Сварка нержавейки электродом в домашних условиях

Для проведения сваривания в домашних условиях многие исполнители применяют аппараты инверторного типа.
Агрегаты подобного типа работают от стандартного источника питания в 200 В, их небольшие габариты и вес позволяют удобно перемещать и транспортировать оборудование.
Сравнительно невысокая стоимость сделала оснащение такого типа лидером продаж среди исполнителей. Сварка нержавейки инверторной сваркой создает надежное соединение.
Во время настройки инвертора следует учитывать следующие параметры:
- если толщина металла составляет 1,5 мм., то сила тока должна быть равна 40-60 А, Ø электрода – 2 мм.
- толщина детали 3 мм.: напряжение 75-85 А, Ø прутка – 3 мм.
- толщина 4 мм: ток 90-100 А,Ø стержня – 3 мм.
- толщина 6 мм. напряжение 140-150 А, Ø расходника – 4 мм.
Сваривание производится постоянным током обратной полярности.
Сварочный процесс включает несколько этапов:
- следует удалить с рабочей поверхности ржавчину, масло и другие загрязнения, зачистка осуществляется металлической щеткой;
- кромки изделия, толщина которого превышает 4 мм., необходимо разделать. Это обеспечивает хороший уровень проплавления и заполнения сварочной ванный. Разделка производится болгаркой или напильником;
- при работе с тонким металлом, нужно плотно свести свариваемые края друг к другу, выполнить прихватки;
- изделие толщиной более 7 мм. следует подогреть до 150°С. При проведении бытовой сварки это рекомендуется делать паяльной лампой;
- работа начинается с поджигания дуги. Электрод подносится к поверхности и несколько раз дотрагивается до него, таким образом он активируется.
- соединения проводится на короткой дуге;
- в конце шва следует сделать “замок”, чтобы избежать образование трещин и свищей;
- после окончания сварочного процесса, нужно дать изделию остыть, принудительно этого делать не рекомендуется;
- шлаковую корку убирают молотком или зачищают примерно через пять минут после окончания работ;
- в последнюю очередь проводится полировка и шлифовка.
Полезное видео
Техника ведения шва неплохо снята крупным планом и показана в данном ролике. Тут нет пояснений, но четко показано, как это выглядит.
https://www.youtube.com/watch?v=Zngv3j_zH4g
И еще один ролик.
Для данного метода нужны электроды, использующиеся для работы с металлами коррозионностойких и жароустойчивых видов.
Электроды, предназначенные для инверторной сварки коррозионностойких сталей:
Шов, выполненный электродами ОЗЛ-6, обладает жаростойкостью, не склонен к образованию трещин и пор. Данная марка характеризуется высокими эксплуатационными свойствами.
Электроды АНО-27 предназначены для сварки ответственных конструкций, эксплуатирующихся при статических и динамических нагрузках, а также при отрицательных температурах.
Другие марки смотрите в разделах для коррозионностойких высокопрочных сталей и для коррозионностойких кислотостойких сталей.
Сварка разнородных сталей
Соединение материалов с различным химическим строением подразумевает предварительный учет их свойств. Таковыми являются:
- разная теплопроводность коррозионно-стойких и черных сталей, что сказывается на неудовлетворительном расплавлении одной из сочленяемых деталей;
- коэффициенты теплового расширения разнятся размерностью обратной температуры, вследствие чего в соединенных участках остаются напряжения, влияющие на прочность шва;
- различные механические характеристики;
- степень легирования;
- миграция углерода из хромосодержащей стали приводит к образованию трещин, подверженности коррозийным процессам.
Специалисты не могут дать конкретных сведений для сварки материалов различных химических составов, в связи с большим их разнообразием. Рекомендуется придерживаться нескольких общих правил термической обработки черных и легированных металлов.
Условия проведения операции следующие:
- использовать технологию сварки высокопрочных сталей;
- работы проводятся квалифицированным сварщиком.
Однако в любом случае нужно знать химическую структуру обоих обрабатываемых элементов для подбора необходимых расходных материалов.
Сварка нержавейки с черным металлом — технология сварочных работ
 Сварка нержавейки с черным металлом — технология работ
Сварка нержавейки с черным металлом — технология работ
Сварить нержавейку с черным металлом может далеко не каждый сварщик. Связано это, прежде всего, с разнородным составом нержавейки и черного металла, и особой технологией сварки электродом.
И хотя нержавеющая сталь практически наполовину состоит из черного металла, в ней присутствуют и цветные металлы, которые требуют особого подхода при сваривании. Тем не менее, сварку нержавейки с черным металлом осуществить можно, нужно только придерживаться правильной технологии.
Что потребуется для сварки нержавейки и черного металла
Если есть необходимость сварить нержавеющую сталь и черный металл в домашних условиях, то, для этих целей, необходимо будет использовать:
- Сварочный инвертор постоянного тока;
- Электроды (о том, какими электродами варить нержавейку и черный металл, будет рассказано ниже, в этой статье сайта про сварку mmasvarka.ru);
- Проволоку из нержавеющей стали (она будет использоваться в качестве присадочного материала).
Отдельного внимания заслуживают электроды для сварки нержавейки и черного металла.
Какими электродами варить нержавеющую сталь
Для сварки нержавеющей стали с черным металлом нужны электроды, которые применяются для сварки жаропрочных сталей и сплавов на основе никеля.
Данным нормам и требованиям отвечают следующие марки электродов:
- Электроды ОЗЛ-25Б — используются в тех случаях, когда нужно варить жаростойкие стали;
- Электроды НИАТ-5 — самые популярные электроды для сварки аустенитных сталей;
- Электроды ЦТ-28 — применяются для сварки разнообразных сплавов, в том числе и на основе никеля.
Сварка нержавейки с черным металлом
Технология сварки нержавейки с черным металлом должна соблюдаться согласно следующих требований:
- Нержавеющей стали присущ большой коэффициент расширения, поэтому нужно выдерживать достаточные зазоры между свариваемыми заготовками;
- При сварке нержавеющей стали и черного металла, заготовки нужно быстро охлаждать. Это позволит не потерять их коррозийную устойчивость;
- Для сварки лучше будет использовать короткие электроды, не более 35 см. Таким образом, можно не допустить чрезмерно большого перегрева металла;
- Рекомендуется понижать сварочный ток, не менее чем на 20%, учитывая низкую теплопроводность нержавеющей стали.
Кстати о силе тока, поскольку данный показатель весьма важен при сварке нержавейки и черного металла. Во многом здесь все зависит от толщины материалов и используемых электродов для сваривания.









Так, при сварке нержавейки и металла, рекомендуется придерживаться следующих параметров в настройках инвертора:
- Тонкую нержавейки, толщиной до 1 мм, варят электродами не более 2 мм в диаметре, выставляя при этом силу тока на сварочном инверторе в 60 Ампер;
- Металл от 2 до 3 мм, рекомендуется варить электродами 3,0 мм, а силу тока на инверторе выставлять в районе 80 А;
- Толстые заготовки, толщина которых 4 и более миллиметров, варят электродом 4 мм, а сила тока на инверторе колеблется от 100 до 130 А, в зависимости от пространственного положения сварки.
Следует обязательно учитывать силу тока при сварке нержавейки с черным металлом, поскольку если она будет слишком большой, то это приведёт к образованию прожога сварного шва.
Технология выполнения сварочных работ
Сам процесс сварки нержавейки и черного металла выглядит таким образом:
- Для сварки можно использовать электроды с никелевым покрытием и электроды, стержень которых будет выполнен из высоколегированной стали. Данными электродами сначала наплавляются кромки черного металла, после чего создаётся сварочный шов с использование плакированной стали. Получить качественное соединение возможно с использованием никелевых электродов;
- Перед началом сварочных работ, рекомендуется прокалить электроды в духовом шкафу, при температуре не менее 200 градусов. Время прокалки электродов — 1 час;
- Для сварки нержавейки с черным металлом применим только постоянный ток;
- Как и требуется, перед тем, как варить нержавеющую сталь и черный металл, их поверхность обязательно нужно отчистить от ржавчины, грязи и налёта.
- При сварке, рекомендуется, как можно больше захватывать черного металла, что даст возможность получения качественного и надёжного сварочного шва.
Осуществить проверку сварочного шва можно посредством керосина. Достаточно будет нанести керосин кисточкой с одной стороны сварного соединения, подождать некоторое время, после чего перевернуть деталь. Если с другой её стороны проступил керосин, то это будет означать только одно — сварочный шов низкого качества.
КАК ПРИВАРИТЬ НЕРЖАВЕЙКУ К ЧЕРНОМУ МЕТАЛЛУ: СПОСОБЫ И ПОРЯДОК ДЕЙСТВИЙ
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
Меры безопасности
Сварочные работы выполняются со строгим соблюдением правил техники безопасности:
- Никогда не применять неисправное оборудование. Проверять аппарат заранее, осматривать рабочие элементы, провода на наличие возможных пробоев.
- Электроды должны быть новыми, со сохранившимся рабочим слоем. Нельзя использовать треснутые стержни.
- Подготавливать рабочее место заранее. Убрать все горючие смеси подальше, очистить стол от ненужных предметов, которые могут помешать проведению сварочных работ.
- Сварка считается вредным технологическим процессом. Поэтому нужно использовать маску сварщика, защитный комбинезон, перчатки, прочную обувь.
- Под ноги положить резиновый коврик, чтобы исключить удары током.
- Помещение, в котором проводятся сварочные работы, должно быть оборудовано хорошей системой вентиляции.
- Для удобства желательно проводить работы на металлическом рабочем столе.
Работая с баллонами, наполненными инертными газами или кислородом, необходимо вытирать любые подтеки масла в рабочей зоне.
Любой сварщик знает, как сложно сваривать детали из нержавейки между собой. Процесс усложняется, если нужно соединить нержавеющую сталь с черным металлом. Поэтому необходимо точно определить компоненты материалов, подобрать электроды, рабочий режим аппарата. Во время рабочего процесса нужно учитывать советы профессионалов.
Как приварить нержавейку к черному металлу: способы и порядок действий
Существуют три способа, чем приварить нержавейку к черному металлу:
- Единичными электродами с никелевым покрытием в системе мма.
- Электродами из вольфрама. В этом случае необходима регулярная подточка наконечника стержня.
- В аргоновой среде, где газ выполняет защитную функцию. Применение газа делает соединение более надежным, помогает избежать окисления, и, как следствие, хрупкости шва. Однако данный метод подразумевает использование специализированного сварочного аппарата, способного выполнять операции в подобном режиме.
Вне зависимости от типа проводящихся сварочных работ для получения наилучшего результата стержень располагается строго перпендикулярно относительно поверхности и все движения производятся максимально плавно.
Перед сваркой нержавейки с черным металлом необходимо сделать следующее:
- Приготовить расходные материалы, произведенные на основе из никеля;
- Электроды должны быть прокалены. Самая подходящая температура должна быть в диапазоне от 200 до 205 градусов в течение 60 минут;
- Постоянный ток должен быть подключен;
- Поверхность нержавеющей стали и черного металла должна быть очищена от пыли, пятен, грязи, ржавчины.
Как варить электродом
Для соединения заготовок из нержавеющей стали и черного металла в бытовых условиях используют инверторы. Аппараты питают от сети 220 В, компактные размеры позволяют легко перемещать их. Процесс сварки ведут так:
- Очищают обрабатываемые поверхности от ржавчины, жира, пыли. Зачищают металл до блеска.
- Кромки толстых заготовок разделывают болгаркой или напильником. Это обеспечивает высокую степень проплавления, заполнение сварочной ванны.
- Тонкостенные детали сопоставляют, приваривают их в нескольких местах. Изделия толщиной более 5 мм прогревают до 150 °С. В бытовых условиях для этого используют паяльную лампу.
- Возбуждают электрическую дугу. Для этого подводят электрод к поверхности, несколько раз касаются ее. Сварку ведут с короткой дугой.
- Завершают сварку, формируя замок, исключающий появление трещин и прожогов.
- Дожидаются естественного остывания шва. Принудительные методы применять нельзя.
- Очищают соединение от шлака, используя молоток. Полируют и шлифуют шов.
Рекомендуем к прочтению Как варить нержавейку полуавтоматом
Полуавтоматический автомат
При использовании такой технологии соединяемые элементы требуют подготовки. Перед сваркой выполняют следующие действия:
- примыкающие к будущему шву участки зачищают железной щеткой до металлического блеска;
- с кромок толстых заготовок снимают фаски;
- обезжиривают поверхности ацетоном, спиртом или бензином;
- просушивают кромки, прогревая их горелкой;
- для устранения внутреннего напряжения детали нагревают до 200 °С.
Для ведения сварки в домашних условиях достаточно полуавтоматического аппарата мощностью до 10 кВт. Такие приборы предназначены для соединения заготовок толщиной до 3 мм. При настройке агрегата выставляют напряжение в 19-25 В. Рекомендованная скорость подачи расходного материала – 300-400 м/ч. Силу тока подбирают в зависимости от толщины металла. Увеличением или уменьшением этого параметра регулируют степень провара, длину электрической дуги, форму шва.
При работе соблюдают следующие правила:
- Процесс ведут с током обратной полярности.
- Горелку устанавливают под наклоном, обеспечивающим нужную глубину проплавления и ширину сварочной ванны. Проволока должна выступать не более, чем на 12 мм.
- Расход газа должен составлять 6-12 м³/час. Для устранения лишней влаги вещество пропускают через осушитель.
- Электрод перед применением прокаливают при +200 °С.
- Для защиты прилегающих участков от брызг расплава их обрабатывают водным раствором мела.
- Сварку начинают, отступая 5 мм от кромок деталей. Это препятствует появлению холодных трещин.
- Электрод ведут вдоль соединения плавно. Совершение поперечных движений недопустимо. Расплав не должен покидать пределы защитной среды.
В газовой среде
Процесс ведется с использованием неплавких электродов из вольфрама. Из-за высокой стоимости работ метод редко применяется в домашних мастерских. Однако он помогает получить наиболее качественное, в сравнении с другими технологиями, сварное соединение. Аргонный метод применяют для устранения повреждений в газо- и водопроводах. Сварка черного металла с нержавейкой ведется с постоянным током.
Газ начинают подавать за 5-10 секунд до появления электрической дуги. Попадание воздуха в сварочную ванну приводит к окислению, ухудшению антикоррозионных свойств стали. При работе недопустимы зигзагообразные движения электрода. Они способны нарушать газовое пространство.








Оборудование и инструменты для сварки нержавейки с черным металлом
Как сварить нержавейку с черным металлом? Прежде всего для этого необходим комплект оборудования:
Конечно же, для сварки нержавейки и черного металла необходим сварочный инверторный аппарат, работающий от постоянного тока. Режимы сварки выбираются в зависимости от толщины детали.
При выборе электродов следует учитывать специфичность покрытия. Основные виды это:ОЗЛ-25Б (высокая жаропрочность); НИАТ-5(аустенитные материалы); ЦТ-28(никельсодержащие стали); Э-50Ф(схож с ОЗЛ-25Б).
Безусловно, важно помнить про корректную настройку сварочного оборудования и материалов. Как же правильно выбрать режим работы:
- Если толщина составляет 1 миллиметр, обычно сила постоянного тока не превышает 58-60 Ампер (по диаметру электрод 2 миллиметра);
- В случае толщины от 2 до 3 миллиметров, сила тока может достигать до 75-80 Ампер (электрод 3 миллиметра);
- Когда толщина достигает 4 мм, используют ток с силой до 125-128 Ампер (электрод 4 миллиметра);
В случае, если величина силы постоянного тока достигнет слишком большой отметки, есть риск повреждения материалов в процессе сварки.
Выбор электродов
Чтобы надежно приварить изделие, изготовленное из нержавейки, к детали из обычного черного металла, следует учитывать ряд важных нюансов. В первую очередь они касаются выбора присадочной проволоки определенного химического состава. В металле присадочной проволоки, степень легирования которого должна быть выше, чем аналогичный параметр материала свариваемого изделия, обязательно должны содержаться такие элементы, как марганец, никель и иногда хром.
Марки и химический состав высоколегированной сварочной проволоки (нажмите для увеличения)
Важным условием формирования качественного сварного соединения является наличие в составе формируемого шва некоторой доли основного металла. В зависимости от используемой технологии сварки количество основного металла в материале сварного шва может составлять 30–40%.
Разнородные материалы, которые необходимо соединить при помощи сварки, могут отличаться по целому ряду параметров:
- способности образовывать неразъемные соединения (свариваемости);
- теплопроводности;
- механическим характеристикам;
- степени легирования;
- химическому составу.
При этом стальные сплавы, изделия из которых необходимо сварить между собой, могут относиться к одной из следующих категорий:
- углеродистые;
- низколегированные;
- теплоустойчивые;
- легированные;
- отличающиеся высокой степенью легирования – высоколегированные.
Ориентировочный выбор сварочного материала в зависимости от назначения сварочного шва
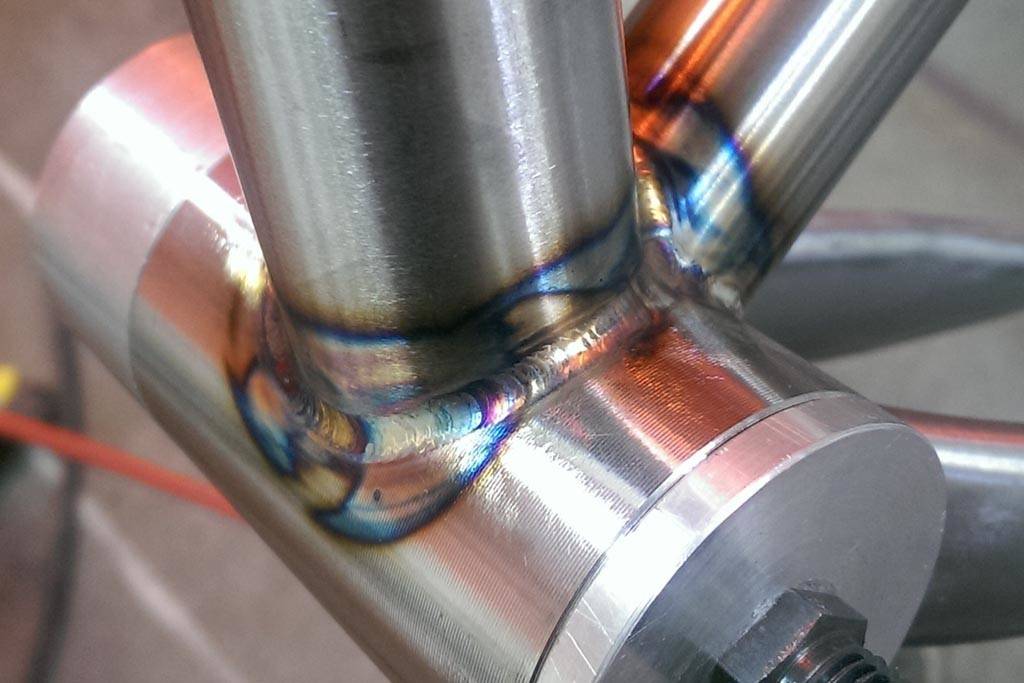
Основная проблема, с которой связана сварка разнородных сталей (нержавейки и черных металлов), заключается в образовании трещин в сформированном сварном шве. Очень часто, чтобы избежать такой проблемы, для сварки изделий из нержавейки с деталями из черных металлов специалисты используют высоколегированные электроды, позволяющие сформировать сварной шов с высокими прочностными параметрами.
Результат дуговой сварки нержавейки с черной сталью электродом ОЗЛ-6. Швы хоть и темнее, но не поржавели за несколько месяцев
Вообще для сварки изделий из нержавейки с деталями, изготовленными из черных металлов, используют несколько основных типов электродов:
- Э50А – для сталей, отличающихся высокой теплоустойчивостью;
- ОЗЛ-25Б – для стальных сплавов, относящихся к категории жаропрочных;
- НИАТ-5 – для сталей, отличающихся аустенитной внутренней структурой;
- ЦТ-28 – для стальных сплавов, содержащих в своем химическом составе значительную долю никеля.
Электроды для переменного тока для нержавейки
Не все исполнители располагают оснащением, работающим на постоянном напряжении. Из-за чего возникает вопрос: можно ли варить переменным током нержавейку?
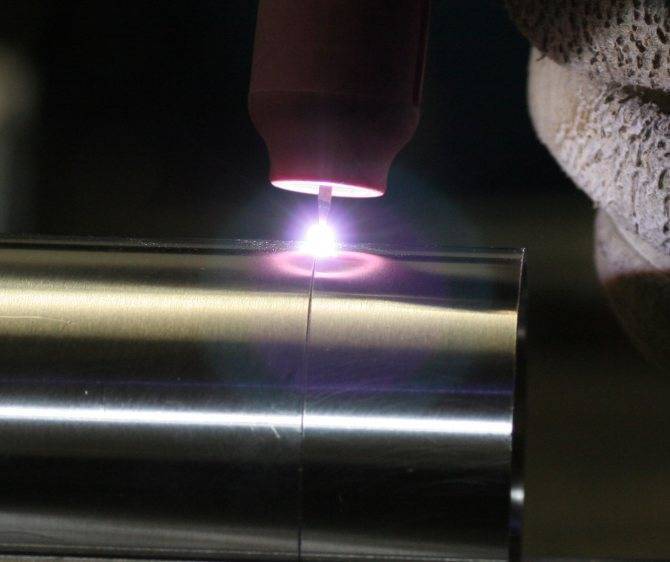
Есть такие электроды, например, это марки ОЗЛ-14, ЛЭЗ-8, ЦТ-50, ЭА-400, ОЗЛ-14А, Н-48, АНВ-36 и другие.Сваривание вольфрамовыми электродами (на картинке) в среде газов также можно проводить переменным током прямой полярности. Данный метод соединения применяется в следующих случаях:
- сваривание тонкостенных изделий;
- повышенные требования к сварочному шву.
Данные сведения помогут исполнителю любого уровня определить какие электроды для сварки нержавейки переменным током следует использовать при решении конкретных задач.
В качестве вывода, следует отметить, что электроды для нержавейки переменного тока менее востребованы. Данный факт обусловлен меньшей популярностью переменного напряжения по сравнению с постоянным.
Постоянка обладает большим спектром достоинств и используется профессионалами намного чаще.
ОЗЛ-14
Изделия, разработанные компанией “СпецЭлектрод”, предназначены для сварки деталей из хромо-никелевых сталей 08Х18Н10 или 08Х18Н10Т и аналогов. Сформированные швы не отличаются высокой устойчивостью к межкристаллитной коррозии, спецификация допускает использование для сварки переменного и постоянного тока. На внешней поверхности элементов нанесено рутиловое покрытие, предохраняющее расплавленный металл от воздействия атмосферных газов.
Производители выпускают стержни диаметром 3 или 4 мм, которые имеют длину 340 и 360 мм соответственно. Допустимый сварочный ток не превышает 90 А для 3 мм и 140 А для 4 мм изделий. Для удаления следов влаги из внешнего слоя флюса требуется прогрев в печи до температуры 200°С на протяжении 1 часа. Если стержни хранились в сухом помещении (в соответствии с рекомендациями изготовителя), то прокаливание перед применением не требуется.
ЦТ-50
Электроды предназначены для сварки переменным или постоянным током с обратной полярностью, внешняя часть покрыта рутиловым защитным слоем. Применяются для сварки высоколегированных нержавеющих сталей с увеличенной устойчивостью к воздействию кислот и соединений на основе фтора. Допускается сварка в горизонтальном или вертикальном направлениях (кроме движения сверху вниз из-за риска получения неоднородного шва). Перед началом работы рекомендуется прокаливание элементов в печи при температуре 350°С на протяжении 90 минут.










Электроды рассчитаны на промышленное применение, для сварки в бытовых или гаражных условиях не используются.
ОЗЛ-14А
Разработанные компанией “СпецЭлектрод” изделия ОЗЛ-14А рассчитаны на использование постоянного тока обратной полярности, но допускается применение переменного тока. Стержни применяются при сварке сталей 08Х18Н10Т, 06Х18Н11 и аналогов. Полученный шов отличается повышенной устойчивостью к возникновению межкристаллитной коррозии при нормальной температуре или при критическом прогреве. Сварка производится в горизонтальном и вертикальном положениях без ограничений по направлению движения электрода.
Рекомендуем к прочтению Какие электроды по алюминию выбирать
Стержни имеют диаметр от 3 до 5 мм при длине от 300 до 350 мм, допустимый ток от 40 А до 170 А (указывается на картонной упаковке, зависит от размеров изделия). Швы, выполненные с помощью электродов ОЗЛ-14А, не разрушаются при нагреве конструкции из нержавеющей стали до температуры 650°С. Перед сваркой рекомендуется прокалить стержни на протяжении 60 минут при нагреве до 320°С.
АНВ-36
Электроды марки АНВ-36 предназначены для сварки устойчивых к коррозии аустенитных сталей, которые эксплуатируются в среде без агрессивных веществ при температуре до 500°С. Швы отличаются повышенной хладостойкостью. В сплаве содержится до 20% хрома и до 12% никеля, присутствует молибден (до 3%) и вводится ниобий (от 0,7 до 1,3%). Допускается сварка в вертикальном направлении при любом направлении движения электрода.
Детали из нержавейки проходят предварительную механическую обработку, позволяющую зачистить сопрягаемые кромки. Для удаления следов влаги из обмазки необходимо прогреть стержни в электрической печи на протяжении 60 минут при нагреве до 200°С. Выпускаются электроды диаметром 3 или 4 мм (длина 300 и 400 мм).