

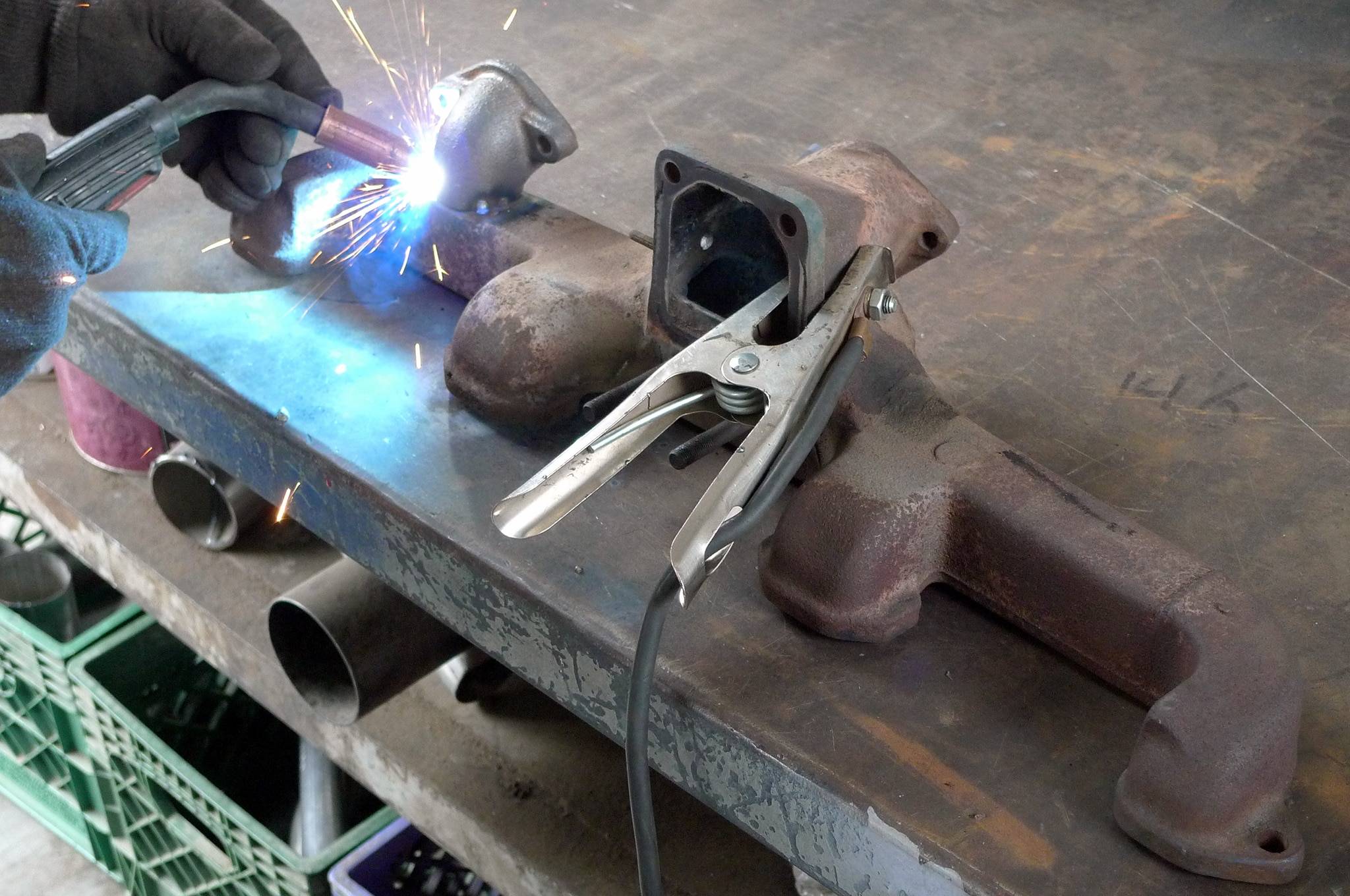
Электродуговая сварка чугуна электродом в домашних условиях
Чугун относится к металлам и сплавам, технологическая свариваемость которых низкая. Перед началом подобных работ, следует знать о некоторых сложностях, сопровождающих сварку этого материала:
- Возможность появления непроваренных участков. Причины явления – наличие тугоплавких окислов в массе сварочной ванны. Они образуются за счет окисления компонентов, входящих в состав сплава. Температура плавления окислов настолько высока – что дуга может их не расплавить, и они образуют пленку между основным материалом и расплавом. Удалить их механически невозможно;
- Моментальное охлаждение сплава в районе шва. Вокруг обрабатываемой области образуются твердые зоны с выделением, так называемого, цементита. Эти участки имеют характерный белесый цвет и тяжело подвергаются обработке после сварочных работ. Самая распространенная проблема при сварке чугуна;
- Высокая вероятность вытекания расплава из шовной зоны. Чугун относится к жидкотекучим сплавам. Поэтому при высокой температуре дуги, ванна с расплавом может банально расплескаться или вытечь;
- Растрескивание шва. При неравномерном охлаждении в полости шва и околошовной зоне, металл сильно стягивается к холодным участкам. Это приводит к появлению разрывов и продольных трещин. Причем дефекты могут распространиться и на нетронутую сваркой поверхность;
- Пористость соединения. При сварке чугуна выделяется большое количество газа. Поэтому расплав в полости ванны насыщен пузырьками. Если не выдержать баланс в скорости охлаждения – шов получается пористым, как пенобетон. Это снижает прочность и приводит к всасыванию влаги.
Тем не менее, многие сварщики любители с успехом варят чугунные трубы, и даже блоки цилиндров, без использования сложной технологической оснастки.
Практические советы при самостоятельной сварке чугунных сплавов:
- Поверхность сварки должна быть тщательно зачищена. В материале и так есть чему окисляться, поэтому необходимо убрать оксидную пленку хотя бы с поверхности;
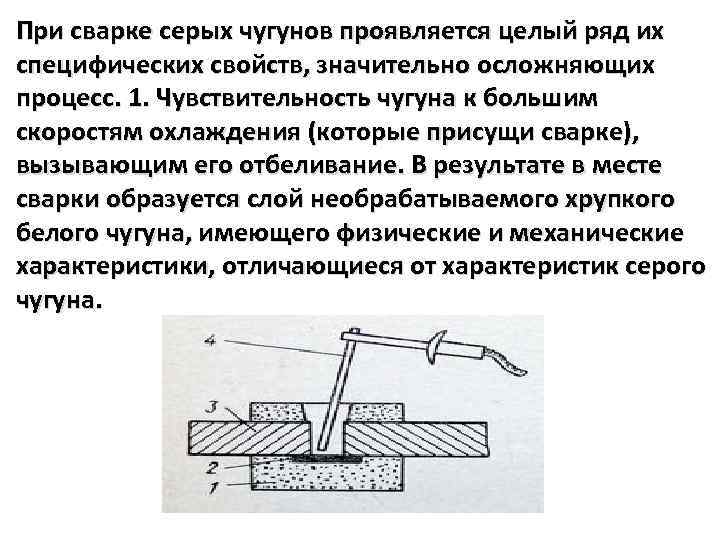
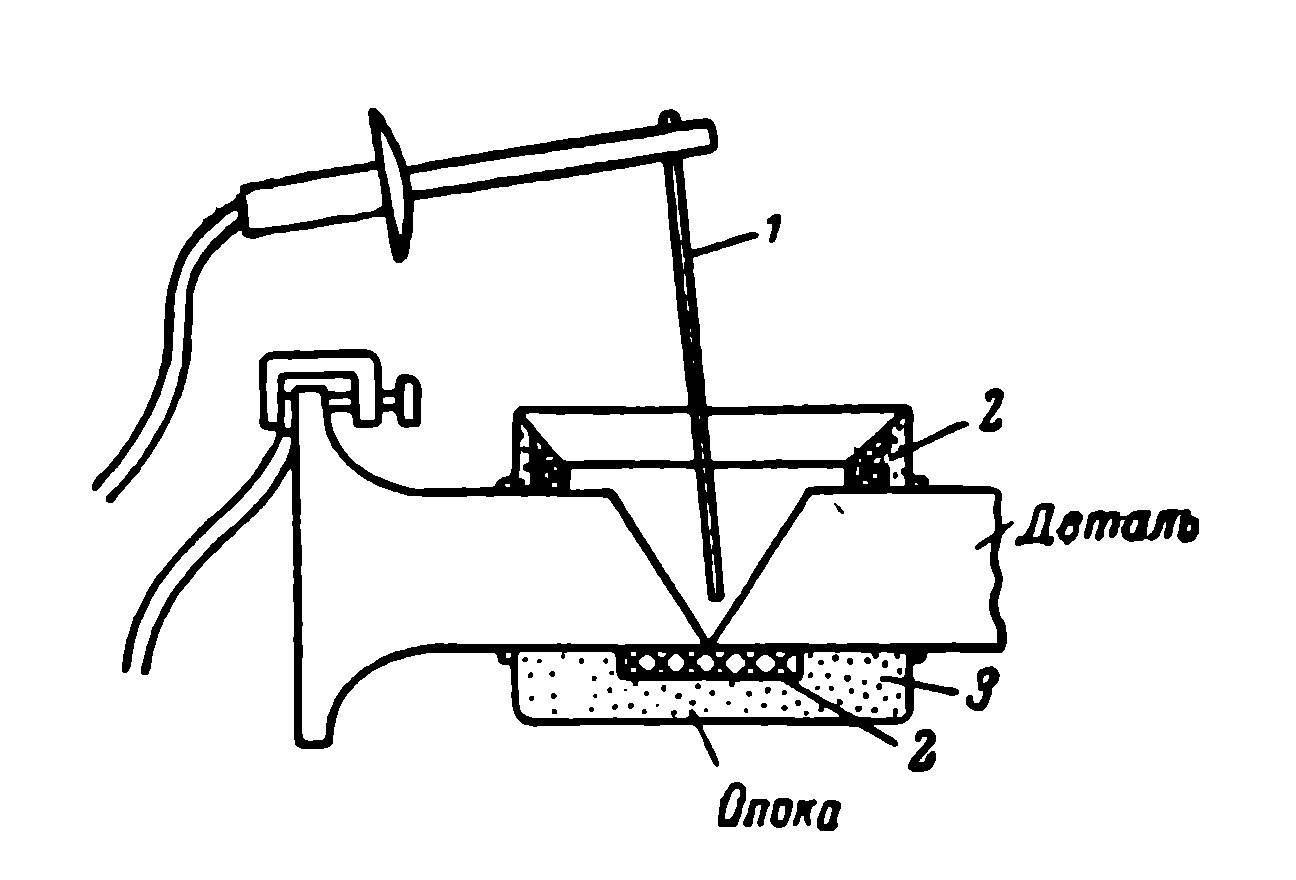
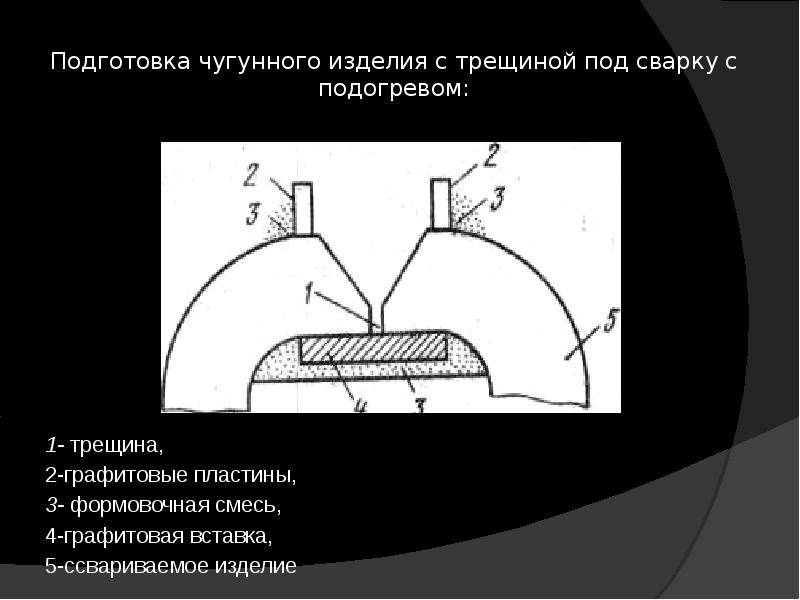
- Кромка должна быть отшлифована. При наличии трещин, неровностей, и прочих дефектов – расплавленная масса может просто вытечь из шва. Для предотвращения растекания расплава, применяются специальные формы с графитовыми вставками;
- Форму можно приготовить с помощью песка, только в непосредственном контакте с местом сварки желательно проложить графитовую вставку. Приспособление можно сделать в опоке из огнеупорного кирпича. В этом случае не произойдет вытекание расплава через трещину или отверстие;
- Прогрев заготовки. Это самый сложный момент. Температура плавления чугуна относительно мала, 1200° – 1250° С. Поэтому температура предварительного нагрева не должна превышать 500° – 700° С. При этом надо равномерно прогреть как место соединения, так и пространство вокруг него. Это предотвратит растрескивание металла в зоне сварки. В промышленных условиях прогрев производится в специальных тиглях. Дома или в гараже можно воспользоваться газовой горелкой. Работы лучше выполнять с напарником. Один греет место сварки, второй работает с аппаратом;
- Медленное охлаждение заготовки. После окончания сварочных работ, деталь следует засыпать песком (обязательно сухим!) или мелким древесным углем. Чем медленнее будет остывать заготовка – тем меньше вероятность появления трещин и выделения цементита.
ВАЖНО! Для предотвращения термического воздействия на руки, следует пользоваться специальными рукавицами с повышенной теплозащитой и применять держатель с отражающим щитком. Полноценная горячая сварка с прогревом до 600° С в домашних условиях маловероятна (хотя и возможна), поэтому можно ограничиться полугорячим способом. Деталь прогревается до температуры 300° – 400° С
такой способ применяется для ремонта несущих конструкций или соединения ответственных деталей
Деталь прогревается до температуры 300° – 400° С. такой способ применяется для ремонта несущих конструкций или соединения ответственных деталей.
Популярное: Сварочный трансформатор своими руками – ничего сложного!
В остальных случаях можно ограничиться холодной сваркой. При соединении заготовок или проведении наплавки, швы укладываются последовательно, слой за слоем. Снизу изделие можно охлаждать водой.
Разработаны специальные электроды, которыми можно варить чугун без предварительного прогрева. Этим же электродом можно качественно приварить сталь к чугуну. В этом видео подробно о таком электроде.
Однако соблюдения одних лишь правил и технологии для сварки чугуна недостаточно. Необходимо использовать соответствующие расходные материалы.
Процесс сварки
В предыдущем пункте мы разобрали предварительную подготовку, а перед началом сваривания нужно рассмотреть основные технологичные моменты:
- Полярность подключения – обратная;
- Мощность сварочного аппарата – минимальная, для данной толщины электрода;
- Длина одного непрерывного сварочного шва не должна превышать 30 – 50 мм;
- Нужно исключить перегрев металла, за счет частых перерывов;
- Первый и последний слой многослойных проковываются молотком с минимальным усилием.
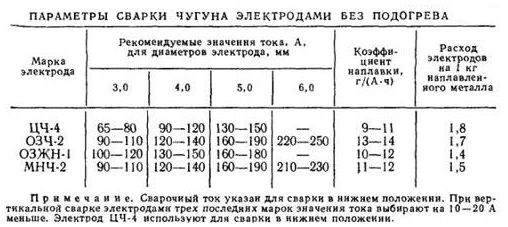
Определиться с режимом сварки поможет приведенная ниже таблица:
Основные предварительные моменты мы рассмотрели, остался основной вопрос: «Как варить чугун электросваркой?». Здесь есть два способа: по шпилькам или послойно. Давайте разберем отдельно каждый из вариантов.
Сварка чугуна инвертором по шпилькам
После установки шпилек можно начинать наваривать шов. Вокруг каждой шпильки слой за слоем кладется металл, который и формирует заплатку. Не допустить нагрева свыше 80 градусов можно если выполнять работу в шахматном порядке или поочередно в противоположных концах. Завершающим моментом при таким виде сварки является соединительный шов, который соединяет наваренный металл между шпильками.
Многослойная сварка
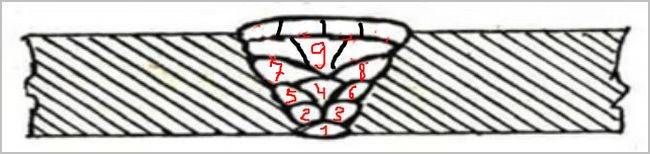
Для начала нужно убедиться в правильности создания фасок. Затем специальным электродом, с соблюдением температурного режима начинаем наплавлять первый слой. Он является основным и задаст успех дальнейшей работы. Каждый слой, еще на горячую, нужно проковывать молотком. Если есть доступ к обратной стороне детали, то после первого слоя с одной стороны следует перевернуть изделие и наплавить аналогичный шов на его обратной стороне и уже потом приступать к завершению многослойной сварки верхней, а затем нижней части.

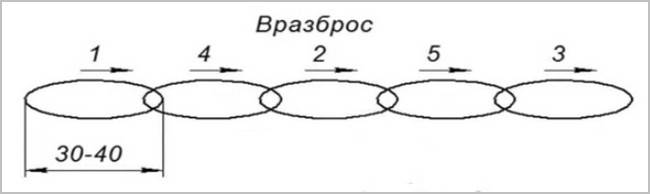
Наплавку нужно обязательно выполнять с краев, и создавать постепенно множество слоев. Главное, не забывать проковывать каждый слой. Если не знаете как проверить температуру детали, то примените технику вразброс. Она заключается в формировании шва поочередно в разных местах соединения. Когда сварной шов будет полностью готов, поверхность наплавленная на чугун, необходимо отшлифовать.
https://youtube.com/watch?v=Xoamtv9bsXs
Если вы столкнулись с необходимостью сварить чугун и у вас есть только инвертор, то в домашних условиях можно заделать трещины или наложить заплатки на ненесущие элементы конструкции. Практически все необходимое у вас уже будет, это маска, защитные рукавицы и одежда. Придется докупить только специальные чугунные электроды, или сделать их самостоятельно. В этой статье описано два способа, как сварить чугун дома. Какой из них вам больше подходит – решайте сами. Но запомните – когда возникает потребность восстановить изделие предполагающее сильные нагрузки, то лучше обратиться к профессионалам.
Сварка инвертором
Многие неопытные сварщики часто задаются вопросом можно ли сварить чугун и сталь инверторным сварочным аппаратом? Конечно можно, но предварительно следует провести подготовку. Процесс подготовки чугуна должен проводиться с учетом следующих рекомендаций:
- в первую очередь необходимая область зачищается болгаркой. Для зачистки рекомендуется применять лепестковый круг или другую наиболее подходящую насадку;
- после того как будет проведена зачистка верхнего слоя до не окисленного металла требуется выполнить обезжиривание. Данный процесс может выполняться при помощи бензина или любого другого растворителя;
- если требуется заделать трещину, то ее нужно расчистить до полного окончания. После этого в этом месте необходимо просверлить отверстие с размером диаметра 10 мм.
Сварка чугуна инвертором может осуществляться послойно и с использованием опорных элементов – шпилек. Они полностью состоят из стали. Применение данных опорных элементов должно сопровождаться с учетом важных требований:
- размеры данных элементов должны быть точными, их размер диаметра не должен быть больше 40 % от толщины чугуна;
- показатель выступа шпильки над металлом составляет не более 4-6 мм;
- расстояние между ними не должно превышать 6 мм;
- количество используемых шпилек должно зависеть от параметров соединения, но их не должно быть больше 25 % от площади излома.

Также могут применяться электроды, но они должны быть специальными. Проводить заваривание чугуна обычными электродами не рекомендуется. Для сплава этого вида подойдут электроды с добавлением никеля, меди, хрома и других лигатур, которые способствуют прочному наплавлению чугуна.
Как проводится
Как сваривать чугун при помощи инвертора, чтобы получить хороший и качественный сварной шов? Для этого потребуется изучить важные рекомендации:
- полярность подключения должна быть обратная;
- работа сварочного аппарата должна осуществляться на минимальной мощности, она должна соответствовать толщине чугунного элемента;
- размер длины одного непрерывного сварочного шва не должна быть больше 3-5 сантиметров;
- не должно быть перегревания металла, которое может возникнуть в результате частых перерывов;
- первый и последний слой при многослойном сваривании должен проковываться молотком с небольшим усилием.
Сам процесс сварки может быть многослойным или с использованием шпилек. После правильной установки шпилек проводится наваривание каждого слоя. Металл должен накладываться вокруг каждой шпильки, что в итоге получилась заплатка. В конце делается сварной шов, который соединяет наваренный металл между шпильками.
Многослойная сварка выполняется с использованием электродов. После наплавления первого слоя проводится ковка молотком, она должна делаться на горячую. Если есть доступ к обратной стороне изделия, то также накладывается слой на ней, а затем он проковывается. В конце накладывают следующие слои металла.
Прежде чем ответить на вопрос варится ли сваркой чугун, стоит рассмотреть главные особенности данного сплава. Именно от его вида и структуры зависит выбор определенного вида сварки. Для него могут применяться разные виды сварок – электросварка, полуавтоматом, газовая, аргоном, инвертором. Но чтобы процесс был успешным, требуется провести предварительную подготовку чугуна и стали.
Сообщества › Строительство (и всё что с ним связано) › Блог › трещина в чугунине
Всем рукастым жму руку!
Собственно в чем у меня вопрос: — затеял у себя ремонт в ванной комнате. решил убрать торчащий далеко от края стены чугунный раструб, чтобы в дальнейшем придвинуть унитаз ближе к стене, ну это вы понимаете и сами…) Так вот, расколотил его, раскачал и вынул в итоге. Почистил чуть внутри и обнаружил трещину внизу приемной части. Далее собираюсь через манжету ставить 110 трубу ПВХ. Теперь, как ВЫ уже понимаете, вопрос в том как мне ее быстро и плотно заделать? Про силикон я в курсе! Есть у кого еще какие то быстрые варианты? В квартире живу с семьей, не хотелось бы оставлять домочадцев без удобств, а тем более что и кухня сюда же сливается. А вот и фото для наглядности…
Виды сварки чугуна
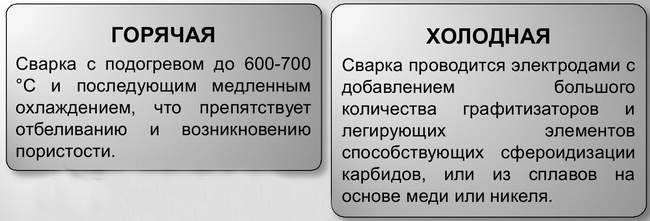
Существует два вида сварки чугуна – холодная и горячая.
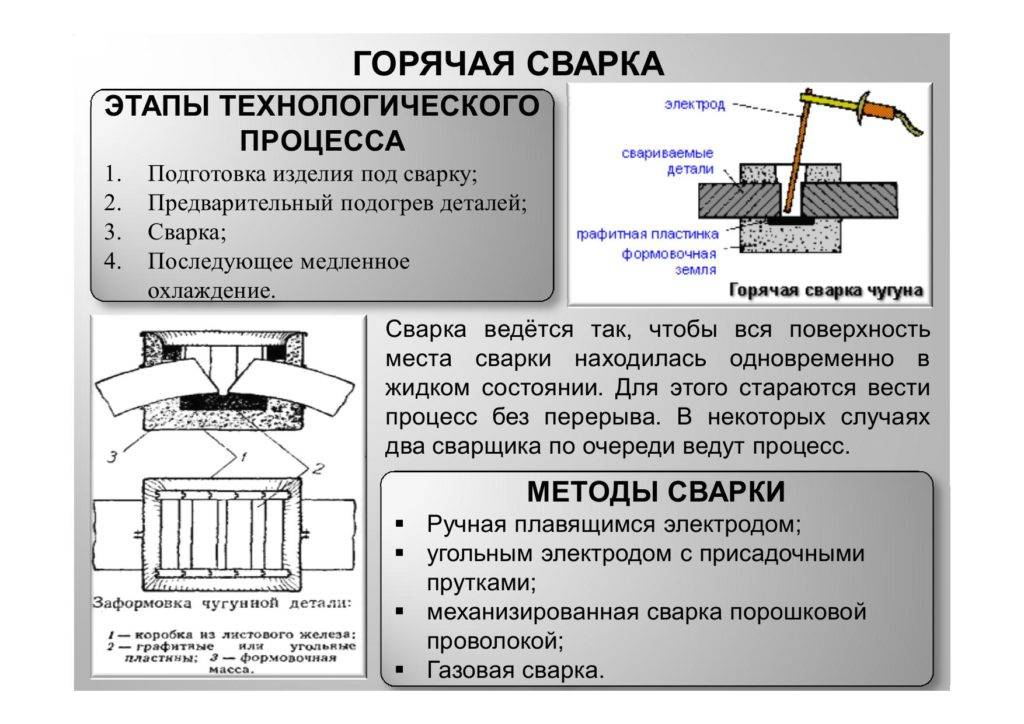
Горячая сварка чугуна
Суть её состоит в подготовке детали, нагрева её до температуры 600-800°C и медленном остывании.
Подготовка изделия из чугуна к горячей сварке
Зная особенности данного металла, перед выполнением сварочных работ, необходимо произвести подготовку чугуна к сварке.Для этого необходимо:
- Очистить поверхность изделия от загрязнения (масла, ржавчины, окалины и др. загрязнений).
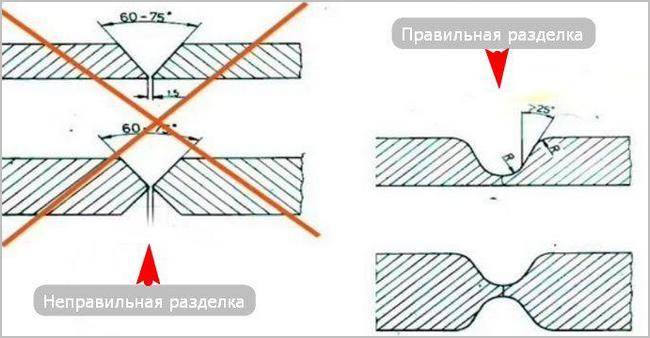
- Выполнить разделку дефектного участка. При заварке трещины, необходимо «выбрать» трещину на всю её глубину. Если нет возможности добраться до корня трещины, тогда следует выполнить засверловку по краям трещины. Это поможет предотвратить её распространение при сварке.
При соединении двух деталей, необходимо выполнить разделку с учётом толщины металла и формой предполагаемого шва.
Выполнить подогрев чугуна. Подогрев свариваемой детали следует выполнять постепенно, так чтобы изделие прогревалось равномерно. Для этих целей применяются специальные нагревательные печи. При отсутствии таковых, нагрев производится газовой горелкой.
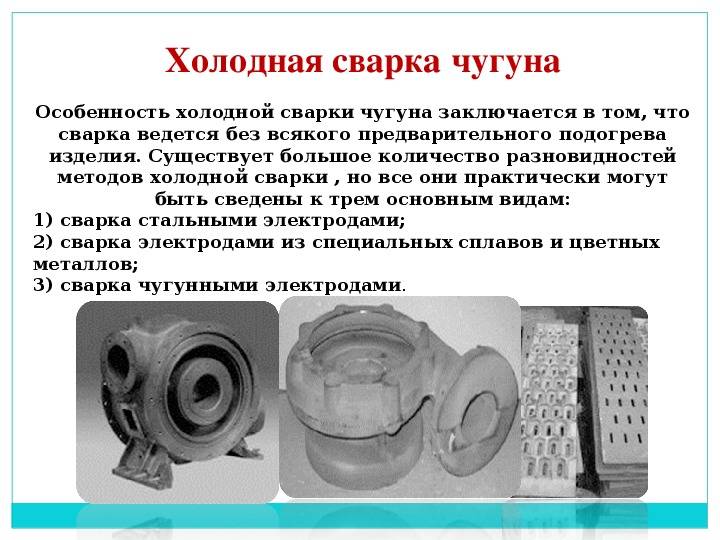
Холодная сварка чугуна
Технология холодной сварки чугуна заключается в выполнении сварочных работ без предварительного и сопутствующего подогрева изделия. В основном такой способ сварки выполняется покрытыми электродами, предназначенными для чугуна или обычными электродами
Применяется для устранения небольших дефектных участков на неответственных изделиях.
Подготовка изделия к сварке точно такая, как при горячем способе.
Дуговая сварка чугуна
К такому способу относится сварка покрытыми электродами. Причём возможно применять обычные электроды марки УОНИ-13/55. В качестве источника питания сварочной дуги применяются сварочные трансформаторы или инверторные аппараты. Это даёт возможность использования обратной полярности.





При отсутствии источников постоянного тока, можно использовать сварочный трансформатор. Дуга при переменном токе может обрываться и гореть не стабильно. По этой причине приходится завышать режимы сварки.
Для наилучшего качества следует применять электроды для холодной и горячей сварки чугуна марки ЦЧ-4, МНЧ-2 или ОЗЧ-6. Более подробно о применении электродов марки ЦЧ-4, МНЧ-2 и ОЗЧ-6 читайте в этой статье.
При отсутствии таких электродов, можно применить УОНИ-13/55 с намотанной медной проволокой. Такой «дедовский» метод применяется до сих пор, так как медь делает шов более пластичным. Но такой способ не даёт полной гарантии, что шов не треснет после остывания.

Перед ручной дуговой сваркой необходимо выполнить разделку, вырубив дефектный участок «под корень».
Для снижения перегрева зоны шва, сварку следует выполнять небольшими участками, давая возможность постепенно остывать шву. Движение электрода должно быть плавным, для избегания растекания металла.
Газовая сварка чугуна
Для расплавления чугуна применяется газовое пламя. В качестве газа применяется ацетилен. Он на много чище по составу, чем пропан и имеет более высокую температуру горения.

В качестве присадочного материала применяются чугунные прутки или прутки из никеля. Для раскисления зоны сварки применяются флюсы. Самым распространённым из них является бура.
Газовая сварка чугуна способна обеспечить стабильное прогревание зоны сварки, что положительно скажется на остывании сварного шва. Единственный недостаток такого способа – это большой расход ацетилена и кислорода.
Сварка чугуна аргоном
Такой тип сварки схож с газовой сваркой. Расплавление присадочного материала происходит за счёт горения дуги. В качестве присадочного материала применяются чугунные прутки.
Аргонодуговым способом очень редко выполняют заварку дефектов в изделии. Это связано с неэффективным использованием газа аргон. Для прогрева изделия приходится тратить большое количество аргона.
Возможные варианты устранения дефектов
Для заварки дефектный участков больших размеров можно применять следующий способ:
В изделии делают разделку под углом 90 градусов. В полученных сварках делаются отверстия, для вкручивания стальных шпилек. После вкручивания шпилек производится заварка разделки чугунным присадочным прутком или специальными электродами. После этого свариваются между собой стальные шпильки. Такое соединение напоминает соединение скобками, которые придают дополнительную жесткость шву.
Способы сварки
Способы сварки чугуна могут выполняться по-разному. Все зависит от того, как будет подготовлен металл к самому процессу. В целом выделяют всего два способа сваривания – холодный и горячий.
Особенности холодной сварки
Технология сварки чугуна холодным способом достаточно легкая. Она не имеет сложностей и особых проблем, главное предварительно изучить ее важные особенности. Также нужно знать, чем сваривают чугун.

Сварка чугуна и стали обычно выполняется с использованием электродов, которые специально предназначены для этого вида сварочного процесса. Если будут использоваться простые стальные электроды без нагревания, то в области сварного шва появляется металл в форме высокоуглеродистой стали с дополнительными компонентами, которые входят в состав чугуна – фосфор, сера, марганец.
Холодная сварка чугуна с металлом имеет несколько важных особенностей, на которые стоит обратить внимание:
- она проводится электродами с небольшим размером диаметра, также весь процесс осуществляется на малом токе;
- холодная сварка чугуна электродом может проводиться в домашних условиях при маленьком объеме работ, а также если нет возможности для выполнения подогрева деталей;
- холодная сварка может быть проведена стальными электродами при условии, если на швы не будет оказываться нагрузка на растяжение. Идеально подходят медно-никелевые электроды, а также с содержанием в составе меди и железа.
После сваривания нельзя проводить зачистку шва, это связано с его высоким растрескиванием. Слишком быстрое остывание может привести к появлению белого чугуна в области рядом со сварным швом. В результате этого основа металла станет достаточно твердой, но сильно хрупкой.
Особенности горячей сварки
Горячая сварка чугуна является наиболее подходящим методом сваривания в домашних условиях. Во время подогрева сварной шов получается с хорошим качеством, потому что во время этого процесса не возникает отбеливаний металла, а также его закалки.
Горячая сварка стали с чугуном может разделяться на два подвида – местная (частичное прогревание) и общая (полный прогрев всей детали). Для прогревания обычно применяется специальная печь, в которой деталь прогревается равномерно со всех сторон.
Помимо этого выделяют несколько вариантов степени прогрева, которые зависят от показателя температуры:
- горячее прогревание, при котором прогрев происходит под температурой от 500 до 600 градусов Цельсия;
- полугорячее прогревание при температуре от 300 до 400 градусов Цельсия;
- теплое прогревание от 150 до 200 градусов Цельсия.
Технология горячей сварки состоит в нагревании детали до требуемой температуры, которое производится перед началом сваривания, а затем производится медленное охлаждение после завершения процесса.

При нагревании температура не должна быть выше 600-650 градусов Цельсия, в противном случае это может привести к изменению структуры чугуна. Он может стать хрупким, в сварном шве могут образоваться трещины, поры. Обязательно должен соблюдаться неспешный прогрев с выдерживанием скорости до 150 градусов в час.
Процесс охлаждения также должен производиться не слишком быстро. Лучшим вариантом будет деталь оставить в печи, в которой и осуществлялось нагревание. В ней будет медленно происходить остывание.
Методы сварки чугуна с инструкцией
Выбор технологии зависит от толщины деталей и условий эксплуатации будущей металлоконструкции.
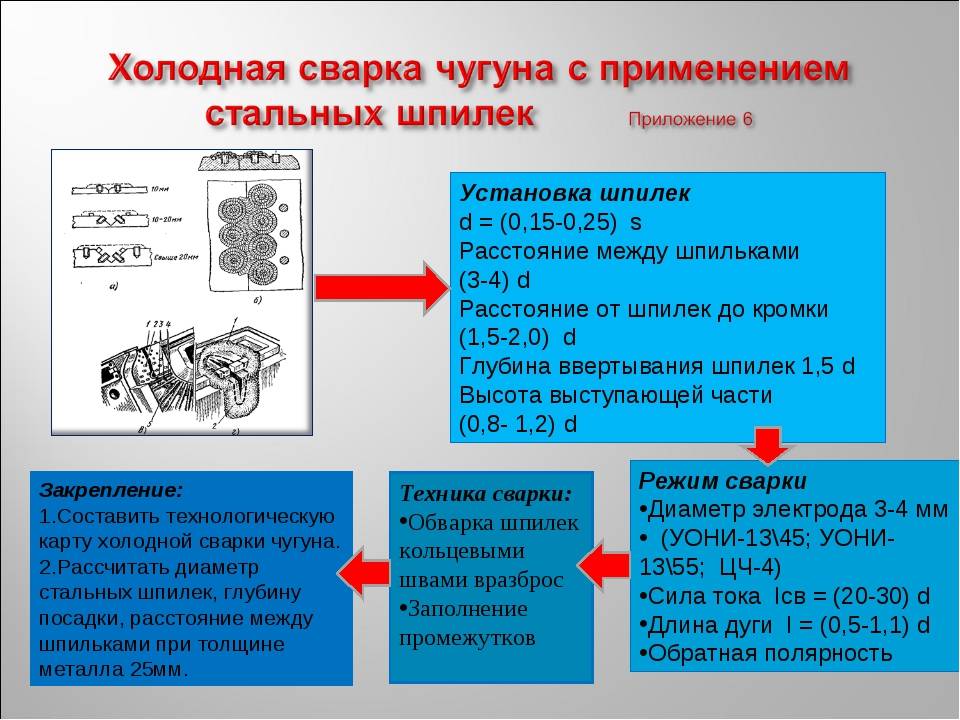
Сварка по шпилькам
Зернистая структура сплава не всегда позволяет заварить детали многослойным способом. В сложных случаях устанавливают шпильки с резьбой. Их монтируют в шахматном порядке по кромкам соединяемых заготовок.
При выборе размера шпилек учитывают следующие рекомендации:
- Диаметр крепежного элемента должен составлять 30-40% толщины соединяемых заготовок. Максимальное значение – 1,2 см.
- Шпилька вкручивается на 1,5 диаметра. Однако длина ввинчиваемого отрезка не должна превышать половины толщины свариваемых деталей;
- Размер выступающей части должен составлять 0,7-1,2 сечения шпильки.

После размещения шпилек по их периметру наваривают несколько слоев.
Холодный способ
Метод применяют для устранения незначительных повреждений чугунных конструкций. При холодной сварке не выполняют предварительной подготовки. Качество соединения ниже, чем при использовании горячих способов, поэтому технологию не используют при ремонте двигателей и других важных конструкций. При соединении деталей, испытывающих повышенные нагрузки, применяют усиливающие стальные шпильки. Их заваривают с наружной стороны, покрывают верхним швом.







При холодной сварке соблюдают следующие условия:
- Минимизируют нагрев детали, применяя тонкие стальные электроды. Медленному повышению температуры материала способствует применение постоянного тока.
- Электрод подсоединяют к плюсу агрегата. Такой вариант подключения называется обратной полярностью.
- Решая, какие электроды выбрать для сварки серого чугуна холодным методом, предпочтение отдают тем, что содержат минимальное количество углерода.
Желательно использование стержней, содержащих никель или медный сплав. Эти материалы считаются дорогими, поэтому их редко применяют в бытовых условиях.
В газовой среде
Газ используется для защиты и нагрева обрабатываемого участка. При сварке чугуна часто используют пропан-бутановую смесь или ацетилен. Электрод заменяют присадочной проволокой из того же металла или никеля. Для снижения вероятности окисления пруток обрабатывают флюсом. Иногда проволоку прогревают восстановительной часть горелки.

Для получения сварного соединения газовым методом выполняют следующие действия:
- Постепенно нагревают место сварки. Подходящую температуру выбирают опытным путем.
- После достижения нужного нагрева формируют соединение. Постепенно отводят горелку, добиваясь медленного охлаждения.
- Очищают сварное соединение от шлака, при необходимости шлифуют.
Дуговая сварка электродами
Такой способ разрешен к применению, однако он характеризуется высокой стоимостью, отсутствием преимуществ перед остальными методами. Чугун не требует тщательной защиты от окисления.
При дуговой сварке с аргоном соблюдают следующие правила:
- исключают перегрев обрабатываемых областей;
- постепенно повышают температуру сварочной ванны;
- медленно охлаждают готовую конструкцию.

Процесс сварки включает следующие этапы:
- фиксацию деталей в правильном положении с использованием тисков или струбцины;
- формирование защитного газового облака (подачу аргона начинают за 15 секунд до возбуждения дуги, прекращают через 7 секунд после завершения работы);
- настройку аппарата (силу тока и скорость подачи расходного материала выбирают с учетом толщины свариваемых заготовок);
- наложение шва (электрод ведут по направлению соединения);
- завершение сварки путем постепенного снижения мощности дуги реостатом.
При аргонодуговой технологии применяют полуавтоматический аппарат с никелевой проволокой или неплавящиеся электроды.
Рекомендуем ознакомиться
Сварка чугуна аргоном
Методика наплавки
В таким случае используют специальные электроды следующих типов:
- МНЧ-2. Используется при формировании сложных металлоконструкций. Наплавку осуществляют без подогрева.
- ОЗЖН-1. Стержни применяют при устранении крупных дефектов.
- ОЗЧ-2. Электроды этой марки помогают осуществлять наплавку серого или ковкого чугуна.
Газовая наплавка выполняется за счет тепловой энергии, выделяющейся при сгорании ацетиленовой смеси. В качестве присадочного материала применяют литые прутки и флюсы.
Особенности материала
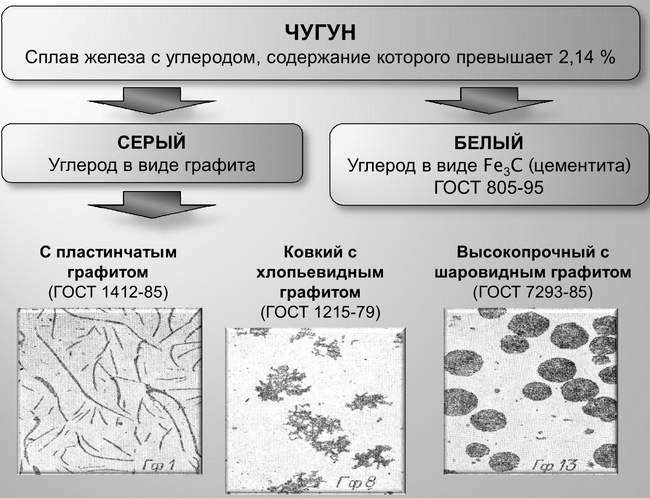
Чугун — это сплав углерода с железом, где содержание углерода 2,14%. Что отрицательно сказывается на качественном соединении.
Процесс трудоемок ввиду:
- образования трещин и пор;
- при обработке появлению каленых структур и быстрому затуплению инструмента;
- тонкий материал рассыпается от перегрева.
По составу чугун подразделяется на серые и белые:
- Белые не свариваются ввиду хрупкости и твердости. Подаются шлифовке;
- Серые (высокопрочный, ковкий) легко обрабатываются и ограниченно свариваются.
Технология сварки чугуна электродами
Существует 2 способа сварки чугуна — горячая и холодная.
К горячей относится и полугорячая .
При горячем соединении деталь нагревают до температуры 600-700°С, выполняют сварку и медленно охлаждают чугунное изделие в печи. При полугорячем соединении поддерживают температуру 300-400°С.
Горячая и полугорячая сварка нуждается в дополнительном оборудовании. В бытовых условиях применяется холодное соединение.
Разделка кромок
Сварка чугуна электродом в домашних условиях нуждается в разделке фасок. Обезжиривать и зачищать детали не требуется.
Снятие фасок выполняется:
- напильником;
- наждаком;
- болгаркой.
Нюанс : острые кромки не допускаются. Остроту снимают подходящим инструментом.
Как правильно сварить чугунные детали на холодную
При соединении не перегревайте околошовную зону (не более 80°С). Делайте частые перерывы между проходами. Используйте многопроходную сварку.
- сначала выполните наплавку по краям фасок;
- затем постепенное заполнение шва;
- после каждого прохода делайте проковку валика по горячему.
Валики выполняйте длиной 40 мм, вразброс для снижения нагрева детали.
Как заварить чугун электросваркой в домашних условиях. Что понадобится:
- источник тока (инвертор);
- электроды 3 мм;
- щетка для зачистки шва;
- молоток для проковки и удаления шлака;
- шарошка или фреза для разделки фасок;
- щиток и перчатки.
- сначала разделка кромок и притупление острых углов;
- затем наплавка по краям фасок;
- далее постепенное заполнение шва.
Делайте проковку каждого валика по горячему. Не спешите, давайте время для остывания детали (нагрев околошовной зоны не более 80°С).
После заполнения сварочного шва, переверните деталь и разделайте кромки с обратной стороны. Выполните сварку, как описано выше. Соблюдая температурный режим и делая проковку каждого валика. По окончанию процесса, по желанию отшлифуйте наплавленную поверхность.
Видео:
Холодной сваркой ремонтируют батареи, тиски, блок цилиндров двигателя и другие конструкции из серого чугуна.
Марки электродов для сварки чугуна
В этой статье, вы можете познакомится с заводскими электродами и самодельными для соединения разных видов чугуна.
Таблица ниже, поможет выставить ток на аппарате для разных диаметров марок электродов:
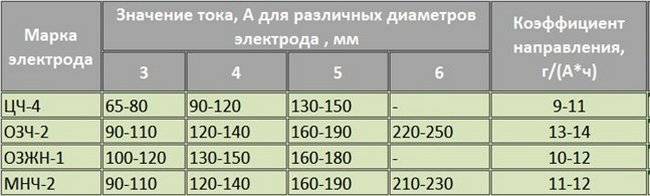
Значение тока указаны для нижнего положения электрода. Для вертикального положения ток уменьшают на 15-20 А, кроме ЦЧ-2.




В целях экономии, домашние умельцы приноровились выполнять сварку чугуна обычным электродом с медной проволокой. Видео ниже:
Также, медная проволока поможет в сварке чугуна со сталью.
Некоторые умельцы спрашивают, как варить чугун полуавтоматом? На форумах по металлообработке опытные сварщики советуют применять проволоку ПАНЧ 11. Соединение выполняется стежками по 2-5 см с проковкой, без газовой защиты на прямой полярности. Ток 90-110 Ампер в зависимости от толщины металла.
Чем резать чугун
Виды резки делятся на термические и механические. Перечень инструментов и способов:
- Болгарка — простой и доступный способ. Минус: рез происходит по прямой.
- Труборезы хорошо себя зарекомендовали при работе с трубами.
- Сабельная пила.
- Электродом.
- Газокислородная резка — неплохой вариант. Кислородно флюсовая улучшит качество резки чугуна.
- Мобильные установки Терморезак 2М (вес до 5 кг).
- Кислородно-копьевая резка и плазменная.
Как видите, есть из чего выбрать! В бытовых условиях широко применяется болгарка.
Возникающие затруднения
Сложность сварки чугуна электродом в домашних условиях состоит в том, что шов может получиться низкого качества из-за:
- Во время сварки происходит интенсивная закалка металла. Поскольку чугун с низкой пластичностью, это приводит к его хрупкости. В результате в процессе усадки шва, образуются трещины.
- При выгорании углерода активно выделяется окись углерода, которая не всегда полностью выводится из металла. Это приводит к тому, что на месте заварки образуются поры.
- В зоне сварки при неправильном охлаждении металл может отбеливаться. На поверхности появляется слой белого хрупкого чугуна, который не подлежит обработке.
- Из-за окисления кремния, при работе образуются тугоплавкие оксиды, которые трудно прожечь. В этом случае возникают непровары, снижающие надежность шва.
Чтобы не допустить брака, необходимо точно соблюдать технологию. О некоторых тонкостях сварочного процесса можно прочитать на сайте mrmetall.ru.
Горячая сварка чугуна
Горячей сварке чугуна состоит из нескольких операций:
— вырубки дефектного участка до неповрежденного металла и зачистки кромок от масла, грязи и других включений;
— сборка;
— нагрев;
— сварка;
— медленного охлаждения.
Предварительный подогрев применяется для предотвращения растрескивания чугунных деталей, которое вызывается большой скоростью охлаждения. Подогреваются детали в печах или с помощью пламенных горелок. Во время заварки вся разделка должна завариваться в один проход и за один нагрев изделия. По окончанию сварки деталь нужно засыпать сухим песком или покрывать асбестом. Возможно также медленное охлаждение детали вместе с печью. Оптимальный диапазон температуры предварительного подогрева при сварке чугуна 500-800 градусов Цельси.
Качество шва следует оценивать по внешнему виду, не должно быть пор, трещин и шлаковых включений.





