Применение трубогибов

экономить пространство
Данный инструмент позволяет экономить не только место, но и время. Часы, потраченные на работу, сокращаются, так как использование трубогиба заменяет ряд других действий. Благодаря этому агрегату, можно смело отказаться от применения некоторых инструментов— пресс-фитингов для металлопласиковых труб и отводов, а также от сварки полипропиленовых труб. В этом есть множество преимуществ, главное из которых повышение качества строительства, за счет сокращения стыковочных элементов.
Очень часто трубогибы применяют при работе с сантехникой. Данный инструмент незаменим и универсален, он подходит как для профильных и металлопластиковых труб, так и для труб из различных металлических сплавов.
Эксплуатационные сферы и особенности обслуживания
Наибольшее распространение трубогибочные станки получили в двух отраслях:
- строительная;
- жилищно-коммунальная.
Кроме этого, стоит отметить, что станки для гибки используются менее интенсивно и в других областях:
- автомобилестроение;
- нефтехимическая отрасль.
А также такие станки являются незаменимыми при выполнении пневматических и гидравлических трубопроводных конструкций. Эксплуатационная сфера этого оборудования очень широка, поэтому оно пользуется большой популярностью и востребовано всюду. Рассмотрим, для чего ещё используются изогнутые на трубогибочном оборудовании трубы:
- спортивный инвентарь;
- различные дизайнерские решения внутри жилых помещений;
- при монтаже оград, перил, лестниц и т. д.;
- при производстве стульев и других элементов мебели.

Необходимость в сгибании труб может появиться при изготовлении конструкций самых разных типов и назначения
Оператор трубогибочного станка должен быть обученным всем нюансам гибки и, кроме этого, выполнять профилактическую очистку аппарата (1 раз в месяц), осмотр основных рабочих частей устройства и профилактику. К профилактике трубогибочной машины можно отнести:
- смазка рабочих элементов
- регулировка рабочих элементов;
При профилактике гидравлической модели не стоит забывать про замену масла в насосе. Масло для насоса должно быть высококачественным. При выходе из строя какого-либо функционального элемента гибочного оборудования необходимо провести его замену. Новые запчасти рекомендуется покупать только у проверенных поставщиков.
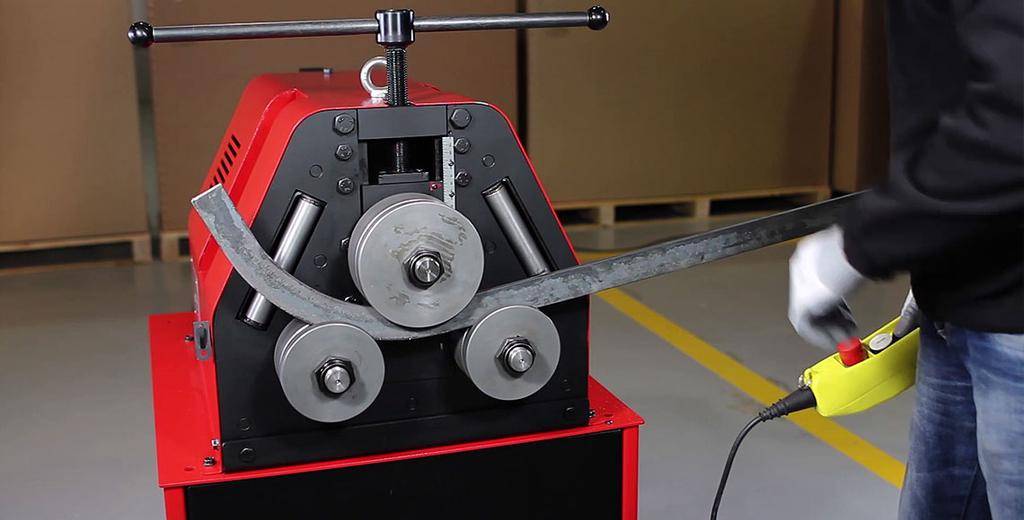
Трубогибы для радиусной гибки с электроприводом
Данный тип трубогибов — это профилегибы, в которых роль оператора крутящего ручку с ведущим роликом выполняет электродвигатель. Оператору остается только нажимать на кнопку вперед/назад и удерживать трубу в нужном положении. Одним из нюансов таких трубогибов — это привод на ведущий ролик. Если это прямой привод (редуктор), то все хорошо, профелегиб прослужит долго, если привод цепной, то при плохом натяжении цепи есть риск ее прокручивания, как следствие медленная работа и большие затраты времени.
Посмотреть варианты моделей электрических профилегибов можно в соответствующем разделе каталога.
Принципы работы
Это увеличивает качество поверхности заготовки в зоне гиба, но одновременно вызывает увеличение усилия, и способствует искажению формы сечения (особенно для труб из среднеуглеродистых и легированных сталей). Деформация изделия при условии его свободной гибки объясняется возникающими в ходе процесса растягивающими напряжениями на внешнем диаметре. Они не уравновешиваются сжимающими напряжениями на внутреннем диаметре, поскольку там отсутствует необходимый опорный элемент, называемый дорном. Поэтому бездорновые трубогибы неэффективны при деформировании преимущественно тонкостенных труб.
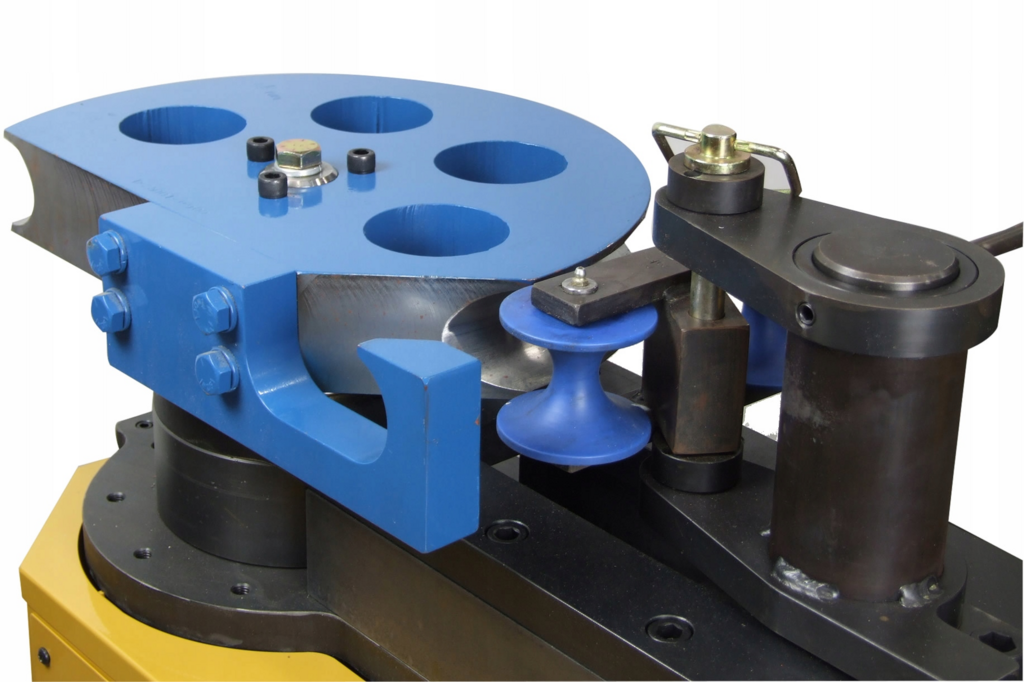
Характер перемещения дорна в ходе деформации исключает его использование для труб сложных поперечных сечений. По этой причине трубогиб для профильной трубы имеет иное устройство: деформирование происходит не столько усилием, сколько обкаткой профилированного ролика по неподвижной трубчатой заготовке, которая прижимается к неподвижному ролику того же поперечного сечения. Прижим может быть гидравлическим, либо механическим.
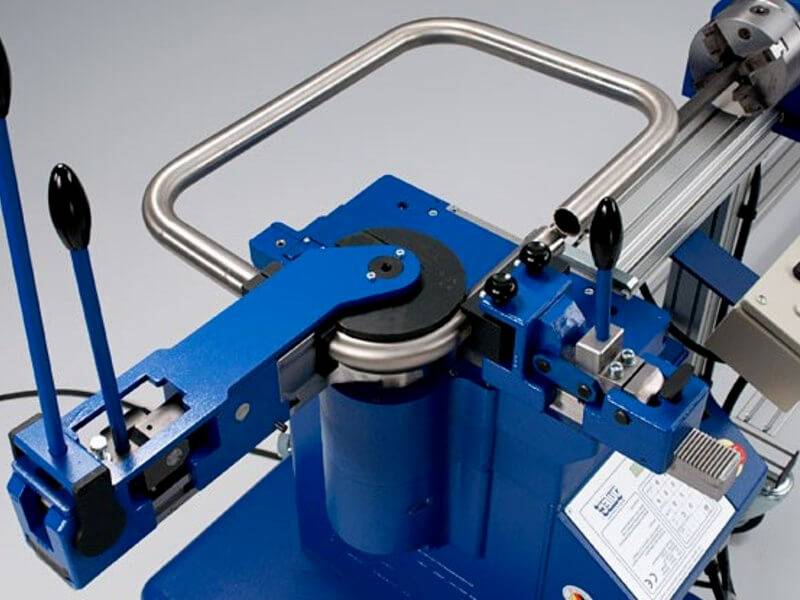
Видео работы углового трубогиба
По подобному принципу устроен и угловой трубогиб, причём сколько неподвижных роликов, столько и возможных углов гибки. Такие конструкции довольно громоздки, но зато позволяют за один технологический цикл произвести полнокоординатное пространственное деформирование заготовки.
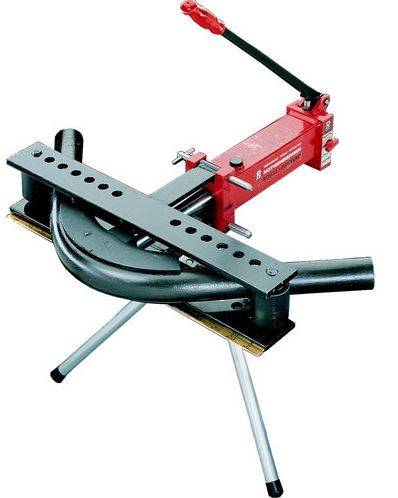
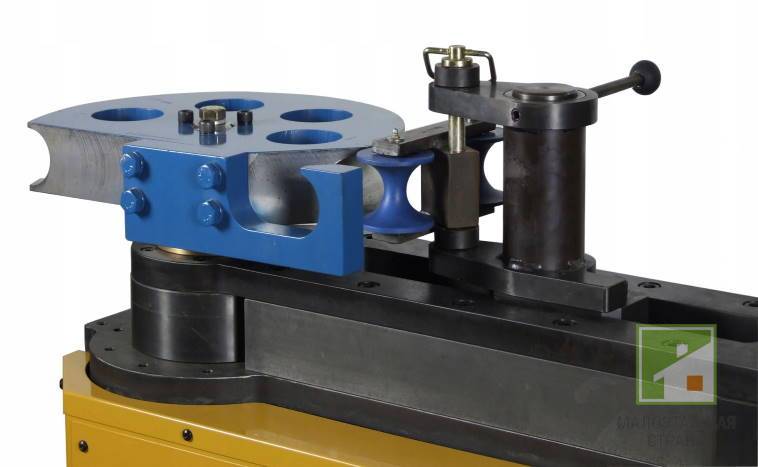
Гидравлические.
Гидравлический трубогиб является более эффективным. Он рассчитан на толстые трубы диаметром от 3 дюймов. Такой инструмент может быть мобильным или стационарным. Его стоимость выше, чем у ручных трубогибов. Это мощная установка, которая оснащается гидравлическим механизмом. Его наличие исключает нагрузку на руки оператора. Хотя данное оборудование и очень мощное, оно имеет сравнительно небольшой вес. Станки данного типа могут обрабатывать большие диаметры труб. Стандартная масса станков используемых для деформации тонких труб, применяемых для прокладки коммуникаций в домах, составляет около 50 кг. Трубогибы, которые используются для труб на 4 дюйма и больше, весят от 500 кг. Они массивные и занимают много пространства в мастерской. Их нельзя устанавливать под стеной, чтобы иметь место для зажатия длинномерных заготовок.
По принципу действия гидравлические трубогибы подобны автомобильным домкратам. Преимущества применения трубогибов этого типа заключается в том, что они обеспечивают плавную деформацию.
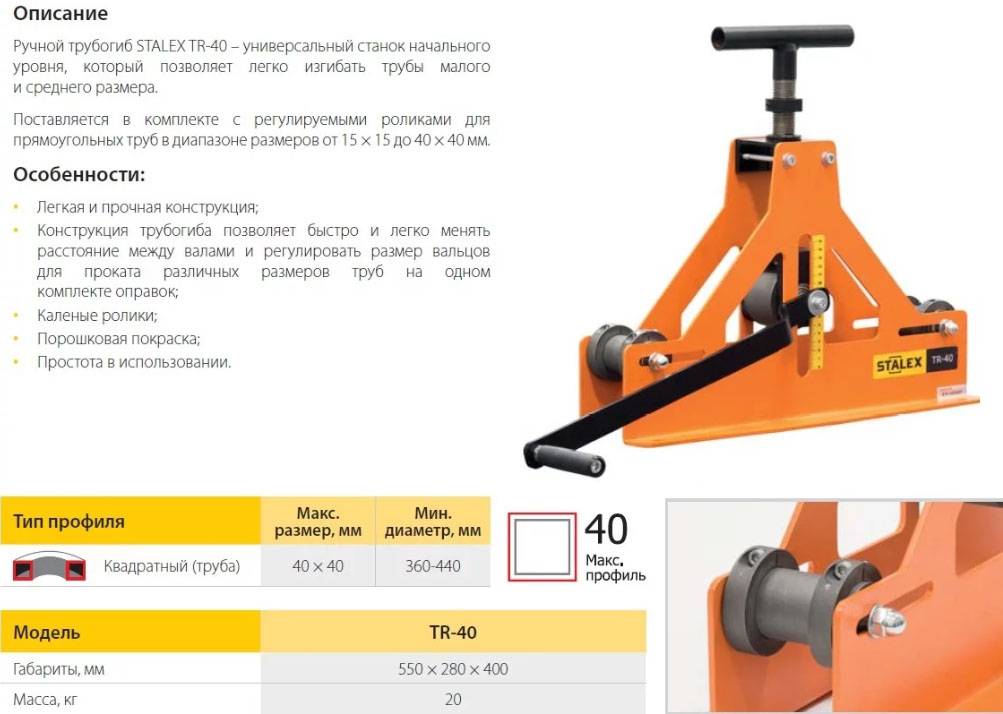
Трубогиб гидравлический STALEX MHPB-1А
Для чего нужен трубогибочный станок?
Обычные и профильные трубы используются в различных областях:
- монтаж трубопроводов разной конфигурации;
- выполнение каркасных конструкций в строительной сфере;
- для организации ограждений;
- в автомобильной отрасли;
- в мебельной сфере;
- в качестве декоративных элементов интерьера.
Вышеперечисленные варианты использования труб в большинстве случаев требуют их изгибания. При монтаже трубопроводной конструкции можно использовать фитинги для соединения отдельных участков коммуникации. Однако узел, полученный в результате стыковки двух труб, считается проблемным участком и риск возникновения течи увеличивается прямо пропорционально количеству таких узлов. Поэтому гораздо надёжнее изогнуть трубу под нужным углом, без нарушения её целостности. Для гибки труб используют специальное трубогибочное оборудование.
Полезная информация! Трубогибы используются как в частных случаях, так и на производственных предприятиях. Стоит сказать, что эти устройства загибают трубы под углом до 180°.
Приводная система для такого оборудования может быть разной:

Трубогибочное оборудование с гидроприводом можно использовать на производстве и в быту
Трубогибочная машина является востребованным и распространённым оборудованием, которое используется на сегодняшний день во многих сферах человеческой деятельности. В случае необходимости можно собрать такой станок своими руками.
Принципы действия трубогибочных станков
Сама технология работы трубогибочных станков не представляет сложности. Главный принцип сгибания трубы основан на придании изделию необходимой формы согласно заданному радиусу. И достигается это наматыванием трубы его на специальный гибочный ролик машины. Поверхность трубы подвергается частичной деформации, её сечение может превратиться в эллипс, сама она по внутреннему радиусу может покрыться складками. Эти дефекты исправляются во время последующего обрабатывания трубы, однако намного интереснее достичь этого именно во время гибки, задав точные параметры работы для машины.
Рейтинг качественных гидравлических трубогибов
WIEDERKRAFT WDK-87016

Надежный прибор с максимальным развиваемым усилием 16 тонн. Изделие дает возможность провести качественный изгиб заготовок диаметром до 76.2 мм, что является подходящим решением для выполнения производственных задач. Тип профиля – круг. Для проведения операции не требуется обладать специальными знаниями, человеку необходимо только поменять положение пальцев, в соответствии с выбранным материалом, и начать работу.





Внешняя часть изготавливается из прочного металлического профиля, также сверху наносится защитная краска, которая предотвращает процесс коррозии. Небольшие габариты дают возможность установить прибор на любой производственный участок.
WIEDERKRAFT WDK-87016
Достоинства
- 8 шаблонов в комплекте;
- Качественный гидравлический привод;
- Высокий период эксплуатации;
- Надежность;
- Возможность самостоятельной регулировки угла;
- Небольшие размеры;
- Стоимость;
- Комплектация.
class=’s-article__points-list’>
SUPER-EGO 1000001833

Удобная конструкция, которая подойдет для крупного производства. Максимальное развиваемое усилие составляет 12 тонн. Изделие предназначено для сгибания водопроводных и газовых труб практически под любым углом.
Устойчивость обеспечивается тремя опорами, которые надежно фиксируют станок в заданном положении и предотвращают случайные сдвиги. Гидравлический привод позволяет прикладывать минимум усилий. В комплекте присутствует 7 гибочных вкладок, которые подойдут для любых заготовок. Масса конструкции – 63.1 кг.
SUPER-EGO 1000001833
Достоинства
- Не требует предварительного нагрева труб;
- Закрытая гидравлическая система;
- Поршень изготавливается из качественного материала;
- Простое сервисное обслуживание;
- Автоматический обратный ход;
- Удобная транспортировка;
- Простота эксплуатации.
class=’s-article__points-list’>
Rothenberger ROBULL 57961X
Ручное устройство с гидравлическим приводом, которое позволит сгибать заготовки диаметром до 2 дюймов. Максимальный угол гиба составляет 90 градусов. Используется только в профессиональной сфере, например строительстве или при подключении отопительной системы. Оборудование рассчитано на использование одним человеком, ничего сложного в этом нет. Кроме изменения материала, устройство подойдет для рихтовки. Вес прибора – 72.6 кг.
Rothenberger ROBULL 57961X
Достоинства
- Высокая точность;
- Простое обслуживание;
- Быстрый рабочий процесс;
- Высокий срок службы;
- Надежность;
- Масляный фильтр;
- Закрытая рама.
class=’s-article__points-list’>
VIRAX 240252

Профессиональная модель, которая предназначена для изменения формы заготовок диаметром до 3 дюймов. Применяется на производстве и в строительной сфере. Внешняя часть изготавливается из качественного материала, который обеспечивает защиту от повреждений и коррозии.
Устойчивое основание дает возможность проводить гибку с максимальной эффективностью. Подключение к электрической сети не требуется. Благодаря надежным элементам, которые устанавливаются внутри конструкции, увеличивается долговечность продукта. Масса – 170 кг.
Средняя стоимость – 218 000 рублей.
VIRAX 240252
Достоинства
- Хорошая упаковка;
- Комплектация;
- Не требует технического обслуживания;
- Долговечность;
- Простая эксплуатация;
- Эффективность.
class=’s-article__points-list’>
Нестандартные методы сгибания профильной трубы
Чтобы получить в домашних условиях качественный сгиб профильной трубы, мастера нередко используют аппарат для сварки и обычную болгарку.
Работа начинается с расчёта необходимого радиуса сгиба. Затем с помощью болгарки по всей длине выбранного участка с трёх сторон проводятся пропилы. После этого заготовку без особых сложностей можно согнуть под требуемым углом. Для того, чтобы этот параметр был наиболее точным, лучше использовать нужной формы деревянное лекало. Прикладываем его к целой стороне трубы, фиксируем, и аккуратно сгибаем. При этом учитывайте, что с увеличением частоты пропилов плавность сгиба возрастает.
Сварочным аппаратом места распилов закрываются, а образовавшиеся неровности шлифуются. Сварку нужно накладывать не просто для прикрытия трещин, а для того, чтобы соединение гарантированно было прочным. Этот метод при правильном исполнении позволяет получить впечатляющие результаты. Вместе с тем, он подходит для единичных случаев.
Качественно согнуть трубу помогут средства внутреннего противодействия. Если заготовка имеет небольшой радиус описанной вокруг профиля окружности, тогда в качестве трубогиба можно применить специально изготовленную пружину.
В качестве исходного материала в этом случае выступает стальная проволока с диаметром миллиметра. Она завивается в пружину не с круглым, а квадратным сечением. Длина стороны должна быть меньше размера внутреннего диаметра профильной трубы на 2 миллиметра, чтобы пружина могла поместиться внутрь беспрепятственно. Далее разогрейте место паяльной лампой и выполните сгиб, используя лекало требуемого диаметра.
Самостоятельно сделать трубогибочный ручной станок под силу каждому домашнему мастеру. И не страшно, что эта работа займёт некоторое время. Ведь этот инструмент действительно полезен в хозяйстве и наверняка пригодится не один раз.
Сгибание труб вручную
Наиболее простой и распространенный метод сгибания выполняется вручную. Все, что требуется от мастера – немного ловкости рук. Процесс видоизменения изделия выглядит так:
- Аккуратно выполнить сгиб так, чтобы получившийся радиус составил не более 20˚.
- Отступить на 1 см от места изгиба и согнуть металлопластиковую трубу еще немного.
- Выполнить до 15 таких мини изгибов, чтобы повернуть изделие на 180 .
- При необходимости снова выпрямить трубу, разравнивать ее следует исключительно в обратном порядке.
Главное правило в ручном способе – плавность и неторопливость движений. Не следует стремиться согнуть изделие за один приём. Резкие движения могут спровоцировать повреждения.
Гибка вручную эффективна при работе с изделиями до 20 мм толщины. Более толстые изделия видоизменять вручную проблематично. Способ подходит для обработки труб заводской изоляции. Они удобны для установки и не нуждаются в дополнительном изолировании.
Материал разной толщины и жесткости гнется по-разному, поэтому лучше потренироваться перед началом работы. Для тренировок можно использовать метровые отрезки.
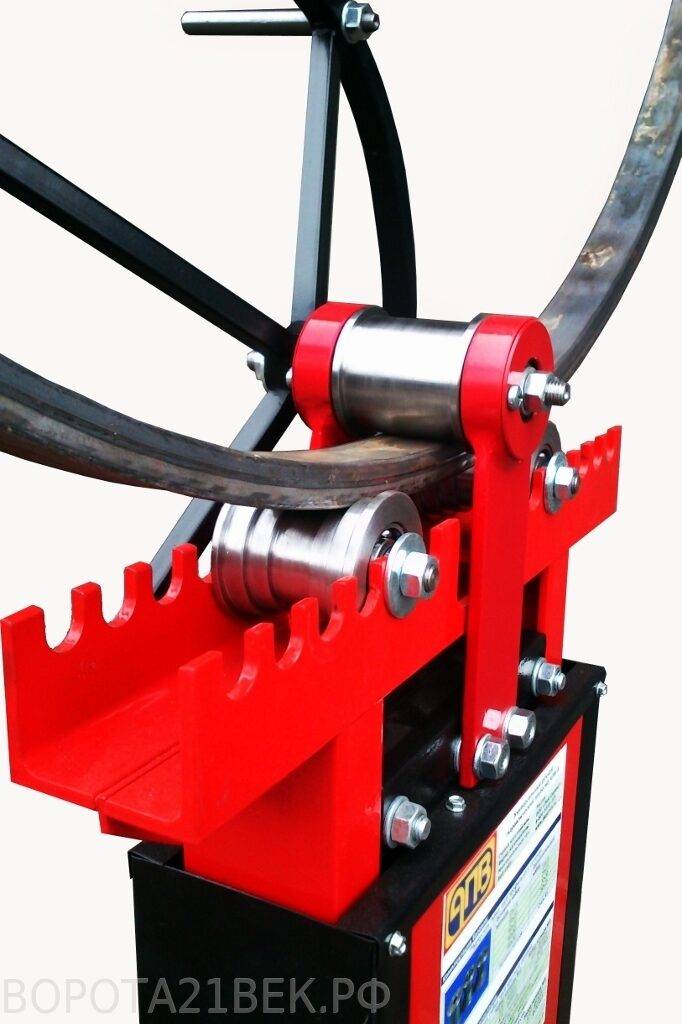
Сгибание труб трубогибом
Трубогиб – это ручной станок в виде пружины, которая обеспечивает аккуратное и безопасное сгибание металлопластиковой трубы на радиус до 180˚. Она эффективно работает с изделиями от 5 до 500 мм и может применяться для больших объемов работ.





Различают четыре типа станков, с помощью которых можно согнуть металлопластиковую трубу:
- ручная пружина (мобильная, может использоваться в домашних условиях);
- гидравлическая пружина (работает с изделиями до 120 мм). Она выдерживает механические удары и большие нагрузки, так как имеет упрочненный корпус. В комбинации с насосом обеспечивает высокую продуктивность работы;
- электрическая пружина с программным управлением;
- электрогидравлические аккумуляторные прессы.
Ручная пружина работает с металлопластиком от 5 до 125 мм. Она характеризуется минимальным весом – всего 10-50 килограммов. С ее помощью можно видоизменять материал всего лишь одной рукой.
Гибка металлопластиковой трубы трубогибом
Порядок сгибания металлопластика:
- Вставить станок в трубу. Наружный тип пружины используется, если планируется работать с длинной трубой и выполнить множество изгибов по всей ее длине. Внутренний тип эффективен, если выполнение изгиба осуществляется по краю трубы.
- Согнуть изделие. Сгибание происходит легкими аккуратными движениями. Однократный изгиб должен иметь радиус не более 20˚.
- Извлечь пружину.
Использование песка и фена для сгиба
Песок – это простой, доступный материал, который позволит добиться аккуратного изгиба металлопластиковой трубы в домашних условиях, без помощи громоздких и дорогих инструментов.
Работа с песком включает всего лишь три этапа:
- Одно из отверстий трубы необходимо плотно закрыть.
- Заполнить изделие просеянным песком.
- Медленно согнуть трубу до нужного радиуса.
Песок хорош тем, что он заполняет всю полость изделия равномерно, поэтому никаких дефектов во время работы с ним возникнуть не должно.
Гибка трубы с помощью фена
Фен позволяет не только согнуть ровную трубу, но и исправить дефект старой. Перед тем, как согнуть металлопластиковую трубу, необходимо немного разогреть ее. Главное — не перегреть изделие, чтобы оно не потеряло форму. Основное правило при работе с феном такое же, как и у других способов – выполнять движения максимально плавно.
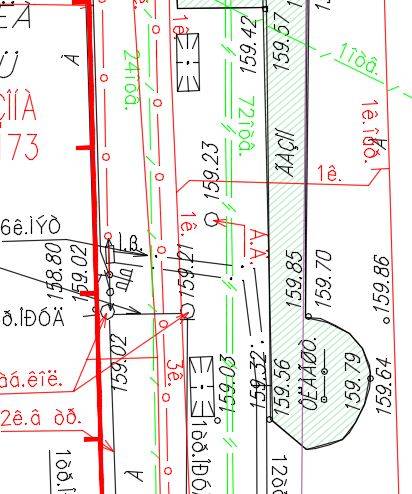
Расчет радиуса изгиба
Правильный расчет радиуса зависит от диаметра изделия. В примере дана методика расчета для сечения 1.6 см.
Чтобы изгиб получился ровным, необходимо получить 1/2 окружности. Если диаметр изделия равен 1.6 см, то его радиус будет 80 мм. Для расчета отправных точек правильного изгиба необходимо воспользоваться формулой C = 2πR/4, в которой:
- С – размер отрезка, на котором нужно выполнить изгиб;
- π – значение пи = 3.14;
- R — радиус.
Подставив известные значения, получаем длину участка, достаточную для выполнения изгиба 2*3,14*80 мм /4= 125 мм.
Затем нужно перенести полученное значение на изделие и выбрать его середину, которая будет равной 62.5 мм. Центр отрезка составит середину изгиба. Затем берется капроновая бечевка, которой измеряется заглубление отправки.
Для этого следует привязать к отправке бечевку и запустить ее на необходимое расстояние внутрь изделия. Бечевкой также выполняется извлечение кондуктора после завершения работ.
Далее требуется плавно загнуть изделие, начиная от середины отмеченного отрезка и извлечь оправку. Следует одновременно пользоваться и внешней, и внутренней оправкой, чтобы предотвратить образование деформации на сгибах. После завершения описанных манипуляций материал готов к монтажу.
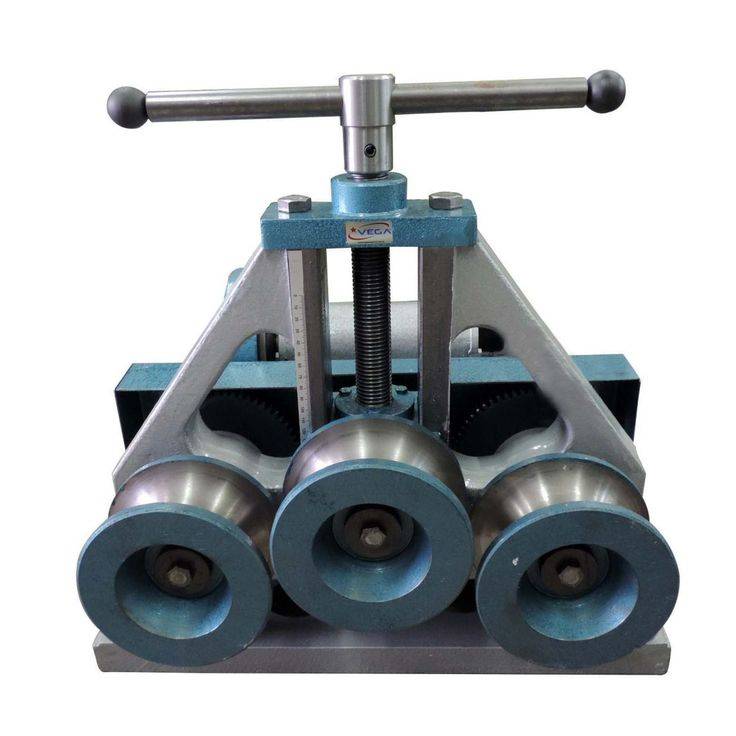
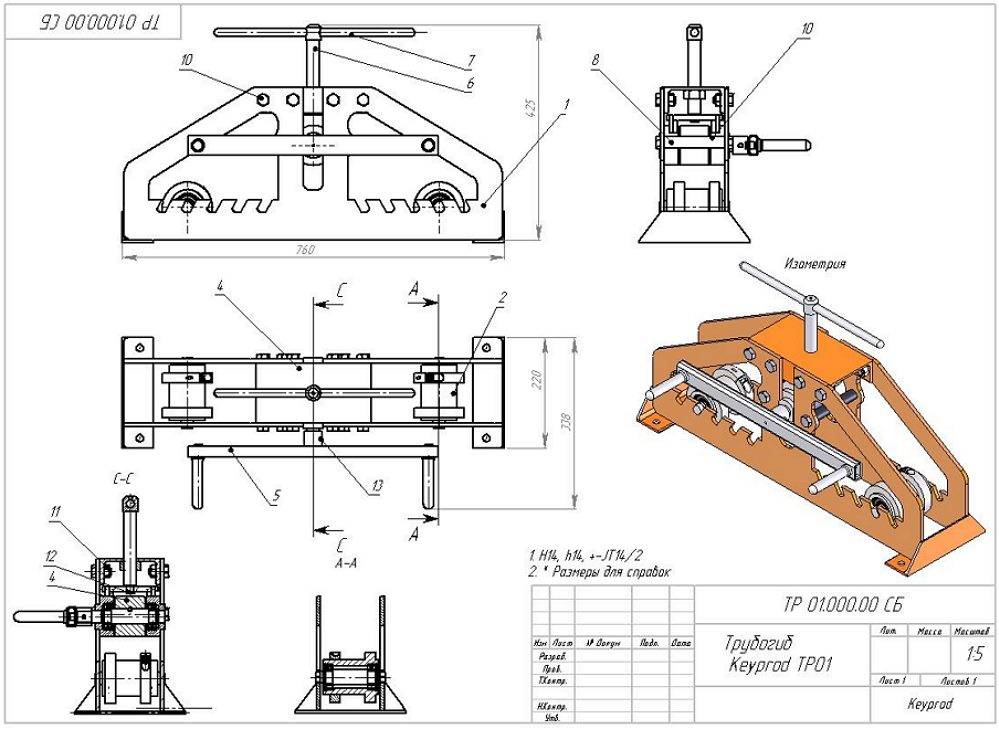
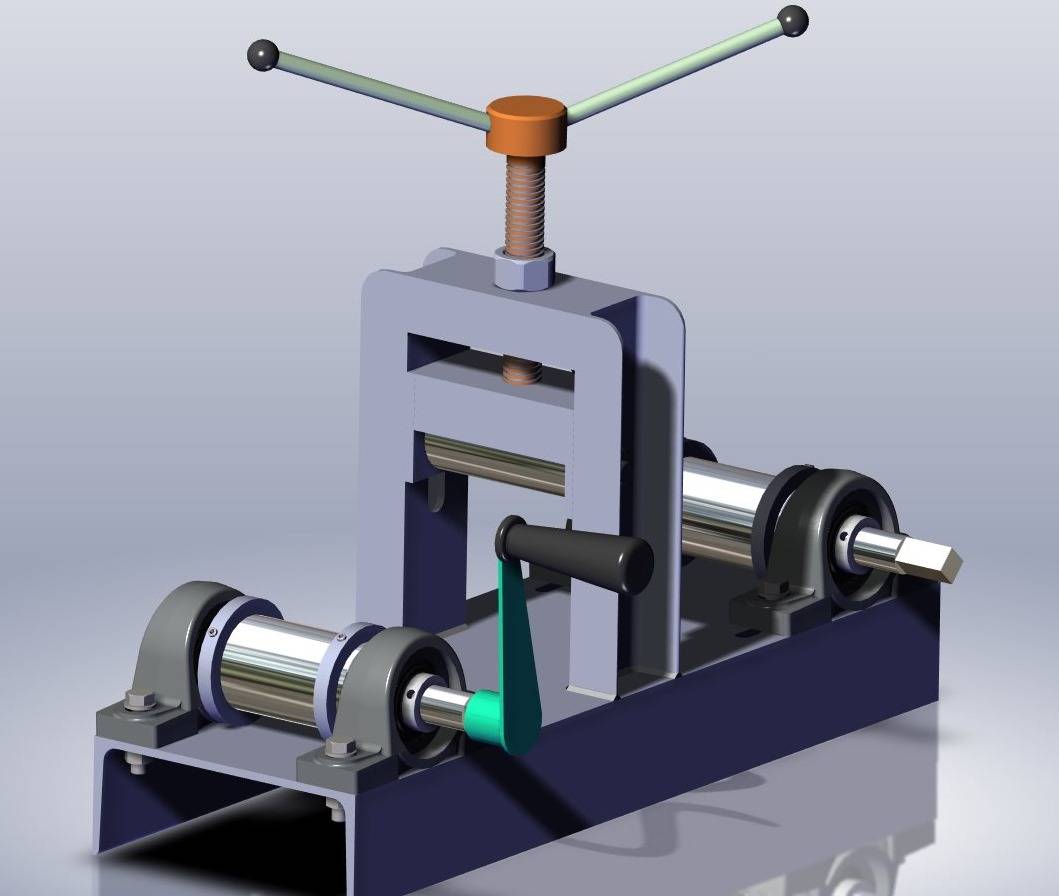
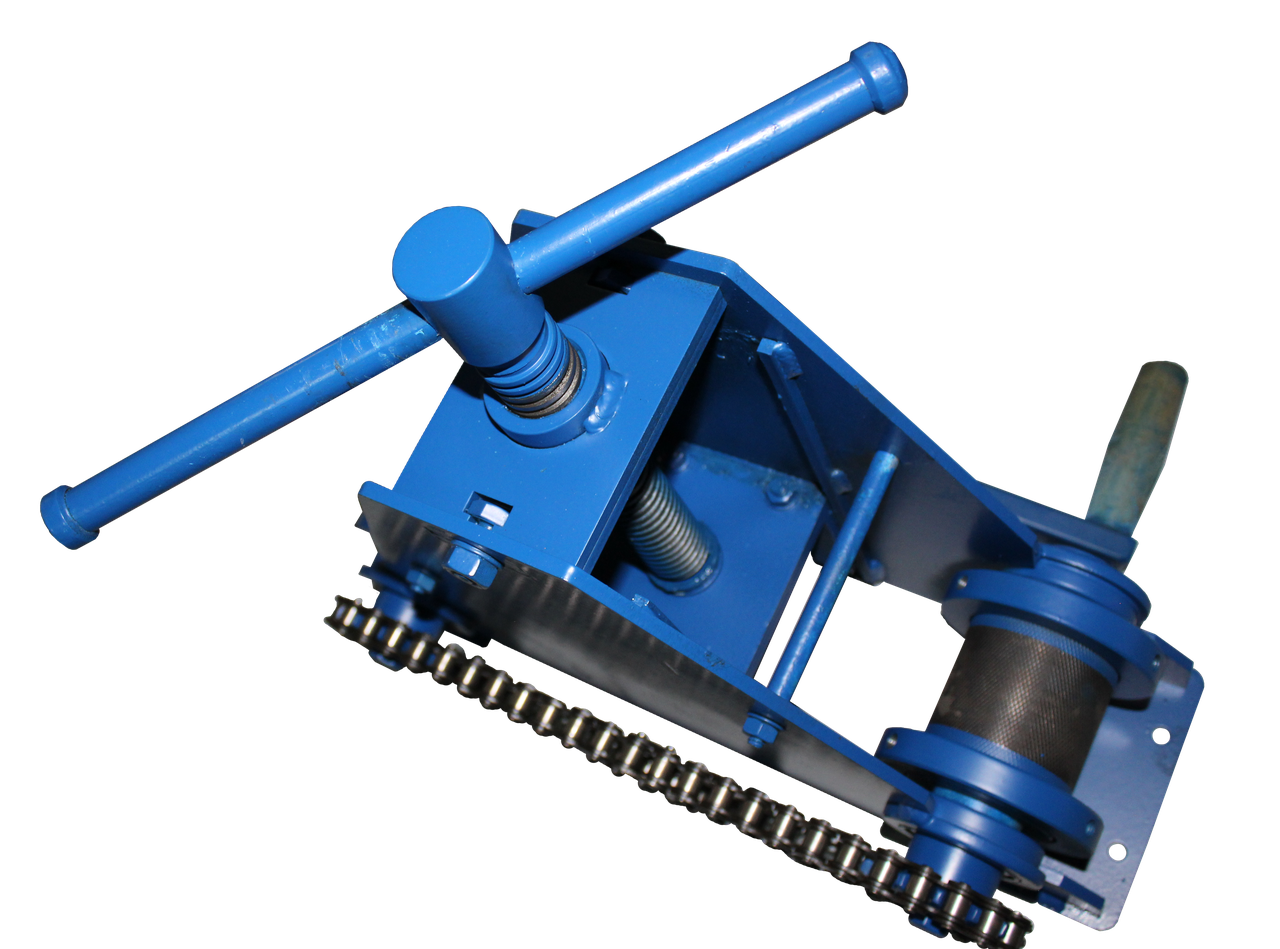
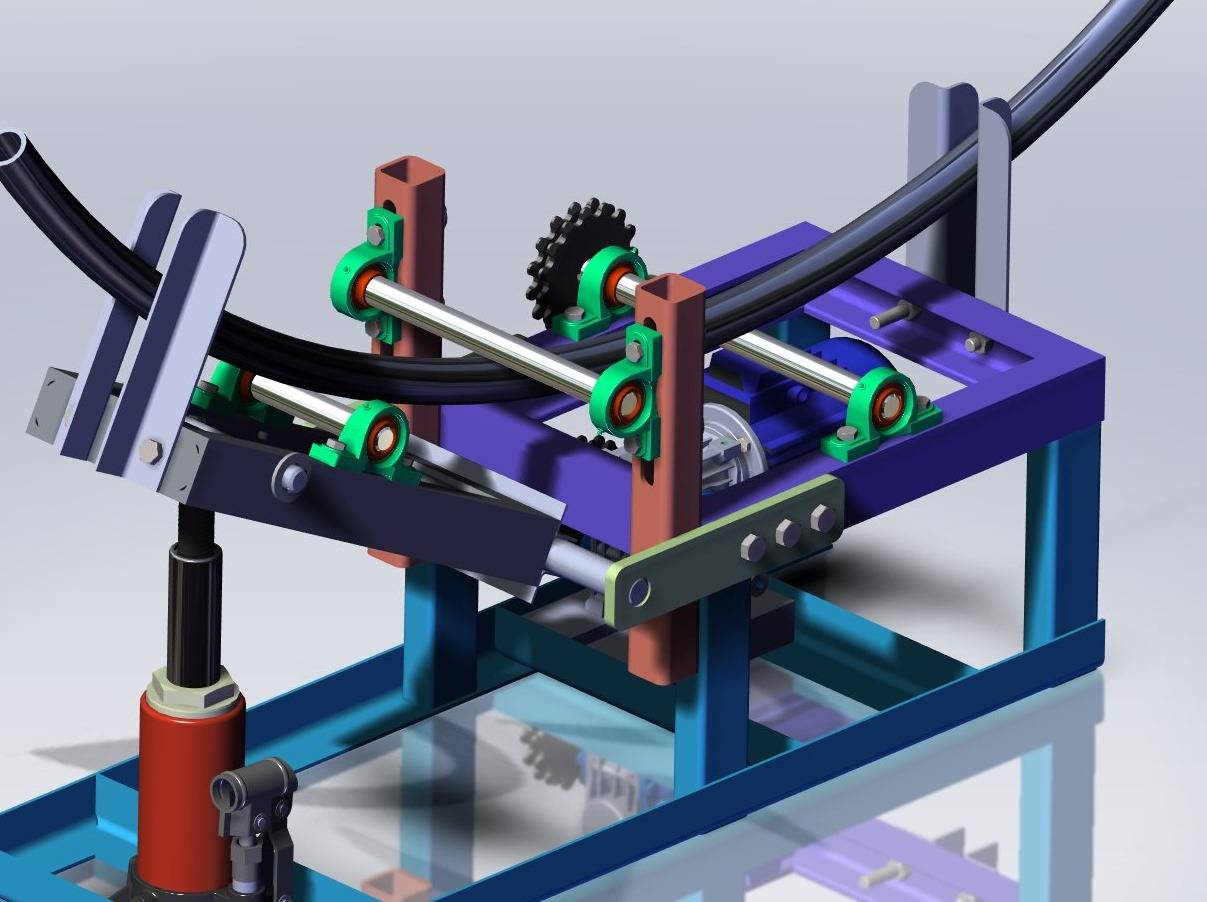
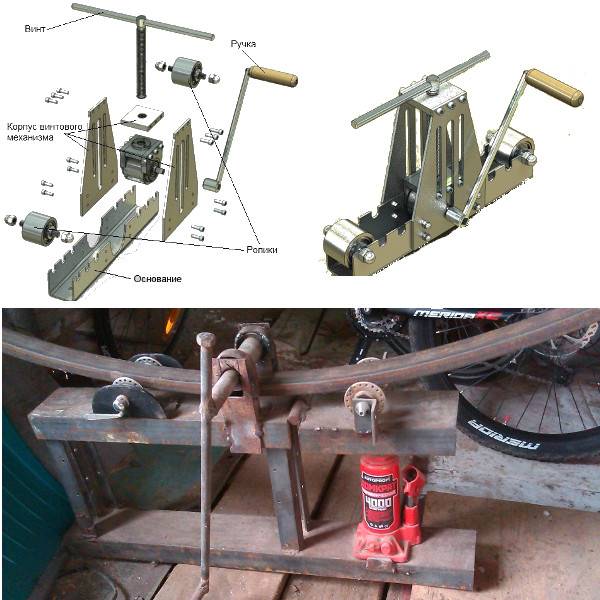
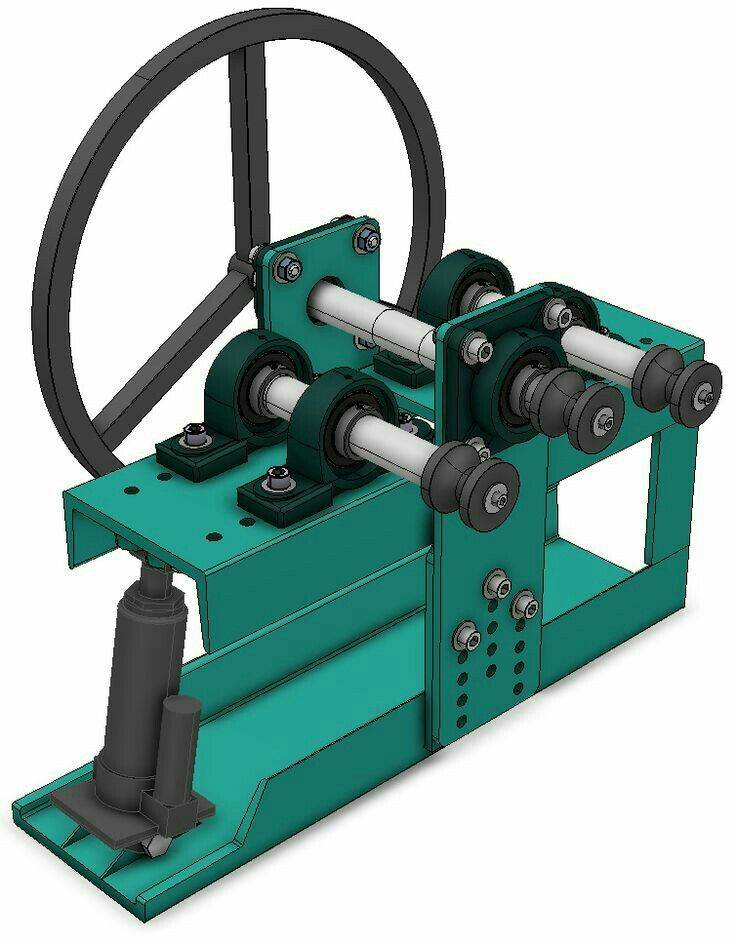
Прокатный вариант трубогиба с наличием поворотной платформы
Приспособление используется для профильных труб. Принцип действия такой конструкции состоит в следующем: поворотная платформа, приводящаяся в движение домкратом и через которую задается угол изгиба, с помощью шарнира соединена с основной станиной. Профиль протягивается в результате вращений рукоятки, которая присоединена к промежуточному валу станка для гибки.
Станок для гибки
Основание для ручного трубогиба и стойки изготавливаются из швеллеров с высотой стенок 125-200 мм. Обоймы для подшипников, основу вальцов, можно сделать из стальной трубы, причем, ее диаметр должен совпадать с диаметром подшипников.
Параметры изгиба можно регулировать двумя способами: с помощью поворотной платформы и с использованием вальцов, находящихся на краю.
С этой целью необходимо просверлить опорные пластины и швеллер, что обеспечит подвижность элементов станка для гибки.
Обе платформы такого устройства также изготавливаются из швеллеров. Для поднятия крайней платформы ручного трубогиба применяют обычный автомобильный или тракторный домкрат гидравлического типа.
Для приваривания вертикальной стойки из швеллера необходимо отступить от края одной стороны основания гидравлического трубогиба примерно 45-50 см. Для ее упрочнения желательно спарить два куска.
Используя строительный уровень, необходимо добиться строгой горизонтальности стационарной платформы самодельного станка для гибки, после чего сзади к ней приварить стойку. С помощью кусков профиля осуществить наращивание ограничителей на высоту, хотя бы равной или больше толщины профильных или круглых труб, которые будут поддаваться гибке.
Используя дверные петли, подсоединить основную станину ручного трубогиба с направляющей платформой. Смонтировать подшипники на краях движущейся и стационарной платформ, а также на ограничителях такого устройства, используя для этого сварку.
Для усиления всей конструкции гидравлического трубогиба необходимо воспользоваться уголками, которые приваривают в отдельных местах. На средний вал станка для гибки прикрепить рукоятку, а на крайние – установить подшипники.
Разместить снизу домкрат под направляющей платформой, с помощью болтов надежно закрепить на основании и самодельный трубогиб готов к работе.
Как согнуть трубу? | BigBender
Если Вы раньше никогда не пользовались трубогибами, которые действуют методом намотки на оснастку, у Вас могут возникнуть вопросы при работе над первым проектом. Самый распространенный вопрос, с которым к нам обращаются покупатели: «Как согнуть трубу? Как правильно разметить трубу для гибки?»
Предлагаем Вашему внимание простую инструкцию по гибке труб на трубогибах BigBender. С ее помощью Вы сможете легко и с большой точностью изготавливать дуги, детали рам и каркасов безопасности, силовых бамперов, багажников и др
Изготовление шаблона
Возьмите отрезок трубы того же диаметра, что и труба, которую предстоит гнуть, длиной 750мм. Если Вы работаете с трубами разного диаметра, то нужно изготовить несколько шаблонов; под каждую трубу — свой.
-
- На расстоянии 150 мм от края прочертите линию по всей окружности трубы (тонким резцом на токарном станке, ножовочным полотном, краской или маркером)
Установите заготовку для шаблона в трубогиб чтобы линия шаблона находилась точно напротив края гибочного ролика (см. рис) и согните ее точно на 90º. Проверьте результат гибки угольником. Если заготовка согнута меньше, чем на 90º, установите ее в трубогиб снова и догните. Главное — не перегнуть заготовку, т.к. в этом случае шаблон будет испорчен, и придется начинать все сначала.




Гибка изделия
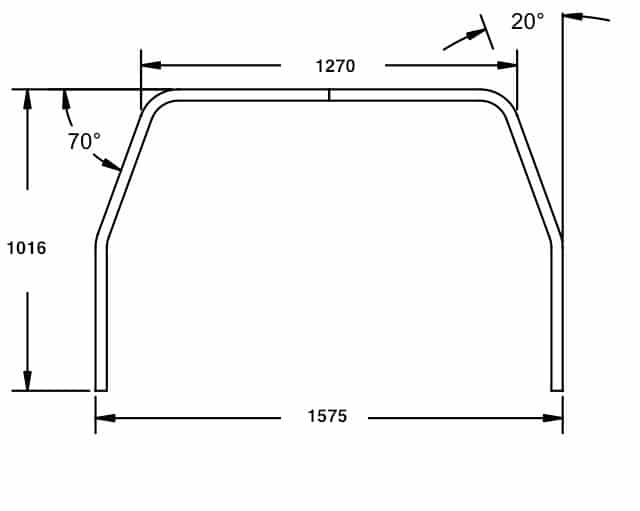
Общая длина заготовки для дуги при гибке: L = w + 2 * h
w — ширина изделия в самом широком месте
h — высота изделия в самом высоком месте
В случае с деталью из примера: L = 1575 + 2 * 1016 = 3607
Лучше взять заготовку чуть большей длины и отрезать лишнее, чем после гибки обнаружить, что не хватает нескольких сантиметров.

Отрежьте заготовку нужной длины и отметьте на ней центр. Отступите от центра расстояние, равное половине ширины верхней части дуги. Приложите к заготовке шаблон так, чтобы внешний его край совпадал со сделанной на заготовке отметкой. Поставьте на заготовке вторую отметку точно напротив линии на шаблоне. Это будет точка начала гиба. Установите трубу в трубогиб так, чтобы точка начала гиба совпадала с краем гибочного ролика и согните трубу на нужный угол
ВАЖНО: при гибке труба пружинит, поэтому, ее нужно перегибать на несколько больший угол, чем требуется. Величина поправки зависит от многих факторов: материал трубы, толщина стенки, радиус трубы итд
и вычисляется экспериментально. Перед началом чистовой гибки необходимо сделать несколько тестовых гибов на обрезках и выяснить, какой должна быть поправка для используемого Вами материала.
Аналогичным образом найдите стартовую точку для второго гиба и сделайте второй гиб. Помните про поправку на перегиб. Следите за тем, чтобы при гибке уже сделанный гиб находился в одной плоскости с трубогибом. Для этого можно использовать строительный уровень или электронный угломер.
Сотрите старую отметку центра заготовки. Измерьте расстояние между гибами и поставьте новую метку точно по центру между гибами. При гибке неизбежно вносятся погрешности, поэтому реальный центр изделия будет находиться немного не там, где Вы его запланировали. Эти погрешности нужно учесть для продолжения работы.
Приложите к детали шаблон так, чтобы внешний его край находился на расстоянии, равной половине ширины изделия. Нанесите на заготовку стартовую точку гиба напротив линии на шаблоне. Установите трубу в трубогиб и согните ее на нужный угол. С помощью уровня следите за тем, чтобы все гибы были в одной плоскости.
Аналогичным образом найдите стартовую точку для следующего гиба и согните трубу.
После того, как все гибы будут сделаны, отрежьте излишки трубы. Дуга готова!
Описанный способ наилучшим образом подходит для гибки труб с помощью трубогибов BigBender Mk2 и Mk3, когда в Вашем распоряжении нет специальных программ для расчета гибки. Если Вам предстоит гнуть более сложные изделия, рекомендуем Вам использовать ПО BendTech или рисовать чертежи изделия в системе SolidWorks.
Сохранить
Сохранить
Сохранить
www.bigbender.ru