Ошибки начинающих сварщиков
Чтобы научиться правильно готовить электросваркой, необходимо учитывать основные ошибки, допускаемые новичками:
- Слишком быстрое перемещение электрода, в результате получается неровный шов.
- Движение шва слишком медленное, в металле образуются дыры и прожоги.
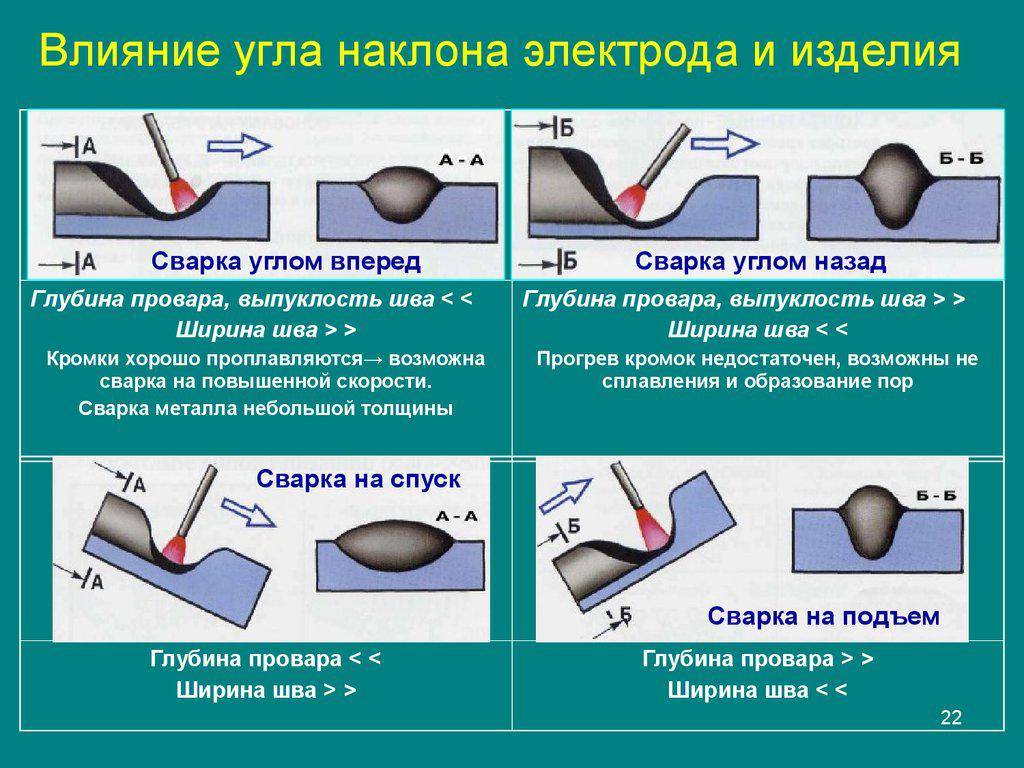
- Слишком неровный или ровный шов. Основная ошибка здесь — угол наклона электрода.
- Сырой металл. Это происходит из-за того, что зазор 5 мм между металлом и электродом не соблюдался, т.е зазор был слишком мал.
- В обратном случае, когда зазор слишком велик, металл не сваривается.
Все вышеперечисленные ошибки являются лишь самыми грубыми. Есть много других нюансов, которые можно понять только на опыте.
При сварке тонкостенного металла или профиля требуется тщательный подход к работе. Мелкие детали можно сваривать, поместив чистый электрод и приварив его непосредственно поверх него.
Сварка цветных металлов удивительно отличается, поскольку для нее требуются разные электроды. Также требуется особая защитная среда. Теперь можно купить универсальные аппараты, готовящие практически любой металл.
Также существуют полуавтоматы для работы с тонкостенными металлами. Суть их работы заключается в нанесении специальной нити.
Электросварка для новичков — задача не из легких. Но при достаточном желании его можно освоить. Вам остается лишь соблюдать основные правила и прислушиваться к советам самых опытных мастеров. В результате можно будет переходить к сложным задачам, оттачивая свои навыки.
Прямая и обратная полярность
Расплавление металла для сварки происходит под воздействием дуги. Она, как уже отмечалось выше, формируется между поверхностью изделия и электродом, так как они подключены к противоположным клеммам устройства.
Существует два основных варианта выполнения сварки, отличающиеся друг от друга порядком подключения и называемых прямой и обратной полярностью.
В первом случае стержень подключается к минусу, а деталь к плюсу. В таком случае в метал происходит повышенное поступление тепла. В результате формируется глубокая и узкая зона расплавления.
Прямая и обратная полярность.
При обратной полярности электрод подключается к плюсу, а изделие к минусу. В таком случае зона расплавления широкая и неглубокая.
Например, варить изделия из тонкого металла трудно ввиду возможного перегрева и прожигания. В таком случае деталь подключается к минусу. Токи также выбирают в соответствии с диаметром электрода и толщиной металла. Эти данные берут из специальной таблицы.
Как происходит сваривание металла
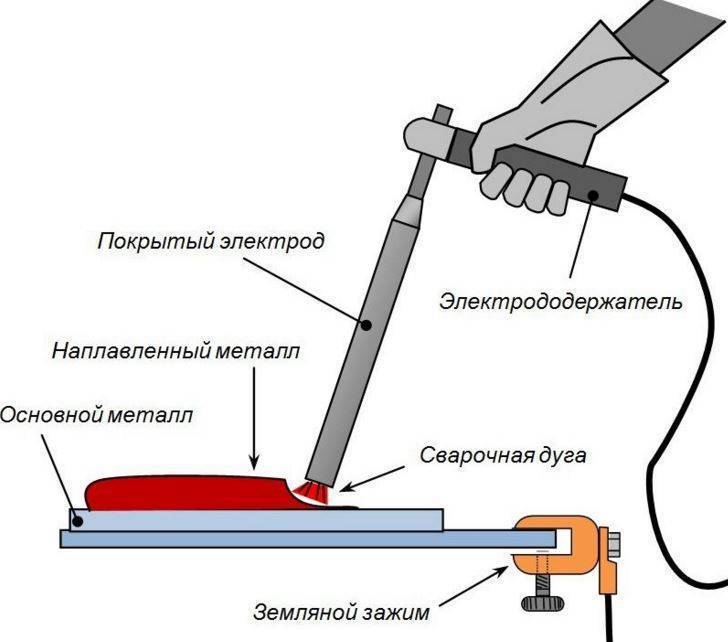
Для возникновения электрической дуги понадобится два элемента, по которым будет протекать ток. Одним элементом, по которому протекает отрицательный заряд — это металлическая заготовка. В качестве положительного заряда служит электрод. Электродом именуется расходный материал, состоящий из стального основания и поверхностного покрытия в виде специального защитного состава.
Когда подключенный электрод к оборудованию касается металлической поверхности, то имеющие разнородную полярность элементы провоцируют формирование электрической дуги. После создания дуги происходит плавление металла и электрода. Расплавляемая часть электрода поступает в зону шва, заполняя тем самым сварочную ванну. В итоге формируется сварочный шов, посредством чего соединяются металлические детали. Знать принцип сваривания металла нужно, чтобы научиться пользоваться сваркой. Если не понимать принципа работы, то будет освоить манипуляции.
Когда образуется электрическая дуга, осуществляется плавление металла, что провоцирует возникновение паров или газов. Эти газы играют очень важную роль, так как они защищают металл от отрицательного влияния на него кислорода. Состав газов зависит от типа защитного покрытия. Получаемый шов в процессе работы заполняет сварную ванну, тем самым дает надежное и защищенное соединение
Сварочный шов образовывается при перемещении ванны
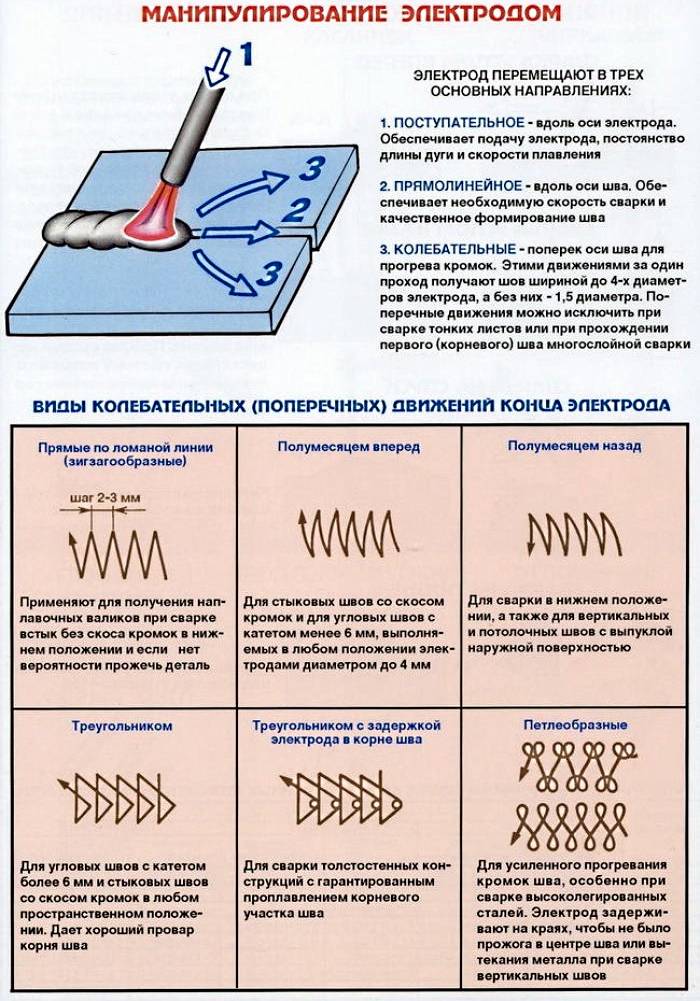
Ванна появляется при движении зажженного электрода, поэтому очень важно контролировать не только скорость перемещения, но еще и угол расположения электрода
После остывания металлического шва, на поверхности образуется корка — шлак. Это результаты горения газов, защищающих металл от воздействия на него кислорода
Как только металл остывает, шлак оббивается специальным молотком сварщика. При обивании происходит разлетание осколков, поэтому обязательно при работе нужно пользоваться защитными очками для сварщика
Разобравшись с технологией соединения металла посредством сварочного аппарата, следует переходить к процедуре обучения. Перед тем, как научиться работать сваркой, следует первым делом приобрести специальную амуницию. Это защитные очки или маска сварщика, перчатки, а также комбинезон и ботинки. Из инструментов кроме сварочного аппарата и электродов понадобится молоток. Если вы не занимаетесь сварочными работами профессионально, то подойдет обычный молоток.
Пошаговая инструкция по сварке инвертором
В первую очередь для сварки необходимо иметь защитные элементы:
- перчатки из грубой ткани;
- сварочная маска со специальным фильтром защищающая глаза;
- грубая куртка и брюки из материала, который не загорается от искр, появляющиеся в процессе сварочных работ;
- закрытая обувь на толстой подошве.
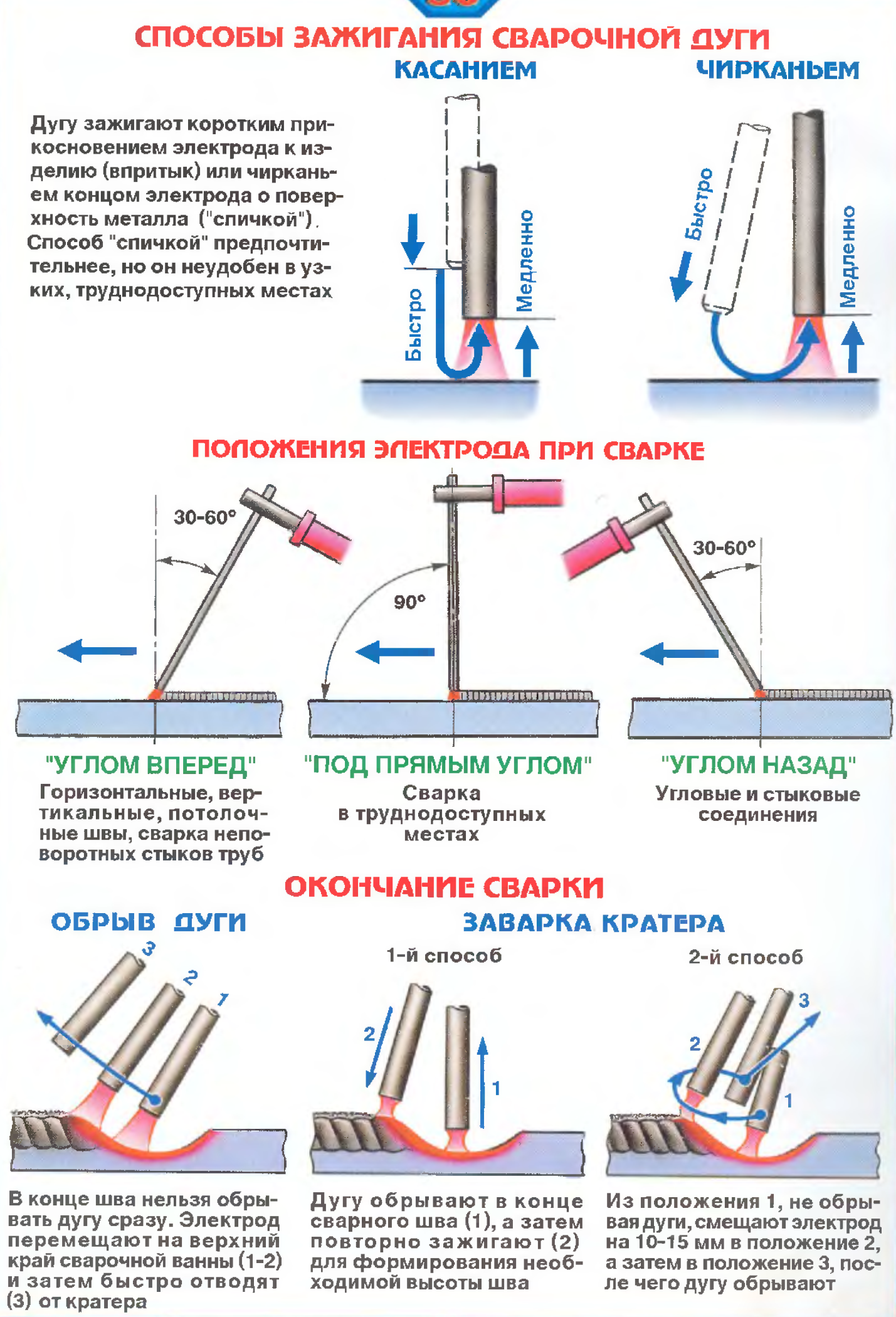
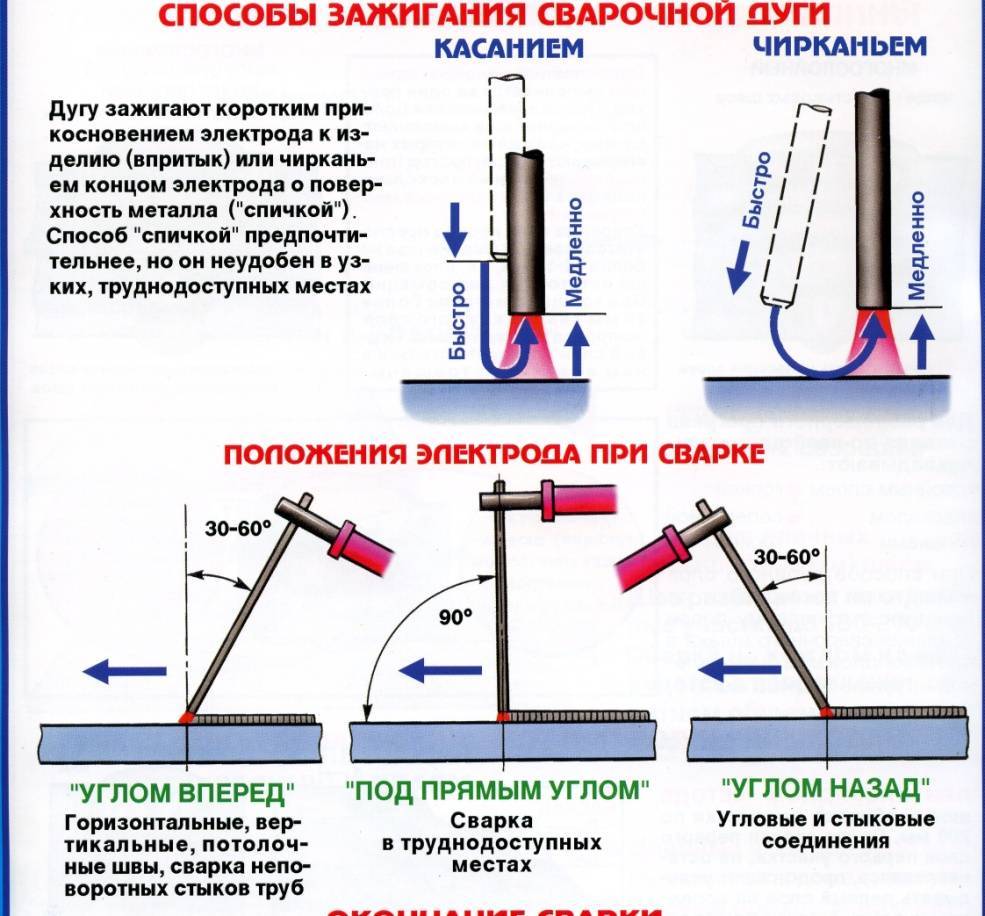
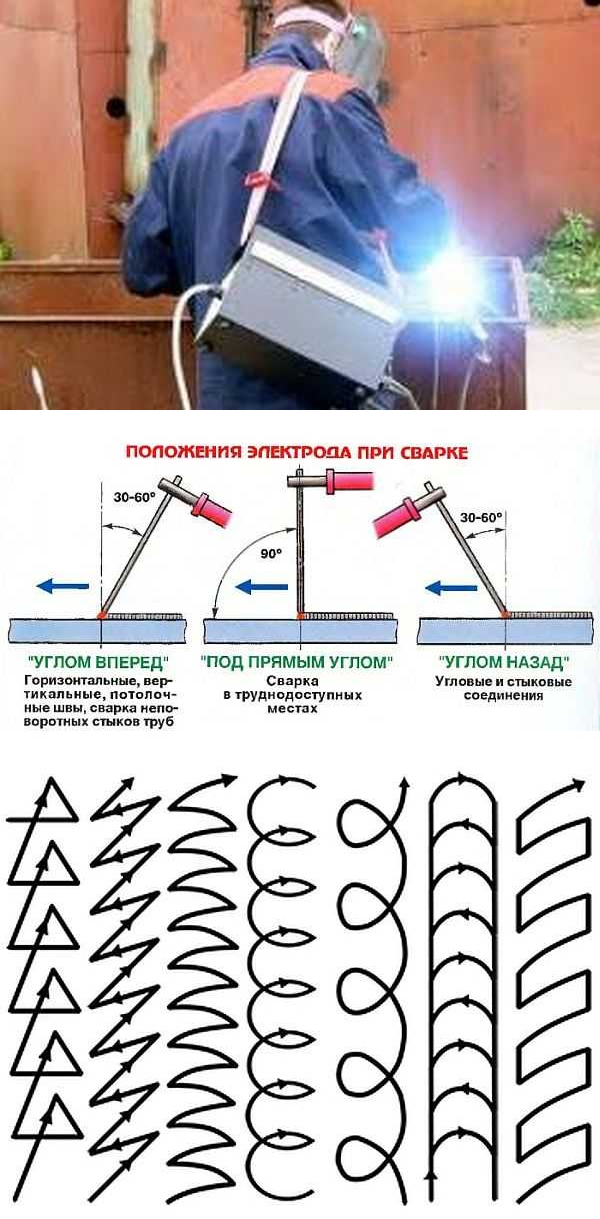
Положение электрода при сварке.
Прежде чем начать варить сварочным инвертором необходимо соблюсти необходимые мероприятия, направленные на создание безопасных условий труда.
Правильная подготовка рабочего места заключается в:
- обеспечении на столе необходимого свободного места, следует убрать все лишние предметы, но которые могут попасть брызги;
- создании качественного освещения;
- выполнять сварочные работы необходимо стоя на деревянном настиле, защищающем от поражения током.
Затем настраивается ток в зависимости от толщины деталей и выбираются электроды. Последние необходимо подготовить. Если они только были куплены в торговой сети и их качество не вызывает никаких сомнений, то это действие можно пропустить.
Если же стержни долгое время находились в неотапливаемом сыром помещении, то их нужно высушить в течение двух-трех часов при температуре 2000 градусов. В этих целях можно воспользоваться старым духовым шкафом или специальным оборудованием, если таковое имеется.
После подготовки электродов к изделию подключается клемма массы.
Чтобы получить качественное и надежное соединение метал должен быть подготовлен:
- с кромок изделия полностью удаляется ржавчина;
- с помощью растворителей выполняется очистка от различных загрязнений;
- на последнем этапе кромки проверяются на чистоту, наличие жира, лакокрасочных и других загрязнений недопустимо.
Далее нужно подключить сварочный инвертор. Тренировки лучше проводить на толстом металлическом листе, формируя шов в виде валика. Первое соединение выполняйте на металле, горизонтально лежащем на столе. На нем проведите прямую линию мелом, по которой будет идти шов.
Электрическая схема инвертора.
В процессе тренируясь на таком объекте можно существенно повысить технику сварки.
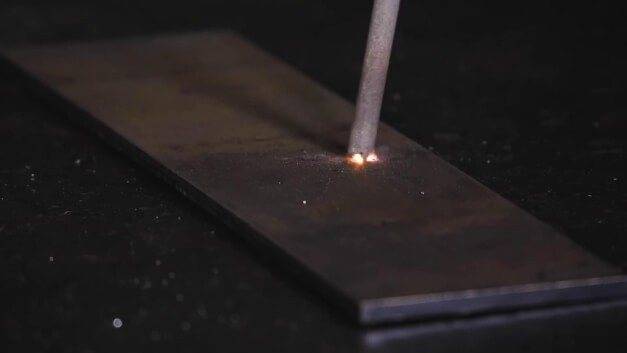
Процесс сварки начинается с розжига дуги.
Существуют два способа выполнения данного действия:
- чирканье о металл;
- постукивание по металлу.
Выбор метода зависит от предпочтений человека, главное при разжигании не оставлять следов сварки вне зоны соединения.
После зажигания дуги от контакта с металлом зажигается дуга, сварщик отводит электрод от поверхности детали на небольшое расстояние, соответствующие длине дуги и начинает сварку.
В результате в месте соединения двух металлических деталей формируется сварочный шов. Он будет покрыт окалиной – накипью на поверхности. Ее необходимо удалить. Сделать это очень просто путем постукивания небольшим молоточком по шву.


Что такое дуговой промежуток
Дуговой промежуток известен так же, как длина дуги. Так называется зазор, который получается между свариваемым материалом и электродом. Опытные сварщики утверждают, что для получения качественного шва необходимо постоянно поддерживать данный промежуток на постоянном уровне. Существует три вида дуги.
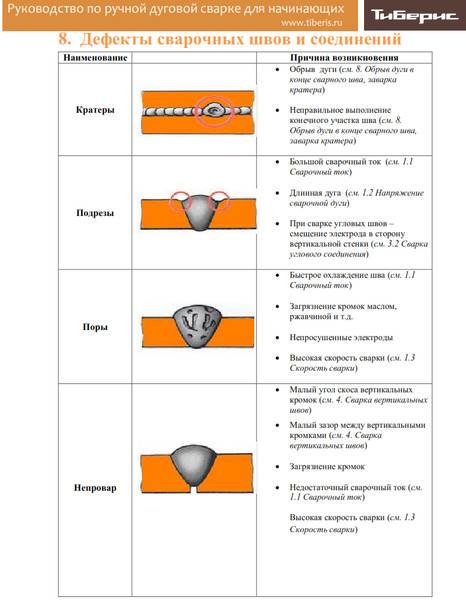
- Короткая дуга. Дуговой промежуток в 1 мм, при котором металл нагревается в небольшой зоне. Благодаря этому сварной шов становится выпуклым. Из-за этого в месте соединения шва и изделия может образоваться дефект, известный как подрез. Он представляет собой неглубокую канавку, идущую вдоль самого шва. Подрез оказывает негативное влияние на качество и прочность шва.
- Длинная дуга. Является очень нестабильной и слабо защищённой от воздействия воздуха. Длинная дуга недостаточно хорошо прогревает металл, в результате чего получается не слишком глубокий шов.
- Нормальная дуга. Если во время сварки обеспечивать нормальный зазор, то получается качественный, хорошо проваренный шов. Нормальным дуговым промежутком считается зазор в 2-3 мм.
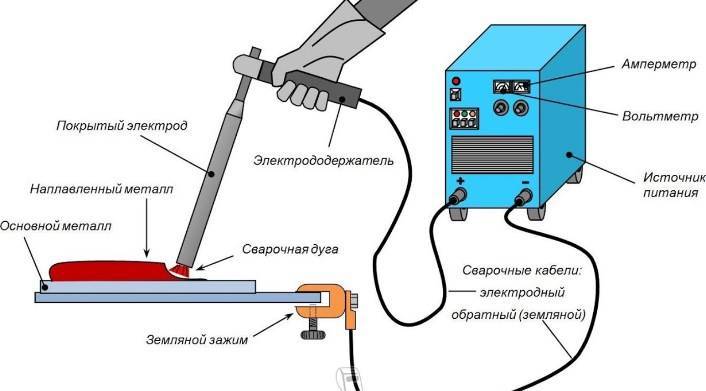
Подключение сварочных кабелей
На передней панели инвертора расположены 2 клеммы, возле которых имеется маркировка в виде знаков “+” и “-”. К данным клеммам подсоединяются сварочные кабели, один из которых на конце имеет металлический зажим (прищепку), а второй – держатель для электрода. И тот и другой кабель может подключаться к обеим клеммам, в зависимости от метода сварки, о чем будет говориться далее. После подключения кабелей к аппарату один из них, имеющий прищепку, подсоединяется к сварочному столу или к заготовке.
В некоторых случаях стандартной длины кабелей может не хватать, например, при работах на высоте. В таких ситуациях возникает вопрос: можно ли удлинить сварочный кабель? Профессионалы не советуют этого делать, особенно, если это касается инверторного аппарата. Объяснить этот факт можно тем, что каждый кабель имеет определенные характеристики сопротивления. Поэтому неизбежны “утечки” напряжения и силы тока по всей его длине. Следовательно, чем больше длина кабеля, тем сильнее проседает напряжение.
Если попытаться компенсировать потери напряжения и силы тока прибавлением значений на панели агрегата, то эта мера, скорее всего, выведет электронику инвертора из строя. Получается, что проще поднести аппарат ближе к рабочему месту сварщика, чем потратить немалую сумму на ремонт агрегата после удлинения кабелей.

Оборудование и экипировка
Итак, что потребуется начинающему сварщику?
- Непосредственно инвертор. Не нужно гнаться за дорогими моделями – цена сварочного аппарата значит на самом деле гораздо меньше, чем мастерство сварщика. Но и откровенно дешевые модели – не лучший выбор: отсутствие в них контуров облегчения розжига затруднит первые уроки, а меньшая надежность способна привести к быстрой поломке в неопытных руках.
Основной параметр инвертора – это диапазон регулировки сварочного тока. В принципе, аппарат с максимальным током до 160 А может использоваться и для сварки, и для резки металла, но будет заметно перегружаться на таком режиме.
Длительность непрерывной работы инвертора определяется так называемым коэффициентом ПВ (постоянного включения), который определяет процентное соотношение времени работы и охлаждения инвертора. Так как при уменьшении тока ПВ увеличивается, на одном и том же токе более мощный сварочный аппарат сможет проработать без перегрева дольше.
Следовательно, наилучшим выбором для новичка будет сварочный аппарат с максимальным током в 180-200 А. Желательно, чтобы он имел функцию облегчения розжига или по крайней мере максимальное напряжение холостого хода – это значительно облегчит отработку навыка розжига и удержания дуги. - Сварочная маска – главный защитный элемент экипировки сварщика. Она защищает не только от брызг металла и яркого света, но и от незаметного мощного потока ультрафиолета, создаваемого дугой. Начинающему сварщику лучше всего подойдет автоматическая маска-«хамелеон» с регулируемым затенением.
- Брезентовые краги и роба защищают тело от брызг металла. Если робу в какой-то мере может заменить плотная хлопчатобумажная одежда, то краги нужно использовать обязательно.
Нужно четко усвоить правила техники безопасности. Удалите в районе места сварки все легковоспламеняющиеся или способные тлеть предметы: раскаленные капли металла зачастую улетают непрогнозируемо далеко и могут привести к пожару. Недаром правила техники безопасности требуют прекращать сварочные работы за час до конца рабочего дня, чтобы иметь возможность обнаружить начавшееся тление. Приобретите и храните в доступном месте углекислотный огнетушитель.
Розжиг дуги начинайте только после того, как наденете маску. Даже кратковременная вспышка может вызвать сильный ожог сетчатки глаз, особенно при сварке нержавеющей стали. Коварство ожога сетчатки в том, что его симптомы проявляются спустя некоторое время. Например, воспользовавшись инвертором вечером, можно по утру проснуться со слипшимися веками и сильным жжением слизистой глаз, открыть которые станет очень трудно. В этом случае быстро поможет народное средство – пакетики заваренного чая, положенные на глаза. От ожога («нахватать зайчиков») не застрахован и профессиональный сварщик, поэтому иметь в запасе капли для глаз.
Не забывайте, что при сварке металла используются крайне высокие температуры. Прикасаться к шву можно только после его полного остывания – ожог можно получить даже сквозь краги.
Предлагаем посмотреть видеоурок про сварку для начинающих, необходимое оборудование и все нюансы
Общее описание порядка сварки инвертором
Для начала сварки инвертором нужно разобраться в его подключении. Для этого необходимо:
- Установить вилку питания в розетку или переноску длиной не более 5 м с сечением провода 2,5 мм.
- Нажать кнопку питания и убедиться, что зажегся соответствующий световой индикатор.
- Выставить правильную полярность. Для этого кабеля с держателем и массой вставляются в гнезда, обозначенные знаками «+» и «-». Частицы электронов всегда движутся от отрицательного заряда к положительному, поэтому держателем должен быть «+». Тогда присадочны металл будет более плавно и равномерно вплавляться в основную структуру.
- Вставить электрод нужного диаметра в держатель путем откручивания или нажима (зависит от модели).
- Установить сварочный ток в соответствии с параметрами свариваемого изделия.
- Очистить место сварки от мусора или следов краски щеткой по металлу.
- Одеть защитную маску со светофильтром.
- Разжечь дугу на черновой поверхности и перенести ее на место начала шва.
- Совершать поперечно колебательные движения с отводом шлака.
- Грамотно закрыть «замок» шва потушить дугу.
- Очистить поверхность от застывшего шлака специальным отделителем и проверить соединение на наличие дефектов.
Пошаговая инструкция для новичков
Для того, чтобы приступить к работе, необходимо обзавестись защитным комплектом. Он включает:
- Грубые тканевые перчатки. Резиновые использовать нельзя, поскольку под ними руки будут потеть.
- Сварочная маска для защиты роговицы глаз. Защитный фильтр подбирается под параметры силы тока. Поэтому желательно приобрести маску типа «хамелеон», где реализована технология автоматического выбора уровня затемнения стекла в зависимости от яркости сварочной дуги.
- Куртка и брюки (или специальный костюм) из грубой ткани. Материал не должен воспламеняться от искр. Длинные рукава и защита шеи – обязательные условия для такой одежды.
- Обувь на толстой подошве с полностью закрытым верхом.
Помимо защитного комплекта сварщика необходимо иметь и надлежащим образом подготовленное рабочее место:
- Рабочий стол достаточно большой площади, чтобы свободно расположить свариваемые заготовки.
- Хороший уровень освещения без образования затененных участков. В противном случае качество работы обеспечить будет сложно.
- Деревянный настил под ногами сварщика, предотвращающий поражение электрическим током.
После подготовки можно приступить к настройке силы сварочного тока и подбору электрода для выполнения конкретной работы. Для сварки инвертором применяются электроды диаметром 3-5 мм. Если они длительное время хранились в гараже или ином месте, то могли отсыреть. Необходимо предварительно высушить их на солнце или в электрическом духовом шкафу. Далее клемму массы необходимо «законтачить» со свариваемой поверхностью.
Для получения качественного результата свариваемую поверхность необходимо предварительно подготовить:
- место сварки очистить от ржавчины;
- снимаются остатки краски или жиров;
- кромки обрабатываются растворителем.
Учиться лучше начинать с толстыми заготовками. Первый шов следует выполнить на горизонтальной поверхности. На листе металла чертится прямая линия, по которой следует вести электродом для получения сварочного шва в виде валика. Любой сварочный процесс начинается с получения дуги. Есть два способа: чирканье или постукивание электродом по металлу. Можно попытаться освоить оба приема. При этом желательно не оставлять следов вне области сварочного шва.
После розжига дуги ее следует удерживать, контролируя расстояние между электродом и заготовками. Изначально сделать это будет непросто, но после нескольких уроков рука, что называется, «набьется» и выдерживать заданное расстояние будет намного проще. Большинству новичкам достаточно будет просто унять дрожь в руках. И только единицы смогут выполнить все более-менее правильно с первого раза.
В любом случае будет получаться сварочный шов, неважно какого качества. Главное, последовательно выполнять упражнения до тех пор, пока он не станет сравнительно однородным и ровным по высоте
После его остывания нужно убрать шлак и окалину. Для этого в арсенале сварщика есть специальный небольшой молоточек. После удаления шлака станет виден, собственно, шов. Не исключено (а скорее, вероятнее всего), что будут обнажены и недостатки. Не стоит огорчаться. Изъяны можно исправить, если проварить неудачные участки еще раз.
Первые шаги в освоении инверторной сварки
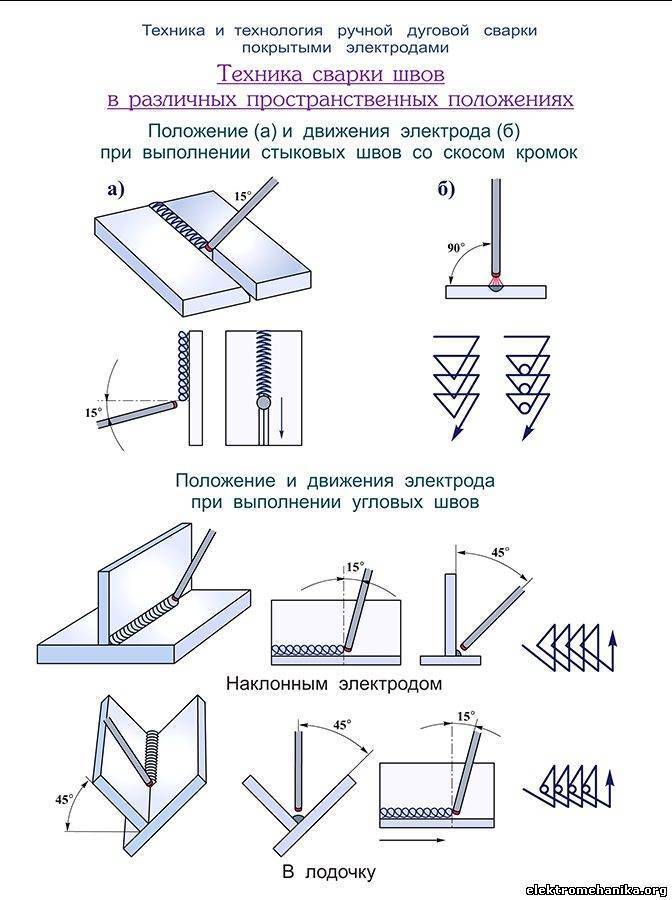
Прежде чем приступать к освоению технологии сварки металла, потренируйтесь на плоской поверхности. Сначала вам надо разобраться, как вести электрод по заготовке. Стержень следует держать под углом в 70-75° к поверхности. Дугу держите на расстоянии 3-5 мм от металла
Важно, чтобы это расстояние сохранялось по всей длине шва, иначе он будет иметь дефекты

Инструкция по использованию инвертора.
Также вам необходимо знать, как правильно выставить ток. При работе с электродом диаметром 3 мм хватит тока 80 А. Если ток будет слишком низким, вам не удастся поддерживать постоянную и достаточную дугу. Чрезмерный ток приведет к проплавлению металла.
Перед подключением сварочного инвертора в бытовую электросеть обязательно уточните ее основные параметры и свойства. Это позволит вам предотвратить короткое замыкание, перегрев электропроводки и поломку сварочного аппарата.
Обязательно обратите внимание на такой параметр, как предельное время работы на полной мощности. В руководстве этот параметр обозначается как «Продолжительность включения» или «ПВ»
Указывается он в процентах. К примеру, если в инструкции сказано, что ПВ для этого агрегата составляет 70%, нужно понимать, что 70% запланированного временного промежутка инвертор сможет работать на полной нагрузке, оставшиеся же 30% ему нужно оставить на отдых. Традиционно используется деление рабочего времени на промежутки. Чаще всего делят на 10-минутные интервалы. В рассматриваемом примере аппарат можно использовать в течение 7 минут на полной нагрузке, после чего он потребует 3-минутного отдыха. Сверяйте эти показатели для своего инвертора.

Функциональные возможности сварочного инвертора.
Как правило, новички начинают учиться варить металл с создания валиков на ненужных изделиях. Это позволяет попросту освоить порядок расплавления материалов, соединительные швы на данном этапе обучения не создаются. Поверхность предварительно обязательно очищается от коррозии и всевозможных загрязнений.


Чтобы сделать валики, придерживайтесь такой последовательности действий:
Возьмите сварочный электрод и вставьте его в держатель инвертора.
Запустите ток в зону плавления. Для этого обычно достаточно чиркнуть концом стержня по металлу, будто спичкой. Можно вместо этого несколько раз коснуться заготовки постукивающими движениями.
После того как появится электрическая дуга, направьте электрод на металл. Выдерживайте постоянное расстояние между обрабатываемым металлом и дугой
Важно, чтобы оно не выходило за границы 3-5 мм.
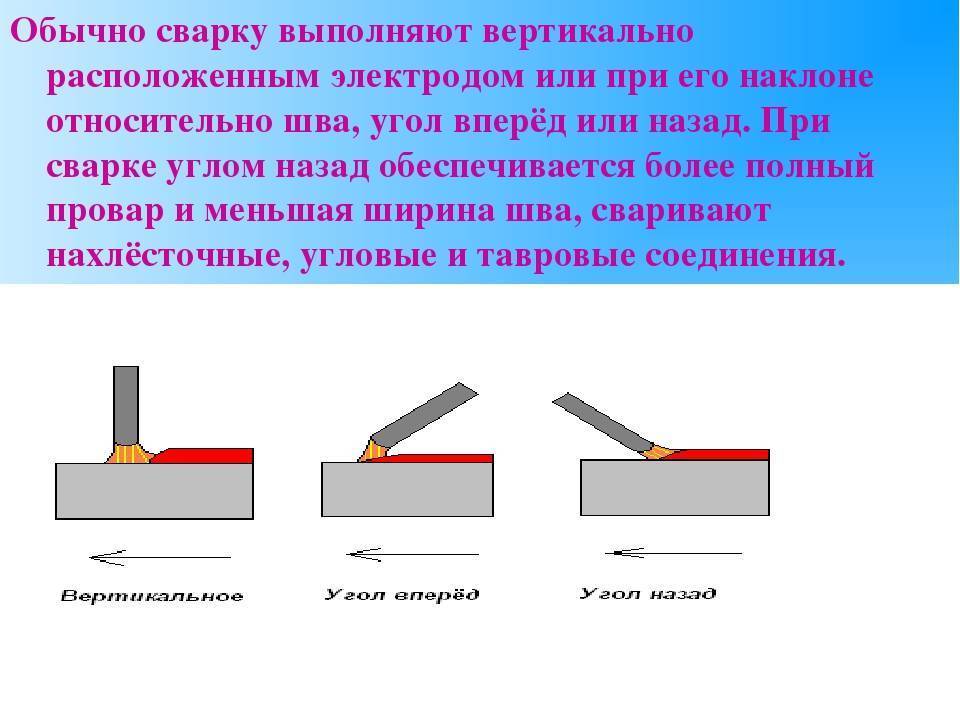
Хотя это и тренировка, все равно не забывайте о том, что качество шва напрямую зависит от умения поддерживать расстояние между дугой и металлом на постоянном уровне. Если расстояние будет колебаться, вы попросту получите дефективный шов. Стержень держите под углом к поверхности заготовки. Лучшим считается уклон в 70°. Электрод можно наклонять и назад, и вперед. Делайте так, как вам удобнее. Со временем вы сможете подобрать такой уклон, который будет самым лучшим и удобным именно для вас.
На этом этапе вам нужно научиться устанавливать силу тока так, чтобы обеспечивалась его стабильная подача.
Уделите этому достаточное время и найдите подходящее значение.
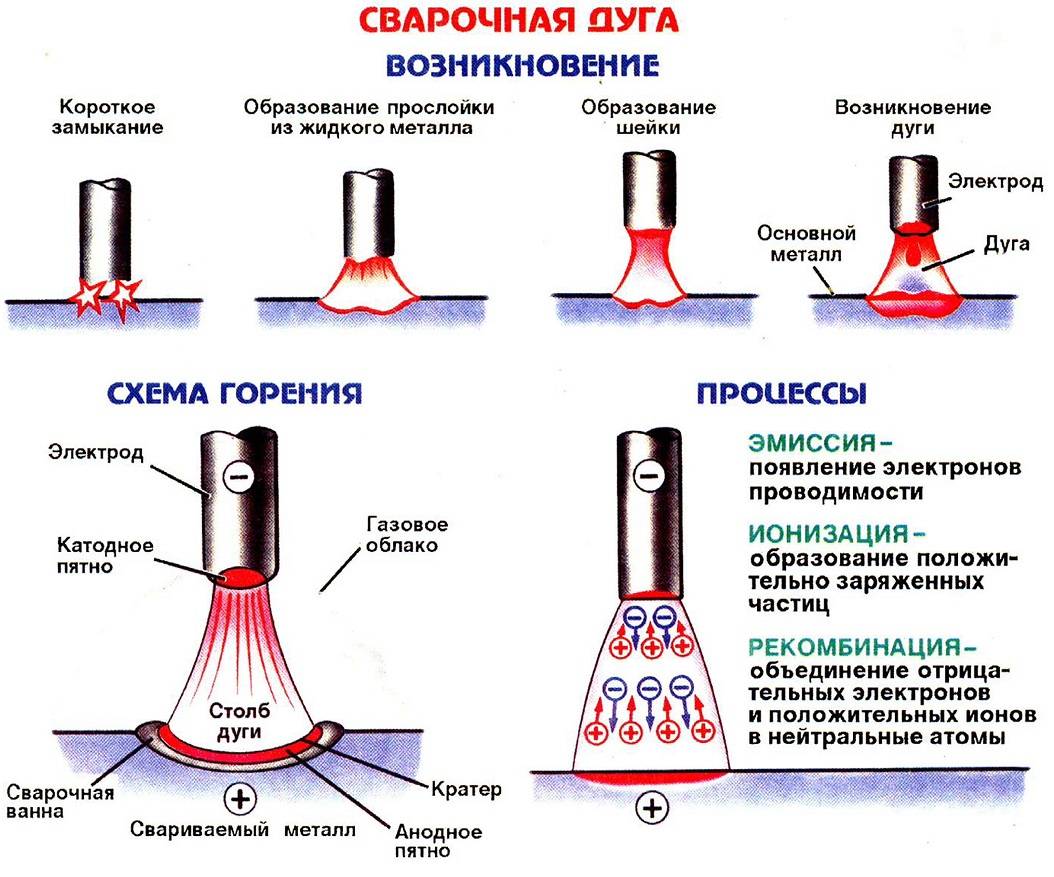
Как зажечь дугу
Что создает дугу? Дуга образуется между свариваемыми деталями и электродом, на который подано напряжение от сварочного аппарата (инвертора). Второй кабель от аппарата («масса») закрепляется на металлической пластине, на которой будут проходить сварочные работы или непосредственно на одной из деталей. Между держаком и массой инвертора создаётся напряжение, порядка 80 В.
Вначале, касаясь металла, мы замыкаем цепь. В зоне касания возникает сильный ток, нагревающий зону контакта. При отрыве электрода от металла быстро восстанавливается напряжение между ними, так как нагретые участки испускают электроны.
Электроны разгоняются за счет напряжения и ударяют в нейтральные атомы, выбивая из них электроны и превращая их в ионы. В результате между металлом и сварочным электродом возникает ионизированный (плазменный) канал с высокой температурой.
Настройка силы тока
Сила тока как уже говорилось ранее на аппарате (инверторе) устанавливается по диаметру электрода, обычно на аппарате есть соответствующая таблица. Берите среднее значение из рекомендуемого диапазона. Со временем Вы научитесь определять, больший или меньший ток вам нужен при выполнении конкретных работ. Для практики лучше выбирать большие куски металла.
Ниже представлены видео уроки, как выполнять сварку металла новичку в сварке. Мы рекомендуем подробно ознакомиться с ними. Там даны ответы на многие интересующие Вас вопросы, например: «Как правильно зажигать дугу?».
Зажигание дуги
Чтобы правильно зажигать дугу, выставляем над будущим швом и наклоняем на 15-45° в сторону шва, куда будет идти процесс– так лучше учиться. Существует два способа как можно зажигать дугу при ручной дуговой сварке:
- «клевком» — электрод слегка ударяется о металл и отскакивает, наподобие клевка птицы;
- чирканьем по металлу.
Сыпятся искры, слегка отводим электрод – наша дуга горит!
Как правильно держать дугу при сварке
Для поддержания нормальной дуги, расстояние от электрода до поверхности металла не должно быть менее 0,5 и более 1,5 мм. В процессе выполнения материал электрода расходуется. Его надо постоянно придвигать ближе к зоне расплава.
Поддержание правильного сочетания скорости ведения процесса сварки, расстояния от электрода до металла, угла наклона, при котором горит стабильная мощная дуга, и есть мастерство электросварщика. Именно в этом мастерство профессионала, этому вы должны научиться. Улучшить свои навыки и понять, как держать дугу, поможет видео.
На первый взгляд кажется так много нужно контролировать, так все сложно. Это только на первый взгляд. Просто начните делать. Когда сделаете первые швы все станет понятно даже если учитесь сварке металла с нуля. У вас точно получится!
Подготовка к процессу
В отличие от трансформаторных агрегатов, инвертор позволяет работать от бытовой сети и не перегружает ее. Он обеспечивает мягкий розжиг, плавность линий, бесперебойность процесса. Учиться сваривать с нуля стоит на толстых кусках железа — на них легче тренироваться, и нет опасности пережога.
Дуга происходит при контакте детали и металла электрода. Расплав металла и стержня формируют ванну, а электродная обмазка переходит в газ и защищает место сварки от кислорода. Это необходимо для предотвращения появления окалины на деталях.
Просто научиться варить сваркой и создавать ванну для эффективного результата недостаточно. При дуговом нагревании отдельных частей деталей шов «тянет» металл в сторону. Результат получается с сильными отличиями от задуманного на чертеже. Деталь перекашивает.
Для облегчения работы металл закрепляют тисками, струбцинами, хомутами или иными приспособлениями. Для фиксации первоначальной формы делают прихватки через 20—30 см. При работе со стыками прихватывают с обеих сторон, компенсируя взаимные напряжения на сторонах деталей. По окончании подготовки можно начинать сварочные работы.
Подготавливаем оборудование
Работа сварочным аппаратом предусматривает установление на нем режима, соответствующего предстоящей сварке. Первым делом аппарат должен быть включен и проверен на свою работоспособность. При обнаружении неисправностей работа на нем категорически запрещена.
Начинающему сварщику следует еще раз изучить инструкцию по эксплуатации, которая входит в комплект любого прибора. Затем желательно закрепить теоретические знания практикой, потренировавшись на небольших кусочках металлических элементов. Если работа будет проводиться с помощью инвертора, то необходимо установить на нем полярность.
Выбор полярности зависит от того, каким током будет проводиться сварка – постоянным или переменным, а также от материала свариваемых элементов.
Выбор необходимого значения тока находится в прямой зависимости от диаметра электрода – чем больше диаметр, тем большее значение тока должно быть выставлено. Точно рассчитать значение тока можно, ориентируясь на следующую зависимость: каждый миллиметр диаметра электрода потребует ток порядка девяносто-сто ампер.
Начинающий сварщик должен потренироваться и научиться правильно выставлять величину тока на применяемом оборудовании.
Принцип работы
Инвертор — электронное устройство, работающее от электросети. При включении в работу старых сварочных аппаратов происходит сильный и огромный толчок электроэнергии, в связи с чем возможно отключение света.
Инвертор же располагает аккумуляционными конденсаторами, накапливающими электроэнергию и обеспечивающими бесперебойную работу сети. Они мягко разжигают дугу инвертора.
Стоит обратить внимание на то, что потребление электроэнергии зависит от диаметра электродов. Чем он больше, тем больше потребление
В связи с этим, чтобы не сжечь бытовые приборы, необходимо перед работой с инвертором рассчитать максимально возможное количество электроэнергии, которое будет расходоваться аппаратом.
Стоит учесть, что для каждого диаметра электрода представлена минимальная сила тока, т. е. при попытке снизить силу тока шов не получится. При повышении же силы тока — получится, но электрод будет быстро сгорать.

Дуга исходит от соединения металлического участка электрода и свариваемого металла. Электрод и металл начинают плавиться под воздействием температуры дуги. Расплавленные части в ее месте образуют ванну. Расплавляется обмазка электрода, часть которой переходит в газообразное состояние и перекрывает ванну от кислорода. Другая часть обмазки (в жидком состоянии) защищает металл от воздуха во время сварки и в процессе охлаждения.
После сварки и охлаждения металла жидкая часть представляет собой шлак, покрывающий шов с внешней стороны. После остывания шлак удаляется постукиванием молотком.
Электрод в процессе сварки плавится. Чтобы дуга не гасла, нужно выдерживать ее длину, т. е. расстояние между металлом и электродом. Это можно сделать при вводе электрода в место сварки с одинаковой скоростью и ровно по стыку шва.
При короткой дуге (около 1 мм), металл греется на малую по ширине площадь, а шов выходит выпуклый. В точке соединения шва и металла может появиться такой дефект, как подрез (параллельная ямка возле шва). Он снижает прочность шва.
Длинная дуга нестабильна, плохо защищена от воздуха, почти не прогревает металл, и шов выходит неполной глубины. Нормальная величина дуги — от 2 до 3 мм. Постоянный зазор такой величины сформирует нормальный шов, с хорошим проваром.
Как правильно сваривать металл инвертором
Для работы со сваркой необходимы следующие защитные элементы:
- Перчатки из грубого материала, но ни в коем случае не резиновые.
- Сварочная маска с фильтром, который подбирается в зависимости от величины сварочного тока. Удобнее использовать маску «хамелеон», т. к. установленный в ней фильтр распознает дугу и под ее размеры затемняется. Стоит отметить, что при пониженных температурах фильтр не успевает сработать вовремя, а при температуре меньше -100 градусов эта маска не защитит.
- Одежда, которая должна быть из натурального плотного и невозгораемого материала, закрывать шею и руки.
- Закрытая обувь из натуральной кожи и на толстой подошве.
Необходимо подготовить безопасное место для сварки:
- Свободное пространство, отсутствие всего лишнего.
- Хорошее освещение.
- Работа выполняется стоя на деревянном настиле, который защищает от поражения током.
После этого необходимо настроить сварочный ток (в зависимости от толщины металла и деталей) и выбрать электрод (2−5 мм). Обычно на корпусе прибора указана сила этого тока. Электроды необходимо выбирать, ориентируясь на марку материалов для сварки. Далее подключается клемма массы к свариваемой поверхности.
Для получения надежного и качественного соединения перед началом работы металл следует подготовить. Металлической щеткой удаляется ржавчина с кромок, которые нужно обработать растворителем (бензином, уайт-спиритом)
Важно не допустить на кромках наличие жира и лакокрасочных материалов
Новичкам лучше выполнять шов в виде валика на металлическом листе с большой толщиной. Лист необходимо положить горизонтально на стол. На нем мелом прочерчивается прямая линия для ориентира в работе, по которой будет прокладываться валик. Для начала сварки необходимо поджечь дугу. Сделать это можно 2-мя способами:
- чирканьем;
- постукиванием.
Можно зажечь и удержать дугу обоими способами. Далее идет сам процесс сварки, получается сварочный шов. Накипь металла сверху шва необходимо убрать постукиванием маленьким молоточком или твердым предметом. Умение управлять длиной дуги обеспечит отличный результат.
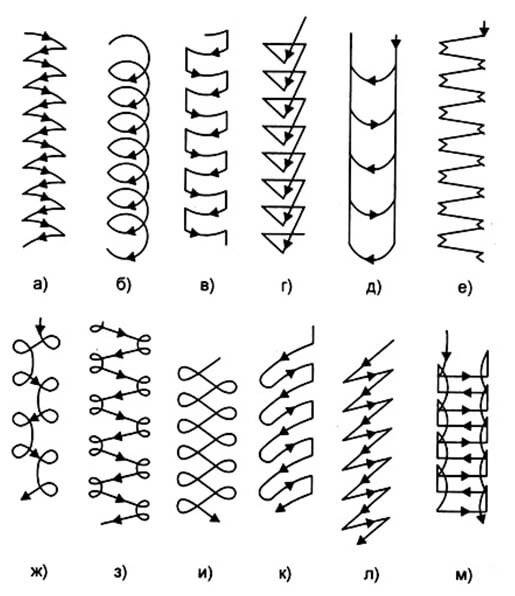
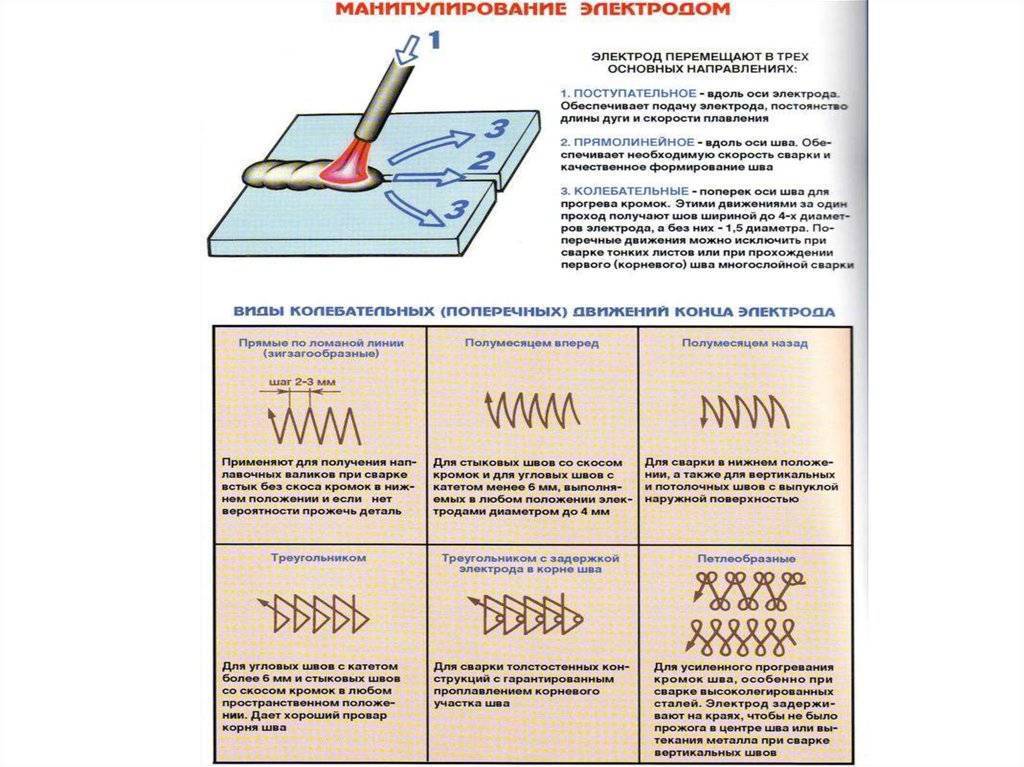
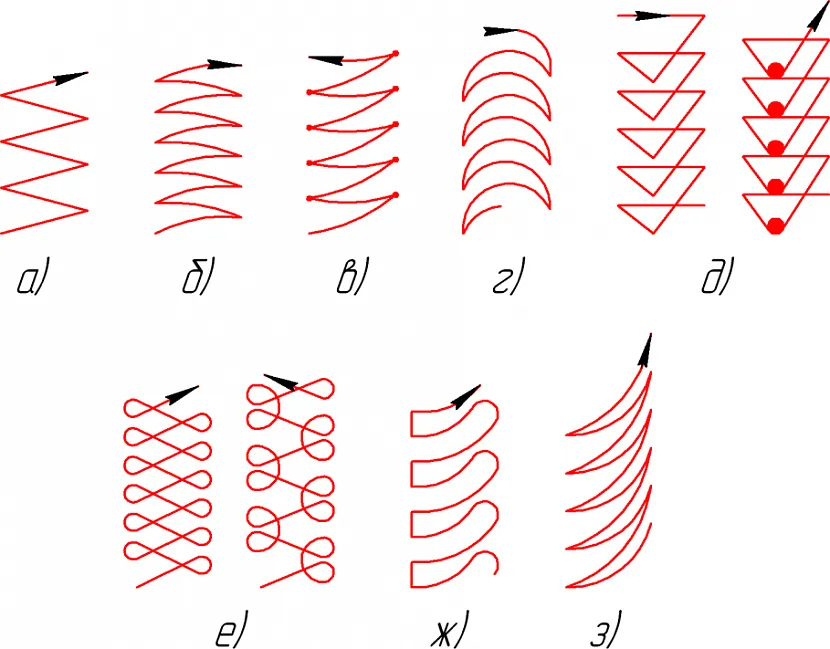
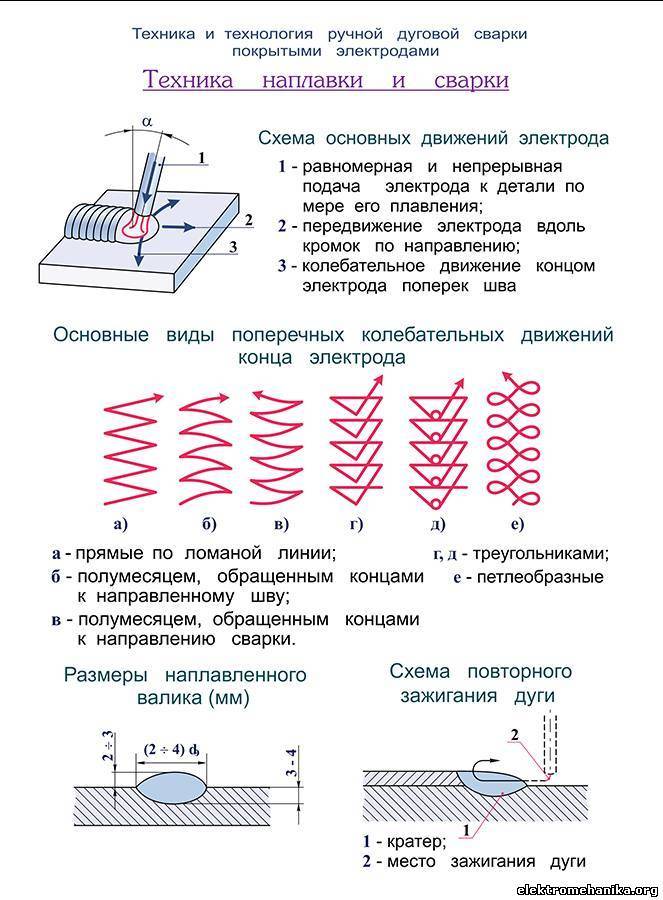
На красоту шва влияют:
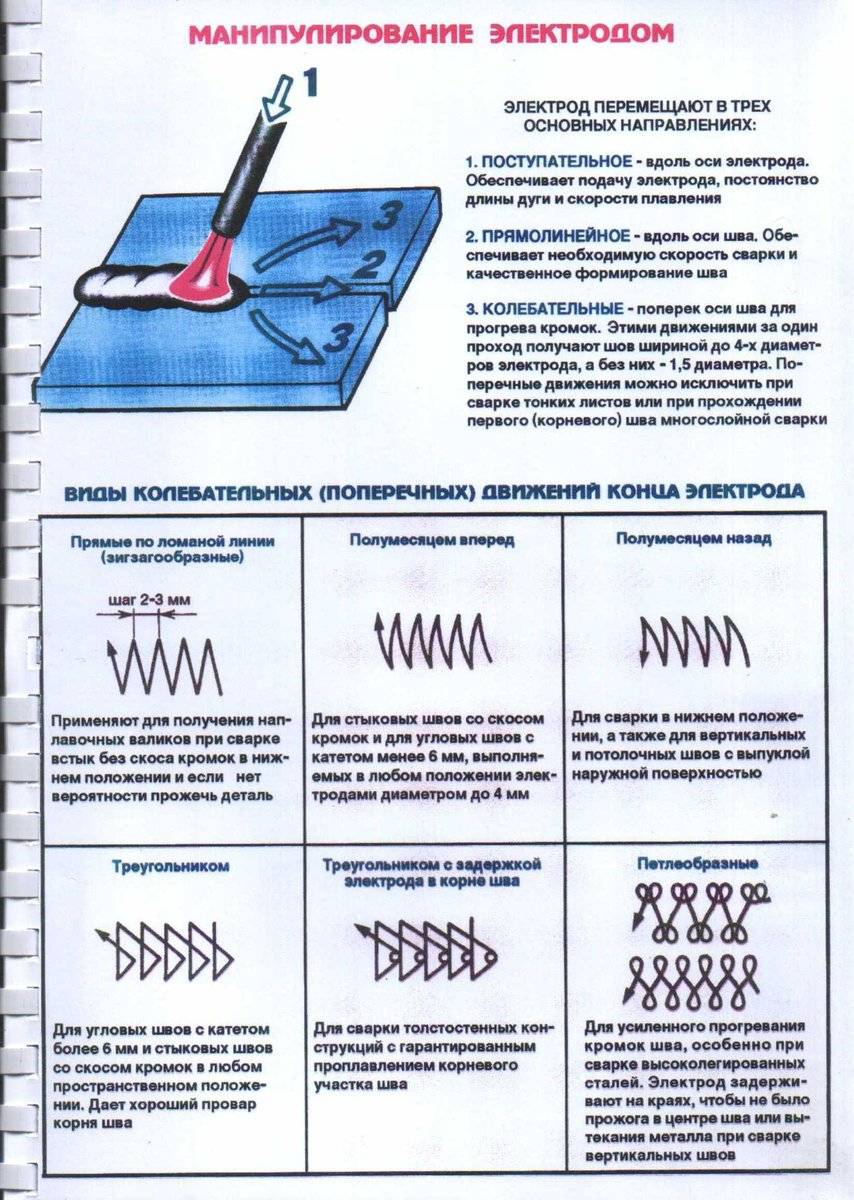
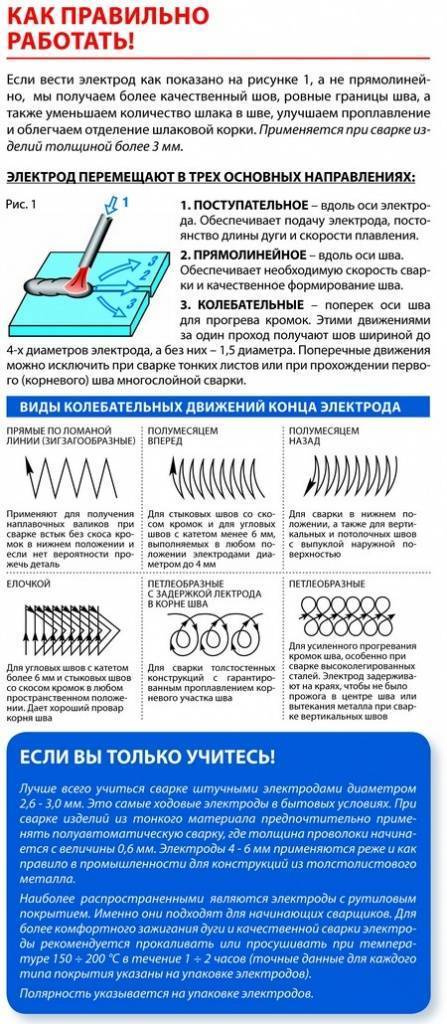
- угол наклона электрода;
- схема поперечных и продольных передвижений;
- скорость движения электрода.
https://youtube.com/watch?v=SRLRSxWUJxc