Преимущества
Ультразвуковая сварка металлов и полимеров обладает многими положительными особенностями, поэтому она пользуется популярностью в области промышленности.

К основным преимуществам данной технологии относят:
- Высокая скорость выполнения работ, которая оказывает положительное воздействие на производственный процесс.
- При проведении сварки не выделяются вредные испарения, которые могут оказать негативное воздействие на состояние дыхательной системы человека.
- Для защиты свариваемой области не требуется применять инертные газы.
- Этот метод обладает высокой экономичностью, потому что во время него не нужно применять электроды, присадочную проволоку.
- При помощи влияния высокочастотных колебаний производится самостоятельная предварительная очистка поверхностей от мусора и оксидных пленок.
- На всех стадиях работ не проявляются внутренние напряжения шва.
- Аккуратно делает соединения с малозаметными следами прижима сварочного стержня.
- Не наблюдается деформирования в области сваривания. Это обеспечивается за счет точечного и кратковременного механического воздействия механических колебаний.
- Позволяет производить швы во всех пространственных положениях.
- Возможность производить сваривание изделий из металла и полипропилена.
- Простое проведение, сварочный процесс смогут выполнить даже новички.
- Не наблюдается электрического напряжения на свариваемой детали.
Стоит отметить! При проведении ультразвукового сварочного процесса шов всегда получается ровным, прочным. Он не нуждается в проведении дополнительной обработки.
Зачем используют и нужна сварка алюминия?
Алюминиевые сплавы широко распространены в транспортных целях, поскольку они обеспечивают инженерные материалы хорошим соотношением прочности и веса при разумных затратах. В дальнейшем используют его коррозионную стойкость и проводимость (термическую и электрическую) некоторых сплавов. Хотя обычно у него низкая прочность, некоторые из более сложных сплавов могут иметь механические свойства, эквивалентные сталям.
В связи с многочисленными преимуществами алюминиевых сплавов, предлагаемых для промышленности, существует необходимость в определении лучших практик для его сварки.
Подготовка металлических свариваемых поверхностей
Для УЗС металлов эта операция может быть упрощена до визуального контроля. Не нужна тщательная механическая зачистка поверхностей, потому что:
- С помощью воздействий высокочастотных колебаний происходит трение мельчайших частиц (оксидной пленки, примесей).
- Повышение температуры в этой зоне контакта и трение стирает границы поверхностей и происходит образование однородной структуры.
- Давление в зоне соединения прижимает поверхности и образует большую зону соприкосновения.
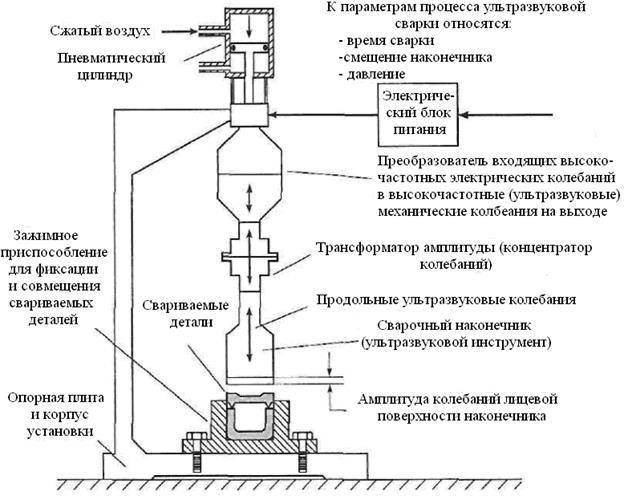
Основные регулируемые параметры оборудования УЗС металлов:
- амплитуда колебаний сварочного наконечника;
- время;
- сварочное давление.
Преимущества УЗС для металлов:
- экономия энергии;
- высокая производительность;
- отсутствие материалов для сварки;
- отсутствие высоких температур (в зоне сварки температура в среднем равна 4% от температуры плавления);
- экологичность;
- нет необходимости в защитной газовой среде;
- форма соединяемых поверхностей различна.
Недостатки данного метода сварки:
- ограничения по размерам заготовок;
- небольшая толщина свариваемых поверхностей;
- чувствительность к влаге.
Воздействие ультразвука на материал деталей
Атомы твердых тел, как кристаллических, так и аморфных, расположены в определенном порядке, между ними установлены более или менее прочные связи, позволяющие телам сохранять свою форму. Атомы и молекулы способны колебаться относительно своего начального положения. Чем выше амплитуда этих колебаний, тем выше внутренняя энергия тела. Если амплитуда превышает определенный предел, установившиеся связи могут разорваться. Если к телу приложено усилие, не дающее ему потерять целостность, вместо разорванных связей возникают новые, этот процесс называют рекомбинацией.
Ультразвуковые волны высокой интенсивности, сообщая атомам тела большое количество энергии за короткое время, увеличивают амплитуду колебаний атомов и молекул в зоне воздействия. Связи между ними рвутся, и под приложенным давлением возникают новые, с частицами из поверхностных слоев второй заготовки. Так возникает чрезвычайно прочное соединение, превращающее детали в единое целое.
Сущность ультразвуковой сварки
При УЗС металлов, необходимые условия для образования сварного соединения происходят под воздействие ультразвуковых волн, преображённых в механические колебания. Энергия вибрации формирует сложные растягивающие и сжимающие напряжения, а также напряжения среза.
Когда напряжения превысят предел упругости свариваемых материалов, на плоскости их контакта происходит пластическая деформация. Под воздействие ультразвука и пластической деформации, поверхностные оксидные плёнки разрушаются и удаляются с поверхности, после чего образуется сварное соединение.
При этом, повышение температуры в зоне сварки не оказывает существенного влияния на процесс сваривания. При ультразвуковой сварке структура и свойства свариваемых металлов изменяются незначительно.
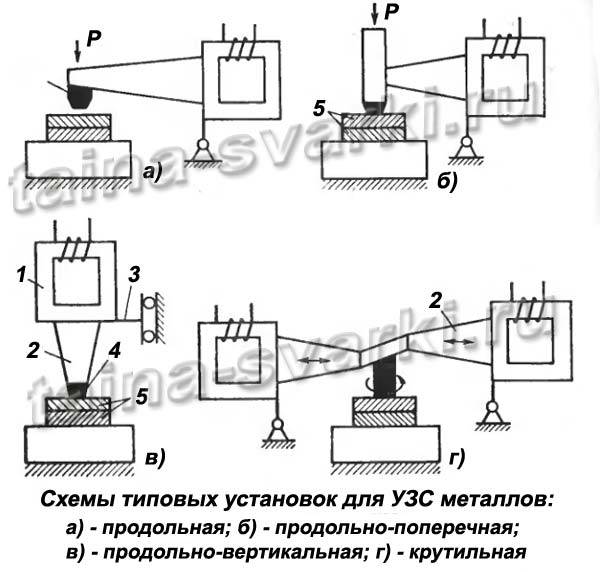
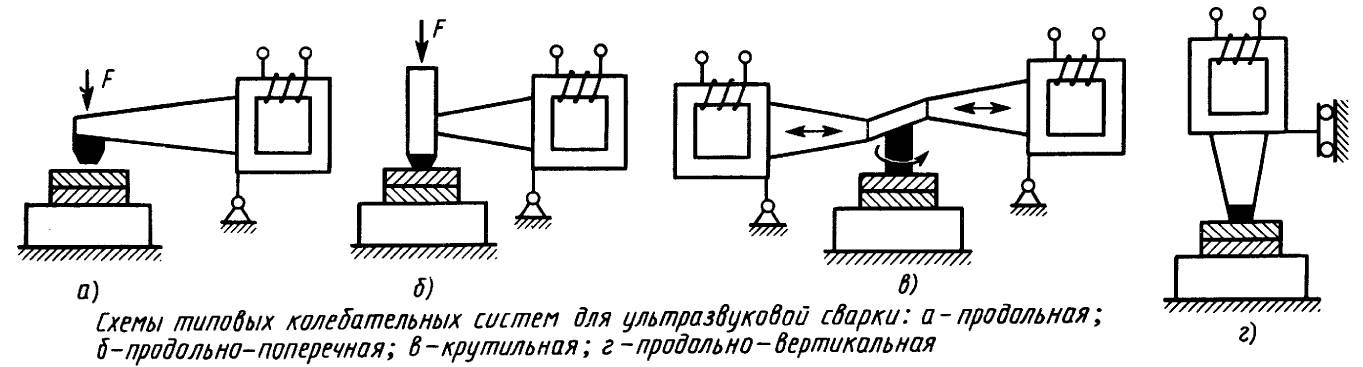
Основные схемы процесса сварки ультразвуком
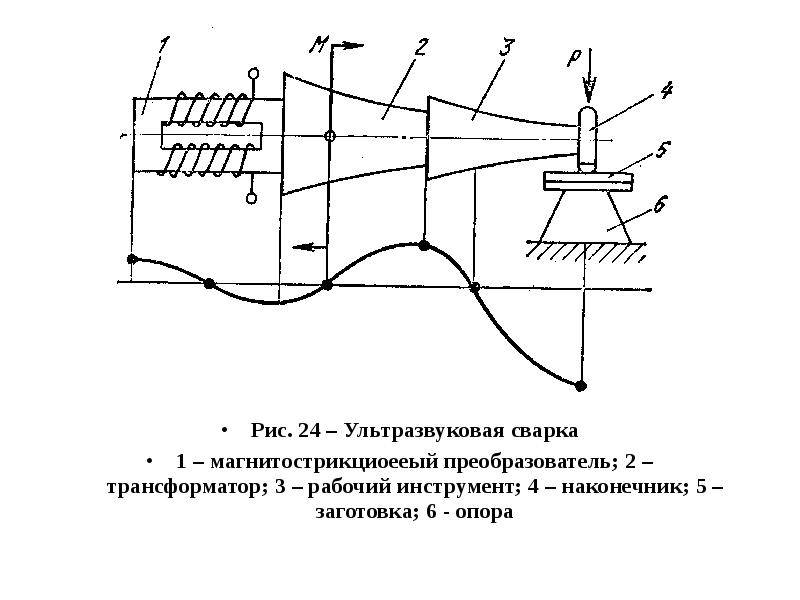
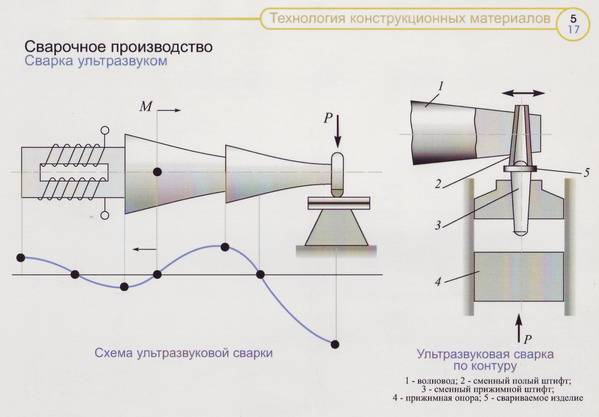
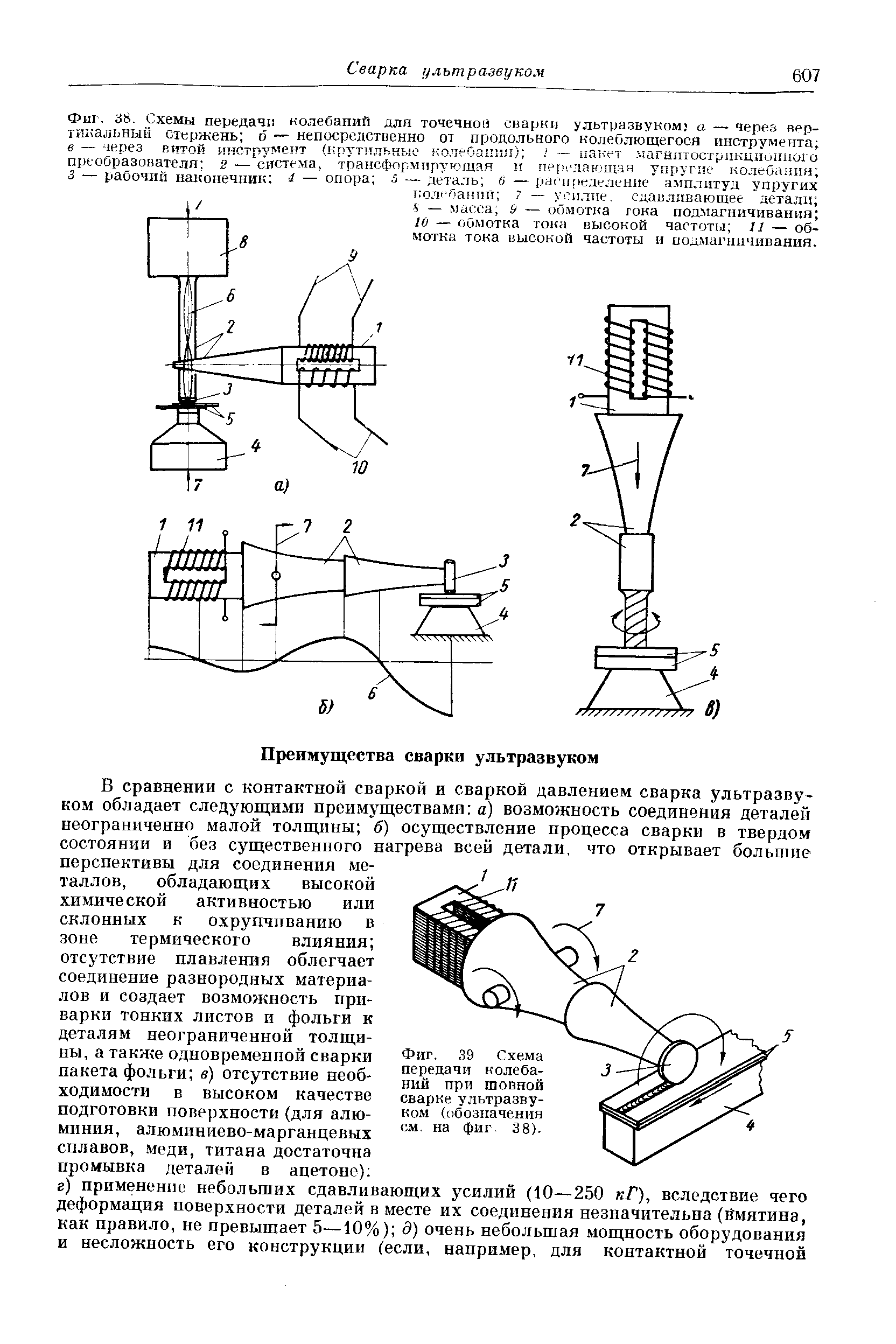
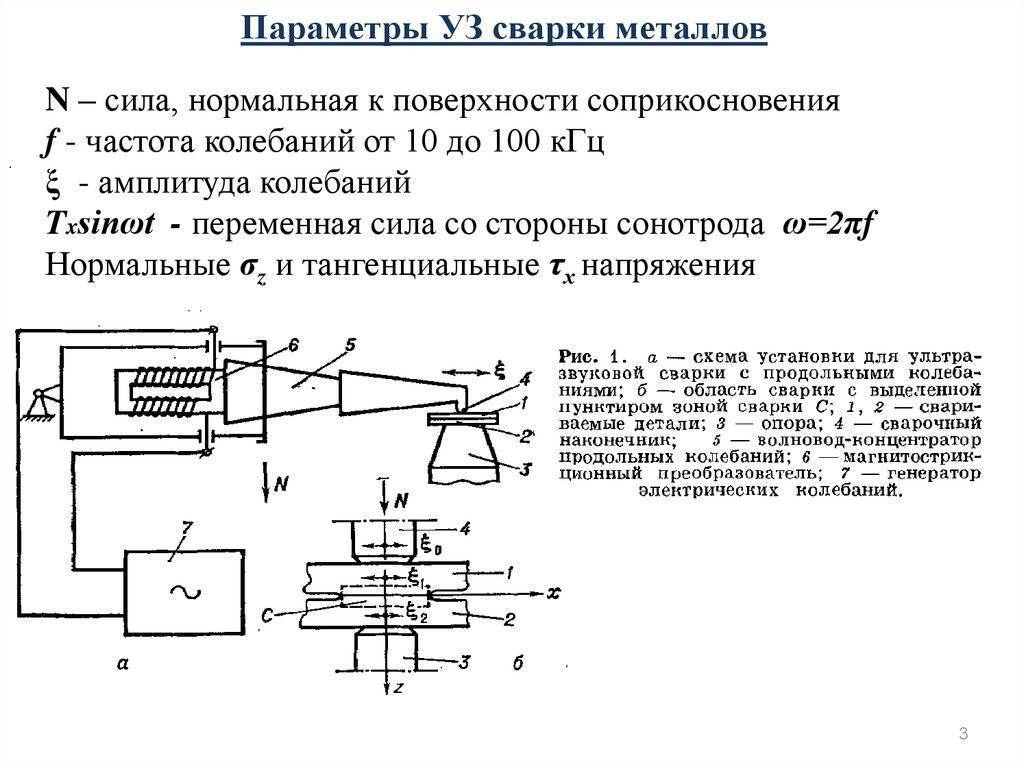
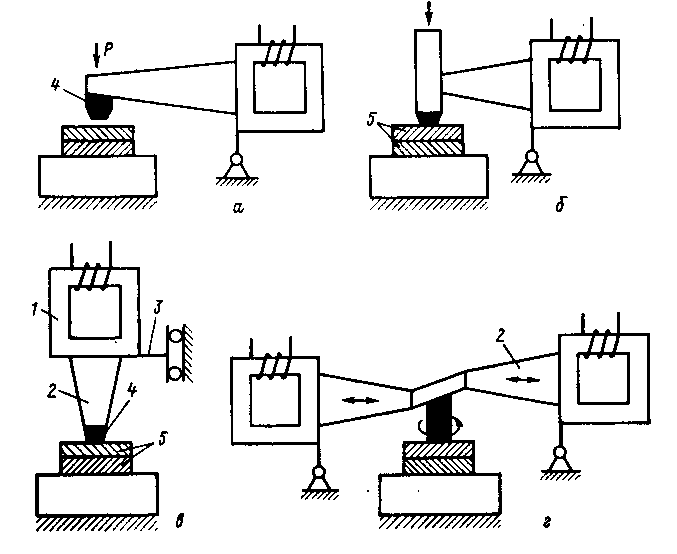
Ультразвуковая сварка выполняется на специальных установках, в которых встроен генератор электромагнитных волн высокой частоты. Также в установке имеется механическая колебательная система, аппаратура управления процессом сварки и привод, создающий давление на сварное соединение. Основные схемы установок для ультразвуковой сварки металлов представлены на рисунке:
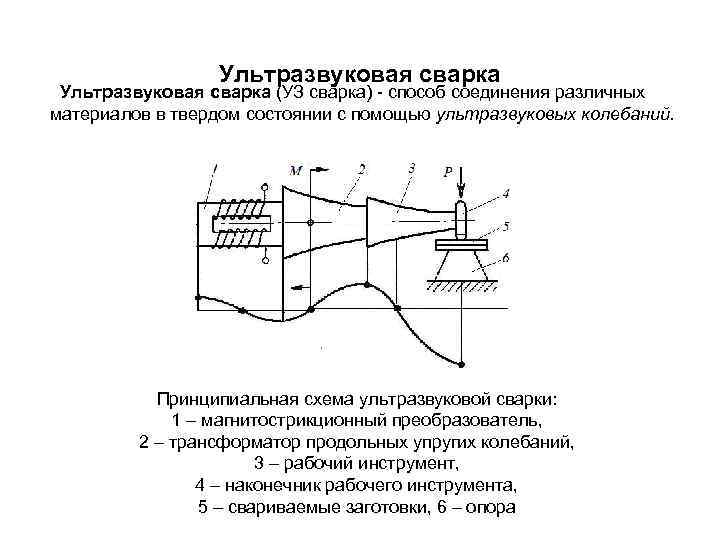
Трансформирование электромагнитных волн в механические колебания и подача их в зону сварки осуществляется с помощью колебательной системы. Основным узлом колебательных систем (см. рисунок) является преобразователь (поз.1). Преобразователь производит механические колебания. При помощи волноводного звена (поз. 2) происходит передача энергии к сварочному наконечнику и увеличивается амплитуда колебаний, по сравнение с амплитудой исходных волн преобразователя. Кроме этого, преобразователь трансформирует сопротивление нагрузки и концентрирует энергию в заданной области сварного соединения (поз. 5).
При помощи акустической развязки (поз. 3) от корпуса машины, почти вся энергия механических колебаний преобразовывается и концентрируется на участке контакта. Сварочный наконечник (поз. 4) является проводным волноводным звеном между нагрузкой и колебательной системой. При помощи него задаётся необходимая площадь и объём непосредственного источника ультразвуковых колебаний в зоне сварки.
Применение сварки ультразвуком
Данный метод создания неразъемных соединений используется при производстве:
- Деталей и схем электроники. Формируют полупроводниковые p-n переходы, подсоединяют выводы микросхем и т.д.
- Игрушек.
- Упаковки.
- Товаров широкого потребления с тонкостенными элементами. Например, с помощью УЗС изготавливают оправы очков.
- Аккумуляторов, батареек.
- Фреонопроводов в холодильных камерах.
- Медицинских изделий.
- Автомобильных узлов.
Возможности ультразвуковых волн
Метод позволяет соединять заготовки из следующих материалов:
- металлов;
- пластмассы;
- стекла;
- ткани;
- кожи;
- керамики;
- композитов.

Метод позволяет соединять пластмассу.
Минимальная толщина изделия составляет 1 мкм. Например, в микроэлектронике методами УЗС к проволоке приваривают фольгу.
Ультразвук позволяет соединять разнородные материалы, например металл и стекло. Распространяясь по изделию, волны проникают в любые места, в т.ч. наиболее труднодоступные.
Установленные ограничения
Соединяют заготовки со следующими параметрами:
- Толщиной до 1,5-2 мм.
- Размерами не более 25-30 см.
Ограничения обусловлены затуханием звуковых колебаний в материале. Применение метода для соединения крупногабаритных заготовок является экономически нецелесообразным из-за непропорционального увеличения мощности оборудования.
Прочность получаемых швов
Сопротивление разрыву в зоне соединения достигает 70% величины, свойственной основному материалу. Для этого следует подобрать оптимальные параметры процесса.
Для образования соединения требуется около четверти секунды.
Особенности ультразвуковой сварки

В каждом методе существуют достоинства и недостатки.
Начнем с достоинств. Первым и одним из основных является простота подготовки материала к свариванию.
Предварительно перед сваркой ультразвуком необходимо только обезжирить поверхность, тогда как при иных видах нужно удалять грязь и ржавчину. Это значительно экономит время и силы рабочего.
Второй плюс – это местный нагрев, который происходит только в зоне контакта и не распространяется далеко за его пределы. Металл не поддается деформации от нагрева, что благоприятно сказывается и при сваривании пластиковых изделий.
Третий плюс – это применение ультразвуковой сварки во время сложных работ в труднодоступных местах. Поскольку сваривание происходит очень быстро, то и металл быстро нагреваться (в течение одной секунды).
Очень часто о многих вещах судят по их цене: чем она выше, тем она качественнее. Дорогие генераторы работают дольше и лучше. Дешевые модели могут не справляться с возложенной на них работой.
Однако работа многих недорогих аппаратов оправдывает себя и ее достаточно для многих задач. Часто ультразвуком становится невозможно сварить детали значительной толщины.
Эта проблема решается путем обычного подбора деталей с волнообразной формой поверхности, которые благодаря эффекту акустической линзы фокусируют ультразвуковую волну в зону контакта.
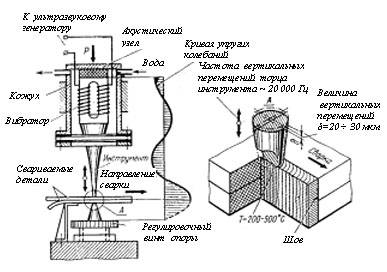
Оборудование для ультразвуковой сварки
Работающая на ультразвуке сварочная установка состоит из следующих блоков:
- Генератора ультразвуковых колебаний, формирующего переменное электромагнитное поле, частота которого выходит за пределы 20 КГц.
- Вибратора, трансформирующего волновые колебания в механическую вибрацию. Вибратор состоит из пакета пластин (толщиной не более десятой части миллиметра), изготовленных их особого материала, который меняет линейные габариты под действием магнитного поля. В итоге, магнитное поле, передаваемое от генератора на пластины, то удлиняет, то укорачивает их размер и электромагнитная волна перетекает в механическую вибрацию.
- Вибратор соединяется волноводом конической или цилиндрической формы, который транслирует механическую вибрацию на поверхность внешней детали. Причем конический волновод работает еще и как резонатор, усиливая амплитуду и повышая эффективность процесса.
Помимо указанных блоков в конструкцию аппарата входит еще и особый сварочный стол, на котором покоятся соединяемые детали. Причем аппарат ультразвуковой сварки транслирует вибрацию на внешнюю деталь в продольном, продольно-поперечном или в продольно-вертикальном направлении. Кроме того, возможно и взаимное кручение стыкуемых элементов.



В завершении описания оборудования следует отметить, что стыкуемые детали попадают на рабочий стол аппарата в следующей последовательности: вниз укладывают толстую деталь, на которую помещают тонкую заготовку. Соотношение толщины верхней и нижней заготовок может достигать значения 1/1000.
Специфика применяемого оборудования
 Оборудование, применяемое для сварочных работ с ультразвуком, подразделяется на аппараты, которые обеспечивают точечную контурную прессовую, шовную и шовно-шаговую сварку.
Оборудование, применяемое для сварочных работ с ультразвуком, подразделяется на аппараты, которые обеспечивают точечную контурную прессовую, шовную и шовно-шаговую сварку.
Мощность таких машин колеблется в диапазоне от 100 до 1500 Вт, а работают они чаще всего на частоте 20000 – 22000 Гц.
Ключевым элементом конструкции оборудования можно назвать электромеханическую колебательную систему. Ее основным назначением является преобразование задаваемых генератором электрических колебаний в механические при неизменной частоте. Данная система определяет уровень и способ передачи энергии к точке сварки, устанавливает скорость осуществляемых колебаний.
Преобразователь
Важной частью ультразвукового аппарата для сварки является магнитострикционный преобразователь. Обычно его выполняют двухстержневым, используя для этого тонкие металлические пластины из магнитострикционного материала, что позволяет снизить потери
Наиболее оптимальными материалами, из которых делают преобразователи, считаются сплавы железа и кобальта. Также достаточно часто для комплектации пакетов в магнитострикционных преобразователях используется никель.
Он обладает всеми необходимыми для этого свойствами (достаточное удлинение, высокая прочность, меньше подвержен коррозии и его легко паять). Обычно для охлаждения этого элемента используется проточная вода.
Трансформатор
 Главной функцией трансформатора упругих колебаний является процесс согласования характеристик работы преобразователей и волновода.
Главной функцией трансформатора упругих колебаний является процесс согласования характеристик работы преобразователей и волновода.
Он позволяет повысить частоты колебаний на выходе волновода. Чаще всего применяются ступенчатые трансформаторы, которые обладают высоким коэффициентом усиления (от 4 до 6). \
Волновод-инструмент усиливает частоту сдвига выходного торца трансформатора и передает энергию к точке, в которой проводится сварочная работа. Его рабочая поверхность исполняется в той форме, которая оптимально подходит для свариваемой детали и типа применяемой ультразвуковой сварки.
Материал, который применяется для выполнения волновода и трансформатора, обязан иметь хорошие свойства упругости, низкую степень затухания, хорошую степень обрабатываемости с применением резания.
Не менее важной составной частью ультразвуковой машины является и опора. Она применяется с целью фиксации деталей при проведении сварочных работ
Иногда она может использоваться как элемент для нагрева и охлаждения, выполняться в виде датчика для более точного контроля над процессом сварки. Этот элемент оборудования должен иметь возможность для перемещения, для чего используется автоматический привод.
Принцип действия и классификация
Процесс протекает в три этапа:
- нагревание элементов, взаимное проникновение материалов друг в друга в зоне контакта;
- формирование связей на молекулярном уровне;
- твердение и формирование шва.
Сварка ультразвуком по уровню автоматизации процесса разделяется на:
- Ручную. Все характеристики установки контролируются оператором, он же проводит пистолет для сварки по контуру соединения.
- Механизированную. Контроль параметров осуществляется оператором, элементы подаются на излучатель.
- Автоматическая. Используется в цехах промышленных предприятий, производится без использования рук человека.
По способу подачи энергии в зону сварки отличают одно- и двухсторонний метод.
В соответствии с характером передвижения волновода УЗС бывает:
- Импульсной. За единичное перемещение рабочая зона бомбардируется короткими импульсами.
- Непрерывной. Излучение воздействует не переставая, волновод передвигается с установленной скоростью вдоль элементов.
По характеру передачи энергии в область сваривания имеются такие режимы УЗС:
- Контактный. Подразумевает равномерное распределение энергии в объеме элементов. Используется с целью сопряжения пленок и пластиковых изделий внахлест.
- Передаточный. Колебания образуются одновременно во многих точках, волны проходят толщу элементов, освобождая энергию на участке. Применяется для создания тавровых швов и сопряжения жестких изделий из полимеров встык.
Таблица свариваемости материаловУльтразвуковая сварка применима для пластмасс и большинства однородных и разнородных металлов. Использование для определенного материала зависит от параметров его кристаллической решетки и твердости – чем она выше, тем ниже свариваемость металлического изделия.
Возможность сопряжения материалов посредством УЗС представлена в таблице.
Виды ультразвуковой сварки
Классификация, характеризующая процесс соединения деталей, позволит понять специфику метода.
Движение рабочей головки (степень механизации оборудования):
— ручной инструмент – волновод сварочного пистолета по шву направляет сварщик;
— механическая сварка – автомат самостоятельно регулирует движение по заданным параметрам, обеспечивая точность соединения до микрон.
Работая ручным сварочным аппаратом, можно менять направление шва. Автоматы двигают волновод по прямой, но с большой точностью, фиксированной скоростью.
Разновидности соединений
Характер движения волновода определяет структуру шва:
— непрерывный создается при постоянном движении головки;
— прерывный или прессовый получается путем периодического отрыва инструмента от детали;
— точечный – импульс направляется в одну точку, образуется небольшая диффузионная зона;
— продольный – при работе вручную смещается сварочная головка, когда используется автомат, соединяемые детали перемещают ролики.
В автоматическом режиме работы задаются фиксированные интервалы. Пистолетом ровные «стежки» или ряд точек выполнить сложнее.
Силовое воздействие
Колебания подводятся к соединяемым элементам:
— с одной стороны – односторонний вид сварки, применяется для соединения деталей свыше 2 мм;
— сверху и снизу – двусторонняя, удобна при работе с тонкими элементами.
При подводе импульсов с двух сторон рабочая зона быстро разогревается, поэтому оборудование оснащается системой охлаждения.
Направление деформации
По принципу распространения импульсной нагрузки выделяют два вида сварки:
— контактная – тонкие детали толщиной до 2 мм соединяются внахлест;
— передаточная – шов формируется по принципу последовательных точечных соединений, когда ультразвук распространяется во всех направлениях, создавая прочное соединение.
При сварке полистирола, полиамида, поликаорбоната, пластиков с хорошими акустическими характеристиками чаще используют передаточный вид сварки. Мягкие полимеры для упрочнения структуры предварительно промораживают.

Преимущества ультразвуковой сварки
Большой мировой опыт в применении ультразвуковой сварки позволяет выделить ряд преимуществ, характерных для этого процесса. Выделим основные из них:
1. Процесс сварки происходит при твёрдом состоянии металла без сильного нагрева сварного соединения. Благодаря этому, появляется возможность сваривания химически активных металлов, а также разнородных материалов, которые склонны к образованию хрупких соединений в результате нагрева.
2. При помощи УЗС возможно получить сварные соединения металлов, которые сложно получить другими способами сварки в силу экономических и технологических ограничений, например, сварку меди или сварку алюминия.
3. Данный вид сварки позволяет сваривать между собой тонкие и сверхтонкие элементы (сварка пакетов из фольги), а также приваривать их к элементам большой толщины. При этом, толщина последних практически не ограничена.
4. При УЗС металлов нет высоких требований к чистоте свариваемых поверхностей, что во многих случаях позволяет производить сварку поверхностей, с имеющимися на них оксидными плёнками, а также сварку тех деталей, на соединяемых поверхностях которых имеются различные изоляционные плёнки.
5. Поверхности соединяемых деталей в зоне стыка не подвергаются сильной деформации из-за малой величины сварочного усилия.
6. Установки для УЗС металлов имеют несложную конструкцию и обладают небольшой мощностью.
7. Процесс ультразвуковой сварки можно легко автоматизировать.
8. Данный вид сварки очень выгоден в плане экологии и гигиены.
Технология ультразвуковой сварки металлов
Технологический процесс сварки металлов ультразвуком представляет собой ряд последовательно выполняемых операций, главными из которых можно выделить: подготовка соединяемых деталей, их сборка, прихватка, сварка и правка. В каждом отдельном случае объём работ по каждой из операций может существенно различаться.
Подготовка свариваемых поверхностей
Результаты, полученные на практике, показывают, что влияние оксидных плёнок на сварных кромках почти не влияет на прочность сварного соединения при ультразвуковой сварке. Поэтому, можно получить качественное сварное соединение при УЗС даже без предварительной обработки свариваемых участков.
Но, результаты некоторых отдельных исследований говорят о том, что целесообразнее будет удалять оксидные плёнки с соединяемых поверхностей, т.к. они могут снизить качество сварного соединения, а в ряде случаев и вовсе технологический эффект не может быть достигнут. Для подготовки поверхностей под УЗС хорошо подходит обезжиривающая обработка.
Выбор режимов сварки
Главными показателями режима ультразвуковой сварки являются частота и амплитуда колебаний сварочного наконечника, величина усилия и продолжительность процесса.
Амплитуда является важнейшим параметром, от него зависит эффективность удаления оксидных плёнок, нагрев, а также зоны пластической деформации. Амплитуду назначают исходя из предела текучести и твёрдости свариваемых материалов, толщины свариваемых элементов и от того, очищались ли сварные кромки от оксидных плёнок, или нет. Чем выше твёрдость, предел текучести и толщина свариваемых материалов, тем выше должна быть амплитуда колебаний. В большинстве случаев, она находится в диапазоне 0,5-50мкм.
Величина сварочного усилия определяет эффективность передачи ультразвуковых волн и способствует возникновению пластической деформации в зоне сварки. Чем выше твёрдость, предел текучести и толщина свариваемых элементов, тем выше должно быть сварочное усилие. При этом усилие напрямую связано с величиной амплитуды колебаний и при увеличении амплитуды, усилие необходимо снижать. При соединении элементов приборов и микросхем усилие составляет от десятых долей до нескольких ньютонов, а при сваривании относительно толстых листов усилие может составлять до 10 000Н. Величина усилия в процессе сварки может оставаться постоянной или же изменяться по определённой программе.
Продолжительность процесса зависит от амплитуды колебаний, усилия сварки, толщины свариваемого металла и его физических свойств. Зависимость времени от амплитуды и свойств такая же, как и зависимость усилия сварки.
Процесс ультразвуковой сварки металлов
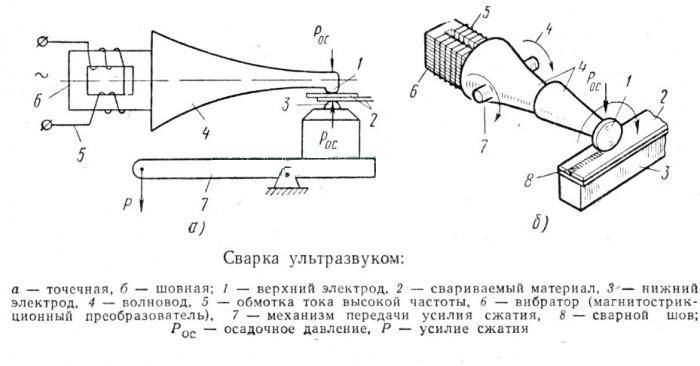
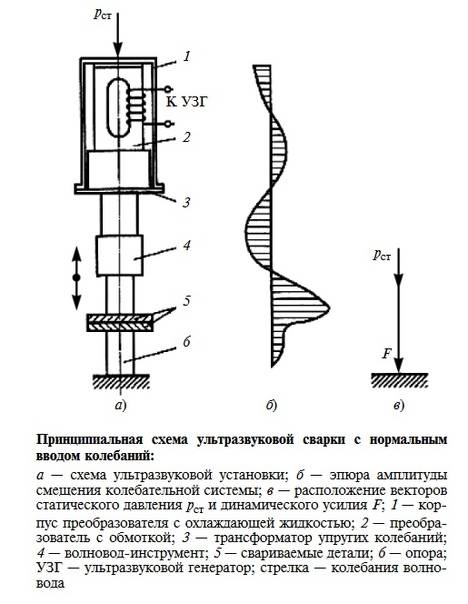
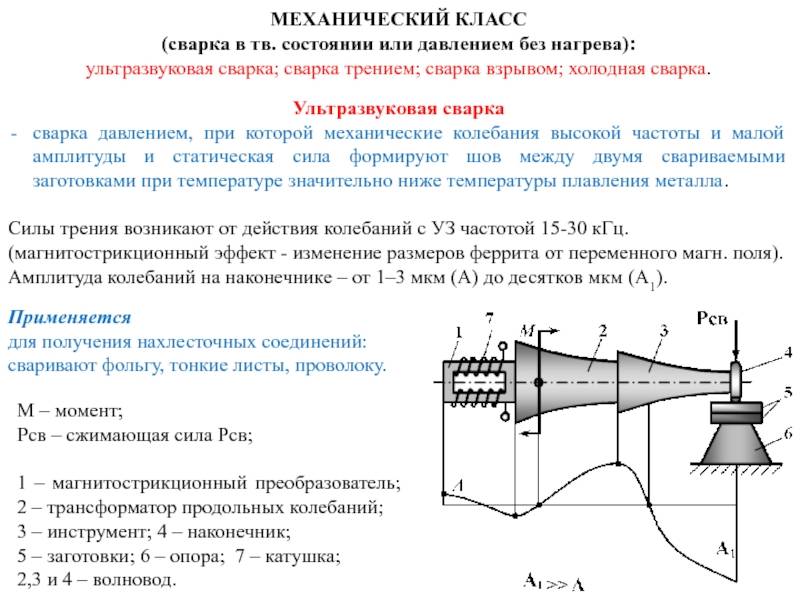
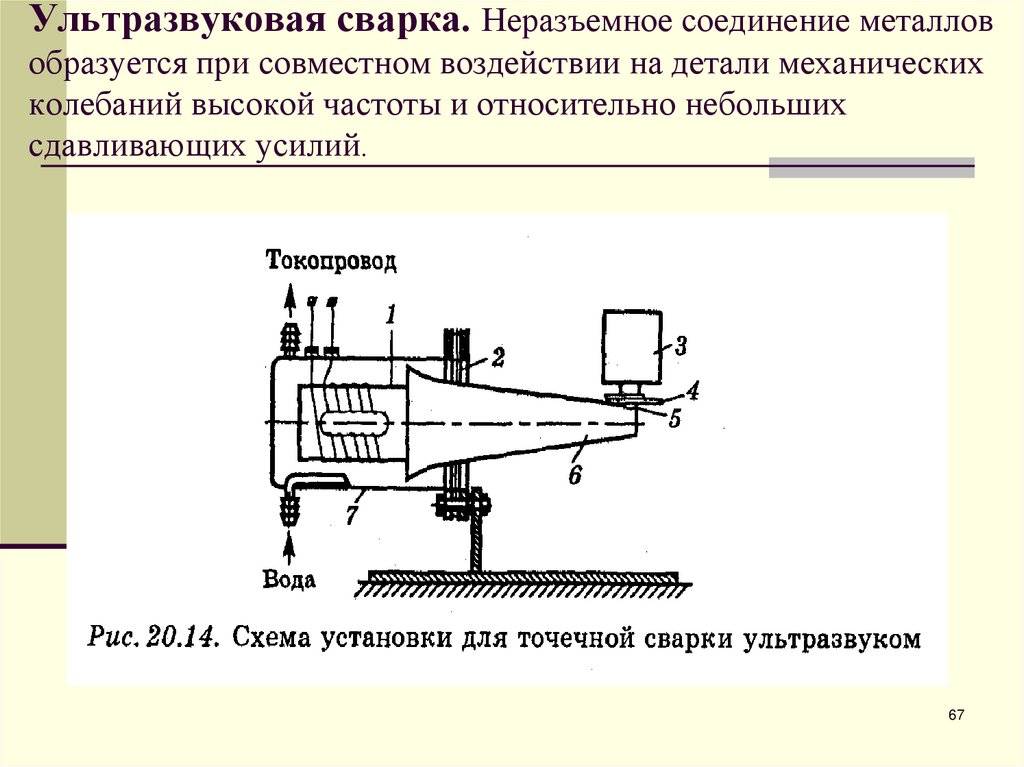
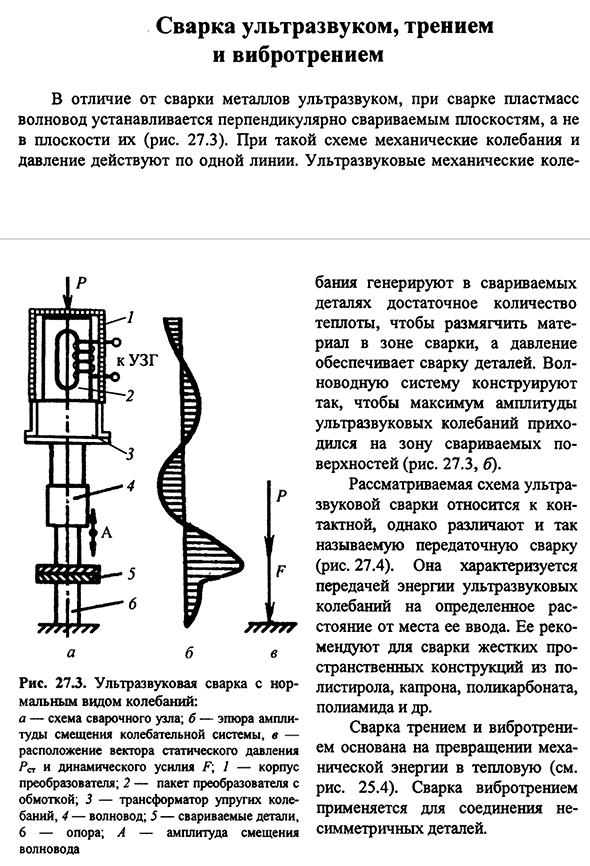
При сварке ультразвуком неразъемное соединение металлов образуется при совместном воздействии на детали механических колебаний высокой частоты и относительно небольших сдавливающих усилий, приложенных нормально к поверхности их соприкосновения (f=10¸100 кГц, амплитуда колебаний x=1¸100 мкм).
Для получения механических колебаний высокой частоты обычно используют магнитострикционный эффект. Он состоит в изменении размеров некоторых сплавов под воздействием переменного магнитного поля.
Для ультразвуковых преобразователей обычно используется чистый никель или железокобальтовые сплавы. Изменение размеров магнитострикционных материалов очень мало: для никеля магнитострикционное удлинение составляет 40×10 -6 . Поэтому для увеличения амплитуды и концентрации энергии колебания, а также для передачи механических колебаний к месту сварки используют волноводы, которые имеют, как правило, суживающую форму. Коэффициент усилия волноводов обычно равен 5, амплитуда на конце волновода при холостом ходе должна быть 20¸30 мкм. Опыт УЗ микросварки показал, что величины амплитуды колебания x=1¸3 мкм уже обеспечивают образование надежного соединения.
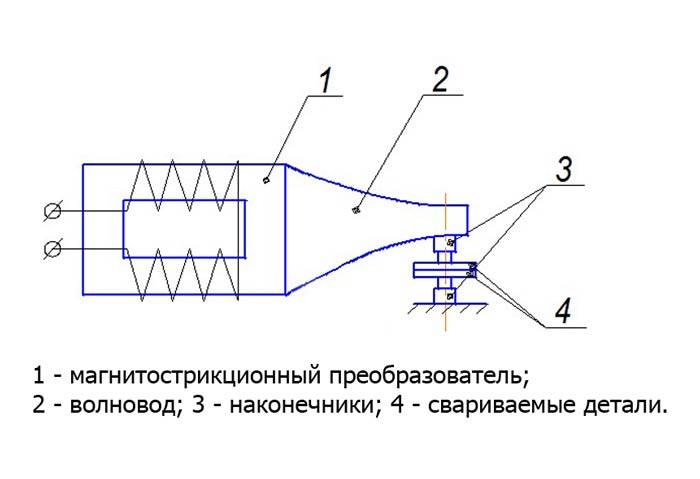
Волноводы передают энергию колебания плоской волны от магнитострикционного преобразователя к сварочному наконечнику (инструменту)
Рис.1. Внешний вид волноводов
Коэффициент усиления амплитуды колебательного смещения при d1¹d2 Ку=d1 2 /d2 2 , где d1, d2 – диаметры входного и выходного торцов волновода.
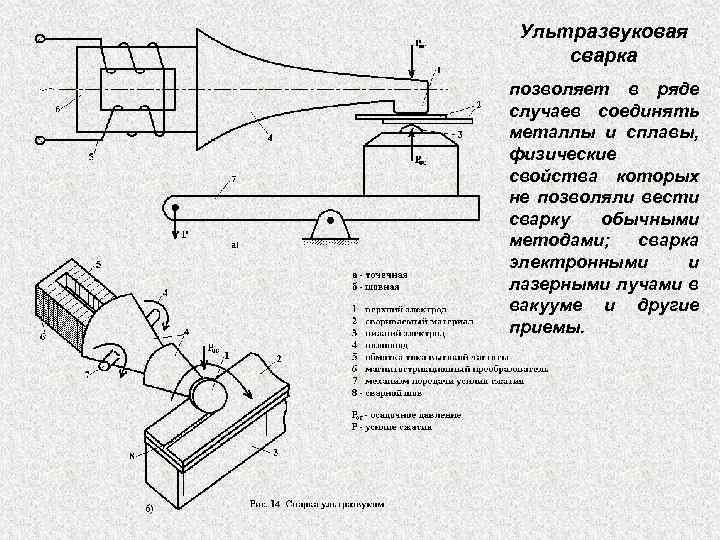
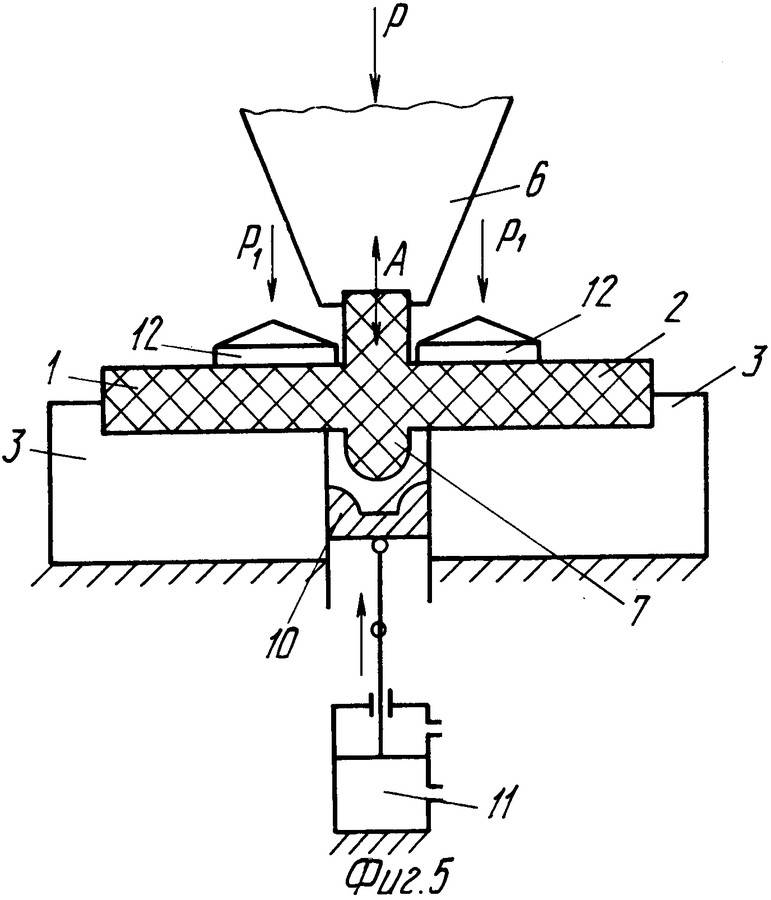
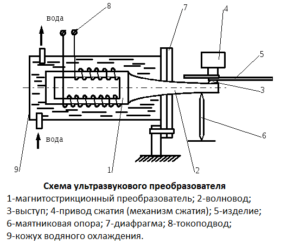
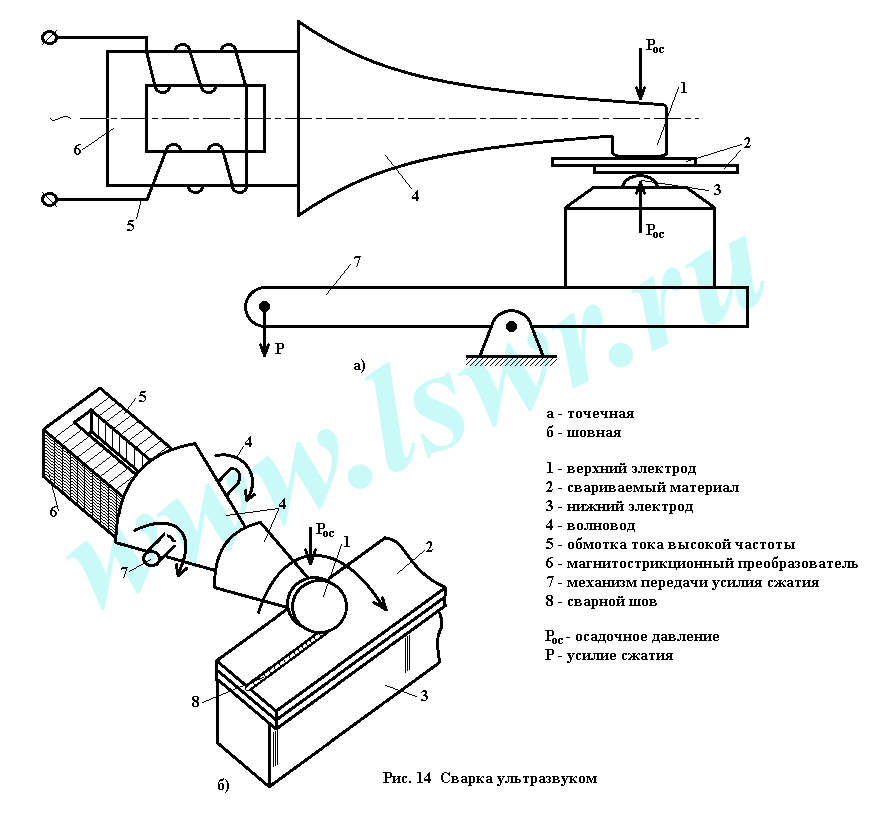
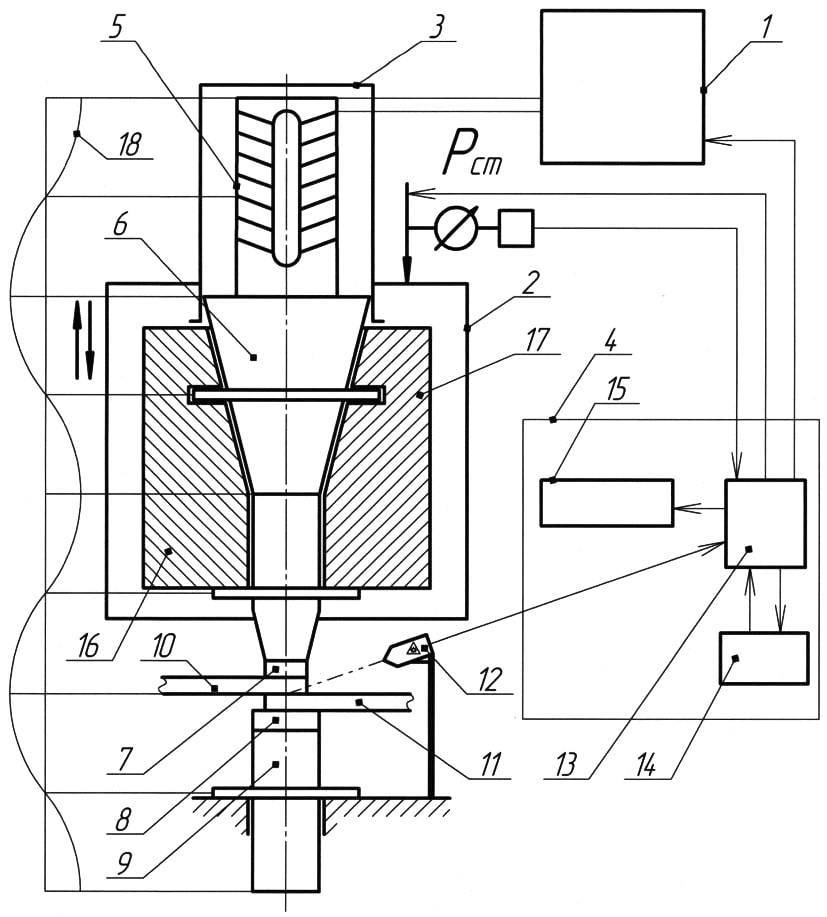
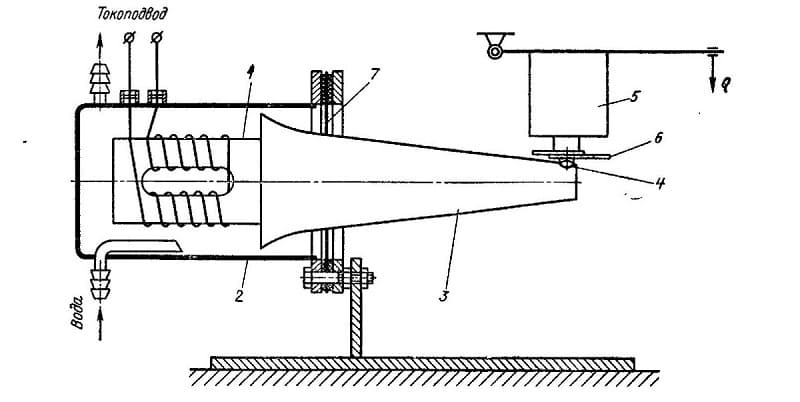
Основной узел машины для УЗС – магнитострикционный преобразователь. Его схема для точечной сварки имеет следующий вид.
1-магнитострикционный преобразователь; 2-волновод; 3-выступ; 4-привод сжатия (механизм сжатия); 5-изделие; 6-маятниковая опора; 7-диафрагма; 8-токоподвод; 9-кожух водяного охлаждения.
Рис.2. Схема установки для точечной сварки
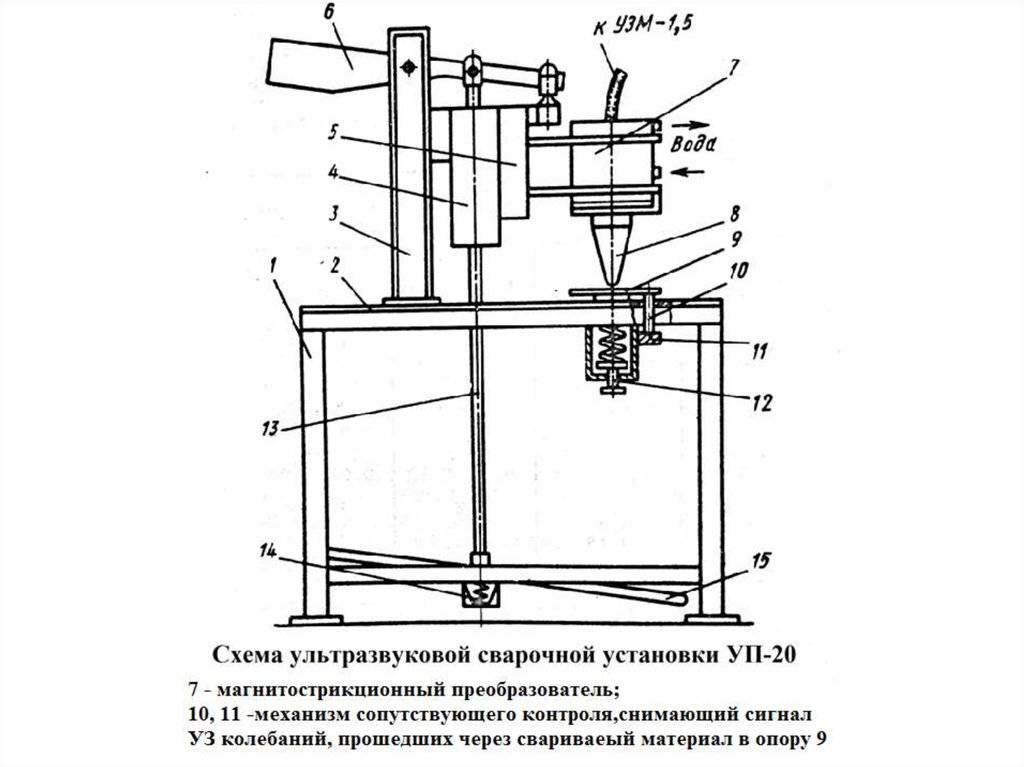
1-магнитострикционный преобразователь; 2-волновод; 3-сваривающий ролик; 4-прижимной ролик; 5-изделие; 6-кожух преобразователя; 7-подвод тока для магнитострикционного преобразователя; 8-привод вращения; 9-подвод охлаждающей воды.
Рис.3. Схема установки для шовной сварки ультразвуком
Обмотка магнитострикционного преобразователя питается током высокой частоты от ультразвукового генератора. Механические колебания передаются и усиливаются волноводом. На конце волновода имеется рабочий выступ. При сварке высокочастотные упругие колебания передаются через волновод на рабочий выступ в виде горизонтальных механических перемещений высокой частоты.
Длительность процесса сварки зависит от свариваемого металла и его толщины, для малых толщин она исчисляется долями секунды.
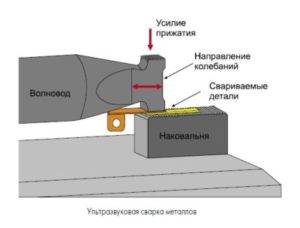
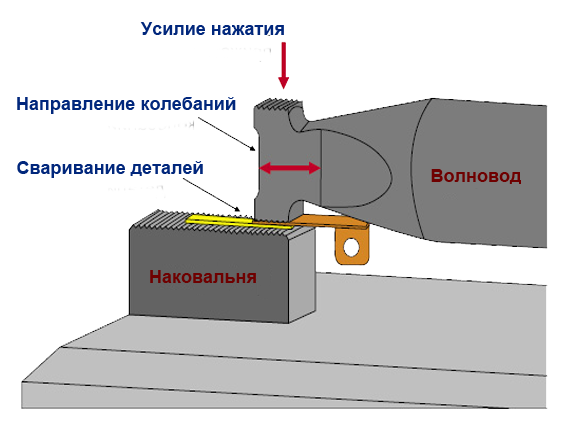
Рис.4. Схема процесса УЗС металлов
Колебания наконечника поляризованы в плоскости, совпадающей с поверхностью верхней пластины.
Колебания наконечника (рабочий выступ, инструмент) вызывают колебания пластин и опоры с амплитудами x1, x2, x3, причем x>x1>x2>x3, так как в каждой из областей «наконечник-деталь», «деталь-деталь», «деталь-опора» происходит поглощение энергии колебаний.
Процесс сварки начинается с взаимодействия микронеровностей соединяемых поверхностей под действием силы N, происходит их деформация.
После включения УЗК в результате относительных колебаний соединяемых поверхностей контактирующие микронеровности испытывают сдвиг и частично деформируются, происходит сближение, очистка поверхности, возникают зоны схватывания и т.д.
В начальный момент действия ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение, приводящее к разрушению окисных пленок и пленок из адсорбированных газов и жидкостей. После образования ювенильных поверхностей процесс сухого трения переходит в чистое трение, которое сопровождается образованием узлов схватывания. Схватыванию способствуют малая амплитуда колебания трущихся поверхностей и возвратно-поступательный характер этих колебаний.
Металлографические исследования образцов различных металлов, сваренных на различных режимах сварки (мощности, продолжительности, при различных давлениях), не обнаружили в зоне сварки литой структуры или воздействия на металл высоких температур. Установлено, что температура в зоне сварки не выше, чем 0,6 от температуры плавления.
Некоторые данные по температуре (t°) в зоне сварки приведены в таблице 1.
Виды УЗС
Данная методика включает в себя несколько направлений. Они отличаются видом оборудования, способом применения ультразвука и пр.
Прерывная и непрерывная
Непрерывная технология предполагает безостановочное движение рабочего органа вдоль области соединения с неизменной скоростью и постоянным воздействием ультразвука. Образуется сплошной герметичный шов, востребованный, например, при изготовлении надувных изделий или пластиковой упаковки.
Рекомендуем к прочтению Особенности электрошлаковой сварки
Точечная сварка
Выставив излучатель в нужную позицию, производят импульс. Затем смещают рабочий орган на некоторый шаг, прижимают к деталям и снова активируют ультразвуковой генератор.


Точечная сварка устанавливается в нужную позицию.
Точечная сварка позволяет быстро выполнить соединение на большой площади. Расстояние между точками определяется требуемой прочностью шва.
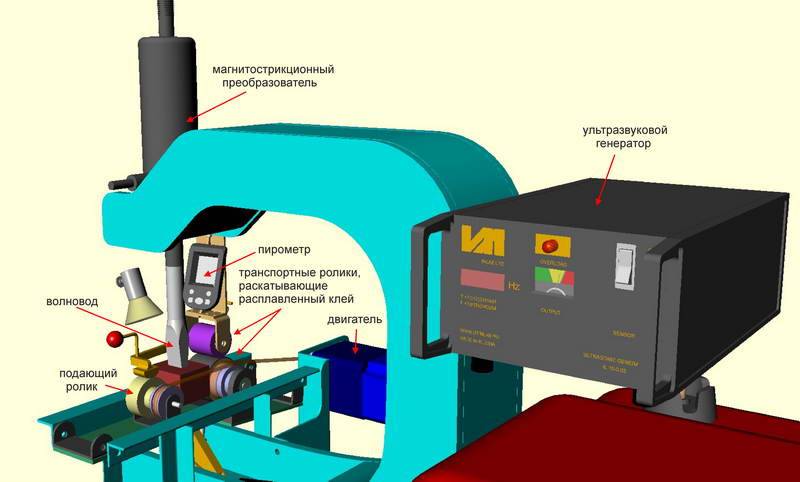
Роликовая сварка
Используется автоматизированное оборудование. Детали перемещаются между роликами, один из которых является излучателем.

Для роликовой сварки используют автоматизированное оборудование.
Сварка по контуру
Детали соединяют по замкнутой линии любой конфигурации. По способу подачи энергии различают 2 разновидности сварки:
- Контактную. Предполагает равномерное распределение импульса по всему поперечному сечению заготовки. Метод используют для соединения внахлест пленок и деталей толщиной до 1,5 мм из мягкой пластмассы.
- Передаточную. Применяют для соединения жесткого пластика с высокими модулем упругости и коэффициентом затухания ультразвуковых колебаний. Импульс генерируется в нескольких точках.

Детали соединяют по контуру любой конфигурации.
Используемое в работе оборудование
Машина для УЗС состоит из следующих компонентов:
- Генератора ультразвука.
- Трансформатора упругих колебаний (бустера).
- Волновода (сонотрода). Может снабжаться наконечником.
- Опоры (наковальни).
- Охлаждающей установки.
- Блока питания.
Дополнительные узлы (присутствуют на некоторых моделях):
- Пресс, развивающий усилие до 200 кгс.
- Кронштейн для фиксации машины над рабочей зоной.
- Выносной блок управления.
- Роликовый механизм.
 Машина для УЗС состоит из генератора ультразвука. Оборудование делится на:
Машина для УЗС состоит из генератора ультразвука. Оборудование делится на:
- Механизированное. Машина поддерживает параметры на заданном пользователем уровне, специальное устройство подает деталь под наконечник.
- Автоматизированное. Применяется на крупносерийном производстве. Участие оператора не требуется, все операции, в т.ч. выбор и ввод параметров, машина выполняет самостоятельно.
- Ручное. Исполнитель сам контролирует параметры процесса и ведет наконечник волновода вдоль шва. Выпускаются переносные модели.
Рекомендуем к прочтению Все о конденсаторной сварке
Мощность аппаратов для УЗС составляет 100-1500 Вт.
Изменяемые параметры
Перед началом работы в настройках задают следующие величины:
- Частоту ультразвука.
- Амплитуду колебаний. Зависит от интенсивности излучения.
- Длительность импульса.
- Прижимное усилие (на моделях с прессом).
 Перед началом ультразвуковой сварки задают настройки прибора. В некоторых случаях дополнительно вводят:
Перед началом ультразвуковой сварки задают настройки прибора. В некоторых случаях дополнительно вводят:
- Температуру предварительного нагрева заготовок.
- Высоту установки наконечника.
Оптимальное значение каждого параметра устанавливают в лаборатории опытным путем. Варят пробные образцы на разных настройках, затем подвергают их испытаниям на прочность. Комбинацию, давшую наиболее стойкое соединение, переносят на производство.
Как работают сварочные машины
Принцип действия оборудования выглядит так:
- Блок питания преобразует сетевой ток в высокочастотный. Обработка осуществляется в 2 этапа. Сначала выпрямитель превращает сигнал в постоянный, затем инвертор (электронный узел под управлением микросхемы) – в переменный с заданной частотой. Показатель в десятки кГц обеспечивают быстропереключающиеся транзисторы.
- В генераторе ультразвука пьезоэлектрический преобразователь превращает ток в механические колебания той же частоты. Стандартом являются 20 или 40 кГц, реже используют 60. В исследовательской практике частоту повышают до 180 (кГц).
- Трансформатор упругих волн увеличивает амплитуду колебаний в 5 раз. Для сваривания материалов она должна достигать 10-15 мкм. Трансформатор может дополняться концентратором.
- Импульс передается по волноводу к заготовке.
При 2-сторонней сварке опора, на которой лежат детали, выступает в роли второго волновода.