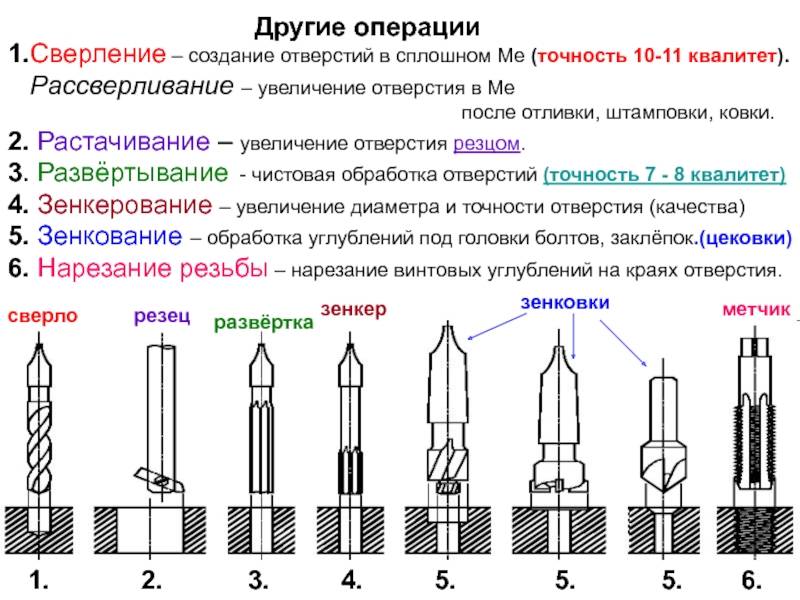
Методы сверления в зависимости от типа отверстия
Грамотная подготовка и правильный подбор оборудования поможет просверлить отверстия в металле высокого качества. Кроме того, на эффективность операции влияет надежность сверл и используемого оборудования.
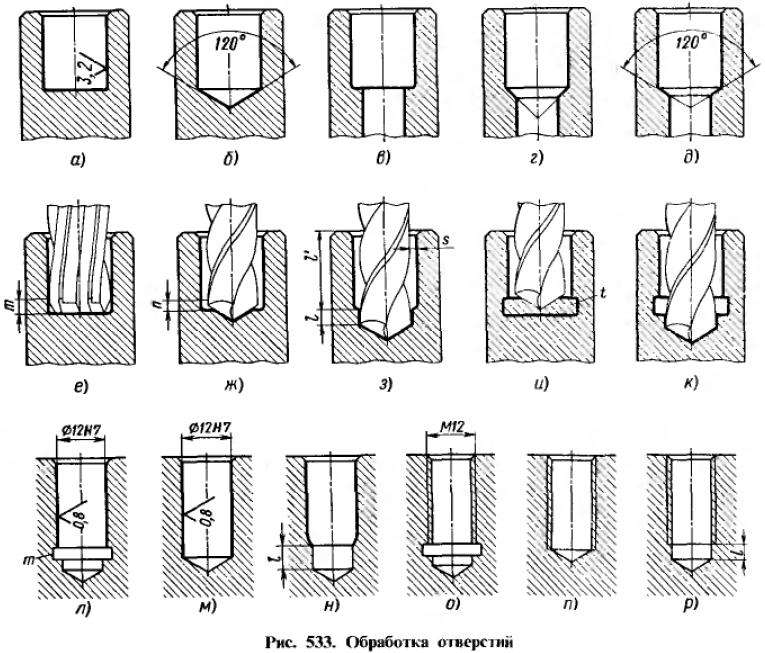
Рассмотрим основные виды отверстий и методы их обработки:
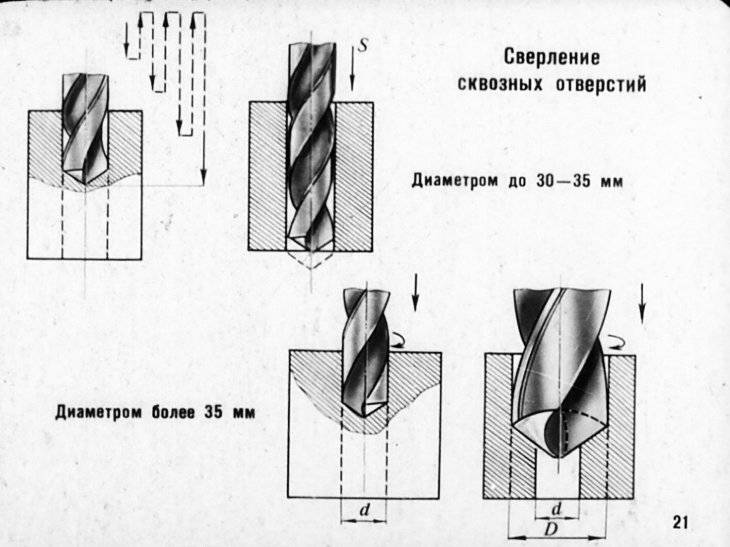
- Сквозные. Данный тип характеризуется полным проходом через обрабатываемую заготовку. В процессе выполнения работ необходимо внимательно следить за подачей сверла: при выходе из отверстия сопротивление материала уменьшается. Если ничего не менять, инструмент резко опустится, что может привести к его заклиниванию или поломке. Чтобы этого не произошло, используют специальные методы защиты столешницы или верстака. Это может быть многослойная подкладка из дерева и металла или обычный брусок со сквозным отверстием. При использовании станков на финальной стадии процесса токари рекомендуют переходить на ручную подачу. Для обработки тонкостенных конструкций используют перьевые сверла, поскольку классический спиральный инструмент может повредить кромки детали.
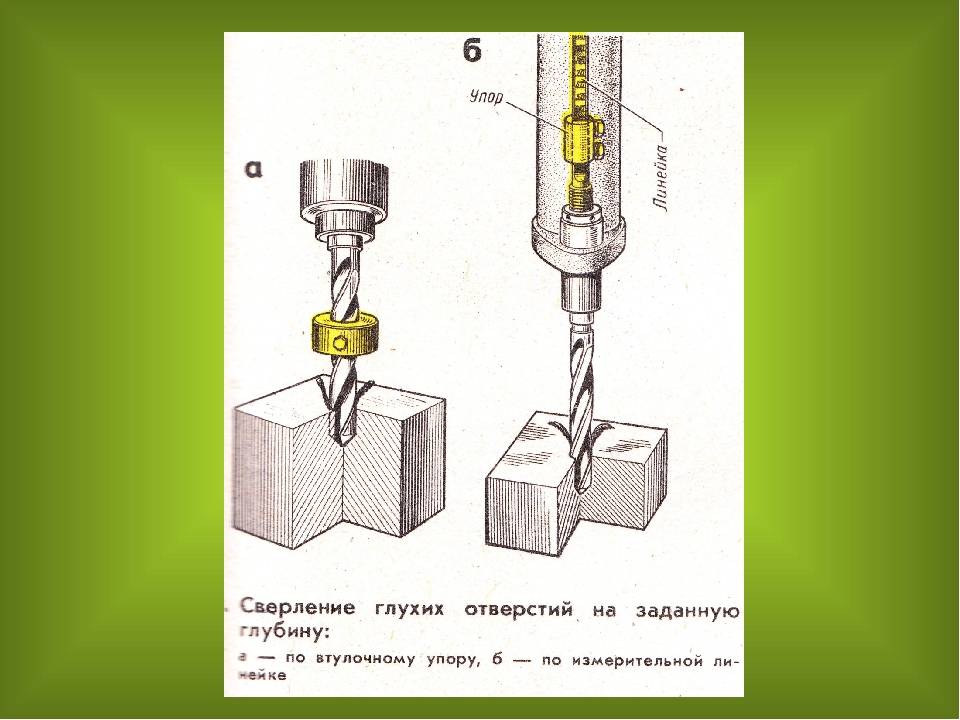
Глухие. Сложность получения подобных отверстий заключается в необходимости контроля глубины. Современные станки оснащены системой контролируемой подачи. Это позволяет получать отверстие заданной глубины без использования вспомогательных инструментов. Альтернативным способом является использование втулочного или регулируемого упора. Можно воспользоваться линейкой или специальным глубиномером. Последний вариант не пользуется популярностью, поскольку он требует вывода сверла и удаления стружки для измерения глубины, что влияет на производительность работ.
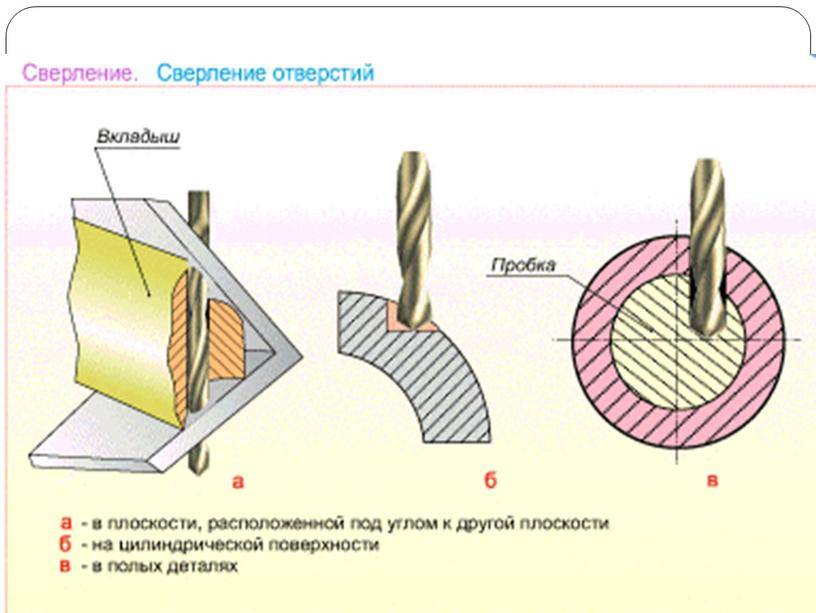
- Сложной формы. Если возникает необходимость в сверлении отверстия, расположенного у края детали, мастеру следует подготовить вторую заготовку с аналогичными размерами. Две детали соединяют между собой, зажимают в тисках и приступают к работе.
К сложной обработке относят сверловку цилиндрических поверхностей. При выполнении подобных работ обязательно используют древесную или пробковую прокладку.
- С уступами. Сверловка выполняется с помощью двух техник: рассверливанием или уменьшением диаметра. В первом случае используют несколько сверл, от меньшего к большему. Во втором случае проход выполняют с помощью инструмента, обладающего наибольшим диаметром. Затем используют сверла меньшего размера с постепенным углублением в заготовку.
- Большого диаметра. Эта процедура считается очень трудоемкой. При обработке заготовок, толщина которых не превышает 8–10 мм, используют конусно-ступенчатые сверла. Данный инструмент позволяет выполнить проход диаметром 40–50 мм. На металлообрабатывающих предприятиях используют специальные биметаллические коронки. С их помощью можно получить отверстие диаметром до 100 мм. Кольцевое сверление выполняют на низких оборотах. Данную процедуру считают менее трудоемкой.
Особенности выполнения глубоких отверстий будут рассмотрены ниже.
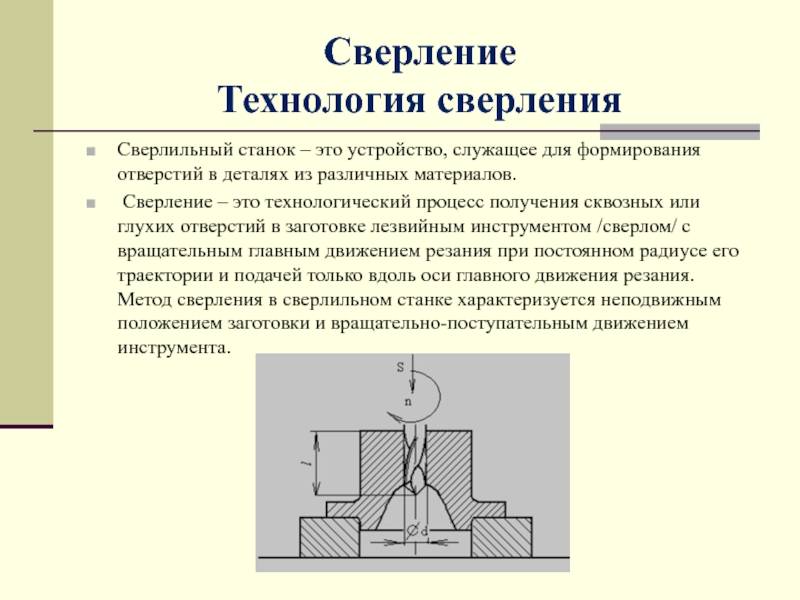
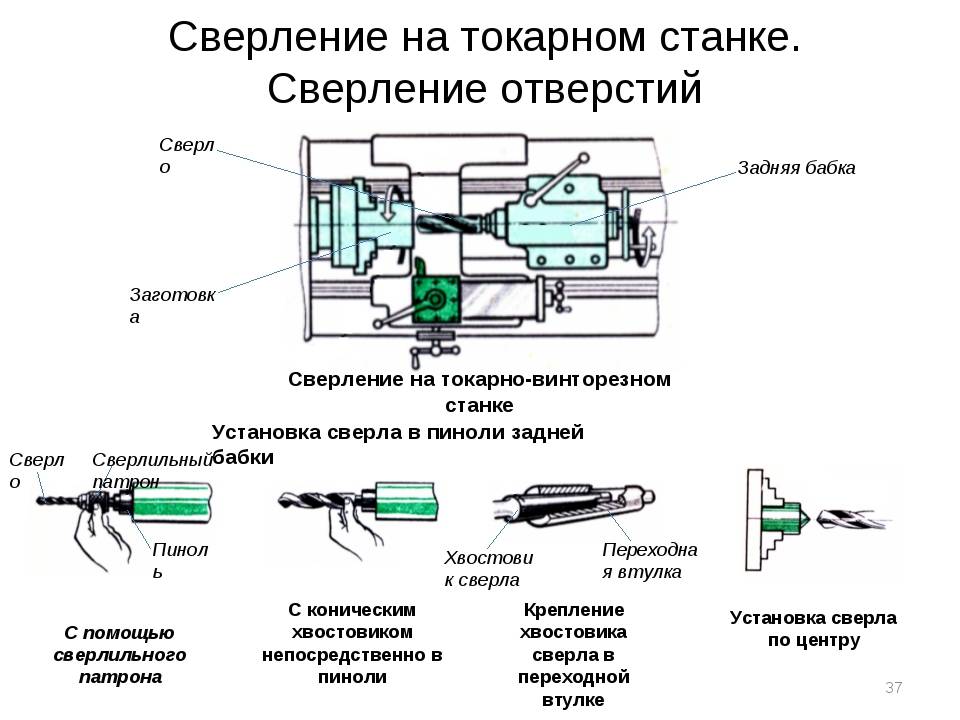
Сверление на металлорежущих станках
Сверление на металлорежущих станках требует использования сверл малого диаметра. Получение и заточка таких сверл затруднительны. Кроме того, требуется специальное оборудование, обеспечивающее малые подачи. При глубоком сверлении возникают проблемы с выводом стружки из обрабатываемого отверстия и подводом СОЖ. Неизбежны заклинивания и поломка сверл с соответствующими трудоемкими операциями извлечения обломка из отверстия. Следует отметить, что сверление малых отверстий в труднообрабатываемых материалах практически невозможно. Сверлением получают отверстия малого диаметра в пластиках и других легкообрабатываемых материалах.
Растачивание
Расточные резцы работают в менее благоприятных условиях, чем токарные так как имеют меньшие размеры (зависящие от размера оправок и диаметра обрабатываемого отверстия).
При работе на расточных станках главное вращательное движение, т.е. скорость резания передается инструменту:
[м/мин],
где D – диаметр обработанной поверхности, мм;
n – частота вращения режущего инструмента, об/мин.
Подача S – перемещение режущего инструмента (или заготовки) относительно обработанной поверхности (мм/мин или за один оборот шпинделя в мм/об).
Глубина резания
где d – диаметр отверстия до обработки, мм.
Обработка заготовок на сверлильных и расточных станках >Теория по ТКМ >
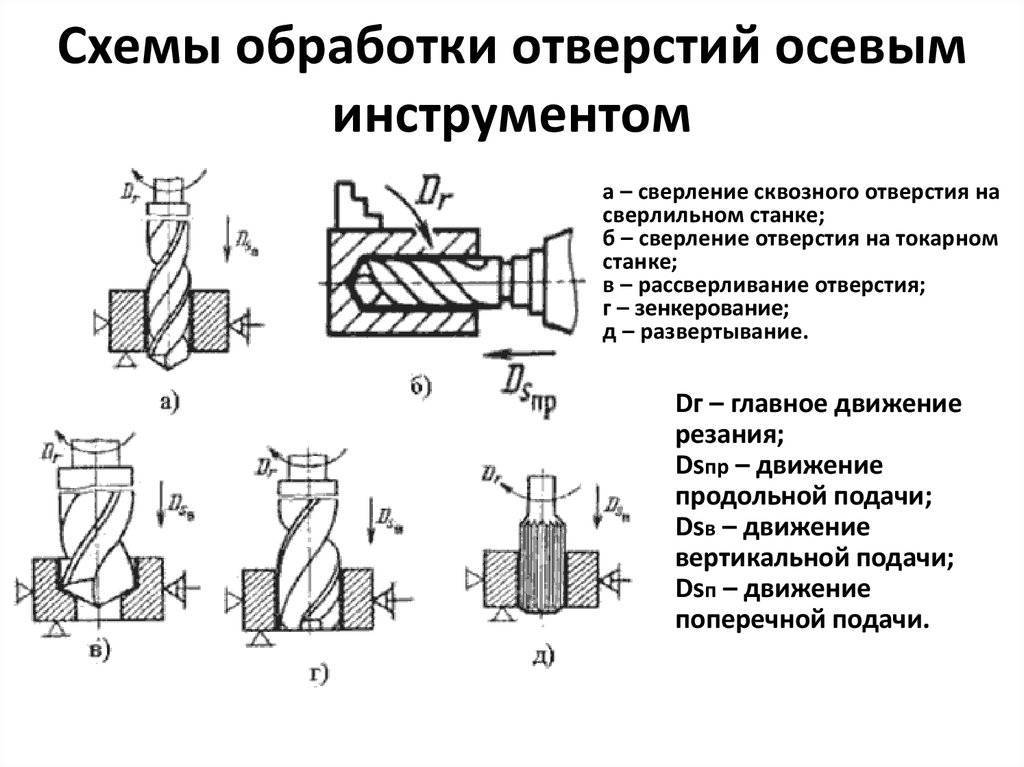
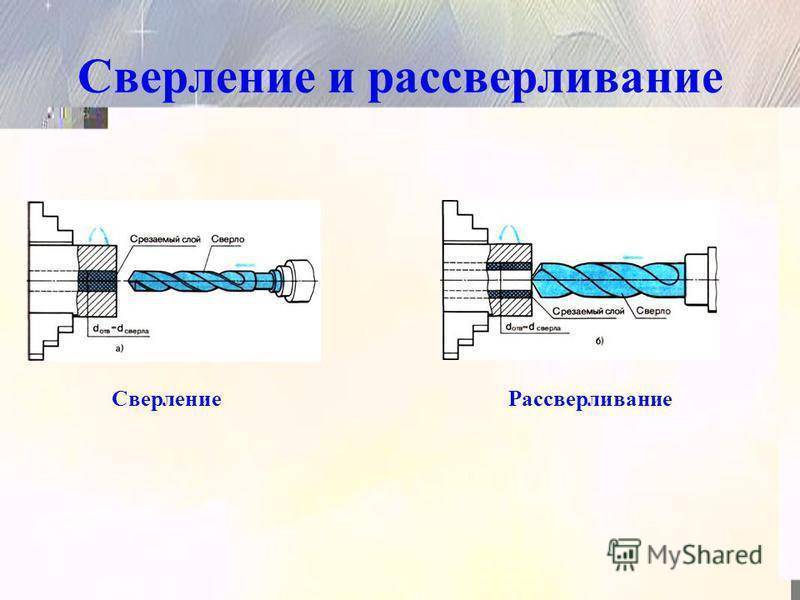
Рассверливание
Рассверливание отверстия является подвидом обычного сверления. По своей сути – это расширение размера отверстия, проделанного ранее. Рассверливание отверстий также делают сверлами.
Во время литья образуется окалина. При ковке и штамповке в различных местах металлической заготовки возникает неоднородное внутреннее напряжение. Это приводит к тому, что во время обработки сверло подвергается постоянно меняющимся нагрузкам. А это способно вызвать смещение оси сверла или и вовсе его поломку.
Если обрабатывать отверстия подобным методом (сверление и рассверливание), то можно добиться X квалитета (измерение точности). Шероховатость после сверления у стенок отверстия возможна в рамках показателя не более Rz 80.
Режимы резания при сверлении
Процесс сверления протекает в более тяжелых условиях, чем точение. В процессе резания затруднен отвод стружки и подача охлаждающей жидкости в зону резания. Стружка дополнительно трется о поверхность канавок сверла, а ленточки сверла – об обработанную поверхность. Выделяемое при резании количество теплоты в основном поглощается режущим инструментом и заготовкой. Особенно это заметно при сверлении отверстий в материалах с низким коэффициентом теплопередачи (например, пластмассы, бетон). При обработке этих материалов до 95 % выделяемой теплоты поглощается сверлом, и если не использовать охлаждение, происходит оплавление режущих кромок сверла.
Скорость резания по сечению сверла не постоянна, она уменьшается от периферии сверла к его центру. Следовательно, по сравнению с точением при сверлении увеличены деформации срезаемого слоя и стружки трение (пары «сверло – заготовка», «стружка – сверло», «стружка – заготовка»); необходимо занижать скорость резания на 30–60 %.
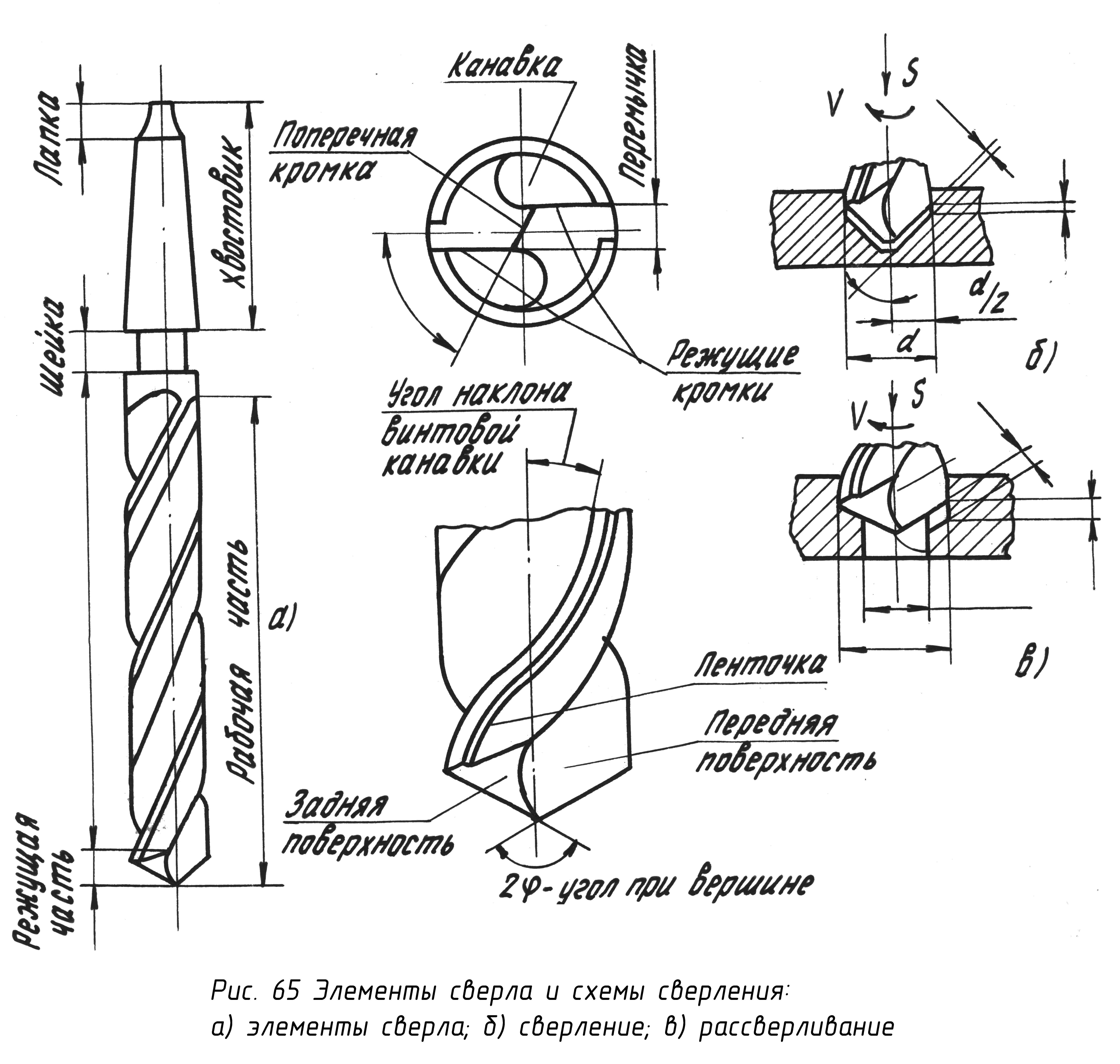
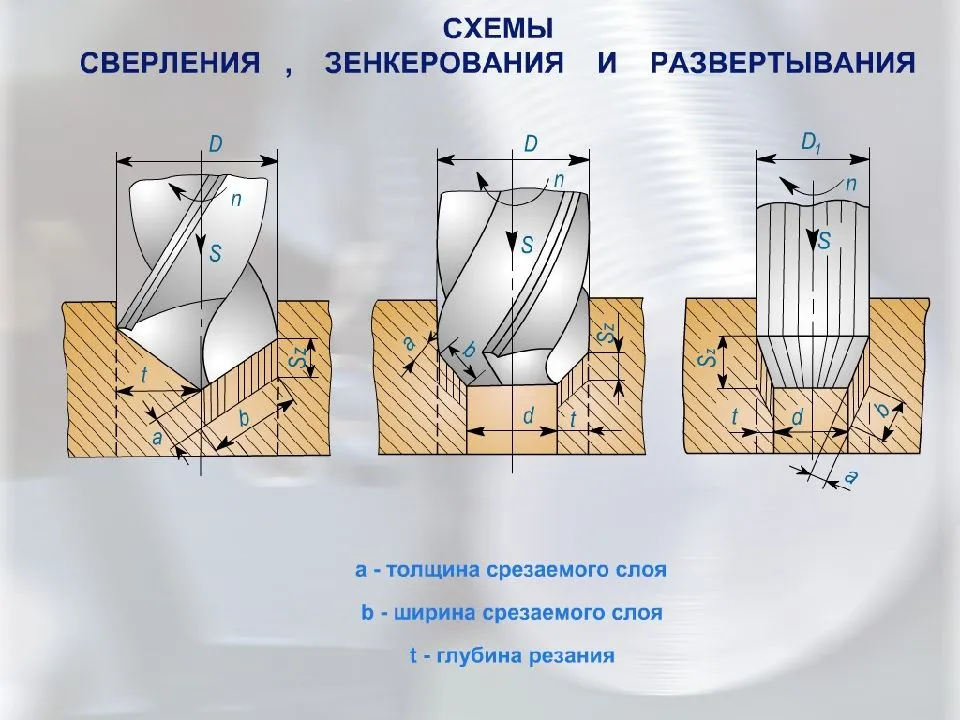
За скорость резания V, м/мин, при сверлении принимают окружную скорость наиболее удаленной точки режущего лезвия. При назначении скорости движения подачи различают подачу минутную Sм, подачу на оборот Sо и подачу на зуб Sz. За глубину резания t, мм, принимают половину диаметра сверла (при сверлении отверстия в сплошном материале) или половину разницы между диаметром обработанного отверстия и заготовки (при рассверливании, зенкеровании и развертывании):
V = πDn / 1 000; S м= nSо = nSzt; tc= 0,5D; tp= 0,5(D – d),
где D – наружный диаметр сверла (диаметр обрабатываемого отверстия), мм; n – частота вращения шпинделя станка, об/мин; z – число зубьев; d – диаметр отверстия в заготовке, мм.
Буры для бетона, кирпича и камня

Сверло с жесткой быстросъемной фиксацией для сверления отверстий в железо-бетоне, отделочном и строительном камне, шлакоблоке или пеноблоке называется буром. Там где сверло не пройдет, бур в перфораторе просверлит отверстие с легкостью. Самозатачивающаяся, твердосплавная головка основное отличие от сверла по металлу. SDS Хвостовик для быстрой установки в патрон перфоратора, еще один признак бура.



- камень натуральный и исскуственный;
- кирпич, шлакоблок, пеноблок;
- бетон, железобетон;
- гипсокартон;
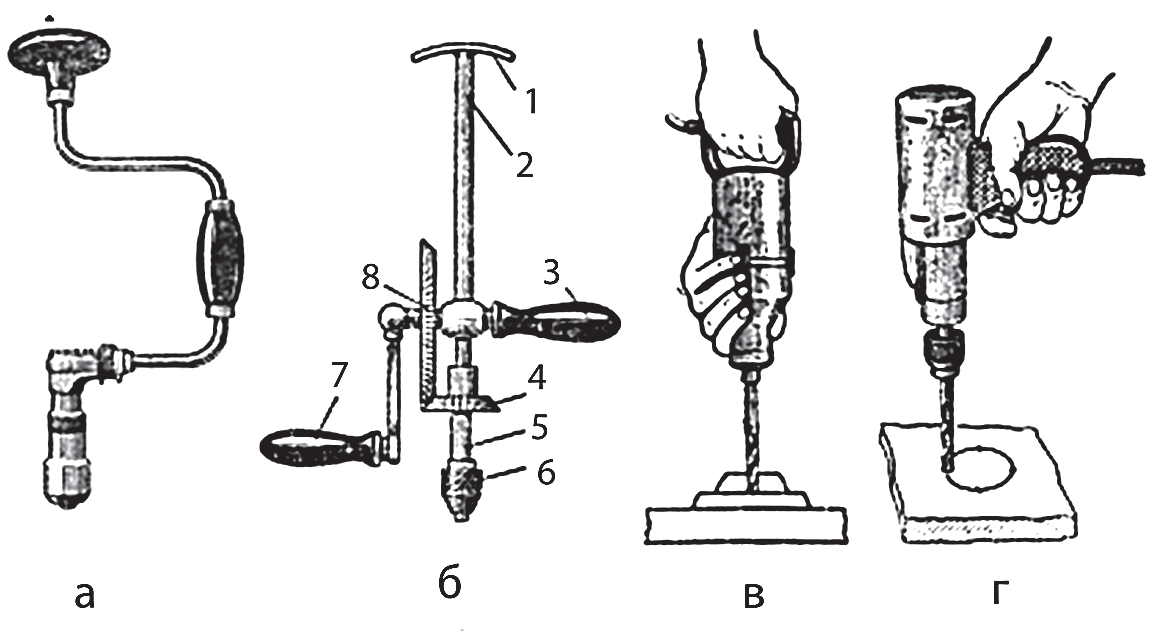
Виды хвостовиков сверл и буров

- А, Б — шестигранный хвостовик для шуруповерта или дрели;
- В — четырехгранный хвостовик для дрели, коловорота;
- Г — конусный хвостовик для сверлилного станка, старого типа электродрелей, может испльзоваться с переходниками;
- SDS хвостовик для перфоратора или эдектродрели;
- цилиндрический хвостовик, электродрель, перфоратор с
- камень искусственный и натуральный;
- ГКЛ, ГВЛ, ГКВЛ;
- бетон, железобетон;
- кирпич, шлакоблок, пеноблок;
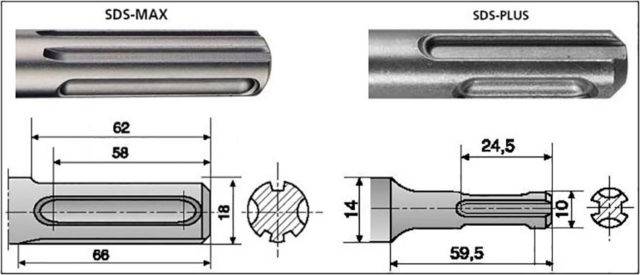
В настоящее время для буров и перфораторов выпускается два типа быстрозажимных хвостовиков
Надеюсь что материал статьи Вам понравился, если хотите поправить автора или поделиться своими мыслями оставьте комментарий ниже. Рекомендую вступить в одну из наших групп в соц сетях:
и тогда Вы будете в курсе новых статей и буду рад Вашим идеям.
Каким образом осуществляется классификация свёрл по металлу?
Основным параметром классификации является форма части, осуществляющей резанье.
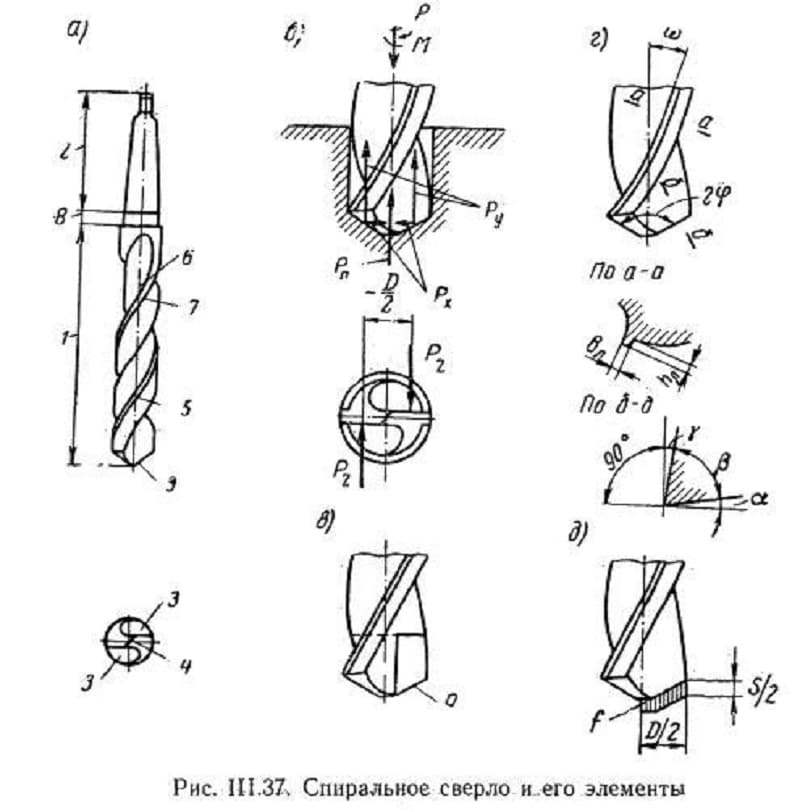
Стандартным вариантом являются обычные цилиндрические спиральные сверла, данный вид применяется для простых бытовых нужд. Чаще всего их изготавливают из быстрорежущей стали, они имеют угол заострения равный 120 градусов. Спиральные свёрла снабжены двумя главными режущими кромками, которые образованы путем пересечения передних винтовых поверхностей канавок, служащих для схода стружки, с задними поверхностями, обращёнными к режущей поверхности.
Они в свою очередь подразделяются на разновидности:
- С цилиндрическим хвостовиком – имеют диаметр не более 12 мм;
- Квадратные;
- С коническим хвостовиком – имеют диаметр от 6 до 60 мм;
- С шестигранным хвостовиком – самый редкий вариант.
Реже встречаются корончатые свёрла по металлу, которые используются для сверления отверстий, имеющих большой диаметр. Внешне инструмент похож на сверло по бетону, но отличается от него отсутствием твердосплавных напаек. Корончатые изделия имеют частые мелкие зубчики и изготавливаются из высокопрочной стали.
Более современными являются ступенчатые свёрла. Их преимуществом является то, что благодаря своеобразной форме, они могут использоваться для сверления диаметров от 6 до 30 мм. Ограничением по их использованию является только применимость лишь для листового материала толщиной не более 2-х мм.
Также следует обратить внимание на такие типы сверл как:
- Плоские или перовые — являются прочными и недорогими, но не имеют отвода стружки. Имеют режущую кромку, которая выполнена в виде лопаты. Она может образовывать как цельную часть вместе с хвостовиком, так и прикрепляться с помощью специального держателя;
- Удлиненные спиральные, имеющие винтовые каналы, проходящие через тело изделия;
- Для изготовления глубоких отверстий глубиной более 5 диаметров самого сверла. Для этих целей берется удлиненный инструмент, имеющий два винтовых канала, по которым поступает специальная эмульсионная жидкость, способствующая охлаждению инструмента в процессе работы.
- Свёрла для одностороннего резанья – применяются при необходимости просверлить отверстие, имеющее особо точные размеры. Такие изделия имеет опорную плоскость, а две кромки для резанья расположены с одной стороны относительно центральной оси инструмента;
- Центровочные – необходимы для того, чтобы проделать в детали центровое отверстие;
- Кольцевые, полые внутри – используются для высверливания в материале узкого колечка;
- Конические – для работы с листовым металлом, имеющим толщину не более 4 мм.
Что еще можно сказать о классификации?
Кроме формы режущей и хвостовой части, инструменты различаются по целому ряду параметров. К самым основным относят способ упрочняющей обработки:
- Наиболее дешевое покрытие – пленка оксида, имеющая черный цвет, ее целью является сохранение инструмента от действия коррозии и предотвращения перегрева, что, естественно, удлиняет срок его использования.
- Очень прочное керамическое покрытие из соединения азота с титаном. Оно способно удлинить время работы инструмента более чем в три раза. Однако, такое сверло нельзя подвергать заточке, потому что она стирает защитный слой.
- Наиболее качественное покрытие титано-алюминиевым нитридом и карбонитридом титана, инструмент с таким покрытием прослужит в пять раз дольше.
При частом использовании инструмент изнашивается и требует заточки.
Как не затупить сверла
Нарушения режима эксплуатации сверл ведет к потере режущих качеств. Это связано с чрезмерным нагревом его поверхности, что вызвано силой трения.
При сверлении отверстий не следует превышать рекомендованное число оборотов. Большинство моделей ручных инструментов не оснащено механизмом регулировки вращения шпинделя, поэтому выход один – не давить на кнопку включения изо всех сил. Скорость вращения сверла можно оценить визуально: если спиральные каналы не сливаются в одно целое, скорость вращения не превышает 1000 об/мин.
При сверлении отверстий в толстостенных заготовках необходимо использовать охлаждающие жидкости.
Инструмент для развертывания
Развертки также представляют собой инструмент, напоминающий сверла. Рабочая часть в данном случае обеспечивается расположенными по окружности стержня зубьями. Помимо этого, существуют вспомогательные функциональные части резчика. Это заборная, калибрующая и цилиндрическая части. Непосредственную резку производит направляющий конус, края которого снимают припуск металла, но в то же время предохраняют вершину режущей кромки от забоин. И здесь можно выделить отдельные конструктивные части, различающие данную методику и зенкование. Зенкерование и развертывание отверстий сходятся в операциях резки, однако калибрующая часть развертки также выполняет функции направления и отвода стружки. Для этого предназначены специальные канавки, делающие инструмент более самостоятельным.
Как правильно сверлить отверстия конусным сверлом инструкция
Чтобы научиться правильно сверлить конусными сверлами, необходимо для начала подготовить необходимые инструменты и материалы. Для работы понадобятся такие материалы и инструменты:
- Заготовка для сверления. Это листовая сталь, пластик, стекло, дерево и т.п. Заготовку необходимо надежно закрепить в губках тисков или струбциной
- Дрель — подойдет любой электроинструмент, способный развивать скорость вращения от 3-5 тысяч оборотов в минуту. При этом рекомендуется закрепить на дрель дополнительную рукоятку, что позволит избежать перекоса. Сверление выполняется в безударном режиме
- Конусное сверло подходящего диаметра. Зависит от отверстия, которое необходимо просверлить в заготовке
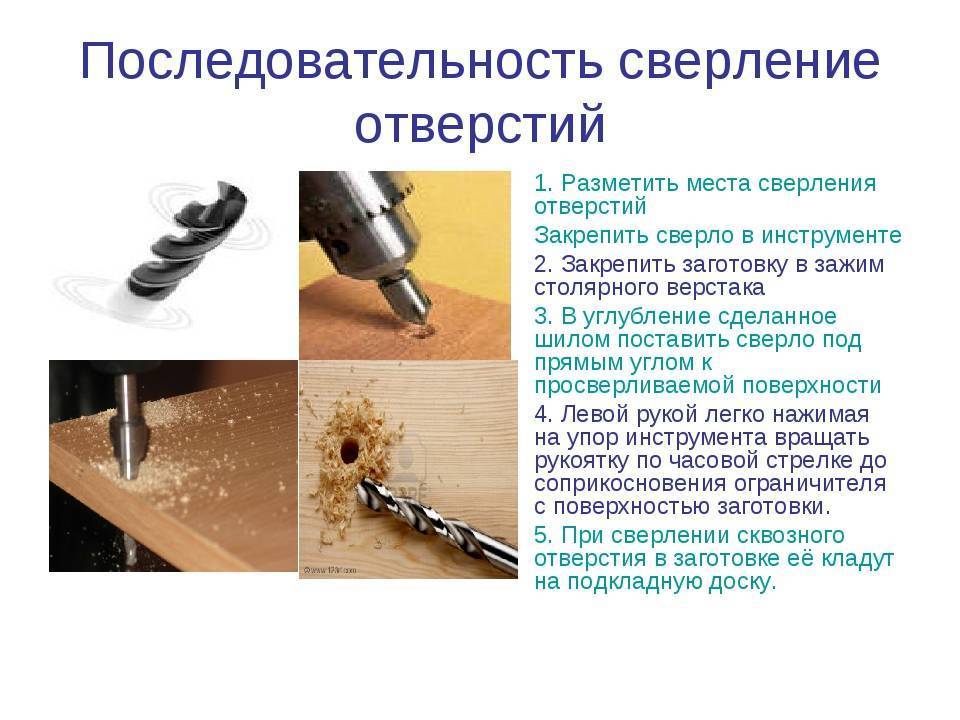
После этого приступаем к непосредственному выполнению работ. Инструкция по сверления имеет следующий вид:
- В патроне инструмента закрепляется насадка
- Выбирается место, где требуется просверлить отверстие
- Прикладывается инструмент к обрабатываемой поверхности строго в перпендикулярном направлении
- Запускается двигатель инструмента. Первые секунды сверления металла способствуют центрированию и вырезанию малого отверстия. Как только сверло начинает углубляться в отверстии, с каждым последующим оборотом диаметр увеличивается. Одновременно увеличивается скорость выполнения работ
- В завершении получается аккуратное отверстие без сколов, задиров и прочих дефектов
Достаточно один раз испробовать насадку в действии, чтобы после этого отказаться от использования цилиндрических сверл при обработке листовых материалов. Как показывает себя в действии конусное сверло при сверлении пластика, оргстекла, металла и прочих материалов, показано в видео ролике.



Узнаем все тонкости и способы сверления металла – выбор инструмента, заточки и режимов резания.

Просверлить отверстие в металле — что может быть проще? Есть, однако, в этой слесарной операции довольно много тонкостей, касающихся правильного выбора инструмента, заточки и режимов резания.
Как создать отверстие крупного размера
 Для некоторых работ в строительстве придётся создавать большие по диаметру отверстия. К примеру, для монтирования розеток, коробов и распределения всей проводки вентиляции. Можно сделать несколько небольших дырок, а после соединить их, используя для этого зубила, но в этом случае у самого отверстия будут не совсем ровные края.
Для некоторых работ в строительстве придётся создавать большие по диаметру отверстия. К примеру, для монтирования розеток, коробов и распределения всей проводки вентиляции. Можно сделать несколько небольших дырок, а после соединить их, используя для этого зубила, но в этом случае у самого отверстия будут не совсем ровные края.
Есть ситуации, в которых работу нужно производить максимально аккуратно. В этом случае пригодится специальная коронка для работы по бетонной поверхности. Такие насадки отличаются друг от друга размером. Если же сверла часто используются в работе, то служат они лишь определённое время — такие прочные поверхности, как арматурные прутья или же гранит, становятся главной причиной их быстрой поломки.
https://youtube.com/watch?v=jKuDq6DaSeQ
Для увеличения общего времени использования прибора нужно с самого начала сделать отверстие небольшого размера на низком обороте. После бетон и арматурные прутья вынимаются с помощью зубила и лишь потом отверстия завершают, используя для этого нужный тип коронки.
Современные обрабатывающие центры
Сверлильные центры с ЧПУ имеют базу фрезерного агрегата с ПУ. Изолированная рабочая зона с наличием узла со сменой быстрорежущего инструмента и функцией авто удалённой стружки с подачей жидкости с охлаждающим режимом через шпиндель являются основным отличием этого аппарата. Обрабатывающие центры предназначены для быстрой обработки высокого качества, благодаря разнообразным инструментам, разным операциям и бывают:
- горизонтальные;
- вертикальные.
Данные машины способны работать как в автомате, так и в полуавтомате и придерживаются таких операций, какие выполняют сверлильные и фрезерные машины.

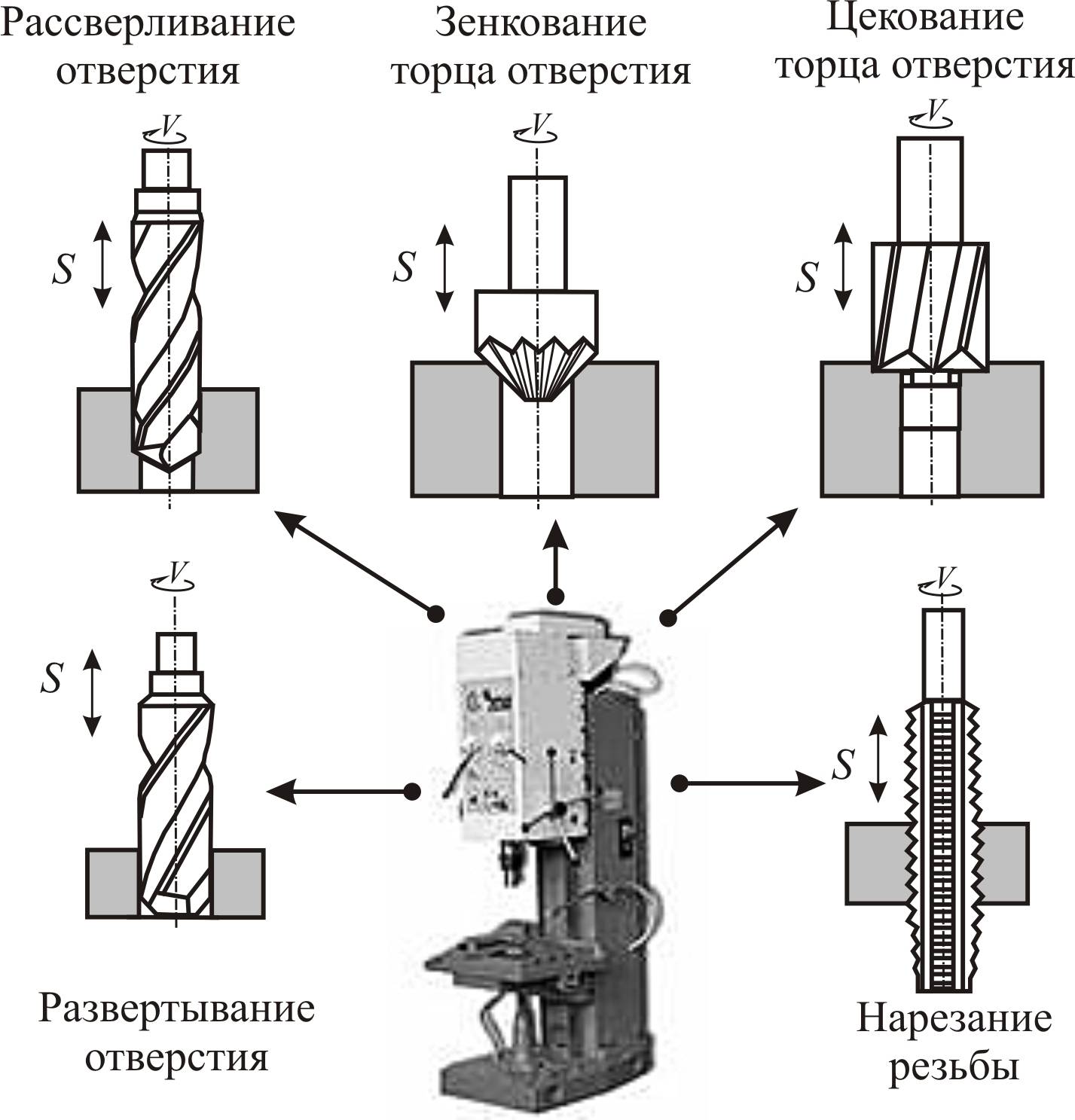
Поэтому они смело:
- высверливают;
- зенкеруют;
- фрезеруют;
- развертывают отверстия;
- нарезают наружную резьбу;
- нарезают внутреннюю резьбу.
При желании мастера, данные центры могут выполнять процесс шлифования. Основными узлами центра считается многопозиционный сменщик инструмента, который способен управляться с ПУ нового поколения. Позиционированная система инструмента позволяет достигать как высокоточную обработку, так и сокращает время на операцию.
Рассверливание отверстий
Для выполнения операций по сверлению отверстий, диаметр которых составляет с диаметром свыше 25 мм сверление проводят в 2 этапа. Первым этапом сверлят отверстие режущим инструментом меньшего диаметра, а потом — сверлом того диаметра, который необходим для данного отверстия.
Следует учитывать, что диаметр меньшего отверстия следует выбирать таким образом, чтобы он был примерно равен длине режущей кромки 2-го сверла. Такое значение выбирается для того, чтобы значительно снизить силу резания во время обработки детали режущим инструментом большего диаметра.
Для данной операции режущий инструмент подбирается с учетом минимального диаметра отверстия. Стоит помнить, что рассверливанию подвергаются только те отверстия, которые были получены посредством предварительным сверления.
Выполнять рассверливание в случае, когда отверстия были получены штамповкой и другим способами крайне нежелательно, поскольку при этом велика вероятность ухода сверла. В остальном правила и техника безопасности рассверливания совпадают с правилами и техникой безопасности при сверлении отверстий.
Сверло для квадратных отверстий
Проблем с образованием круглых отверстий в металле, как правило, не возникает. Сегодня в продаже можно встретить просто огромное количество сверл, некоторые могут применяться для образования квадрата или прямоугольника. Для решения подобной задачи также используются специальные приспособления.
Сверло для квадратных отверстий
Cверло или фреза
Часто квадратные отверстия получают при применении фрез. Подобный инструмент получил крайне широкое распространение, однако в некоторых случаях квадратные отверстия в металле проще получить при использовании сверл. Примером назовем следующие моменты:
- Работа проводится редко, поэтому нужно снизить затраты на приобретении специального инструмента. Фрезы обходятся намного дороже.
- Небольшая площадь обработки. Геометрическая форма распространенных фрез определяет ограничения по их минимальному размеру.
- Нужно получить сквозное отверстие в металле с большой толщиной.
Кроме этого, фрезы устанавливаются в станках, которые обходятся дорого, но и для сверления обычное оборудование не подойдет. Это связано с тем, что сверло должно передвигаться по определенной траектории.
Устройство и принцип работы
Сверло для квадратных отверстий Уаттса создано на основе формы треугольника Рело. Среди особенностей можно отметить:
- Рабочая часть сверла образуются при формировании области пересечения трех равных кругов особой формы.
- Если расположить у треугольников рабочей части сверла несколько параллельных опорных прямых, то расстояние между ними будет одинаковым.
- Во время работы ось сверла должна перемещаться по определенной траектории, за счет чего и получается квадрат или прямоугольник.
Стоит учитывать, что получаемый прямоугольник или квадрат имеет немного закругленные углы. Устройства для сверления квадратных отверстий Уаттса не должно ограничивать передвижение патрона со сверлом, иначе получить рассматриваемую форму не получится. Принципы действия и конструкция рекомендуемого оборудования позволяют создать его своими руками при использовании подручных материалов.


Альтернативные способы получения квадратных отверстий
Получение радиусных дуг приводит к существенному снижению качества получаемого изделия. Именно поэтому часто рассматривается возможность использования других методов получения квадратного отверстия:
- Лазерные установки сегодня получили широкое распространение. Они могут применяться для обработки по заданной траектории, при фокусировании луча происходит нагрев металла, за счет чего образуется требуемая поверхность.
- Метод штамповки применяется на протяжении длительного периода. Он предусматривает использование специального оборудования, которое способно оказывать высокое давление на листовые и другие заготовки. Недостаток метода заключается в высокой стоимости оборудования, а также в возможности получения только неглубоких выемок.
- При применении газовой сварки также можно образовать прямоугольную форму. Однако подобная технология характеризуется невысокой практичностью в применении, получаемые изделия низкокачественные.
В продаже встречаются специальные комплекты пробойников, которые также могут применяться в рассматриваемом случае. Комплект представлен сочетанием следующих элементов:
- Втулка для направления пробойника.
- Специальный держатель.
- Кольцевой ограничитель хода.
- Матрица.
Для того чтобы оказать высокую нагрузку на рабочий инструмент применяется гидравлический домкрат. Подобная технология характеризуется тем, что получаемая фигура имеет чистые и ровные грани, то есть дополнительная механическая обработка для повышения качества поверхностей не требуется.
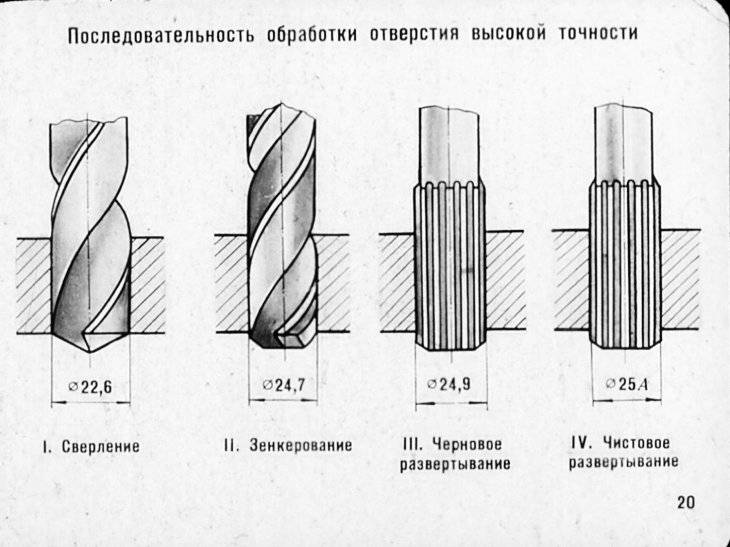
Развертывание отверстий
Обработка отверстия разверткой проходит после рассверливания сразу, либо, после прохождения этапа зенкерования. Диаметр инструмента по кромкам лезвий должен создать ровно такое отверстие, которое соответствует необходимому по технологическому заданию. Для этого инструмент доводят до нужного размера путем заточки на станке – это правило для цельных вариантов, либо выставляют необходимые значения на регулируемой развертке.
Точность полученной поверхности связана не только с правильной подгонкой инструмента, но и с тем, какую выбирают смазочно-охлаждающую жидкость. Минеральные масла, пригодные для расточки стали, не подойдут для обработки изделий из бронзы или латуни.
Режим резания для машинного развертывания подбирают по специальным таблицам, опираясь на значение
- диаметра отверстия;
- марки металла;
- материала режущего инструмента.
Эти показатели предопределяют, какую выбрать скорость и частоту вращения шпинделя. Ось развертки должна строго совпадать с осью отверстия.
Этапы работы с ручной разверткой выглядят следующим образом:
- Подобрать инструмент по параметрам отверстия
- Зафиксировать изделие с помощью тисков.
- Ввести развертку в просверленный паз.
- Вороток инструмента надеть на его хвостовик.
- Проводить черновую обработку путем вращения по направлению режущей части лезвий (по часовой стрелке), помещая смазочную жидкость в отверстие.
- Сменить черновую развертку на чистовую, надеть вороток.
- Провести чистовое развертывание вращением по часовой стрелке.
- Убрать инструмент. Провести контроль размера отверстия и шероховатости, применяя калибровочный инструмент.

- Конструкционные материалы. Под ред, Б. Н. Арзамасова. Москва, изд «Машиностроение», 1990.
- Технология конструкционных материалов. Под ред. А. М. Дальского. Москва, изд «Машиностроение», 1985.
- Статья на Википедии