

Приемка спирта
Спирт-ректификат принимают по объему, который измеряют коническими ( от 250 до 1000 дал) и цилиндрическими (75 дал) мерниками. Одновременно с измерением объема измеряют и крепость спирта, как и в спиртовом производстве. Для приемки спирта на заводах оборудуют спиртоприемные отделения (цехи). Спирт из автоцистерн сливают через нижний штуцер по резиновому шлангу Из железнодорожных цистерн спирт сливают с помощью насоса или самотеком. Первым способом пользуются только в случае расположения приемных мерников выше уровня железнодорожных цистерн. При расположении приемных мерников ниже уровня железнодорожных цистерн спирт сливают с помощью сифонной установки (рисунок 2), состоящей из резинового гофрированного шланга, ручного насоса и воронки. Один конец трубы 1, снабженной трубчатым наконечником, погружают в в цистерну 2 до дна, а другой соединяют со сливной коммуникацией 3. Открывают краны 4 и 5 и при закрытых кранах 6 и 7 и всех кранах, соединяющих эту коммуникацию с коническим 8 и цилиндрическим 9 мерниками, при помощи насоса 10 или вакуума засасывают спирт из цистерны. Как только в сливной воронке 11 появится спирт, насос останавливают, открывают кран 7 и кран перед коническим мерником, в который должен поступать спирт.
Использование установки из трех мерников дает возможность оперативно производить приемку спирта с необходимыми замерами и расчетами. Во время заполнения одного из мерников, со второго спирт скачивают через приемную емкость 12 с помощью спиртового насоса 13 в цистерны спиртохранилища.
Рисунок 2 – Схема спиртоприемного отделения с сифонной установкой для слива спирта
Обработка дерева и металла
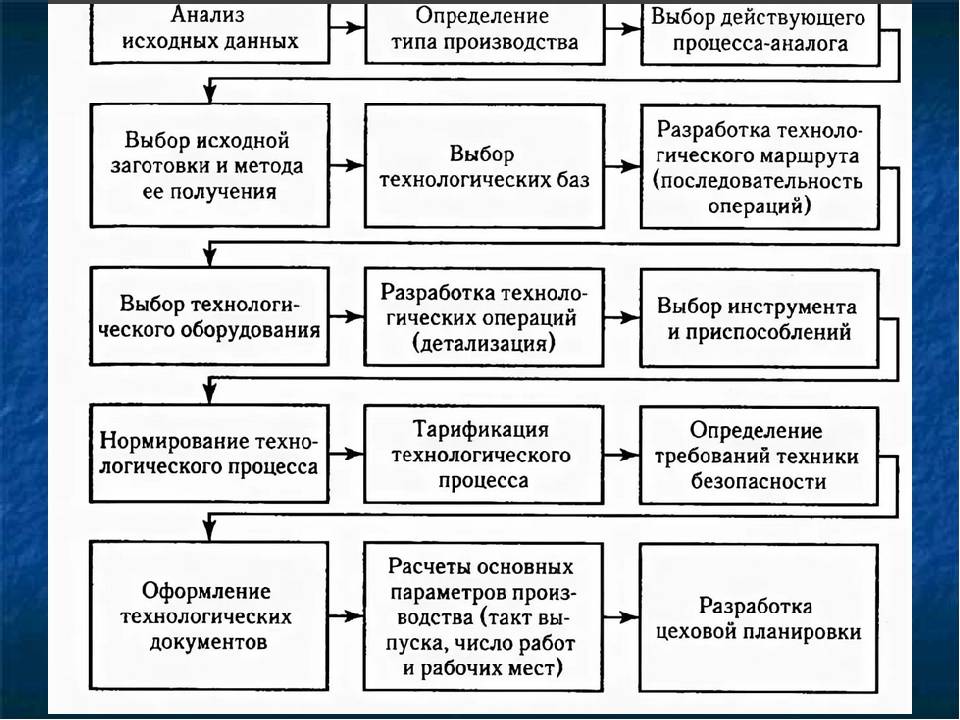
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
https://youtube.com/watch?v=q73DFW4JGac
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Монтаж стропильной фермы. План
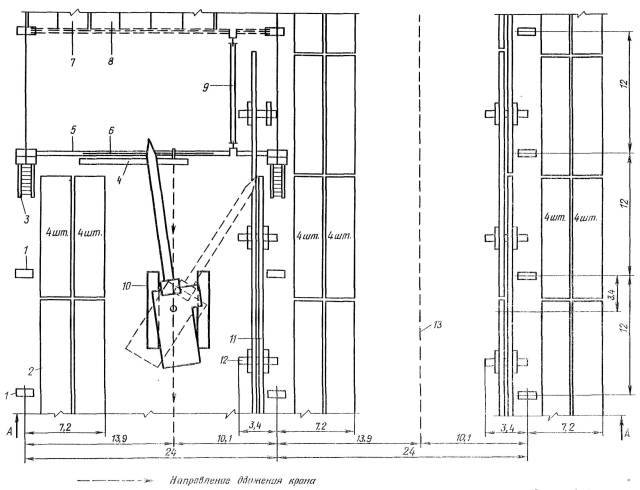
1 – колонна;
2 – штабель плит покрытия;
3 – лестница приставная секционная;
4 – площадка навесная;
5 – стропильная ферма;
6 – траверса;
7 – смонтированное покрытие;
8 – смонтированный торцевой фонарь;
9 – инвентарная распорка;
10 – кран гусеничный КС-8161 БС;
11 – место складирования стропильных ферм;
12 – кассета;
13 – ось движения трактора с блоком.
Разрез А-А см. стр. 41
Монтаж стропильной фермы. Разрез А-А
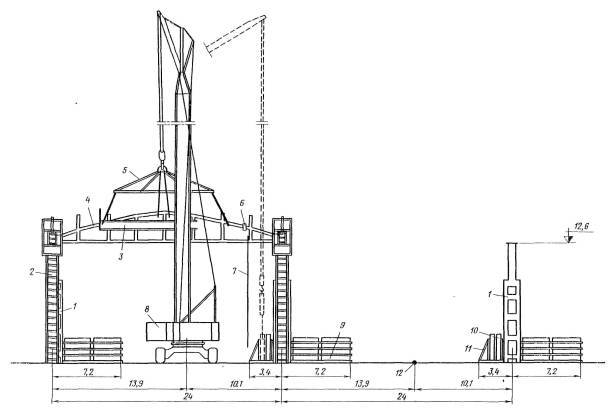
1 – колонна;
2 – лестница приставная секционная;
3 – площадка навесная;
4 – стропильная ферма;
5 – траверса;
6 – инвентарная распорка;
7 – оттяжной канат;
8 – кран гусеничный КС-8161 БС;
9 – штабель плит покрытия;
10 – место складирования стропильных ферм;
11 – кассета;
12 – ось движения трактора.
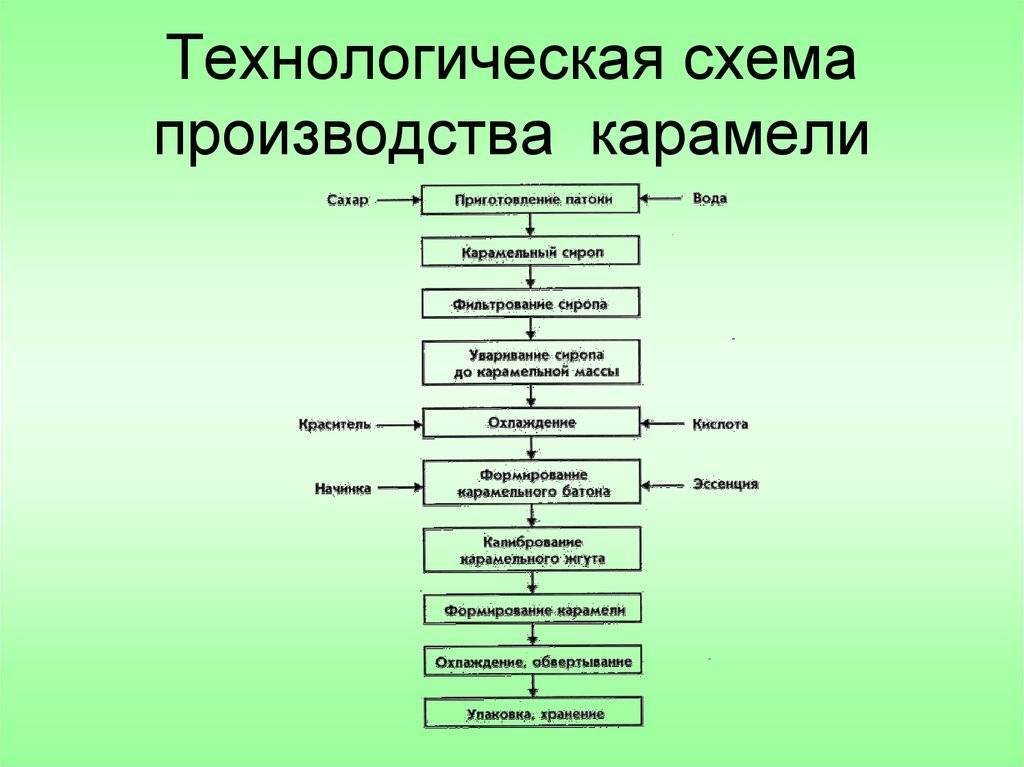
Типы
Технологические схемы производства разделяют на такие типы:
- с открытой цепью;
- циклические (циркуляционные, круговые, замкнутые).
Схема с открытой цепью состоит из аппаратов, через которые все компоненты проходят лишь один раз. Циклическая схема предусматривает многоразовое возвращение к одному аппарату всех реагирующих масс или одной из фаз в гетерогенном процессе к достижению заданной степени превращения начальных веществ.

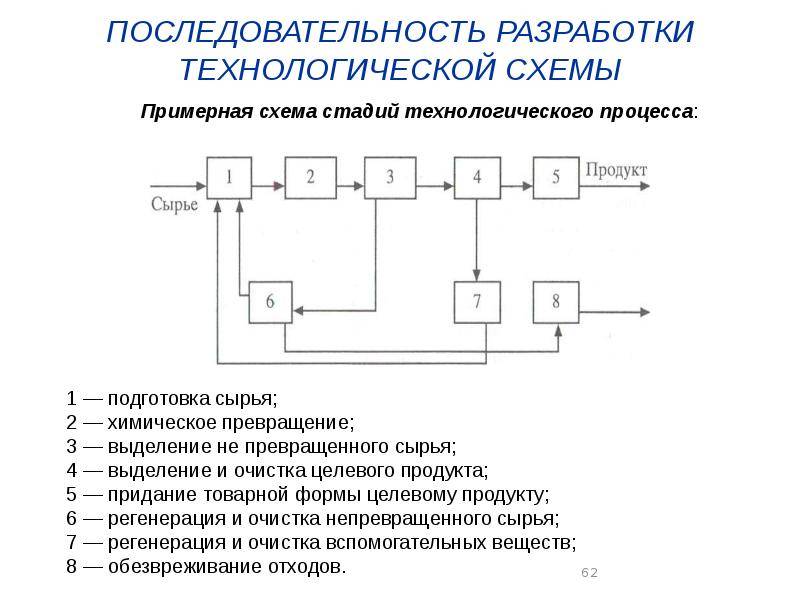



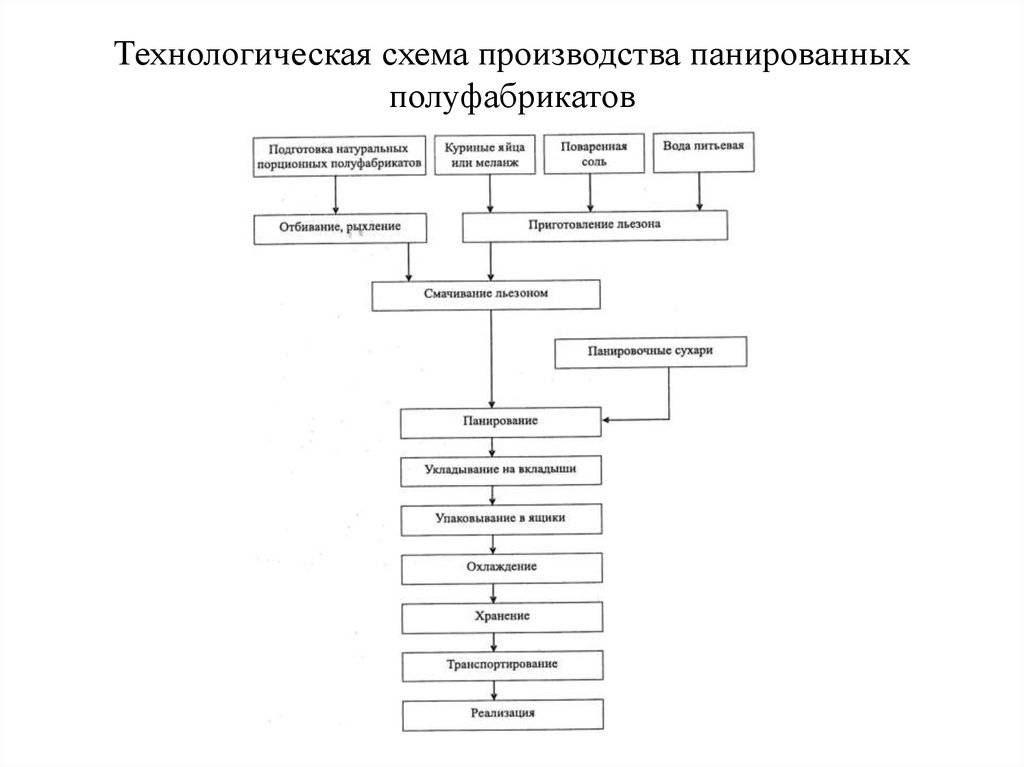

Технологическая схема имеет вид последовательных схематических изображений связанных между собой машин и аппаратов или же последовательных условных обозначений соединенных между собой операций.
Технологические аппараты на схеме изображают в виде упрощенных внешних очертаний элемента, стандартного условного обозначения, прямоугольников и других геометрических фигур.
Наша группа «ВКонтакте»
Естественно, что она значительно полнее, чем структурная схема, отображает свойства ЭУ. Метки: САЭП , тематические статьи , технический словарь , электрические схемы , электропривод Электрическая схема — это графическое изображение связей между электрическими элементами установки, позволяющее понять принцип действия электротехнического устройства.
Катушка контактора К1 получает питание, и контактор, сработав, подключает своими замыкающими контактами электродвигатель к сети. Прибор М.
Другой тип принципиальных схем отражает управление приводом, линией, защиту, блокировки, сигнализацию. Вид и номер являются обязательной частью условного обозначения, а указание функции — не обязательным. Один из них отображает первичные силовые сети.
Структурные схемы ЭВМ, предприятий и управления — какие их особенности? На схеме посредством системы позиционных обозначений однозначно определяют все изображенные на ней элементы.
4.1. Схема электрическая структурная (Э1)
Допускается помещать на схемы технические данные изделия в виде диаграмм, таблиц или текста. Отличие структурной схемы от функциональной Таким образом, различие структурной и функциональной схем состоит в том, что структурная схема обрисовывает общую картину устройства и указывает на местоположение функциональных элементов и звеньев, а функциональная более точно описывает положение элементов в узлах, взаимодействие между элементами схемы.
Масштабы компании исчисляются в объеме производства, численности персонала, денежном доходе. Графические обозначения элементов следует выполнять линиями той же толщины, что и линии связи. Таблица соединений может быть выполнена в виде самостоятельного документа на формате А4 с основной надписью но ГОСТ 2. Затем следует ознакомиться со схемой силовой цепи, начиная с источника тока.
В береговых установках, где мощность питающей сети во много раз превышает мощность включаемого электродвигателя, можно непосредственно включать электродвигатели больших мощностей, нежели в судовых условиях, где мощности электростанций ограничены. Для упрощения графики схемы допускается сливать отдельные провода, идущие на схеме в одном направлении, в общую линию. Запись элементов, входящих в каждое устройство функциональную группу , начинают с соответствующего заголовка. Мефодьева Л. Как читать схему . Часть 7. Power sequence for Desktop.
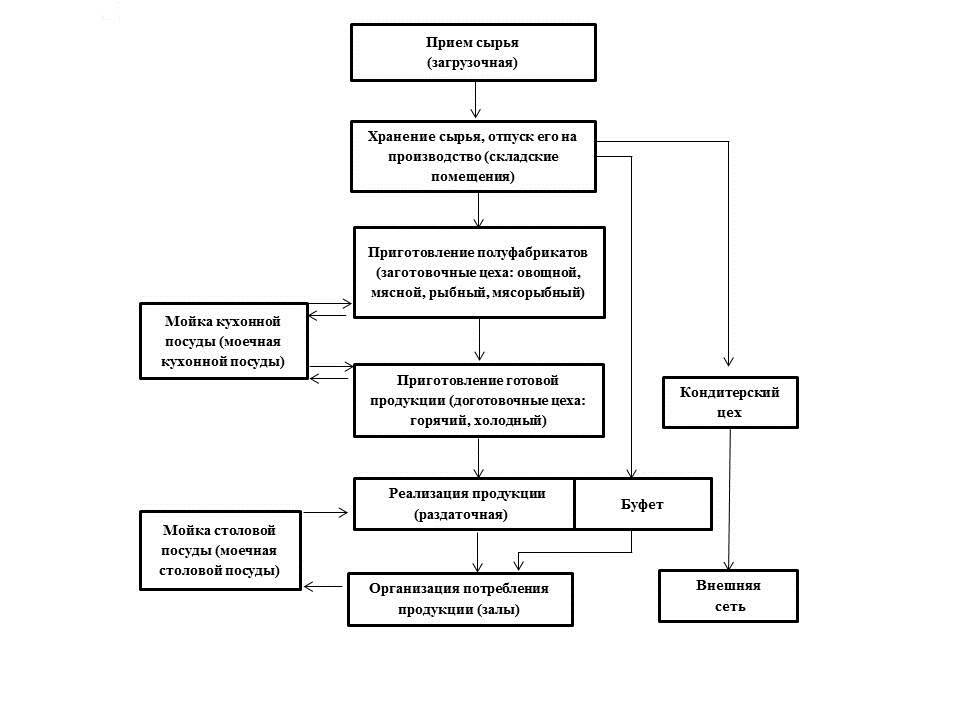
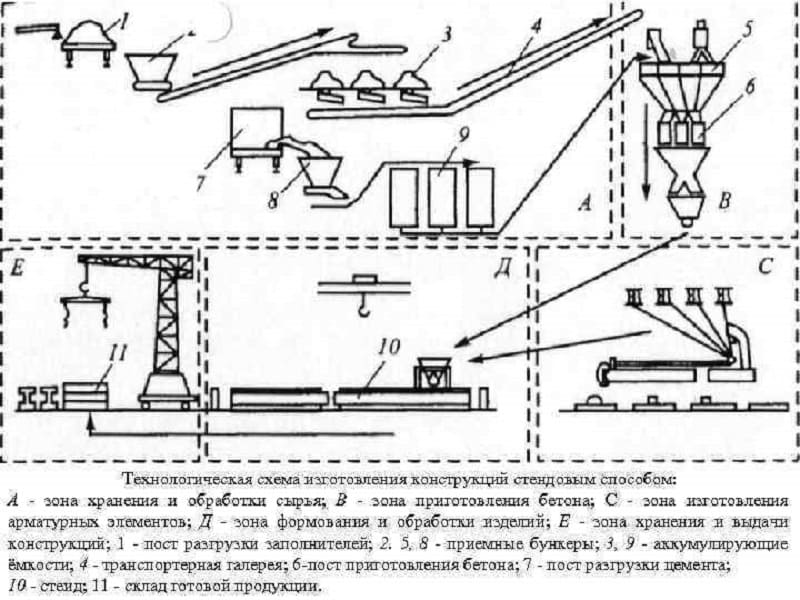
Технологическая схема
Технологическая схема производства – это последовательное описание или графическое изображение последовательности технологических операций (процессов) и соответствующих им аппаратов из превращения сырья на готовую продукцию.
Технологическая схема производства – это последовательный перечень всех операций и процессов обработки сырья, начиная с момента его приема и кончая выпуском готовой продукции, с указанием применяемых режимов обработки (длительности операции или процесса, температуры, степени измельчения и т.д.).
Полная
Полная технологическая схема – детальное графическое изображение и описание технологического процесса, включая все операции, аппараты, резервное оборудование, контрольно-измерительные приборы и автоматику, защитные устройства, системы регенерации тепла и веществ, резервную обвязку трубопроводами и тому подобное.
Полная технологическая схема необходима при детальном изучении технологии, но она не очень удобная при первичном изучении технологического процесса.
При первичном изучении производства лучше работать с принципиальной технологической схемой.
Принципиальная
Принципиальная технологическая схема содержит такую информацию:
- Последовательность технологических операций (нагревание, охлаждение, окрашивание, сушение, химические реакции, и тому подобное);
- Основное технологическое оборудование (теплообменные аппараты, ректификационной колонны, насосы, компрессоры, и тому подобное) без указывания количества однотипных аппаратов;
- Нормы технологического режима (давление, температура, концентрация, и тому подобное);
- Места ввода в процесс сырья и вспомогательных веществ и выхода из процесса готовой продукции, побочных продуктов и отходов производства.
Принципиальная технологическая схема дает информацию о физико-химической сути процессов, которые протекают в производстве, и, следовательно, часть начальных данных для анализа пожарной опасности данного производства.
Если при проведении пожарно-технического обследования или экспертизы проектных материалов у специалиста по пожарной безопасности нет принципиальной технологической схемы, но полна, рекомендуется упростить ее, превратив в принципиальную.
Эту работу могут выполнить как проектная организация или предприятие, так и специалисты, по пожарной безопасности.
Технологические схемы производства разделяют на такие типы:
- с открытой цепью;
- циклические (циркуляционные, круговые, замкнутые).
Схема с открытой цепью состоит из аппаратов, через которые все компоненты проходят лишь один раз. Циклическая схема предусматривает многоразовое возвращение к одному аппарату всех реагирующих масс или одной из фаз в гетерогенном процессе к достижению заданной степени превращения начальных веществ.
Технологическая схема имеет вид последовательных схематических изображений связанных между собой машин и аппаратов или же последовательных условных обозначений соединенных между собой операций.
Технологические аппараты на схеме изображают в виде упрощенных внешних очертаний элемента, стандартного условного обозначения, прямоугольников и других геометрических фигур.
ПОС. ТЕХНОЛОГИЧЕСКАЯ СХЕМА СТРОИТЕЛЬСТВА
- Подробности
- Категория: проект ПОС
Нами разработан проект организации строительства ПОС для сооружения рынка.
ОРГАНИЗАЦИОННО-ТЕХНОЛОГИЧЕСКАЯ СХЕМА СТРОИТЕЛЬСТВА
4.1. До начала основных работ необходимо выполнить ряд работ подготовительного периода, а именно:
а) установить временный бытовой городок для размещения строителей;
б) огородить временным ограждением временный бытовой городок;
в) подвести сети инженерного обеспечения строительства;
г) организовать площадки складирования и завезти первоначальный запас строительных материалов и конструкций;
д) завезти и установить по объектам необходимые механизмы;
е) произвести необходимые разбивочные работы;
ж) переложить подземные коммуникации, попадающие в зону строительства.
Бытовой городок и зоны работ обеспечиваются освещением (рабочим и сигнальным), охраной и противопожарным инвентарем.
Подготовка к переработке
Обычно под этой операцией понимается очистка. Ранее заводы проектировались с возможностью очистки на ситах всех компонентов. В последнее время от такой практики уходят, потому что:
- Сельскохозяйственная техника стала более совершенной и зерно приходит чище.
- Очистка — это обязательные потери по массе, на которые не все производители кормов согласны.
Читать также: Как вырезать болгаркой круг в металле видео
Мы так же подробно освещали эту проблемув курсе «Оценка качества сырья для производства кормов». Подбор сит, виды просеивателей и их классификация, преимущества и недостатки стоит рассмотреть отдельно в одном из следующих курсов. Подготовкой к переработке также считается растаривание. Как правило, на маленьких производствах этому вопросу не уделяют особого внимания. Однако, на больших современных заводах к этому участку предъявляют серьезные требования.
Место должно быть оборудовано вытяжкой для отбора пыли. Желательно чтобы забор пыли имел возвращения этой пыли обратно в производство
Также важно следить, чтобы люди, которые растаривают, вытряхивали все из углов мешков. Для оценки добросовестности выгрузки тарных грузов хорошо практиковать комиссионное взвешивание остатков продукта, которые остались в мешках после их опорожнения
Для этого, например, комиссия из представителей лаборатории, производственного подразделения и бухгалтерии периодически без предупреждения отбирает 10-20 опорожненных мешков и самостоятельно тщательно вытряхивает их содержание и перевешивает реальные остатки. Так можно проверить и сравнить степень усердия различных работников на этой операции, после чего премировать добросовестных или оштрафовать небрежных. Таким образом, сокращаются безвозвратные потери, уменьшается вероятность краж, а качество продукции улучшается.
Автор курса: Владимир Владимирович Ярошенко — эксперт по промышленному производству комбикормов, многолетний консультант рубрики «Производство кормов» информационного портала soft-agro.com.
С нетерпением жду отзывы и комментарии. Большое Вам спасибо!
Нашли этот материал полезным? Поделитесь с коллегами в соцсетях или отправьте ссылку прямо на почту!
Определение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
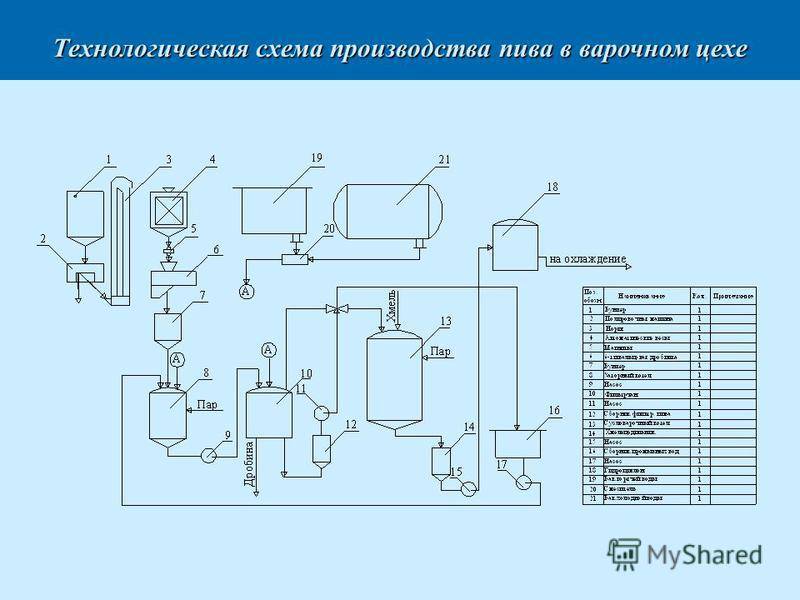


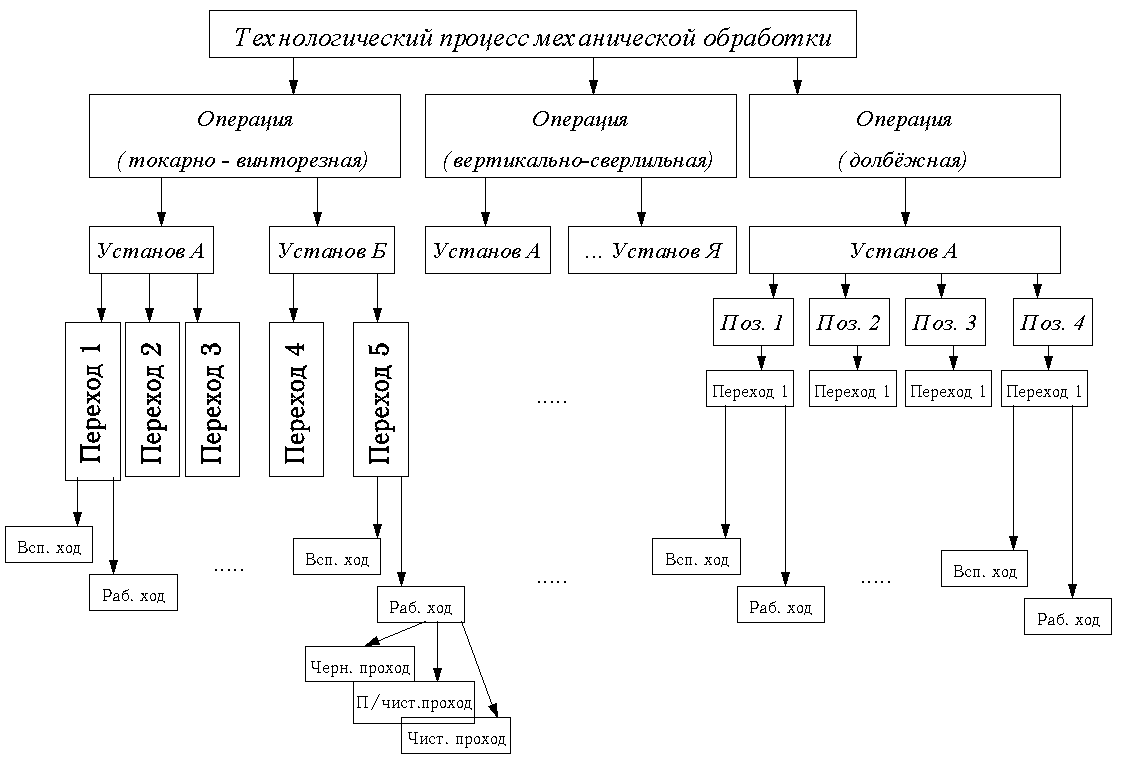

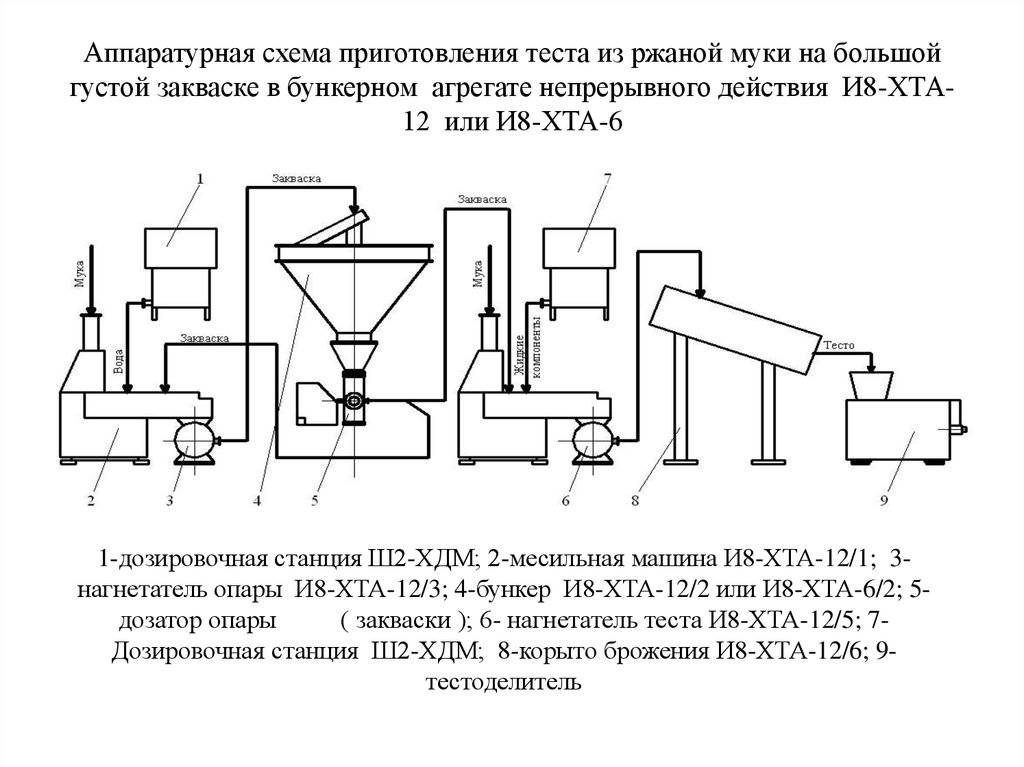

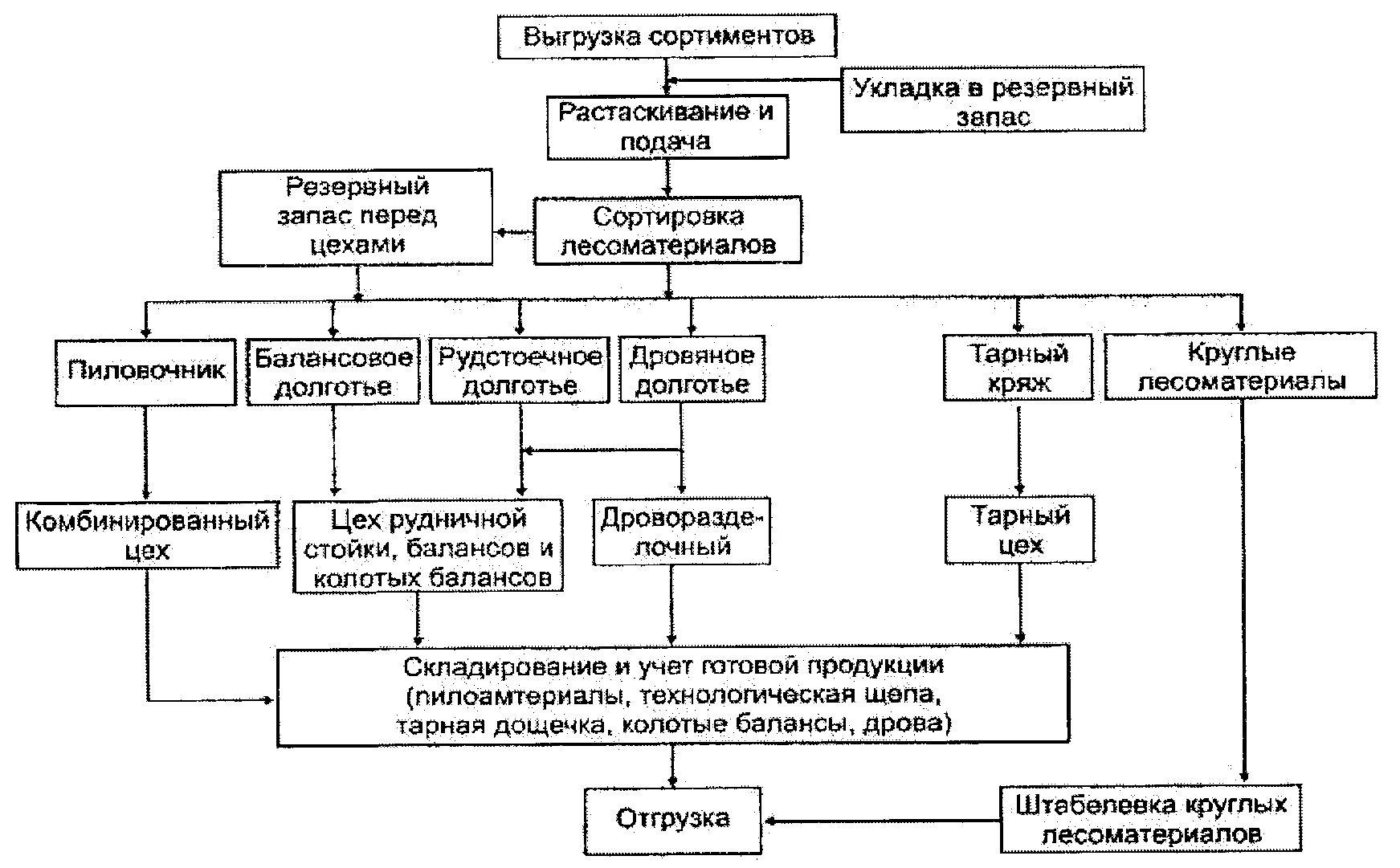
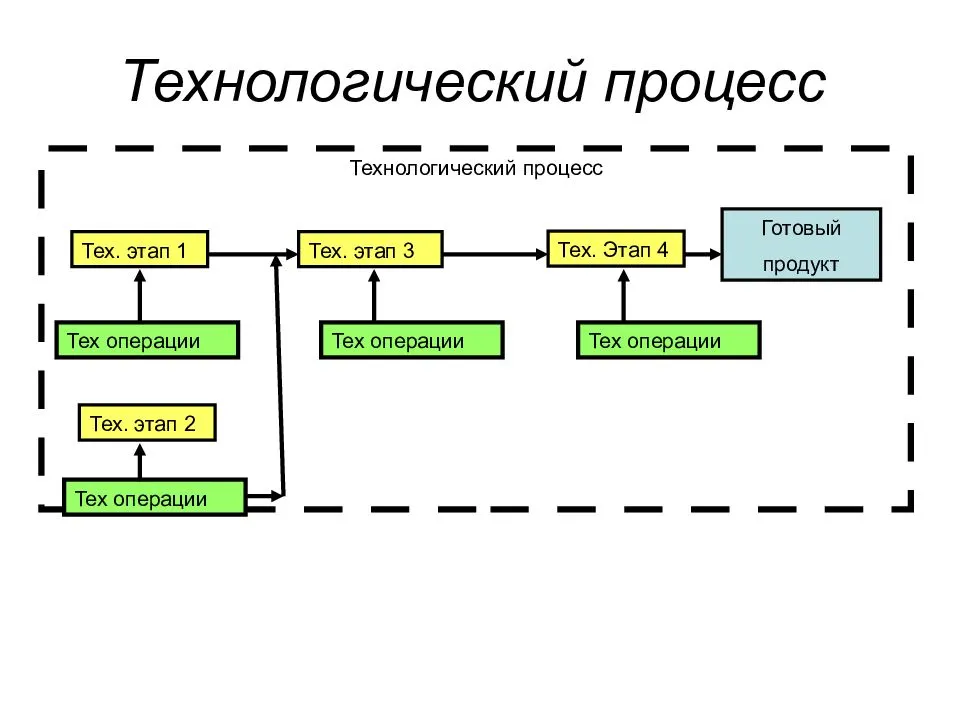
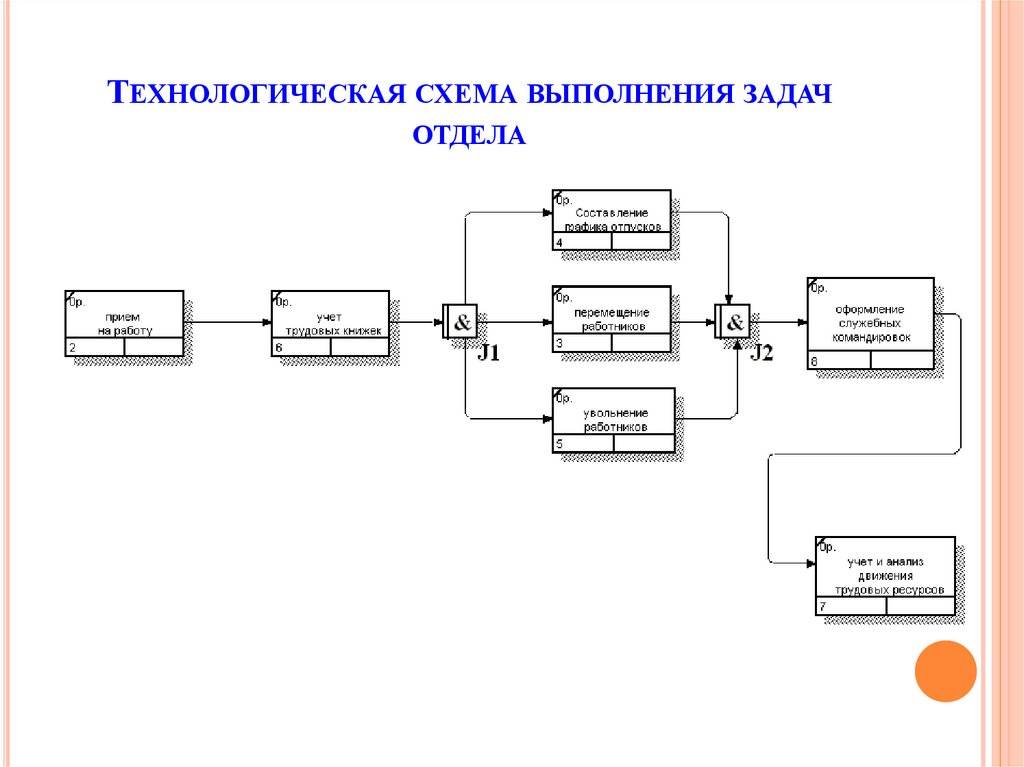
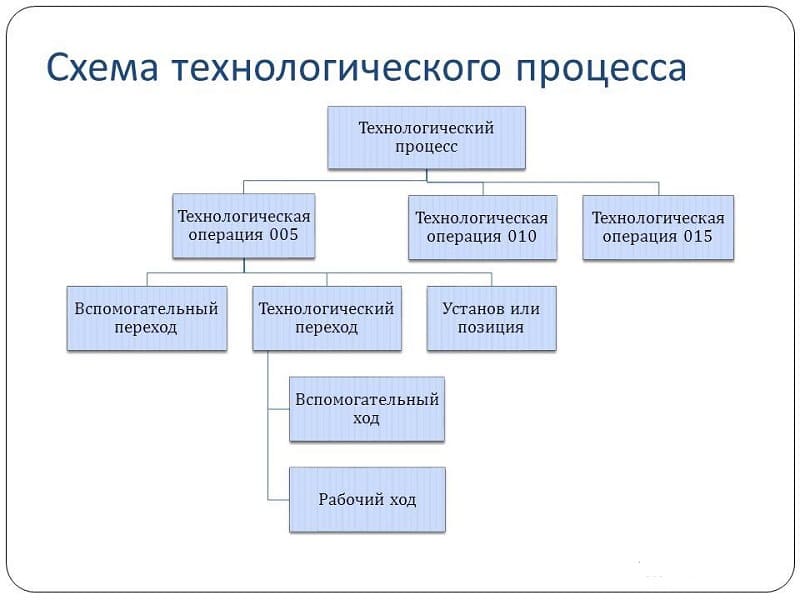
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества
Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними
При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Монтаж металлических конструкций
Предельные отклонения фактического положения смонтированных конструкций не должны превышать значений, приведенных в тб.14, 15, 16, 18, 19, 20 и 21 СНиП 3.03.01-87. При этом отклонение отметок смонтированных конструкций по высоте измеряется нивелиром, смещения в плане – рулеткой или лентой, а по вертикали – отвесом и рулеткой, прогибы – уровнем и рулеткой, стыковые зазоры линейкой и штангенциркулем, соосность вертикальных конструкций одного ряда – визуально или теодолитом. Сварные соединения следует контролировать в соответствии с тб.40 ¸ 44 СНиП 3.03.01-87 в основном радиографическим или ультразвуковым способом, механическим испытанием на стенде контрольных образцов, а также линейкой, штангенциркулем, микрометром и визуальным осмотром.
Фильтрация водно-спиртовой смеси
Для освобождения от взвешенных частиц водно-спиртовую смесь фильтруют два раза: до обработки и после обработки активным углем.
В качестве фильтрующего материала используют кварцевый песок. Фильтрацию производят под давлением столба жидкости с помощью песочных фильтров, в которых на сетчатой перегородке, покрытой фильтрующей тканью из фланели или сукна, помещают кварцевый песок.
Фильтрация водно-спиртовой смеси происходит под давлением столба жидкости, сортировка поступает на фильтр самотеком из напорного бака, распложенного выше фильтров. По мере увеличения количества профильтрованной жидкости высота слоя осадка на фильтрующем материале увеличивается. Увеличивается сопротивление потоку и снижается скорость фильтрации. Для устранения этого фильтр периодически очищают. Фильтрацию водно-спиртовой смеси через кварцевый песок производят на песочных фильтрах (рисунок 5).
1 – корпус; 2 – днище; 3 – крышка; 4 – штуцер подачи; 5 – патрубок выхода; 6 – фонарь; 7 – кран – воздушник; 8 – штуцер спускаРисунок 5 – Песочный фильтр с контрольным фонарем
Песочный фильтр изготавливают из листовой меди в виде цилиндрического корпуса 1, луженного внутри, со сферическими днищем 2 и съемной крышкой 3, прикрепленной к фланцу корпуса болтами. Высота фильтра 1100 мм, диаметр 700 мм. С помощью двух съемных луженых перфорированных дисков, покоящихся на прикрепленных к корпусу кольцах, фильтр разделен на три камеры: верхняя и нижняя камеры свободные, средняя заполнена кварцевым песком в два слоя общей высотой 700 мм. В нижнем слое зерна имеют размер от 1 до 3,5 мм, в верхнем – 3,5-5 мм. Перед заполнением песком на нижний диск кладут медный луженый или деревянный обруч, обтянутый фланелью или шинельным сукном. Такие же обручи размещают между слоями песка и над верхним диском. Зазоры между обручами и корпусом фильтра забивают ватным жгутом.
Подлежащая фильтрации сортировка поступает по штуцеру 4 с краном, проходит фильтрующую камеру и по патрубку 5 отводится на обработку активным углем.
Песочные фильтры для фильтрации водки отличаются тем, чтизготавливаются из нержавеющей стали, снабжены ротаметром и стеклянным фонарем 6 на выходной трубе. Ротаметром контролируют скорость фильтрации, посредством фонаря – прозрачность водки.
Первые, мутные порции фильтрата возвращают в чан-смеситель. После получения чистого фильтрата фильтрацию ведут со скоростью 0,77 м/ч (30 дал/ч), регулируя ее плавным поворотом наполнительного крана.
После работы фильтра 20-30 сут (скорость при открытом кране становится малой) его выключают для перезарядки.
Известно несколько типов песочных фильтров, которые широко применяются для фильтрации сортировок в ликеро-водочной промышленности. Они разделяются по конструкции на однопоточные и двухпоточные.
В однопоточных песочных фильтрах сортировка подается сверху, а отводится снизу (рисунок 6). Двухпоточный песочный фильтр (рисунок 7) дополнительно снабжен трубчатым дренажным устройством, трубы которого обвернуты мелкой сеткой с отверстием 0,2-,03 мм. Нижний слой песка с зернами 2-3 мм имеет высоту 50 мм, средний с размером зерен 1,5-2 мм – ту же высоту и верхний с зернами размером 0,5-1 мм -высоту 400-600 мм. Дренажное устройство находится посредине этого слоя песка. Сортировка поступает в фильтр снизу и сверху и выводится через дренажную систему. Поток сортировки, идущий снизу, фильтруется сначала через крупные, затем через средние и, наконец через мелкие зерна песка. Верхний поток сортировки фильтруется только через мелкие зерна.
1 – корпус; 2 – штуцер подачи с распределительным устройством; 3 – штуцер отвода; 4 – дренажное устройство; 5 – распределительное устройство; 6 – перегородка; 7 – верхний слой песка; 8 – средний слой; 9 – нижний слойРисунок 6 – Однопоточный песочный фильтр1 – корпус; 2 – распределительные устройства; 3 – перегородка; 4 – выводной патрубок; 5 – окно; 6 – дренажное устройство; 7 – верхний слой; 8 – средний слой; 9 – нижний слойРисунок 7 – Двухпоточный песочный фильтр
Регенерация песка в однопоточных и двухпоточных фильтрах ведется обратным током воды: сортировки при предварительной фильтрации, водки – при окончательной фильтрации в течение 10-12 мин.
Применяются также керамические фильтры, фильтрующим органом в которых является керамические плитки. Регенерацию керамических плиток производят обработкой соляной кислотой и прокаливанием в муфельной печи при 500-600°С.
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия
Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.



Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости
С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия
Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Устройство монолитных бетонных и ж/б конструкций
Арматура
При производстве арматурных работ ведется контроль над отклонениями в расстоянии между отдельными стержнями и рядами арматуры и отклонения от проектной толщины защитного слоя бетона, которые измеряются рулеткой или металлической линейкой. Состав контролируемых параметров, величина отклонения, объем и методы контроля при устройстве арматурных конструкций должны соответствовать тб.9 СНиП 3.03.01-87.
Опалубка
При опалубочных работах контролируется точность изготовления и установки опалубки отвесом и стальной рулеткой, а также прогиб опалубки вертикальных поверхностей и перекрытий строительным уровнем и рулеткой. Состав контролируемых параметров, величина отклонения, объем и методы контроля при опалубочных работах должны соответствовать тб.10 СНиП 3.03.01-87.
Бетонирование
При бетонировании конструкций контролируется отклонение вертикальных плоскостей отвесом, горизонтальных плоскостей – строительным уровнем, местные неровности поверхности определяются визуально, отклонения от проектных размеров определяется рулеткой, отклонения высотных отметок – и нивелиром, расположение анкерных болтов – теодолитом и рулеткой. Состав контролируемых параметров, величина отклонения, объем и методы контроля при бетонных работах должны соответствовать тб.11 СНиП 3.03.01-87.
Создание выпечки
Работа кондитерского производства строится на основании заявок, полученных от потребителей. В соответствии с ними рассчитывается нужное количество сырья, которое правильно хранится в специальных холодильных шкафах. На первом этапе трудовой процесс в цеху начинается с подготовки продуктов, обработки яиц и просеивания муки. Делается это в специальных моечных ваннах и на производственном столе. Просеиватель устраняет из муки механические примеси, делает ее рыхлой, чтобы кондитерские изделия были качественными.

Замешивание теста выполняется в тестомесильной машине, которая быстро и качественно замешивает дрожжевое, пресное или песочное тесто. С помощью планетарного миксера на производстве создается белково-воздушное, жидкое дрожжевое или мягкое песочное тесто, взбиваются кремы, суфле, желе. Если требуется изготовление слоеного теста, используется тестораскаточная машина.
Правила оформления технологической части курсовой работы
Технологическая часть оформляется по тем же нормам ГОСТ, которые применяются ко всей курсовой работе:
- формат страниц — А4;
- шрифт основного текста — Times New Roman;
- размер шрифта — 14;
- расстояние от левого края страницы — 30 мм;
- расстояние от правого края страницы — 15 мм;
- расстояние от верхнего края страницы — 20 мм;
- расстояние от нижнего края страницы — 20 мм;
- межстрочный интервал — 1,5;
- отступ в абзацах — 1,25 см;
- основной текст выравнивается по ширине.
Стоит запомнить, что таблицы в технологической части оформляются по следующим правилам: размер шрифта — 12, а межстрочного интервала — 1.Чтобы справиться с технологической и другими частями курсовой, нужно хорошо подготовиться
Схема производства пива
Производство пива из сухого солода состоит из следующих операций:
- очистка и дробление солода,
- приготовление сусла,
- брожение сусла,
- дображивание пива,
- фильтрование и розлив пива.
Ячменный сухой солод после хранения содержит некоторое количество пыли, остатков ростков, случайно попавших металлических предметов и других примесей. Поэтому отлежавшийся солод очищают.
Солод со склада транспортируют (рисунок 6) в бункер 1, а из него для отделения пыли и другйх примесей подают на полировочную машину 2. После очистки солод поднимают норией, пропускают через магнитный аппарат 4 для отделения ферромагнитных примесей, взвешивают на автоматических весах 5 и направляют в дробилку 6. Из бункера 7 дробленный солод поступает на приготовление сусла, которое производят в варочных агрегатах. Наиболее часто устанавливают четырехаппаратные варочные агрегаты: два заторных котла, фильтрационный чан (или фильтр-пресс), сусловарочный котел. В одном из заторных котлов 8а дробленный солод смешивают с водой; полученная смесь называется затором. Часть затора, так называемую отварку, перекачивают насосом 9 в другой, рядом стоящий заторный котел 86. В котле 8б отварку нагревают для осахаривания, кипятят и после этого перекачивают в котел 8а. Затем часть затора (вторая отварка) снова перекачивают в котел 8б, нагревают, кипятят и возвращают в котел 8а. В процессе затирания примерно 75% крахмала превращается в мальтозу и 25% -в декстрины. Полученный затор фильтруют в фильтрационном чане 10.
При фильтрации затор разделяется на две части: жидкую – сусло и нерастворимую-солодовую дробину. Последнюю используют для корма скота. Сусло поступает в сусловарочный котел 11, где его кипятят с хмелем и выпаривают до определенного содержания сухих веществ.
Затем сусло направляют для отделения хмелевой дробины в хмелеотделитель 12, перекачивают насосом 13 в сборник 14, из которого сусло поступает для отделения мути в сепаратор 15 и для охлаждения – в теплообменник 16.
Охлажденное сусло поступает на брожение, которое в пивоваренном производстве проводят в две стадии: главное брожение и дображивание. Главное брожение происходит в бродильных чанах 17.
В качестве возбудителей брожения добавляют дрожжи чистой культуры из аппарата для размножения дрожжей 18 или повторно используют дрожжи из сборника 19.
При главном брожении мальтоза, содержащаяся в сусле, под действием ферментов дрожжей превращается в этиловый спирт и углекислый газ. По окончанию главного брожения получают молодое (зеленое) пиво. Его перекачивают насосом 20 для дображивания в лагерные танки 21. Во время дображивания происходит медленное сбраживание оставшихся сахаров, насыщение углекислотой, осветление и созревание пива. Готовое пиво из лагерных танков насосом 22 перекачивают для осветления в сепаратор 23, фильтруют в фильтр-прессе 24, охлаждают в охладителе 25, направляют в сборник фильтрованного пива 26 и затем разливают в бочки и бутылки.
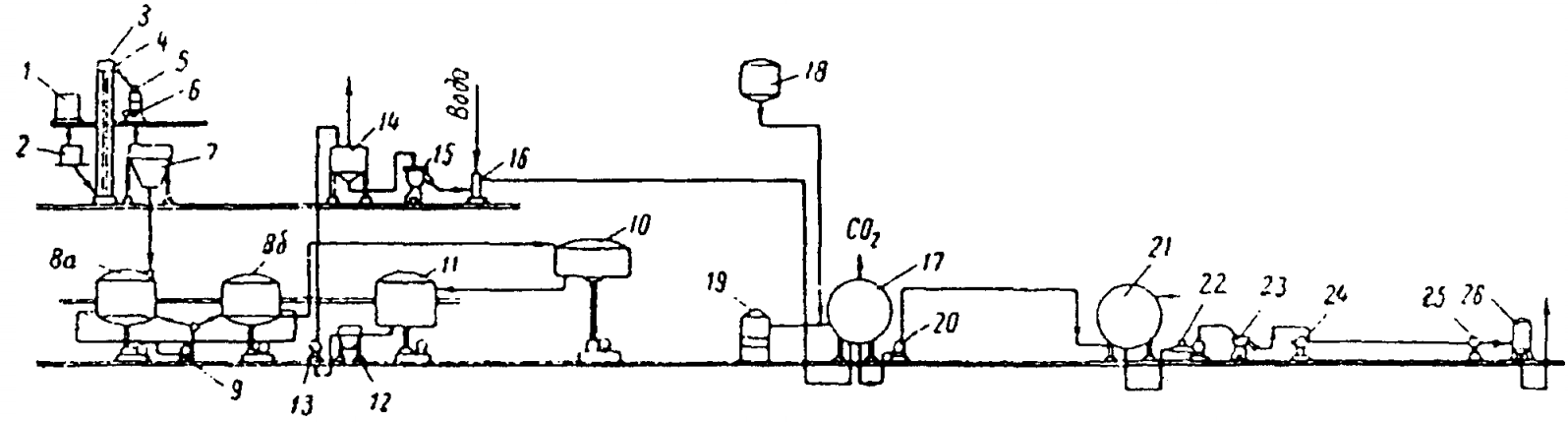 1 – бункер солода; 2 – полировочная машина; 3 – нория; 4 – магнитный аппарат; 5 – весы автоматические; 6 – дробилка; 7 – бункер дробленного солода; 8а и 8б – заторные котлы; 9 – насос отварки; 10 – фильтрационный чан; 11 – сусловарочный котел; 12 – хмелеотделитель; 1 3 -насос; 1 4 -сборник; 15 – сепаратор сусла; 16 – теплообменник; 17 – бродильные чаны; 18 – аппарат чистой культуры дрожжей; 19 – сборник дрожжей; 20 – насос зеленого пива; 21 – лагерные танки; 22 – насос готового пива; 23 – сепаратор; 24 – фильтр-пресс; 25 — охладитель; 26 – сборник фильтрованного пива.Рисунок 6 – Аппаратурно-технологическая схема производства пива
1 – бункер солода; 2 – полировочная машина; 3 – нория; 4 – магнитный аппарат; 5 – весы автоматические; 6 – дробилка; 7 – бункер дробленного солода; 8а и 8б – заторные котлы; 9 – насос отварки; 10 – фильтрационный чан; 11 – сусловарочный котел; 12 – хмелеотделитель; 1 3 -насос; 1 4 -сборник; 15 – сепаратор сусла; 16 – теплообменник; 17 – бродильные чаны; 18 – аппарат чистой культуры дрожжей; 19 – сборник дрожжей; 20 – насос зеленого пива; 21 – лагерные танки; 22 – насос готового пива; 23 – сепаратор; 24 – фильтр-пресс; 25 — охладитель; 26 – сборник фильтрованного пива.Рисунок 6 – Аппаратурно-технологическая схема производства пива





![16 лучших сварочных инверторов для дома и дачи [2022]](https://lab-metr.ru/wp-content/uploads/3/f/b/3fb7522b951e9348fc45ac4550cb8960.jpeg)