Related Posts via Categories
- Характеристики 1К62 – особенности станка в цифрах
- 1М63 – солидный инструмент для токаря и мастера резьбы
- Школьный токарный станок – почему он популярен не только на уроках труда?
- Токарный мини-станок – незаменимое оборудование для миниатюрной обработки
- ДИП-500 – токарно-винторезный станок для единичных работ
- Токарный станок JET BD-7 – настольный агрегат для бытового использования
- Приспособления для токарного станка – как сделать агрегат более функциональным?
- ИЖ-250 – легендарный токарный станок Ижмаша
- Корвет 403 – функциональный токарный станок для любителей и профессионалов
- TRENS SE 320 и другие станки известного европейского производителя
Фартук и суппорт
Вращение от коробки подач ТВ-6 передается на фартук. Кроме механической подачи, фартук можно двигать вручную. Для этого на нем имеется отдельный маховик, сидящий на одном валу с шестерней, которая соединена с рейкой. Сама рейка зафиксирована на станине.

На фартуке устанавливается суппорт, который служит для закрепления и перемещения резцов. В его конструкции имеются четыре каретки:
- Для перемещения по станине.
- Для поперечного перемещения.
- Поворотная каретка (по 40 градусов в каждую сторону).
- На поворотной каретке стоит четвертая, в которой установлен резец.
При обработке деталей недопустимо перегружать станок. Перегрузка вызывает пробуксовку ремня и повышенные нагрузки на шестерни, что может вывести станок из строя. В конструкции суппорта ТВ-6 есть специальные уплотнители, которые убирают стружку с направляющих. Со временем они изнашиваются, и есть риск повреждения поверхности направляющих. Во избежание преждевременного разрушения, необходимо промывать этот узел керосином.
На суппорте ТВ-6 установлен защитный прозрачный экран, который защищает работника от летящей стружки. В основании его имеется защитный выключатель. При убранном экране цепь включения мотора станка разомкнута. Категорически запрещается убирать этот выключатель из электрической цепи станка.
Смазка узлов фартука выполняется в начале работы через специальное отверстие в нижней каретке.
Особенности использования
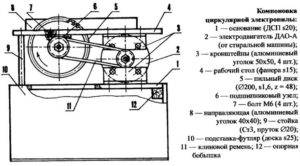
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.

Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.
При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно!
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
Отличия ТВ-6 от ТВ-4
Принципиальных различий в конструкции двух станков нет. Ниже перечислены некоторые изменения:
- Несколько увеличена мощность привода (с 1 до 1,1 кВт).
- Из-за того, что в КС увеличен модуль зубчатых колес (1,5 вместо 1,25 у ТВ-4), незначительно изменились числа оборотов, хотя, по сути, они остались в том же диапазоне.
- Станок стал на 34 см короче, но на 8 — выше. По-видимому, конструкторы учли подростковую акселерацию в 70-х годах прошлого столетия.
- Уменьшен на 3 мм диаметр сквозного отверстия в шпинделе с целью повышения его жесткости.
- Увеличено коническое отверстие в шпинделе для установки неподвижного центра (Морзе №3).
- Станок обрел штатное защитное ограждение рабочей зоны.
- Увеличен ход верхних салазок: 85 мм вместо 50-ти.
- Вес станка увеличился на 20 кг: 300 против 280-ти у ТВ-4.
Сведения о производителе учебного токарно-винторезного станка ТВ-6
Производитель токарно-винторезного станка модели ТВ-6 — Ростовский завод малогабаритного станочного оборудования МАГСО, основанный в 1956 году.
Завод МАГСО входит в Финансово-промышленную группу КомТех, которая на рынке станочного оборудования существует уже несколько лет и имеет приоритет по выпуску малогабаритных металлорежущих станков токарных, фрезерных, вибрационных, заточных, сверлильных, которыми комплектуются школы, профтехучилища, колледжи, институты, ремонтно-монтажные организации всех регионов России.
Станки, выпускаемые Ростовским заводом малогабаритного станочного оборудования МАГСО
- НС-16 — станок сверлильный настольный Ø 16
- НГФ-110Ш3 — станок фрезерный небольшой мощности 0,6кВт, размер стола 100х400 мм
- НГФ-110Ш4 — станок фрезерный небольшой мощности 0,75кВт, размер стола 100х400 мм
- СНВШ — станок сверлильный настольный Ø 16
- СНВШ-2 — станок сверлильный настольный Ø 16
- ТВ-4 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6 — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм
- ТВ-6М — станок токарно-винторезный учебный Ø 200, РМЦ 350 мм Дубно
- ТВ-7 — станок токарно-винторезный учебный Ø 220, РМЦ 330 мм
- ТВ-7М — станок токарно-винторезный учебный Ø 220 мм, РМЦ 275 мм
- ТВ-9 — станок токарно-винторезный учебный Ø 220 мм, РМЦ 525 мм
- ТВ-11 — станок токарно-винторезный учебный с частотным преобразователем Ø 240, РМЦ 750 мм
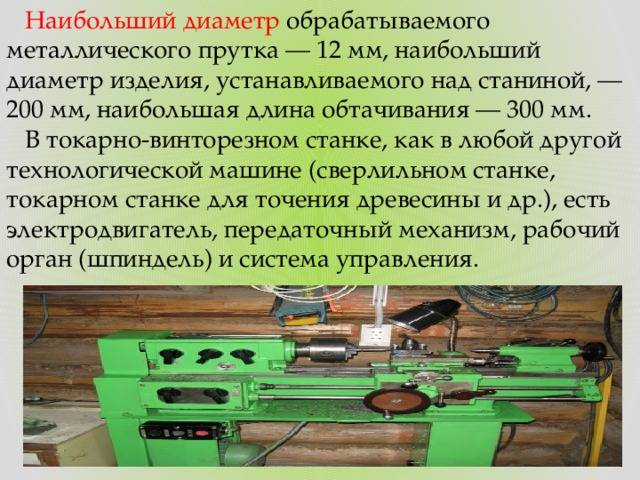
Предназначение токарного агрегата
Главной характеристикой при разработке подобных установок считается элементарность настройки и безопасность использования. Но вместе с этими факторами, начинающий токарь должен изучить механизм устройства и освоить главные аспекты работы на станке ТВ-4.

На аппарате выполняются некоторые типы токарных действ:
- протачивание и растачивание металлических оснований вращательным способом;
- высокоточная торцевая обработка;
- формирование метрической резьбы;
- высверливание проемов.
Работа установки осуществляется посредством вращения заготовки либо расположения в центрах. Вращательные движения главному валу станка задаются через ременную передачу и поступают от трехфазного асинхронного двигателя. При осуществлении токарных действ резцы приближаются к возделываемой заготовке посредством вспомогательного хода подачи.
Чтобы повысить функциональную возможность токарного станка школьник, следует провести модернизацию оснастки. Усовершенствование токарного агрегата осуществляется после внимательного изучения конструктива установки и технических свойств.
Особенности использования
Даже при том, что устройство тв-6 считается учебным, при работе на нем можно получить высокую точность и работать со сложными токарными операциями. Приводной механизм агрегата использует клиноременную передачу, поэтому требуется регулярная проверка натяжения ремня.
При такой несложной профилактической мере используется максимум мощности электродвигателя и обеспечивается продление срока службы работы. При ослаблении натяжения, легко отрегулировать ремни, ослабив гайки и выставив необходимый уровень натяжения.

Еще одна распространённая неисправность устройства, это вибрации при вращении шпиндельного узла, из-за ослабления винтового соединения. В такой ситуации требуется более квалифицированный ремонт, при возможном выходе из строя подшипников.


При выявлении зазоров в шпинделе, необходима шлифовка торцов. Но только в случае незначительных зазоров с радиальным и осевым характером.
Важно!
Станок имеет высокую надежность, при надлежащем уходе агрегат прослужит долгие годы, обеспечивая максимальную точность.
Особенности эксплуатации
Учебный токарный станок ТВ-6 для обработки металла нашёл своё применение для производства изделий в домашних мастерских. Он, конечно, уступает современным аналогам, но с его помощью можно с точностью изготавливать даже некоторые сложные детали.
В эксплуатации он достаточно прост, но есть свои плюсы и минусы. Несложные регулярные профилактические меры позволяют на длительный период сохранять его в хорошем рабочем состоянии. Среди них:
- Регулярная проверка и регулировка натяжных ремней в приводном механизме.
- Для устранения вибрации шпинделя надо периодически подтягивать гайки шпиндельного узла, если это не помогает, значит, проблема в подшипниках и требуется ремонт.
- Незначительные зазоры в его подшипниковых узлах можно устранить регулировкой гаек или шлифовкой торцов колец.
Конструктивные элементы оборудования
Токарный станок модели ТВ-6 состоит из таких узлов, как:
- коробка регулировки подач;
- передняя и задняя тумбы;
- защитный экран;
- корыто для подачи смазывающего масла;
- передняя бабка;
- фартук устройства;
- задняя бабка;
- несущая станина;
- элементы электрической системы;
- гитара;
- защитный кожух.
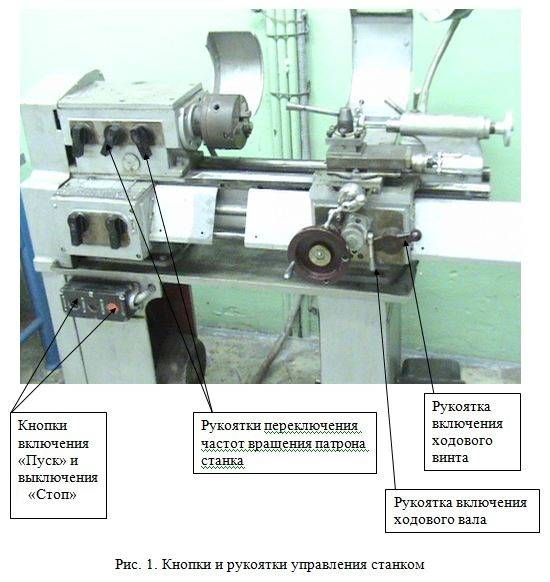
Основные узлы и органы управления станка ТВ-6
Коробка подач токарного станка ТВ-6, приводимая в действие посредством коробки скоростей при помощи шестерен передаточного механизма, состоит из:
- двух валов;
- пяти шестерен с разными параметрами;
- блок-шестерни;
- ходового валика;
- муфты;
- круглой гайки;
- рукоятки переключения;
- сливной пробки.
Рукоятка на лицевой стороне коробки подач позволяет определять параметры нарезаемой на заготовке резьбы.
Еще одна ручка, находящаяся на панели коробки подач, отвечает за включение ходового валика станка. Устройство данного узла станка ТВ-6 делает невозможным одновременное включение ходового винта и ходового валика. Аналогичной системой безопасности оснащены и модели токарных станков, относящиеся к категории оборудования промышленного назначения. Смазка всех узлов коробки подач (шестерен и трущихся поверхностей) обеспечивается за счет масла, подающегося из корыта при помощи специальных фитилей.

Устройство передней бабки
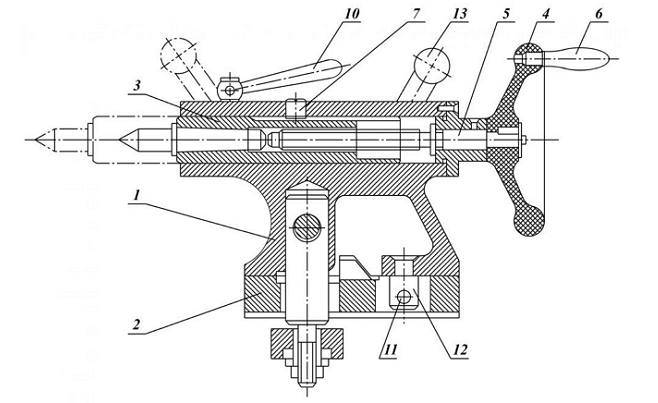
Устройство задней бабки
Передняя тумба имеет П-образную конфигурацию, а для усиления ее жесткости в ее верхней и нижней частях имеются специальные ребра. На ее задней стороне установлен приводной электродвигатель агрегата, а на передней – кнопка, которая управляет его реверсивными включениями. Аналогичную конструкцию имеет и задняя тумба ТВ-6, на ней монтируется щиток с электрооборудованием.
Задняя бабка, в которой имеется посадочное отверстие под конус Морзе №2, включает в себя следующие элементы:
- основание;
- корпус узла;
- соединительные винты;
- пиноль;
- винт-шпонку;
- маховик для управления перемещением пиноли;
- рукоятки для фиксации пиноли и самой задней бабки.
Конструкция задней бабки позволяет перемещать пиноль на расстояние до 65 мм.
Станина устройства, за счет которой все его конструктивные узлы соединяются и поддерживаются в заданном положении, имеет коробчатую конструкцию с несколькими окнами. На станине расположены две призматические направляющие, по одной из которой (передней) перемещается каретка, а по второй (задней) – задняя бабка агрегата. Несущими элементами самой станины, в передней части которой крепится рейка с ходовым винтом, являются две тумбы.
Важнейшим механизмом токарного станка ТВ-6 является его фартук, в котором необходимо выделить следующие элементы:
- четыре шестерни (две червячные и две реечные);
- управляющие рукоятки;
- маховик для управления ручной подачей;
- маточная гайка;
- ходовой валик, отвечающий за продольную подачу суппорта;
- вал.

Суппорт токарно-винторезного станка ТВ-6 скомпонован из четырех кареток. Данный узел оборудования отвечает за фиксацию режущего инструмента и его перемещение в процессе обработки металла. Резцедержатель, в котором и фиксируется рабочий инструмент, располагается на каретке №4, она способна перемещаться по направляющим каретки №3 только в продольном направлении. Поворотной является каретка №3, которая крепится на второй каретке. Каретка №2 крепится на каретке №1, она способна двигаться по ее направляющим в поперечном направлении. Каретка №1 передвигается по направляющим станины – в продольном направлении.
Для того чтобы передать вращение от коробки скоростей агрегата элементам коробки подач, используется передаточный механизм, называемый также гитарой. Основным конструктивным элементом гитары является кронштейн, на котором монтируются шестерни. Сменные шестерни для станка ТВ-6 не предусмотрены, поэтому передаточное число, которое обеспечивает гитара, является постоянным и составляет ¼.

Коробка скоростей станка ТВ-6








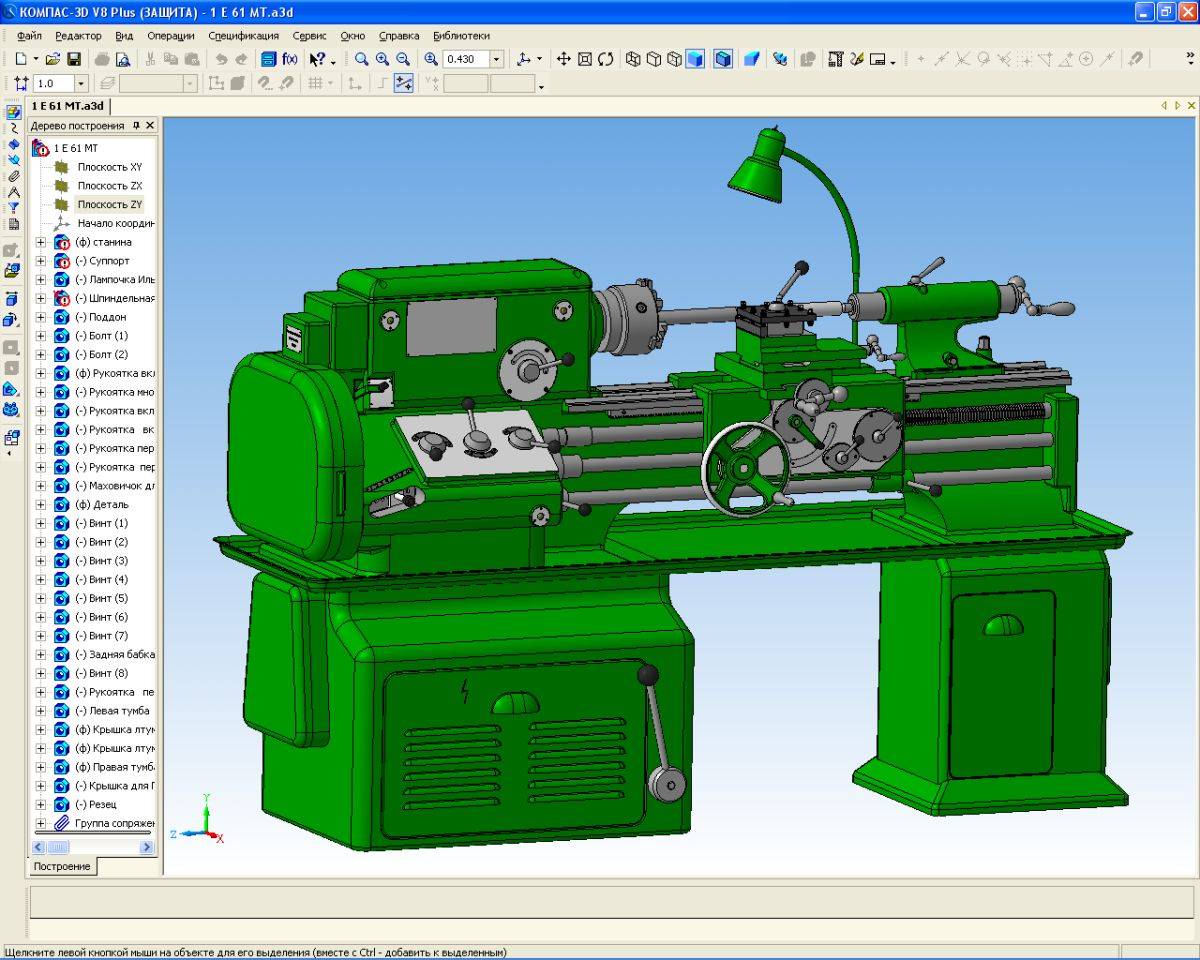
Конструктивные элементы ТВ-6
Токарно-винторезный станок ТВ-6 обладает классической компоновкой, свойственной оборудованию токарной группы. Основными элементами можно назвать:
- Передняя и задняя бабка.
- Коробка передач.
- Защитный экран.
- Элемент, предназначенный для подачи смазывающего вещества.
- Несущая станина.
- Фартук.
- Элементы сменной гитары.
- Защитный кожух.
Все узлы расположены с высокой точностью относительно друг друга. Некоторые из них можно демонтировать для замены или обслуживания.
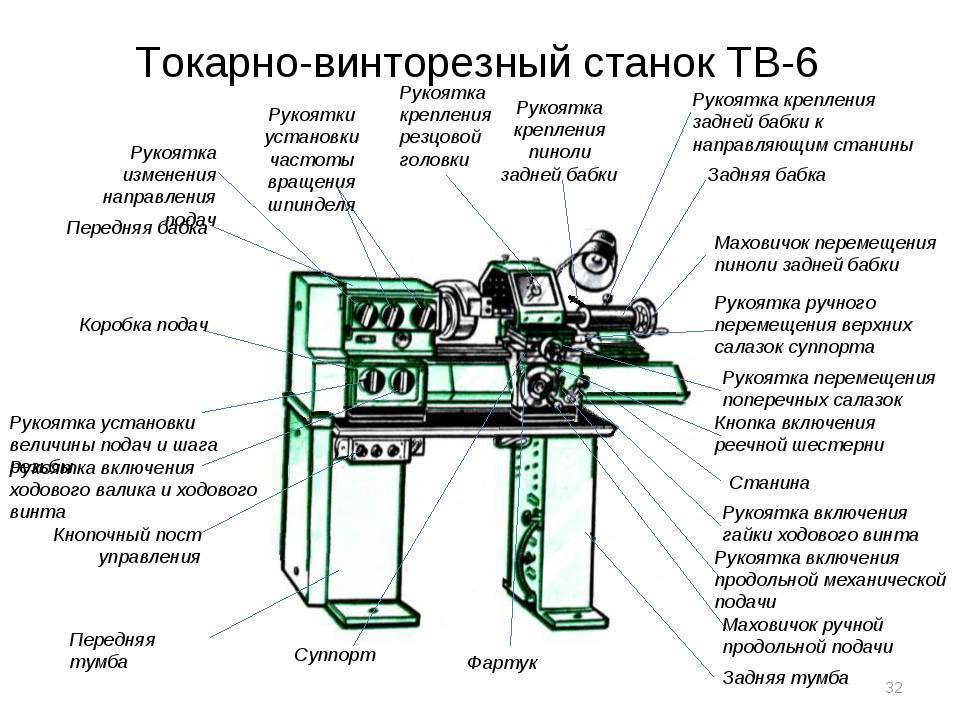
Передняя и задняя бабки
Основными элементами токарного станка можно назвать переднюю и заднюю бабку. Их особенностями назовем следующие моменты:
- Передняя бабка служит для расположения шпинделя и коробки скоростей.
- Задняя бабка применяется для крепления центров, которые могут использоваться для поддержки торцевой поверхности большого изделия. За счет применения центров можно существенно повысить точность обработки
Передняя бабка ТВ-6 обеспечивает доступ к коробке передач и гитаре сменных колес, которые позволяют изменять параметры нарезаемой резьбы
Коробка подач и гитара сменных шестерней
Также важными элементами устройства можно назвать коробку подач и гитару сменных шестерней. Ключевыми моментами назовем:
- Гитара сменных колес позволяет изменить параметры нарезаемой на цилиндрической поверхности резьбы.
- Коробка подач не требует обслуживания, в зону соприкосновения шестерен подается смазка.
Рассматриваемая модель характеризуется высокой надежностью. Она может прослужить в течение многих лет при соответствующем обслуживании.

Станина
Для объединения всех узлов применяется станина. Она изготавливается при применении чугуна, характеризуется высокой жесткостью. Станина обладает следующими особенностями:
- Погашает вибрацию.
- Обеспечивает точное позиционирование всех узлов.
- На момент установки устройство надежно позиционируется.
Точное позиционирование всех узлов обеспечивает требуемое качество обработки. Станина окрашивается защитным составом для того, чтобы продлить срок службы.
Суппорт
Важным элементом является суппорт. Он применяется для закрепления инструмента во время обработки. Устанавливаемый суппорт обладает классическими характеристиками:
- Обеспечивает надежную фиксацию инструмента.
- Может располагаться под определенным углом относительно заготовки.
- Перемещается по салазкам в продольном и поперечном направлении.
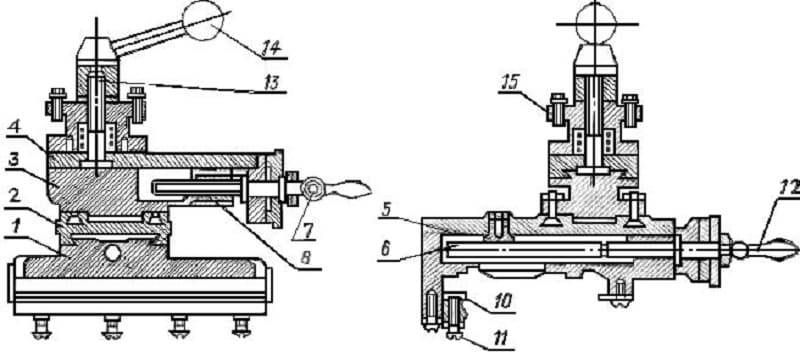
Суппорт может использоваться для фиксации различных вариантов исполнения резцов. За счет этого существенно расширяется область применения токарного станка.
Фартук
В качестве фартука выступает часть конструкции, на которой расположены салазки для перемещения суппорта. При его изготовлении также применяется сталь.
Особенностями рассматриваемой модели можно назвать небольшие габаритные размеры. Кроме этого, устройство характеризуется относительно невысоким показателем энергопотребления. Для управления основными параметрами работы устройства и режимами обработки имеются различные переключатели, рычаги и клавиши. Быстрое перемещение может применяться для быстрого позиционирования рабочего органа в требуемом положении.
Электрооборудование. Параметры электрических цепей станка 1Д95
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь местного освещения: напряжение — 36 В, ток — переменный
На станке установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
Первоначальный пуск токарно-винторезного станка 1Д95
При первоначальном пуске станка необходимо путем внешнего осмотра проверить надежность заземления и качество монтажа электрооборудования. После осмотра на клеммных наборах в шкафу управления отключить провода питания всех электродвигателей. При помощи вводного автомата (BB) станок подключить к цеховой сети. Проверить действие блокирующих устройств (кожyxa сменных шестерен и кожуха ограждения патрона). При помощи кнопок и рукояток управления проверить четкость срабатывания магнитных пускателей. После этого провода питания электродвигателей подключить на свои места. Проверить правильность вращения электродвигателей. При правильном подключении станка к питающей сети и при включении насоса охлаждения охлаждающая жидкость вытекает из сопла системы охлаждения. Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
Описание работы токарно-винторезного станка 1Д95
Схема электрическая принципиальная показана на рис — 21. В таблице 6 указан перечень к схеме. При включенных автоматах ВВ и В1 на станке можно производить токарные операции, сверлильные работы и заточку режущего инструмента. Запуск электродвигателя насоса охлаждения осуществляется пускателем РЗ путем нажатия на кнопку КнП1, расположенную на пульте управления. Управление шпинделем токарного станка осуществляется от двух независимых рукояток. Каждая из рукояток имеет самовозврат в нулевое положение (позиция 0) с помощью пружин. Благодаря этому, каждая из позиций рукоятки (I, II, III, IV) работает как кнопка (толчковая). Таким образом может быть осуществлен пуск, реверс электродвигателя в любую сторону с помощью поворота рукояток в одно из крайних положений (левое — позиция I диаграммы, правое — позиция II). При этом, соответственно, замыкаются нормально разомкнутые контакты микропереключателей 1П или 2П. Замкнувшийся контакт включает соответствующий пускатель (Р1 или Р2). Включившийся пускатель (PI или Р2) переходит в самопитание и запускает электродвигатель главного привода в ту или другую сторону. Электродвигатель приводит во вращение шпиндель по или против часовой стрелки. Из нулевого положения рукоятки могут бытъ выведены также в положение «от себя» (полностью или частично). При частичном, толчковом нажиме на рукоятки в положение «от себя» (позиция III диаграммы) размыкаются нормально замкнутые контакты конечных выключателей:
- для правой рукоятки 1П (7-8)
- для левой рукоятки 2П (8-12)
Пускатель PI или Р2 теряет самопитание, отключается, электродвигатель со шпинделем останавливается. При необходимости быстрого торможения шпинделя рукоятки выводятся в положение «от себя» полностью до остановки шпинделя, что соответствует позиции IV на диаграммах. При этом замыкается нормально разомкнутые контакты 7-9 конечных выключателей ВПт3 и ВПт4. Включившийся пускатель Рт приводит электродвигатель в режим динамического торможения. После окончания торможения шпинделя рукоятки не следует держать в позиции ГУ во избежание чрезмерного нагрева электродвигателя. Торможение шпинделя осуществляется также при полном НАЖИМЕ на аварийную кнопку «Все стоп» (КнАв) благодаря замыканию нормально разомкнутым контактам 6-9. Взаимные блокировки, исключающие возможностъ одновременного включения пускателей PI, Р2 и Рт, осуществляются в схеме нормально замкнутыми контактами пускателей 9-10; 10-11; 18-20; 22-43. Запуск, реверс и остановка электродвигателя сверлильного агрегата осуществляется при помощи пускателей Р6 и Р7 путем нажатия на кнопки КнП3 (33-34), КнП4 (34-36) и КнС3 (31-32). Запуск и остановка электродвигателя заточного приспособления осуществляется пускателей Р5 путем наяатия не кнопки КнП2 (28-29) и КнС2(7-28). Остановку электродвигателей сверлильного агрегата и заточного приспособления можно осуществить путем нажатия на аварийную кнопку (КнАв). Нулевая защита осуществляется катушками магнитных пускателей. Защита от токов короткого замыкания осуществляется при помощи автоматических выключателей ВВ и В1. Защита от перегрузки электродвигателей осуществляется:
- главного привода — реле РТп1
- насоса охлаждения — реле РТп2
- заточного приспособления — реле РТп3
- сверлильного агрегата — реле РТп4
Включение электродвигателя шлифовального приспособления М4 осуществляется пакетным выключателем В2.
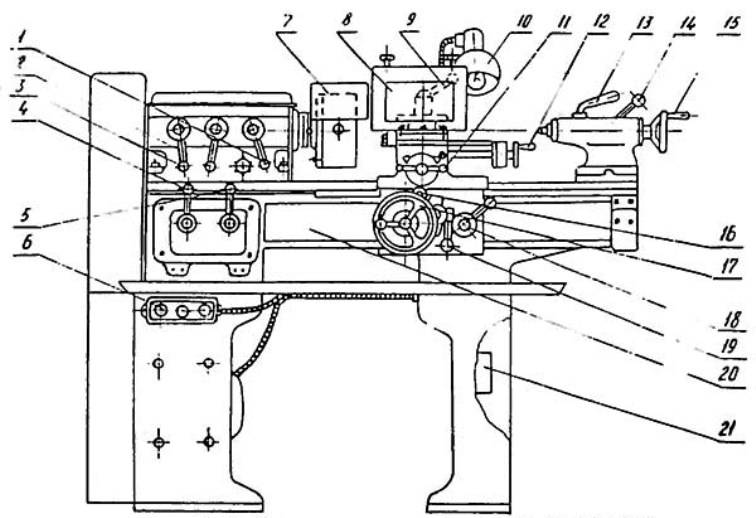
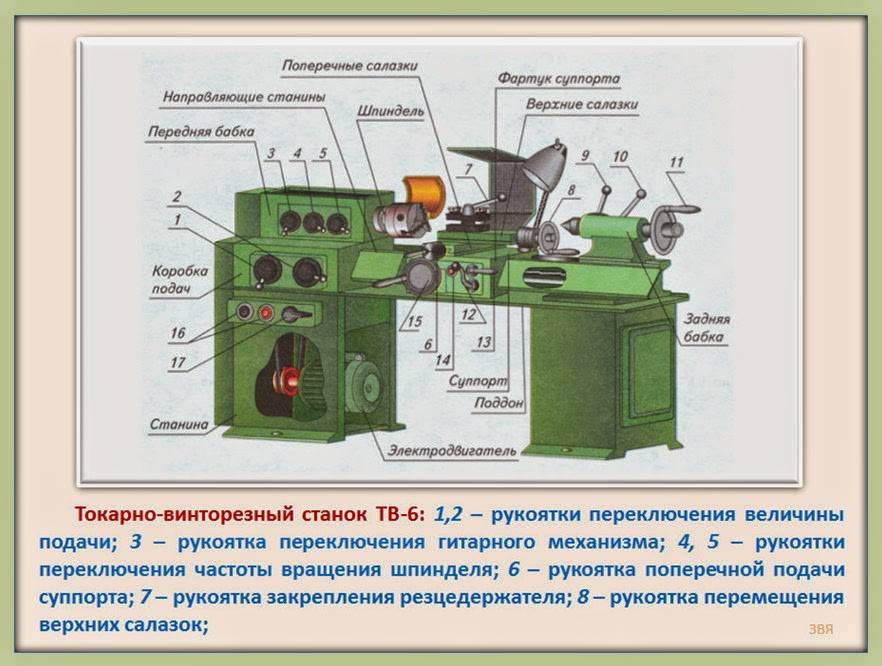
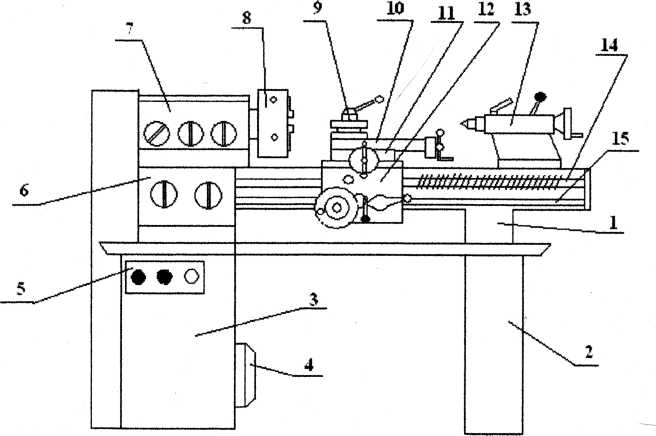
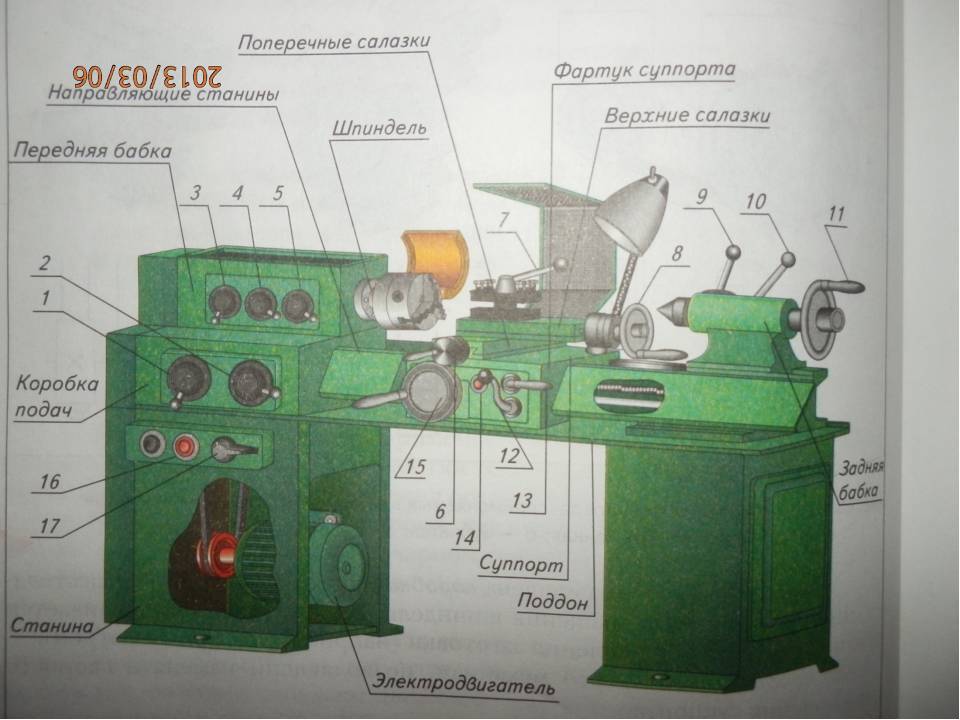
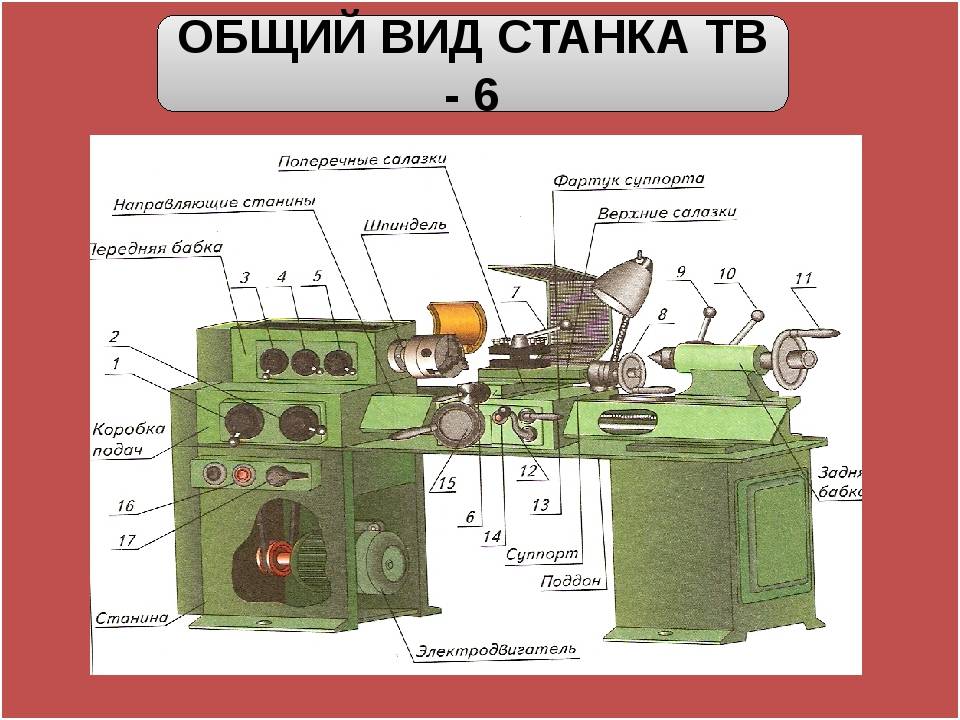
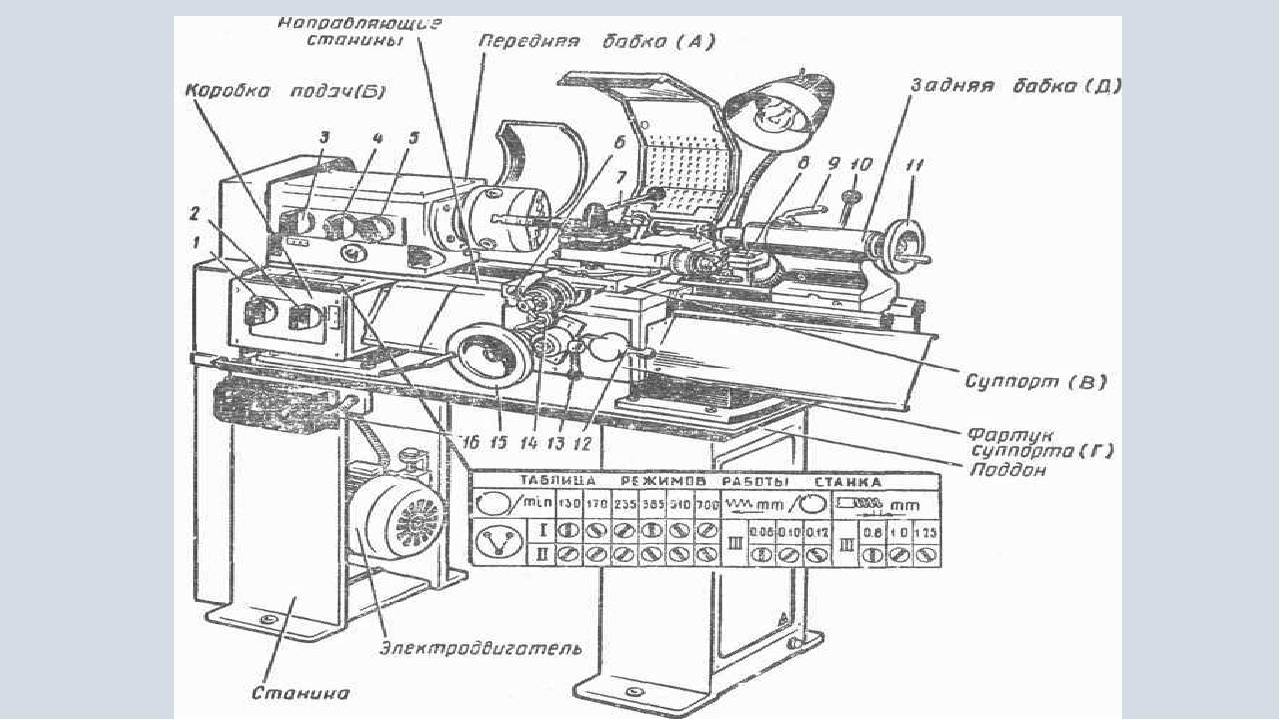
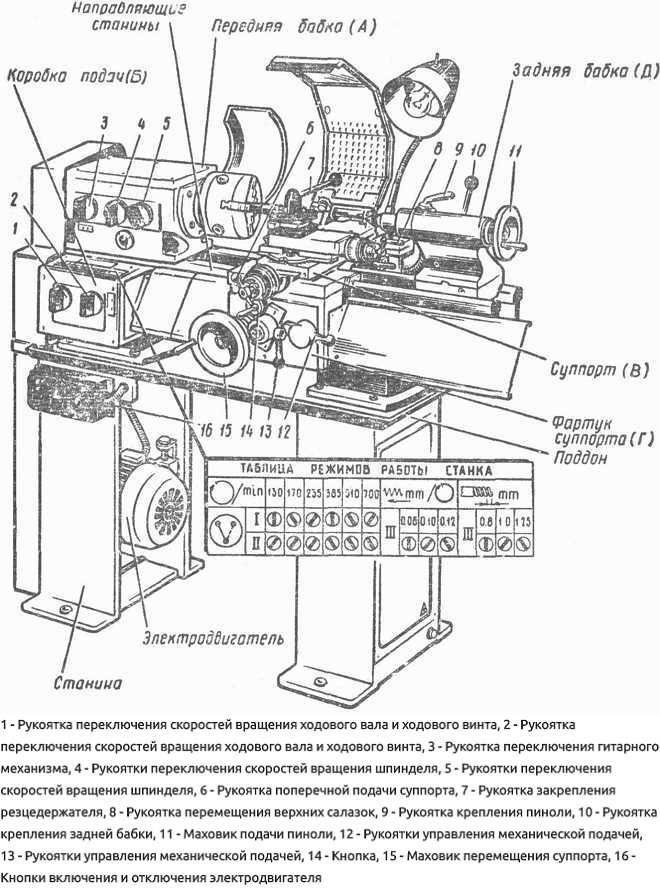
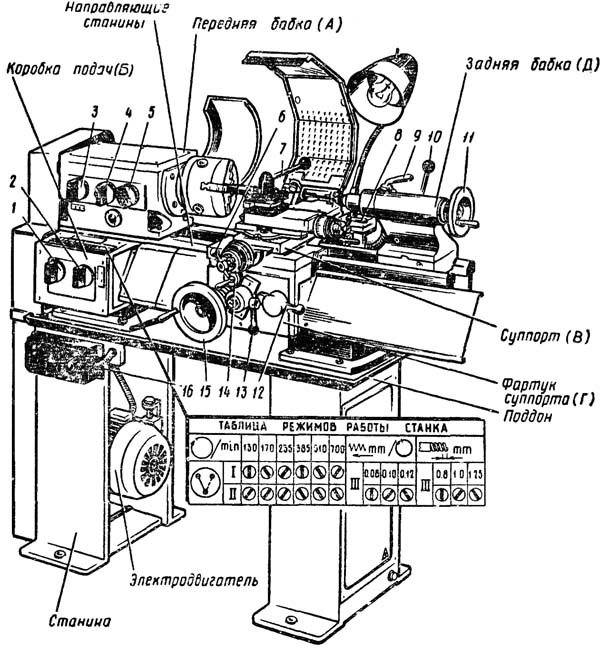
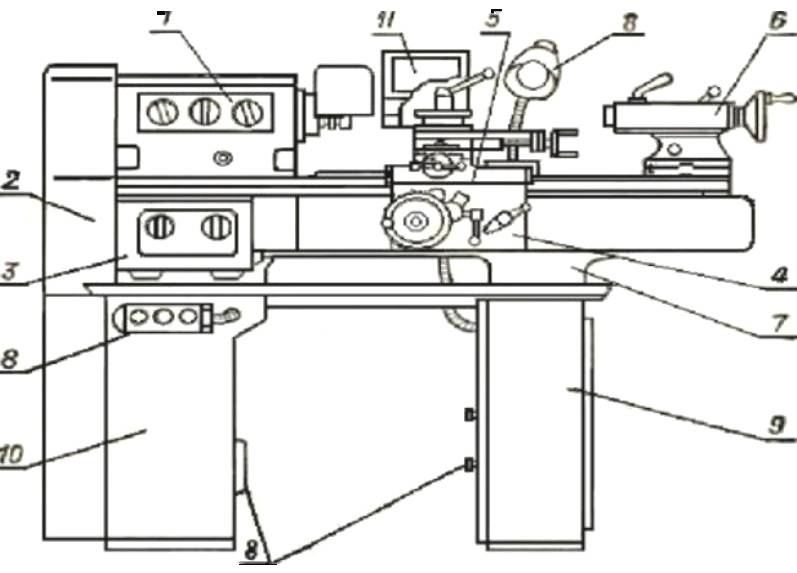
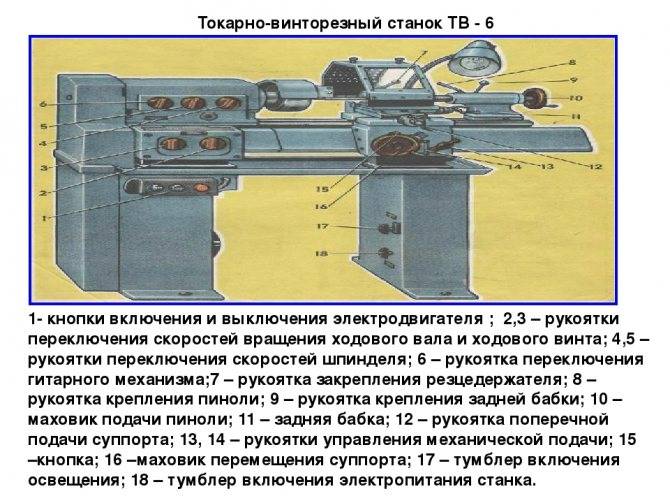
Расположение составных частей токарно-винторезного станка ТВ6
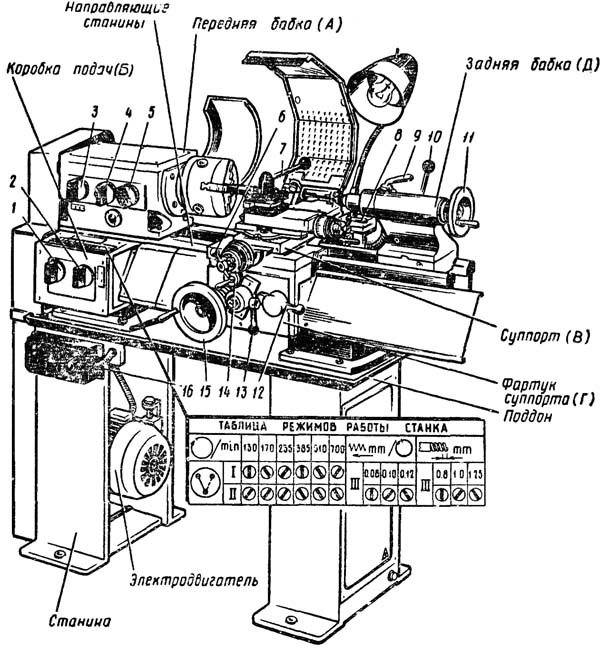
Расположение составных частей токарно-винторезного станка ТВ6
Спецификация составных частей токарно-винторезного станка ТВ6
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения скоростей вращения ходового вала и ходового винта
- Рукоятка переключения гитарного механизма
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятка поперечной подачи суппорта
- Рукоятка закрепления резцедержателя
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли
- Рукоятка крепления задней бабки
- Маховик подачи пиноли
- Рукоятки управления механической подачей
- Рукоятки управления механической подачей
- Кнопка
- Маховик перемещения суппорта
- Кнопки включения и отключения электродвигателя
Схема работы коробки
На основном входящем валу двигателя имеется неподвижная шестерня. От нее вращение передается на промежуточный вал, оснащенный подвижным блоком шестерен и отдельной шестерней для реверсивного привода движения подачи. На третьем валу коробки имеются еще два таких же блока, которые управляются рукоятками на передней стенке бабки токарного станка ТВ-6.
Технические характеристики коробки позволяют обеспечить шесть частот вращения в диапазоне от 130 до 700 оборотов в минуту.

Переключение скоростей станка можно выполнять только при отключённом двигателе. Пренебрежение этим правилом приводит к повреждению шестерен коробки и выходу станка из строя. Частоты оборотов следующие:
- 1-я передача – 130 об./мин.
- 2-я передача – 170 об./мин.
- 3-я передача – 235 об./мин.
- 4-я передача – 385 об./мин.
- 5-я передача – 570 об./мин.
- 6-я передача – 700 об./мин.
Рукоятки управления имеют три и два фиксированных положения, соответственно. Коробка скоростей ТВ-6 имеет возможность изменения направления вращения ходового винта и валика. Для этого в конструкции имеется отдельная шестерня, которая управляется рукояткой, расположенной левее рукояток выбора скорости.
В левом положении шестерни находятся в прямом зацеплении и обеспечивается прямая подача. При переключении рукоятки вправо, в цепь зацепления вводится паразитная шестерня на входящем валу. За счет неё обеспечивается обратная подача станка. При центральном положении рукоятки цепь механической подачи разомкнута и ходовые винты остаются неподвижными. Такой режим используется при осуществлении подачи вручную.






Разновидности токарных станков для обработки металла
Основной фактор, который влияет на выбор подобного оборудования для дома – это назначение. Перед покупкой такого небольшого станка необходимо точно знать, для чего он будет использоваться.
В зависимости от назначения, все токарные агрегаты подразделяются на три основных разновидности:
- настольные;
- полупрофессиональные;
- профессиональные.
На производствах используют мощные металлообрабатывающие агрегаты, для бытовых целей больше подойдут менее габаритные модели Настольные устройства для частного использования в домашних условиях отличаются своими небольшими габаритами и, соответственно, массой. Минимальный вес таких микростанков составляет 13 кг, а максимальный не превышает 100 кг. В свою очередь, полупрофессиональные напольные варианты, которые также часто используются в домашних мастерских, могут иметь массу до 400 кг. Мощность настольного агрегата доходит до 400 Ватт.
Полупрофессиональные станки используются также на небольших производствах и отличаются более высокой мощностью (до 1000 Ватт) и функционалом. Как правило, такие агрегаты совмещают в себе, помимо токарных функций, еще две: сверлильную и фрезерную. Подобное расширение возможностей значительно увеличивает функциональную принадлежность станков.
Профессиональные агрегаты устанавливаются на больших и средних производствах. Их управление зачастую осуществляется за счет программного обеспечения. Они отличаются большими габаритами и массой.
Для использования в домашних условиях подходит только первый тип станков. В зависимости от способа обработки деталей они подразделяются на три основных разновидности:
- токарно-фрезерные;
- токарно-винторезные;
- комбинированные.
Каждый тип станков имеет свой набор функций и технических характеристик
Токарно-фрезерные станки по металлу применяются, как правило, для удаления с заготовок фаски, а также для организации отверстий и торцевания. Вторая разновидность настольных устройств используется для затачивания деталей и нанесения на них резьбы. В свою очередь, комбинированные устройства, используемые в домашних условиях, способны выполнять все вышеперечисленные функции.
Назначение и область применения
Он входит в число тренировочных производственных машин, на котором производится обучение азам токарного дела.
На нем выполняются рабочие операции:
- сверление просветов в предметах заданных размеров, из которых путем изменения форм, размера изготавливается деталь;
- обрезка торцов деталей;
- отрезание некой части с целью придания детали нужной формы;
- спиральная винтовая нарезка;
- обработка резцом внутренней либо внешней поверхности деталей, имеющих форму цилиндра либо конуса.

Приспособление успешно используется в мастерских средних школах, профессионально-технических училищах, колледжах, в цехах малых производственных и занимающихся ремонтом предприятий.
Отличия ТВ-6 от ТВ-4
Принципиальных различий в конструкции двух станков нет. Ниже перечислены некоторые изменения:
- Несколько увеличена мощность привода (с 1 до 1,1 кВт).
- Из-за того, что в КС увеличен модуль зубчатых колес (1,5 вместо 1,25 у ТВ-4), незначительно изменились числа оборотов, хотя, по сути, они остались в том же диапазоне.
- Станок стал на 34 см короче, но на 8 — выше. По-видимому, конструкторы учли подростковую акселерацию в 70-х годах прошлого столетия.
- Уменьшен на 3 мм диаметр сквозного отверстия в шпинделе с целью повышения его жесткости.
- Увеличено коническое отверстие в шпинделе для установки неподвижного центра (Морзе №3).
- Станок обрел штатное защитное ограждение рабочей зоны.
- Увеличен ход верхних салазок: 85 мм вместо 50-ти.
- Вес станка увеличился на 20 кг: 300 против 280-ти у ТВ-4.