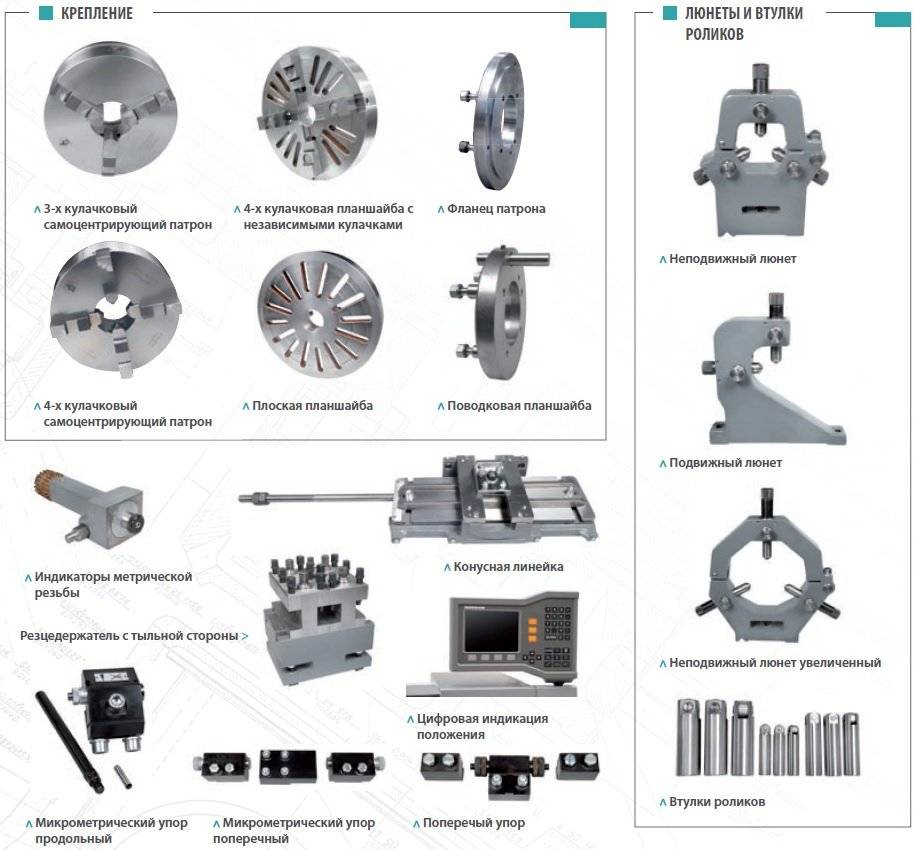
Обзор популярных типов планшайб
На современном рынке представлены детали различных типов. Из наиболее часто применяющихся в производстве можно выделить группы:
- гладкие;
- шайбы, оснащенные поводком;
- с простыми резьбовыми отверстиями;
- с пазами, круговыми или радиальными отверстиями.
Независимо от типа ко всем изделиям из стали применяются требования ГОСТ 4082-69. Чугунные более предпочтительны, поскольку имеют сравнительно низкие цены и не очень чувствительны к скачкам температур.
Чаще всего на производстве крепление заготовки в токарный станок осуществляется либо в патрон, либо в планшайбу гладкого типа. Последняя используется при точении детали в форме ступенчатого или простого кольца. При этом выполняется центровка посредством размещенного на фланце опоясывающего конструктивного элемента.

Надежная фиксация в станке и неподвижность самой детали обеспечивается через зажим в центре или при помощи прихватов. Как правило, они выполнены очень просто и состоят из пары шайб, гайки и винта, позволяющих закрепить заготовку без особого труда.
В том случае, если устанавливаемую в токарный станок заготовку нужно зафиксировать стойками или уголками, но кроме гладкой планшайбы ничего нет, то после центровки эти элементы монтируются прямо на ней.
Чтобы шпиндель работал долго и безотказно, очень важно каждый раз проводить качественное центрирование шайбы. Планшайбы с поводком
Планшайбы с поводком
Планшайбы с поводком
Поводковые или, как их еще называют, зубчатые изделия имеют ряд важных конструктивных особенностей. В их корпусе имеются два параллельно расположенных профильных паза Т-образной формы. В одном из них находится поводок, а в другом фиксирующие зажимные элементы.
В самих зажимах, настраиваемых специально предусмотренными винтами, тоже имеются соответствующие углубления, в которых размещаются кулачки. С помощью последних непосредственно осуществляется фиксация детали перед обработкой на станке. Они двигаются в пазах свободно, благодаря чему их можно регулировать на поверхности самой заготовки.

С применением данного типа планшайб станок также настраивается очень легко. Сначала строго по центру осуществляется установка заготовки. Затем каждый из зажимных элементов, находящихся с разных сторон, плотно притягивается к ней. Для этого поочередно закручиваются все винты. Кулачки при этом располагаются на поверхности детали с целью лучше осуществить ее захват.
Помимо всего вышеперечисленного, надежность крепления заготовки дополнительно обеспечивают находящиеся на зажимах пазы Т-образной формы. Благодаря такой конструкции удается производить обработку на станке даже сложных изделий, состоящих из нескольких ступеней.
Планшайбы с резьбовыми отверстиями
Данный тип шайб отличается от остальных наличием в центре специального отверстия под резьбовое соединение ее непосредственно на шпиндель станка. Крепление осуществляется без использования фланца.
На таких деталях, как правило, есть три отверстия, в которые вкручиваются специальные кулачки или прихваты, служащие для фиксации форм небольших размеров.
В некоторых случаях шайбы насаживаются на самодельные втулки с резьбой, которые фиксируются на валу станка посредством сварки. Такого рода доработка применяется работниками предприятий для того, чтобы обеспечить более надежное крепление. В идеале же лучше сразу купить планшайбу с заранее конструктивно предусмотренной в них резьбой.
Планшайбы с круговыми или радиальными пазами
Планшайбы, оснащенные пазами, отличаются следующим:
- могут выполняться с резьбой или без нее;
- сквозные пазы с нарезанной в них резьбой объединяются в группы, разделенные друг от друга специальными канавками.
Число резьбовых углублений может варьироваться. При этом в отдельных группах некоторых планшайб имеется различное их количество. К примеру, в одной их может быть шесть, а в другой всего три. При этом пазы не всегда выполняются сквозными, а часть из них может находиться непосредственно в канавках.
Главным их функциональным назначением является фиксация нестандартных заготовок посредством винтов. С тыльной стороны станка при этом в ряде случаев закрепляются ребра жесткости. Их монтируют для повышения воздействия на заготовку ввиду того, что планшайбы изначально таковых не имеют, а их прочности способствует лишь увеличение веса.
Кроме того, к элементам из чугуна при их производстве предъявляются требования, чтобы их минимальная толщина составляла не меньше 0,5 см.
Приобрести патроны, планшайбы и комплектующие на станок можно как в специализированном магазине, так и оформив заказ через интернет. Ориентировочная цена на некоторые из них приведена в таблице.
Порядок установки
Перед его установкой , следует тщательно проверить состояние поверхностей шпинделя и патрона. Поверхности не должны иметь забоин, царапин, заусениц и загрязненных мест.
Выявленные дефекты устраняются точечно надфилем, или шабером.Следует проверить биение торца и конуса посадочной базы шпинделя, которое не должно превышать трёх микронов.

Завести в него металлический прут или трубу диаметром около 20 мм. зажать её кулачками. С напарником взявшись с двух сторон за прут, или при помощи подъёмных механизмов, через монтажную петлю, переместить патрон на монтажную подставку закрепленную на суппорте станка.
Направляющую установить в задней бабке. Патрон следует сместить перекатыванием к оси шпинделя.
Продольной подачей переместить его к фланцу шпинделя так, что бы шпильки патрона не доходили до посадочных отверстий порядка 10 мм. В станке следует установить нейтральную скорость для свободного вращения шпинделя.
Заднюю бабку с полностью убранной пинолью подать вперед к патрону так, что бы направляющая зашла на всю ширину призм кулачков и зафиксировать заднюю бабку.

Зажать кулачки патрона для переноса тяжести на направляющую. Совместить шпонку на фланце шпинделя с посадочным отверстием. Поворотную шайбу выставить в положение открытых отверстий. Пинолью подать патрон вперед до упора.
Убедившись, что все гайки шпилек вышли с обратной стороны фланца шпинделя, повернуть поворотную шайбу в замкнутое положение. Зажать верхнюю гайку с усилием достаточным для переноса веса патрона на шпиндель. Распустить кулачки и отвести заднюю бабку назад. Обжать гайки по правилу крест на крест равномерно распределяя усилие между шпильками.
После завершения монтажа, патрон следует проверить на осевое и торцевое биение. В случае превышения норм, следует его снять и внимательно продефектовать все сопрягаемые части этого узла.

Видео: монтаж легкого патрона на резьбовом креплении.
https://youtube.com/watch?v=aAAFesyPNZ4
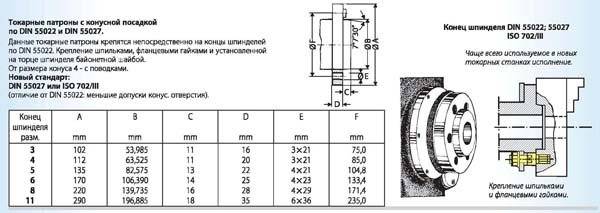
Концы шпинделей фланцевые под поворотную шайбу ГОСТ 12593
ГОСТ 12593-93 (DIN 55027, ИСО 702-3-75). (Взамен ГОСТ 2570-58). Станки металлорежущие. Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств.
Настоящий стандарт распространяется на фланцевые концы шпинделей с коротким конусом 1:4 (7°7′30″) и поворотной шайбой для токарных станков и на фланцы зажимных устройств, устанавливаемых на концы шпинделей. ГОСТ 12593-93 представляет собой полный аутентичный текст ИСО 702-3-75 «Станки. Концы шпинделей и планшайбы. Размеры для взаимозаменяемости. Часть III. Байонетный тип».
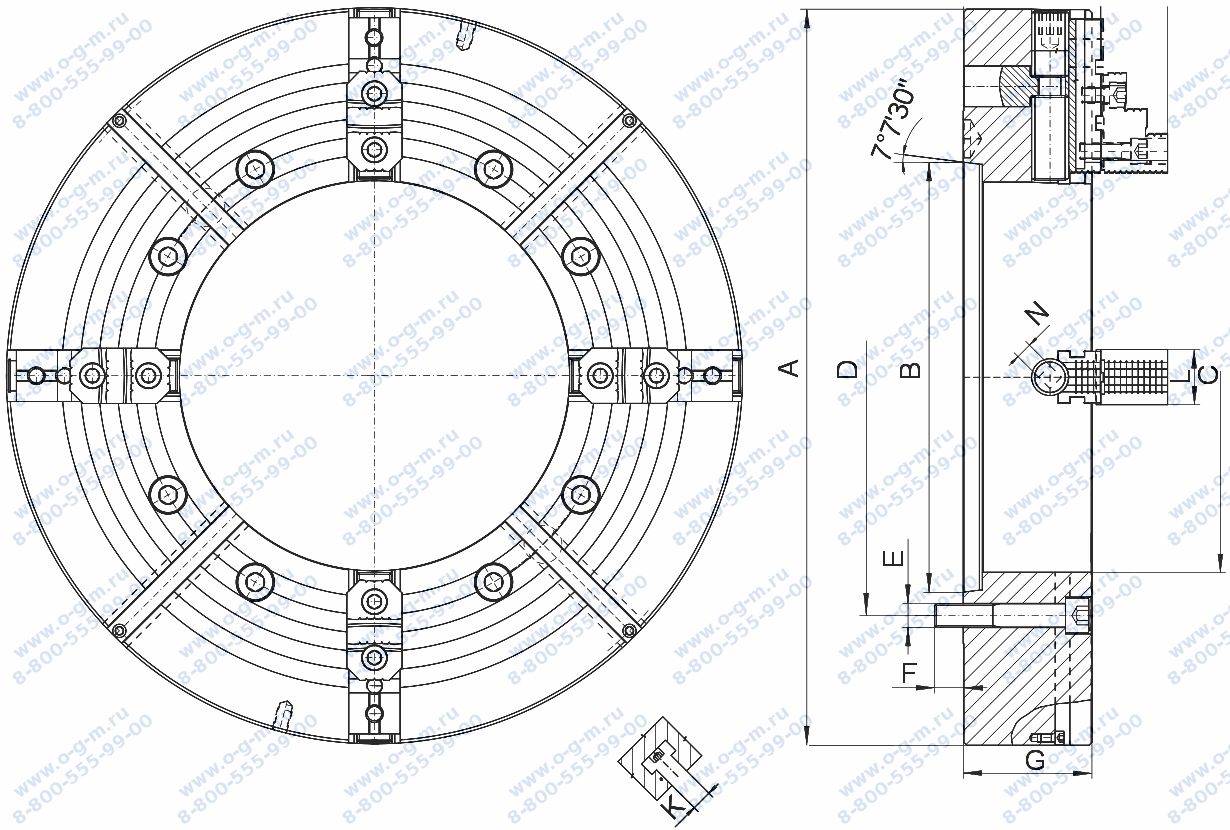
Фланцевые концы шпинделей типа Б имеют сквозные крепежные отверстия по окружности фланца и байонетную поворотную шайбу которые служат для для крепления патрона без свинчивания крепежных гаек, что позволяет быстро закреплять и снимать патроны. Для концов шпинделей такого типа (Б) должны использаваться зажимные быстросменные патроны 3 типа по ГОСТ 2675-80 Тип 3.
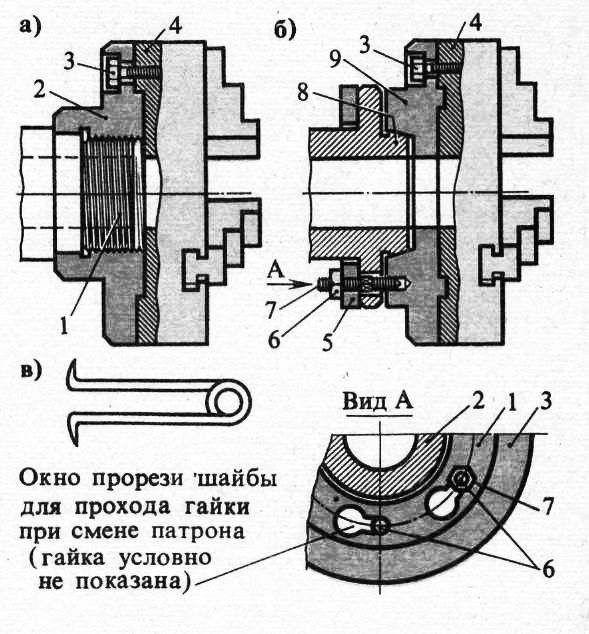
Крепление патрона на фланцевый конец шпинделя под поворотную шайбу
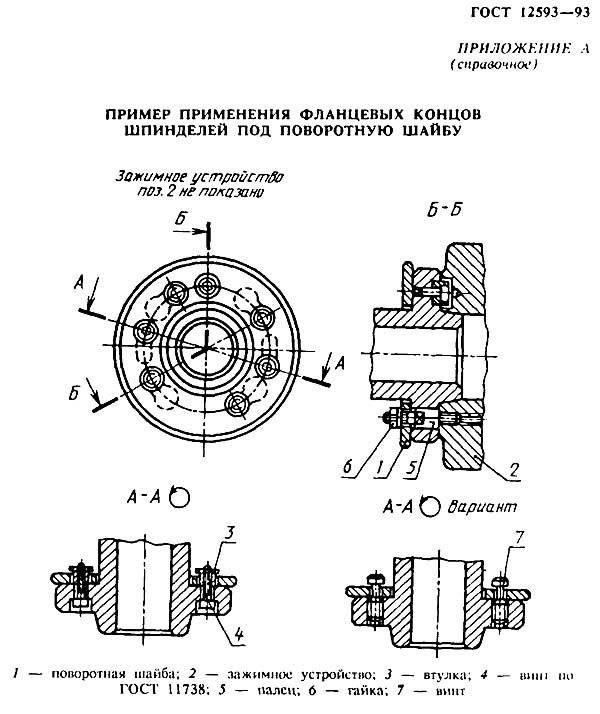
Пример применения фланцевых концов шпинделей под поворотную шайбу
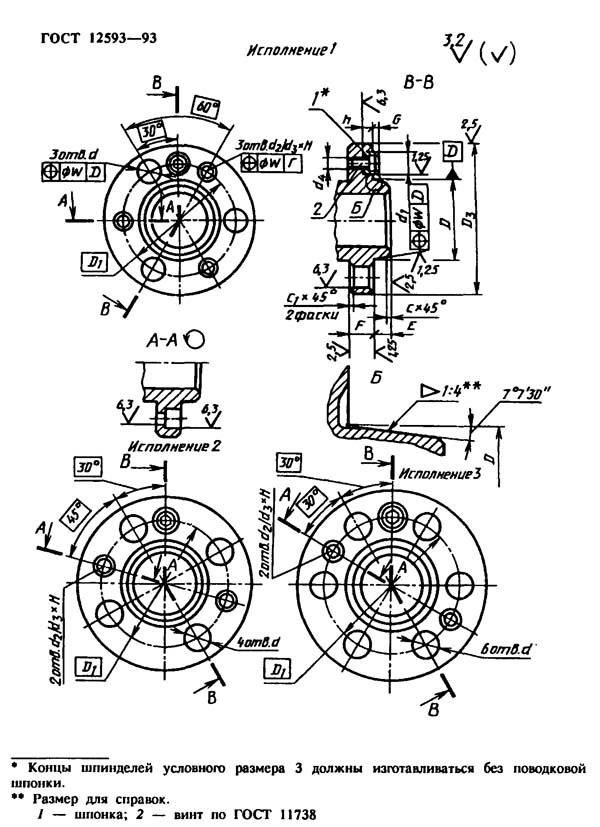
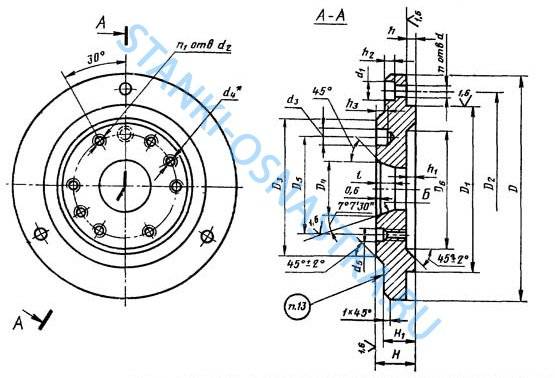
Исполнения фланцевых концов шпинделей под поворотную шайбу
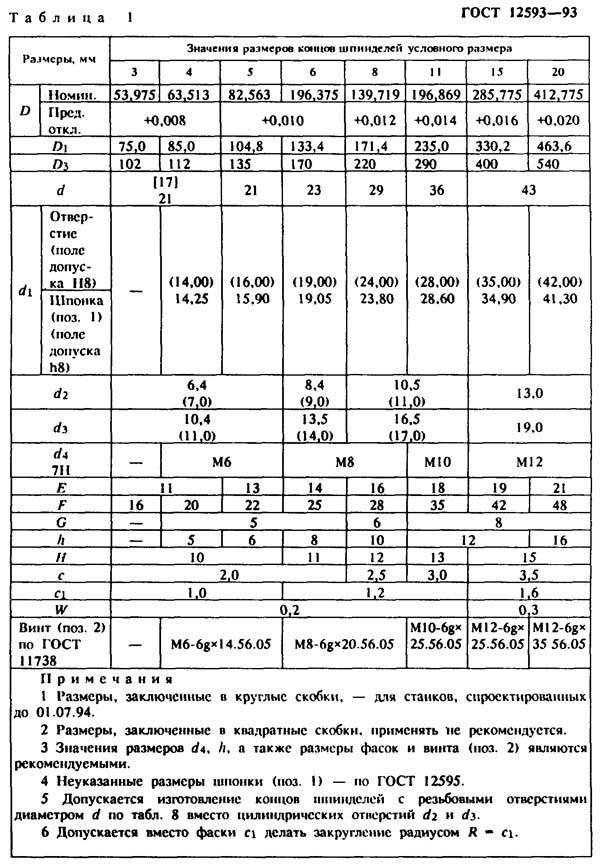
Размеры фланцевых концов шпинделей под поворотную шайбу

Токарный патрон по ГОСТ 2675-80 Тип 3 для установки c поворотной шайбой
Фланцы для быстросменных патронов (тип Б) с посадкой на конус 1:4 (7°7′30″) под поворотную шайбу выполняются восьми условных размеров (3, 4, 5, 6, 8, 11, 15, 20) с номинальным наружным диаметром 102, 112, 135, 170, 220, 290, 400, 540 мм.
Фланцевые концы шпинделей с поворотной шайбой могут изготавливаться в трех исполнениях:
- Условный размер конца шпинделя 3 и 4;
- Условный размер конца шпинделя 5, 6, 8;
- Условный размер конца шпинделя 11, 15, 20.
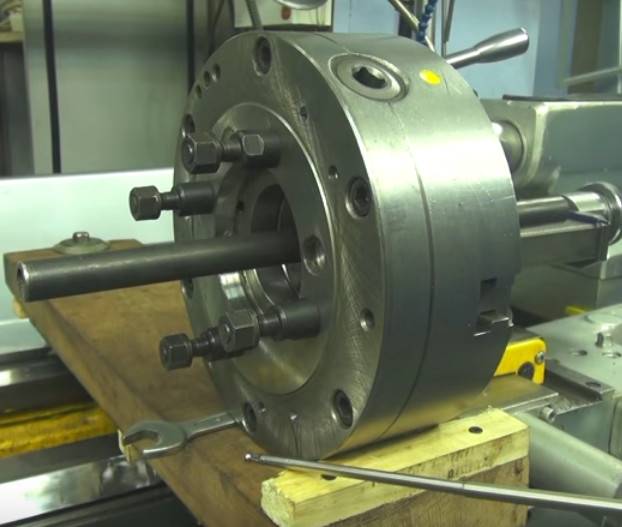
На рисунке показана установка быстросменного токарного патрона 2 на фланцевом шпинделе с помощью байонетной поворотной шайбы 1. Шпильки 5, имеющие в средней части цилиндрическое утолщение с лыской под ключ, завинчиваются в торец патрона и при установке пропускаются через отверстие фланца и поворотной шайбы 1. После этого шайбу поворачивают по часовой стрелке и гайками 6 зажимают патрон на конусе шпинделя.
Сама поворотная шайба крепится к фланцу шпинделя с помощью втулки 3 и винта 4 (вариант 1) или только винтом 7 (вариант 2), при этом она остается подвижной и может вращаться на шпинделе в пределах вытянутого крепежного отверстия.
Крепление на фланцевом шпинделе с поворотной шайбой отнимает немного времени, вместе с тем фланцевое соединение обеспечивает высокую точность центрирования (отсутствует зазор), полную надежность при больших оборотах шпинделя.
Разновидности планшайб для токарных патронов и их использование
Любые токарные работы выполняются на различного рода станках. Прежде чем приступить к обработке той или иной заготовки, нужно ее надежно зафиксировать, чтобы обеспечить безопасность при проведении операций точения.

Для чего нужна планшайба?
Закрепить деталь можно несколькими способами, например, в обычном патроне или с применением специальной планшайбы, купить которую можно в специализированном магазине. При этом обрабатываемый элемент может располагаться в любом положении в зависимости от типа агрегата. Например, токарно-карусельный станок имеет фиксатор, который крепится на горизонтальном столе.
Планшайба для токарного станка представляет собой стальной или чугунный диск, служащий для закрепления заготовки на том или ином аппарате. В его центре располагается отверстие для установки на шпиндель. При этом изделия, подвергаемые различным видам обработки, фиксируются при помощи специальных накладок, прихватов, болтов или так называемых уголков.

Планшайбы на станках зачастую применяются при точении деталей больших размеров, а также имеющих сложную форму. Для крепления изделий неправильной конфигурации в ряде случаев шайбы оснащаются четырьмя или даже шестью Т-образными канавками и имеют дополнительные сквозные отверстия. Иногда в качестве этого элемента используют простые патроны.
Сложность установки и центровки относительно шпиндельной оси является главным минусом использования на станках планшайб. Тем не менее при обработке многих деталей они необходимы.
§ 8. Устройство токарного станка по обработке древесины
Стр.50 – 51
Практическая работа №9
1. Назовите основные части токарного станка для обработки древесины. Какие операции можно выполнять на этом станке?
Основание (стол); электродвигатель; станина с направляющими; ограждение ремённой передачи; кнопочный выключатель; светильник; передняя бабка; шпиндель; подручник; задняя бабка; защитный экран.
На таком станке можно выполнять следующие операции: точение наружных и внутренних цилиндрических, конических и фасонных поверхностей, сверление, прорезание канавок, обработку торцевых поверхностей, отрезку заготовок.
2. Для чего служит задняя бабка?
Это приспособление служит для поддержки одного из двух концов обрабатываемой детали. Оно же служит для крепления различных инструментов: сверл, разверток, зенкеров, плашек, метчиков. Часто заднюю бабку называют еще упорной.
3. Каким образом устанавливают подручник для продольно-поперечного точения?
Под углом, для того чтобы стачивать продольно – поперечное сечение. Продольно-поперечное сечение, при котором инструмент перемещается одновременно и вдоль оси, и поперёк оси вращения заготовки.
4. Расскажите о назначении патрона, трезубца, планшайбы.





Планшайба предназначена для закрепления плоских заготовок большого диаметра и небольшой длины.
Патрон применяют для закрепления в нём небольших коротких заготовок. Заготовку с одного конца обрабатывают на конус, вворачивают её этим концом в патрон и крепят винтом.
Трезубец служит для закрепления длинных заготовок, второй конец которых поджимают задним центром.
Виды планшайб
Простота конструкции планшайбы и обширная область использования породили большое число способов закрепления обрабатываемых деталей. При этом приспособление не является полностью универсальными. Для разных ситуаций может потребоваться применение нескольких различных модификаций.
Планшайба с Т-образными пазами
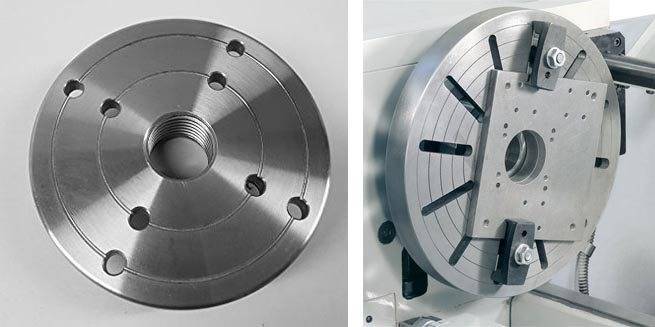
На поверхности такой оснастки выполнены Т-образные пазы, аналогичные используемым на столах фрезерных станков. В эти пазы вставляются специальные упоры или крепежные гайки. Обрабатываемое изделие прижимается к плоскости с помощью винтов. Конструкция устройства позволяет закреплять практически любые изделия. Расположение пазов на поверхности диска обычно имеет ортогональный вид. В зависимости от назначения число и частота пазов могут меняться.

Планшайба со сквозными пазами
Данный вид отличается наличием пазов, профрезерованных сквозь деталь. Крепление заготовки производится установкой винтовых прихватов. В некоторых случаях деталь просто приворачивается винтами с обратной стороны. Пазы наиболее часто располагаются по радиусу. Встречаются модификации и со сквозными пазами кольцевого типа.
В большинстве случаев пазовые планшайбы применяются для токарных станков по металлу. На их поверхность легко устанавливаются другие токарные приспособления.
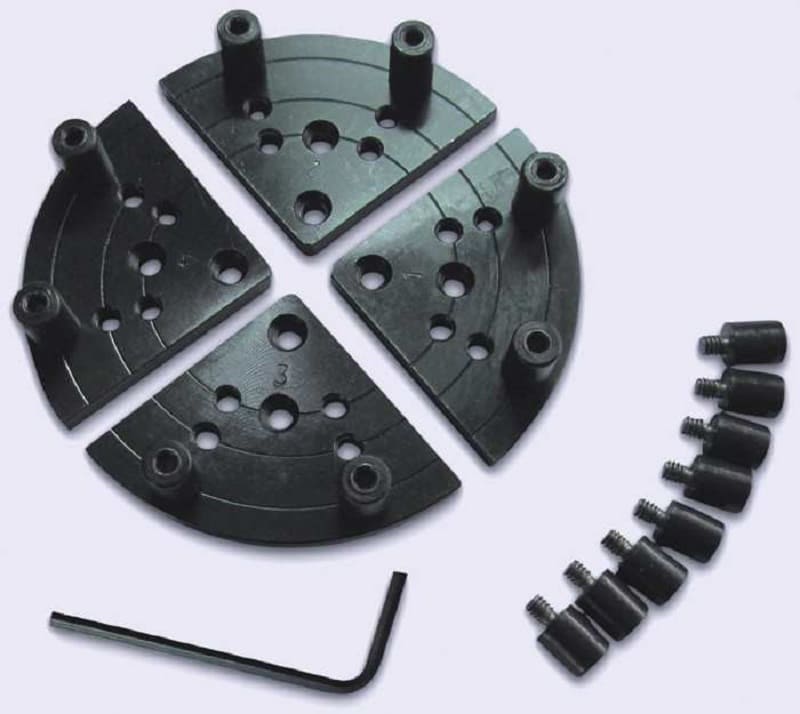
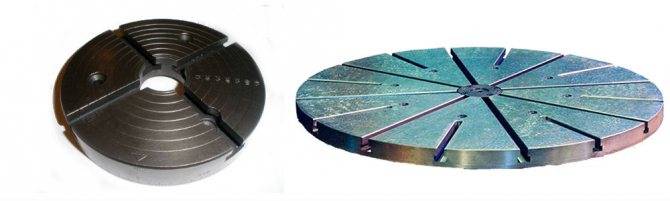
Планшайба с отверстиями
Рабочая поверхность диска этого приспособления имеет ряд отверстий, расположенных соответственно габаритам закрепляемой заготовки. В центральном отверстии нарезается резьба, необходимая для непосредственного крепления на вал шпинделя. Наличие резьбы в крепежных отверстиях позволяет обеспечить крепление стандартными винтами. В остальных ситуациях прижим выполняется аналогично предыдущему варианту. При использовании подобной планшайбы для токарного станка по дереву, будущая деталь закрепляется через отверстия обычными саморезами.

Поводковые планшайбы
При установке обрабатываемой заготовки между двумя центрами необходимо обеспечить передачу вращающего момента от вала шпинделя на деталь. Для этой цели применяют поводковые инструменты. Конструктивно они представляют собой диск, на краю которого выполнена прорезь или ступица. На деталь надевается хомутик, взаимодействующий со ступицей, и тем самым обеспечивающий вращение изделия.

Планшайбы с угольниками
При обработке изделий с малой жесткостью нашли применение модификации с угольниками. Заготовка в таких приспособлениях устанавливается на отдельное плоское или призматическое основание. Само основание выполняется в виде уголка, вторая грань которого крепится к поверхности шайбы. С целью сохранения целостности заготовки, ее крепление обеспечивается в нескольких точках по большой площади.

Универсальные и специальные планшайбы
Универсальные варианты подходят для выполнения большого числа операций и представляют собой комбинацию из нескольких предыдущих модификаций. В их основе лежит базовая шайба, к которой крепятся сменные приспособления – угольники, кулачки, центра и другие элементы.
Несмотря на универсальность, типовое оборудование, не всегда в состоянии обеспечить надежное крепление уникальных деталей сложной формы. В этом случае выполняется проектирование и изготовление специальных станочных приспособлений. Чертеж планшайбы может отличаться очень высокой сложностью. Другой вариант специальных устройств, наоборот, участвует в массовом производстве. Для крепления однотипной детали нет смысла использовать универсальную станочную оснастку. Вполне достаточно приспособления, спроектированного под конкретную задачу. Для повышения общей производительности, такая планшайба может быть оснащена дополнительными крепежными и центрирующими устройствами.
Изготовление приспособлений
Обычно планшайба входит в состав стандартного набора принадлежностей станка. В случае ее отсутствия, а также для выполнения специфических работ, изготавливается нестандартная оснастка. Конструктивно она отличается низкой сложностью и доступна для выполнения разработчикам с невысоким уровнем подготовки. В простейшем случае, самодельная планшайба для токарного патрона изготавливается с использованием только сверлильного станка. В качестве заготовки подойдет плоская пластина, необходимой толщины. Применение фрезерного и токарного оборудования позволит существенно усложнить итоговую конструкцию и вплотную приблизиться к заводским моделям.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конструкция
Нет разницы в том, какой именно станок используется: по металлу или дереву. Данное приспособление для закрепления предметов подойдет в обеих ситуациях. Чаще всего встречаются диски, созданные из стали и чугуна. На них изготавливают пазы и углубления. Главная цель – надежная фиксация объекта. В зависимости от того, какие именно пазы располагаются на поверхности, существует определенный перечень форм, с которыми допускается взаимодействие данного фиксатора.
Кроме того, к шпинделю сама оснастка частенько подсоединяется с помощью ступиц. А вот модели, которые ставятся на патрон, отличаются легко. Ступицы не похожи на конусы, представляют собой строгие цилиндры.
Во многих вариациях размер планшайбы позволяет установить на нее дополнительные фиксаторы. Обычно прижимного типа. Тогда будущая продукция зажимается по принципу тисков, если у нее есть выступающие части, которые игнорируют механическое давление на сжатие.

Не стоит забывать, что нетипичная обработка – это всегда в определенной мере риск. Производителем не задумано подобное действие, значит, есть вероятность разрушения изделия при запуске. А также разлета осколков по большой площади. Соответственно, главное оружие в этом случае – это тщательная проверка баланса, расчет, тестовый запуск. Опасность теоретически возникает и для оборудования, оно способно повредиться при неточных параметрах крепежей.
Можно ли сделать самостоятельно?
Имея базовое оборудование, а также некоторые навыки токаря и инженера, домашнее изготовление является возможным. Но остается вопрос о необходимости таких действий. Ведь дома сделать можно только самые простые вариации, а их несложно найти в продаже, да и стоят они дешево. А вот экономическая целесообразность самодельной оснастки остается недоказанной.
Иногда нужны сложные конструкции, которые нельзя найти в магазинах. Но обычно их схема очень сложная, а на изготовление уйдет много времени.
Однако если вы решили самостоятельно изготовить ее, мы дадим несколько рекомендаций и покажем, как это сделать.
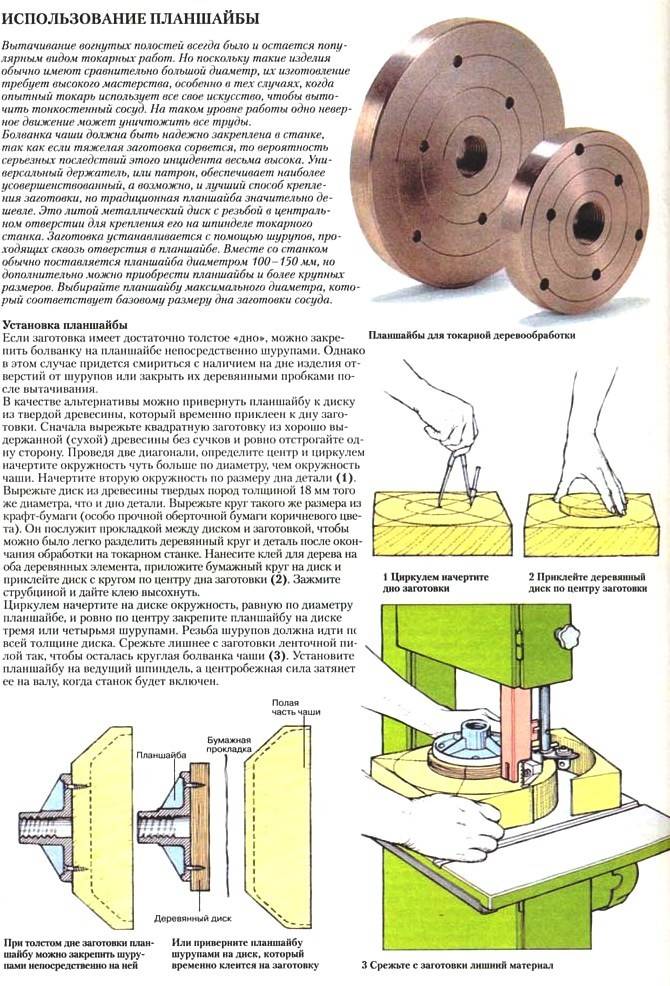
Заготовка
Берем ровный брус. На его поверхности отмечаем карандашом нужные параметры. Для точности используем циркуль. Учитываем, что нужно брать 1-2 мм запаса. Ведь будет этап склейки, который часто крадет пару миллиметров. Используем горячий клей. Когда обмазываем материал, от края необходимо отступить 1 см, иначе излишки вытекут наружу. Следует подержать склеиваемые элементы под прессом некоторое время.
Теперь берем кузовную шайбу и к ее центру привариваем половину гайки, которая стоит ребром. После остывания элемент можно ставить на шпиндель. На поверхности можно просверлить несколько отверстий под крепежные инструменты.
Обязательно покрасьте сталь, чтобы она не покрылась ржавчиной. Более подробно процесс изготовления представлен на видео:
В статье мы рассказали про планшайбы для патрона токарного станка. Выбирайте оснастку внимательно, чтобы добиться максимально хороших результатов.
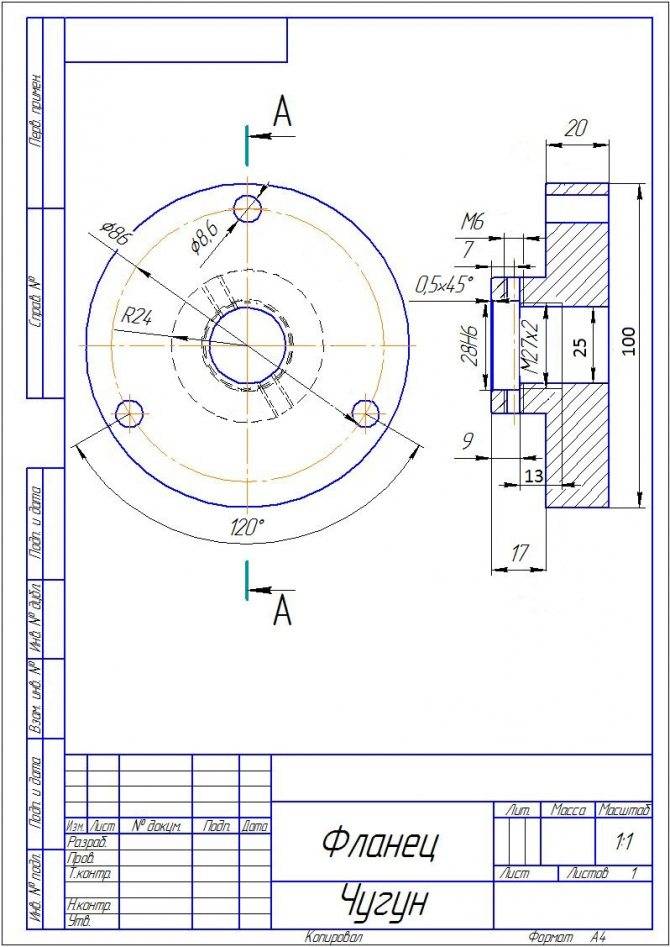
Фланцы промежуточные к самоцентрирующим патронам
Перед применением токарный патрон необходимо установить и закрепить на переднем конце шпинделя, но учитывая разницу конструкции и размеров посадочных мест токарных патронов и шпинделей не всегда можно закрепить патрон непосредственно на переднем конце шпинделя, например:
- Если патрон имеет центрирующий поясок (уступ), то для его установки на шпиндель обязательно требуется промежуточный (переходной) фланец, независимо от типа конца шпинделя
- Если патрон имеет центрирующий конус, но размер конуса не совпадает с размером центрирующего конуса конца шпинделя, также требуется промежуточный (переходной) фланец
- Если конец шпинделя заканчивается резьбой, то для установки на него любого патрона обязательно требуется промежуточный (переходной) фланец
ГОСТ 3889-80 (DIN 6350) Фланцы промежуточные к самоцентрирующим патронам
Настоящий стандарт распространяется на промежуточные фланцы, предназначенные для установки на концы шпинделей металлорежущих станков самоцентрирующих патронов общего назначения.
Промежуточные фланцы (их называют еще План-шайбы) необходим для центрирования и крепления патронов с центрирующим пояском (ГОСТ 2675 тип 1) на любой из 4-х типов концов шпинделей токарных станков.
ГОСТ 3889-80 Фланцы должны изготавливаться исполнений:
- Исполнение 1 – устанавливаемое на резьбовые концы шпинделей по ГОСТ 16868;
- Исполнение 2 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12593 под поворотную шайбу;
- Исполнение 3 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 1;
- Исполнение 4 – устанавливаемое на фланцевые концы шпинделей по ГОСТ 12595 исполнения 3.
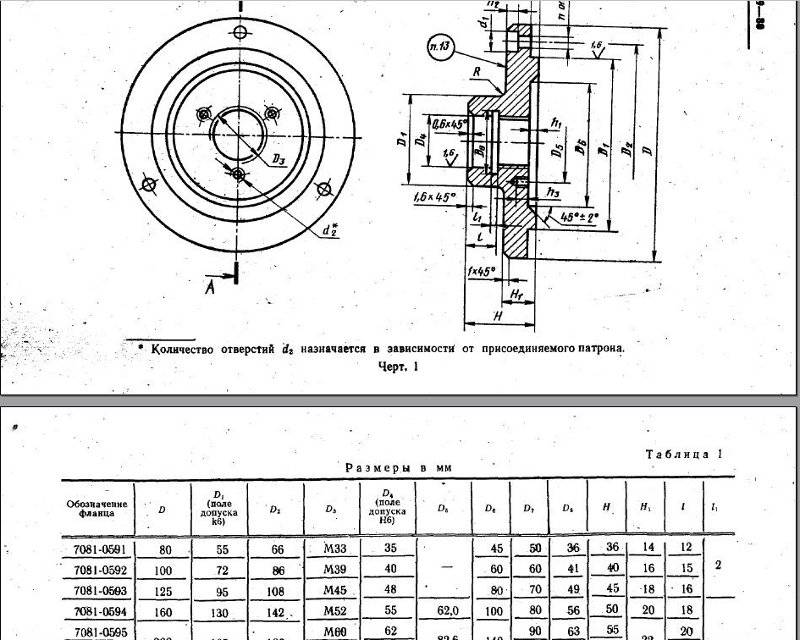
ГОСТ 3889 Исполнение 1. Фланцы промежуточные на резьбовые концы шпинделей
ГОСТ 3889 Фланцы промежуточные на резьбовые концы шпинделей
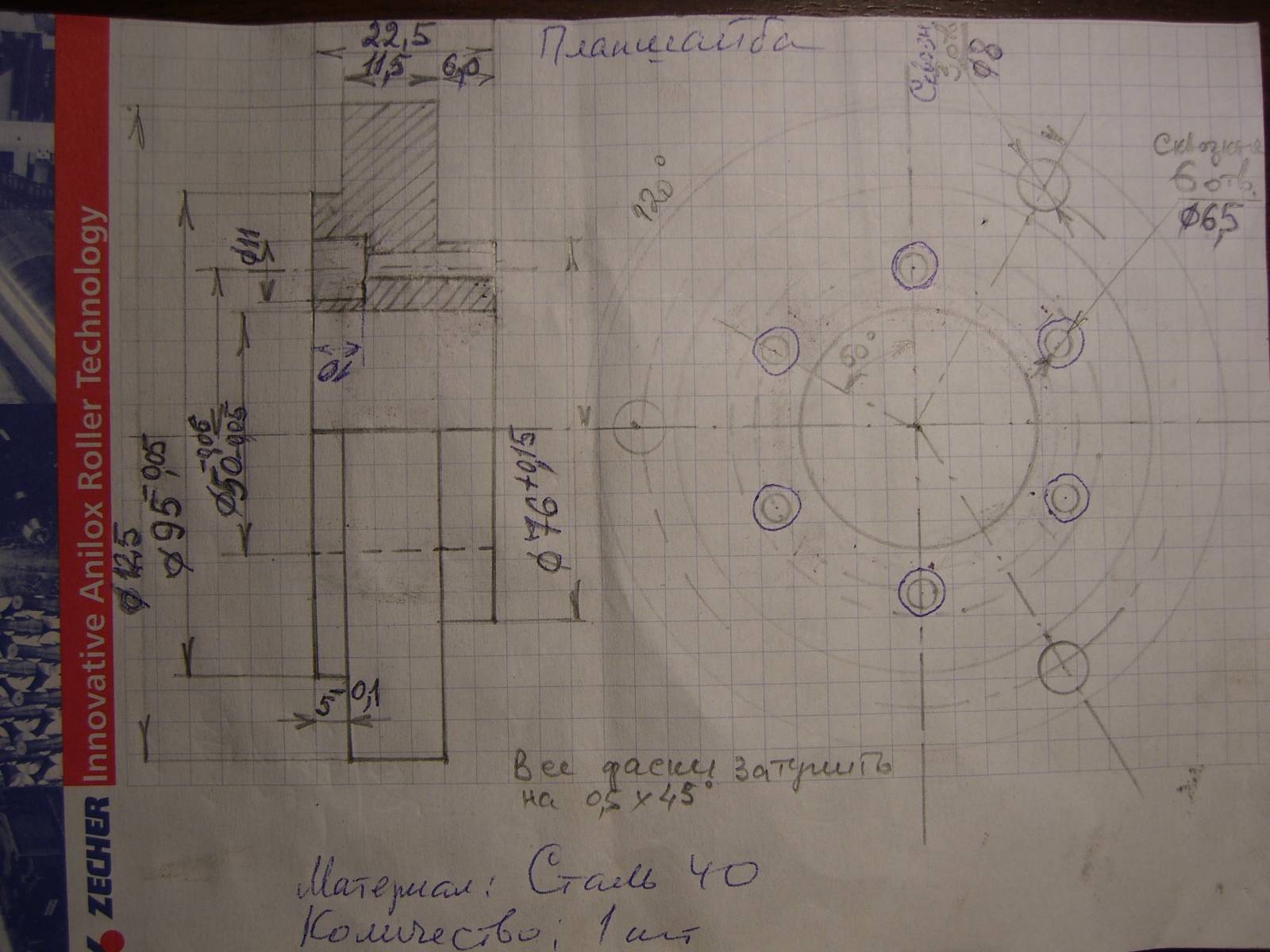
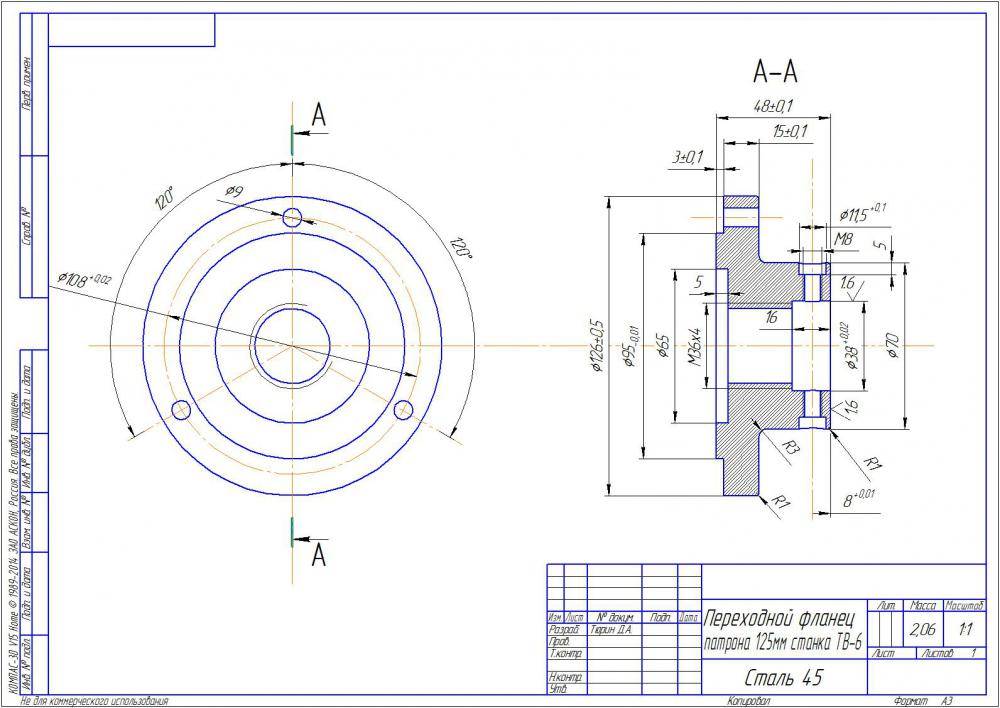
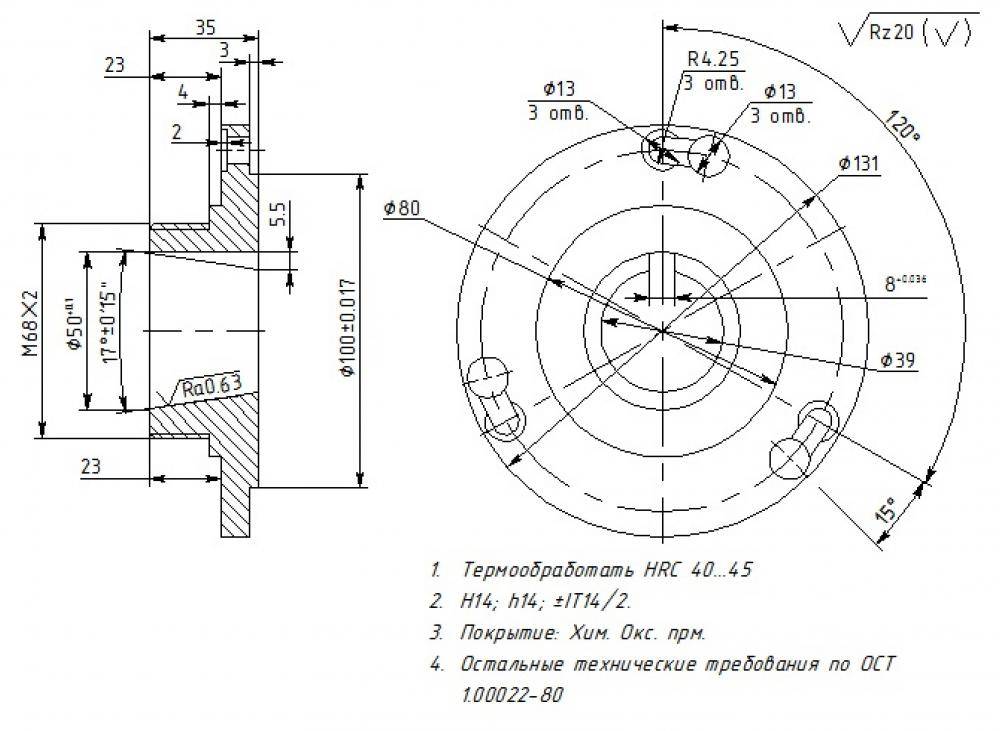
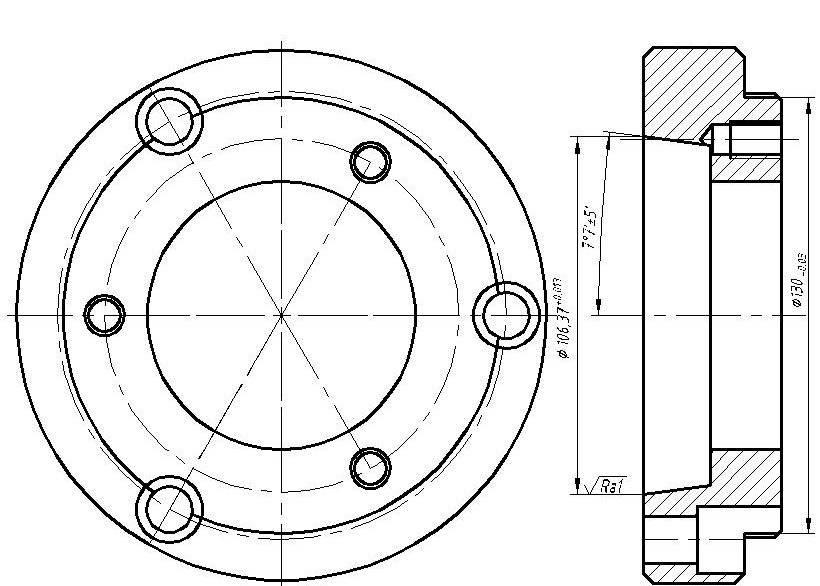
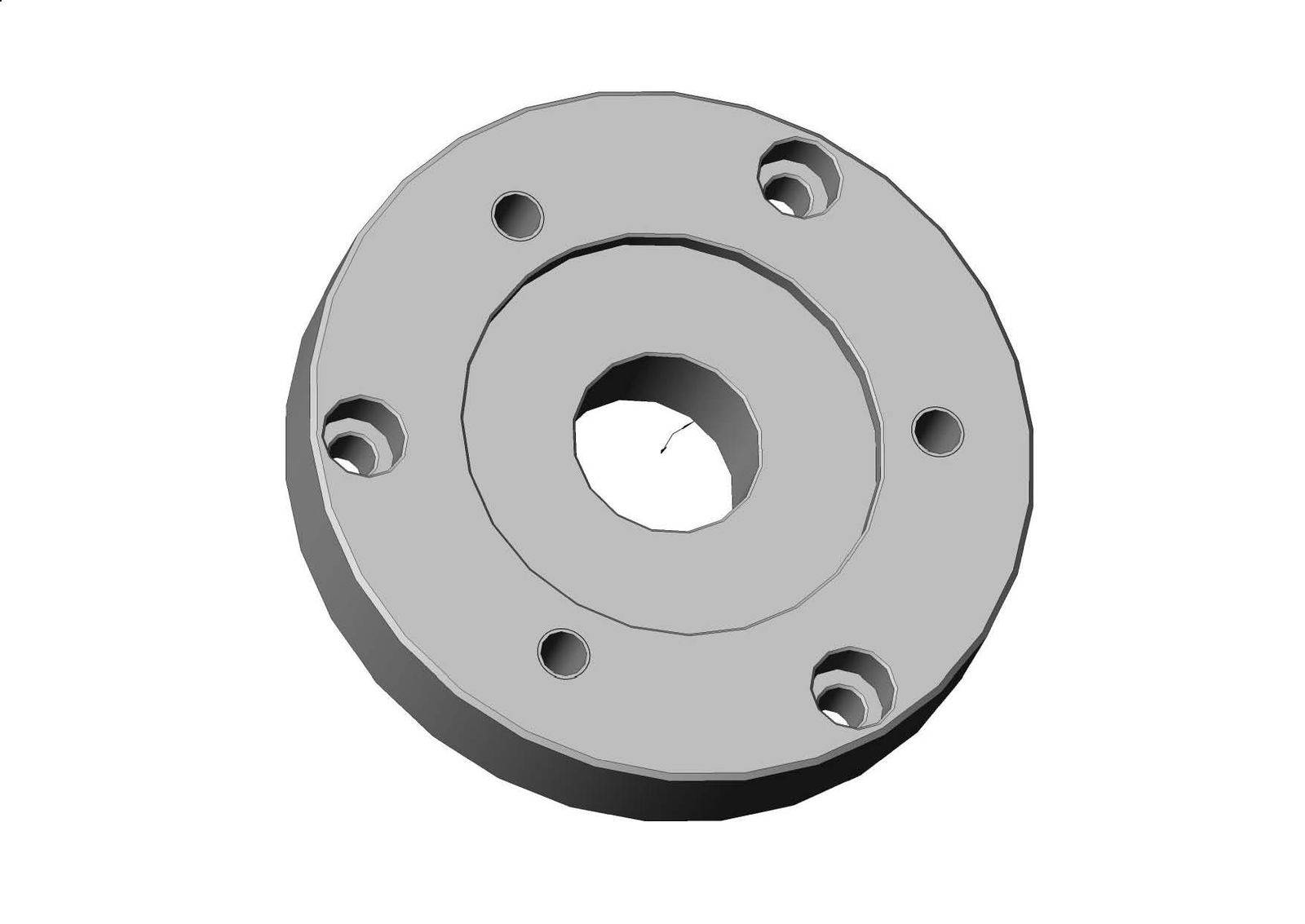
Для того, чтобы на переднем конце шпинделя закрепить токарный патрон, необходимо изготовить или приобрести промежуточный (переходной) фланец, который еще называют планшайбой.
Со стороны шпинделя промежуточный фланец должен навинчиваться на резьбу шпинделя d и очень точно надвигаться на центрирующий поясок – цилиндр диаметром Ø d1 и длиной l мм.
Со стороны токарного патрона промежуточный фланец должен иметь центрирующий поясок – ступеньку D4 для точной установки и центрирования токарного патрона на промежуточном фланце, а также иметь сквозные отверстия для крепления патрона. Очевидно, что для каждого типоразмера токарного патрона должен быть свой промежуточной фланец.

Допускается устанавливать на промежуточном фланце исполнения 1 запорное устройство против самоотвинчивания.
Процесс установки токарного патрона состоит из следующих этапов:
- Промежуточный фланец навинчивается на резьбу шпинделя до упора. Отверстие во фланце должно плотно садиться на поясок шпинделя
- Закручиваются винты запорного устройства против самоотвинчивания
- Проверяется биение центрирующего пояска на фланце (D1) и опорной торцевой поверхности со стороны патрона
- На центрирующий поясок (D1) устанавливается патрон и крепится болтами
- Проверяется радиальное и торцевое биение патрона
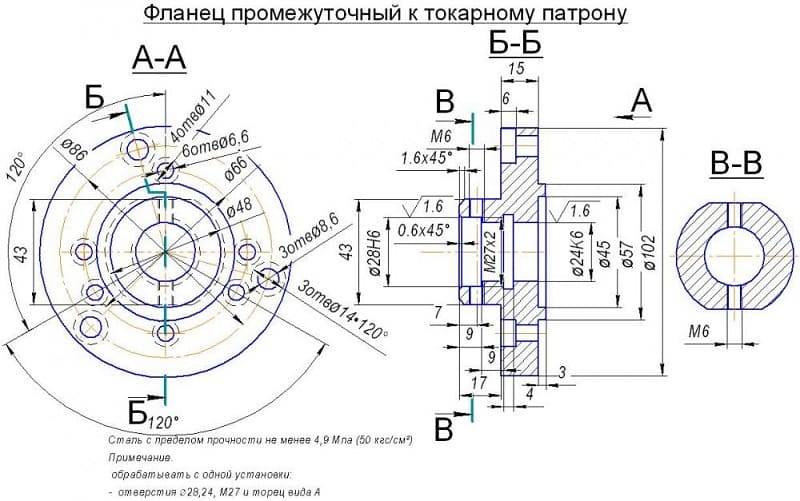
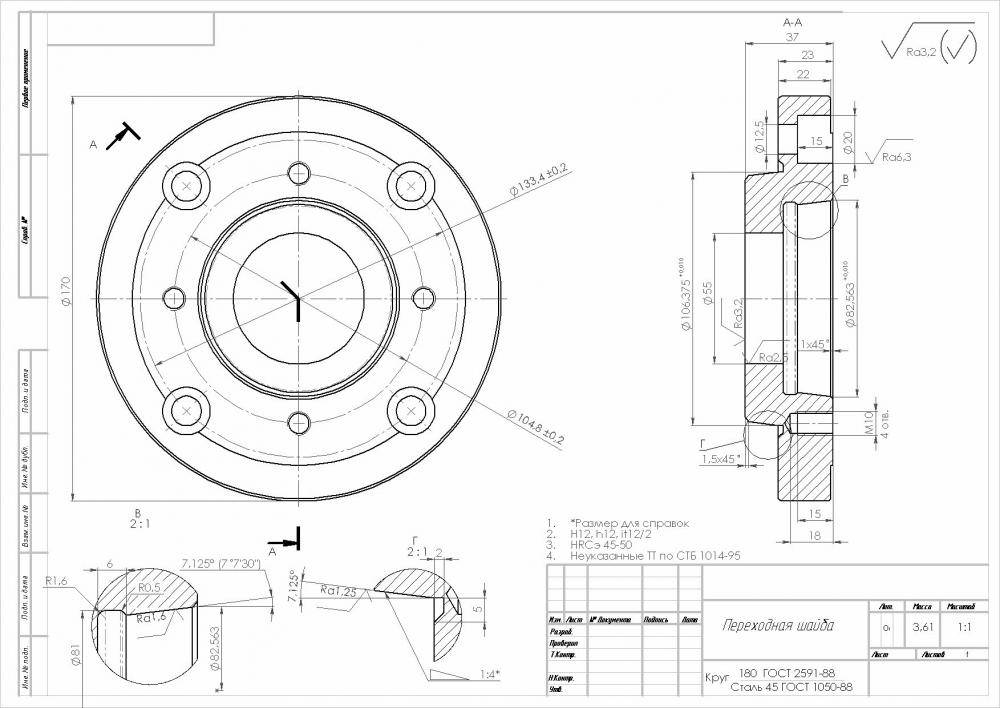
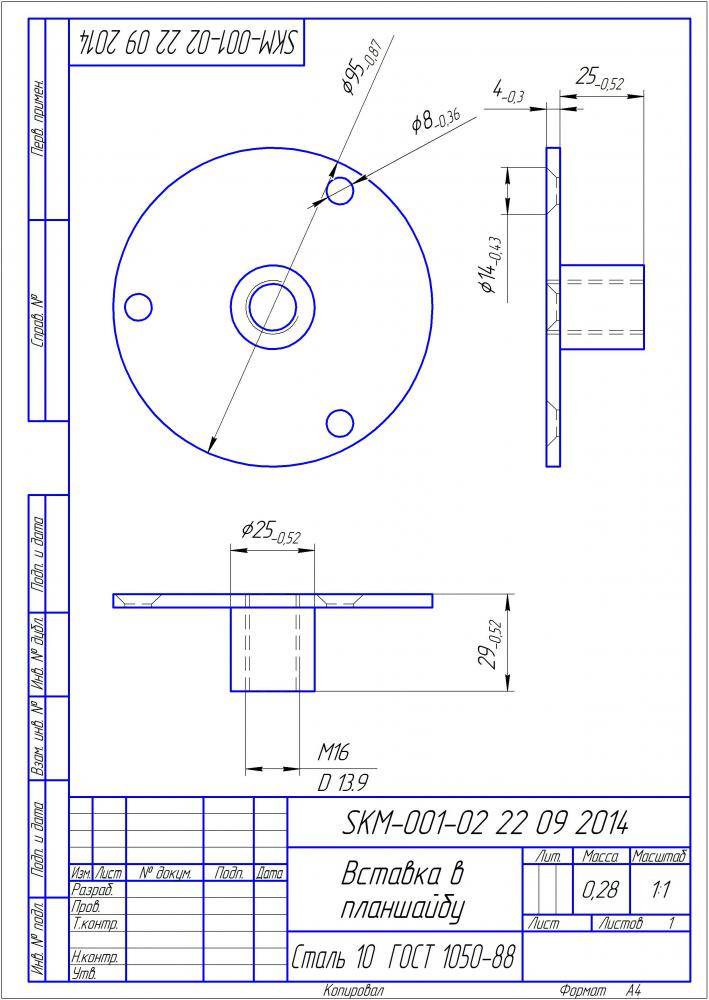
Пример: фланец промежуточный к токарному станку ТВ-4
Фланец промежуточный к токарному станку ТВ-4
Пример условного обозначения фланца исполнения 1, диаметром 100 мм:
Фланец 7081-0592 ГОСТ 3889-80
Пример условного обозначения фланца исполнения 1, диаметром 125 мм:
Фланец 7081-0593 ГОСТ 3889-80
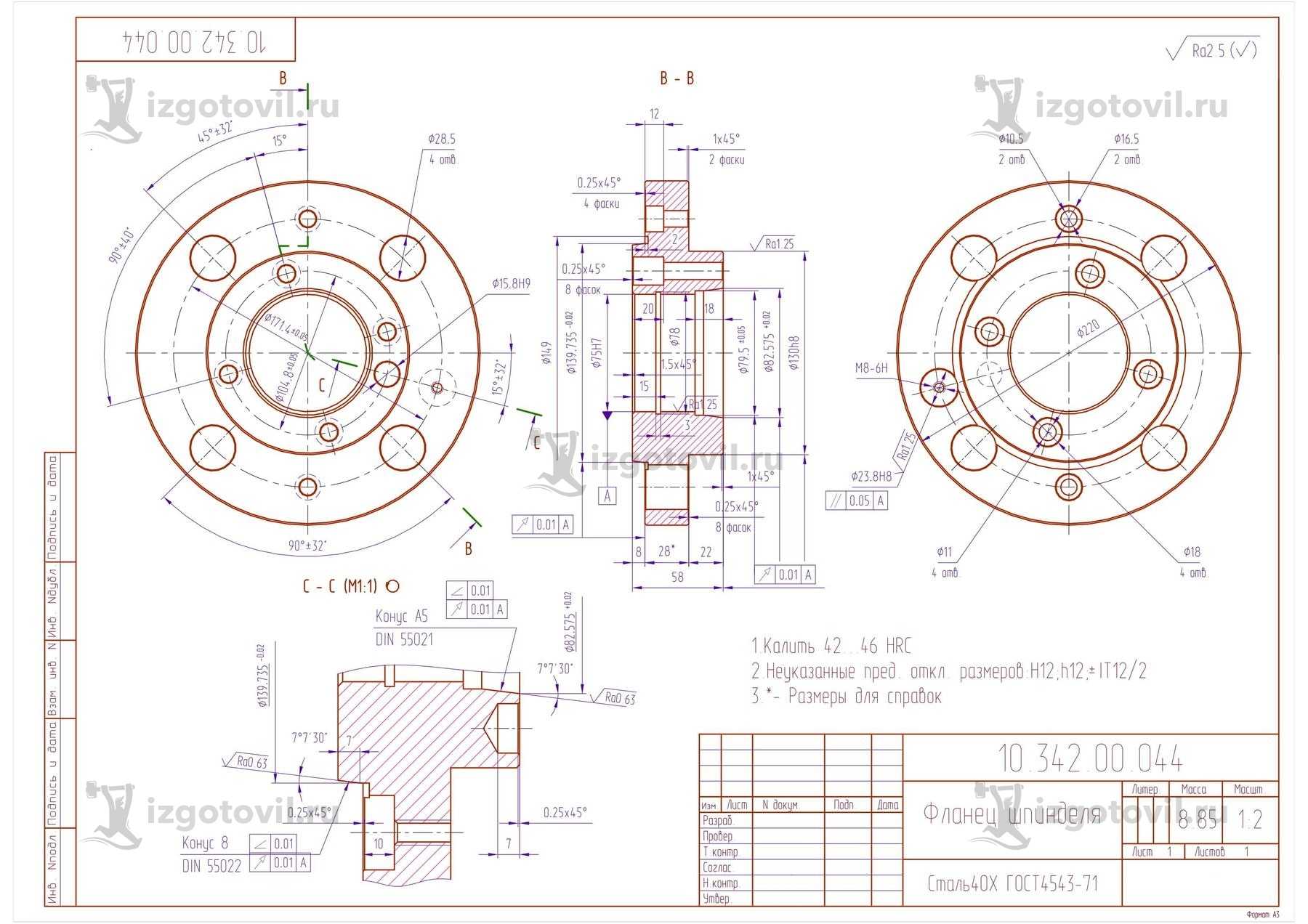
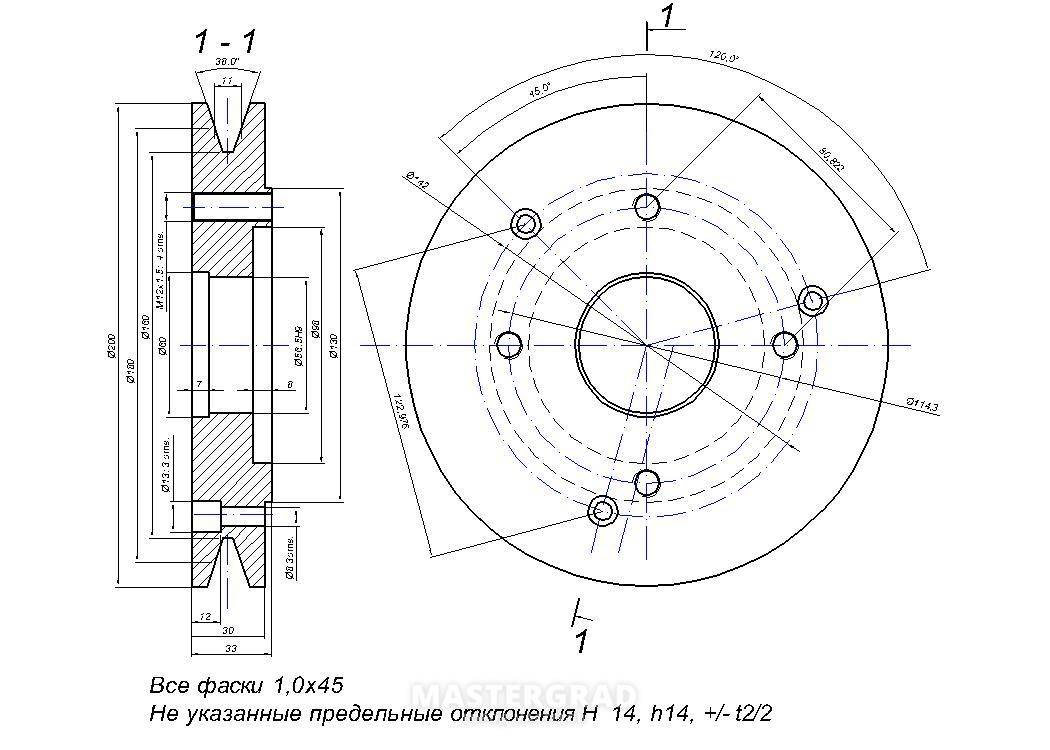
Фланец промежуточный к токарному станку с резьбовым концом шпинделя
ГОСТ 3889-80 Фланцы промежуточные под поворотную шайбу
ГОСТ 3889-80 Фланцы промежуточные к концам шпинделей типа А. Исполнение 1
Назначение и особенности эксплуатации
Виды токарных патронов
Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры. К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
- характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Виды токарных патронов
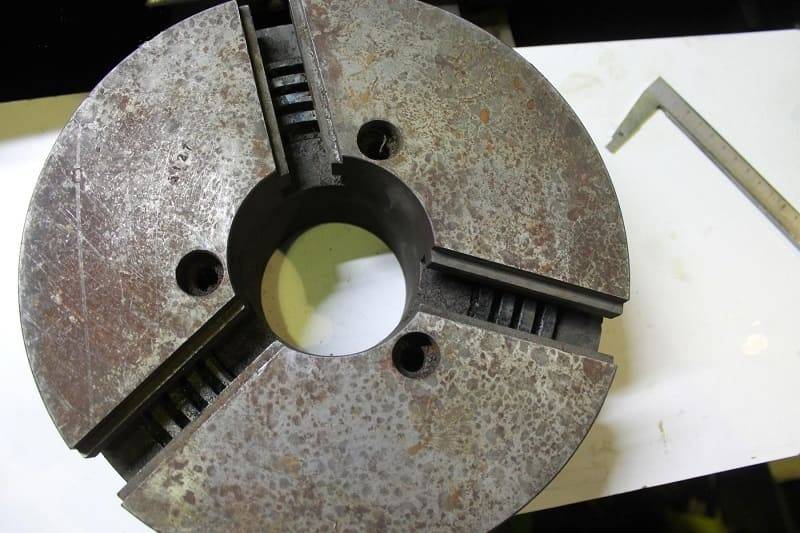
Токарные патроны делятся на такие виды:
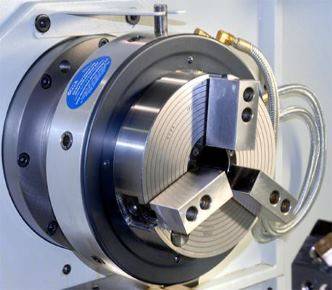
- Механические. Наиболее распространенный класс патронов, разделяется на кулачковые, поводковые, цанговые. Первая группа сейчас практически вытеснила вторую и, в свою очередь, делится на самоцентрирующиеся, обычно с 3 кулачками, и несамоцентрирующиеся, у которых количество кулачков может быть 2, 4 или 6. Шестикулачковые патроны используются реже всего.
- Механизированные: Пневматические, гидравлические, электрические. Автоматизируют процесс зажима-разжима заготовки с заданным усилием. Гидравлические патроны чаще используются на станках с диаметром патрона больше 200 мм (диаметры импортных патронов указаны в дюймах 6, 8, 10, 12, 15 и далее дюймов). Пневматические патроны применяются на токарных автоматах. Цанговые патроны служат для зажима прутковой заготовки относительно небольшого диаметра. Электрические. не получили широкого распространения.
 | |
| Токарный патрон с механическим управлением | Патрон с пневматическим приводом |
Наружный диаметр токарных патронов находится в пределах 80-1000 мм, из которых наибольшей популярностью пользуются патроны диаметром 80-400 мм. Для изготовления токарных патронов используется сталь и чугун. Особенно прочными выполняются кулачки для токарных патронов, которые испытывают значительные поверхностные и истирающие нагрузки в процессе работы. Поэтому для их производства применяется высококачественная сталь, которая подвергается закалке.