Способы сварки в защитной среде
Сварка с регулируемой полуавтоматической подачей проволоки в среду воздействия дуги короткого замыкания, может происходить в активном газовом составе или же в инертном, препятствующем окислению в зоне соединения заготовок. Углекислый газ изолирует сварной шов от воздействия кислорода и придаёт эластичность и прочность месту стыка деталей.
Использование полуавтоматических инверторов придало новый качественный уровень процессу соединения заготовок и большие возможности ремонта дефектных узлов и деталей
Это особенно важно при сварке различных сплавов алюминия, титана и нержавеющих и легированных сталей
Итак, как варить полуавтоматом и какие методы при этом используются в наше время? Наиболее популярными способами соединения металлов в инертной газовой среде являются схемы с использованием защитной оболочки, которая препятствует окислению, свариваемых металлов или сплавов.
В настоящее время используются наиболее активно следующие способы:
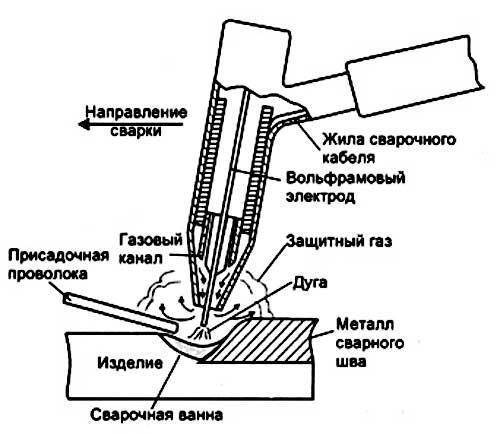
- соединение металлов и сплавов методом TIG с применением чрезвычайно тугоплавкого вольфрамового электрода в среде инертного газа и ручной подачей необходимой присадочной проволоки в сварочную ванночку;
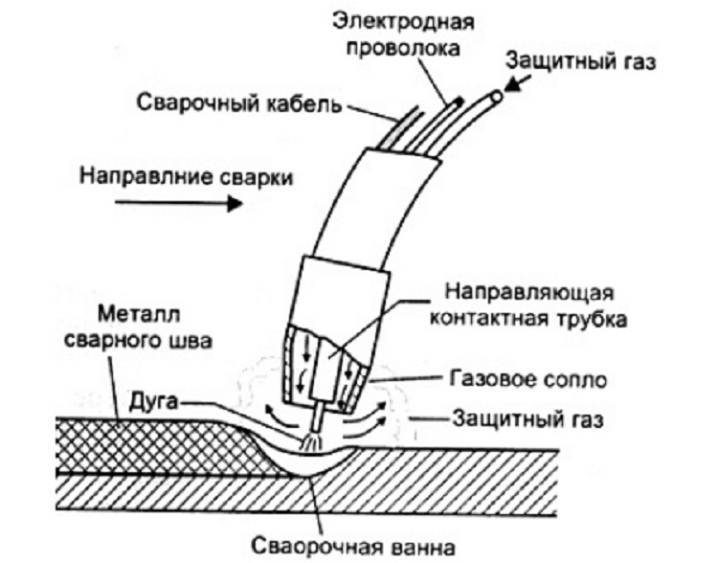
- метод MIG/MAG, позволяющий осуществлять полуавтоматическую, регулируемую подачу сварочной проволоки в зону дуги короткого замыкания под действием защитного газа.
Нужно отметить, что метод TIG более дешёвый, но менее технологичный, поскольку при нём необходима ручная подача сварочной проволоки в ванночку тогда, как при способе MIG/MAG подразумевается полуавтоматический процесс. Инверторы MIG/MAG позволяют сваривать огромное количество материалов с помощью устройства автоматической, регулируемой подачи сварочной проволоки различного состава в зону действия дуги короткого замыкания. Этот процесс происходит с помощью протяжки проволоки со встроенного барабана через еврорукав и горелку непосредственно в зону сварки.
Эта совершенная схема позволяет задействовать электрическую цепь задержки подачи импульсного тока на проволоку, являющуюся электродом, после подачи защитного газа. Горелка снабжается насадками, которые позволяют подавать проволоку разного диаметра в зону воздействия сварочного тока с необходимой скоростью.
Виды стали
 Для соединения цветных металлов и нержавеющей стали применяют обычные методы сварки при условии использования соответствующего газа для уменьшения коррозионной устойчивости.
Для соединения цветных металлов и нержавеющей стали применяют обычные методы сварки при условии использования соответствующего газа для уменьшения коррозионной устойчивости.
Ферритная нержавеющая сталь может вариться электродами TIG или MIG/MAG под флюсом. Для того чтобы избежать гиперплазии зёрен металла и образования холодных трещин, следует использовать ток небольшой силы. В качестве защитного газа следует применять аргон, гелий или смесь, не содержащую диоксид азота и водорода. Электроды должны быть щелочные.
Аустенитную сталь можно сваривать всеми широко известными и применяемыми методами. Рекомендуется избегать сильного разогрева для снижения риска образования трещин, роста зёрен, межкристаллической коррозии. Рекомендуется аргон, смесь аргон-гелий или аргон-водород.
Особенности сварки нержавеющей стали
Легирующие добавки делают нержавейку стойкой к коррозии и кислотам, но одновременно она приобретает свойства затрудняющие сварку. По сравнению с обычной сталью теплопроводность снижается в два раза. Это затрудняет отвод тепла с места сварки, что приводит к перегреву металла, прожогу и выгоранию хрома. Для предотвращения этого явления сварку выполняют током на 15 — 20% меньше стандартного с дополнительным охлаждением заготовок.
У нержавейки высокий коэффициент теплового расширения, что приводит к растрескиванию шва и металла рядом с ним. Для его нейтрализации между заготовками оставляют большой зазор. Из-за высокого электрического сопротивления материала электроды для сварки нержавейки перегреваются, что не лучшим образом сказывается на качестве шва. Поэтому их обрезают до минимально возможного размера, чтобы не успевали раскалиться.
Узнав о сложностях, новички задаются вопросом: «Можно ли сваривать нержавейку полуавтоматом в домашних условиях?». Ответ, конечно, положительный. Для соединения заготовок используется три способа:
- короткая дуга;
- импульсный метод;
- струйный перенос.
Короткой дугой сваривают тонкую нержавейку, так как она снижает вероятность прожига. Методом струйного переноса соединяются толстостенные детали из нержавеющих сплавов на производстве. Сварка проводится с применением порошковой проволоки и специальных головок.
Для создания защитной среды при сварке импульсным методом используется смесь аргона с углекислотой. К преимуществам способа относятся:
- возможность соединения как тонких, так и толстых заготовок;
- подача проволоки короткими импульсами предотвращает разбрызгивание расплавленного металла;
- экономия присадочного материала;
- отличное качество соединения;
- высокая производительность.
Это интересно: Как выбрать сварочный полуавтомат инверторного типа для дома?
Сварка нержавейки полуавтоматом с другими типами металлов
Современная MIG/MAG-сварка полуавтоматом используется для соединения алюминиевых, высоколегированных, низколегированных металлов и разных сплавов с нержавейкой. Рассмотрим особенности сварки полуавтоматом нержавейки с другими металлами:
- сварка с черными металлами – снижается текучесть металла, защищается рабочая поверхность от воздействия атмосферы;
- при сварке металлов марки Ст40 с нержавейкой используется проволока 08Г2С, что позволяет исключить деформацию шва (разрыв) по границе с черным металлом при остывании;
- при сварке меди с нержавейкой используют легкоплавкие припои и флюс;
- импульсный режим сварки нержавейки с алюминием и другими металлами позволяет добиться хорошую коррозийную стойкость, качественный провар с контролируемым тепловложением;
- сварку алюминия с нержавейкой рекомендуется выполнять в импульсном режиме в среде аргона с использованием медно-порошковой проволоки.

Материалы и оборудование
Перейдем к выполнению самой сварки. Вам понадобится сварочный полуавтомат полупрофессионального или профессионального класса, присадочный материал для сварки нержавейки (состав проволоки должен быть идентичен составу детали, которую вы будете варить), баллон с газом. Это основное. Также вам понадобится щетка с металлической щетиной для зачистки металла и растворитель вроде уайт спирита.
Если вы не можете по каким-либо причинам использовать газовый баллон, то газ и присадочный материал можно заменить на порошковую проволоку. Но помните, что качество швов будет заметно хуже.
Особенности процесса
Нержавеющая сталь устойчива к коррозионным поражениям, в результате чего ее прочность сохраняется достаточно длительное время. Однако легирование нержавейки, из-за чего она приобретает такое свойство, негативным образом сказывается на другом аспекте – процесс сварки становится существенно затрудненным из-за наличия в химическом составе этого металла легирующих химических элементов, в первую очередь, хрома. В результате снижается теплопроводность металла, что вызывает (при несоблюдении технологии) перегрев металла с последующим его прожогом, а также выгорание хрома, из-за чего снижается устойчивость детали к коррозии в месте сварного стыка.
У нержавеющей стали есть еще одна негативная особенность – она имеет очень высокое электрическое сопротивление, что вызывает постоянный перегрев электродов и, как результат, ухудшение качества шва. По этой причине опытные сварщики обрезают электроды настолько, насколько это возможно, чтобы успеть использовать их до момента перегрева.
Сварка закончена. Выпрямляем деформации
Чтобы удалить возможные деформации, необходимо дополнительно обработать деталь после сварки. С помощью молотка воздействуют на деталь через гладилку.
Образовавшийся на листе пузырь простукивают молотком, начиная от края и двигаясь постепенно в сторону пузыря.
Еще один способ устранить пузырь — нагреть его выпуклую часть с помощью горелки. Движения должны идти по кругу и чередоваться с простукиванием.
Для качественной варки нержавеющей стали необходимы определенные навыки.
Видео в нашей статье познакомит вас с различными этапами сварки нержавейки — подготовкой сварочной области и проволоки, осуществлению качественного шва, а также после сварки работами по охлаждению шва и устранению деформаций.
Еще в начале прошлого столетия было случайно обнаружено, что при добавлении в низкоуглеродистую сталь небольшого количество хрома, появляется металл со способностью сопротивляться воздействию кислоты. С тех пор и появился металл, который сегодня известен как нержавейка.
- Содержимое:
- Полуавтомат для сварки нержавеющей стали
- Какой газ нужен для полуавтоматической сварки нержавейки
- Технология сварки нержавеющей стали полуавтоматом
Всего лишь такое небольшое изменение в составе стали привело к существенной трансформации свойств материала: низкой проводимости тока и теплоотдачи, а также способности быть нейтральными к воздействию большинства из известных химических веществ и воды. Но это также затруднило и обработку полученной стали.






Сварка нержавейки полуавтоматом является высокотехнологическим процессом, на результат которого влияет: тщательная подготовка, правильный выбор режима работ и расходных материалов.

Как же правильно сваривать полуавтоматом?
Технология сварки полуавтоматом в углекислотной атмосфере весьма проста и понятна. Единственное, что требуется от сварщика – это выдержать правильный вылет проволоки и своевременно перемещать горелку с равномерной скоростью.
При правильном выполнении этих условий сварка полуавтоматом флюсовой проволокой без газа позволяет получить ровный сварной шов без наплывов и пещер.
Специалисты разработали несколько простых рекомендаций, благодаря которым сварка полуавтоматом для начинающих покажется очень простым занятием:
- Перед началом сварочных работ следует убедиться, что газ поступает из горелки. Углекислый газ для сварки должен поступать в рабочую зону под давлением 0.02-0.03 кило Паскаля. При наличии сквозняка, ветра и других факторов, следует скорректировать давление, дабы компенсировать потери.
- Угол горелки должен находится в пределах от 65 до 75 градусов.
- Проварку необходимо производить справа налево. Такой подход позволяет обеспечить лучший обзор уже проваренных участков.
Конечно, для нечастых работ невыгодно приобретать баллон с углекислым газом. В таких случаях придет способ варки без углекислоты, основанный на применении специальной присадочной проволоки с флюсом.
При соединении изделий из цветных металлов крайне важно правильно подобрать проволоку. Например, алюминиевые изделия лучше всего спаивать при помощи присадочного материала, имеющего в составе алюминий, марганец и магний
Способы сварки
Полуавтоматическая сварка в среде углекислого газа может выполняться двумя способами:
- Углом вперед. В данном случае дуга перемещается справа-налево, металл плавится меньше и валик шва получается достаточно широким. Подобный способ варки идеально подходит для соединения тонкого металла.
- Углом назад. Подход подразумевает перемещение электрической дуги слева направо. Метод подходит для варки толстых металлов, поскольку он обеспечивает большую глубину проплавления и узкий шов.
Отдельного упоминания стоит метод сварки без использования газа.
Подобный прием обладает массой преимуществ:
- Полная мобильность. Благодаря отсутствию тяжелых газовых баллонов, сварка может осуществляться даже в самых труднодоступных местах.
- Большой выбор специализированных проволок. На сегодняшний день существует огромное количество присадочных материалов с встроенным флюсом.
- Упрощенный сварочный процесс.
- Отсутствие необходимости в постоянной заправке баллона. Для небольших ремонтных мастерский нет смысла держать дорогостоящий баллон. Поэтому нечастые сварочные работы лучше проводить при помощи флюсосодержащей проволоки.
Однако, у безгазового вида сварки есть и свои недостатки, среди которых можно выделить:
- высокую стоимость расходных материалов;
- повышенные требования к выбору проволоки;
- необходимость наличия на аппарате кнопки переключения полярности тока;
- сложности в подборке оптимальных режимов работы;
- плохую видимость сварного шва из-за возникновения дымки;
- трудности при сваривании листов, толщиной менее 0.15 сантиметров;
- выделение большого количества вредных веществ, пагубно влияющих на организм;
- слабые механические свойства проволоки, не позволяющие пережимать ее валиком.
Важно отметить, что сварочные работы можно проводить и с помощью обычной проволоки, однако, получаемый в таком случае шов будет рыхлым и недолговечным
Пошаговый процесс сварки
Сварка без газа, как правило, производится в соответствии со следующим алгоритмом:
Подборка оптимальной величины тока в зависимости от толщины соединяемых изделий.
Выставление тока обратной полярности на аппаратуре.
Выбор скорости подачи паяльной проволоки
В случае использования флюсосодержащей проволоки важно следить, чтобы шестерни не пережали ее.
Проверка выставленных параметров на пробном образце. Для данного этапа оптимально подойдут небольшие куски металла
В процессе настройки следует контролировать стабильность сварочной дуги и количество выдаваемого флюса.
Установка переключателя в положение вперед.
Нажатие на кнопку запуска сварочных работ.
Зажигание электрической дуги.
Поворот горелки на 5 градусов относительно вертикальной оси.
Начало движения электродом вдоль предполагаемого соединения. Для избегания риска появления трещин, первый слой следует проваривать при небольшом токе.
Завершение сварного шва, по средствам заполнения кратера расплавленным металлом.
Остановка сварочного аппарата и отключение его от сети электропитания.
Сварка полуавтоматом

При использовании различных способов сваривания нержавеющей стали можно получить различные по качеству результаты. Для сварки в безгазовой среде применяют порошковую проволоку. Этот метод обеспечивает получение ровного и красивого шва. Но такой шов в процессе эксплуатации изделия может поржаветь.
Для предотвращения таких последствий и получения качественного результата сварщики используют полуавтомат с применением стальной проволоки и углекислоты. Идеальным является состав газа из 2% углекислоты и 98% аргона. Для снижения стоимости производимых работ пропорции газа меняют в соотношении 30% углекислоты и 70% аргона.
Применение полуавтомата позволяет подавать проволоку в сварочную область механизированным путем. Полуавтомат позволяет охлаждать горелку, осуществлять высококачественные соединения в аргоновой среде, регулировать скорость подачи присадочной проволоки и производить сварку в труднодоступных местах.
Перед осуществлением сварочных работ поверхность свариваемых деталей подготавливают:
- Зачищают поверхность с помощью металлической щетки и обезжиривают при помощи специальных средств: уайт-спирита, ацетона или авиационного бензина.
- Прогревают свариваемые детали до 100 градусов, чтобы сварочная зона просохла и не имела влаги.
 Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
Самой надежной и результативной является сварка с применением аргона и углекислоты. Такой метод сварки металла позволяет сохранить все свойства стали. В процессе сварки проволока из никелевого сплава сгорает интенсивнее, что улучшает показатели сварки.
При использовании обычной проволоки показатели могут быть хуже. Методы современной сварки нержавеющих металлов:
- Тонколистовые металлы соединяют методом короткой дуги.
- Толстолистовые металлы соединяют методом струйного переноса.
- Экономия ресурсов высокой производительности осуществляется методом сварки импульсного характера. Этот метод позволяет подавать проволоку короткими импульсами.
В среде аргона
Полуавтоматическая сварка в среде аргона позволяет увеличить производительность. Технология такой сварки позволяет осуществлять не только сваривание толстых металлов, но и получать надежные высококачественные соединения, привлекательные по внешнему виду.
В состав сварочной проволоки должен быть включен никель для повышения качества производимых работ. Для сваривания толстостенных металлов применяют смесь аргона и углекислого газа.
Сварщику следует помнить, что изделия в процессе работы могут деформироваться из-за длительного нагрева. Решить эту проблему можно простукиванием и прогревом деталей. С этой целью можно применять бытовую газовую горелку.
В среде углекислого газа
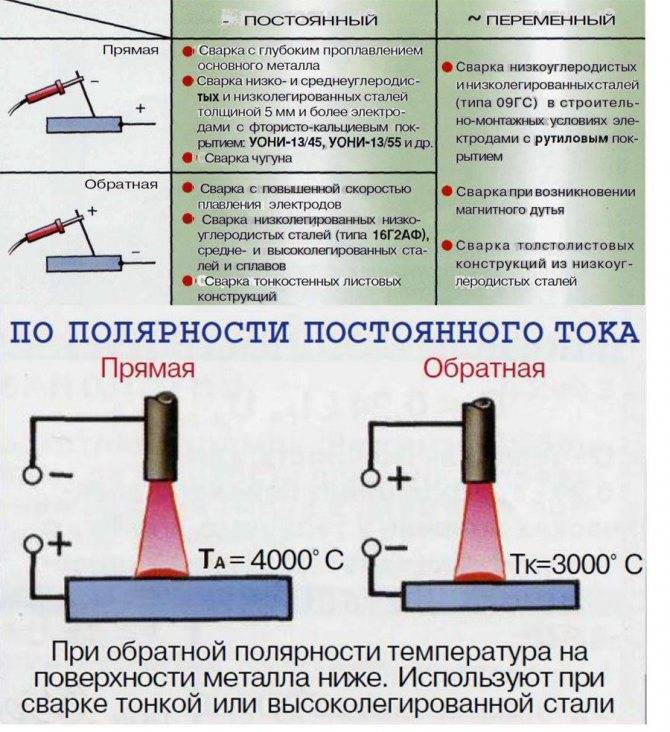
При проведении сварочных работ в среде углекислого газа полуавтоматом должны выполняться следующие требования:
- Применение обратной полярности.
- Выдержка угла наклона электрода. Тонкие металлы можно проваривать наклоном проволоки вперед. Этот метод делает шов шире, а глубину провара меньше.
- Величина вылета проволоки не должна превышать 12 мм.
- Обеспечение контроля за расходом газа. Слишком маленький или очень большой расход газа может отрицательно сказаться на итоговом результате.
- Применение осушителя. В процессе сварки металла при высоких температурах из баллонов с газовой смесью выделяется вода, которая при взаимодействии с углекислотой снижает прочность шва. Медный купорос, применяемый в качестве осушителя, позволяет сохранить качество сварного шва.
- Не следует начинать и заканчивать сварку по краю детали. Это может привести к появлению водородных трещин. Рекомендуется отступать от края изделия не менее 5 см.







Основные правила при проведении работ
Исполнитель должен помнить и строго выполнять следующие важные моменты:
- Перед началом основной сварки сделать пробный шов на постороннем куске металла — так проводится регулировка подачи проволоки и силы тока, чтобы шов был высокого качества.
- Сварку изделий производить строго по инструкции, которая имеется у любого аппарата.
- При проведении работ сварщик должен быть экипирован в защитную одежду. Если работы проводятся в помещении, то надо обеспечить надежную вентиляцию.
- Для каждого вида проволоки существует канавка определенной формы. У припоя без присадок углубление имеет V-образную форму, при наличии в составе проволоки флюса — аналогичная, но с боковыми насечками.
- Нельзя проводить сварку, когда на поверхности металлов имеются горючие материалы — они должны удаляться, а свариваемые поверхности перед соединением хорошо зачистить.
Важно! Сварщику запрещается работать постоянно – надо делать технические перерывы
Технология полуавтоматической сварки для нержавеющей стали
В бытовых условиях чаще всего приходится варить детали максимального диаметра 3 мм. Поэтому для выполнения сварных работ можно использовать оборудование с максимальной мощностью 10 кВт.
А для выполнения работ на агрегате выставляют следующие параметры:
- напряжение – 19-25 В;
- ток – 95-300 А;
- скорость подачи проволочного электрода – 290-490 м/ч.
Длина электрической дуги, глубина проплава и форма шва регулируются изменением токового значения. С увеличением тока уменьшается глубина проплава, а валик на стыке получается шире.
В газовой среде
Перед выполнением сварочных работ в газовой среде осуществляются подготовительные мероприятия:
- рабочие поверхности соединяемых элементов металлической конструкции зачищаются болгаркой (используется специальный наждачный диск);
- при соединении заготовок толщиной больше 4 мм подготавливают канавки для направления расплавленной стали;
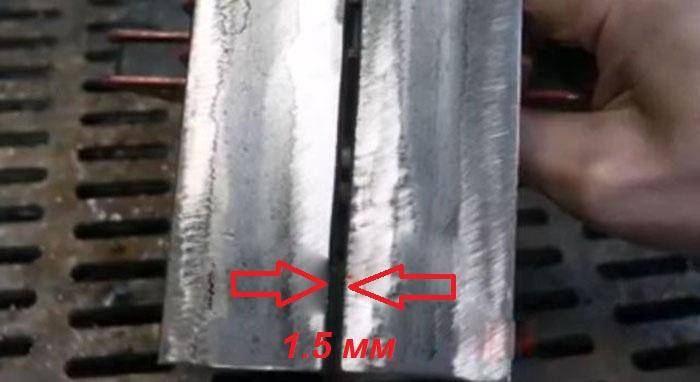
- соединяемые изделия стыкуют щипцами-зажимами между собой так, чтобы между ними оставался зазор не меньше 1,5 мм;
- на агрегате устанавливают нужные параметры для выполнения сварочных работ.
Варить нержавейку полуавтоматом надо под углом 20-60º от себя или к себе короткими прихватками, т.е. периодически нажимая и отпуская курок, постепенно заполняя расплавленным металлом нарезанные фаски. При этом между соплом и сварочной ванной нужно постоянно держать дистанцию от 10 до 20 мм.
Рекомендуем к прочтению Как сваривать нержавеющую сталь электродами
При выполнении соединения внахлест фаски не нарезают, только тщательно зачищают рабочие поверхности. Изделия накладывают друг на друга, осуществляя их сваривание.
В процессе спайки элементов полуавтоматическим оборудованием в газовой среде рекомендуется периодически менять скорость подачи проволоки. Это поможет добиться более прочной стыковки заготовок. А перед началом каждого нового шва нужно откусывать плоскогубцами наплавление, образовавшееся на конце электрода.
Без защиты
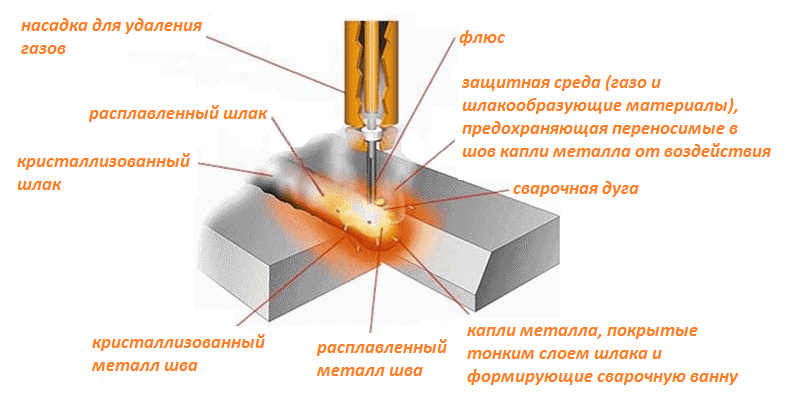
Соединение деталей полуавтоматом выполняют и без использования защитной газовой среды с помощью порошковой проволоки. Ее специальное покрытие после расплавления формирует защитную оболочку.
Но готовые конструкции, соединенные таким способом, не отличаются высокой коррозионной стойкостью. В местах сварных швов может появляться ржавчина. Поэтому для получения шва, более устойчивого к коррозии, рекомендуется использовать дополнительные присадки с защитным газом.
Как варить с другими типами металлов
Современные технологии сварки предоставляют возможность сваривать нержавеющую сталь с другими материалами, например, с алюминием, низко- и высоколегированными металлическими сплавами.
Для сваривания с алюминиевыми заготовками используют импульсный режим аппарата, аргон и медные порошковые электроды. Такой способ позволяет улучшить качество спайки, повысить коррозионную стойкость готового шва.
Для соединения с медными элементами используют флюс, легкоплавкие припои.
При спайке с Ст40 используют проволоку 08Г2С. Она предотвращает разрыв сварных швов после охлаждения.

Сварка нержавейки в среде углекислого газа: основные нюансы подбора проволоки
Если говорить о выборе проволоки, с помощью которой будет производиться сварка, следует обратить внимание на ее химический состав. Так, чтобы шов получился максимально прочным, с химической точки зрения проволока должна быть идентична составу самой нержавеющей стали, которая будет сварена с ее помощью
В связи с этим выделяются два вида проволоки, которую можно использовать:
- порошковая проволока, прошедшая процесс легирования хромом;
- проволока, в которой повышено содержание никеля.
Если же использовать проволоку, в которой отсутствуют указанные легирующие материалы, то высок риск скорого образования коррозии на выполненном сварном шве, что негативным образом скажется на итоговых свойствах прочности такого соединения.
Технология сварки нержавеющей стали в среде углекислого газа
Далее, рассмотрим принципы работы связки – полуавтомат, нержавеющая проволока и углекислый газ, как самый распространенный вариант из существующих. Процесс состоит из нескольких этапов: предварительная подготовка, сам процесс сваривания и пост обработка.
Подготовка металла
Сварка нержавеющих металлов может быть выполнена следующими способами:
- Для соединения тонкого листового металла используют метод короткой дуги;
- Толстые куски свариваются с помощью метода струйного переноса;
- Импульсный метод считается универсальным, он позволяет экономить расходные материалы и добиваться высокой скорости работы.
Перед тем, как варить нержавейку, ее нужно тщательно подготовить, в противном случае можно не рассчитывать на качественное и ровное соединение. Сварные участки нужно:
- обезжирить и снять оксидную пленку. Это можно сделать двумя способами: механическая зачистка или кислотная обработка.
- сделать кромки для наваривания металла.
- провести обезвоживание. Данный процесс подразумевает прогрев металла до 100 градусов, для удаления влаги.
- дополнительно прогреть (для высоколегированной стали). Чтобы снизить воздействие высоких температур при сваривании металл нужно прогреть дополнительно до 200 градусов. Для низколегированной стали подобную процедуру проделывать не нужно.
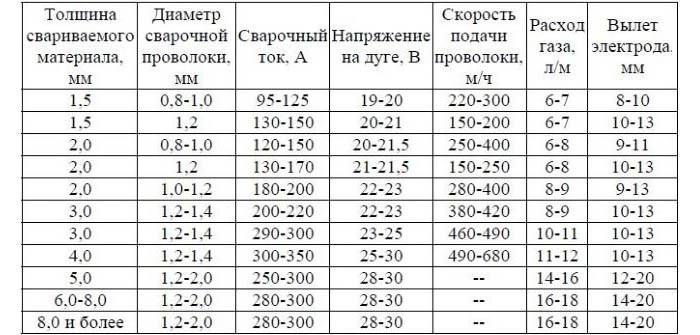
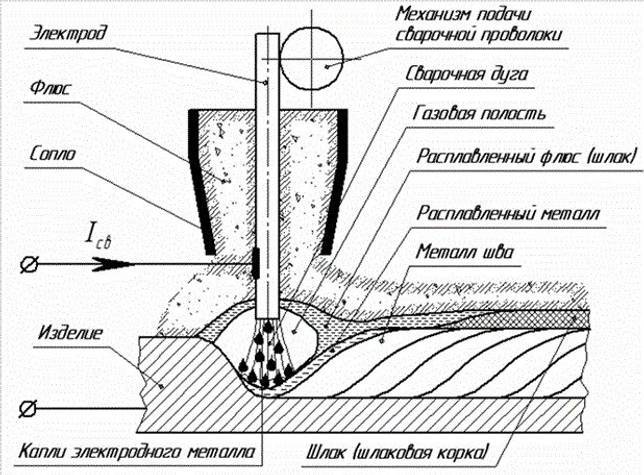
Техническая схема сварки
После первичной подготовки металла нужно определиться с выставлением зазоров и настройкой полуавтомата. В представленной ниже таблице, вы найдете подходящие настройки для вашего типа соединения, толщины металла и диаметра проволоки.
Простейшие сварочные полуавтоматы имеют следующие настройки: скорость подачи проволоки, сварочное напряжение и регулировку индуктивности. Напряжение мы выбираем исходя из представленных показателей, скорость подачи проволоки позволяет регулировать образование шва, исходя из ваших способностей. Индуктивность влияет сразу на несколько параметров, изменяя этот показатель мы можем регулировать глубину провара, жесткость дуги и форму шва. Чем меньше индуктивность, тем дуга холодней, провар получается более глубоким, а валик маленьким и наоборот. Чем выше индуктивность, тем более широким становится валик и провар уменьшается.
Чтобы в процессе сваривания нержавейки не возникло трудностей, следуйте этим советам:
- Выставите обратную полярность на аппарате;
- Наклоняйте электрод от свариваемого шва на угол 20 – 60 градусов. Таким образом, вы будете видеть свариваемые детали и сможете равномерно располагать шов по всему соединению;
- Ограничьте вылет проволоки на уровне 12 миллиметров, не более;
- Тщательно следите за уровнем расхода газа. Нормальные показания, для сваривания нержавеющей стали 6 -12 м3/мин. При увеличении или уменьшении рекомендуемого расхода газа качество сварного соединения может значительно ухудшится.
- Используйте осушитель, чтобы удалить образовавшуюся в баллоне жидкость и не допустить окисления сварного шва;
- Делайте технологические отступы от краев соединений, для избегания водородных трещин.
- Перед началом работы откусите шарик, образовавшийся на окончании вылета проволоки.
Исправление дефектов
При сварке нержавеющей стали полуавтоматом на шве могут появиться всевозможные дефекты, поэтому деталь можно дополнительно обработать. Для этого нужно воспользоваться молотком и гладилкой. Чаще всего дефектами являются пузыри. Их можно удалить постукивая по нему от края детали в сторону пузыря. Если такой способ не помог, можно попробовать нагреть участок с пузырем и постукивая от его края, выпрямить выпуклую часть шва.
Техника сварки в углекислом газе
Выполнение сварочных работ и технология полуавтоматической сварки в среде углекислого газа достаточно простая, по сути, от мастера требуется выдержать необходимый вылет проволоки и перемещать горелку автомата с одинаковой скоростью.
В результате получается равномерный шов без наплывов, обеспечивается достаточный провар стали и механическая прочность получаемого соединения.
Во время выполнения работ от мастера требуется соблюдение следующих рекомендаций:
Перед началом сварки следует убедиться в том, что защитный газ выходит из горелки. Рабочее давление углекислоты при сварке полуавтоматом 0, 02 кПа. Но этот показатель не является абсолютным, наличие сквозняка, ветра, несколько увеличивает расход материала. Соответственно давление для создания нормального шва будет увеличиваться.







Угол горелки должен находиться в пределах 65-75°. Шов необходимо вести справа налево, так лучше просматриваются свариваемые кромки.
Сила тока. Режимы сварки в углекислом газе регулируются методом изменения скорости подачи проволоки и напряжения дуги.
Какое давление углекислоты при сварке
ГОСТ на полуавтоматическую сварку в углекислом газе регулируется руководящим документом 26-17-051-85. Согласно документу, стандартного баллона, наполненного СО², достаточно чтобы обеспечить 15-20 часов беспрерывной работы. Для увеличения производительности обязательно используют осушитель влаги.
Подача углекислоты может быть изменена в большую сторону при наличии сквозняков, ветра и других негативных факторов. Решающее значение при выборе подходящего рабочего режима играет качество получаемого шва.
Сущность сварки в среде углекислого газа сводится к тому, что СО² обеспечивает защиту обрабатываемой поверхности от перегрева. Как правило, качество шва напрямую зависит от расхода углекислоты при сварке полуавтоматом. При этом от мастера требуется обеспечить оптимальные затраты между использованием газа и расходом сварочной проволоки.
Расход углекислоты для сварочного полуавтомата
Хотя нормы расхода углекислоты зависят от многих факторов, в среднем для полуавтомата предусмотрены следующие затраты расходных материалов:
- Скорость подачи проволоки – зависит от ширины расходного материала, составляет, от 35-250 мм/сек.
Расход газа – определяется качеством флюса и погодными условиями. Может варьироваться от 3 до 60 л/мин.
Расчет расхода углекислого газа при полуавтоматической сварке можно выполнить самостоятельно, зная следующие параметры:
- Затраты на подготовительные работы составляют около 10% от общего расхода СО².
Удельный расход газа, необходимый для прохождения шва.
Также при расчетах принимают во внимание толщину проволоки и обрабатываемого металла
В баллон заливается около 25 кг углекислоты. В результате химической реакции из каждого килограмма получается около 509 л газа. Соответственно, одного стандартного баллона более чем достаточно для непрерывной работы в течение 12-15 часов.
Существует возможность обойтись без использования защитного газа. Вместо СО² применяют порошковую проволоку. При нагревании проволока, покрытая порошком, выделяет газ, который и защищает обрабатываемую поверхность от перегрева.
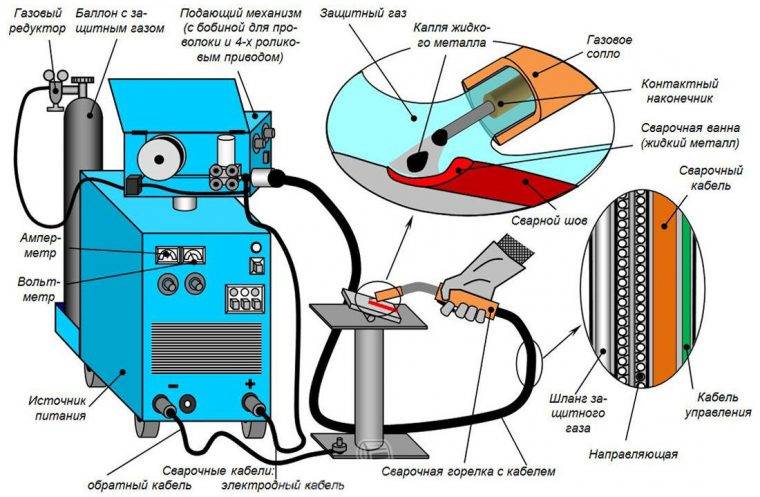
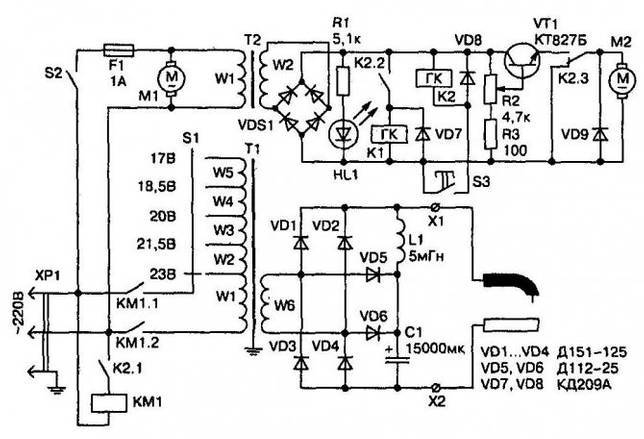
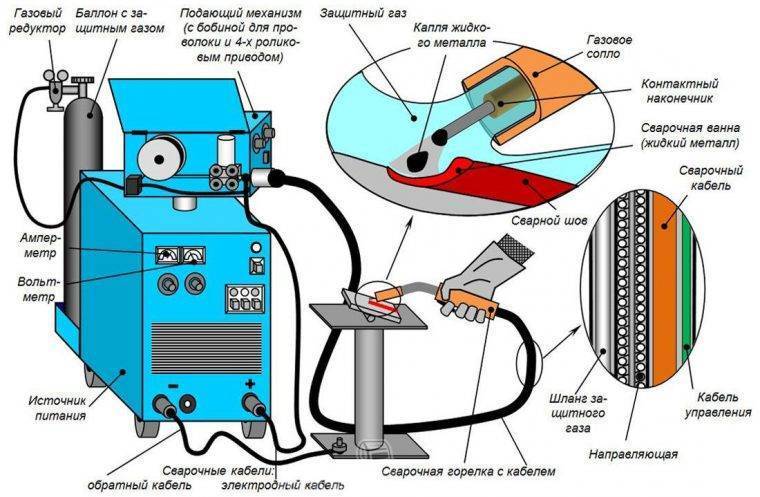
В комплект оборудования для полуавтоматической сварки в углекислом газе входит:
Выпрямитель – может быть трансформаторного или инверторного типа. Первый оптимально подходит для толстой проволоки, второй обеспечивает равномерную подачу напряжения и стабильную дугу сварки.
Подающий механизм – имеет ограничения по толщине проволоки. При выборе следует учитывать, что не каждый флюс можно будет использовать при выполнении сварочных работ.
Все оборудование в совокупности обеспечивает оптимальный рабочий режим и создается условия для формирования качественного сварного шва.
Многие производства и ремонтные мастерские, квалифицирующиеся на проведении сварочных работ, используют баллоны с защитными газами. Таковыми представляются:
- инертные — аргон либо гелий, их смеси;
- активные — водород, диоксид углерода, азот, которые в свою очередь подразделяются на газы с восстановительными, окислительными свойствами и выборочной активностью;
- конгломерат из инертных и активных продуктов.