Назначение аппарата и сферы его использования
Вертикально-сверлильный агрегат 2А135 предназначен для выполнения широкого ряда операций:
- зенкование;
- развертывание отверстий;
- зенкерование;
- подрезание заготовочных торцов;
- нарезание резьбовыми метчиками.

Выполнение широкого спектра работ позволяет относить агрегат к универсальным устройствам. Указанный аппарат не предназначен для серийного производства и не используется на промышленных предприятиях, выпускающих широкий спектр изделий. Применение станка сводится к мелкосерийным производствам единичных изделий.
Оборудование идеально подходит для ремонтных отделов заводов и инструментальных цехов. При условии внесения усовершенствований в конструкцию агрегат возможно использовать для массового производства продукции.
Станок относится к четвертой группе размещения. Аппарат оборудован режущими инструментами, изготовленными из трех основных видов материала:
- высоколегированных сталей;
- быстрорежущих сталей;
- сплавов высокой твердости.
Агрегат обладает относительно небольшим по размерам рабочим столом. По этой причине на нем обрабатываются детали малых размеров. Подходящими изделиями для обработки на станке являются:
- чугунные детали;
- заготовки из разных видов стали;
- детали из цветных металлов.

Сверлильный станок с ЧПУ 2р135ф2: характеристика
- Максимальный диаметр деталей, подвергающихся обработке не должен превышать 35 мм.
- Максимальный размер не превышает 24 мм.
- Максимальная фрезировальная ширина не превышает 60 мм.
- В процессе обработки участвует 6 инструментов.
- Частота оборотов шпинделя 12.
- Рабочая поверхность имеет следующие размеры – 710х400 мм.
- Частота оборотов шпинделя находится в пределах от 35 до 1600 за минуту.
- Количество подач по Z оси достигает 18.
- Рабочие подачи по Z оси находятся в пределах от 10 до 500 мм за минуту.
- Стол и салазки перемещаются со скоростью до 7000 мм за минуту, а в процессе фрезерования 2200 мм за минуту.
- Частота движения суппорта достигает 4000 мм за минуту.
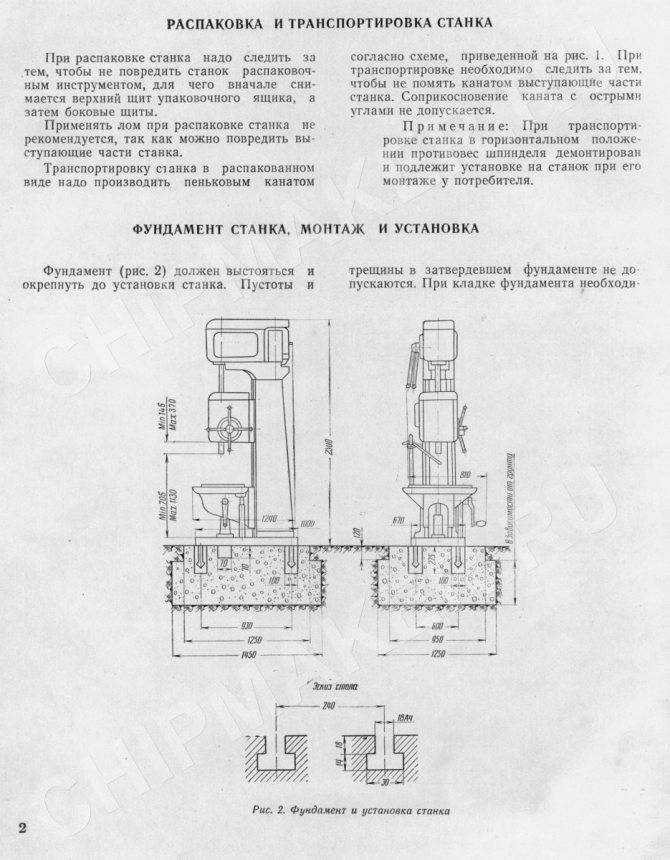
- По габаритам станок обладает следующими параметрами 1800 мм на 2400 мм на 2700 мм.
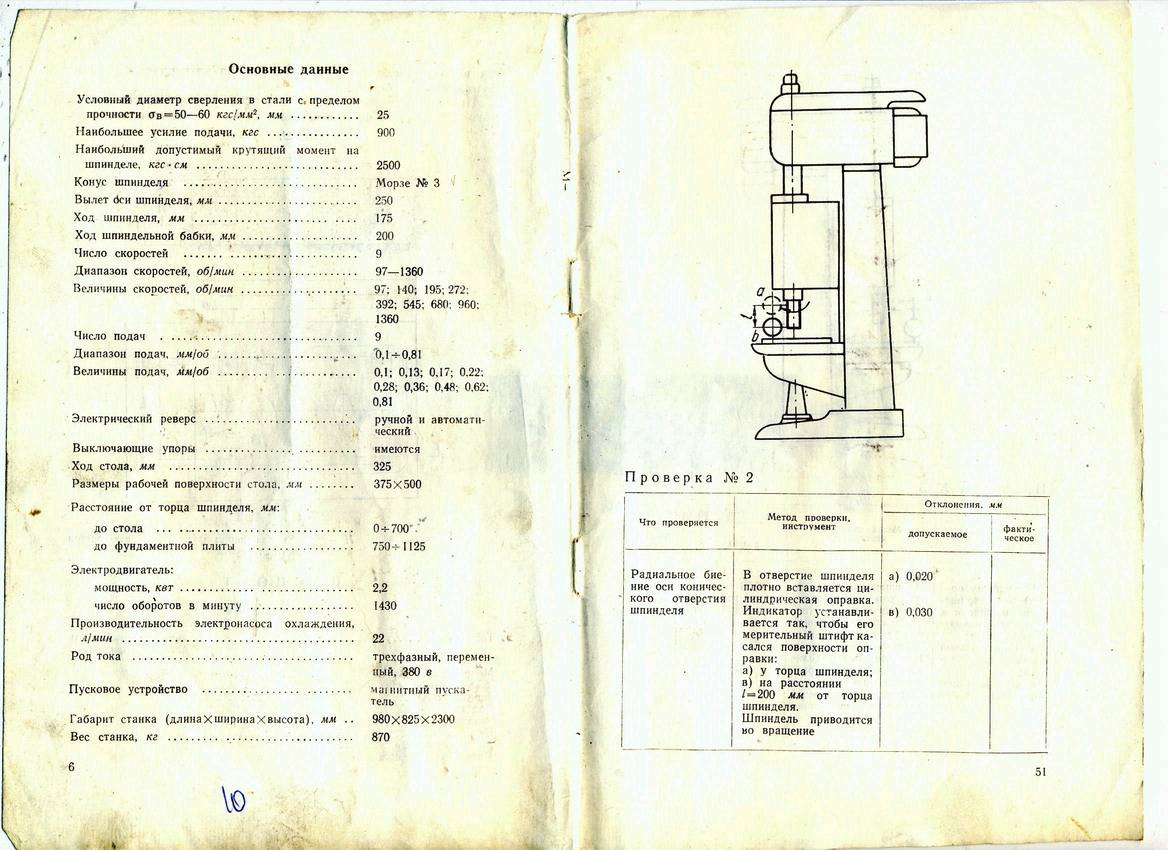
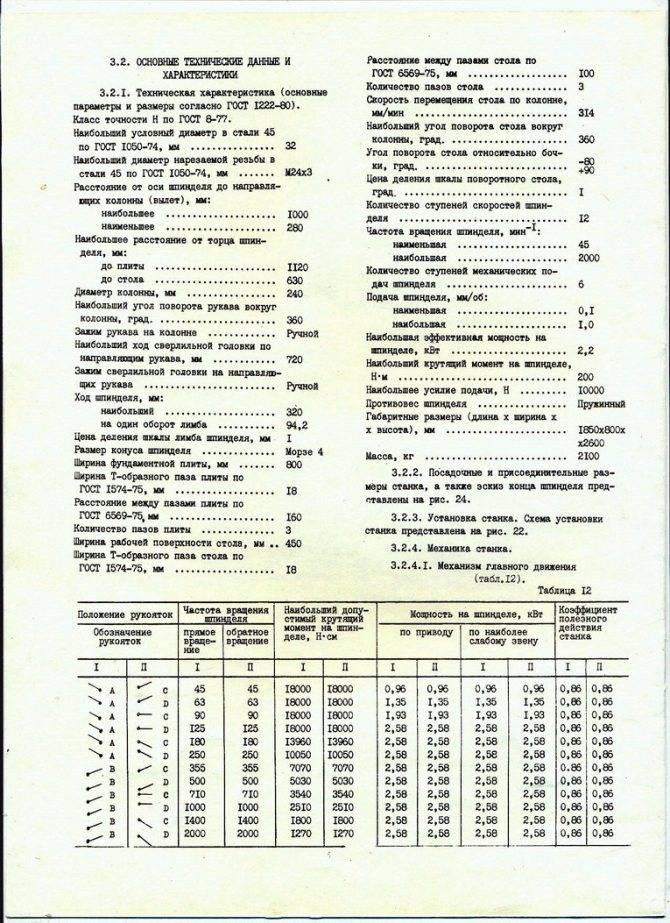
Технические характеристики станка 2н135
Характеристика | Значение |
Конус шпинделя | Морзе № 4 |
Наибольшее осевое перемещение шпинделя, мм | 250 |
Вылет шпинделя, мм | 300 |
Расстояние от конца шпинделя до стола, мм | 30–750 |
Частота вращения шпинделя, мин–1 | 31,5–1400 |
Число частот вращения шпинделя | 12 |
Подача, мм/об | 0,1–1,2 |
Число подач | 9 |
Мощность электродвигателя главного движения, кВт | 4,5 |
Частота вращения вала электродвигателя, мин–1 | 1450 |
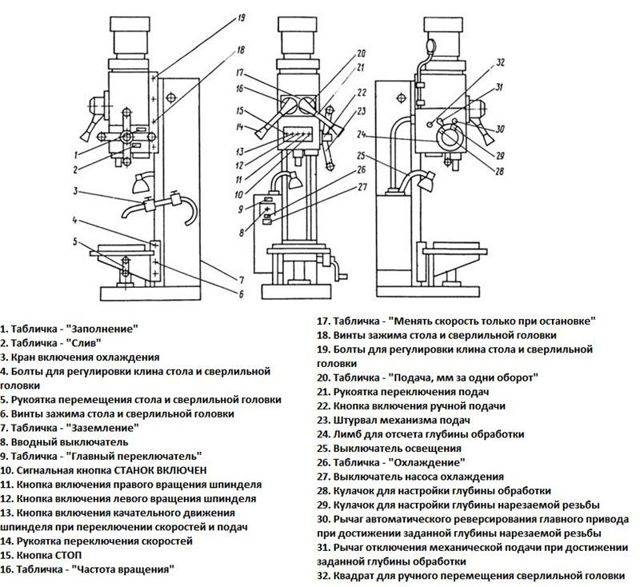
Рис. 3.7. Общий вид вертикально-сверлильного станка 2Н135
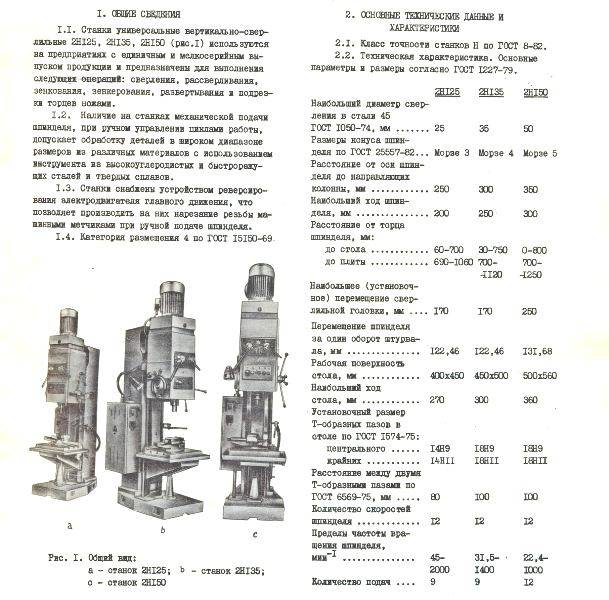
Станок является универсальным вертикально-сверлильным и относится к конструктивной гамме вертикально-сверлильных станков средних размеров 2Н118, 2Н125, 2Н135 и 2Н150 с условным диаметром сверления соответственно 18, 25, 35, 50.
Станки этой гаммы унифицированы между собой. Агрегатная компоновка и возможность автоматизации цикла обеспечивают создание на их базе специальных станков.
Движения в станке (рис. 3.8). Главное движение (вращение шпинделя) осуществляется от вертикально расположенного электродвигателя (N = 4,5 кВт; n = 1450 мин–1) через зубчатую передачу и коробку скоростей.
Коробка скоростей с помощью одного тройного блока зубчатых колес и двух двойных блоков сообщает шпинделю 12 различных значений частот вращения. Последний вал коробки скоростей представляет собой полую гильзу, шлицевое отверстие которой передает вращение шпинделю станка.
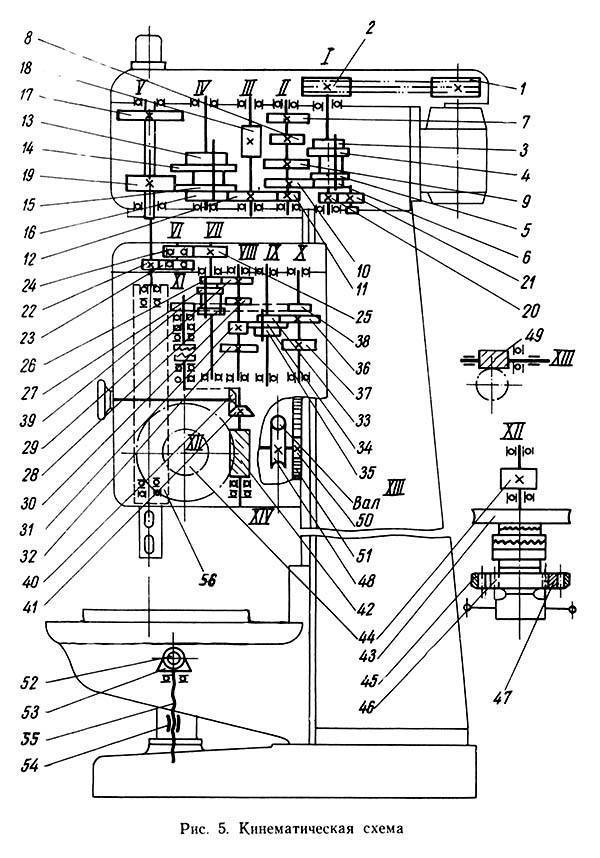
Рис. 3.8. Кинематическая схема станка 2Н135
Движение подачи передается от шпинделя через зубчатые колеса, зубчатую передачу, коробку подач, червячную пару и реечную передачу на гильзу шпинделя.
Коробка подач обеспечивает получение девяти различных подач.
Вспомогательные движения. Коробки скоростей и подач, шпиндель и механизмы подач смонтированы внутри сверлильной головки, имеющей возможность перемещаться вдоль колонны при вращении соответствующей рукоятки через червячную и реечную (z = 14; т = 3) пары. Вертикальное перемещение стола можно производить также вручную поворотом рукоятки через коническую и винтовую пары.
Радиально-сверлильный станок 2М55
Станок (рис. 3.9, 3.10, табл. 3.4) предназначен для сверления, зенкерования и развертывания отверстий и нарезания резьбы в заготовках крупных деталей при единичном и серийном производстве.
Таблица 3.4
Технические характеристики станка 2м55
Характеристика | Значение |
Наибольший диаметр сверления, мм | 50 |
Конус шпинделя | Морзе № 5 |
Вылет шпинделя (расстояние от оси шпинделя до наружной поверхности колонны), мм | 375–1600 |
Частота вращения шпинделя, мин–1 | 20–2000 |
Подача, мм/об | 0,056– 2,5 |
Мощность электродвигателя главного движения, кВт | 4 |
Масса, кг | 4700 |
Рис. 3.9. Общий вид радиально-сверлильного станка 2М55



Обрабатываемую заготовку устанавливают на приставном столе 6 или непосредственно на фундаментной плите 1. Инструмент закрепляют в шпинделе станка, а затем устанавливают относительно обрабатываемой заготовки, поворачивая траверсу 4 вместе с поворотной наружной колонной 2 и перемещая шпиндельную головку 5 по траверсе. В зависимости от высоты заготовки траверса может быть поднята или опущена. Станок имеет механизированные зажимы шпиндельной головки, траверсы и поворотной наружной колонны.
Движения в станке. Главным движением в радиально-сверлильных станках является вращение шпинделя, а движением подачи – осевое перемещение шпинделя вместе с пинолью (гильзой). К вспомогательным движениям относятся: поворот траверсы вместе с поворотной наружной колонной и последующее закрепление на неподвижной внутренней колонне, вертикальное перемещение по наружной колонне и закрепление траверсы на нужной высоте.
Горизонтальное перемещение шпиндельной головки по траверсе вручную производят с помощью маховичка и реечной передачи. Механическое вертикальное перемещение траверсы по поворотной колонне осуществляется отдельным электродвигателем. Закрепление траверсы по окончании перемещения, а также освобождение траверсы перед началом перемещения происходит автоматически.
Закрепление поворотной наружной колонны на неподвижной внутренней, а также закрепление шпиндельной головки на направляющих траверсы происходит с помощью гидромеханизмов, управляемых кнопками. Нажим на одну кнопку вызывает закрепление колонны и головки, нажим на другую – их освобождение. Сила закрепления регулируется продолжительностью нажима на кнопку. Траверсу с полой колонной поворачивают вручную.
3 Составные узлы и особенности некоторых механизмов станка
Важнейшими составными частями агрегата являются:
- стол;
- плита;
- станина;
- электрический двигатель;
- коробка подач;
- шпиндель и его головка;
- рукоятка для перемещения рабочей поверхности по вертикали;
- рукоятка подачи шпинделя в ручном режиме;
- коробка скоростей.
Коробка скоростей станка выполнена в виде корпуса из чугуна, в котором размещен механизм смены скоростей и редуктор (шестеренчатый) шпинделя. Через клиноременную передачу на данное устройство подается движение от электрического двигателя, имеющего вертикальное расположение. Он крепится к кронштейну, способному совершать движение вдоль оси корпуса. Такое перемещение обеспечивает необходимую степень натяжения ремней.
Стоит добавить, что описанный нами корпус монтируется на подставке из чугуна. Внутреннее пространство этой подставки выполняет функцию масляного резервуара, из которого насос берет жидкость для смазывания коробки скоростей (абсолютно всех ее элементов). Сам насос располагается под специальным кожухом.
Шпиндель станка регулируется через окошко, вырезанное спереди шпиндельной бабки, посредством специальной гайки. Упорный подшипник воспринимает усилия (осевые) подачи. В колонне агрегата подвешивается специальный груз, который предназначен для уравновешивания шпинделя. Обязательная смазка подшипников шпинделя выполняется из полости коробки подач фитилем. За одну минуту он отправляет на механизм ровно одну каплю смазочного состава.
Рабочий инструмент агрегата охлаждается эмульсией. Она подается от емкости, размещенной в фундаментной плите, на которой смонтирован электрический насос. Непосредственно к инструменту состав для охлаждения попадает по трубопроводу гибкого типа, снабженному специальным краником, дающим возможность контролировать размер потока охлаждающей жидкости.
Нормальная работа системы охлаждения гарантируется производителем станка только в том случае, когда оператор регулярно очищает от грязи отстойник плиты (фундаментной). Выполнять такую операцию требуется раз в месяц, а в некоторых случаях и чаще.
Главным узлом механизма подач станка серии «А» является коробка подач. Ее привод производится от шестерни, которая расположена на шлицах шпинделя. Указанная шестерня имеет зацепление с находящейся на оси шпинделя двойной шестерней. Валики агрегата получают необходимое им вращение именно благодаря озвученному механизму, включающему в себя ряд шестерен. Также механизм подач располагает муфтой, которая отключает механическую подачу, и, кроме того, при перегрузках предохраняет станок от выхода из строя.
голоса
Рейтинг статьи
Устройство двигателя и коробки передач
Сверлильный агрегат имеет конструктивные особенности.
Станочный шпиндель закрепляется в опорах посредством подшипников прецизионного типа, что обеспечивает плавность и точность сверления изделий.
Одно и то же устройство отвечает за включение, выключение подач и быстрое перемещение шпинделя, что способствует значительной экономии времени на выполнение дополнительных операций.
Режущий инструмент подается автоматически сразу после его подвода к поверхности изделия. Станочный стол двигается в процессе работы горизонтально.
Вертикально-сверлильный аппарат оснащен специальным механизмом остановки с упором, с помощью которого подача режущего инструмента выключается автоматически при достижении нужной глубины просверливания.
Для агрегата предусмотрена возможность замены приводных шкивов, входящих в состав клиноременной передачи.
Принцип действия
 Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Эксплуатация станка в действующем режиме происходит по следующему принципу. Обрабатываемую заготовку, необходимо установить и надёжно зафиксировать на рабочей поверхности координатного стола. Шпиндель с установленным инструментом должен располагаться в крайнем положении снизу. Используя систему продольного смещения рабочего стола, шпиндель необходимо отцентрировать.
Затем нужно убедиться в соосном расположении торца детали, предназначенной для обработки, и шпинделя. Исходя из кинематической возможности, в коробке скоростной передачи выбираем скорость вращения, подходящую для обработки. Включаем вертикальный электрический двигатель главного привода.
После настройки кинематической схемы, осуществляется движение инструментальной головки к торцу обрабатываемого изделия, и выполняют нужную технологическую операцию.
Кинематическая схема сверлильного станка 2А135
Кинематическая схема сверлильного станка 2А135
Схема кинематическая сверлильного станка 2А135. Смотреть в увеличенном масштабе
Движения в станке
- Движение резания – вращение шпинделя с режущим инструментом
- Движение подачи – осевое перемещение шпинделя с режущим инструментом
- Вспомогательные движения – ручные перемещения стола и шпиндельной бабки в вертикальном направлении и быстрое ручное перемещение шпинделя вдоль его оси.
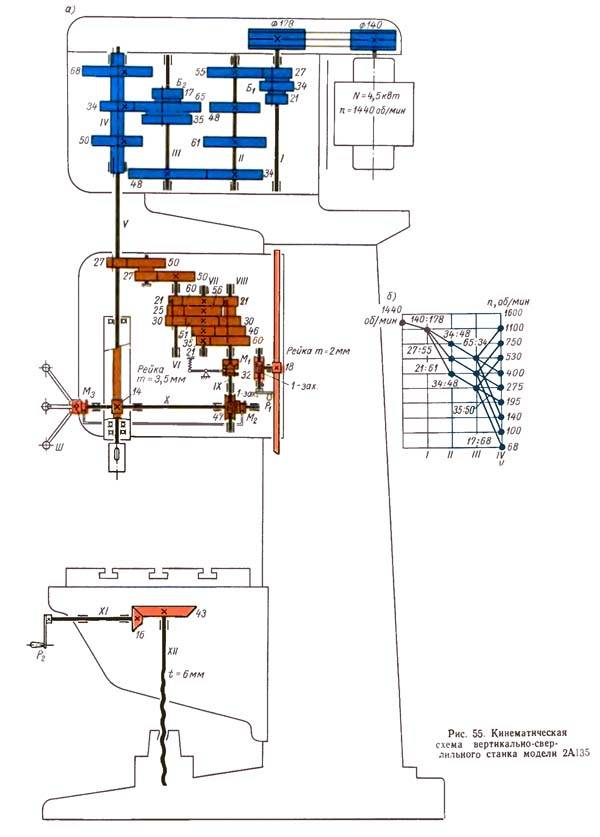
Движение резания. Шпиндель V (рис. 55, а) приводится в движение электродвигателем мощностью 4,5 кат через клиноременную передачу 140—178 и коробку скоростей.
На валу I коробки скоростей находится тройной подвижный блок шестерен Б1, обеспечивающий валу II три скорости вращения. От вала II через шестерни 34—48 вращение передается валу III, на котором расположен тройной подвижной блок шестерен Б2, приводящий в движение полый вал IV, связанный шлицевым соединением со шпинделем V. Как видно из графика (рис. 55, б), шпиндель V имеет девять скоростей вращения. Наибольшее число оборотов шпинделя nmax с учетом упругого скольжения ремня определяется из выражения = 1070 об/мин.
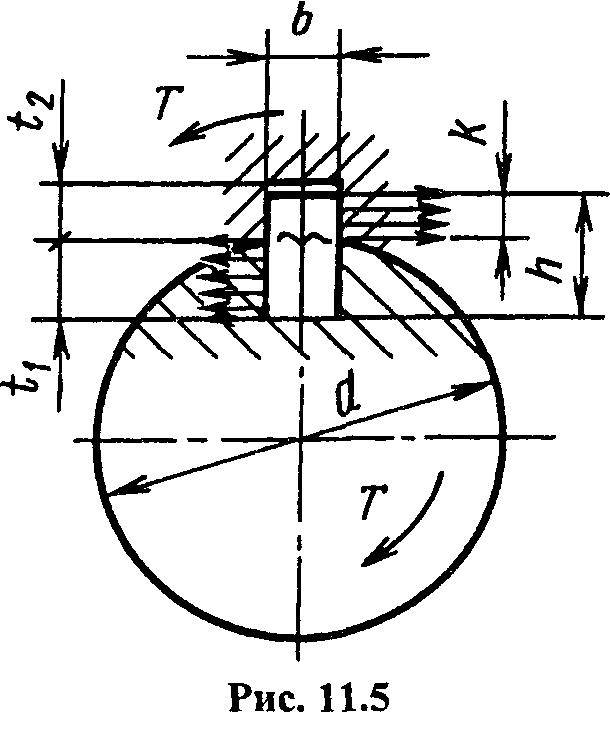
Движение подачи. Движение подачи заимствуется от шпинделя V. Движение передается через шестерни 27—50 и 27—50, коробку подач с выдвижными шпонками, предохранительную муфту М1, вал IX, червячную передачу 1—47. зубчатую муфту М2, вал X и реечную передачу гильзе шпинделя.
В коробке подач расположены трех- и четырехступенчатый механизмы с выдвижными шпонками.
От вала VI три скорости вращения сообщаются валу VII, на котором жестко закреплены шестерни 60, 56, 51, 35 и 21. От вала VII четыре скорости вращения передаются валу VIII.
Теоретически коробка подач обеспечивает 12 скоростей вращения, однако, как видно из графика (рис. 54), одна из них повторяющаяся, поэтому станок модели 2А135 имеет только 11 различных величин подач.
От вала VIII через кулачковую муфту M1 движение сообщается валу IX, на котором закреплен червяк. Червячное колесо расположено на одном валу с реечной шестерней 14, находящейся в зацеплении с рейкой, нарезанной на гильзе шпинделя. Муфта М1 служит для предохранения механизма подач от поломок при перегрузках, а также для автоматического выключения подачи при работе по упорам.
Наибольшая величина подачи smax определяется из выражения 3,14*3,5*14 = 1,6 мм/об.
Вспомогательные движения. Перемещение шпиндельной бабки осуществляется от рукоятки P1 через червячную передачу 1—32 и реечную шестерню 18, сцепляющуюся с рейкой m=2 мм, закрепленной на станине.
Вертикальное перемещение стола достигается поворотом рукоятки Р2 через вал XI, конические шестерни 16-43 и ходовой винт XII.
Быстрое перемещение шпинделя с гильзой производится штурвалом Ш, связанным специальным замком с валом X. Замок позволяет штурвалу свободно поворачиваться на валу X в пределах 20°, а в дальнейшем связывает их в одно целое.
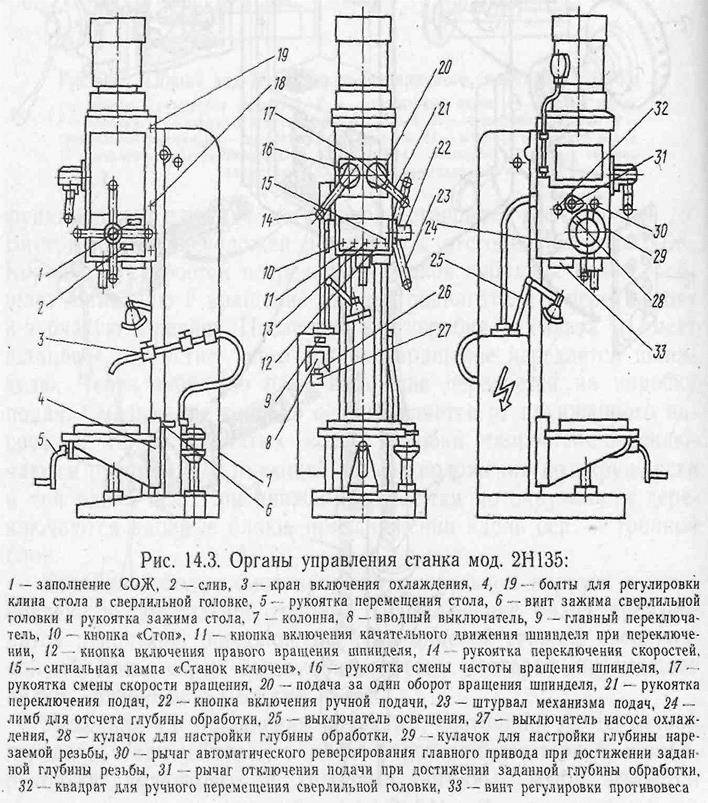
Порядок работы на станке
Наладка станка на работу заключается в установке стола и сверлильной головки в необходимые для работы положения, в зажиме их на колонне, в установке необходимых частот вращения и подач шпинделя.
На станке 2С132ПФ2И предусмотрены следующие режимы управления:
- наладочный (управление вручную от кнопок);
- автоматический (управление от УЦИ К524);
- полуавтоматический (позиционирование стола по программе от устройства УЦИ, а подвод и отвод пиноли со шпинделем вручную).
Для установления наладочного режима необходимо переключатель «Выбор режима» на пульте управления станка установить в положение «Наладка».
Работа на станке в режиме «Наладка» осуществляется нажатием соответствующих кнопок на пульте управления.
Для выбора оси перемещения служит переключатель «Выбор осей X и У». Для перемещения стола в положительном и отрицательном направлениях служат соответственно кнопки «Положительное направление перемещения». Для управления направлением вращения шпинделя служат кнопки «Вращение шпинделя влево» на пульте управления.
Для проворота зубчатых колес в коробке скоростей во время переключения скоростей вращения шпинделя служит кнопка «Проворот шпинделя».
На станке 2С132Ц предусмотрены следующие режимы управления:
- ручной режим;
- автоматический.
При ручном режиме, переключатель «Выбор режима» установить а среднее положение «Ручной режим». Управление станком осуществляется нажатием соответствующих кнопок на пульте станка «Вращение шпинделя влево», «Останов». Рабочая подача осуществляется как от штурвала, так и с помощью механической передачи от электродвигателя главного движения.
При автоматическом режиме, переключатель «Выбор режима» установить в крайнее левое положение «Сверление». Установить кулачки в зависимости от глубины обработки. С помощью штурвала перевести шпиндель в верхнее исходное положение. Нажать кнопку «Пуск цикла».


Нарезание резьбы в автоматическом цикле
ВНИМАНИЕ! Нарезание резьбы с автоматическим циклом подачи шпинделя, возможно только для станков 2С132ПФИ и 2С132Ц. Диапазоны подач указаны в табл. 10
10.
При автоматическом цикле нарезание резьбы переключатель «Выбор режима» установить в крайнее правое положение «Нарезание резьбы». Установить кулачки в зависимости от глубины обработки. Нажать кнопку «Пуск цикла». Окончание нарезания резьбы на станке 2С132Ц контролируется соответствующими кулачками на лимбе, а на станке 2С132ПФ2Й по заданной программе.
На станках 2С132К и 2С132 предусмотрены следующие режимы:
- ручная подача шпинделя;
- механическая подача шпинделя.
Установить кулачки в зависимости от глубины обработки.
После включения вращения и подачи шпинделя начинается обработка детали. По достижении нужной глубины обработки подача шпинделя прекратится, а шпиндель будет продолжать вращаться. Для его остановки нужно нажать кнопку «Останов».
Нарезание резьбы на станке с реверсом шпинделя на определенной глубине, лимб на сверлильной головке установить так, чтобы против указателя находилась цифра, соответствующая глубине обработки. Совместить риску кулачка «Р» с соответствующей риской на лимбе и закрепить кулачок. Выключить механическую подачу. После включения вращения шпинделя метчик вручную ввести в отверстие. Через 2-3 оборота шпинделя надобность в ручной подаче отпадает. По достижении заданной глубины нарезания шпиндель автоматически реверсируется и метчик выходит из отверстия. Чтобы шпиндель принял правое вращение, нужно нажать на соответствующую кнопку.
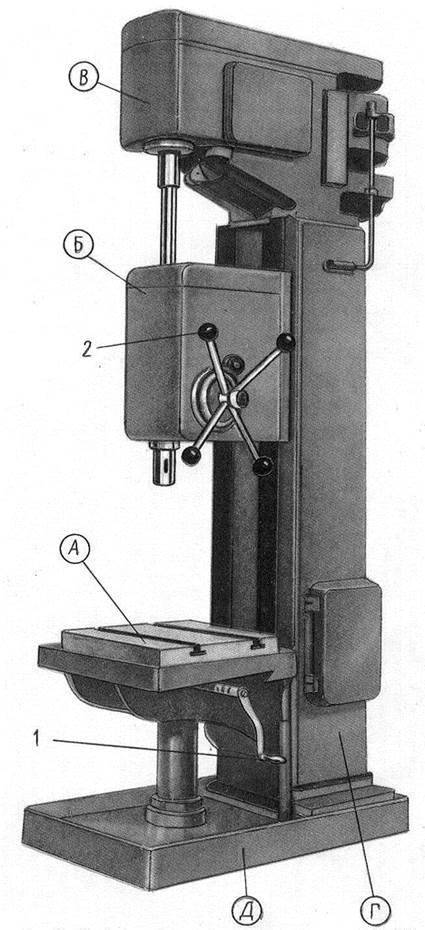
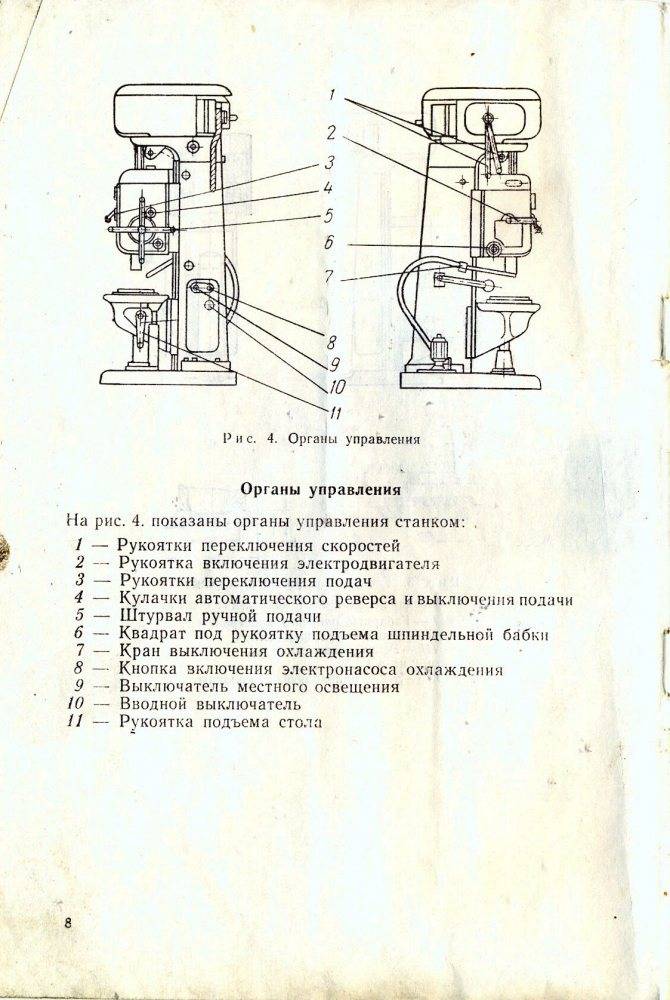
Устройство и особенности аппарата
Устройство агрегата данного типа включает в себя следующие элементы:
- шпиндель;
- коробка скоростей;
- основание, рабочее место и колонна;
- привод;
- головка для закрепления инструмента;
- электрический шкаф;
- охлаждающая система;
- коробка подач;
- система, контролирующая скорости и подачи;
- плунжерный масляный насос.
 Плунжерный масляный насос У вертикально-сверлильных станков техническая характеристика свидетельствует об их универсальности. Данными аппаратами можно выполнять не только сверление, но и зенкерование, рассверливание, нарезание резьбы и развертывание отверстий.
Плунжерный масляный насос У вертикально-сверлильных станков техническая характеристика свидетельствует об их универсальности. Данными аппаратами можно выполнять не только сверление, но и зенкерование, рассверливание, нарезание резьбы и развертывание отверстий.
Это происходит благодаря применению прочных и твердых инструментов, выполненных из хорошо режущих сталей.
Основные особенности аппарата заключаются в следующем:
- вес станка — 1199 кг;
- крутящий момент шпинделя максимально может достигать 399 Нм;
- наличие системы остановки работы шпинделя;
- максимально допустимое усилие, при котором выполняется подача, составляет 15 кН;
- применение электронасоса типа Х14-22М в составе конструкции для передачи жидкости для охлаждения в место обработки;
- габариты рабочего стола составляют 449*499 мм, на поверхности которого предусмотрены пазы в количестве трех штук в форме буквы «Т».
Одной из главных технологических особенностей станка является его 100-процентное ручное управление. Все этапы работы регулируются вручную, а подача шпинделя осуществляется механически.
Общие характеристики агрегата включают в себя три большие части:
- рабочее место-стол, на котором находится деталь, подлежащая обработке;
- устойчивая чугунная станина, имеющая пространство внутри для электрического оборудования;
- сверлильная головка со шпинделем, которая движется по вертикали при помощи червячного вала.
Что представляет собой вертикально-сверлильный станок 2С132
Конструкция станка состоит из колонны, расположенной на основании. Колонна представляет собой пустотелую отливку коробчатой формы, выполненную из чугуна. По
направляющим колонны типа ласточкиного хвоста происходит перемещение сверлильного и подъемного стола. Перемещение их осуществляется в ручном режиме. Подъемный стол имеет три Т-образных паза. В них закрепляют различные приспособления, например тиски. Или стол плавающий, или стол крестовой. Внутри колонны на фундаментной плите установлен электронасос, а в нише колонны в верхней части смонтирована панель электрооборудования. В фундаментной плите расположен резервуар для охлаждающей жидкости. На нижней же плите находится плунжерный насос, благодаря которому происходит смазка коробки скоростей и всех частей сверлильной головки. На передней части подмоторной плиты есть специальный маслоуказатель.
Опоры валов коробки скоростей размещены в верхней и нижней плитах и скреплены межу собой четырьмя стяжками.
Коробка скоростей сообщает шпинделю 12 частот вращения с помощью передвижных блоков. А сама она получает вращение от вертикально расположенного электродвигателя через эластичную муфту и зубчатую передачу.
Переключение скоростей так же, как и переключение подач производится рукоятками, расположенными на передней части сверлильной головки.
Коробка подач смонтирована в отдельном корпусе, установлена в сверлильной головке.
Шпиндель смонтирован на двух шарикоподшипниках.
Сверлильная головка представляет собой чугунную отливку коробчатой формы, в которой
монтируются все основные сборочные единицы станка: коробка скоростей, коробка подач, шпиндель, механизм подачи, противовес шпинделя и механизм переключения скоростей и подач.
Механизм подачи состоит из червячной передачи и передачи реечной. Механизм подачи приводится в движение от коробки подач и предназначен:
- для ручного подвода закрепленного в шпинделе инструмента к детали;
- включения рабочей подачи;
- ручного опережения подачи;
- выключения рабочей подачи;
- ручного отвода шпинделя вверх;
- ручной подачи, используемой при нарезании резьбы.
Разобраться с тем, как работает оборудование, поможет внимательное изучение руководства по эксплуатации.
Паспорт 2А135 (Ø 35 мм) Универсальный вертикально-сверлильный станок (Стерлитамак)
Наименование издания: Описание и руководство по обслуживанию Выпуск издания: Стерлитамакский станкостроительный завод имени Ленина Год выпуска издания: 1960 Кол-во книг (папок): 1 Кол-во страниц: 31 Стоимость: Договорная Описание: Полный комплект документации
Описание станка:Паспорт станка 2а135 представляет собой пусть уже и довольно раритетное издание, но тем не менее востребованное в направлении работы и облуживания сверлильного станка этой модели. Не для кого не секрет, что 2А135 производился в своё время на предприятии под названием Стерлитамакский станкостроительной завод и являлся на тот момент обновлённой позицией оборудования, пришедшей на смену не менее известного на тот момент, но более устаревшего станка модели 2135. Представленный сверлильный станок, в своей обновлённой конфигурации уже бы более продуктивным в плане работы с металлом, универсальным и неприхотливым, что рекомендовало эту позицию в самые разнообразные промышленные предприятия с наиболее качественной подачи. И это не удивительно, ведь станок в новом конструкторском исполнении обзавёлся наиболее удобным способом его управления, что безусловно улучшило эргономические показатели единицы оборудования в целом. При этом станок замечательно работает с диаметром сверления в 35 миллиметров, что позволяет охватывать довольно широкий спектр возможностей по металлообработке, а это на самом деле немаловажный аспект для любого предприятия той или иной производственной направленности.
Непосредственно документация к станку обозначена как описание и руководство по эксплуатации, что содержит довольно много теоретической и конечно граничащей с ней практической информацией. Дело в том, что теория безусловно является ключевым фактором для понятия принципов работы на любой модели станочного оборудования, и эти моменты конечно понимали и учитывали разработчики станка, что представили в последующем в виде подробного издания. К тому же, переходя от эксплуатационной направленности к направленности, связанной с обслуживанием станочного оборудования, вот здесь необходимо руководствоваться уже не только теорией, но и практическим подходом к взаимодействию на сверлильном станке. А практика представляет собой наличие всех необходимых чертежей и схем, на основании которых возможен наиболее продуктивный вариант работы с позицией оборудования. И как раз, в представленном издании, конечно, присутствуют все необходимые для производственной деятельности составляющие. Это схемы, связанные как с механической, но так же электрической частью станка. Ведь, раздел электрооборудование является очень важным для работы с электрикой, что находится в электрошкафу, а моменты восстановления и даже ремонта способствуют детализированной информации на электросхеме.
При этом, в руководстве можно найти ряд чертежей, оказывающих влияние в направлении наиболее рациональной работы с механикой станка. Чертежи эти обладают как общими параметрами, так и более развёрнутыми, что обозначены как чертежи запасных деталей. В целом документация является копией с оригинала и была переведена нами в электронный формат, что обладает высоким разрешением и конечно возможностью читаемого результата при изучении этой технической литературы. По этой причине сверлильный станок паспорт скачать есть возможность из нашего электронного архива сразу после оплаты и поступления платежа на наш счёт. А мы с удовольствием окажем услугу в направлении предоставления той или иной интересующей документации, что есть в наличии в архиве компании. В том случае, если же рассматривать и такой важный момент как применение 2А135 в условиях производства, то на станке есть возможность обработки довольно небольших по размеру и весу деталей или заготовок связанных с металлической основной. А сам станок можно успешно и активно применять в условиях мелкосерийных производств, ремонтных, а так же инструментальных цехах самых разнообразных организаций, связанных с технологическими особенностями промышленного направления.
Устройство и особенности аппарата
Устройство агрегата данного типа включает в себя следующие элементы:
- шпиндель;
- коробка скоростей;
- основание, рабочее место и колонна;
- привод;
- головка для закрепления инструмента;
- электрический шкаф;
- охлаждающая система;
- коробка подач;
- система, контролирующая скорости и подачи;
- плунжерный масляный насос.

Плунжерный масляный насос
У вертикально-сверлильных станков техническая характеристика свидетельствует об их универсальности. Данными аппаратами можно выполнять не только сверление, но и зенкерование, рассверливание, нарезание резьбы и развертывание отверстий.
Это происходит благодаря применению прочных и твердых инструментов, выполненных из хорошо режущих сталей.
Основные особенности аппарата заключаются в следующем:
- вес станка — 1199 кг;
- крутящий момент шпинделя максимально может достигать 399 Нм;
- наличие системы остановки работы шпинделя;
- максимально допустимое усилие, при котором выполняется подача, составляет 15 кН;
- применение электронасоса типа Х14-22М в составе конструкции для передачи жидкости для охлаждения в место обработки;
- габариты рабочего стола составляют 449*499 мм, на поверхности которого предусмотрены пазы в количестве трех штук в форме буквы «Т».
Одной из главных технологических особенностей станка является его 100-процентное ручное управление. Все этапы работы регулируются вручную, а подача шпинделя осуществляется механически.
Общие характеристики агрегата включают в себя три большие части:
- рабочее место-стол, на котором находится деталь, подлежащая обработке;
- устойчивая чугунная станина, имеющая пространство внутри для электрического оборудования;
- сверлильная головка со шпинделем, которая движется по вертикали при помощи червячного вала.
Конструктивные особенности
Конструкция сверлильного станка состоит:
- Рабочая головка, которая служит для закрепления инструмента.
- Привод.
- Насос масляный плунжерного типа.
- Система охлаждения обрабатываемой зоны.
- Шпиндель.
- Коробка подач.
- Система электроснабжения агрегата, электрический шкаф для подключения к сети.
- Коробка скоростей.
- Система контроля скорости и подачи.
- Плита основания, колонна, рабочий стол.
Станина агрегата сделана в виде монолитной, массивной, чугунной конструкции. Положение производительной поверхности выполняется оператором по несущей колонне вручную, путём отжима фиксирующего устройства и поворота штурвала, выполняющего функцию регулировки положения шпинделя. Для движения поверхности стола на колонне сделаны специальные направляющие пазы.
А также чугунной является и опорная плита. Она имеет пустотелую конструкцию, внутри которой находится ёмкость для хранения жидкости охлаждения. Там же расположен отстойник для металлических крупных загрязнений и устройство фильтрации. На самой опорной колонне располагается электрический насос мощностью 120 Вт, который отвечает за подачу жидкости. Подача охлаждающей жидкости осуществляется через систему различного диаметра трубок, которые подают воду непосредственно к сверлильному элементу.
Принцип работы сверлильного станка 2А135
Обрабатываемая деталь устанавливается на столе станка и закрепляется в машинных тисках или в специальных приспособлениях. Совмещение оси будущего отверстия с осью шпинделя осуществляется перемещением приспособления с обрабатываемой деталью на столе станка.
Режущий инструмент в зависимости от формы его хвостовика закрепляется в шпинделе станка при помощи патрона или переходных втулок. В соответствии с высотой обрабатываемой детали и длиной режущего инструмента производится установка стола и шпиндельной бабки.
Отверстия могут обрабатываться как ручным перемещением шпинделя, так и механической подачей.
Сверлильное оборудование
В станочном парке большой процент занимает сегмент сверлильных станков. Это объясняется необходимостью проводить сверление практически в любом технологическом процессе. Всю необходимую информацию, связанную с устройством агрегата содержит паспорт, поставляемый с любой моделью агрегата.
Все оборудование данного сегмента представляет собой три группы, каждая из которых выделяется в зависимости от специфики работы:
- специальные;
- специализированные;
- универсальные.
В каждой из этих групп можно провести градацию в зависимости от размеров сверла, и соответственно отверстий, которые под силу данному сверлильному станку. Выделим основные:
- легкие, до 12 мм;
- средние, 18-50 мм;
- тяжелые, свыше 50 мм.


Вертикальные сверлильные станки
Тяжелые промышленные сверлильные станки с коробчатой колонной предназначены для выполнения операций сверления, развёртки, зенкования, а также нарезания внутренних резьб, цекования и т.д. Станки оснащены системой подачи СОЖ в зону резания. На станках предусмотрена функция автоматического сверления глубоких отверстий со ступенчатой подачей и регулировкой глубины сверления.
Станки предназначены для выполнения операций сверления, зенкования, а также нарезания внутренних резьб, и т.д. механическая коробка скоростей шпиндельной бабки, а также наличие 2-х скоростного мощного привода с реверсивным вращением, позволяет оптимально подобрать скорость и направление вращения шпинделя. Станки оснащены системой подачи СОЖ в зону резания.
Тяжелые промышленные сверлильные станки с коробчатой колонной предназначены для выполнения операций сверления, развёртки, зенкования, а также нарезания внутренних резьб, цекования и т.д. Станки оснащены системой подачи СОЖ в зону резания. На станках предусмотрена функция автоматического сверления глубоких отверстий со ступенчатой подачей и регулировкой глубины сверления.
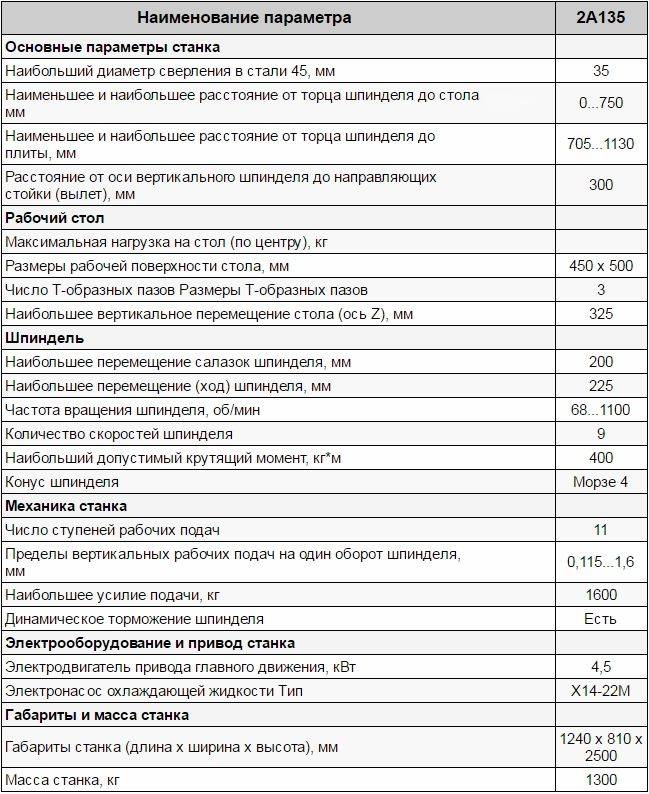
Технические особенности 2а135
Чтобы специалисты могли получить максимально объективную информацию о данной модели, мы представим ниже основные технические параметры агрегата:
- Максимальное расстояние от стола до торца шпинделя: 750 мм;
- Габариты рабочего стола: 450х500 мм;
- Диапазон частот вращения шпинделя: 68-1100 оборотов в минуту;
- Тип конуса шпинделя: Морзе 4;
- Максимальное усилие подачи: 1.6 тонн;
- Наличие динамического торможения шпинделя: Да;
- Мощность электропривода: 4.5 кВт;
- Габариты агрегата в собранном виде: 1240х810х2500 миллиметров;
- Масса станка: 1300 кг.
Выводы
Выбор сверлильного станка по определению не может быть простой задачей. У каждой техники есть свои особенности – как положительные, так и отрицательные. Говоря о недостатках 2а135, стоит заметить, что модель является морально устаревшей, хоть и приспособленной для выполнения основных целевых задач. Не стоит ожидать от нее также эргономичности, так как проектировалась она очень давно, и в то время этому параметру уделялось минимум внимания.

Тем не менее, в поисках доступного станка, способного выполнять широкий спектр задач, вам сложно будет найти более выгодный вариант, нежели 2а135
Именно поэтому мы рекомендуем мастерам уделить должное внимание этой модели
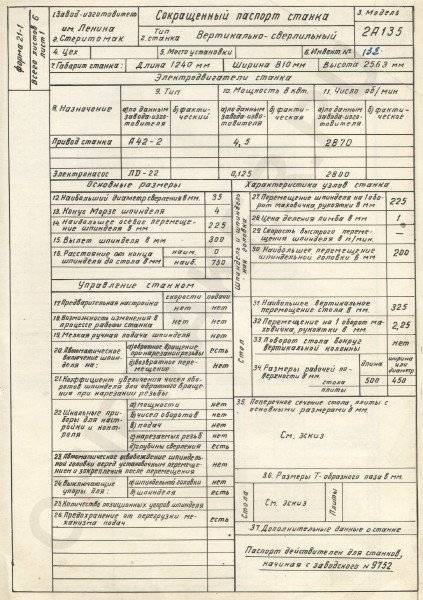
2 Технические характеристики оборудования
Шпиндель имеет максимальный ход 225 мм, его салазки перемещаются максимально на 200 мм, максимальный же момент кручения равняется 400 кг*м. Частота вращения данного устройства варьируется от 68 до 1100 оборотов в минуту, а число скоростей равняется девяти.
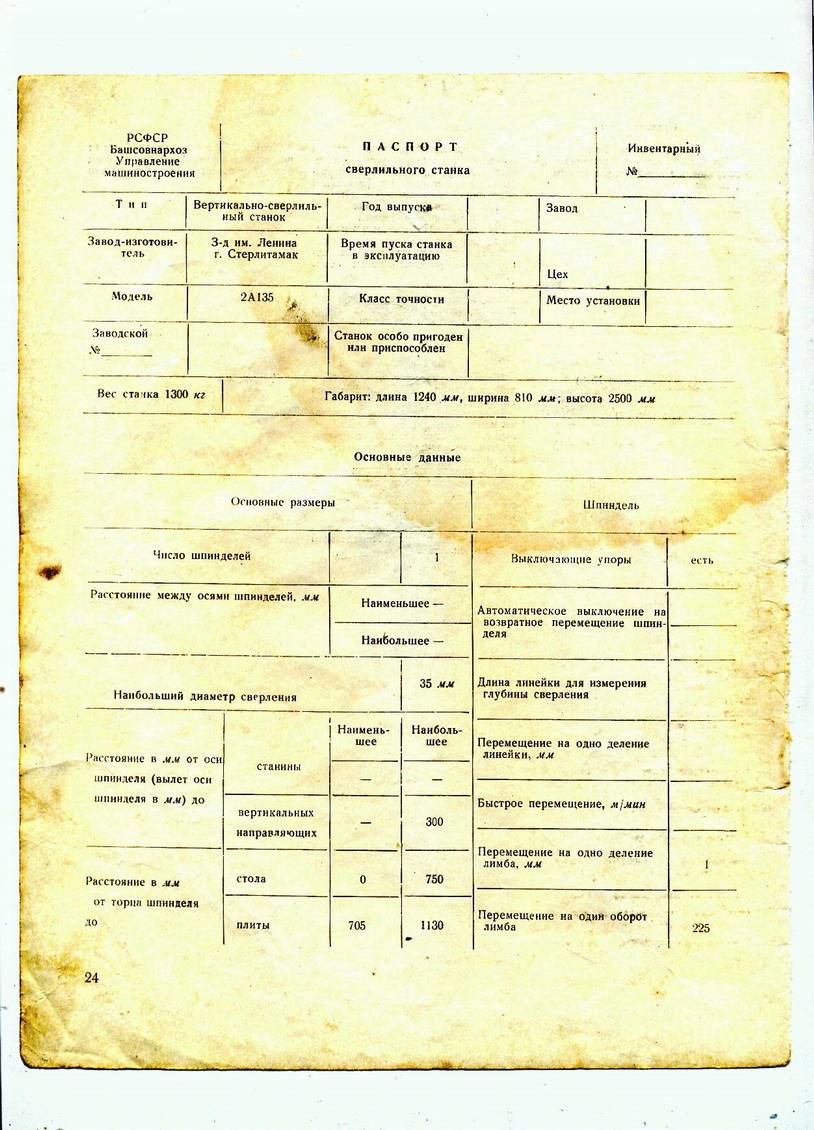
К основным параметрам агрегата относят следующие величины:
- диаметр сверления (наибольший) в стали марки 45 – 35 мм;
- минимальное расстояние от плиты до торца шпинделя – 705, максимальное – 1130 мм;
- минимальное расстояние от стола до торца – 0, максимальное – 750 мм;
- длина между направляющими стойки и оси шпинделя, установленного в вертикальном положении, – 300 мм (указанный показатель на техническом языке называется вылетом).

Механика сверлильной установки описывается такими показателями:
- количество ступеней рабочих подач – 11;
- максимально возможное усилие подачи – 1600 кг;
- на один оборот шпинделя вертикальные подачи имеют пределы от 0,115 до 1,6 мм.
Добавим, что станок снабжен системой динамической остановки шпинделя.
Стол агрегата имеет размеры 450 на 500 миллиметров, по вертикали рабочая поверхность способна перемещаться на 325 миллиметров. Оборудование оснащено тремя Т-образными пазами. Общая масса станка равняется 1300 кг, его габариты таковы:
- длина – 1240 мм;
- высота – 2500 мм;
- ширина – 810 мм.
Электрооборудование 2А135 – это насос Х14-22М, предназначенный для подачи охлаждающей жидкости, и двигатель основного привода мощностью 4,5 кВт.
Сверлильная установка располагает коробкой скоростей с десятью скоростями. Регулируется она, как было отмечено, в широком диапазоне от 68 до 1100. Коробка подач имеет уже 11 скоростей, диапазон их настройки был указан выше.