Литье с газом
Для литьевого производства очень толстостенных изделий из полимеров практически единственной подходящей технологией является инжекция с газом. Переработка пластиков этим способом производится на стандартных машинах, но с использованием адаптированных прессформ и специального модуля для генерации газового впрыска, подключенного к термопластавтомату. Суть процесса в общем случае сводится к доставке неполной дозы полимерного материала в формообразующую полость с последующим впуском сжатого под давлением 5-20 МПа газа в массу расплава через специальные инжекторы. Газ уплотняет пластик «изнутри» и прижимает его к стенкам формы. Таким образом получается полностью отформованная деталь с пустотами внутри. Впрыск с газом может применяться в частности для компенсации утяжин при большой разнотолщинности изделия
Кроме того, немаловажно, что ЛпД с газом производится при пониженном давлении расплава в форме, что позволяет использовать ТПА с меньшими усилиями смыкания, чем при стандартном процессе
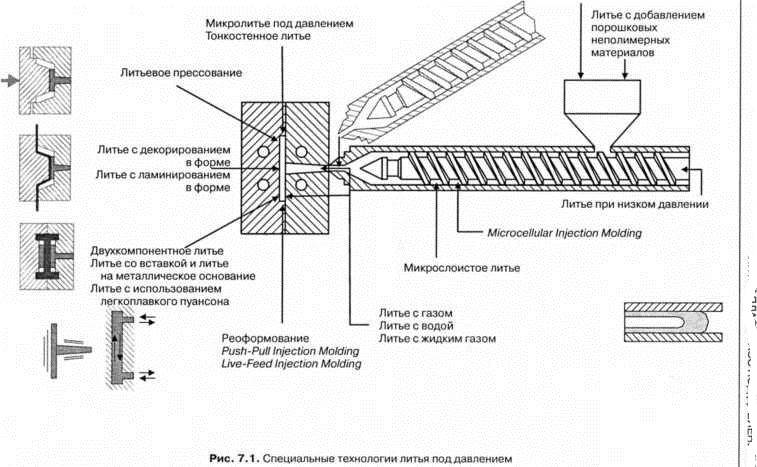
Кроме описанных выше существует множество видов более специальных технологий описанного вида переработки, например, литье при низком давлении, PIM и RIM технологии, технологии «сэндвич» и «моносэндвич», работа на «карусельных» машинах и т.д.
ПластЭксперт рекомендует:
Статья о том
, как выбрать изготовителя прессформы для литья пластмасс?
Отливка по выплавляемым моделям

Литьё по выплавляемым моделям позволяет производить точные компоненты, сводя к минимуму отходы материалов, уменьшая энергоёмкость производства и снижая затраты на последующую обработку готовых отливок, причём любой степени сложности.
Процесс литья по выплавляемым моделям происходит в несколько этапов:
- Создание исходного образца, в котором отражается конфигурация готовой детали, с поправкой на тепловую усадку заготовки;
- Изготовление восковых образцов и создание деревянной модели. Она собирается таким образом, чтобы обеспечить доставку расплава ко всем труднодоступным частям отливки;
- Создание оболочки пресс-формы, когда вся восковая модель окунается в керамическую суспензию, покрывается песчаной оболочкой и отправляется на сушку. Эти циклы повторяются до тех пор, пока не будет создана оболочка желаемой толщины, которая устанавливается по размерам и конфигурации готовой отливки. После высыхания керамической оболочки она становится достаточно прочной, чтобы удерживать расплавленный металл во время литья.
- Удаление воска, для чего вся сборка помещается в паровой автоклав, чтобы растопить практически весь воск (остатки, пропитанные керамическим составом, сжигаются в печи). Тогда же удаляются и литники;
- Расплавление и литьё. Форму предварительно нагревают до определенной температуры и заполняют расплавленным металлом, создавая металлическую отливку. С помощью процесса литья по выплавляемым моделям можно получить готовый продукт из любого сплава. В зависимости от его химического состава можно применить плавку на воздухе или в вакууме. Вакуумная плавка используется тогда, когда в сплаве присутствуют реактивные элементы.
- Заключительные операции. После того, как отливка окончательно остынет, оболочка кристаллизатора отделяется от отливки путем вытеснения. При этом отрезаются остатки каналов, литников, а, при необходимости, выполняется пескоструйная обработка, шлифовка и механическая доводка отливки до размерам, обусловленным чертежом изделия.
Технология включает стадию неразрушающего контроля, для чего используется флуоресцентный, магнитопорошковый, рентгенографический или другие методы проверки качества.
Преимущества метода:
- Широкий диапазон массы получаемых отливок – от мелких до 300…350 кг.
- Универсальность и сложность формы, включая и такие, которые нельзя получить металлорежущей обработкой на станках.
- Минимизация последующей механической доводки.
- Высокая точность и низкая шероховатость готовой поверхности.
Литьё по выплавляемым моделям – хорошая альтернатива сварке, поскольку многие компоненты можно объединить в одну отливку сложной формы.
Поскольку инструмент довольно сложен в изготовлении, то данная технология полностью окупает себя в условиях серийного и массового производства.
Интрузия
Интрузией называется процесс частичного заполнения формообразующей полости в режиме экструзии за счет вращательного движения шнека. Обычно он применяется для производства тяжелых, материалоемких изделий из пластиков. Таким образом можно применять термопластавтоматы с недостаточным для данного изделия объемом впрыска, т.к. форма заполняется не только за счет поступательного, но и за счет вращательного движения шнека в исходном положении
Для интрузии важно, чтобы полимерный материал был достаточно текучим, а литниковые каналы достаточно большого сечения. Также важно отметить, что режимом интрузии оснащаются не все ТПА, необходимо проверить его наличие в спецификации машины
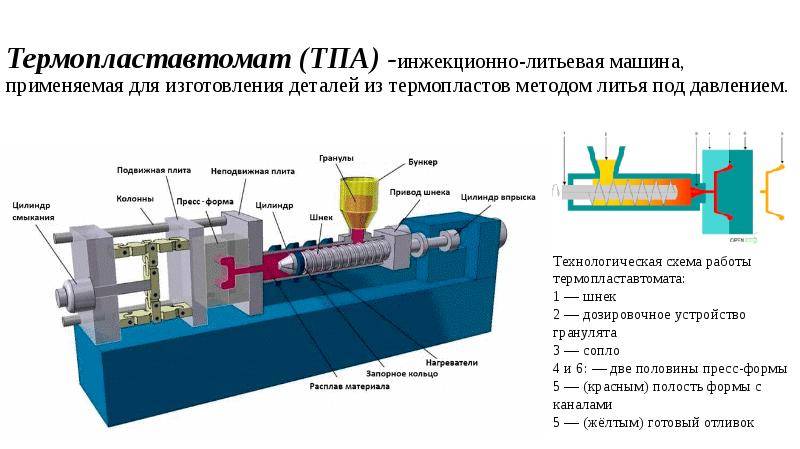
Принцип работы термопластавтомата
Литьевая машина осуществляют загрузку гранулированного (гораздо реже порошкобразного) полимера из загрузочного бункера сырья в зону загрузки материального цилиндра. Затем путем нагрева и пластикации (перемешивания) расплавленной массы шнеком осуществляется его переход в вязкотекучее (близкое к жидкому) состояние. После набора необходимой дозы полимера термопластавтомат при помощи создаваемого гидроцилиндром усилия производит инжекцию (впрыск) расплавленного пластика в прессформу. Затем в ее полости происходит выдержка отливки под давлением и стадия охлаждения (для реактопластов – отверждения).
В ходе последнего этапа производственного цикла машина размыкает форму и выталкивает готовый продукт, реже изделия вынимаются оператором (полуавтоматический режим). Современные производственные единицы включают кроме термопластавтомата так же различные средства автоматации, обычно называемые «роботами». Современные роботы участвуют в съеме отливки из области прессформы, также они могут закладывать в полость оснастки этикетки, закладные детали, а, кроме того, участвовать в «дальнейшей судьбе» отформованной детали, например в ее постобработке, укладке и упаковке.
Молотки и наковальни
Процесс изготовления металлических коронок трудно представить без наковальни – она состоит из подставки и включает в себя вертикальную стойку, расположенную по центру. Этот вид оборудования используется для первичной обработки гильзы, основной задачей выступает уменьшение деформации металлического штампа.
Молотки выполняются из латуни или стали. Выполнение качественных зуботехнических работ возможно при использовании этих инструментов, отвечающих ряду требований:
- Сравнительно небольшой вес
- Мощный силовой момент
- Прочность и устойчивость к воздействиям
- Отсутствие риска соскальзывания обуха
Наличие специальных прокладок для поглощения удара обеспечивает комфорт работы специалиста.
Инструменты штамповки – не единственная их разновидность, используемая в условиях зуботехнической лаборатории.
Популярные темы сообщений
- Брюхоногие моллюски Наверное, мало кому известно о том, что брюхоногие моллюски еще называются гастроподами. Их раковина имеет ассиметрично-спирально-свернутую раковину. Они относятся к классу моллюсков. И за все время своей жизни смогли освоиться не только на берегу,
- Культурные растения Древние люди в течение долгих столетий занимались приручением диких животных. Отчасти из любопытства, а отчасти и с практической целью, ведь лошади и волы существенно упрощали ведение хозяйства, а коровы,
- Дерево (Хвойное) Многим деревьям необходимо разное количество тепла. Хвойные деревья не требуют особого тепла. Они растут в северной холодной части и образуют хвойные леса, обозначающие тайга. Хвойные деревья называются так,
Литьевые пресс-формы
Оснастка для изготовления пластиковых изделий литьем имеет принципиально иную конструкцию — в ней задействованы матрица и пуансон. При литье разогретый жидкий пластик заливается в полностью закрытую формообразующую полость, где далее остывает и получает нужную форму.
При прямом прессовании нагрев гранулята и формование осуществляется непосредственно в формообразующей полости под давлением пуансона. В силу конструктивных особенностей такой оснастки изготовление пресс-форм для литья пластмасс, как правило, обходится дороже, чем для их выдува, что в свою очередь влияет на себестоимость готовой продукции.






Сущность и основы
На литейных предприятиях продукция получается в результате плавления исходного материала, последующей его заливки в форму, а затем затвердевания. Литейные цеха производят изделия широкого ассортимента: от компонентов двигателей до разнообразной тары пищевой промышленности. Литьём получают всю продукцию из чугуна, до половины алюминиевых деталей, до 20 % стальных изделий и т.д.
В основе всех литейных технологий лежит понятие жидкотекучести, когда материал, нагретый до температуры, превышающей температуру его плавления, превращается в высоковязкую жидкость. При этом должен соблюдаться эффект неразрывности её течения в необходимом направлении. Это даёт возможность формовать, в процессе затвердевания расплава, нужные заготовки.
Все литейные металлы обладают сложной структурой, поэтому на жидкотекучесть, оказывают влияние:
- Вязкость.
- Поверхностное натяжение.
- Характер поверхностной оксидной пленки.
- Наличие, содержание и состав включений.
- Способ затвердевания.
- Химический состав основного материала.
- Физико-механические характеристики, прежде всего, удельный вес и температура плавления.
Жидкотекучесть устанавливается по результатам химических анализов и технологических проб применительно к конкретному материалу отливки.
Если ранее процесс течения жидкого металла был плохо управляемым, что приводило к различным дефектам литья – неравномерности структуры конечной продукции и пористости, то теперь ситуация изменилась. Чтобы производить отливки с оптимальным качеством и минимизировать издержки производства, освоены процессы компьютерного моделирования, в результате которых можно прогнозировать скорость потока и наличие различных охлаждающих эффектов. Именно они становятся причиной пористости литого продукта.
3-D моделирование позволяет регулировать:
- Вязкость расплава;
- Интенсивность охлаждения;
- Степень пористости.
Разрабатываемая технологом с учётом перечисленных факторов пространственная модель отливки позволяет ещё на стадии проектирования технологии оптимизировать дизайн детали (обеспечивая её оптимальную конфигурацию), конструировать литейную оснастку, а также создавать наилучшую последовательность выполняемых операций.
Применение Литье металла
Вы можете использовать приведение для создания как простых, так и сложных объектов. Наиболее распространены следующие варианты использования:
Литье ювелирных изделий
Это одна из самых ранних форм металлического литья.. Чаще всего для изготовления ювелирных изделий использовались серебро и золото. Современные процессы, такие как 3D-литье, от простых дизайнов привели к созданию сложных дизайнов.
Корпус двигателя
Большинство деталей автомобилей зависит от литья. В них используются металлические сплавы, а также черные и цветные металлы. Прекрасный пример – цинк и алюминий. Это самые популярные металлы, из которых изготавливаются детали двигателей.
Корпус самолета
Процесс литья позволит получить многие детали, которые подходят для авиакосмической промышленности. Вы можете использовать его для изготовления деталей самолетов, которые подходят как для гражданских, так и для военных целей.
Широко используемые металлы для изготовления таких компонентов – это алюминий, магний и титан.
Их сплавы превосходны благодаря превосходным механическим свойствам и высоким допускам на размеры.
Кастинг оружия
Самым ранним применением было изготовление оружия, которое использовалось для защиты и охоты. По мере того, как дела продвигались из-за технологических прорывов, стали появляться различные оружейные материалы.
3D литье металла
Можно использовать 3D-литье металла как альтернативу другим процессам литья металла. Вы сможете оставаться конкурентоспособными, если воспользуетесь 3D-технологиями. Некоторые из связанных преимуществ:
- Процесс его более точный и аккуратный.
- Вы можете производить тысячи деталей за короткий период.
- Меньшие производственные затраты
- В процессе максимально используются доступные материалы.
Особенности выбора термопластавтомата
При выборе ТПА для литья пластмасс под давлением прежде всего учитывают объем дозы, то есть количество расплава полимера, необходимого для выпуска каждого конкретного изделия
Также важно усилие смыкания ТПА, сила сжатия необходимая для фиксации пресс-формы во время стадии впрыска и выдержки. При неправильном выборе усилия смыкания форма будет приоткрываться
Третьим важнейшим параметром является геометрия области закрепления оснастки на ТПА, а именно размер плит машины и расстояние между колоннами, а также «высоту прессформы». Эти величины определяют максимальный и минимальный размер литьевой формы для установки на конкретный термопластавтомат.
Кроме указанных важнейших основных параметров по выбору ТПА используют несколько более специальных, которые подробно описаны в специальной отраслевой литературе. Например, величина максимальной скорости инжекции, грузоподъемность плит ТПА (прежде всего подвижной плиты), соотношение длины шнека к его диаметру L/D, наличие режима интрузии и т.п
Также важно оснащение термопластавтомата различными узлами и опциями. Для высокоскоростных машин применяются гидроаккумуляторы впрыска и других перемещений
Для подключения роботов и других вспомогательных устройств контроллер ТПА следует оснастить разъемами Euromap 12 или Euromap 67. Применяются датчики фактического давления расплава, датчики падения отформованной детали и прочие.
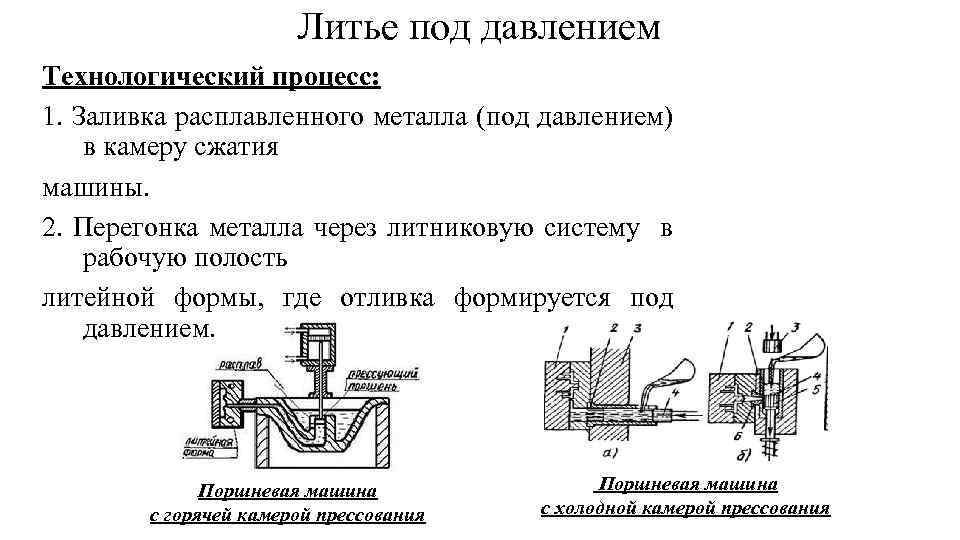
Технология литья под давлением
Технология литья пластмасс под давлением включает в себя следующие производственные процессы:
- Засыпка сырья в вакуумный загрузчик. При этом используемое сырье может быть в виде гранул, порошков или таблеток.
- Подача сырья в бункер термопластавтомата.
- Нагрев. Нагретая поверхность шнека, находящегося в бункере расплавляет полимеры, а также при необходимости осуществляет их смешивание с наполнителями.
- Налитее пластика в пресс-форму. Под действием осевой силы расплавленные полимеры выдавливаются в форму.
К достоинствам этого вида литья можно отнести следующее:
- Высокое качество изделий.
- Высокие показатели производительности.
- Процесс литья может быть полностью автоматизированным.
Оборудование для изготовления предметов из пластика
Чтобы производить пластиковую продукцию потребуется готовая технологическая линия или отдельный станок. Соорудить ее в домашних условиях сможет любой мастер.
Экструдеры – это огромный набор станков, способствующие производству вспененных и оконных профилей, труб и пластикового шифера, рукавных и листовых пленок, полимерных листов.
Главная структура станка – это экскудер. Линию экструзии составляет набор дополнительных механизмов. Изготовление работает в режиме автомат, он регулируется определенной программой.




Термопластавтомат – это станок для литья пластмассы под давлением. Заранее приготовленная масса походит в формы и подвергается охлаждению. В итоге образуется готовое штучное изделие.
 Термопласт-автомат
Термопласт-автомат
На этих станках изготавливается около 75% всех пластмассовых изделий. Эта методика способствует образованию довольно трудных форм, которые подходят с точностью требуемым размерам. Оборудование имеет возможность работать со всеми видами этого материала.
В устройство агрегата входит привод, модуль подготовки материала, блок управления автомат и модуль закрывания и открывания форм. Оборудование для литья под давлением довольно дорогостоящее и включает в себя много инновационных решений.
Пресс для литья пластика
Оборудование и формы
В качестве плавильного оборудования в литейных производствах предусматриваются дуговые или индукционные электропечи. Вид оборудования определяется металлами, с которыми работает литейный цех/участок: электродуговые печи идеально подходят для работы со сталью или чугуном, в то время как литейный цех, специализирующийся на меди, с большей вероятностью использует индукционную печь. Печи могут варьироваться в размерах: от небольшого настольного оборудования до тех, что весят несколько тонн.
Современные литейные производства механизированы. Механизации подвергаются практически все операции цикла: от производства стержней до собственно литья. Формовочные машины применяют при серийном производстве отливок. Ручная формовка распространена лишь в малых ремонтных производствах.
В состав основного оборудования включают:
- Плавильные печи;
- Заливочные ковши;
- Загрузочно-транспортное оборудование — погрузчики, краны, конвейеры и пр.
- Средства управления и автоматики.
Электродуговая печь работает по принципу периодического плавления. Металл расплавляется путем подачи электрической энергии внутрь печи через графитовые электроды. Дополнительная химическая энергия подается кислородно-топливными горелками. Кислород вводят для удаления примесей и другого растворённого газа. Когда металл расплавляется, шлак образуется и плавает к верхней части расплава; шлак, который часто содержит нежелательные примеси, удаляется перед выводом.
Индукционная печь передает электрическую энергию методом индукции, когда высоковольтный электрический источник индуцирует низкое напряжение при большом токе во вторичной катушке. Индукционные печи способны работать при минимальной потере сырья, однако больше используются при производстве отливок из цветных металлов и сплавов.
Все литейное оборудование специально разрабатывается для надежной работы при повышенных температурах. Доминирующими тенденциями при производстве данной техники являются масштабность, автоматизация, оперативная отделка отливок, повышенные безопасность и эффективность.
Какие смазочные материалы применяются? Выбор зависит от марки материала и метода литья. Исходный концентрат в жидком виде должен быть водорастворимым, а в твёрдом виде используются термостойкие пасты.
Область применения
Различные способы литья имеют свои преимущественные сферы применения.
Так, литье в песчаные формы применяется при единичных отливках или малых сериях. Проверенный тысячелетиями способ понемногу уходит с промышленных предприятий, но продолжает использоваться на художественных промыслах и в скульптурных мастерских.
Литье в металлические формы применяется в случаях, когда требуется
- большие тиражи отливок;
- высокая точность размеров;
- высокое качество поверхности.
Также литье в металл популярно в ювелирной промышленности и в производстве металлических украшений.
Литье под давлением все шире используется предприятиями, сфокусированными на качестве своих изделий, следящими за экологией, охраной труда и эффективным расходованием материальных и энергетических ресурсов.
Литье по газифицируемым моделям применяется в тех случаях, когда планируются большие тиражи отливок, требуется высокая точность и экономия трудоемкости.
Источник
Плюсы и минусы процесса
Литьё по выплавляемым моделям имеет свои преимущества:
- отсутствие разъема в форме приводит к повышению точности литья;
- простота действий и дешевизна рабочего процесса;
- возможность сделать огромное разнообразие форм для отливки;
- широкий диапазон размеров и массы отливок;
- дает возможность получить сложные конструкции из любых сплавов;
- высокая точность изделия и чистота поверхностного слоя может исключить необходимость последующей механической обработки;
- оболочка легко разрушается;
- отливки хорошо очищаются от ее остатков.
Присутствуют и недостатки:
требует осторожности в ходе проведения технологического процесса литья;
длительность рабочего процесса подготовки формы;
данное производство является рентабельным только при его массовом применении;
необходимость проветривания в помещении;
следует строго придерживаться технике безопасности;
работа с расплавленным металлом требует особого внимания.
Как видим, литьё по выплавляемым моделям обладает достаточным количеством преимуществ, по этой причине оно широко применяется в различных отраслях машиностроения.
Цеха для литья по выплавляемым моделям находятся во многих самодостаточных заводах. Это позволяет делать качественные детали с большой точностью в короткие сроки, экономя денежные средства.



Из чего изготавливаются формовочные смеси?
Основой служат различные сорта песков и глин, а также связующие составы. В их роли могут выступать масла натуральные и синтетические, олифа, смола, канифоль, да хоть деготь.
Далее наступает время формовщиков, в задачу которых входит изготовление литейных форм. Если объяснять проще, то делается это так: берется деревянный ящик, в него кладется половинка от формы (она же разъемная), а промежутки между стенками модели и формы забиваются формовочным составом.
То же самое делают со второй половиной и скрепляют обе части штырями
Важно заметить, что в ту часть формы, которая при заливке окажется наверху, вставляют два специальных конуса. Один из них служит для заливания расплавленного металла, второй – для выхода расширяющихся газов
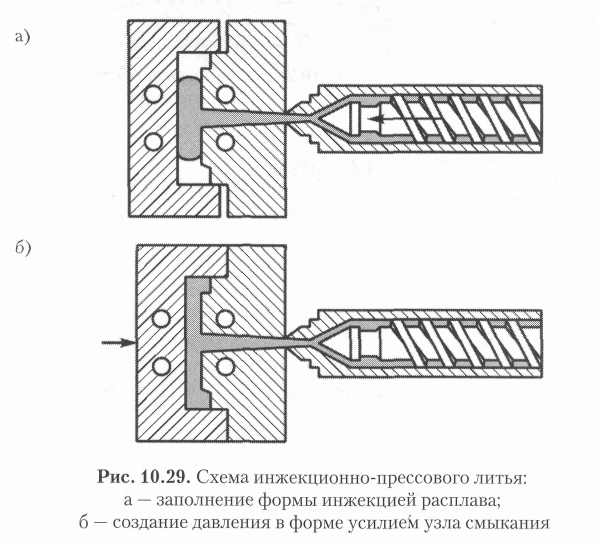
Инжекционное прессование
Этот технологический процесс отличается от стандартного тем, что впрыск полимерного материала делают в слегка раскрытую прессформу (в этом случае уместно использовать именно такое название оснастки) за небольшое время до ее окончательного смыкания. Окончательное уплотнение полимера и формование готового продукта осуществляются при полном смыкании прессформы. Способом инжекционного прессования изготавливают различные изделия как из термопластов, так и реактопластов. Метод применим в случае недостаточных характеристик ТПА для данной отливки, в частности усилия смыкания. Также качество при таком прессовании на термопластавтомате в меньшей степени зависят от ориентации макромолекул при впрыске (анизотропии), что может повысить качество продукта в части меньшей усадки (если необходимо), лучших механических свойств и меньшего коробления.
Устройство термопластавтомата. Как устроен ТПА?
Как уже было сказано, наиболее популярным методом литья пластмасс под давлением является литье на ТПА. Любой ТПА состоит из двух главных частей:
- узел смыкания/размыкания формы (коленчато-рычажный механизм либо гидравлический узел);
- узел пластикации (вращающийся нагреваемый цилиндр шнека, работающий по принципу поршня). Наиболее распространенное название шнека − червяк.
Эти узлы приводятся в движение с помощью гидроприводов. Давление в гидросистеме обеспечивает электродвигатель. На термопластавтоматах есть блок ЧПУ, с помощью которого можно задавать параметры каждого цикла литья, управлять процессом литья, а также управлять внешними устройствами − гидроприводами, электродвигателем, нагревателями и т.п.
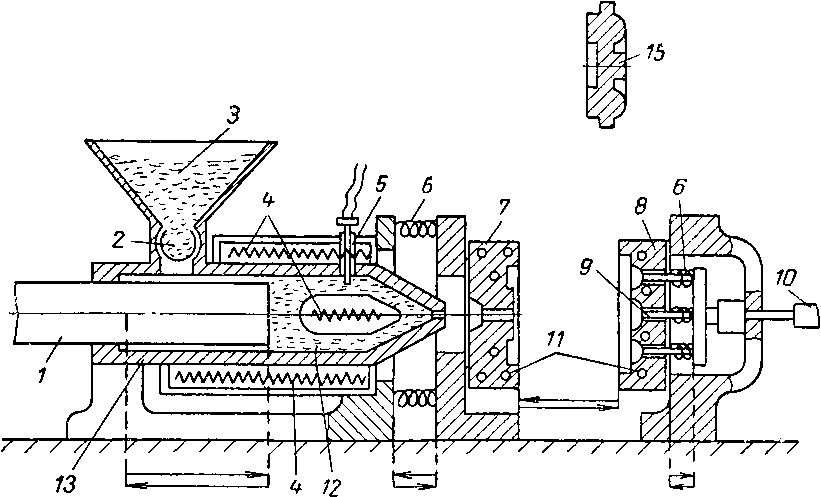
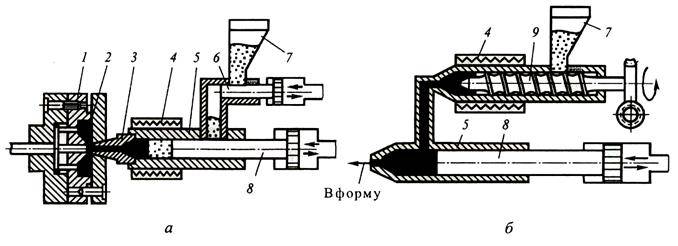
На рисунке показана упрощенная принципиальная схема термопластавтомата:
Детальная схема устройства термопластавтомата:
Классификация
Кроме того, существует классификация по способу применения стали:

Классификация сталей
- Строительная – обыкновенный материал с хорошей свариваемостью.
- Конструкционная – характеризуется высоким содержанием углерода, подходит для каркасов, кровельных работ, изготовления рельсов.
- Инструментальная – применяется для режущего инструмента (резец, стамеска, долото, сверло, напильник и др.).
- Легированная – универсальная смесь со специальной примесью. Подвид – низколегированная сталь для суровых климатических условий.
- Сталь особого назначения используется в точном судостроении и электротехнике.
Свариваемость – ещё один важнейший критерий для литья стали, ставший основанием для разделения сплавов на группы. Это свойство определяется способностью к раскислению:
- Спокойные – полностью раскисляются, содержат минимальное количество неметаллических примесей.
- Полуспокойные, схожие со спокойными по качеству.
- Кипящие – неокисленные стали с высоким процентным содержанием неметаллических компонентов.