Технические характеристики трубонарезного станка 1М983
| Наименование параметра | 1Н983 | 1А983 | 1М983 |
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Диаметр обрабатываемой трубы, мм | 70..260 | 73..299 | 73..299 |
| Длина обрабатываемой трубы, мм | 6000 | ||
| Наибольший диаметр заготовки над станиной, мм | 830 | 800 | 800 |
| Наибольший диаметр заготовки над суппортом, мм | 450 | 450 | |
| Межцентровое расстояние (РМЦ), мм | 1000, 2000, 3000, 4000 | ||
| Высота центров, мм | 400 | 400 | |
| Наибольшая длина точения без конусной линейки, мм | 800 | 1000, 2000, 3000, 4000 | 800 |
| Наибольшая длина точения с конусной линейкой, мм | 420 | 500 | 420 |
| Длина конусной линейки, мм | 660 | ||
| Наибольшая масса устанавливаемой заготовки в центрах, кг | 5000 | 5000 | |
| Наибольшая масса устанавливаемой заготовки в патроне, кг | 2000 | 2000 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 300 | 310 | 310 |
| Число ступеней частот прямого вращения шпинделя | 12 | 12 | 12 |
| Частота прямого вращения шпинделя, об/мин | 8..355 | 8..355 | 8..355 |
| Число ступеней частот обратного вращения шпинделя | 12 | 12 | 12 |
| Частота обратного вращения шпинделя, об/мин | |||
| Наибольший крутящий момент на шпинделе, кНм | 3 | 3 | 3 ± 0,5 |
| Наличие механизированного зажима кулачков патрона | да | да | да |
| Подачи | |||
| Наибольшая длина хода каретки суппорта, мм | 800 | 1000 | 800 |
| Наибольший поперечный ход суппорта, мм | 500 | 500 | 500 |
| Цена деления лимба при поперечном перемещении суппорта, мм | 0,05 | 0,05 | 0,05 |
| Перемещение суппорта за один оборот лимба при поперечном перемещении суппорта, мм | 5 | 5 | 5 |
| Перемещение суппорта за один оборот лимба при продольном перемещении суппорта, мм | 300 | 300 | 300 |
| Число ступеней продольных и поперечных подач | 32 | ||
| Пределы рабочих подач продольных, мм/об | 0,064..1,025 | 0,06..2,0 | 0,06..2,0 |
| Пределы рабочих подач поперечных, мм/об | 0,031..0,0458 | 0,028..0,936 | 0,028..0,936 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | 3,6/ 1,3 | 5,3/ 2,2 | 5,3/ 2,2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 1..12 | 1..28 | 1..28 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 24..2 | 28..2 | 28..2 |
| Наибольшее усилие резания в продольном направлении, кН | 15 | 6,8 | |
| Наибольшее усилие резания в поперечном направлении, кН | 13 | 3,7 | |
| Наличие гидроотскока | да | да | да |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 220 | 220 | 220 |
| Наибольшая высота резцов, мм | 32 х 32 | 32 х 32 | 32 х 32 |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° | ±90° |
| Цена деления лимба, мм | 0,05 | 0,05 | 0,05 |
| Задняя бабка | |||
| Наибольшее перемещение пиноли, мм | 240 | 240 | 240 |
| Внутренний конус пиноли | Морзе 5 | Морзе 5 | Морзе 5 |
| Наибольшее поперечное перемещение задней бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 5 | 5 | 5 |
| Электродвигатель главного привода, кВт (об/мин) | 14,5 | 16 (940) | 16 (940) |
| Электродвигатель быстрых перемещений суппорта, кВт (об/мин) | 1,1 (1420) | 1,1 (1420) | 1,1 (1420) |
| Электродвигатель зажима изделия, кВт (об/мин) | 2 (900) | 2 (900) | 2 (900) |
| Электродвигатель смазки коробки скоростей, кВт (об/мин) | 0,27 (1450) | 0,27 (1450) | 0,27 (1450) |
| Электродвигатель насоса охлаждения, кВт (об/мин) | 0,125 (2800) | 0,125 (2800) | 0,125 (2800) |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 3930 х 1860 х 1525 | 3640 х 2021 х 1675 | 3600 х 1910 х 1565 |
| Масса станка, кг | 9050 | 10300 | 9100 |
Список литературы:
Станки трубонарезные 1М983, 1М983Ф101. Руководство по эксплуатации 1М983.00.000 РЭ, 1983
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки, 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973
Чернов Н.Н. Металлорежущие станки, 1988
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба. Способы нарезания многозаходных резьб на токарном станке
- Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Технология ремонта токарного станка. Ремонт направляющих станины и суппорта
- Технология ремонта токарного станка. Ремонт передней и задней бабки
- Ремонт шпинделя токарного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Справочник токарных станков
- Заводы производители токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Принцип работы
Для нарезания резьбы конструктивно предусмотрено переключение на специальный вал подачи. Управление им находится слева от работника на корпусе. Лимб переключения позволяет выбрать шаг резьбы в метрической, дюймовой системе. Форма определяется конфигурацией резца. Поперечной подачей регулируется диаметр, глубина обработки. Современные станки отечественного и зарубежного производства используют этот же принцип. Он считается наиболее надежным и производительным. Сокращает время операций ускоренная подача. По производительности ДИП 500 мало уступает современным аналогам, за исключением оборудования с ЧПУ.
За время выпуска станка ДИП 500 происходили некоторые модификации. Отдельные партии оборудования могут иметь отличную от стандарта длину станины, набор дополнительных приспособлений. Изменение коснулись и некоторых деталей механики. При эксплуатации это нужно учитывать. В случае ремонта допускается замена только на оригинальный аналог. Не рекомендуется приобретать запчасти сомнительного производства, либо выполненные условиях, не предназначенных для изготовления элементов механической части станка. Это снизит качество работы и может стать источником опасности для токаря. Самым критическим вариантом считается выход из строя станины. Достойно заменить ее или отремонтировать не получится.
Читать также: Мебельный шаблон кондуктор для сверления отверстий
Немалое внимание уделено и безопасности работника. Защитные кожуха над движущимися деталями, щиты ограждения. Система аварийной остановки в случае поломки, заклинивания
Система аварийной остановки в случае поломки, заклинивания
Система аварийной остановки в случае поломки, заклинивания.

ДИП-300 станок токарно-винторезный универсальный. Назначение и область применения
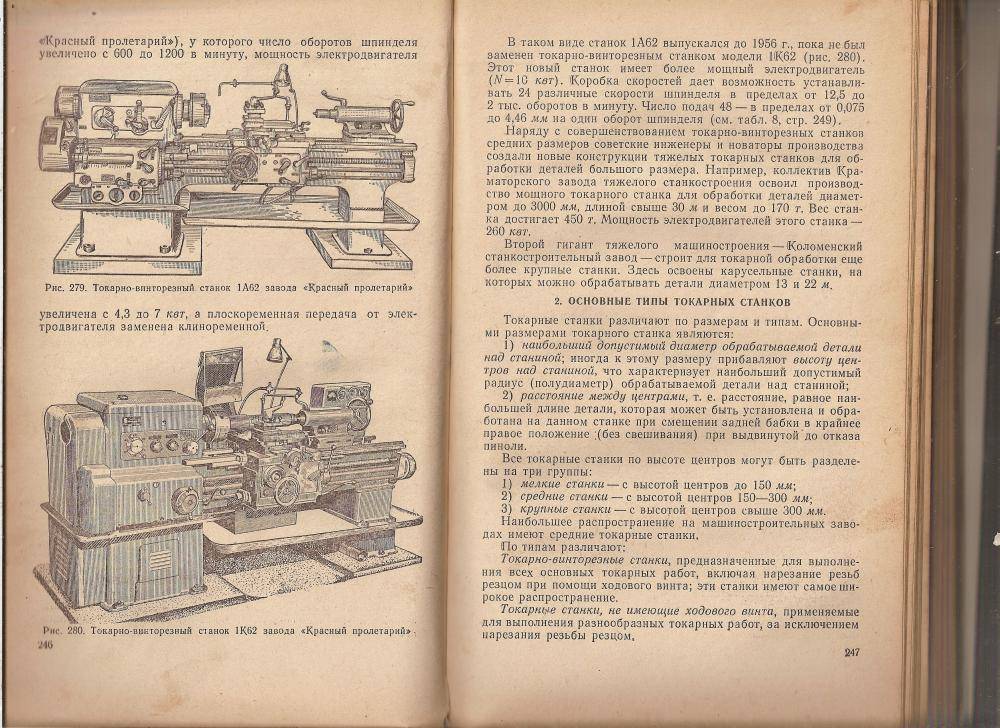
Универсальный токарно-винторезный станок модели ДИП-300 (по классификации ЭНИМС 1д63) — первый советский станок с коробкой скоростей и диаметром обработки над станиной 615 мм, как и все другие ДИПы ( ДИП-200,ДИП-300, ДИП-400,ДИП_500), разработан и производился на Московском станкостроительном заводе Красный Пролетарий с 1930 по 1950-е годы.
Токарный станок ДИП-300 предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Токарный станок ДИП-300 (1д63а) способен обрабатывать относительно крупные заготовки диаметром до 615 мм и длиной 1500 или 3000 мм.
Передний конец шпинделя резьбовой М120 х 6, внутренний конус Морзе 5, отверстие в шпинделе 70 мм, диаметр обрабатываемого прутка 68 мм.
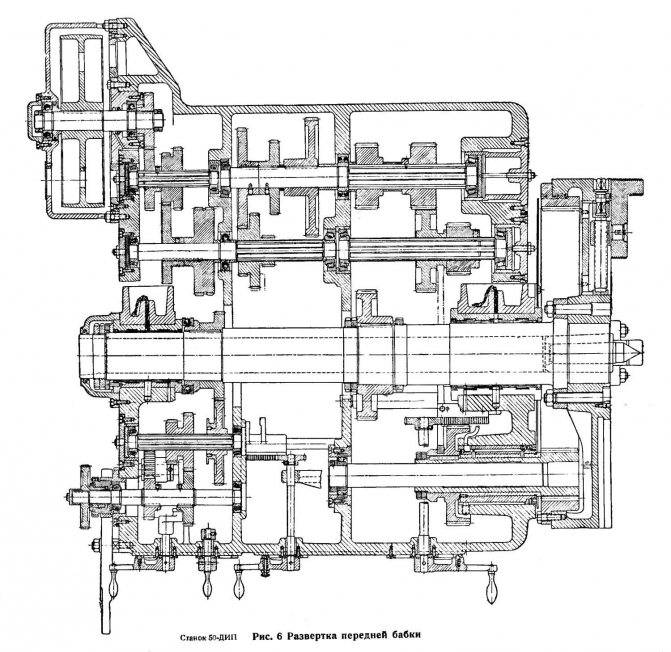
Шпиндель станка ДИП-300 (1д63а) установлен на двухрядные роликовые подшипники спереди и в коническом роликовом подшипнике сзади. Осевая нагрузка на шпиндель воспринимается шариковым упорным подшипником.






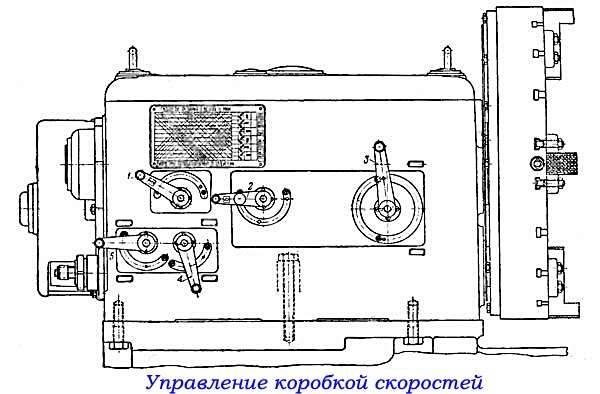
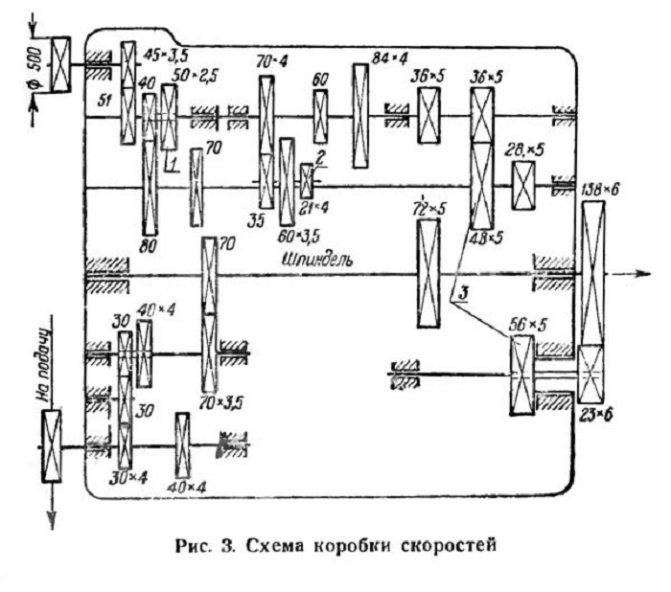
Шпиндель получает 18 ступеней частот прямого и обратного вращения от шестиваловой коробки скоростей в передней бабке станка. Установка нужной скорости осуществляется тремя рукоятками на передней стенке передней бабки.
Пуск, останов и включение ускоренного обратного хода осуществляется фрикционной пластинчатой муфтой. Муфта управляется рукоятками на станине у передней бабки и на фартуке.
На входной вал коробки соростей движение поступает через ременную передачу от асинхронного электродвигателя мощностью 10 кВт.
Передний конец шпи
нделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), , номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя — 6. Внутренний (инструментальный) конус шпинделя — Морзе 6.
- Номинальный диаметр конуса D = 139,719 мм, условный размер конца шпинделя — 8
- Внутренний (инструментальный) конус шпинделя — Морзе 6
- Стандартный диаметр токарного патрона — Ø 250, Ø 315, Ø 400, Ø 500 мм, исполнение — тип 2 (под поворотную шайбу)
- Диаметр сквозного отверстия — Ø 47 мм
- Наибольший диаметр прутка — Ø 45 мм
Коробка подач типа Нортон даёт возможность нарезать (без звена увеличения шага):
- метрические резьбы с шагом от 1 до 192 мм
- дюймовые резьбы от 24 до 1/4 ниток на один дюйм
- модульные резьбы с модулями от 0,5 до 48
- питчевые резьбы от 96 до 7/8
без смены шестерён на гитаре.
Коробка подач получает движение от коробки скоростей через гитару — сменные шестерни с приклоном. В переднюю бабку включены механизмы, дающие возможность изменить направление движения суппорта и ускорить это движение (увеличить шаг резьбы) в 4 и в 16 раз.
Для изготовления резьбы повышенной точности ходовой винт может быть подключен через сменные шестерни гитары помимо механизма коробки подач.
По ходовому валику суппорт получает подачи: продольные от 0,10 до 1,6 мм и поперечные от 0,04 до 0,59 мм за один оборот шпинделя.
Фартук суппорта токарного станка ДИП-300 (1д63а) снабжен механизмом падающего червяка, который дает возможность автоматического включения подачи от ходового винта при нарезании резьбы в обоих направлениях и одновременно предохраняет станок от поломок в случае перегрузки. Отключение осуществляется с точностью 0,02 мм от упора на станине.
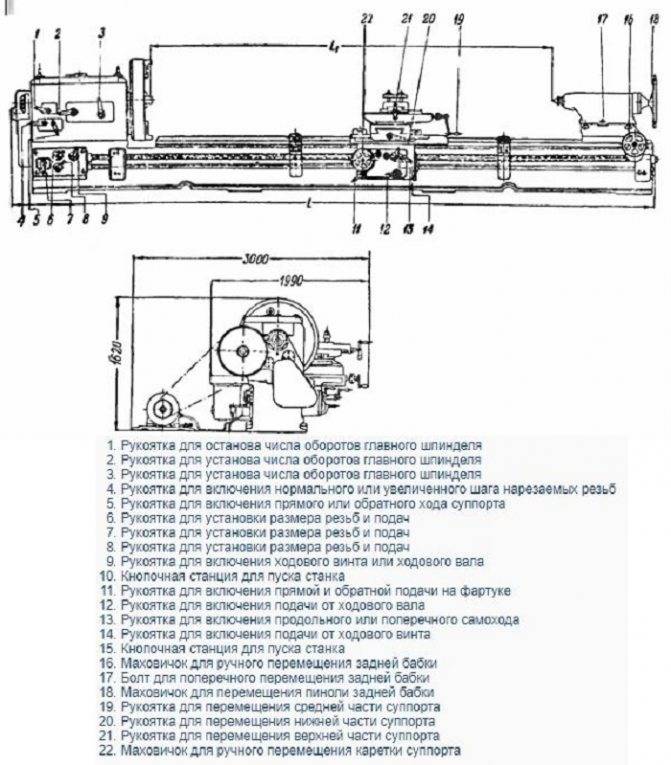
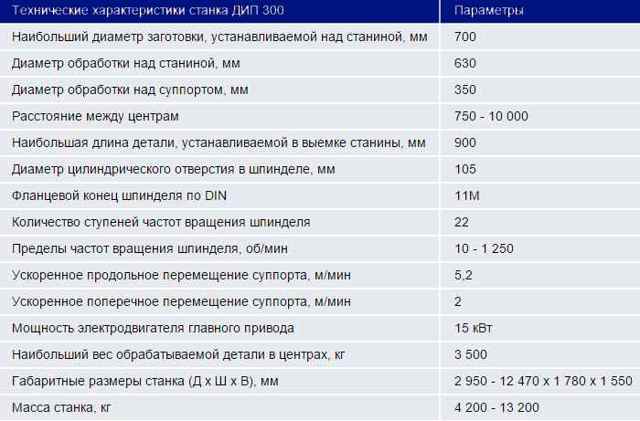
Технические характеристики токарного станка ДИП 500
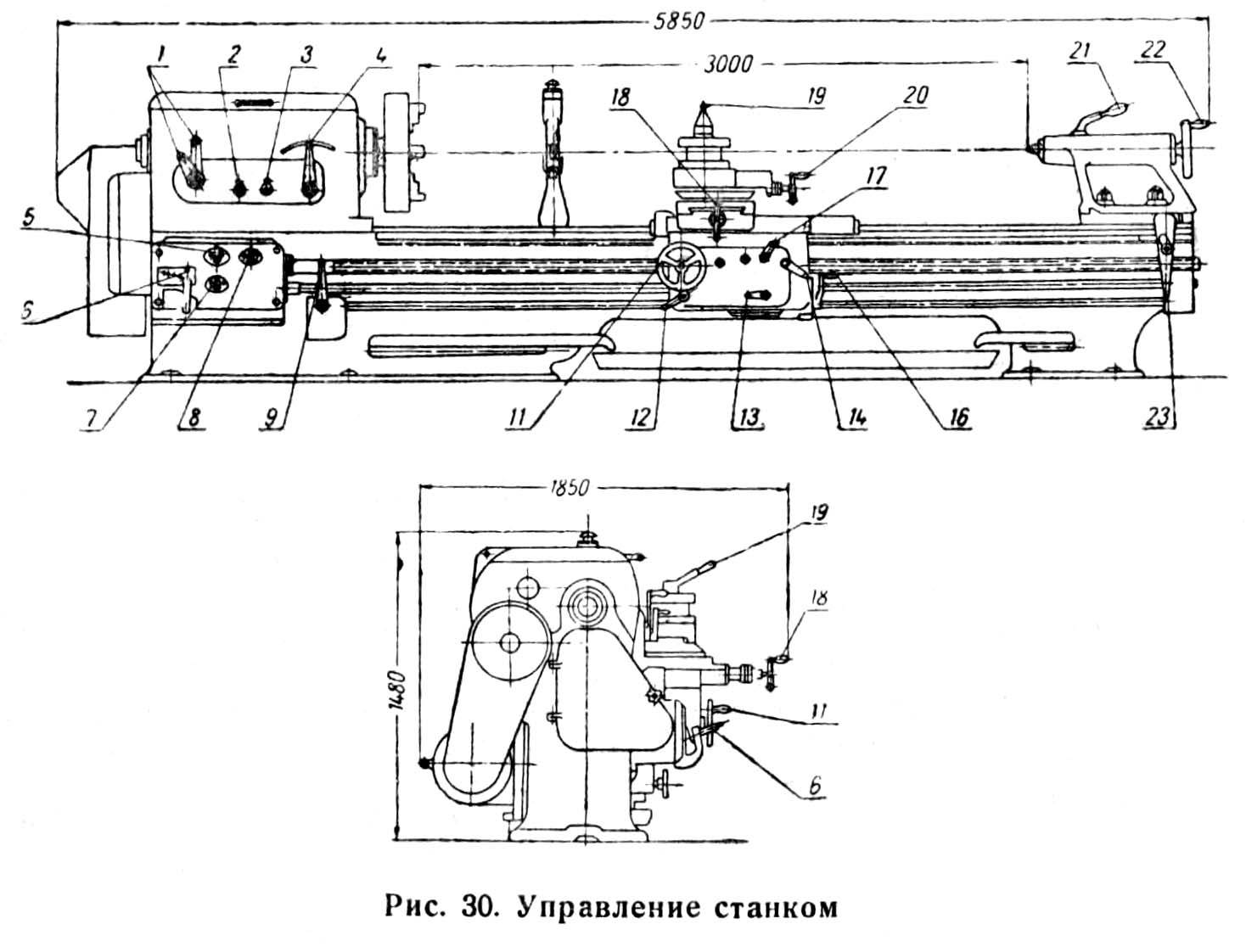
Предназначено оборудование для выпуска габаритных деталей высокой точности. Широко использовались станки ДИП 500 в машиностроительном, военном производстве, авиастроении, выпуске продукции для организаций топливно-экономического, газонефтяного направления. Требования к деталям крайне высокие по всем показателям. Обеспечивают их выполнение следующие технические характеристики оборудования:
- Расстояние от станины до оси вращения — 500 мм,
- Максимальный диаметр обрабатываемой детали над суппортом — 650 мм,
- Длина заготовки до 5 м,
- Диаметр отверстия шпинделя — 128 мм,
- Расстояние между центрами — 3 000-10 000 мм,
- Количество скоростей — 24,
- Диапазон частот вращения шпинделя — 5-500 об/мин,
- Мощность основного двигателя — 22 кВт, дополнительного двигателя 1, 5 кВт,
- Система смазки,
- Приборы освещения,
- Приспособление для подачи охлаждающей жидкости,
- Подключение подачи для изготовления метрической, дюймовой, модульной резьбы,
- Ускоренное передвижение в продольном направлении 3 м в минуту, в поперечном направлении — 1 м в минуту.

Комплектация
Оригинальная комплектация отличается высоким качеством изготовления каждого элемента конструкции. Движущиеся детали, валы, шестерни проходили строгий контроль качества на всех этапах производства. Размеры в соответствии с требованиями по классности, марки сплава. Высококачественная термическая обработка, шлифование, хонингование. Комплекс мер при организации производства позволил получить по-настоящему отличный инструмент для резки металла, дерева, пластика. Жесткая конструкция, точная сборка оборудования даже при изготовлении габаритных изделий позволяет добиваться желаемых результатов.
К работе допускается специалист, получивший официальное разрешение, квалификацию для работы на ДИП 500. Операции по обработке габаритных деталей имеют свои особенности. От умения правильно сделать заточку режущих инструментов, до выбора режимов и скоростей резанья. Серьезные отличия в процессе работы имеются и при обработки различных металлов. Крупногабаритные детали дороги, рисковать порчей металла недопустимо. Ошибки главным образом происходят по человеческим факторам. Запас точности станка ДИП 500 позволяет получать высококлассные изделия для любых целей.
Обзор токарного станка ДИП-300: компоненты и характеристики
Разработкой токарного станка серии ДИП-300 занималось государственное предприятие «Рязанский станкостроительный завод». Но помимо него это оборудование изготавливалось на Тбилисском станкостроительном заводе. Станок марки ДИП-300 относится к серии 1М63.
Конструктивные компоненты станка
Модель характеризуется стандартной компоновкой элементов. Это обусловлено универсальностью оборудования и возможностью его применения на мелкосерийных производствах, а также специализированных ремонтных мастерских.
К особенностям оборудования можно отнести максимальный показатель устойчивости к вибрации. Станина изготовлена из чугуна, что не только повышает массу станка, но и благоприятным образом сказывается на времени безремонтной эксплуатации. Также в станине установлены две призменные направляющие. Благодаря им повышается точность выполнения операции.
Описание конструктивных элементов, установленных на станок ДИП-300:
- коробка скоростей. Она установлена в левой части станка и соединена с электродвигателем главной подачи с помощью клиноременной передачи. Характеризуется ступенчатым регулированием механизма главного движения. Активация быстрого обратного хода происходит с помощью фрикционной муфты;
- фартук. Он закрытого типа, передняя крышка снимается. Электромагнитные муфты облегчают управление, так как она находится на одной рукояти. Обгонная муфта дает возможность активировать ускоренный ход при включенной рабочей подаче;
- коробка передач. Представляет собой закрытый блок, внутри которого размещены две оси. На них устанавливаются зубчатые колеса. Для формирования точных и специальных резьб можно задействовать прямое включение ходового винта;
- суппорт. Имеет крестообразную форму. В продольном направлении смещается по направляющим станины, в поперечном — по каретке. Это можно осуществлять в механическом или ручном режиме.
Для обработки крупных деталей станок комплектуется подвижными и неподвижными лютенами. Благодаря им можно осуществлять точение заготовок диаметром от 20 до 150 мм. Также в конструкции есть продуманная система охлаждения. Бак находится в правой тумбе. С помощью циркуляционного насоса СОЖ подается в зону обработки заготовки.
Для повышения производительности в конструкции фартука ДИП-300 встроена система смазки. Масло подается по циркуляционной магистрали.
Технические характеристики
Станок серии ДИП-300 является последней моделью, которая изготавливалась без комплектации числовым программным управлением. Несмотря на этот недостаток, обучение персонала для работы на оборудовании упрощено. Главное — детально ознакомиться с техническими и эксплуатационными характеристиками станка.
Масса станка при полной комплектации составляет 4300 кг. Его габариты не превышают размеров 353*168*129 см. Поэтому при выборе места установки следует учитывать эти факторы. Обязательным условием является подготовка основания для монтажа, а также обеспечение свободного пространства для рабочего и механизмов подачи заготовки для установки на станок.
Токарно-винторезный станок ДИП-300 обладает следующими техническими характеристиками:
- максимально допустимый диаметр заготовок. Над станиной — до 63 см; над суппортом — до 35 см; над выемкой — 90 см;
- допустимая длина детали — до 140 см;
- масса изделия не должна превышать 2 тонн;
- частоты вращения шпинделя на головке при прямых оборотах — от 10 до 1250 об/мин. Для обратных это значение варьируется от 18 до 1800 об/мин;
- диаметр отверстия шпинделя — 70 мм;
- число скоростей. Для прямого входа — 22; обратного — 11;
- резцовые салазки перемещаются на расстояние до 22 см;
- количество подач одинаково для всех направлений и равно 44;
- смещение пиноли задней бабки составляет 24 см.
Для полноценной работы оборудования конструкции предусмотрено три электродвигателя. За главный привод отвечает силовая установка, мощность которой составляет 13 кВт. Для быстрых смещений применяется двигатель 1,1 кВт. Мощность насоса системы охлаждения равна 0,12 кВт. При выборе режима обработки следует учитывать, что значение тока электродвигателя напрямую зависит от подаваемого напряжения.







С примером выполнения восстановительных работ модели ДИП-300 можно ознакомиться из содержания видеоматериала:
stanokgid.ru
Токарные станки серии ДИП
Серия токарно-винторезных станков ДИП производилась на Рязанском станкостроительном заводе начиная с 1956 года. Данная линейка состоит и множества модификаций оборудования ДИП-200, 300 и 500, о которых мы поговорив в данной статье.
В материале будут рассмотрены конструктивные особенности и технические характеристики оборудования, его функциональные возможности, преимущества и недостатки, а также представлены соответствующие схемы и чертежи.
1 Станки ДИП — назначение и сфера применения
Токарный станок ДИП является одним из наиболее распространенных моделей токарно-винторезного оборудования на территории бывшего СССР. Данный агрегат имеет достаточно крупные габариты и вес, он спроектирован для работы с металлическими деталями средних и больших размеров в условиях индивидуальной эксплуатации и мелкосерийного производства.
Станок ДИП 300, являющийся самой востребованной моделью серии, а также его аналоги, способны выполнять следующие технические операции:
- точение (наружное и внутреннее), в том числе обработка конусов;
- сверление;
- растачивание;
- нарезание резьбы (метрического, дюймового и модульного типа).
За счет удачной конструкции станины и шпинделя, а также отличных как для своего класса технических характеристик, токарный станок ДИП позволяет эффективно обрабатывать детали как из черного, так и из цветного металла. Станки комплектуются резцами из быстрорежущей либо твердосплавной стали.
Плашка производителя на корпусе станка
Простая и надежная конфигурация суппорта является одним из главных достоинств данной серии. Во всех агрегатах предусмотрена возможность механического перемещения верхней части суппорта, которое позволяет обрабатывать и точить конуса большой длины. Сам суппорт может перемещаться в двух направлениях — продольном и поперечном, его автоматическая подача обеспечивается подключением к отдельному электродвигателю.
1.1 Станок ДИП-200 в процессе работы (видео)
2 Модельный ряд станков серии ДИП
Линейка токарного металлообрабатывающего оборудования ДИП состоит из 4-ех моделей станков:
- ДИП 200;
- ДИП 300;
- ДИП 500;
- 1м61 (универсальный).
Рассмотрим каждую из представленных разновидностей подробнее.
2.1 ДИП-200
Из всех модификаций токарных агрегатов станок ДИП 200 отличается наиболее компактными размерами. Данное устройство обладает оптимальным сочетанием жесткой станины и мощности двигателя, что обеспечивает минимальный уровень вибрации при работе и, как следствие, возможность высокоточной получистовой и чистовой обработки заготовок из металла, чугуна либо цветных сплавов.

Технические характеристики ДИП 200:
- высота центров — 20 см, расстояние между центрами — 75, 100 и 150 см;
- частота вращения шпинделя — 16-20 об/мин;
- количество скоростей — 18 шт;
- ход продольной подачи суппорта — от 0.12 до 2.15 мм/об, поперечной — от 0.03 до 0.55 об/мин;
- мощность двигателя — 3700 Вт.
В плане эксплуатационных характеристик — частоты оборотов, диапазону подач и мощности привода ДИП 200 существенно проигрывал большинству токарных станков того времени, что обуславливает достаточно быстрый выход данной модели из обихода. Среди критических недостатков также можно выделить отсутствие системы подачи охлаждающей жидкости и механизма ускоренного перемещения суппорта.
2.2 ДИП-300
В отличие от 200-ой модели, станок ДИП 300 можно встретить на заводах либо в металлообрабатывающих цехах и по сей день. Причиной тому является надежность и выносливость конструкции, а также неплохие технические характеристики, позволяющие выполнять высокоскоростное растачивание, сверление, нарезку резьбы и точение.
Станок ДИП 300 относится к группе крупногабаритного токарного оборудования, его вес составляет 4.3 тонны, а размеры рабочих поверхностей позволяют обрабатывать заготовки диаметром до 900 мм и массой в 2 т. В данной модели присутствует второй электродвигатель, отвечающий за продольно-поперечное перемещение суппорта. Мощность основного привода составляет 13000 Вт, частота оборотов 18-1800 в минуту.

Характерными особенностями станка ДИП 300 являются:
- увеличенная скорость вращения шпинделя на реверсном ходу (в 1.3 раза, по отношению к обычной), что обеспечивает возможность ускоренной нарезки резьбы;
- наличие 2-ух призменных направляющих на станине, повышающих пространственную жесткость конструкции;
- комплектация коробки передач электромагнитными муфтами, позволяющими изменять частоту оборотов шпинделя без выключения привода;
- повышенная безопасность работы благодаря наличию ограждения патрона и системе электрической блокировки шпинделя.
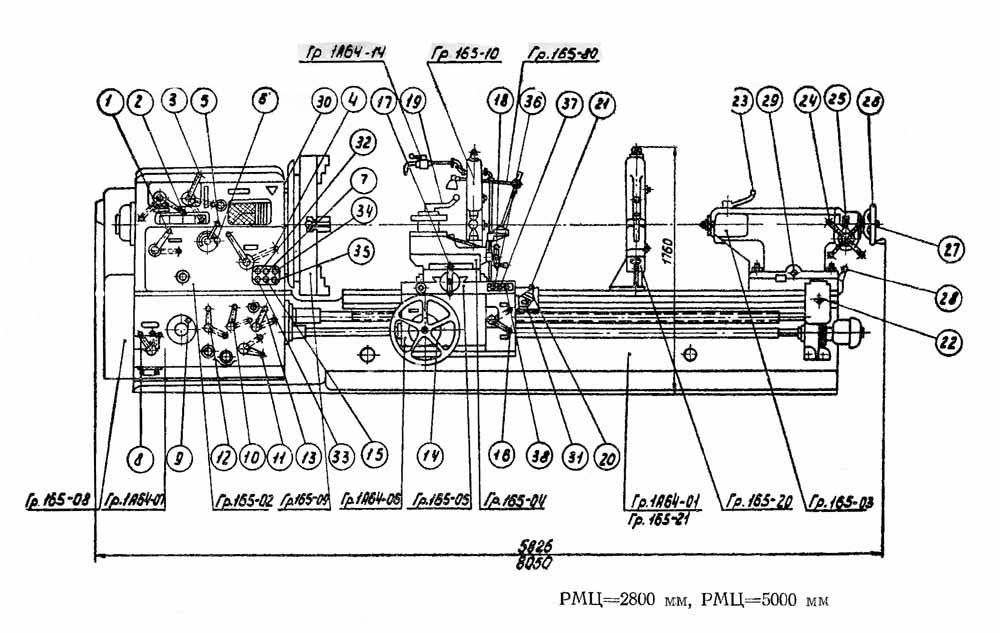
Конструктивные особенности станка
Внешний вид
От своих аналогов станок ДИП-500 для токарной обработки отличается возможностью обрабатывать большие заготовки. Конструкция оборудования позволяет осуществлять как внутреннее, так и наружное точение.






Прежде всего следует ознакомиться с конструктивными элементами оборудования. Именно они определяют его технические и эксплуатационные качества. К особенностям станка можно отнести высокий показатель жесткости станины. Благодаря ей можно выполнять точение заготовок из высокопрочной стали с применением специальных резцов.
Помимо этого, можно выделить такие конструктивные особенности станка:
- перемещение верхней части конструкции суппорта. Благодаря этой функции есть возможность обрабатывать блинные конусы;
- быстрое продольное и поперечное смещение суппорта осуществляется с помощью отдельных электродвигателей;
- закрытая коробка передач. Ее конструкция дает возможность выполнять нарезание стандартной резьбы с помощью зубчатых колес;
- перемещение задней и передней бабки происходит механическим способом. Это несколько увеличивает время установки заготовки и настройки оборудования.
Согласно принятой нормативной документации станку присвоен класс точности «Н». Степень шероховатости обрабатываемых деталей равна значению V6.
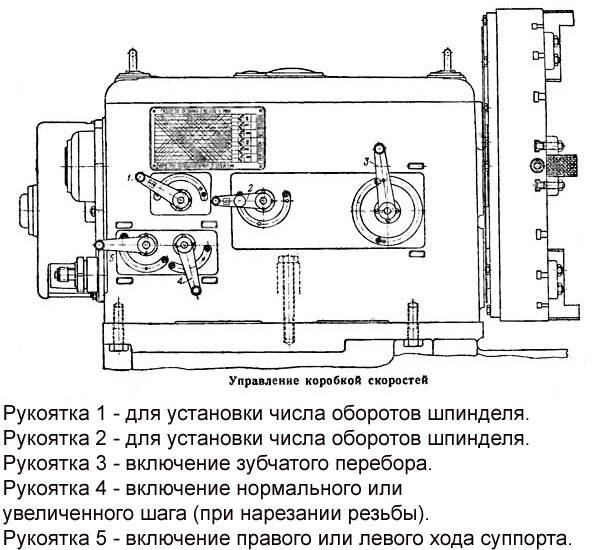
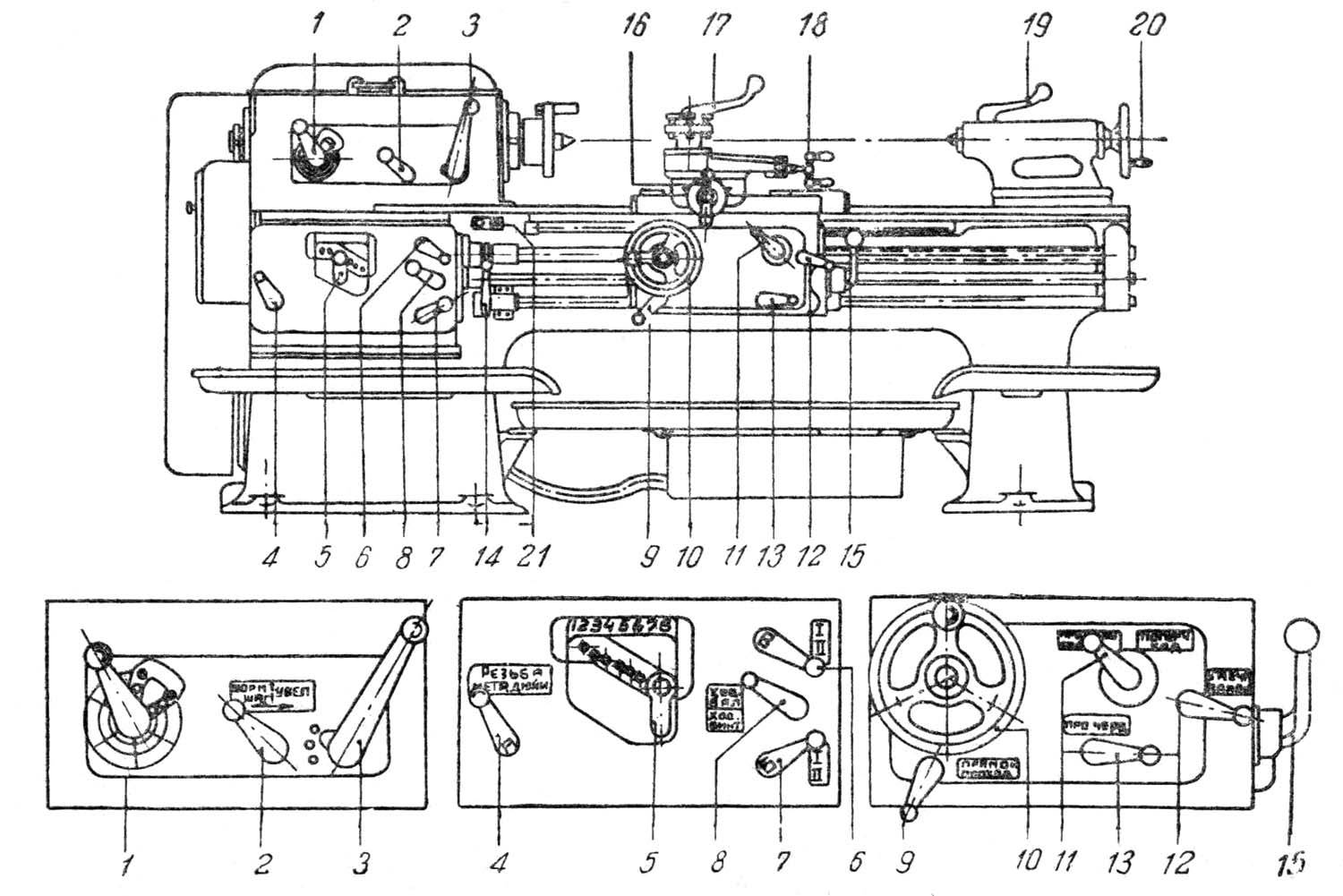
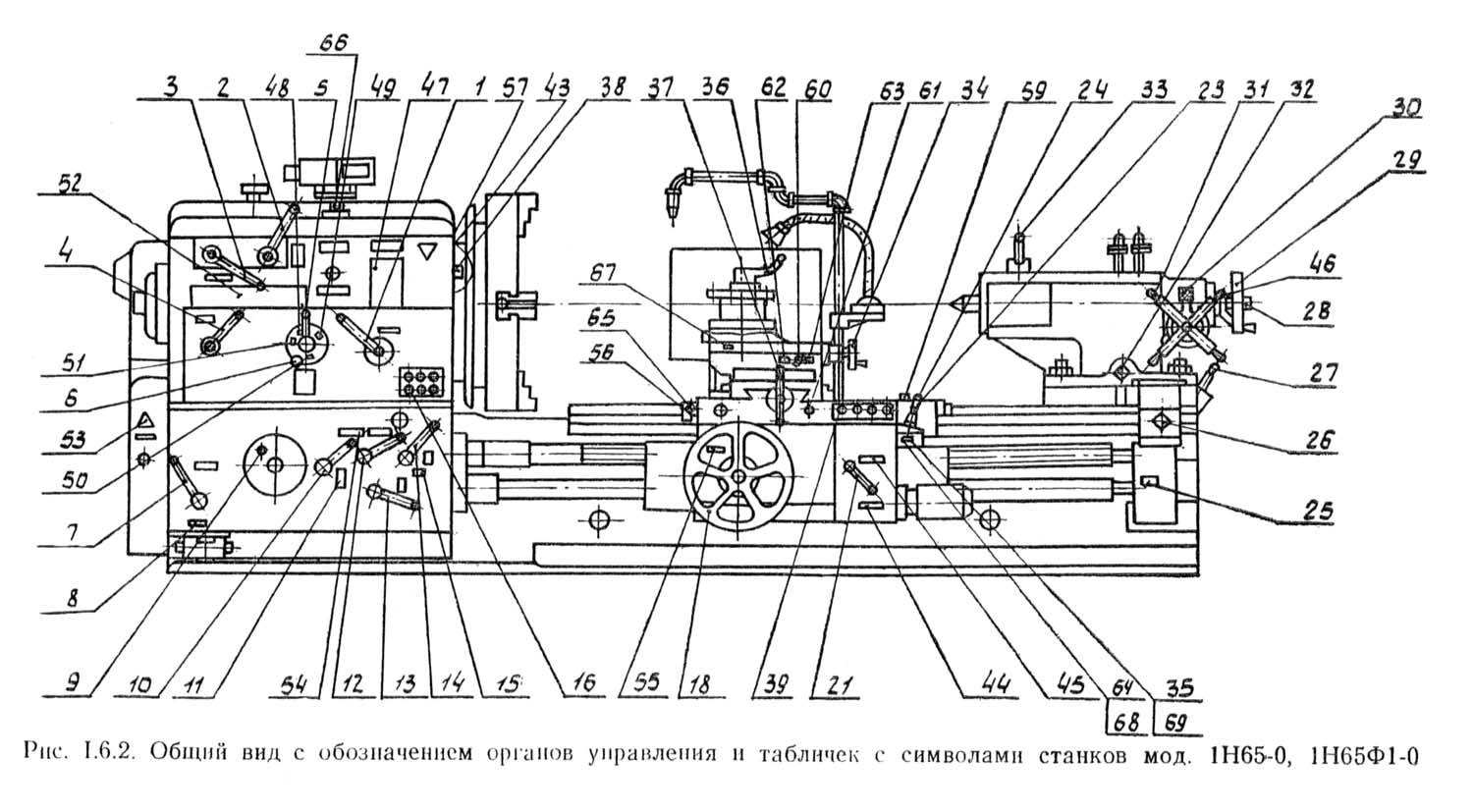
Расположение органов управления токарно-винторезным станком 1М65
Расположение органов управления токарно-винторезным станком 1м65
Спецификация и назначение органов управления станком 1М65
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка на нормальный или увеличенный шаг
- Настройка на нарезание правой или левой резьбы
- Пуск прямого вращения шпинделя
- Настройка на подачи и нарезание резьб метрической, модульной и дюймовой
- Настройка на величину подачи и шага резьбы
- Настройка на величину подачи и шага резьбы, включение ходового винта напрямую
- Настройка на величину подачи и шага резьбы
- Включение и выключение подачи (включение и выключение накидной шестерни)
- Настройка на подачу или нарезание резьбы (включение ходового пинта или ходового валика)
- Ручное продольное перемещение каретки
- Пуск обратного вращения шпинделя
- Настройка на резьбу или подачу (включение маточной гайки, блокирующее включение механической подачи)
- Ручное перемещение поперечных салазок
- Ручное перемещение резцовых салазок
- Поворот и крепление резцовой головки
- Включение продольной и поперечной механических подач и их реверс
- Включение ускоренных перемещений (продольного и поперечного)
- Ручное перемещение задней бабки
- Крепление пиноли
- Медленное ручное перемещение пиноли
- Включение медленного или быстрого ручных перемещений пиноли
- Быстрое ручное перемещение пиноли
- Фиксация вращающегося центра
- Выключение упора задней бабки
- Поперечное перемещение задней бабки
- Включение электросети
- Выключатель местного освещения
- Толчковый пуск прямого вращения шпинделя
- Стоп главного привода
- Пуск охлаждения
- Стоп охлаждения
- Пуск прямого вращения шпинделя
- Стоп главного привода
- Пуск обратного вращения шпинделя
Рекомендации по эксплуатации
Для реализации всех возможностей станка необходимо правильно его смонтировать, подключить, настроить. Место для оборудования готовят с учетом его долгосрочного использования. Площадку под станок:
- Выравнивают.
- Трамбуют.
- Делают песчано-щебневую подушку.
- Армируют металлом поверхность.
- Делают бетонную стяжку по горизонтальным маякам.
Масса станка может быть более 10 тонн в зависимости от комплектации. Вместе с заготовкой вес может приближаться к 20 тонам. При работе возникают значительные вибрационные нагрузки на поверхность, поэтому пренебрегать правилами установки нельзя
Особое внимание уделяют правильному положению станины. Располагается она строго горизонтально с отклонением 2-5 мм по всей длине станка. ДИП 500 по праву входит в число лучших токарно-винтовых станков
Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели
ДИП 500 по праву входит в число лучших токарно-винтовых станков. Он актуален сегодня, надежен, точен и долговечен. Успешно используется как крупными промышленными предприятиями, так и частными предпринимателями. При относительно невысокой стоимости оборудования производитель получает достойные экономические показатели.
При выборе необходимо убедиться в качестве станка. Если базовые механизмы в сохранности, корпус не поврежден, то станок может прослужить долгие годы.
Питание осуществляется трехфазным током 380 Вольт. Подающие кабели должны быть надежно защищены бронированной оболочкой. Отдельно делается заземление по рекомендованным требованиям. Подключение и наладку осуществляет специалист, имеющий допуск к этому виду работ. При качественной установке станок может годами не требовать ремонтного вмешательства. При условии, что регламентные работу будут выполняться своевременно, в полном объеме. Замену масла с системе смазки допускается делать самостоятельно, если токарь прошел обучение и подтвердил этот навык. Регулярная очистка станка от стружки, грязи, заправка охлаждающей жидкостью лежит на работнике, за которым закреплен станок.