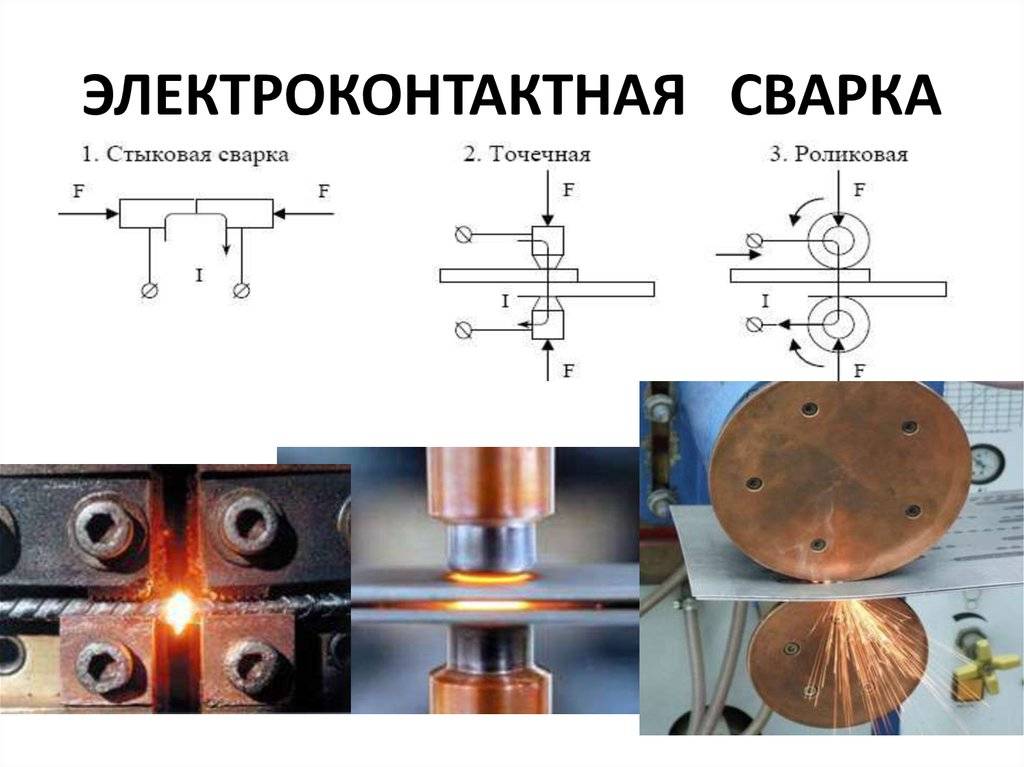
Разновидности контактной сварки.
Все операции в процессе работы можно разделить на несколько последовательных этапов:
- детали из металла совмещают в нужном положении, размещают между парой электродов и крепко сжимают друг к другу;
- детали нагревают с помощью электрического тока, приводящего их в состояние актуальной пластичности, деформируют, добиваясь плотного соединения металлических кромок.
В условиях промышленного предприятия частота сваривания достигает сварных 600 точек в минуту, самодельная сварка точечным методом в домашних условиях осуществляется медленнее.
При осуществлении точечной сварки своими силами в домашней мастерской важно придерживаться постоянства следующих параметров:
- скорости перемещения сварочных электродов;
- уровня величины давления на детали до достижения полной контактности свариваемых деталей.
Не менее важно соблюдать технику безопасности при выполнении сварочных работ точечным методом:
- все электрические и соединительные провода должны быть надежно изолированы;
- сварщик обязательно должен носить специальные защитные рукавицы, предохраняющие руки от возможных ожогов;
- лицо мастера должно быть защищено от попадания искр или брызг металла при помощи маски;
- сварные работы должны проводиться на площади без легковоспламеняющихся либо огнеопасных предметов, материалов, расположенных поблизости;
- если в помещении присутствуют деревянные полы, их стоит защитить от риска возгорания при помощи изоляционного материала в рулонах;
- стоит подготовить средства для тушения возгораний перед началом сварки своими силами, дабы при возгорании максимально быстро устранить проблему;
- комнату, где проводится работа, потребуется хорошенько проветривать время от времени во избежание отравления мастера вредными газами, выделяемыми в процессе проведения операции.

Аппараты контактной точечной сварки
Оборудование принято делить на три типа:
- Неподвижное;
- Передвижное;
- Подвешенное, либо универсальное.
Разделяются сварки в зависимости от рода тока (конденсаторные и трансформаторные). За способом сварки бывают точечными, шовными стыковыми и рельефными.
Аппарат контактной точечной сварки составлен из трех частей:
- Электросистема;
- Механическая часть;
- Водяное охлаждение.
Электрическая часть отвечает за расплавление деталей, контролирует рабочие циклы и перерывы, а также сохраняет текущие параметры. Механическая часть — пневматическая или гидравлическая система, дополнена приводами. Если присутствует исключительно привод сжатия, то перед вами точечная модель, в шовных есть ролики, а в стыковых — система сжатия и осадки. В состав водного охлаждения входит первичный и вторичный контур, разводящие штуцеры, шланги, вентили и реле.
Электроды используются не только для замыкания электрического контура, но и отводят тепло от сварных соединений, для передачи механической нагрузки, в отдельных случаях помогают передвигать заготовки.
Размеры и форма электродов подбирается в зависимости от свариваемых материалов и вида применяемого оборудования. Они должны выдерживать температуры более 600 градусов Цельсия при давлении 5 кг/2 мм2. Именно поэтому главным компонентом выступает бронза и различными добавками.
Сварочные соединения должны поддаваться тщательному контролю для предотвращения дефектов. Допустимы все способы неразрушающего контроля, среди которых первое место отводится первичному осмотру. Но прижатие элементов не позволяет проводить полноценный осмотр, потому продукцию отбирают и проводят разрезы вдоль швов для выявления неточностей. Если дефект обнаружен, партия отправляется на переработку, а сам аппарат поддается калибровке.
Стыковая сварка пластиковых труб
Сварка полипропиленовых труб встык позволяет прочно пластиковые изделия с разным диаметром и размером. Данная технология имеет отличия от сваривания металлических изделий, это связано с тем, что пластиковый материал не способен пропускать через себя электрический ток. Именно по этой причине торцевые части нагреваются специальными нагревательными элементами.

Стыковая сварка труб из пластика имеет несколько важных особенностей:
- при проведении работ стоит учитывать, что пластиковый материал не способен пропускать ток. По этой причине рекомендуется применять специальные приборы с контактным нагревательным элементом;
- соединяемые изделия сильно прижимаются друг к другу. По этой причине размер диаметра труб должен точно соответствовать;
- для равномерного прогревания поверхности обязательно должна использоваться насадка. Этот элемент должен повторять диаметр и форму трубы;
- при воздействии тепла насадка слегка сжимается. Под давлением образуется качественное и прочное соединение.
Небольшие ПВХ-трубы с диаметром не больше 10 см можно сваривать в домашних условиях. Для этих целей может применяться старый электроутюг. Однако для работ необходим опыт и наличие определенных навыков. Также специалисты указывают, что для получения качественного и прочного шва стоит использовать специальное сварное оборудование для стыковой сварочной технологии.