

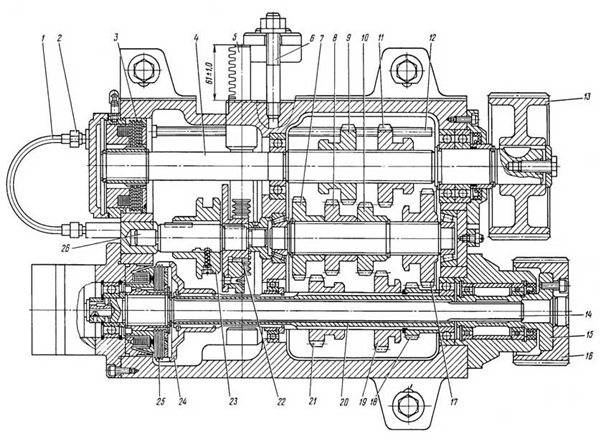
Коробка скоростей
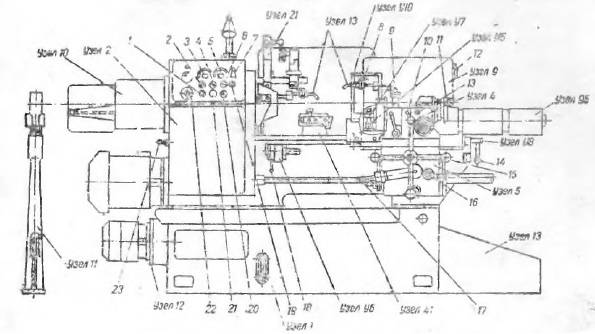
Данный узел на 6 степеней устанавливается в обособленном корпусе и закрепляется сзади к внешней стенке левой поперечной грани. Для натягивания ремня, который идет от коробки к шпиндельному устройству, она способна совершать движение вертикально с применением винта. Устройство запускает 2-скоростной электрический двигатель через ременную передачу. Шкив 16, взаимосвязанный со ступицей 15, производит передачу вращательного хода валу 14, легко идущему через вал-гильзу 20.
Вал 14 взаимосвязан с муфтой 25, при запуске которой ход с него переходит увязанному с ней валу-гильзе 20 через полумуфту 24. Данный узел позволяет произвести 6 скоростей на шкиве 13. Ход путём ременной передачи поступает на шкив бабки. С валом 4 увязана производящая устойчивое и оперативное торможение машины муфта 3 с винтом 12. Все колеса 7-11, 18, 19, 22 произведены из сталей, подвергшихся температурному обрабатыванию с дальнейшей шлифовкой, а также легированию. Смазывание элементов происходит от насоса с использованием полива.
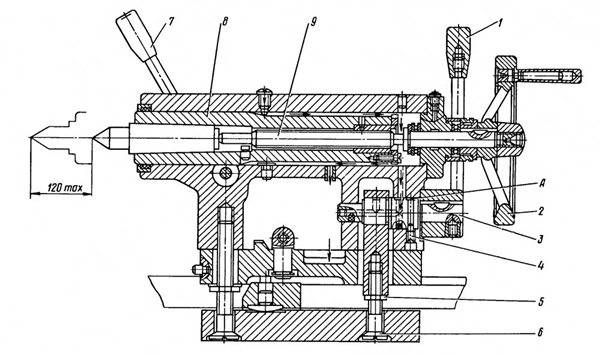
Задняя бабка
Она соединена со станиной ручкой. Контроль ее положения осуществляется оправкой, располагающейся по отметкам или в центрах. Промежуток между задней пинолью и вращающейся осью шпинделя должен быть более 0,1 миллиметра. Плоский конец винта 4 осуществляет скольжение в пазу диска 3. Чтобы отвернуть винт 4 для демонтирования диска 3, нужно произвести совмещение с ним цековки. Контролирование верного положения корпуса осуществляется по пригашенным при сборе областям и в точности по оправке, которая зажата в центральных частях машины. Пиноль 8 зажимается ручкой 7.
Важно! Предельный ход пиноли составляет 120 миллиметров. Винт 9 движется от маховика 2
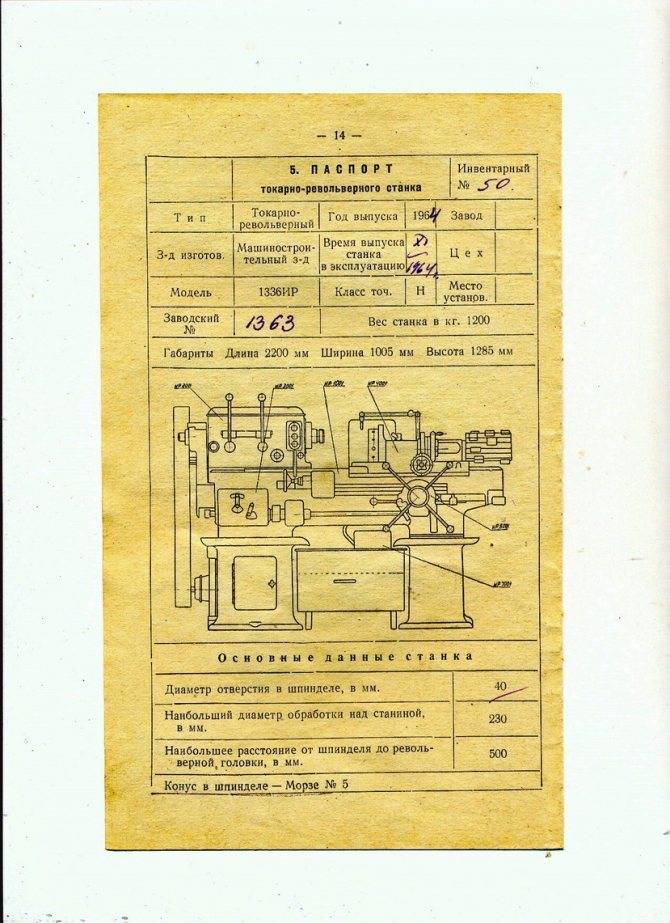
Технические характеристики станка 1П420ПФ40
| Наименование параметра | 1П426ДФ3 | 1П420ПФ40 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 500 | 450 |
| Наибольший диаметр обрабатываемого изделия, мм | 250 | 200 |
| Наибольшая длина обрабатываемого изделия, мм | 130 | |
| Диаметр зажимных патронов, мм | 250; 315 | 200 |
| Наибольший диаметр обрабатываемого прутка, мм | 65 | 50 |
| Диаметр отверстия в шпинделе, мм | 92 | 70 |
| Расстояние от торца шпинделя до грани револьверной головки, мм | 350..850 | – |
| Расстояние от оси шпинделя до основания станка, мм | 1120 | |
| Наибольший размер нарезаемой резьбы плашками и метчиками, мм | ||
| Количество инструментов в револьверной головке | 12 | |
| Наибольшее сечение резцов в револьверной головке, мм | 25 х 25 | |
| Диаметр отверстия в револьверной головке под цилиндрический хвостовик, мм | 40 | |
| Шпиндель | ||
| Пределы чисел оборотов шпинделя с зажимным патроном, об/мин | 30..1800 | 20..4000 |
| Пределы чисел оборотов приводного инструмента, об/мин | – | 20..2500;20..1500 |
| Количество скоростей шпинделя, об/мин | 18 | Б/с |
| Конец шпинделя фланцевый по ГОСТ 12595-72 | 8 | 6 |
| Наибольший допустимый крутящий момент на шпинделе не менее, Нм (кг*м) | 500 | |
| Наибольший допустимый крутящий момент на инструментальном шпинделе не менее, Нм (кг*м) | – | 10 |
| Суппорт. Подачи | ||
| Наибольшее перемещение револьверного суппорта: продольное (Z)/ поперечное (X), мм | 560/ 340 | 630/ 240 |
| Диапазон скоростей продольных подач револьверного суппорта (Z), мм/мин | 1..6000 | 1..5000 |
| Диапазон скоростей поперечных подач револьверного суппорта (X), мм/мин | 0,5..3000 | 1..5000 |
| Скорость быстрых перемещений суппорта по оси Z/ X, м/мин | 15 | 10 |
| Диапазон скоростей круговых подач шпинделя (ось С), град/мин | – | 1..2000 |
| Наибольшее усилие подач револьверного суппорта по оси Z/ X, кН | 20/ 10 | |
| Время поворота круглой револьверной головки, с | 2 | |
| Время поворота шестигранной револьверной головки, с | 3 | – |
| Величина перемещения револьверного суппорта по оси Z/ X на один импульс, мм | 0,010/ 0,005 | 0,001/ 0,0005 |
| Дискретность задания кругового перемещения шпинделя, град | – | 0,001 |
| Количество инструментов в револьверной головке | 8; 6 | 12 |
| Наибольший диаметр приводного инструмента, мм | – | 12 |
| Точность позиционирования суппорта в продольном направлении (ось Z), мм | 0,025 | |
| Точность позиционирования суппорта в поперечном направлении (ось Х), мм | 0,010 | |
| Точность позиционирования шпинделя (ось С), мин | – | 2 |
| Наибольшее перемещение пиноли, мм | 180 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке (с электронасосами), кВт | 6 | 12 |
| Электродвигатель главного привода, кВт | 18,5 | 30/ 22 |
| Электродвигатель привода продольной подачи (ось Z), Н*м | 13 | 13/13 |
| Электродвигатель привода поперечной подачи (ось Х), Н*м | 13 | 10/13 |
| Электродвигатель привода круговой подачи (ось С), Н*м | – | 10/13 |
| Электродвигатель приводного иструмента, Н*м | – | 10/13 |
| Электродвигатель привода смазочной системы коробки скоростей, кВт | 0,55 | |
| Электродвигатель насоса гидропривода, кВт | 2,2 | 2,2 |
| Электродвигатель вентилятора гидростанции, кВт | – | 0,12 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 2 х 0,12 |
| Электродвигатель охлаждения дигателя главного движения, кВт | – | 0,25 |
| Электродвигатель привода экрана ограждения, кВт | – | 0,18 |
| Электродвигатель привода транспортера стружки, кВт | – | 0,55 |
| Суммарная мощность всех электродвигателей, кВт | 40,54/ 33,54 | |
| Габариты и масса станка | ||
| Габаритные размеры станка (длина, ширина, высота), мм | 3525 х 1570 х 2655 | 3470 х 2260 х 2300 |
| Масса станка , кг | 8660 | 5900 |
Список литературы:
Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986, стр.17
Богуславский Б.Л. Токарные полуавтоматы, автоматы и автоматические линии, 1961
Волкевич Л.И., Кузнецов М.М., Усов Б.А. Автоматы и автоматические линии, 1976
Зазерский Е.И., Митрофанов Н.Г., Сахновский А.Г. Справочник молодого наладчика токарных автоматов и полуавтоматов, 1987
Итин А.М., Родичев Ю.Я. Наладка и эксплуатация токарных многошпиндельных полуавтоматов, 1977
Камышный Н.И., Стародубов В.С. Конструкция и наладка токарных автоматов и полуавтоматов, 1975
Лисовой А.И. Устройство, наладка и эксплуатация металлообрабатывающих станков и автоматических линий, 1971
Пожитков А.Я., Сафро И.Д. Наладка одношпиндельных токарных автоматов. Справочное пособие,1978
Проников А.С. Металлорежущие станки и автоматы,1981
Фещенко В.Н. Обработка на токарно-револьверных станках, 1989
Фомин С.Ф. Устройство и наладка токарно-револьверных станков, 1976
Связанные ссылки. Дополнительная информация
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
Устройство
Устройство станков в целом имеет сходство с другими группами токарного оборудования. Основу составляет станина, на которой расположены остальные узлы.

Коробка скоростей
На револьверных станках коробка скоростей встроена в шпиндельную бабку. В зависимости от модели, она имеет определенное число диапазонов оборотов шпинделя и подач инструмента.
Суппорт
Узел несет на себе револьверную головку для крепления режущего инструмента. Он устанавливается в пазы головки и закрепляется при помощи специальных державок. Они, в свою очередь обеспечивают жесткость и надежность фиксации инструментов. Суппорт перемещается в продольном и поперечном направлении с помощью ручной или автоматической подачи.
Также на суппорте расположены командоаппарат и барабан упоров. Командоаппарат отвечает за включение/выключение заданной частоты оборотов и скорости подачи для каждого инструмента. Барабан упоров обеспечивает автоматическую остановку суппорта, когда инструмент пройдет заданное расстояние.
Некоторые модели оснащены револьверным и поперечным суппортом. Конструкция последнего позволяет устанавливать два резцедержателя одновременно с шестью инструментами. Это удобно во время обработки сложных деталей.
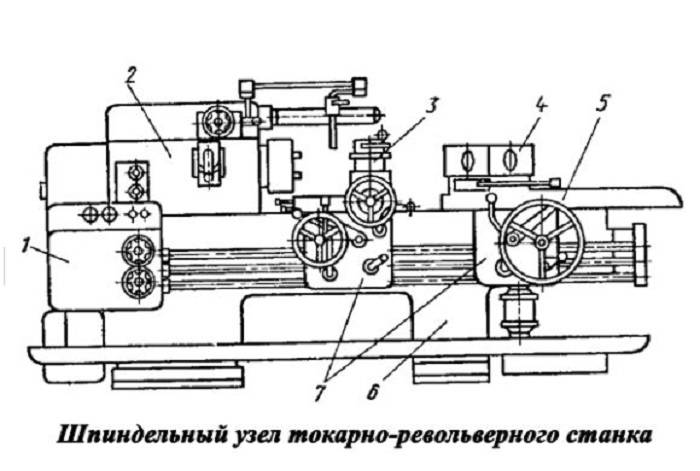
Узел шпинделя
Данный узел обеспечивает подачу и фиксацию прутковой заготовки. Главным движением в станке как раз является вращение шпинделя с заготовкой в прямом или обратном направлении.
Диаметр шпиндельного отверстия на конкретном агрегате определяет наибольший размер прутка, с которым можно работать. В зависимости от модели, в него можно установить пруток с максимальным диаметром 10, 16, 18, 25, 40, 65, 100 мм.
Частота вращения шпинделя и подача настраивается при помощи командоаппарата, либо вручную путем установки находящихся на шпиндельной бабке рукояток в нужные позиции.
Техника безопасности
- Осуществлять работу исключительно на винторезных машинах, к которым есть допуск, и исполнять только требуемую работу.
- Сосредоточиться на работе, не прерываясь на ненужные дела и разговоры; не мешать другим работникам.
- Не опираться на функционирующую токарную машину и не давать другим сделать такое действие.
- Не давать разрешение на свое место лицам, не имеющим отношения к конкретной работе. Без санкции мастера не доверять машину другому работнику.
- Увидев несоблюдение правил другим оператором, сделать ему предупреждение об обязательности соблюдать положения инструкции.
- В течение ремонтных работ станка и пусковых механизмов на нем необходимо вывешивать плакат: «Не запускать – ремонт».

- Запрещено производить работу на неисправном и не имеющем требуемых ограждений токарном станке, а также ремонтировать и переделывать машину самому.
- О любом происшествии незамедлительно информировать мастера и пойти в медпункт.
- Чтобы избежать происшествий, загрязнения и попадания стружки в устройства винторезного станка запрещено осуществлять обдув воздухом из шланга обтачиваемой поверхности и машины.
- Запрещено производить работу на токарной машине в рукавицах и перчатках, а также с перебинтованными пальцами без напальчников из резины.
- Размеры и вес обтачиваемого изделия должны отвечать требованиям техпаспорта токарной машины.
- Прочно и жестко крепить обтачиваемое изделие.
- При любом перебое подачи электрической энергии незамедлительно отключить оборудование.
- Если на металлических частях винторезной машины имеется напряжение (чувство тока), электромотор функционирует на 2 фазы (есть гудение), провод заземления оборванный, приостановить работу станка и незамедлительно сообщить мастеру о неисправности электрического оборудования.
- Использовать деревянную решетку и обеспечивать соответствующий уход за ней.
Лоботокарные станки
Для обработки заготовок, диаметр которых намного превышает их высоту (шкивы, железнодорожные колеса, маховики) используются лоботокарные станки. Поверхность обработки может быть как цилиндрической, так и конической. Есть возможность протачивать канавки, обрабатывать торцы.



Планшайба, диаметром до 4 метров, расположена вертикально, задняя бабка отсутствует. Станки для обработки особо крупных деталей состоят из двух частей, расположенных на разных основаниях: суппорт расположен обособленно. Планшайба у них имеет специальную выемку для закрепления заготовок с размерами, превышающими ее диаметр.
Станок токарно-винторезный особо высокой точности 16Б16А
Если Вам необходимо купить Станок токарно-винторезный особо высокой точности 16Б16А звоните по телефонам:
в Москве +7 (499) 372-31-73 в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре в Перми в Ростове-на-Дону в Воронеже +7 (473) 202-33-64 в Красноярске +7
в Нур-Султане ;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный особо высокой точности 16Б16А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
stanok-kpo.ru
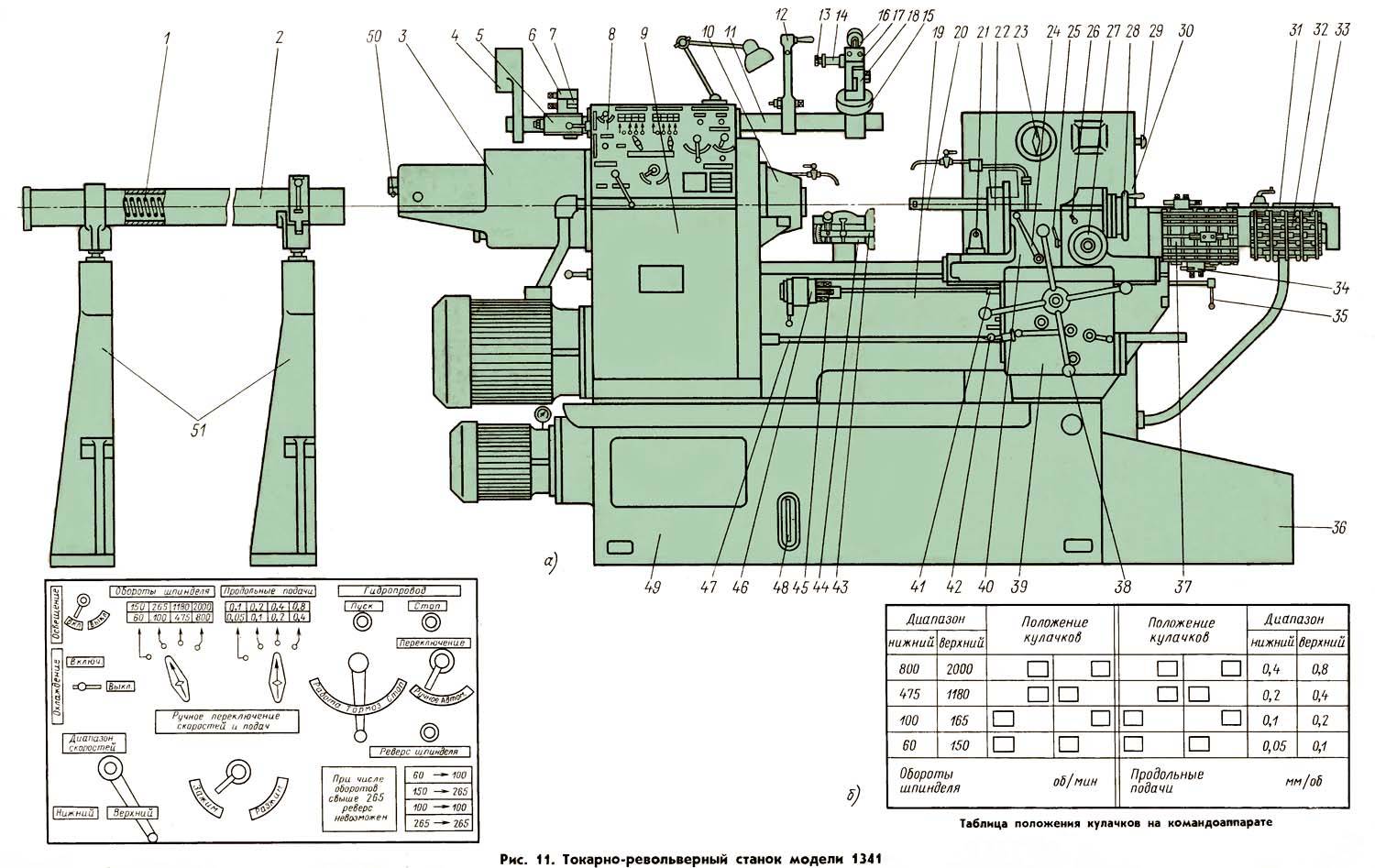
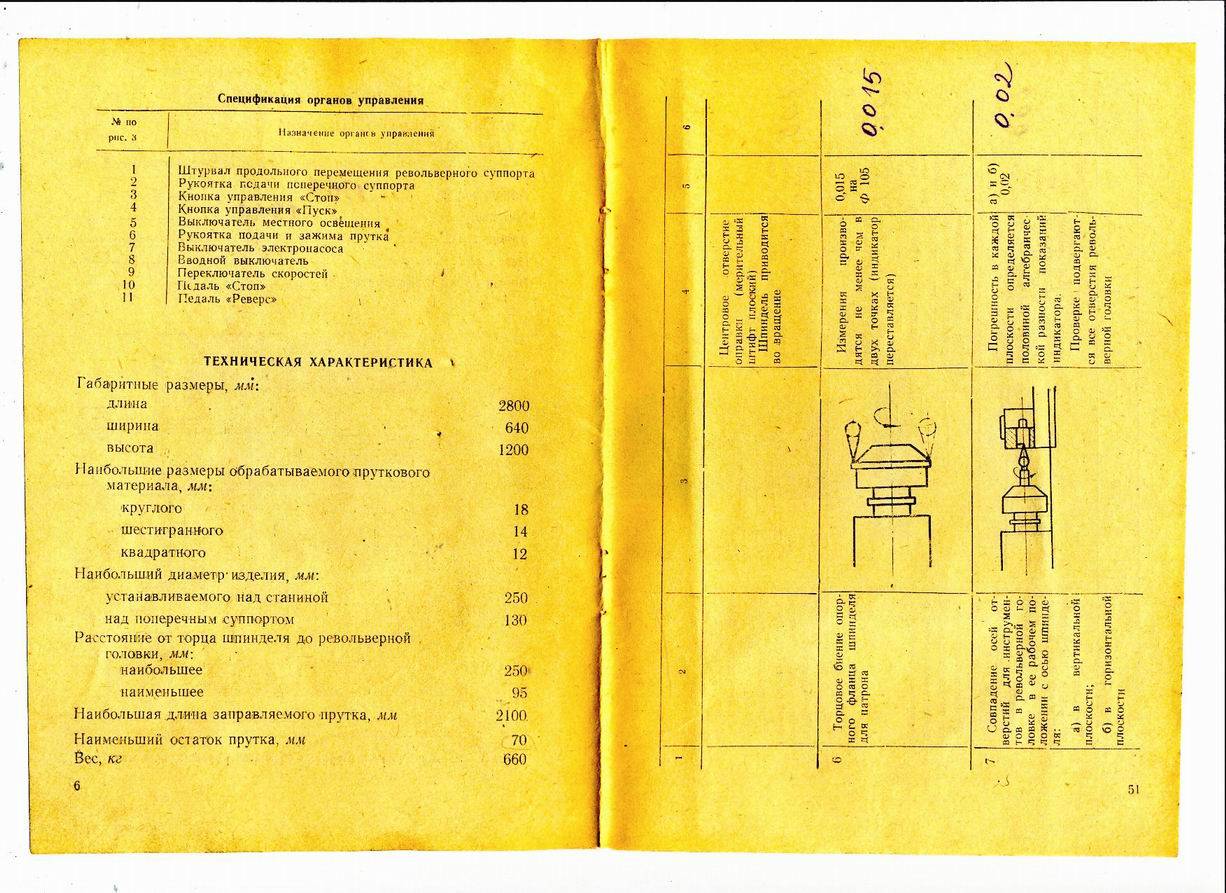
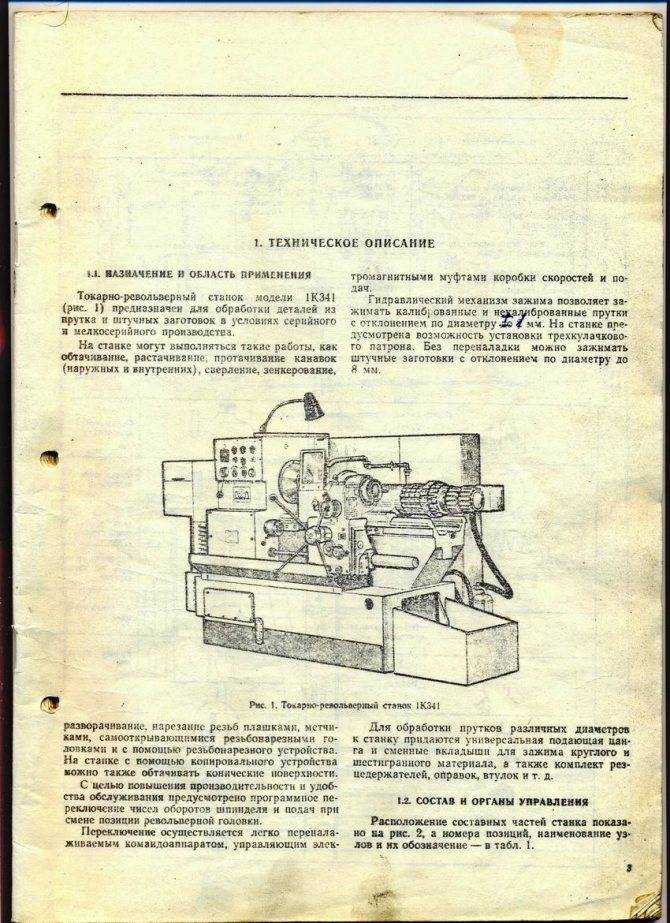
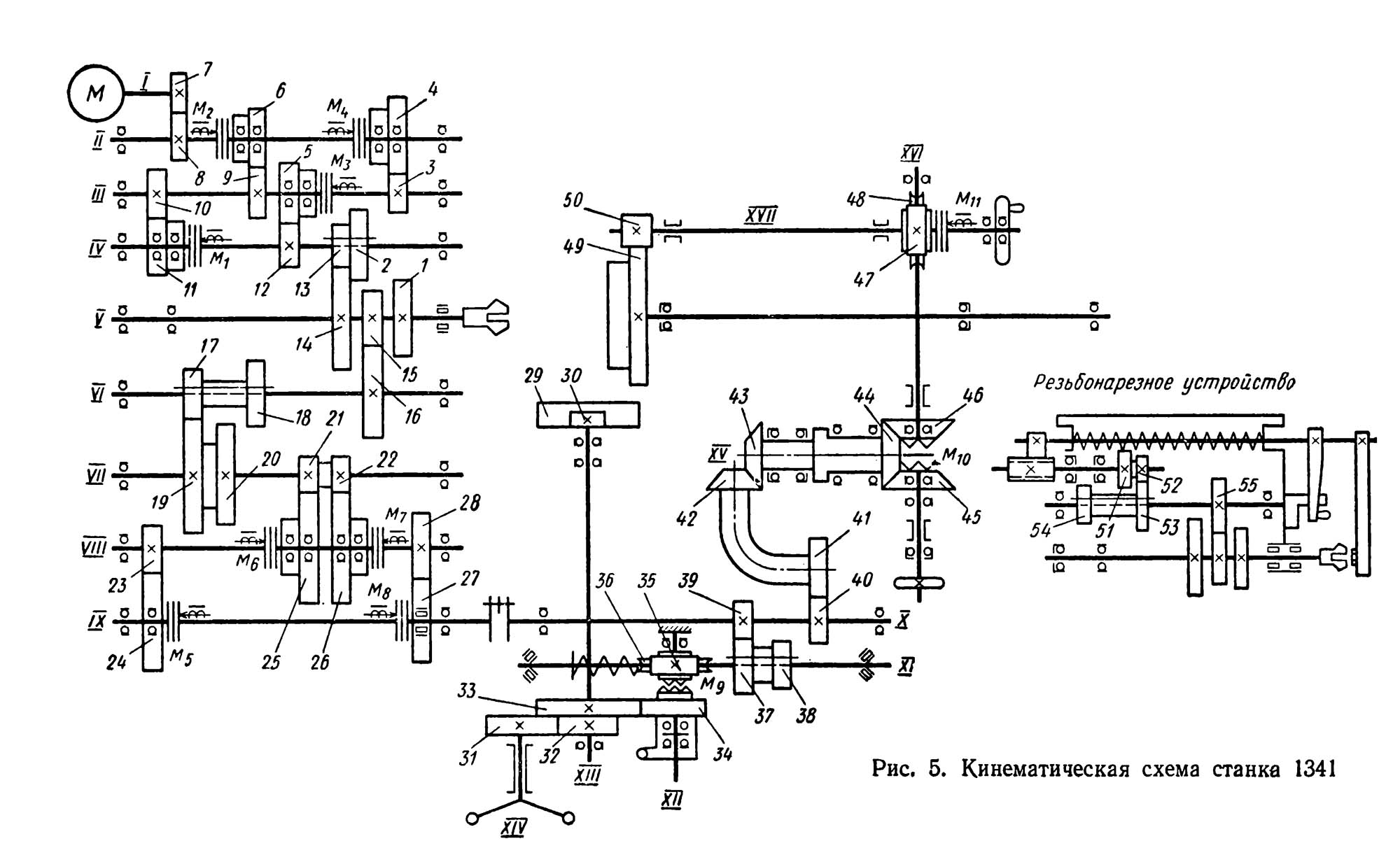
Токарно-револьвериый станок 1А341
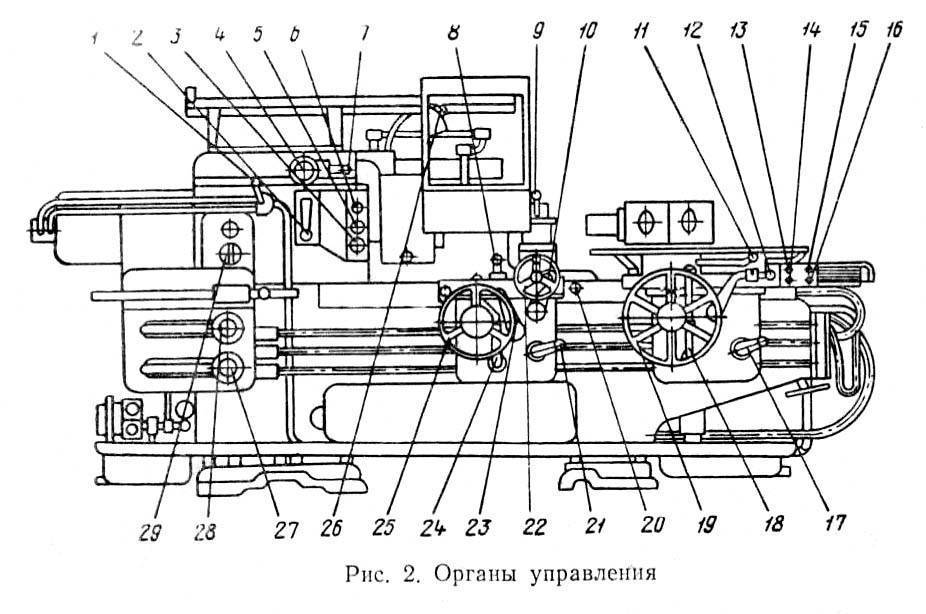
Станок является универсальным. На нем можно производить многоинструментную наладку для точения, сверления, растачивания, зенкерования, развертывания, нарезания резьбы и других операций. Особенностью станка является наличие командоаппарата с шестью кулачками, которыми при движении или повороте револьверной головки действуют на конечные выключатели, управляющие электромагнитными муфтами. Командоаппарат служит для предварительного набора и автоматического управления частотами вращения шпинделя, подачами револьверной головки и периодическим поворотом ее в нужную позицию по заданной программе. Кроме того, станок имеет гидравлический механизм подачи и зажима прутка, копировальную линейку для обработки конических поверхностей и резьбонарезное устройство.
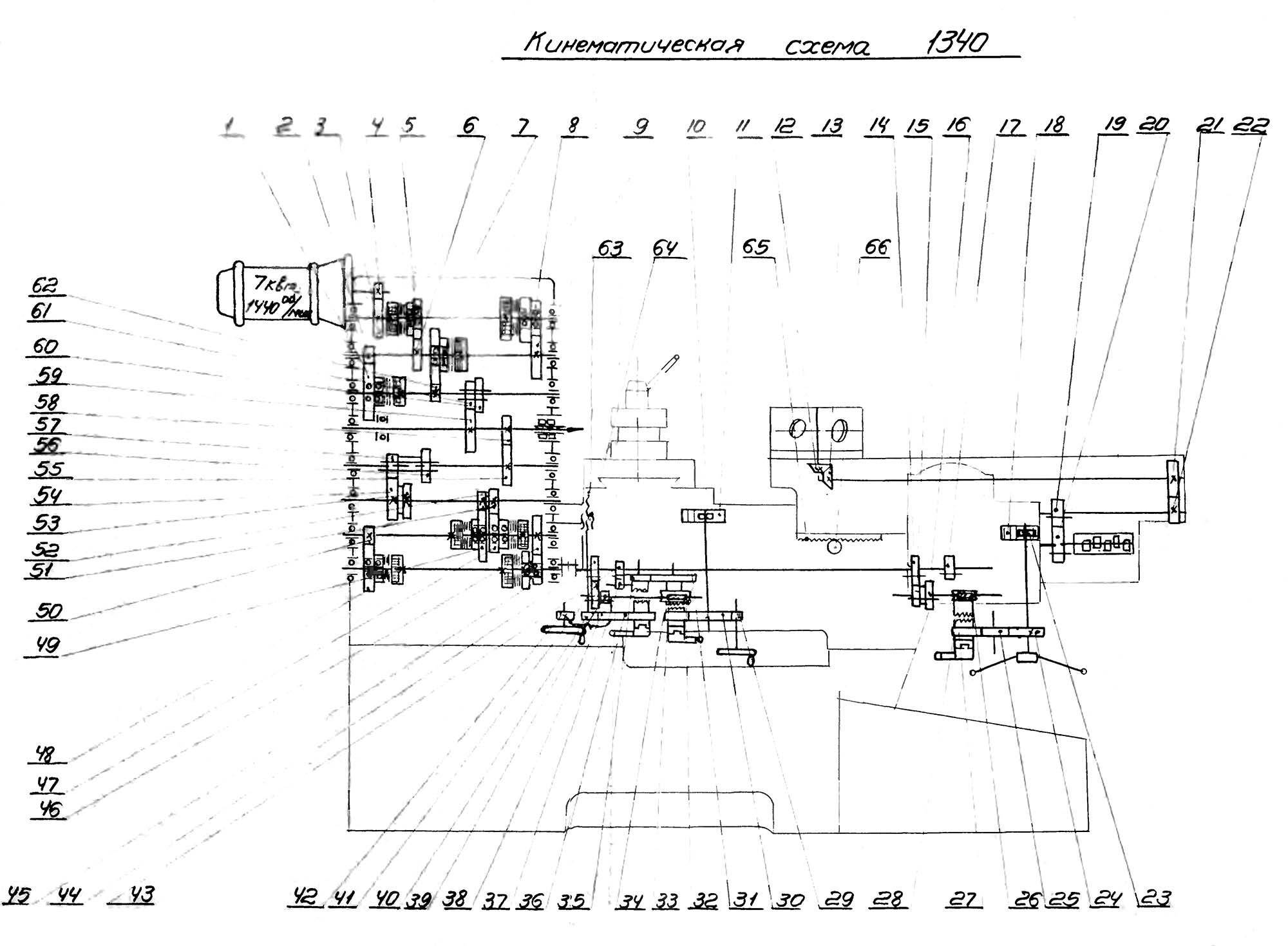
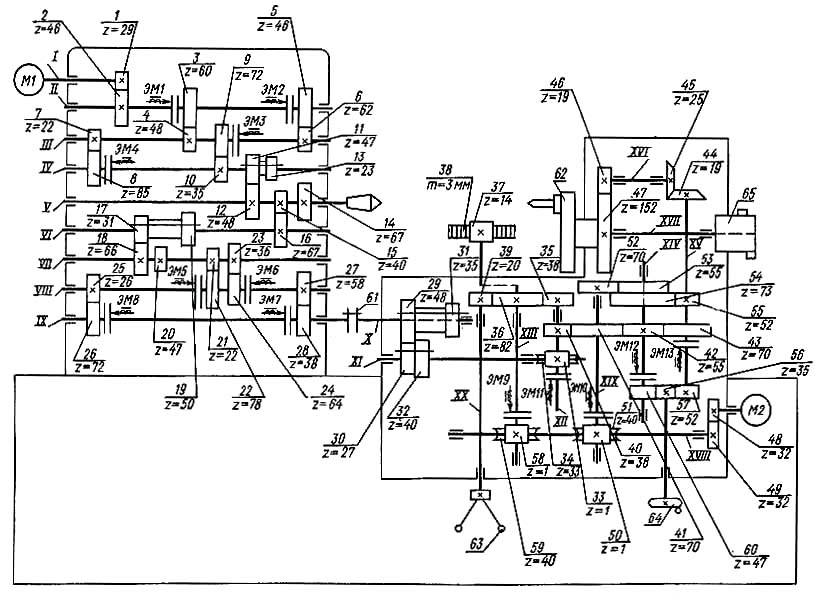
Кинематическая схема
Кинематическая схема станка показана на рис. 72. От электродвигателя Ml через зубчатые колеса 1-2 вращение сообщается валу П. Далее вращение передается валу III через колеса 3-4 при включенной муфте ЭМ или через колеса 5 — 6 при включенной муфте ЭМ2. Затем через колеса 7 — 8 и муфту ЭМ4 или колеса 9 — 10 и муфту ЭМЗ вращение получает вал IV и через колеса 11 — 12 или 13 — 14 — шпиндель V.Механизм подач. Вращение валу VI коробки подач сообщается от шпинделя К через зубчатые колеса 15 — 16 и далее через колеса 17 — 18 или 19 — 20 передается на вал VII. Затем через зубчатую пару 21-22 и муфту ЭМЗ или колеса 23 — 24 и муфту ЭМ6 получает вращение вал VIII и через колеса 25 -26 и муфту ЭМ8 или колеса 27 — 28 и муфту ЭМ7 получает вращение вал IX. С этого вала через предохранительную муфту 61 вращение передается на вал X револьверного суппорта.
Движения подачи
Продольная подача суппорта осуществляется с вала X через колеса 30 или 31-32 на вал XI, затем через червячную пару 33 — 34 и муфту ЭМ7 сообщается валу XII и далее через колеса 35-36 передается на ре-4ную пару 37 — 38.
Круговая подача револьверной головки осуществляется от вала X через ток колес 29, 31 на вал XI, затем через червячную пару 33 — 34 и муфту М11 передается на вал XII, и через колеса 40, 41, 42, 43, муфту ЭМ13, вал XV, колеса 44 — 45 и 46 — 47 получает вращение револьверная головка 62. Быстрое продольное перемещение револьверного суппорта осуществляется от отдельного электродвигателя М2 через зубчатые колеса 48 — 49 на вал XVIII и через червячную пару 58 — 59 и муфту ЭМ9 передается на вал XIII реечной пары 37 — 38.
Быстрый поворот револьверной головки осуществляется также от электродвигателя М2 через зубчатые колеса 48 — 49, червячную пару 50 — 5,. муфту ЭМ10, вал XIX, колеса 52 — 53, 54 — 55, вал XV, коническую пару 44-45, вал XVI и колеса ’46-47.
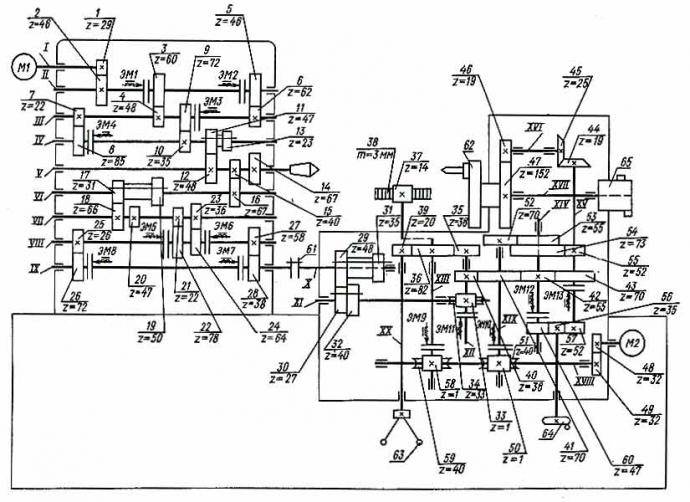
Рис. 72 Кинематическая схема станка мод. 1А341
Ручное перемещение револьверного суппорта производится штурвалом через вал XX, зубчатые колеса 39 — 36 и вал XIII на реечную пару 37-38, а поворот револьверной головки — маховичком 64 через колеса 56-60, муфту ЭМ12, вал XIV, колеса 54-55, вал XV, колеса 44-45 и 46-47.На валу X VII револьверной головки 62 находится барабан 6.5 с упорами.
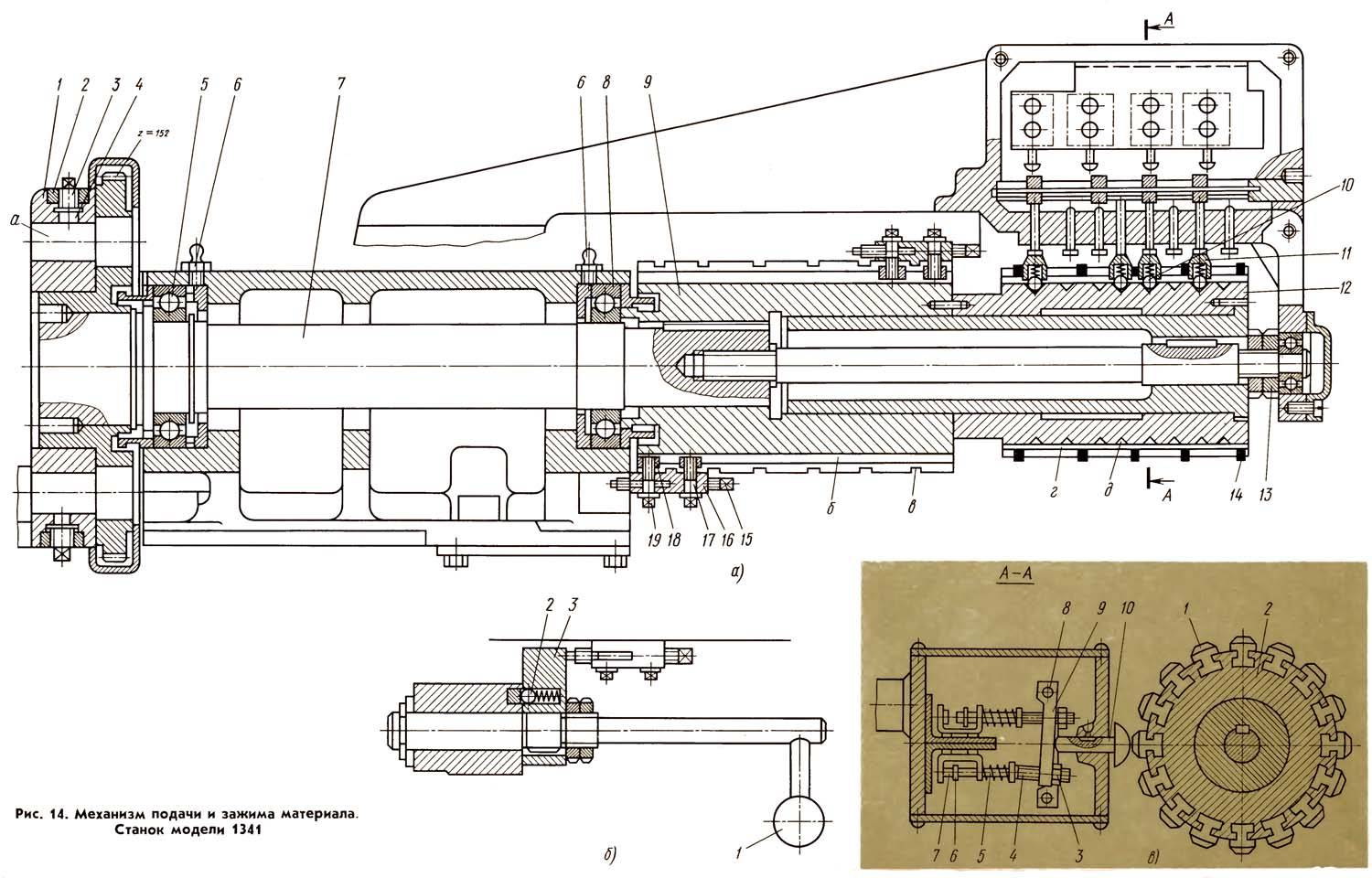
Приспособление для нарезания резьбы
Приспособление для нарезания резьбы резцом или гребенкой, установленное на станке, работает следующим образом. От шпинделя I (рис. 73) вращение через зубчатые колеса 15-60, 61-62 или 63-64 передается на сменный резьбовой копир 7 с шагом . Рычаг 1 опу-скается до упора 4. Вместе с ним опускается, занимая рабочее положение, суппорт 2 с резцом 3 (или гребенкой) и резьбовая губка 5 с грузом 6. Вращающийся резьбовой копир 7 перемещает резьбовую губку, штангу IV и суппорт с инструментом, обеспечивая нарезание резьбы. При передаточном отношении передачи oт шпинделя I до резьбового копира (вал III) i= 1 (в зацеплении колеса 61 — 62) шаг нарезаемой резьбы равен шагу копира. А при передаточном отношении пени i=lI2 (в зацеплении колеса 63 — 64) шаг нарезаемой резьбы равен половине шага копира.

Рис. 73 Приспособление для нарезания резьбы
Продольное перемещение суппорта 2 ограничивается упором (на рисунке не показан) рычага I. В результате действия упора рычаг и суппорт приподнимаются, губка 5 выходит из контакта с копиром 7, и штанга IV под действием пружины 8 возвращает суппорт в исходное, правое положение. Для повторения прохода следует снова опустить рычаг I. После каждого прохода надо перемешать резей или гребенку на глубину резания.
1Г340П, 1Г340 станок токарно-револьверный с горизонтальной осью револьверной головки. Назначение и область применения
Станок токарно-револьверный 1Г340П заменил в производстве устаревшую модель , а на основе станка 1Г340П спроектирован целый ряд моделей с программируемым управлением: 1Г340ПЦ, 1Г340ПФЦ, .
Токарно-револьверный станок с горизонтальной осью револьверной головки модели 1Г340П и 1Г340 является универсальным токарно-револьверным станком и предназначен для высокопроизводительного выполнения сверлильных, токарных (обточки, расточки, зенкерования, развертывания, отрезки, подрезки, прорезки канавок) и резьбонарезных (метчиками, плашками, с помощью резьбонарезного устройства) работ в условиях серийного производства.
Принцип работы и особенности конструкции станка 1Г340П
Поперечная обработка осуществляется за счет круговой подачи револьверной головки.
При оснащении дополнительными устройствами на станках производится обработка конусов и фасонных поверхностей.
Станки 1Г340П изготовляются в двух исполнениях:
- для обработки прутковых материалов шестигранного и круглого сечения диаметрами 25…40 мм
- для обработки штучных заготовок диаметрами до 200 мм в трехкулачковом патроне.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления значительно повышает производительность труда на станках и удобство их обслуживания.
Для наладки и обработки мелких партий деталей предусмотрено ручное управление станками.
Применение сменных револьверных головок обеспечивает быструю переналаживаемость станков.
Зажим и подача прутков, а также зажим штучных заготовок осуществляются гидравлическим механизмом. Наибольшее допускаемое колебание сечения прутка ± 1 мм, а диаметра штучных заготовок ±3 мм.
Токарно-револьверный станок 1Г340П может быть прутковым или патронным и на нем можно выполнять работы, требующие последовательного применения различного режущего инструмента (черновое и чистовое точение, сверление, растачивание, зенкерование, развертывание, нарезание резьбы и т. п.). Его применяют в условиях серийного производства. Станок 1Г340П относят к револьверным станкам с горизонтальной осью револьверной головки. Ось вращения головки расположена ниже оси шпинделя и параллельна ей. Револьверная головка имеет 16 гнезд, в которых с помощью различных державок крепят режущий инструмент. Этот станок не имеет бокового (поперечного) суппорта. Револьверная головка получает продольную и поперечную подачи.
Автоматическое переключение частоты вращения шпинделя и подач суппорта при смене позиций револьверной головки в соответствии с программой, заданной на штекерной панели пульта управления, значительно повышает производительность работы на станке и удобство его обслуживания. Для наладки и обработки мелких партий деталей предусмотрено ручное управление станком.
Особенности токарно-револьверных станков 1Г340п и 1Г340:
- автоматический гидрофицированый механизм зажима круглых (20-40 мм) и шестигранных (S = 19-32 мм) прутков в цанговом патроне, а также штучных заготовок (до 200 мм) в трехкулачковом патроне;
- автоматический гидрофицированный цанговый механизм подачи прутка;
- задание программы изменения частот вращения шпинделя и подач на штекерной панели пульта;
- автоматическое переключение частот вращения шпинделя и подач суппорта при смене позиций револьверной головки;
- обработка в режиме отключения подач на жестком упоре позволяет достичь 7-8 квалитета точности;
- по спецзаказу станок может поставляться с копировальным, резьбонарезным устройством, устройством наладки инструмента вне станка.
Техническая характеристика станка:
- Наибольший диаметр прутка.. 40 мм;
- Наибольшая длина прутка.. 3000 мм;
- Наибольший диаметр заготовки, устанавливаемой над станиной.. 400 мм;
- Наибольшая подача прутка.. 100 мм;
- Расстояние от переднего торца шпинделя до револьверной головки.. 128-630 мм;
- Число частот вращения шпинделя: прямое.. 12;
- Число частот вращения шпинделя: обратное.. 6;
- Частота прямого вращения шпинделя: прутковое исполнение.. 45—2000 об/мин;
- Частота прямого вращения шпинделя: патронное исполнение.. 36—1600 об/мин;
- Частота прямого вращения шпинделя: скоростное исполнение.. 56—2500 об/мин;
- Число подач револьверного суппорта: продольных.. 12 (0,035—1,6 мм/об;)
- Число подач револьверного суппорта: поперечных.. 12 (0,02—0,8 мм/об).
Класс точности станков:
- Модели 1Г340 — Н по ГОСТ 8—77
- Модели 1Г340П — П по ГОСТ 8—77
Токарно-винторезные станки
Самая распространенная токарная группа станков предназначена для единичного и серийного выпуска продукции. На станках производятся все виды токарных работ. Нарезание всех видов резьбы выполняется специальными инструментами (метчиками, плашками, резцами).

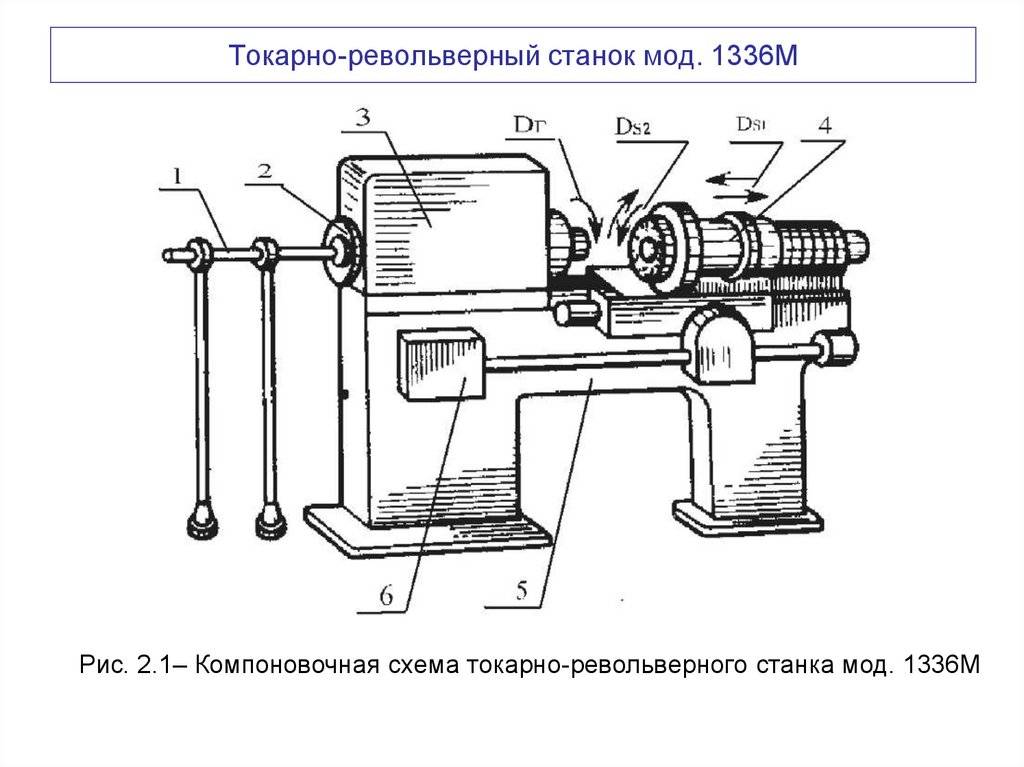
Основными элементами токарно-винторезного станка являются: станина, передняя бабка с коробкой скоростей и вращающимся патроном, задняя бабка для закрепления обрабатывающего инструмента или поддерживания длинных заготовок, суппорт для зажима резцов, кинематика, обеспечивающая перемещение.
Установка заготовок возможна в патроне, патроне и удерживающем центре задней бабки, на оправке, в двух центрах. При зажиме в патроне, максимальный рекомендованный вылет заготовки составляет два-три диаметра. При большей длине выступающей части применяют задний центр. Обработка длинных валов, для обеспечения соосности нескольких сопрягаемых поверхностей, производится между двумя центрами. Оправки служат для обработки заготовки с предварительно выполненными центровыми отверстиями.
Недостатки: основным недостатком является зависимость от квалификации токаря, сложно обеспечивать выполнение серийности деталей
Настройка
Настройку станка производят при запуске серии одинаковых деталей. Она предусматривает:
- разработку: технологии изготовления детали;
- карты наладки;
карта предусматривает изображение детали, инструмента после завершения обработки (по каждому переходу);
производят подбор необходимого инструмента, оснастки, державок (при необходимости их проектируют, изготавливают);
выверяют расположение инструмента после установки, обеспечивающей получение нужного размера по эталонной детали;
устанавливают кулачки командоаппарата на места, позволяющие включить/отключить заданные по техпроцессу:
- обороты шпинделя;
величину подачи;
проводят аналогичные действия по оснастке, инструменту на следующей позиции головки согласно очередности операций;
регулируют гидравлику, обеспечивающую операции закрепления, подачи прутка;
производят окончательную наладку станка по полученным результатам обработки 2 деталей.
https://youtube.com/watch?v=_yb2NaWntls
Приобрел станок 16Б16КА — Токарные 16Б16, 16Б20 и модификации.
Друзья привет!
На днях приобрёл станок 16Б16КА 1980 г.в., буду потихоньку приводить в порядок и по ходу дела задавать вопросы более опытным товарищам…
Первый вопрос, хоть и избитый… Какое масло купить в маслостануию для смазки шпинделя???
Дело в том, что найти штатное И-5А в маленькой таре очень трудно и стоит оно дороже, чем Декстрон 3 для АКПП, а залит судя по всему был именно декстрон… Вобщем выбор такой: или за 1500 руб взять 10 литров Декстрона … или за 2000 руб 20 литров И-5А под заказ…
Второй вопрос, не включается самоход поперечной подачи, ни на зад, ни в перед (продольная включается нормально в обе стороны)… Как лечить, фартук снимать и разбирать? Или может быть там какая-нибудь хитрость есть и пока станок отключен от электроснабжения, так и должно быть?
www.chipmaker.ru
Токарные револьверные станки: достоинства и недостатки
К преимуществам работы с оборудованием этого типа относят в первую очередь высокую скорость обработки и изготовления деталей. Также револьверные станки удобны тем, что процесс выточки заготовок на них может осуществляться с использованием ПО. Именно станки с ЧПУ получили на предприятиях наиболее широкое распространение. Также к плюсам этого оборудования относят низкий уровень отходов при обработке деталей и возможность быстрой замены или заточки затупившегося инструмента.
Довольно-таки высокая стоимость — это, пожалуй, единственный недостаток, которым отличаются такие токарные станки. Цены на оборудование этой разновидности колеблются в пределах 120-250 тыс. руб. Модели с ЧПУ стоят еще дороже — в среднем около 750 тыс. руб.
Токарно-револьверные станки
Токарно-револьверные станки отличаются от токарно-винторез-ных станков тем, что они не имеют задней бабки и ходового винта, а на продольном суппорте установлена поворотная многопозиционная револьверная головка, в гнездах которой устанавливают различный режущий инструмент, а при применении специальных комбинированных державок в одном гнезде револьверной головки устанавливают несколько режущих инструментов. Каждый режущий инструмент при повороте головки последовательно производит обработку детали. Револьверные головки бывают призматическими и цилиндрическими.
Токарно-револьверные станки рекомендуют применять в серийном производстве при размере деталей в партии не менее 10 – 20 шт.
| Общий вид токарно-револьверного станка. |
Токарно-револьверные станки отличаются от обычных токарных станков тем, что работа на них может производиться комплектом режущих инструментов нескольких видов, установленных в определенной последовательности в револьверной головке и на поперечном суппорте.
Токарно-револьверные станки отличаются от обычных токарных станков тем, что работа на них может производиться комплектом режущих инструментов, установленных в определенной последовательности в револьверной головке и на поперечном суппорте. Поэтому токарно-револьверные станки более производительны, чем обычные токарные станки, и, как правило, применяются в серийном производстве.
Токарно-револьверные станки в ряде случаев позволяют использовать специальные устройства для автоматизации цикла обработки, включая загрузку заготовок и удаление их со станка после обработки.
| Компоновки рабочих органов, устанавливаемых под углом при воспроизведении винтовой направляю -. щей линии. |
Токарно-револьверные станки ( рис. 1.48) имеют компоновку, характерную для обычных токарных станков.
| Общий вид токарно-револьверного станка модели Щ365. |
Токарно-револьверные станки предназначены для обработки в серийном производстве деталей сложной формы, в том. Процесс обработки на этих станках состоит из нескольких последовательных операций, во время которых используются различные инструменты: резцы, сверла, метчики и др., закрепленные в так называемой револьверной головке, которая устанавливается на суппорте. В электромашиностроении токарно-револьверные станки применяются для обработки подшипниковых щитов, втулок и нажимных конусов коллекторов электрических машин. Применение этих станков повышает производительность труда в 2 – 3 раза по сравнению с обработкой на токарно-вин-торезных станках.
Токарно-револьверные станки предназначены для обработки заготовок сложной формы ( ступенчатых и др.), имеющих в ряде случаев центральное отверстие. Для изготовления таких деталей необходимо последовательное применение разнообразных режущих инструментов.
Токарно-револьверные станки предназначены для обработки заготовок сложной формы ( ступенчатые и др.) и особенно заготовок, имеющих ступенчатое центральное отверстие. Для изготовления таких деталей необходимо последовательное применение разнообразных режущих инструментов.
Токарно-револьверные станки применяются в серийном и крупносерийном производствах при использовании группового метода обработки деталей, когда сходные по форме детали можно обработать по одному технологическому процессу на одном и том же станке и приспособлении с небольшими переналадками.
| Схемы обработки фасонных поверхностей. |
Токарно-револьверные станки предназначены для обработки деталей из прутков или штучных заготовок. На них возможно выполнение почти всех видов токарных работ. Детали, подлежащие обработке на токарно револьверных станках, имеют несколько обрабатываемых поверхностей, что определяет необходимость многоинструментальной наладки. Револьверная головка позволяет осуществить такую наладку, так как имеет несколько гнезд для крепления державок с инструментом. В державке, в свою очередь, может быть установлено также несколько инструментов. Сочетание поперечного суппорта с револьверной головкой дает возможность обрабатывать несколько поверхностей детали одновременно. Многоинструментальная наладка станков требует значительных затрат времени, поэтому токарно-револьверные станки применяют в серийном производстве.
Разновидности
Токарные револьверные станки по своим техническим характеристикам подразделяются на:
- станки с поперечным механизмом вращения;
- устройства с суппортом, перемещающимся в продольном направлении.
На станках последней разновидности чаще всего выполняют операции по развертыванию заготовок, нарезке резьбы, сверлению и обтачиванию. Кроме того, оборудование этого типа может использоваться для выравнивания торцевой части деталей либо ее подрезки. Станки с поперечным механизмом вращения предназначены для работы с деталями, имеющими фасонные поверхности.
Помимо обычного на современных производствах часто используется такое оборудование, как станок токарный настольный. Преимуществом этого вида считаются в основном довольно-таки компактные размеры. Станки данного типа удобно использовать в небольших авторемонтных мастерских, учебных заведениях и т. д. Предназначено оборудование этой разновидности в основном для изготовления деталей малых размеров.
Станок токарный настольный может выполнять все те же функции, что и обычный. Управляются эти устройства в большинстве своем электроникой, что практически исключает возможность выпуска брака. Крепится станок этой разновидности на стол или специальную подставку.

Модели отечественного токарно-карусельного оборудования
История отечественных станков токарно-карусельного типа началась в 1935 г., когда на Краснодарском станкостроительном заводе имени Г.М. Седина был выпущен первый такой агрегат. Следует отметить, что данный завод долгое время считался самым известным и авторитетным производителем токарных станков именно карусельного типа. Продукция завода – качественные и надежные станки токарно-карусельного типа – активно использовалась на всей территории Советского Союза. Многие из этих устройств и сейчас еще можно встретить на промышленных предприятиях.
К наиболее популярным моделям оборудования от данного производителя стоит отнести станок 1516. Данная модель одностоечного станка (наряду с моделью 1512) относится к категории универсальных токарно-карусельных устройств, предназначенных для обработки заготовок из черных и цветных металлов в условиях мелкосерийного и серийного производства.
Технические характеристики станков обеих упомянутых выше моделей обеспечивают выполнение практически любых токарных операций, но используют эти устройства преимущественно для обтачивания и растачивания:
- поверхностей цилиндрической формы;
- плоских торцов заготовок;
- конических поверхностей.
Можно встретить некоторые модификации данных станков, на которых производитель устанавливал планшайбы самоцентрирующегося типа. Естественно, технологические возможности оборудования с такими планшайбами значительно шире, чем у обычных моделей.
Выпускались на заводе имени Г.М. Седина и двухстоечные станки токарно-карусельной группы. Здесь ярким образцом является модель 1525. Среди примечательных характеристик станка данной модели стоит отметить следующие: возможность изменять направление вращения планшайбы (реверс); наличие в конструкции двух верхних суппортов поворотного типа. Привод главного движения станка модели 1525 оснащался двухступенчатым редуктором и электродвигателем, частоту вращения вала которого можно регулировать. За выбор интервала скорости вращения планшайбы в конструкции станка отвечают две электромагнитные муфты, а частота вращения вала главного электродвигателя бесступенчато регулируется посредством специальной электрической схемы.
Стоимость ремонта токарные станки
| Вид работ | Стоимость |
| Профилактика Шпинделя | 9,000 руб. |
| Устранение сбоев в работе зажимного устройства | 19,000 руб. |
| Перегорание (повреждение) обмотки статора | 30,000 руб. |
| Замена подшипников с балансировкой ротора | 50,000 руб. |
| Замена датчиков шпинделя | 10,000 руб. |
| Техническое обслуживание | 10,000 руб. |
| Нестандартные работы | 10,000 руб. |
| Капитальный ремонт | 50,000 руб. |
| Модернизация станочного оборудования | 30,000 руб. |
Основная наша специализация — ремонт станков
Если ваш станок не работает, наш специалист приедет в кратчайшие сроки и починит его. Позвоните и проконсультируйтесь по тел: 8
Технологии
За счет использования современных приборов мы более точно определяем неисправности. И экономим ваши деньги на ремонте
Идеи
Если с вашим станок сломался не стантартно. Мы отправим его нашим техническим специалистам и они решат любую проблему
Скорость.
Вам нужно чтобы станок в кратчайшие сроки работал. Наши желания совпадают.

Прочитайте полезную информацию:
Ремонт направляющих станков
Что собой представляет конструкция направляющих станков, их особенность и специфика ремонта. Сервисное обслуживание и самостоятельный ремонт.
Далее
Стоимость ремонта станка
Любая техника при недостаточном уходе и несвоевременной диагностике выходит из строя. В данной статье читатель может найти информацию о видах станков, распространенных поломках, а также о действиях специалиста при ремонте.
Далее
Ремонт бабки станка
Бабка — важный элемент станка. Если данная деталь выходит из строя, справиться самостоятельно с ремонтом очень сложно и приходится обращаться в специализированные мастерские
Как предотвратить поломки, что важно знать при самостоятельном ремонте и сколько стоят услуги квалифицированных мастеров — все это можно узнать из статьи
Далее
Ремонт металлообрабатывающих станков
Далее
Самостоятельный ремонт вала станка и уход за ним
В современном мире использование сложного оборудования сопряжено с его износом и поломкой. В частности, валы различных станков подвергаются колоссальным нагрузкам из-за большого объема работы, а иногда и из-за условий в которых они эксплуатируются. В статье рассмотрены основные причины поломки, а так же способы профилактики и и ухода за оборудованием. Так же освещены вопросы, о починки при различных повреждениях валов станков.
Далее

При заключение договора на долгосрочное обслуживание вы получаете скидку до 20%. Не забываете на все виды работ у нас действует гарантия.
- инженер — механик
- Программист ЧПУ
- Инженер наладчик
- Электрик
- Электронщик
- Слесарь — ремонтник





