Универсальные
Данные модели отличаются от остальных тем, что в конструкции имеется шпиндель с С-осью. Рабочая головка оснащена направляющими, по которым она может двигаться в различных направлениях. На таком оборудовании можно создавать элементы разной и сложной формы. Современные станки оборудованы датчиками для сохранения заданных параметров, мощности, перегрева.


По назначению и сложности
Начнем с классификации по назначению.
- По металлу. Так как работа происходит с твердыми металлами и сплавами, металлообрабатывающая оснастка аппарата должны быть выполнена из высокопрочных материалов. Например, для изготовления трубных решеток должна быть высокая способность противостояния усилию резки металла. На таких станках можно высверливать отверстия до 5 сантиметров в диаметре и до 50 сантиметров в глубину.
- По дереву.
- Настольные. Главная особенность таких аппаратов – они устанавливаются на специальном столе. Имеют малый размер и вес. Станки данного вида обычно используются в быту и на мелкосерийном производстве. На настольных станах можно обрабатывать деревянные, пластмассовые и металлические заготовки. Основные преимущества – это низкая цена, малый уровень потребления электроэнергии, минимальный шум.
По сложности выделяются два вида аппаратуры.
- Специализированные – станы, которые работают только по определенным операциям, их невозможно перенастроить.
- Многофункциональные – могут работать по разным операциям, обычно монтируются на больших фирмах. Сюда же относятся и станки с ЧПУ, для работы с ними оператору необходимы определенные знания.


По типу точности обработки агрегаты делятся на пять типов:
- С – особая точность;
- В – высокая точность;
- Н – нормальная точность;
- А – особенно высокая точность;
- П – повышенная точность.

По конструкции фрезерного шпинделя
Шпиндель – это своеобразный электродвигатель малого размера. Фреза устанавливается и фиксируется в нем цанговым зажимом. Цанга зажимает хвост фрезы и равномерно распределяет различные нагрузки, обеспечивая тем самым очень плотный зажим. Мощность шпинделя влияет на то, как в итоге будет фрезероваться деталь.
По конструкции шпинделя станы бывают:
- с противошпинделем;
- простые;
- с приводным центром;
- с С-шпинделем.
От системы управления напрямую зависит эффективность работы стана – ручная система предназначается для обработки единичных элементов, ЧПУ – для производства серией.
Многошпиндельные автоматы
Это оборудование подразделяется на два вида:
- параллельного действия;
- последовательного действия.

Наиболее употребительными исполнениями кулачков являются такие:
- барабанные. Они предназначены для управления вспомогательными и рабочими движениями станков. Он представляет собой цилиндр, который снабжён накладными кулачками или фасонными выфрезерованными канавками;
- дисковые. Нужны для приведения рабочих органов полуавтоматов и автоматов в движение — суппортов и револьверных головок.
Диски с торцевыми накладными кулачками используются только для включения движений вспомогательных (поворотов револьверной головки, зажима и движения прутка и других). Диски имеют раздельную шкалу. Чаще всего она разделяется на сотые доли оборотов. Эта шкала необходима для установки кулачков в нужном месте.
Многошпиндельные горизонтальные
Они нужны для обработки элементов из калиброванных прутков шестигранного, квадратного и круглого профилей, а также из труб при массовом и крупносерийном производстве различных отраслей машиностроения.
Основными технологическими операциями, которые выполняются на этом оборудовании, являются:
фасонное обтачивание;
- накатывание резьбы;
- отрезка;
- нарезание резьбы;
- развёртывание;
- сверление;
- обтачивание.
Все нужные движения в оборудовании происходят автоматически при помощи кулачков, которые располагаются на распределительном валу. При одном его обороте происходит полный комплекс движений механизмов устройства, который необходим для производства одного обрабатываемого элемента. Такой комплекс определяет цикл обработки, а время цикла — это период, за который производится один оборот распределительного вала.
Через направляющие трубы вводится прутковый материал в отверстия шпинделей и закрепляются в цанговых патронах устройства. На каждой позиции последовательно осуществляется обработка каждого элемента. Все заготовки находятся в обработке одновременно. На последней позиции производят отрезку готового изделия. Поперечные суппорты обслуживают каждую позицию. Суппорт продольный может обслуживать все позиции. Могут на нём находиться державки с независимым друг от друга и от продольного суппорта приводом продольной подачи.
А ещё на нём могут размещаться инструментальные шпиндели для сверлильного инструмента с независимой скоростью вращения от рабочих шпинделей. Бесступенчато осуществляется регулирование величины ходов поперечных и продольного суппортов.
на них штучные заготовки обрабатываются в патронах
В позициях загрузочных установлены приспособления для выключения и включения вращения шпинделя и зажима в патроне заготовки. В полуавтоматах нет механизма зажима прутка и его подачи.
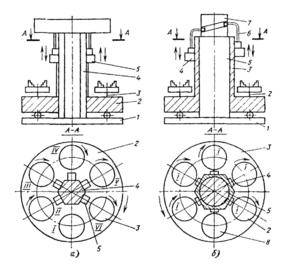
Многошпиндельные вертикальные полуавтоматы необходимы для обработки в патронах, а реже — в центрах, элементов сравнительно небольшого размера в крупносерийном производстве. Вертикальные многошпиндельные полуавтоматы по принципу работы могут подразделяться на такие типы:
- параллельного действия;
- последовательного действия.
В шестишпиндельном полуавтомате с последовательным действием на основании установлена колонна, около которой стол с шестью шпинделями периодически поворачивается. Пять шпинделей одновременно обслуживают пять суппортов с режущим инструментом. Готовую деталь снимают в загрузочной позиции, а вместо неё ставят новую. Шпиндели получают вращение после поворота стола на шестую часть оборота, а готовую деталь вновь снимают на исходной позиции и устанавливают новую.
https://youtube.com/watch?v=w4-e7uQ01CM
Время цикла работы подобных полуавтоматов состоит из времени, которое требуется для выполнения холостых ходов и обработки самой трудоёмкой позиции (установка новой заготовки, фиксация детали и стола, поворот).
В полуавтоматах параллельного действия установлена вертикальная неподвижная колонна на основании. Около неё вращается непрерывно стол, несущий шпиндели и шестигранная гильза с шестью суппортами, которая представляет собой карусель — единое целое. Суппорты при повороте гильзы перемещаются по направляющим, установленным вертикально, от неподвижного барабана, с которым их связывают тяги. На каждом шпинделе, который проходит загрузочную зону, за один оборот завершается обработка детали. Здесь выключается автоматически вращение шпинделя, деталь освобождается от зажима, суппорт уходит в верхнее положение, готовая деталь снимается, а новая вставляется.
Классификация
Из-за многообразия видов токарных автоматов, человеку без опыта сложно их отличать. Для этого было создано несколько классификаций. В них указываются отличия автоматов по выполняемым операциям или конструкции.
По назначению
Любое промышленное оборудование можно разделить по назначение. Автоматические токарные станки бывают двух типов:
- Специализированные — используются при проведении определённой операции с заготовкой. Не подлежат перенастройке.
- Универсальные — оборудование которое может выполнять различные операции с заготовками.
Также существуют полуавтоматы, которые используется для изготовления штучных деталей.
По расположению шпинделей
Если говорить о расположении рабочей части токарного автомата, можно выделить две конструкции:
- вертикальный шпиндель;
- горизонтальный шпиндель.
Перемещение ключевых элементов оборудования и сам процесс обработки зависит от расположения шпинделя.
По количеству шпинделей
Устройства различаются и по количеству подвижных элементов:
- одношпиндельные — предназначены для обработки одной заготовки;
- многошпиндельные — одновременно могут обрабатывать несколько заготовок.
Существует несколько типов одношпиндельных автоматов. Каждый их них представляет собой отдельную конструкцию, выполняющую определённые операции.
Одношпиндельный автомат
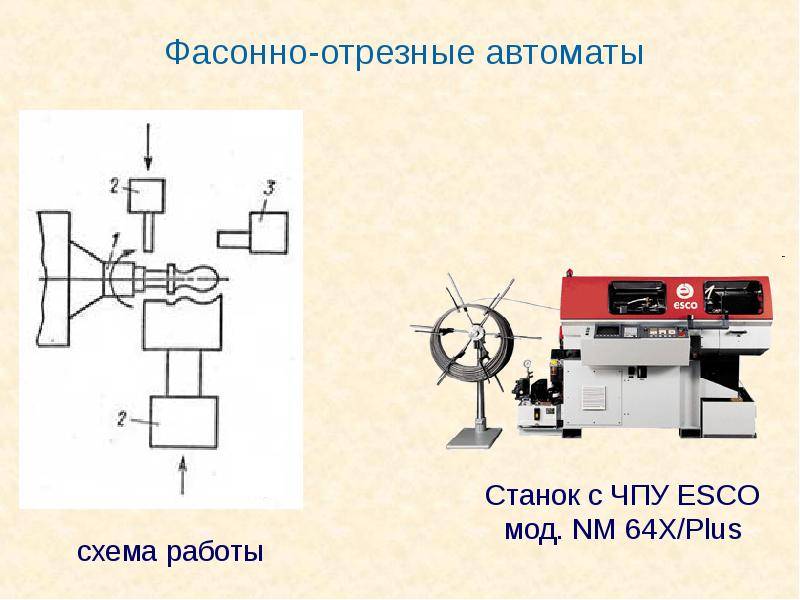
Фасонно-отрезные
Фасонно-отрезные автоматы используются для изготовления коротких заготовок, у которых небольшой диаметр. На выходе получается простая форма. Принцип работы заключается в том, что заготовка закрепляется во вращающемся шпинделе. Для обработки детали в суппортах закрепляются резцы. Количество суппортов может достигать 4. Перемещать их можно по поперечному направлению. В новых моделях есть специальные направляющие, которые позволяют перемещать суппорт вдоль оси шпинделя.
Дополнительно в фасонно-отрезных автоматах устанавливается упор. Его можно передвигать для увеличения или уменьшения длины заготовки.
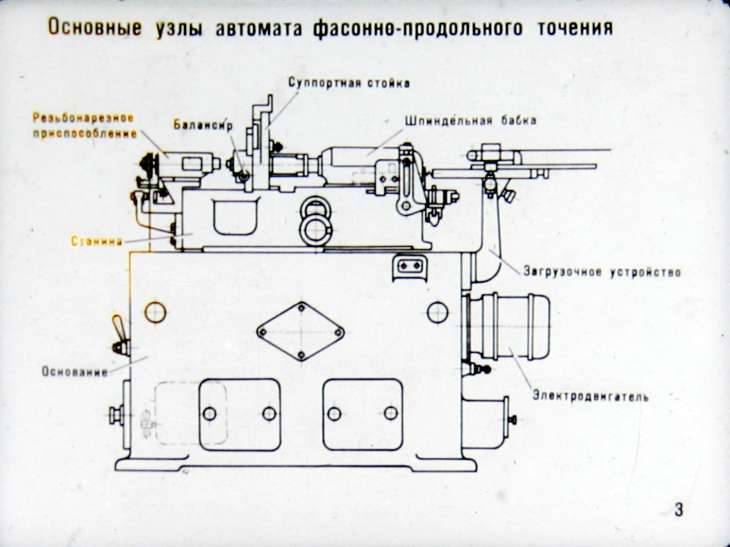
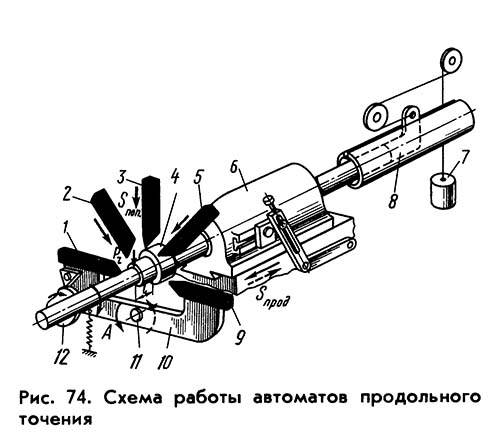
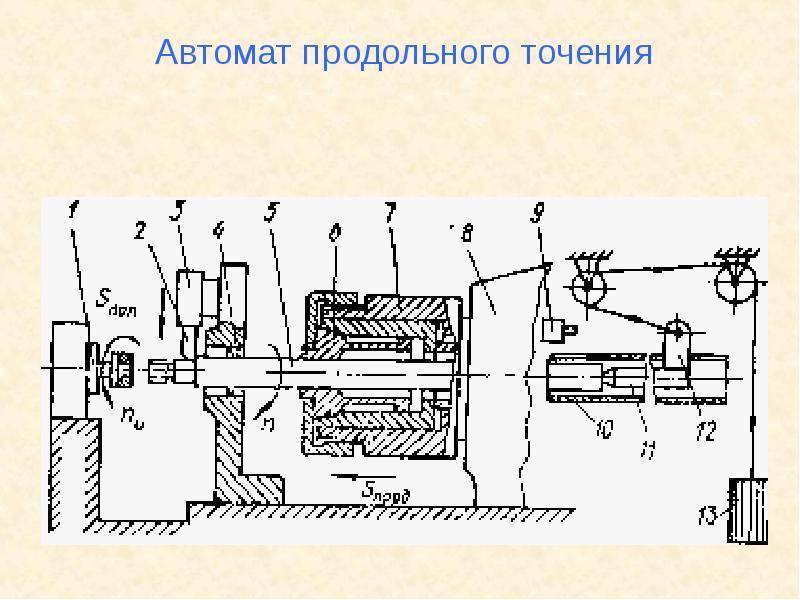
Продольного точения
Токарный автомат продольного точения применяется при производстве длинных деталей с малым сечением из металлического прутка. Используется на предприятиях, занимающихся приборостроением или часовым производством. С помощью цангового патрона заготовка закрепляется в шпинделе. Он закреплён на подвижной бабке, которая передвигается по направляющим. Резцы же остаются неподвижными. Они прочно закрепляются в суппортах.
Дополнительно напротив заготовки могут устанавливаться специальные приспособления, с помощью которых выполняются различные операции. К ним относится сверление, нарезание резьбы и зенкерование. Шпиндель может оборудоваться отдельным приводом, который будет обеспечивать поступательные движения.





Токарно-револьверные
Токарно-револьверные автоматы используются на производстве при изготовлении изделий сложной формы. При работе применяется металлический пруток. Некоторые модели предназначены для создания штучных заготовок. Металлическое изделие или прут закрепляется в подвижном шпинделе. Револьверная головка начинает автоматически перемещаться. Суппорты совершают поперечные движения.
Технические характеристики токарно-карусельного станка 1510
| Наименование параметра | 1508 | 1510 | 1512 | 1516 |
| Основные параметры | ||||
| Наибольший диаметр изделия, обрабатываемого вертикальным и боковым суппортами, мм | 800 | 1000 | 1250 | 1600 |
| Наибольшая высота обрабатываемого изделия, мм | 800 | 800 | 1000 | 1000 |
| Диаметр планшайбы, мм | 1120 | 1400 | ||
| Наибольшая масса устанавливаемого изделия, кг | ||||
| при 5—80 оборотах планшайбы в минуту | 2500 | 3200 | 6300 | |
| при 100 оборотах планшайбы в минуту | 3000 | |||
| при 125 оборотах планшайбы в минуту | 2700 | |||
| при 160 оборотах планшайбы в минуту | 1900 | |||
| при 200 оборотах планшайбы в минуту | 1300 | 2400 | ||
| при 250 оборотах планшайбы в минуту | 1000 | |||
| Вертикальный суппорт | ||||
| Количество позиций револьверной головки | 5 | 5 | 5 | 5 |
| Наибольшее горизонтальное перемещение суппорта, мм | 775 | 775 | 950 | |
| Наибольшее вертикальное перемещение ползуна суппорта, мм | 700 | 700 | 700 | |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 2,5 | 2,5 | 2,5 | 2,5 |
| Наибольший угол поворота ползуна суппорта, град | ±45° | ±45° | ±45° | ±45° |
| Цена деления лимба поворота ползуна суппорта, мин | 1 | 1 | ||
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 | ||
| Диаметр отверстий револьверной головки суппорта, мм | 70А | 70А | ||
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 25 х 40 | 25 х 40 | ||
| Наибольшее допустимое усилие резания, кН | 35 | |||
| Горизонтальный суппорт (боковой) | ||||
| Наибольшее горизонтальное перемещение, мм | 630 | 630 | 630 | |
| Наибольшее вертикальное перемещение, мм | 1000 | 1000 | 1000 | |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 | ||
| Горизонтальное и вертикальное перемещения за один оборот лимба, мм | 2,5 | 2,5 | ||
| Наибольшее допустимое усилие резания, кН | 25 | |||
| Количество позиций резцедержателя | 4 | 4 | ||
| Поперечина (траверса) | ||||
| Наибольшее перемещение, мм | 660 | 660 | 660 | |
| Скорость перемещения, мм/мин | 450 | 400 | 400 | |
| Выключающие упоры | Имеются | Имеются | ||
| Блокировка перемещения в процессе резания | Имеется | Имеется | ||
| Механика станка | ||||
| Число скоростей планшайбы | Б/с | Б/с | 18 | 18 |
| Число оборотов планшайбы в минуту | 8..400 | 8..400 | 5..250 | 5..250 |
| Число подач суппортов | 18 | 18 | ||
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,03 — 12,5 | 0,03 — 12,5 | ||
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 4500 | 4500 | ||
| Скорость установочных перемещений суппортов, мм/мин | 5 — 1800 | 5 — 1800 | ||
| Наибольший крутящий момент на планшайбе, кН*м | 20 | |||
| Привод и электрооборудование станка | ||||
| Род тока питающей электросети | Переменный трехфазный | Переменный трехфазный | Переменный трехфазный | Переменный трехфазный |
| Электродвигатель привода главного движения, кВт (об/мин) | 30 (1460) | 30 (1460) | ||
| Электродвигатель установочных перемещений суппортом, кВт (об/мин) | 3 (1365) | 3 (1365) | ||
| Электродвигатель перемещения поперечины, кВт (об/мин) | 2 (900) | 2 (900) | ||
| Электродвигатель смазки, кВт (об/мин) | 1,5 (1450) | 1,5 (1450) | ||
| Электродвигатель поворота и зажима револьверной головки, кВт (об/мин) | 0,8 (1450) | 0,8 (1450) | ||
| Габарит и масса станка | ||||
| Габарит станка (длнна х ширина х высота), мм | 2370 х 2365 х 3210 | 2750 х 2975 х 4100 | 3170 х 3030 х 4100 | |
| Масса станка, кг | 10500 | 16500 | 20000 |
Список литературы
Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
Батов В.П. Токарные станки., 1978
Белецкий Д.Г. Справочник токаря-универсала, 1987
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
Тепинкичиев В.К. Металлорежущие станки, 1973, стр.44.
Чернов Н.Н. Металлорежущие станки, 1988
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Скачать паспорт Интересное видео Деревообрабатывающие станки КПО Производители
История появления и развития оборудования
По мнению историков, токарные станки (вернее, примитивные прародители подобных устройств) были изобретены и начали использоваться человеком еще в середине VII века до нашей эры. Конечно, такое устройство имело простейшую конструкцию, но позволяло эффективно выполнять обработку изделий из дерева или кости. Для того чтобы произвести такую обработку, в двух центрах, которые монтировались соосно друг с другом, зажималась деталь. Ее вращали вручную, а процесс резания осуществлялся при помощи ручного резца, которым манипулировал отдельный «оператор». Таким образом изделию придавалась требуемая форма и размеры.
Следующим этапом развития, которому подверглось оборудование токарной группы, стало оснащение его приводом, необходимым для придания детали вращательного движения. В качестве такого привода изначально использовалась тетива лука, которую петлей накидывали на обрабатываемое изделие. А чуть позже (в XIV столетии) был изобретен ножной привод для токарного оборудования.
Старинный токарный станок с ножным приводом
Конструкция такого привода, очень напоминающего приводной механизм ножной швейной машины, состояла из закрепленной консольной деревянной жерди, соединенной с обрабатываемой деталью при помощи прочной веревки. При нажатии ногой на жердь веревка натягивалась, что приводило к вращению заготовки на 1–2 оборота. После того как нога убиралась с жерди, веревка освобождалась и устремлялась вверх, что влекло за собой вращение заготовки в другую сторону.
Токарно-копировальный станок А. Нартова, 1729 год
Станок токарной группы XVI столетия уже имел в своей конструкции люнет и центры, изготовленные из металла, что позволяло использовать его для обработки заготовок, отличающихся сложной конфигурацией. Однако по причине невысокой мощности такого устройства применять его для токарной обработки металлических заготовок было еще нельзя.
Сильный толчок история токарного станка получила в 1700-х годах, когда россиянином Андреем Нартовым было создано устройство, на которое установили механический суппорт. Следует отметить, что именно это новшество послужило сильнейшим толчком в развитии всего оборудования, предназначенного для обработки заготовок из металла. Серьезный вклад в развитие токарных агрегатов внесли французские инженеры, которые к середине XVIII столетия создали устройство, отличающееся высокой универсальностью. Уже к концу этого века во французской промышленности стал использоваться специализированный агрегат, на котором можно было выполнять нарезание резьбы на металлических винтах.
Токарные станки Модсли (нажмите, чтобы увеличить)
По-настоящему прорывным в развитии токарного оборудования принято считать 1794-й год, когда Генри Модсли создал станок, послуживший базой для дальнейшего развития всех токарных агрегатов. Что примечательно, предприятие, основанное Модсли, занималось также производством плашек и метчиков, с помощью которых на его оборудовании выполняли нарезание резьбы.
О том, чтобы автоматизировать токарный станок, стали задумываться в XIX веке, и пальма первенства в этом вопросе принадлежит американским инженерам. Данный процесс шел по пути оснащения агрегатов дополнительными элементами автоматизации, что в итоге привело к созданию первого станка с револьверной головкой. Именно на базе таких устройств в дальнейшем и стали создавать универсальные станки-автоматы, первый из которых (станок Спенсера) был представлен общественности в 1973 году.
Это интересно: Токарные станки Универсал 2 и Универсал 3 — устройство, характеристики
Основные типы токарных станков и их назначение.
⇐ ПредыдущаяСтр 4 из 12Следующая ⇒
На токарных станках обрабатывают детали, имеющие преимущественно форму тел вращения (валики, оправки, втулки, заготовки для зубчатых колес и др.). При изготовлении таких деталей приходиться обрабатывать цилиндрические, конические, фасонные поверхности, нарезать резьбы, вытачивать канавки, обрабатывать торцовые поверхности, сверлить, зенкеровать и развертывать отверстия и др. При выполнении этих работа токарю приходиться пользоваться разнообразными режущими инструментами: резцами, сверлами, зенкерами, развертками, метчиками, плашками и др.
Типы токарных станков.
Токарные станки составляют наиболее многочисленную группу металлорежущих станков на машиностроительных заводах и являються весьма разнообразными по размерам и по типам.
Основными размерами токарных станков являются:
наибольший допустимый диаметр обрабатываемой заготовки на д станиной, или высота центров над станиной;
расстояние между центрами, т.е. расстояние, равное наибольшей длине детали, которая может быть установлена на данном станке..
Все токарные станки по высоте центров над станиной могут быть разделены на:
мелкие станки — с высотой центров до 150 мм;
средние станки — с высотой центров 150-300 мм;
крупные станки — с высотой центров более 300 мм.
Расстояние между центрами у мелких станков не более 750 мм, у средних 750, 1000 и 1500 мм, у крупных от 1500 мм и больше. Наиболее распространены на машиностроительных заводах средние токарные станки.
По типам различают:
токарно-винторезные станки, предназначенные для выполнения всех токарных работ, включая нарезание резьбы резцом (эти станки имеют самое широкое распространение);
токарные станки, предназначенные для выполнения разнообразных токарных работа, за исключением нарезания резьбы резцом.
К станкам токарной группы относятся револьверные, карусельные и многорезцовые токарные станки; токарные автоматы и полуавтоматы; сециальные токарные станки, например для обработки коленчатых валов, выгонных осей и др.
При выполнении работ на токарных станках обрабатываемая заготовка получает вращательное движение, а резец — поступательное перемещение, или движение подачи. Сочетание таких движений обеспечивает получение разнообразных поверхностей вращения: цилиндрических, конических, фасонных и др.


Устройство и назначение токарно-винторезного станка.
Универсальный токарно-винторезный станок предназначен для обработки деталей из черных и цветных металлов. Помимо вышеуказанных операций на таких агрегатах можно выполнять нарезание резьбы (модульной, питчевой, метрической и дюймовой), а также точение конусообразных конструкций.
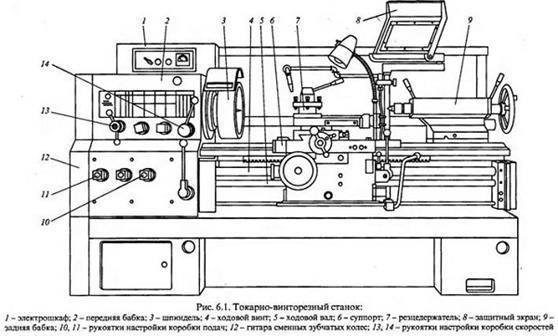
Универсальный токарно-винторезный станок состоит из следующих основных узлов:
· станина;
Станина является одним из базовых узлов, по которому перемещаются суппорт и задняя бабка, также станина выступает в качестве несущей опоры под обе бабки (заднюю и переднюю). Сама станина состоит из двух стальных балок, соединенных поперечными ребрами жесткости. На каждой из балок имеется по две направляющие, на правой обе направляющие призматические, на левой — внутренняя направляющая плоская.
· передняя и задняя бабка;
Назначение передней бабки — фиксация обрабатываемой заготовки и передача на нее вращения от электродвигателя. Вращение заготовке сообщает шпиндель, расположенный внутри корпуса бабки. Снаружи ее корпуса смонтированы рукоятки для управления коробкой скоростей, позволяющие регулировать частоту оборотов шпинделя.
Задняя бабка поддерживает правую сторону детали. При использовании вспомогательного инструмента, в нее устанавливаются сверла, метчики, развертки и т.д. В зависимости от конструктивных особенностей бабки классифицируются на два вида — с обычным и вращающимся центром.
· шпиндель;
Шпиндель – это полый стальной вал, на торце которого расположено коническое отверстие, которое монтируется передний центр станка. Полость шпинделя необходима для возможности установки прутка, посредством которого из посадочного гнезда выбивается центр.
· суппорт;
Суппорт — изменение положения резцедержателя, фиксирующего рабочий инструмент, в поперечной, продольной и наклонной плоскостях.
· коробка подач.
Коробка подач, сообщающает вращение от шпинделя к суппорту.
⇐ Предыдущая4Следующая ⇒
Рекомендуемые страницы:
Воспользуйтесь поиском по сайту:
Основные узлы, из которых состоит токарный станок по металлу
Любой токарный станок по металлу включает в себя основные конструктивные узлы и элементы.
Станина
Основной и самый крупный элемент, на котором крепятся все остальные детали. Это неподвижная деталь, представляющая собой две параллельные стенки, неподвижно соединенные между собой поперечинами. Станина имеет ножки-тумбы, в которых хранится инструмент.
Верхние рейки служат направляющими, по которым двигаются суппорт токарного станка и задняя бабка. Они могут быть плоского и призматического вида. Направляющие выполнены строго параллельно друг другу.
Передняя бабка
Эта деталь по-другому может называться шпиндельная бабка. Внутри нее находятся следующие детали:
- шпиндель;
- подшипники (два);
- шкив;
- коробка скоростей.
Передняя бабка поддерживает заготовку и придает ей вращение.
Шпиндель
Шпиндель является основной деталью передней бабки. Он представляет собой металлический вал конусообразной формы. В нем фиксируются различные инструменты, оправки и другие приспособления.
Шпиндель токарного станка, шейка и подшипники должны быть гладкими, чисто отшлифованными, без люфтов, потому что это влияет на качество расточки деталей. Шпиндель имеет резьбу, а в некоторых станках еще и специальную канавку для того, чтобы патрон самопроизвольно не открутился.
Механизм поперечной и продольной подачи
Суппорт может двигаться вдоль и поперек, благодаря механизму подачи. Направление задает трензель, находящийся в корпусе передней бабки. Снаружи станка есть рукоятки, которыми можно изменять направление и амплитуду движения суппорта.
Важно!
https://youtube.com/watch?v=SNAKlrlLhR8
Суппорт
Суппорт – это характерный элемент любого токарного станка, с помощью которого осуществляется перемещение режущего инструмента в продольном, поперечном и наклонном направлении. Продольное движение по салазкам станины производит каретка, поперечное совершает верхняя часть суппорта. Резцедержатели (одно или многоместные) устанавливаются в верхнюю часть суппорта.
Фартук
За корпусом фартука находятся механизмы, связывающие суппорт с зубчатой рейкой и ходовым винтом. Управление фартуком вынесено на корпус станка, что упрощает регулировку хода суппорта.
Задняя бабка
В заднюю бабку закрепляется деталь на шпинделе, поэтому этот элемент подвижный. Деталь состоит из двух частей: нижней – плиты и верхней – держателя шпинделя. Задняя бабка токарного станка движется по станине и может быть зафиксирована в любом месте благодаря рычажной рукоятке. Конус задней бабки называется пиноль. В нем крепится инструмент или приспособление. Также задняя бабка служит второй опорой при обработке длинных деталей.
Каретка
Каретка предназначена для продольного движения суппорта по салазкам станины. От ее исправности зависит свободное движение этого элемента.
Вал
Вал вращения шпинделя имеет две ручки включения. При среднем положении ручек он выключен. Положение вверх – вал вращается против часовой стрелки (рабочее движение), положение вниз – вал вращается по часовой стрелке (обратное движение).
Токарные автоматы и полуавтоматы: назначение и принцип работы

Токарные автоматы и полуавтоматы, в основном используются для точения деталей сложной формы из прутка и штучных заготовок в условиях крупносерийного и массового производства. Автоматом называется станок, в котором автоматизированы все основные и вспомогательные движения, необходимые для выполнения технологического цикла обработки заготовки, а также загрузка заготовки и выгрузка обработанной детали. Обслуживание автомата сводится к периодической подаче материала-заготовки или прутка — и контролю обработанных деталей.
Полуавтоматом называются токарные станки, в которых автоматизированы все основные и вспомогательные движения, составляющие цикл обработки одной заготовки. По окончании цикла полуавтомат останавливается, для повторения цикла необходимо снять готовую деталь, поставить и закрепить новую заготовку и вновь запустить станок.
Токарные автоматы и полуавтоматы предназначены для изготовления деталей сложной конфигурации путем обработки заготовки несколькими инструментами. Наряду с токарными автоматами и полуавтоматами, получившими наибольшее распространение в машиностроении, существуют автоматы и полуавтоматы фрезерные, шлифовальные, сверлильные и прочие.
Автоматизация цикла работы современных станков осуществляется на основе использования средств механики, гидравлики, электротехники и электроники, пневматики или на комбинированной базе.
Станки с механической базой автоматизации производительны и надежны в эксплуатации. Однако на переналадку таких автоматов затрачивается много времени. Поэтому автоматы с механической базой автоматизации используют, как правило, в условиях массового производства, а полуавтоматы — в условиях серийного и крупносерийного производства. Станки, автоматизированные другими способами, допускают быструю переналадку и поэтому применяются чаще всего в серийном производстве.



![§ 12. токарные автоматы и полуавтоматы [1968 орнис н.м. - основы механической обработки металлов]](https://lab-metr.ru/wp-content/uploads/6/0/5/6058005e0ba9bd8f4e10c3f99377b50a.jpeg)

Особое место занимают станки с ЧПУ, это оборудование с числовым цифровым программным управлением циклом. Такие станки могут быть эффективно использованы для изготовления деталей мелких и средних серий.
Токарные автоматы и полуавтоматы подразделяют по различным признакам:
- назначению — на универсальные и специализированные;
- виду заготовки — на прутковые и патронные;
- количеству шпинделей — на одно- и многошпиндельные;
- расположению шпинделей — на горизонтальные и вертикальные.
Выпуск станков токарной группы составляет большую часть общего выпуска станков. Диапазон их типоразмеров чрезвычайно широк: от настольных до тяжелых (массой до 1300 т).
Научно-технические достижения в станкостроении, технологии машиностроения, теории резания металлов, радиоэлектронике, электротехнике, а также в области создания систем автоматического управления создали условия для производства нового класса станков по уровню автоматизации — высокопроизводительных металлорежущих станков, оснащенных системой числового программного управления.
Токарные автоматы и полуавтоматы относятся к высокопроизводительным станкам, которые широко применяют в условиях крупносерийного массового производства. Эти станки следует рассматривать как станки с программным управлением на механической основе. Главным органом управления таких станков является распределительный вал, на котором расположены кулачки, управляющие отдельными механизмами станка, обеспечивающие надежную синхронизацию всех движений цикла работы станка. В данном случае кулачки (копиры) являются носителями программы работы автомата или полуавтомата. Поэтому такие станки часто называют кулачковыми автоматами. Необходимо квалифицированно использовать это сложное технологическое оборудование механических цехов машиностроительных заводов, чтобы обеспечить максимальный съем деталей со станка при минимальной затрате времени, при высокой точности изготовляемых деталей.
Типы токарного оборудования
Токарно-револьверные станки предназначены для изделий, обрабатывать у которых необходимо несколько поверхностей, используя различные инструменты. Чтобы не выполнять установку и настройку каждого инструмента, на таких станках устанавливаются револьверные головки, в которых может быть предусмотрено два и более гнезда для размещения инструментов. Конечно, обслуживать такой токарный станок значительно сложнее, чем обычную модель, но это полностью компенсируется функциональностью этого агрегата. К примеру, популярными моделями подобных станков являются 1Е316П, 1Г340ПЦ, 1П371, 1А341.
Карусельный станок — одна из разновидностей станков токарной группы
Карусельные станки токарной группы предназначены для выполнения обработки заготовок, характеризующихся небольшой длиной, значительной массой, большим внешним диаметром. К ним относятся габаритные зубчатые колеса, маховики и др. Функциональные возможности таких токарных станков (например, моделей 1512, 1541, 1550, 1Л532 и прочих) позволяют выполнять на них различные виды токарных работ: точение, растачивание, прорезывание канавок, обработку торцов и др. А если дооснастить такие токарные агрегаты дополнительными приспособлениями, то они станут еще более универсальными: с их помощью можно будет выполнять некоторые фрезерные операции, нарезать резьбу, осуществлять шлифовку и производить ряд других технологических действий.
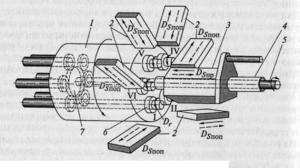
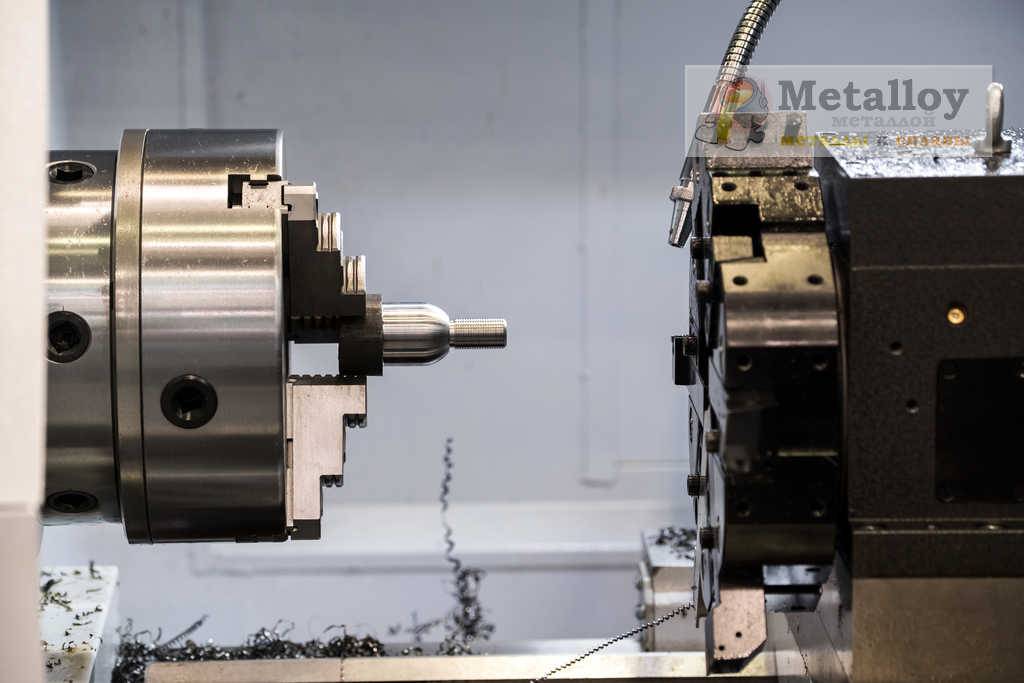
Рабочие органы многошпиндельного станка
Многошпиндельные станки, относящиеся к токарной группе, необходимы для выполнения сложнейших технологических операций в условиях серийного производства. Заготовки, которые можно обрабатывать на таких станках, могут иметь форму труб, шестигранных, квадратных и круглых прутков, фасонного профиля и др. Отличается подобная техника высокой жесткостью своей конструкции и мощным приводом, что позволяет выполнять с ее помощью обработку с высокой производительностью.
Что важно, такая сложная и функциональная техника обслуживается точно так же, как и станок обычной модели. Перечень технологических операций, которые можно выполнять на подобном агрегате, достаточно обширен: растачивание, черновое и фасонное обтачивание, нарезание и накатывание резьбы и др. Наиболее популярными моделями подобного токарного оборудования являются станки 1П365 и 1Б140
Наиболее популярными моделями подобного токарного оборудования являются станки 1П365 и 1Б140.
Токарно-винторезный станок 16К20
Распространенными моделями станков для токарной обработки, которые завоевали широкую популярность еще во времена СССР, являются токарно-винторезные устройства. Свою популярность такие станки, которые можно встретить не только практически на любом промышленном предприятии, но и в школьных мастерских, завоевали благодаря тому, что с их помощью можно эффективно выполнять большой перечень технологических операций.
Каждый такой станок, вне зависимости от модели, имеет типовую конструкцию, состоящую из однотипных узлов. Наряду со своей функциональностью, токарно-винторезные модели токарных станков отличаются высокой безопасностью, простотой в работе и обслуживании, что и дает возможность использовать их в качестве агрегатов для оснащения школьных мастерских еще со времен СССР. Наиболее известными и популярными моделями такого токарного оборудования являются станки 16К20, 16К50, 16Б16А и 16П16П.
https://youtube.com/watch?v=_3UYUMTqYzc
На предприятиях, выпускающих свою продукцию крупными сериями и использующими в производстве заготовки из фасонных профилей и калиброванных прутков, активно применяются токарные автоматы. Такие станки, на которых преимущественно выполняют операции точения в продольном направлении, с одинаковым успехом справляются с обработкой заготовок из различных металлов: сверхтвердых сплавов, мягкой меди и др.
Токарно-продольный автомат 1М10ДА
Классификация
Токарные автоматы и полуавтоматы классифицируют следующим образом:
- по режиму холостых и рабочих ходов;
- по количеству и расположению шпинделей;
- по роду заготовок;
- по назначению.
По назначению
- Универсальные. Они предназначаются для выполнения токарных и прочих операций над разнообразными элементами.
- Специализированные. Используются для выполнения некоторых операций над определёнными элементами.
 Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
Полуавтомат предназначается для изготовления элементов только из штучных заготовок. В основном, в патроне (полуавтоматы патронные), в центре — реже.
В автоматах прутковых пруток вводится в полый шпиндель, а в дальнейшем для каждой изготовляемой детали подаётся и зажимается автоматически.
В автоматах магазинных заготовки загружаются в бункер или магазин, а уже оттуда подаются автоматически к зажимному приспособлению станка.
По количеству шпинделей
- Одношпиндельные. Могут одновременно обрабатывать только один элемент.
- Многошпиндельные. Могут обрабатывать несколько элементов одновременно. Количество элементов равняется числу шпинделей или на один меньше.