Avesta Finishing Chemicals — обработка и травление нержавеющей стали
#1 Raden
https://www.avestawelding.ru, готова предложить вам следующие материалы:
Avesta Finishing Chemicals — линейка продуктов для очистки, травления и пассивации нержавеющей стали, а также обработки сварных швов после сварки.
Травильные средства содержат гидрофтористую кислоту, азотную кислоту и серную кислоту.
Травильные средства применяются для очистки поверхности от грязи, налета, следов сварки, делают поверхность чистой и светлой, а также гарантируют что шов после сварки не заржавеет.
Почему швы нержавеющей стали могут заржаветь? Во время сварки хром активно выгорает, таким образом, на поверхности металла повышается концентрация железа, что и приводит к ржавчине.
Как работает травильная паста? Содержащиеся в травильных пастах и спреях кислоты, «съедают» железо находящееся на поверхности шва, тем самым восстанавливая концентрацию хрома способную сопротивляться коррозии.
Что такое пассивация? Пассивация это образование пленки оксида хрома на поверхности нержавеющей стали. Пассивация может осуществляться на воздухе, и протекает около 1 суток. Недостатком такой пассивации является ее неравномерность, ввиду внешних факторов, чистота, движение воздуха, в результате чего можно получить пятнистую поверхность. Решением данной проблемы может служить пассивация средством Аvesta FinishOne, которая образует равномерную защитную пленку по всей поверхности за 30-60 минут, без образования пятнистости.
Технология обработки: Нанести очиститель на 20-30 минут, смыть водой. Нанести травильную пасту на швы или спрей по всей поверхности изделия, на 20-60 минут, смыть водой. Нанести пассиватор на 30-60 минут, смыть водой.
- Наверх
- Вставить ник
#2 Raden
Способы обработки и травления нержавеющей стали после сварки. Виды коррозии и причины образования.

Нередко можно наблюдать, как на качественной нержавеющей стали образуется ржавчина. Это происходит в случаях, когда нержавеющая сталь работает в агрессивных средах, при повышенных температуре или влажности. Трубопроводы, емкости, ванны покрываются ржавчиной при работе со слабыми кислотами, щелочами, молочной продукцией, с водой как водопроводной, так и прошедшей тонкую очистку. Но даже в идеальных условиях, когда на первый взгляд поверхности ничего не угрожает, атмосфера вносит свое разрушающее, окслительное действие на поверхность, всегда имея в своем составе кислород и водяной пар, зарождая очаги ржавчины в местах с поврежденной защитной пленкой оксида хрома. Чтобы понять, что происходит, необходимо еще раз проанализировать основные сведения о нержавеющей стали и процессе коррозии. Нержавеющая сталь — легированная сталь, устойчивая к коррозии в атмосфере и агрессивных средах. Сопротивление нержавеющей стали к коррозии напрямую зависит от содержания хрома: при его содержании 13 % и выше сплавы являются нержавеющими в обычных условиях и в слабоагрессивных средах, более 17 % — коррозионностойкими в более агрессивных окислительных и других средах, в частности, в азотной кислоте крепостью до 50 %. Наиболее популярными марками применяемыми в производстве оборудования, оснастки, сварных конструкций яляются: 12Х18Н9Т,04X18H10, 14Х17Н2, 20Х13, где цифра после буквы «Х» обозначает процентное содержание хрома, а после «Н» — никеля. Причина коррозионной стойкости нержавеющей стали объясняется, главным образом, тем, что на поверхности хромсодержащей детали, контактирующей с агрессивной средой, образуется тонкая плёнка нерастворимых окислов, при этом большое значение имеет состояние поверхности материала, отсутствие внутренних напряжений и кристаллических дефектов. Технологические этапы производства изделий из нержавеющей стали неизбежно предполагают создание внутренних напряжений, механическую обработку и сварку стали, что впоследствии сказывается на ее коррозионной стойкости, и вызывает необходимость ее травления. Есть несколько основных процессов, приводящих к коррозии нержавеющей стали: · Однородная коррозия; · Межкристаллитная коррозия; · Гальваническая или обычная коррозия, включающая изъязвление и коррозию в трещинах; · Коррозия в трещинах от механического воздействия; · Коррозию, вызванную микробиологическими факторами (МИК).

Матирование нержавеющей стали своими руками

Нержавеющая сталь зачастую требует обработки поверхности для достижения необходимых эстетических или эксплуатационных свойств. Обработка дробеметными и пескоструйными аппаратами ограничена из-за высокой вероятности появления наклепа.
Современное производство применяет травление нержавеющей стали, после предварительной термической или механической обработки. Сложность этого процесса, по сравнению с обычными черными, низколегированными сталями, объясняется наличием пленкой оксида хрома, выполняющей функцию защитного барьера.
Именно она образует жесткую окалину, плохо взаимодействующую с реагентами. При технологических воздействиях могут возникнуть изменения цвета на поверхности. К ним относятся сварка, пайка, другие операции, связанные с высокими температурами. Цвета радужной побежалости можно избавиться при помощи травления.
Для различных химических составов нержавеющей стали разработаны индивидуальные методы и составы для травления, учитывающие влияние элементов стали, для достижения максимального результата.
Преобладающими способами травления нержавеющих сталей являются щелочное и кислотное, которое может интенсифицироваться электролизом или протекать без такового.
Травление кислотами
Максимальный эффект травления нержавеющей стали кислотами достигается при последовательном взаимодействии поверхности нержавеющей стали в ваннах с двумя типами кислот – серной и азотной. Очередность стадий следующая
- Обезжиривание, удаление крупных зацепок, окалины
- Травление в сернокислотной ванне (концентрация 10-12%) или сернокислотной ванне (8% серной кислоты, 4% соляной). При этом происходит разъедание окалины и шероховатостей на поверхности. Идеальная температура протекания процесса находится между 60 и 80 градусов Цельсия. Контроль этого параметра важен для управления процессом. Продолжительность обработки зависит от марки стали, наличия контролируемого соотношения, концентрации кислот. В случае истощения ванны возможны проявления точечной коррозии. Для примера, сталь с 18% Cr, 8% Ni требует от 23 до 45 минут травления в сернокислой ванне. Сокращения времени обработки в два раза можно добиться, если проводить эту операцию в среде контролируемой атмосферы.
- Промывка в большом количестве проточной воды
- Погружение обрабатываемой детали в ванну, наполненную раствором азотной кислоты и плавиковой (10 – 20, 1-2 весовых процентов, соответственно). При температуре ванны 60 – 70 градусов время обработки 7 – 15 минут.
- Повторная промывка большим объемом водой
Представленный способ является базовым и имеет множество вариаций. Травление в одной азотнокислой ванне, с примесью кислоты плавиковой, увеличивает время травления до 30 минут. Заменителем плавиковой кислоты может выступать фтористый натрий. Увеличение концентрации плавиковой кислоты до 10% позволяет проводить процесс при низких температурных показателях, позволяя избежать предварительного опускания в серную кислоту.
Сокращение времени травления в серной кислоте можно добиться, добавив не более 5% хлористого натрия. Такой ход дает необходимый эффект за 15 минут, но при той же температуре, порядка 80 градусов Цельсия.
Будьте осторожны: если необходимо произвести процедуру, в помещении с недостаточной аспирацией, замените компоненты второго этапа травления. Кислоты выделяют вредные пары при травлении. Предлагается для замены раствор сернокислого железа (7%) и плавиковой кислоты (2%).
Рекомендуется промежуточная механическая очистка между двумя ваннами, если снятие окалины затруднено.
Травление готовыми пастами
Современная индустрия предлагает на рынке множество травильных паст для нержавеющей стали. Их основное назначение локальная обработка сварных швов, последствий изменения равномерности окраски поверхности под влиянием температурного воздействия. Принцип работы с такими пастами прост и может быть использован даже в мелких мастерских.








- Нанесение пасты толстым слоем до 2см., при помощи щетки
- Выдержка 60-90 минут
- Промывка струей воды
Инструкция по применению полировальных паст

Допускается работать мастиками как вручную, так и используя шлифовальную машинку универсального типа. Дополнительной оснасткой являются специальные войлочные круги или салфетки. Процесс полировки машинкой (УШМ) заключается в следующем:
- Круг полировочный устанавливают на УШМ. Он должен быть чистым, без пыли и мусора.
- Рабочую поверхность металла очищают от загрязнений.
- Включают электроинструмент на самое низкое вращение вала и прислоняют брусок пасты к поверхности войлока на пару секунд.
- В случае жидкой консистенции ее наносят на войлок резиновым шпателем так, чтобы не было излишков и разбрызгивания полироля во время работы.
- Вращающийся войлочный диск прислоняют к поверхности и круговыми движениями проводят обработку.
- В процессе контролируют состояние металла визуально, добавляют по необходимости пасту при ее выработке.
- После того как процесс закончен, удаляют остатки полировочного материала средством, предусмотренным для этих целей инструкцией на упаковке мастики.
Суть метода
Чтобы сделать рисунок на металле, необходимо использовать разъедающий состав (протраву). Чтобы не повредить участки поверхности, на которых не будет декоративного изображения, на них наносится специальное защитное покрытие.
После подготовки детали, её погружают в ёмкость, заполненную электролитической жидкостью. Металлическая заготовка подвергается воздействию агрессивной среды. Постепенно кислота разъедает металл
Важно понимать, что чем дольше заготовка будет находится в протраве, тем больший слой металла она вытравит. Существует две методики травления: гальваническое и художественное
Их можно применять как на производстве, так и в домашних условиях.
Средства для травления
Из большого количества выпускаемых травильных паст можно выделить наиболее популярные марки.
Avesta Blue One (Швеция). Надежная травильная паста шведского производства Avesta BlueOne. Удаляет коррозийные проявления, мелкие дефекты сварки, придает блеск изделиям. Время обработки зависит от температуры окружающей среды: от 90 мин. при 100оС до 20 мин. при 300оС. Время травления нержавеющей стали зависит от состояния поверхности.
SAROX TS-K 2000 (Чехия). Очищает нержавейку от окалин и других дефектов, обеспечивая прекрасный вид сварочного шва. Благодаря высокой густоте гелеобразная паста эффективна даже для вертикальных поверхностей. Время обработки составляет 10 мин.
Stain Clean от ESAB (Швеция). Качественная марка, восстанавливающая антикоррозионные свойства нержавеющих сплавов. Не нуждается в перемешивании. Может применяться на вертикальных поверхностях. Отличается низким содержанием вредных азотных газов. Не применяется при t ниже +5оС.
травильная паста для нержавейки и пищепром
Сообщение 040500 » Вт сен 10, 2019 10:06 am
Сообщение kokchem » Вт сен 10, 2019 10:18 am
Сообщение Авас Петяев » Вт сен 10, 2019 11:07 am
А почему Вы решили, что эта травильная паста обеспечит пассивирование поверхности и уберет проблему с щелевой коррозией сварного шва? Мало ли что можно написать в патенте. На самом деле, травление кислотами практически всегда не пассивирует, а наоборот, активирует поверхность и способствует коррозии. Исключение составляет травление фосфорной кислотой, которая образует на поверхности сталей слой нерастворимых фосфатов железа. Тонкий фосфатный слой в некоторой степени уменьшает склоннoсть к коррозии. Травление же азотной, соляной, серной и плавиковой кислотами и их смесями приводит только к растворению защитных оксидных пленок и к увеличению активной площади поверхности, другими словами, к активации. Образующися при этом соли растворимы в воде и защитных пленок не образуют.
Ваша проблема вообще никакой пассивацией не решается. Швы надо проваривать как следует, иначе щелевая коррозия неизбежна. Можно попробоаать полимерные покрытия, но эта уже совсем другая история.
Источник
3 Воронение и другие способы обработки нержавеющей стали – короткий обзор
Декоративные изделия из нержавейки нередко хромируют, чтобы придать им красивый вид и защитить от износа и коррозии. Хромирование рекомендовано для увеличения стойкости против механических воздействий на трущиеся части машин и различных приборов из нержавеющей стали, на режущий и мерительный инструмент.
Теоретически можно выполнять декоративное хромирование в домашних условиях. Но эта процедура требует от человека определенных знаний и умений. Поэтому лучше доверять хромирование мастерам специализированных центров. Тогда вы получите по-настоящему качественную и красивую поверхность изделий из нержавейки.
Популярно среди бытовых пользователей и воронение (чернение) стали. Эта технология применяется для декоративной отделки нержавеющих поверхностей. Воронение выполняется по трем методикам:

Кислотное воронение выполняется электрохимическим либо химико-физическим способом в растворах кислот, щелочное – в растворах щелочей. При тепловой операции нержавейка обрабатывается в одной из следующих сред:
- растопленные соли;
- раствор спирта и аммиака в парообразном виде;
- в пароперегретой атмосфере.
Тепловое воронение осуществляется при высоких температурах (от 250 до 850 °С) в особых установках. Понятно, что таковые имеются только в специальных мастерских. Именно в них и следует заказывать декоративное воронение изделий из нержавеющей стали, используемых в быту. А вот холодное чернение может выполняться и дома.
Еще один способ обработки нержавейки – ее покраска. Такая операция может производиться порошковыми или жидкими составами. Первые считаются более предпочтительными, так как они обеспечивают получение на поверхности окрашенных изделий высокопрочной пленки, которая защищает металл от химических, температурных, механических и коррозионных воздействий.
Техника безопасности при травлении
При проведении травления металла домашних условиях требуется соблюдать правила техники безопасности. Таким образом можно защитить свой организм от возможного негативного влияние химикатов. Правила и рекомендации:








- Проводить работы нужно в помещении с хорошей вентиляцией.
- Нельзя лить воду в кислоту. Можно наливать кислоту в воду.
- Если для травления используется гальванический метод, требуется проверить оборудование для обработки на наличие поломок и неизолированных участков.
- Чтобы не получить ожогов, необходимо использовать респиратор, защитные перчатки и очки.
- В мастерской должен присутствовать огнетушитель.
При попадании кислоты на кожу, поражённый участок требуется промыть раствором соды. Щелочи смываются разбавленным уксусом. Травление металла применяется на производстве и в домашних условиях. Это процесс позволяет создавать разнообразные рисунки на металлических и стеклянных поверхностях
Однако при работе с кислотами и щелочами требуется уделять особое внимание безопасности организма
Применение травления
Процесс травления широко применим на производстве во время очистки верхних слоев стали от сварных швов, окалин, окислов и ржавчин. Используется во время поиска внутренних дефектов путем снятия верхнего слоя заготовки либо для изучения структуры металла.
Эта процедура обеспечивает зачистку материала, благодаря чему увеличивается адгезия верхнего слоя. Это необходимо для успешного соединения металлической заготовки с другой поверхностью, после чего наносится покрасочный, эмалированный, гальванический слой или другое защитное покрытие.
Такой вид обработки обеспечивает не только быструю очистку заготовки, но и создаёт на верхнем слое металла заданный рисунок. С помощью травления можно вырезать канал любой толщины или оформить сложное изображение. Также возможна обработка крупных заготовок и проката. Можно легко регулировать глубину обработки до микронов, благодаря чему удастся обработать поверхность со сложными участками и мелкими пазами. Процедура применяется в проведении анализа, определяющего образование межкристаллической коррозии у нержавеющей стали.
Кроме этого данный процесс широко используется во время обработки углеродистых, низколегированных и высоколегированных сталей, цветных металлов и титана. Эта технология незаменима во время обработки мелких металлических деталей, шестеренок наручных часов. С помощью неё изготавливаются полупроводниковые микросхемы и печатные платы в электронике. Этот способ обработки обеспечивает образование токопроводящего канала на микросхемах. В авиастроении травление играет важную роль, так как с помощью этого процесса уменьшается толщина металлических листов, благодаря чему снижается вес самолёта. В нанесении рисунков и надписей данная операция также играет большую роль. Травление производит рельефное изображение, полученное путем разрушения металлической поверхности согласно определенным шаблонам. В быту операция способствует очистке трубопровода.
Травление
Оксидный слой и цветовые пятна можно устранить, используя кислоту для нержавейки после сварки. Процесс, при котором применяются кислоты, называется травлением, и обычно для него приобретаются серная или соляная кислота. Но можно использовать и аналоги, к примеру, кислоту азотную.
Для травления можно применить и щелочь. Тогда для правильной обработки, после сварки деталь из нержавейки помещается в расплав каустической соды. Она хорошо убирает оксидную пленку, не разрушая саму структуру стали.
Для того, чтобы их было удобно применять, средства для травления швов нержавейки после сварки, выпускаются в виде специальных паст или гелей, а также аэрозолей (для больших деталей). Используются эти материалы по следующему алгоритму:
- Металлической щеткой удаляются все окалины после сварки.
- Шов должен остыть до 50 °C.
- Деталь покрывается пастой для обработки сварных швов нержавейки или помещается в емкость с кислотным составом, если он жидкий.
- После все промывается большим количеством воды. Если используется паста, то процедура длиться от 10 минут до часа.
В зависимости от производителя состава для травления к этому алгоритму могут добавляться еще шаги, поэтому изучите инструкцию по применению.
Иногда травление требует сначала обработки сернокислым раствором, а потом смесью с азотной кислотой.
Поэтому нужно быть в респираторе и желательно надеть специальные очки. А чтобы защитить руки, рекомендуется надеть резиновые перчатки. Но если кислота или состав с ней все же попадет на кожу, нужно экстренно начать промывать место водой, чем больше, тем лучше. А потом обратиться к врачу.
Иногда очистку сварочных швов нержавейки делают электрохимическим травлением. Для этого от источника тока проводят два провода, что нужно поместить прямо в кислоту. К плюсу подсоединяется деталь из нержавеющей стали, минус просто помещается в емкость с кислотой. Из-за замыкания окислы быстро отделяются от поверхности, и перенасыщение водорода не происходит. На всю процедуру уходит не более 10 минут.
Комментарии3 комментария
- Владёха: 27.11.2016 в 13:03
А можно, наверное при помощи, длительного электро-травления стали, изготавливать шестерни (их зубья), и вообще изготавливать детали сложных форм, для этого, производить иногда данное травление в несколько этапов, а то есть покрывая каждый следующий, новый раз, уже протравленную заготовку детали, новыми слоями электроизоляционного лако-красочного покрытия, и далее после этого, убирать иголкой его в тех некоторых лишь местах, где было произведено уже травление, а то есть, протравлять лишь отдельные участки этим, предыдущих линий вытравленного ранее рисунка, и т.д., и т.п.!!! Желаю вам счастья!!!
- Андрей:
26.03.2017 в 11:38
При нанесении защитной пленки я обычно использую нитроэмаль в аэрозольной упаковке. Большие поверхности просто ею покрываются, а для маленьких надо прыснуть немного в мелкую емкость и далее наносить вручную. Преимущества перед лаком для ногтей — низкая вязкость, но работать надо быстро! Еще можно использовать стеарин — элементарно накапать свечкой, но тут получается достаточно толстый слой, и для мелких деталей способ малоприменим. Что же касается химического травления, то серебро, скажем, возьмет только азотная кислота, да и то это процесс весьма длительный (проверено на полтинниках 20-х годов).
- Михаил:
30.05.2018 в 09:14
В 3 способе если в конце травления поменять провода или полюса местами то получиться черное травление
Циркуляционный метод
Полностью очистить трубы от ржавчины, обеспечить полное растворение и смыв железоокисных отложений можно только химическим способом, причем только методом принудительной циркуляции по трубам специальных промывочных растворов (не только кислотных, но и щелочных), постоянно контролируя ход химической реакции и «оживляя» «умирающие» растворы. Циркулировать «живой» раствор нужно до полного прекращения химической реакции (прекращение изменения кислотного числа и водородного показателя раствора) и даже дольше, ведь только так можно гарантированно судить о полной отмывке.
Методика состоит в прокачивании промывочных растворов по всем трубопроводам гидросистемы и требует проведения подготовительных мероприятий для решения следующих задач: • закольцовывание контуров; • возможность перераспределения потоков таким образом, чтобы циркуляцией были охвачены все закоулки гидросистемы; • возможность стравливания воздуха (газов) во время работ и полного опорожнения (слива) гидросистемы по завершении работ.
Проще и дешевле всего эти вопросы решаются на стадии монтажа гидросистемы (идеальный случай) — в последующем это значительно удешевляет химочистку.
Химической очистке имеет смысл подвергать не только уже смонтированную гидравлическую систему, но и непосредственно перед ее монтажем.
Данный способ подразумевает травление труб методом погружения в ванну
Паста травильная SAROX
Травильная паста SAROX предназначена для чистки нержавеющей стали и сварных швов, используется для обработки поверхности и удаления коррозии. Травильная паста удаляет окалину, загрязнения и коррозию в области сварного шва и в зоне воздействия температуры. Обеспечивает чистоту и прекрасный внешний вид сварного шва. Не содержит соляной кислоты и хлоридов. Благодаря гелеобразной консистенции можно применять на вертикальных поверхностях. Прозрачная гелеобразная паста на основе плавиковой (фтористоводородной) и азотной кислот. Используется для устранения вредных последствий высокотемпературных воздействий после сварки или механической обработки (цвета побежалости, окалина) и восстановления пассивного слоя на нержавеющих и кислотостойких сталях в зонах теплового воздействия, а также для удаления загрязнений, которые также могут отрицательно повлиять на антикоррозионный барьер. Обеспечивает чистоту и прекрасный внешний вид сварного шва. Не содержит соляной кислоты и хлоридов. Благодаря гелеобразной консистенции можно применять на вертикальных поверхностях. Паста SAROX специально предназначена для обработки поверхностей сборных элементов, машин, механизмов и емкостей из нержавеющей стали всех марок на которых находится большое количество сварных швов. Хорошо удаляет потемнения и побежалости, образованные термической сваркой , оставляя за собой светлую поверхность . Паста равномерно наносится на сухую, очищенную от механических и жировых загрязнений, поверхность шва толстым слоем, щеткой из искусственного волокна. Время действия пасты 30-90 минут. Затем паста смывается напором воды, пока поверхность не будет избавлена от кислотных остатков. При работе с пастой работник должен быть обеспечен защитной одеждой, рукавицами и очками. А при переработке большого количества пасты-противогазом. Расход одной банки пасты зависит от типа сварного шва и его ширины, и составляет от 100 до 200 метров шва. Вес банки: 2 кг. Состав: флуоресцентная и азотная кислота. Производительность: более 300 метров обработанных сварочных швов. Время активного воздействия на сталь: около 10 минут. Особенности: хорошо прилипает к обрабатываемой заготовке, придаёт блеск поверхности, значительно снижает трудозатраты перед полировкой.










КАК ПРАВИЛЬНО ПОЛЬЗОВАТЬСЯ ТРАВИЛЬНОЙ ПАСТОЙ ДЛЯ НЕРЖАВЕЮЩЕЙ СТАЛИ
- Тщательно взболтайте банку перед началом применения.
- Тонким слоем нанесите пасту на поверхность нержавейки. Не забудьте, что кисть нужно выбрать ту, которая будет устойчива к кислотам.
- Подождите, пока произойдет химическая реакция. Среднее время, которое потребуется: 80-90 минут при 10°C 40-45 минут при 20°С 20-25 минут при 30°С Хотим заметить, что время данной химической реакции может варьироваться в зависимости от метода сварки, метода обработки поверхности и самой марки нержавеющей стали.
- Далее просто смойте остатки пасты под напором воды, если нужно, то используйте щетку.
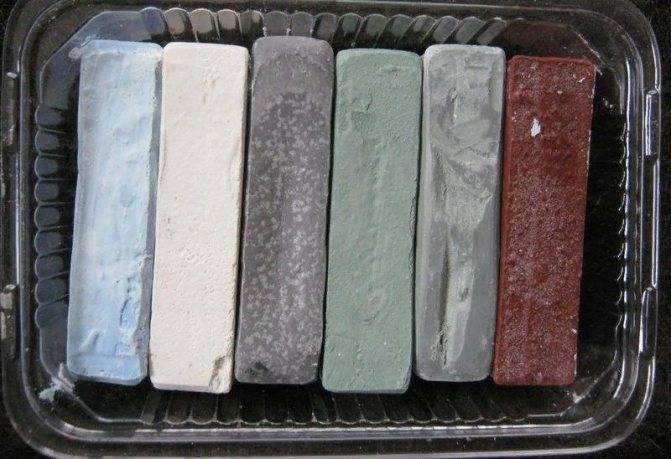
Виды полировальных паст для металла
Паста для полировки – это многокомпонентный материал, в состав которого входит вещество для связки и абразивный порошок, натуральный или искусственный. Ее виды можно разделить на такие категории:
- По целевому назначению – для предварительной полировки (грубой) и финишной. Это свойство пасты определяется величиной фракции абразива, из которого она состоит.
- По области применения – полироль для стали, других металлов, универсальный материал, чтобы обрабатывать разные типы твердых поверхностей.
- Легко удаляемые при помощи воды, стойкие к смыванию – первые имеют водорастворимую структуру, вторые выполнены на основе жиров.
- По консистенции бывают твердыми и жидкими.
- По виду абразивного порошка, входящего в структуру пасты, например, алмазные пасты для полировки металла.
Абразивные пасты
Правильней будет сказать, что все полировальные мастики являются абразивными, но в народном использовании под этим термином подразумеваются шлифовальные пасты для металла или грубые смеси. Основные их свойства:
- способность удалять с поверхности металла глубокие риски и шероховатости;
- высокая степень агрессивности – быстро съедают слой материала;
- после шлифования абразивным материалом обработанная поверхность получается гладкой на ощупь, с характерным матовым оттенком.
Среди алмазных полировочных к грубым относятся те, которые имеют величину зерна в пределах 40 мкм. Эльборовые крупнозернистые пасты для обработки металла до чернового состояния могут содержать зерно с фракцией от 125х100 до 40х28 мкм.
Верным будет отнести к шлифовальным мастикам и средние по грубости материалы. Они позволяют делать предварительную доводку металла до состояния гладкости и блеска при удалении шероховатостей.
Для грубой обработки металла могут применяться твердые полировальные пасты и жидкие.
Финишные полировальные пасты
Полировальные пасты финишного назначения рекомендовано применять только после обработки более грубыми абразивными. Финишная масса не обязательно должна содержать абразивную пыль, лучше, когда ее наполнителем являются композиты из эпоксида или воск с тефлоном. Кроме своего прямого назначения, финишные могут выполнять еще и защитную функцию, заполняя все микропоры поверхности металлического изделия. Как правило, паста полировочная финишной доводки бывает двух номеров.
Более грубая:
- позволяет избавляться от микрорисок, оставленных шлифовальным материалом при предварительной обработке;
- придает поверхности характерный металлический блеск.
Более тонкая финишка:
- позволяет добиваться глянцевого блеска деталей;
- является самой экономичной из всех полировочных.