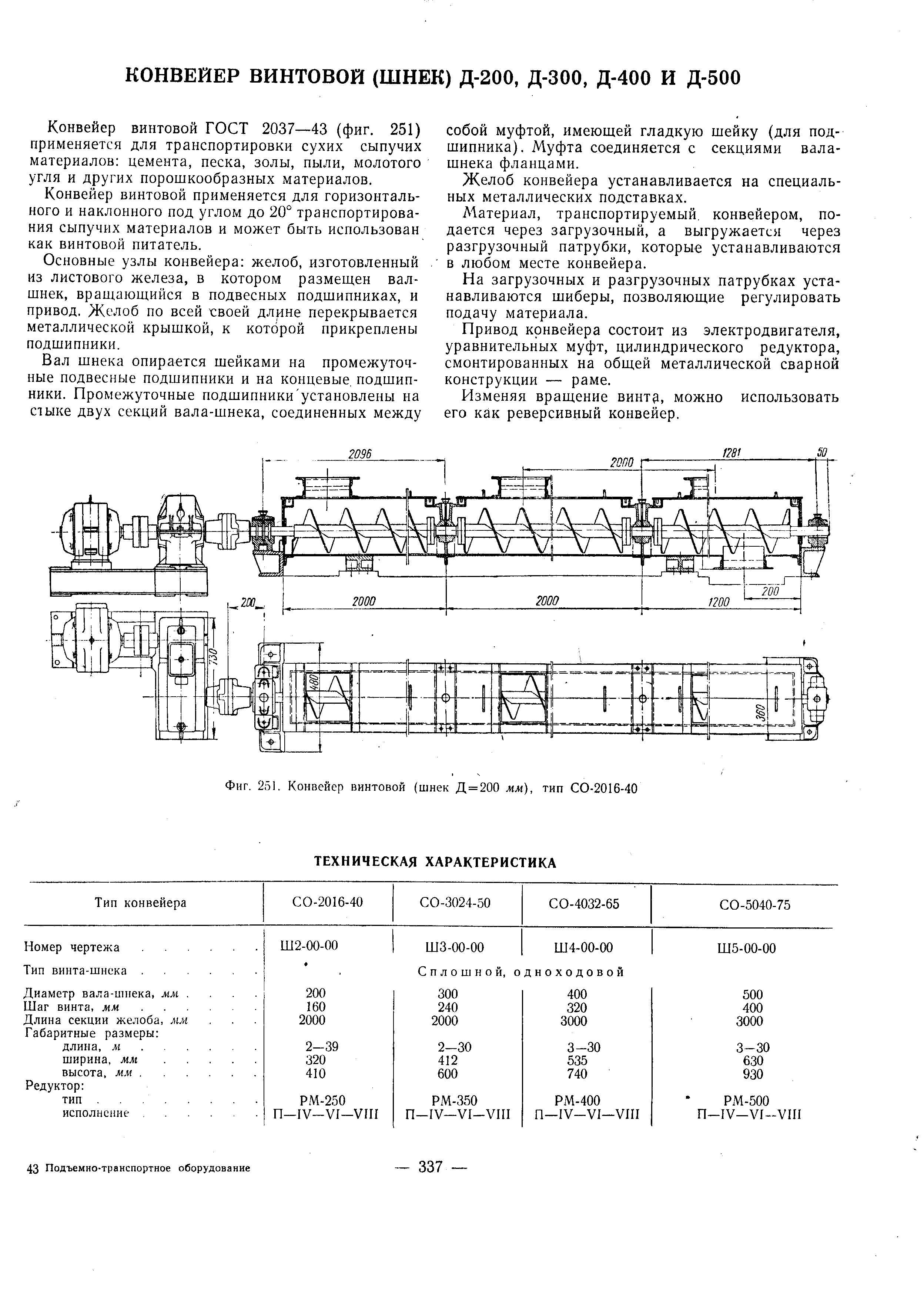
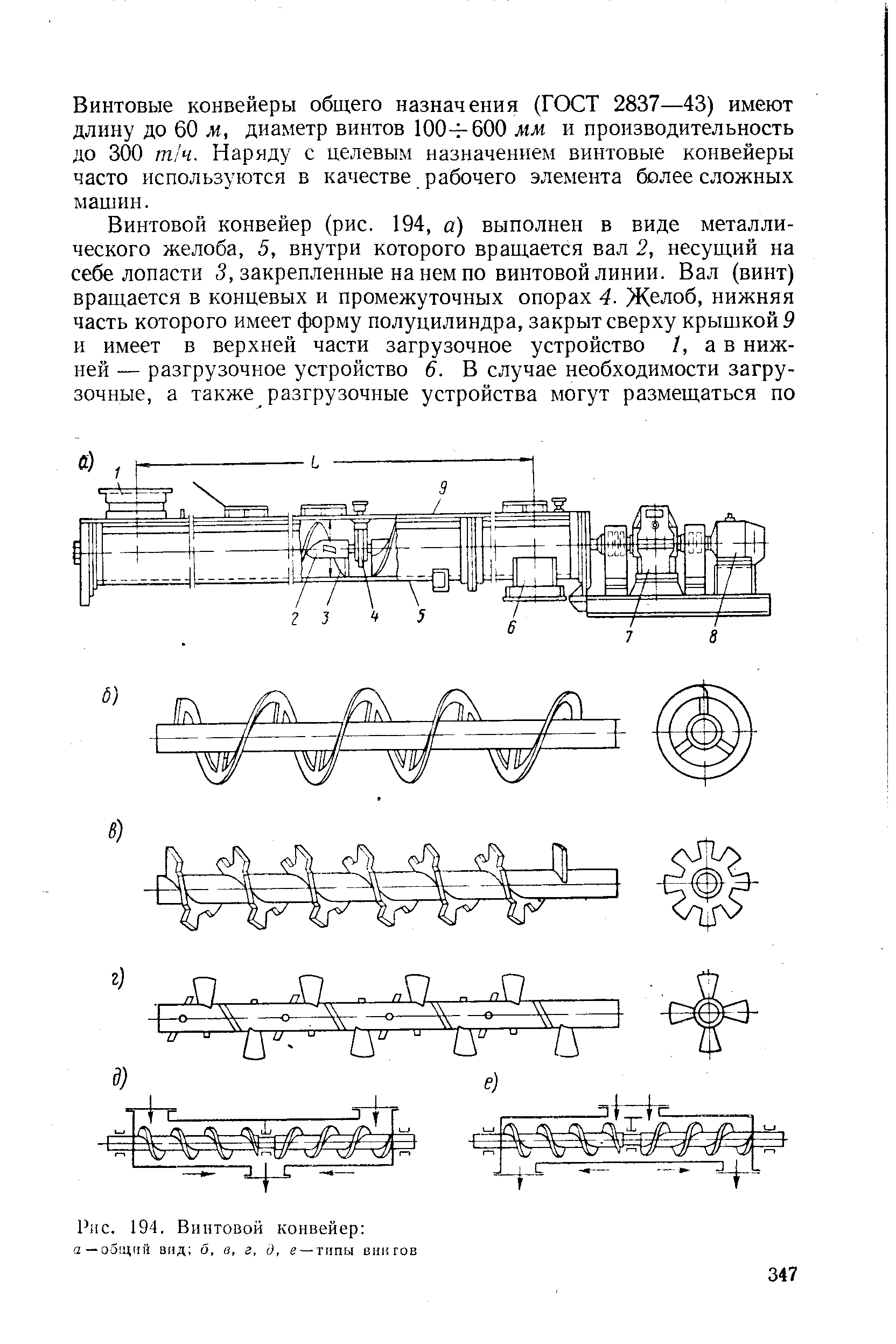
Винт
Винт состоит в основном из вала и винтовой поверхности — непрерывной стальной ленты, приваренной к валу, наклон которой ограничен внутренним и внешним диаметрами вала. Вал винта — обычно бесшовная толстостенная труба с высокой прочностью на разрыв, небольшой массой и незначительным прогибом. Приводная часть и хвостовик приварены к валу. Винты небольшого диаметра или очень короткие винты имеют сплошной вал с затянутым на резьбе концом. После монтажа винтовой поверхности вал необходимо отцентровать и при необходимости снизить биение. При более длинном вале соединительные муфты секций вала имеют промежуточные подшипники.
Таким образом легко обеспечивается взаимозаменяемость секций, что особенно важно для цилиндрических валов. Шаг винта обычно такой же, как диаметр винта
Перья винта должны характеризоваться низким сопротивлением трению. Их иногда закаливают или снабжают специальным покрытием для уменьшения износа и сопротивления продукта трению. Изредка проектируют отдельные перья шнека, и в этом случае перо представляет собой диск с соответствующим внутренним и внешним диаметрами. Эти перья соответственно изгибают до требуемого наклона и в конечном итоге устанавливают на валу одно сзади другого
Шаг винта обычно такой же, как диаметр винта. Перья винта должны характеризоваться низким сопротивлением трению. Их иногда закаливают или снабжают специальным покрытием для уменьшения износа и сопротивления продукта трению. Изредка проектируют отдельные перья шнека, и в этом случае перо представляет собой диск с соответствующим внутренним и внешним диаметрами. Эти перья соответственно изгибают до требуемого наклона и в конечном итоге устанавливают на валу одно сзади другого.
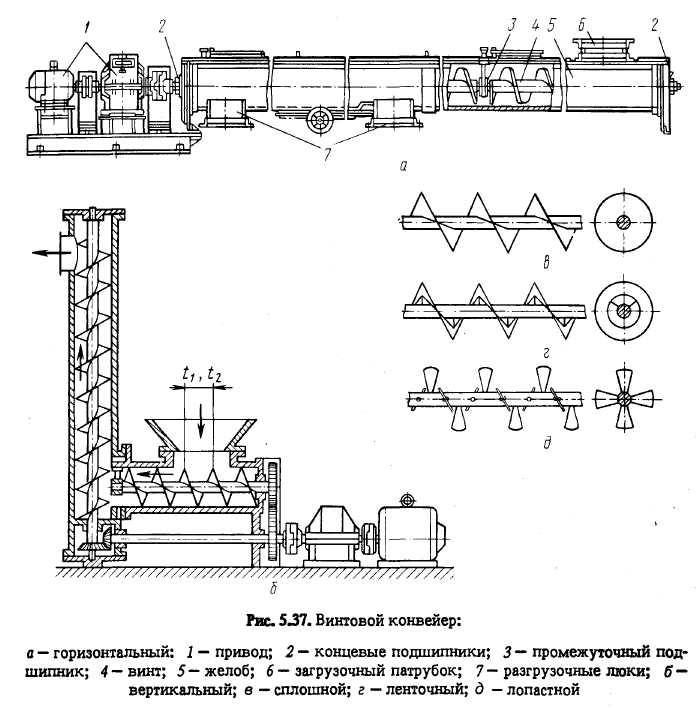
Винты могут иметь различную конструкцию. Показан двухзаходный винт, имеются две винтовые поверхности — одна внутри другой. Преимущество такого винта в том, что он препятствует движению назад продуктов с хорошей сыпучестью. Многозаходные винты обычно используют на вертикальных винтовых конвейерах.
Показан винт, состоящий из ленточной поверхности, проходящей на некотором расстоянии от вала и вблизи стенок желоба. Этот тип винта используют при транспортировании продуктов для обеспечения определенного смешивания. Их производительность почти равна производительности винта со сплошной поверхностью.
Показана коническая винтовая поверхность с увеличением диаметра к выпускному отверстию. Приемное отверстие размещено в стороне винта с наименьшим диаметром. Конические винты используют для трудносыпучих продуктов, которые могут уплотняться; продукт разрыхляется в процессе транспортирования.
Помимо описанных, существуют некоторые другие варианты смешивания или перемешивания продукта в процессе транспортирования. В этом случае винтовую поверхность делают прерывистой или составляют из ряда износостойких смешивающих перьев.
Из-за невозможности полностью опорожнить желоб горизонтального винтового конвейера вследствие зазора между кромкой винтовой поверхности и стенкой желоба, могут смешиваться несколько продуктов. Существует также опасность повреждения продукта, так как он может защемляться между кромкой винтовой поверхности и стенкой желоба; продукт также подвергается непрерывному трению о стенки. Помимо этого, посторонние предметы в массе продукта могут вызвать значительное повреждение винтовой поверхности или даже закупорку винтового конвейера. Иногда винт можно освободить, повернув его в противоположном направлении.
Винтовую поверхность необходимо периодически проверять на наличие повреждений. Длинные винты обычно делают составными, из отдельных секций, которые можно легко снимать или ремонтировать. Осевое давление и прогиб винта, вызывающие контакт винта с желобом и его износ, необходимо проверять у очень длинных конвейеров. Обычно привод винтового конвейера располагается на разгрузочном конце; в этом месте вал работает на растяжение, а не на сжатие, что может вызвать искривление вала.
Классификация[]
По области применения, конструкции и параметрам подземные ленточные конвейеры подразделяются на пять групп.
- для примыкающих к лавам транспортных выработок с углом наклона от -3 до +6°.
- для горизонтальных и слабонаклонных выработок.
- для уклонов с углом до 18°.
- для бремсбергов с углом до 16°.
- для наклонных стволов и главных уклонов с углом от 3 до 18°.
Карьерные ленточные конвейеры (по конструкции) разделяют на забойные, отвальные, передаточные и стационарные магистральные. Кроме того, они являются составной частью некоторых карьерных агрегатов в составе роторных и цепных экскаваторов, отвалообразователей, транспортно- отвальных мостов, перегружателей. Секции забойных и отвальных ленточных конвейеров монтируют на рельсошпальной решётке (допускают изгиб става при поперечной передвижке по мере подвигания забоя). По рельсам забойного ленточного конвейера передвигается загрузочная тележка с приёмной воронкой и питателем, отвального ленточного конвейера — двухбарабанная разгрузочная тележка. Рельс, кроме того, используется для захвата тракторным передвижчиком при поперечном перемещении конвейера. Передаточный ленточный конвейер устанавливается на тележках и перемещается по рельсовому пути в продольном направлении. Став стационарных ленточных конвейеров собирают на почве, бетонной дорожке или лежнях, а привод и натяжное устройство монтируют на фундаменте. На рудных карьерах при погрузке крепких пород одноковшовым экскаватором и вторичном дроблении (передвижной дробилкой) в забое ленточные конвейеры стационарного и передвижного типов используются для внутрикарьерного транспортирования и подъёма (поточная технология), а при дроблении в стационарной дробилке — ленточные конвейеры стационарного типа для подъёма (циклично-поточная технология).
Основной расчёт ленточного конвейера заключается в определении ширины ленты, её наибольшего натяжения и мощности двигателей по требуемой производительности конвейера, длине и углу наклона установки. Производительность ленточного конвейера зависит в основном от ширины ленты и скорости её движения.
В горнорудной промышленности на подъёмах крупнодроблёной руды из карьеров производительность ленточных конвейеров обычно до 6000 т/ч, ширина ленты 1600 и 2000 мм, мощность электродвигателей привода от 1200 до 3000 кВт. Длина ленточного конвейера в одном ставе от нескольких метров до 10-15 тысяч метров. Факторы, ограничивающие применение ленточных конвейеров: допускаемая в зависимости от ширины ленты крупность и масса содержащихся в перемещаемом насыпном грузе кусков, угол наклона ленточного конвейера, который (за исключением специальных типов) для большинства грузов не превышает 16-18°. Наивысшая производительность ленточного конвейера (достигнутая на буроугольных открытых разработках в Германии при ширине ленты 3000 мм и скорости 6-7 м/с) 30 тысяч т/ч, наибольшая длина конвейерной линии (в системе транспорта фосфоритовой руды в Западной Сахаре от карьера до океанского порта) 100 км, максимальная мощность электродвигателей силовых блоков привода 2000 кВт и общая мощность привода 12 000 кВт. Скорость движения ленты 7-8 м/с, а в отдельных случаях (на транспортно-отвальном мосту в Германии) 10 м/с. Применение автоматики обеспечивает плавность пуска ленточного конвейера, возможность регулирования скорости движения ленты в зависимости от величины поступающего грузопотока, автоматический контроль (ультразвуковым способом) состояния роликоопор, целостности ленты, взвешивания и регистрации количества перемещаемого на ленте груза и др.
Современные ленточные конвейеры отличает небольшая трудоёмкость обслуживания, высокая надёжность работы и безопасность труда. Расширение объёмов и области применения ленточных конвейеров связывается с дальнейшим улучшением конструктивно-технологических характеристик установок. Начато применение промежуточных приводов для ленточных конвейеров, позволяющих повысить длину ставов и тем самым уменьшить количество промежуточных перегрузок (или полностью исключить их), снизить оборачиваемость ленты и повысить срок её службы. Усовершенствование погрузочных устройств, роликоопор и опорных конструкций ставов, а также создание новых специальных типов ленточных конвейеров (ленточно-тележечных) даёт возможность повысить кусковатость перемещаемых конвейерами скальных грузов. Применение лент из морозостойкой резины, специальных сортов смазки и новых конструкционных материалов для зубчатых передач привода расширяет область применения ленточных конвейеров до районов Крайнего Севера.
Абиссинский колодец
Максимальная глубина – 15 метров, но этого обычно достаточно для того, чтобы добывать глубоко протекающие воды. Такие источники вполне пригодны для питья, полива огорода и других бытовых нужд на собственном участке, даче, загородном коттедже. Насосы не захватывают верховодку (непригодный для питья водоносный слой, так как в нем скапливаются разные примеси). Есть еще одно название для такой скважины – игла.
MBFT-75 Мембрана на 75GPD
АМЕТИСТ — 02 М Жилой дом до 10 человек или до 2 куб.м./сут.
Аэрационная установка AS-1054 VO-90
Однако жидкость, которая скапливается, образуется в верхних слоях – не ниже глиняного заложения, она поступает, благодаря осадкам, а также с помощью ближайших водоемов. Таким образом, уровень постоянно колеблется и зависит от влажности, количества дождя. В засушливое лето ресурса может быть недостаточно для обеспечения дома.
Ниже представлено устройство колодца:
Преимущества:
- Достаточный объем жидкости, чтобы обеспечить большой дом со всей необходимой сантехникой и бытовой техникой.
- Длительное использование – как минимум, 30 лет без повторного бурения.
- Размеры (диаметр) – незначительные, поэтому можно сделать такой колодец в любом месте на участке, а также даже в подвале собственного дома.
- Верховодка не загрязняет добываемый водный ресурс.
- Не требуются никакие бумаги, разрешения на проведение работ и получение результата.
Недостатки:
- Невозможность сделать такое углубление в твердом грунте, а также там, где много камней или глины. Вернее, можно, но это будет экономически не прибыльно.
- Из-за небольшого диаметра отверстия редко получается оснастить систему погружным насосом.
- Вакуумное насосное оборудование, как правило, не может поднять жидкость более чем с 20 метров, поэтому такой вариант не очень подходит на местности, где слишком глубоко залегает грунтовая вода.
- Есть необходимость в механическом фильтре, потому что без него на водоносном участке может образоваться слой ила.
- Иногда забиваются трубы, их них можно достать камни, глиняные сгустки.
Несмотря на недостатки, их можно устранить, поэтому способ добычи питьевой жидкости очень выгодный.
Виды винтового конвейера
Проектировать шнековый транспортер необходимо, учитывая его виды и назначение.
Шнековые транспортёры бывают закрытого типа (корпус ─ труба) и открытого типа (корпус ─ жёлоб).
В конвейере закрытого типа шнек вмонтирован в герметичной трубе. В начале линии установлен приемный лоток, который укомплектован крышкой. Отверстие на противоположном конце линии ─ разгрузочный патрубок, который закрыт задвижкой. Такие транспортёры отличаются водонепроницаемостью и воздухонепроницаемость, высокой производительностью, скорость перемещения продукции. Они применяются в помещении и на улице для транспортировки пылеобразных грузов.



Разновидности цилиндрических конвейеров (закрытого типа)

Цилиндрический шнековый конвейер является одним из самых распространённых. Его корпус в виде трубы отличается жёсткостью, а сам агрегат компактный и прост в использовании. Он подходит практически для всех отраслей промышленности
Обратим внимание на его особенности и дополнительные функии:
- Конвейеры бывают прямые, с регулируемым углом наклона, вертикальные.
- Стационарные или передвижные.
- Материал корпуса и шнека ─ нержавеющая или оцинкованная сталь.
- Оснащаются дозаторами.
- Возможны регулировка скорости и реверсивное вращение шнека.
Конвейер открытого типа ─ это желоба или половина трубы, внутри которой вращается винт. Прямоугольного контейнера также может быть корпусом открытого транспортера. Механизм эксплуатируется только в помещении, так как не является герметичным: возможно попадание влаги и пыли. Желательно, чтобы перемещаемые материалы не имели запаха, не разлетались и не создавали пыль в процессе транспортировки.
Классификация винтовых конвейеров
Шнековые транспортеры различаются и классифицируются по основным параметрам:
- наклон жёлоба
- направление спирали;
- шаг и диаметр винта;
- конструкция винта.
Классификация по углу наклона жёлоба. Определяют горизонтальные, пологонаклонные, крутонаклонные и вертикальные транспортеры.
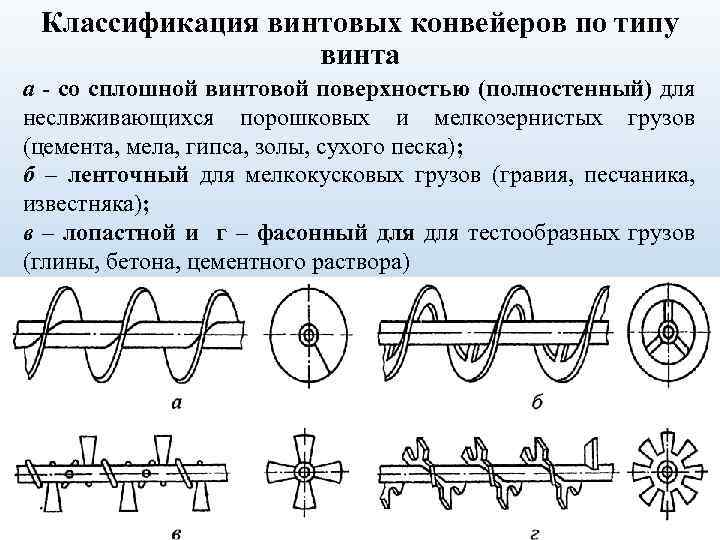
От типа транспортируемого груза и производительности конвейера зависит вид лопастей шнека:
- сплошные предназначены для перемещения сыпучих (порошкообразных) материалов;
- ленточные подойдут для мелко кусковых материалов;
- лопасти в виде отдельных лопаток изготовлены для транспортировки материалов, которые характеризируются липкостью и вязкостью;
- фасонные лопасти подойдут при необходимости перемешивать материал во время транспртировки.
Форма винта выбирается в зависимости от вида транспортируемого груза.
В зависимости от типа конвейера и назначения, его лопасти перемещают материалы под уклоном (угол 45о) до 30 метров, а по горизонтали на расстояние до 40-60 метров.
Конструкция пластинчатого конвейера
Состоит пластинчатый конвейер из следующих конструкционных компонентов: настил, тяговых цепей, приводной станции, металлоконструкции и натяжной станции. Настил, составляется из отдельно взятых пластин, и прикрепляется подобный элемент устройства к тяговым цепям. В структуру приводной станции входят электродвигатель, редуктор и различные муфты. Металлоконструкция, содержит в себе несущие, для удерживания цепей, элементы. Также пластинчатый конвейер может укомплектовываться загрузочными и разгрузочными приборами, контрольными и измерительными инструментами.
Функционально-рабочие (маршрутные) перемещения данных конвейеров делятся на горизонтальные, наклонные и горизонтально-наклонные. У наклонных перемещений угол равняется 35-45°. Маршруты, такие как у ленточного конвейера. Изгиб пластинчатого конвейера возможен в горизонтальной поверхности радиусом 3-10 м. Темп передвижения ходовой части данного конвейера обусловливается его эффективностью и характеристиками транспортируемого груза. Он равен от 0,01 до 1м/с. Как правило, темп ходовой части задают 0,05-0,2 м/с.
Движущими составляющими пластинчатых конвейеров является пара тяговых цеповых приспособлений. Шаг тяговых цеповых элементов бывает от 63 до 800 мм. Данные цепи существуют в нескольких разновидностях: втулочные, роликовые, катковые с гладкими катками, катковые с ребордами на катках. Любые из этих цеповых механизмов производятся в трех исполнениях: неразборные – индекс М, разборными – индекс М и неразборными с полыми валиками – индекс МС. Применение бескатковых цеповых компонентов вызывает необходимость оборудования катков к звеньям цепи, через 400-800 мм. Подобные катки легки в обслуживании и ремонте. Для смазки таких устройств нет необходимости их демонтировать.
Катки пластинчатого конвейера являются опорными элементами. С их помощью сила тяжести от настила и груза, который перемещается, подается на несущие пути пластинчатого конвейера. Катки существуют с бортами и без бортов. Данные приспособления также могут изготовляться из металлического сырья или пластмассовых элементов.
Настил пластинчатого конвейера является той частью данного оборудования, на которую приходится наибольшая нагрузка. Поэтому в зависимости от перемещаемого груза, настил может иметь различную конструкцию. Например, в легкой промышленности больше всего используют такие виды настилов: плоский разомкнутый, плоский сомкнутый и бортовой волнистый. Плоские настилы, производятся из дерева, стали и других материалов. Основными параметрами настила являются его ширина В и уровень бортов, если они есть.
В конструкции пластинчатого конвейера используют два вида натяжных устройств: винтовое и пружинно-винтовое. Шаговое перемещение ползуна, в натяжном устройстве, зависит от шага тяговой цепи, которая используется. Одну звездочку натяжного устройства вставляют на валовом механизме (на шпонке). Другую звезду, оставляют свободной, для допустимости самоустановки, по месту шарнирных соединений цепи. Концевые части изготовляют в виде привода натяжного устройства. Среднюю часть для основания настила исполняют в виде специальных частей из металла длинной 4-6 м. В качестве несущих для катков тяговых цепей используют уголки или трубы.
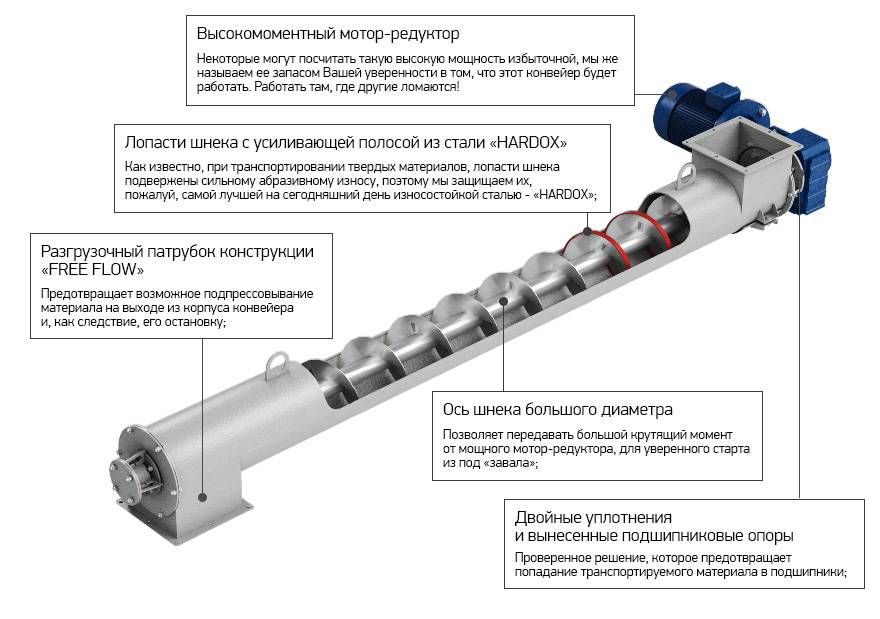
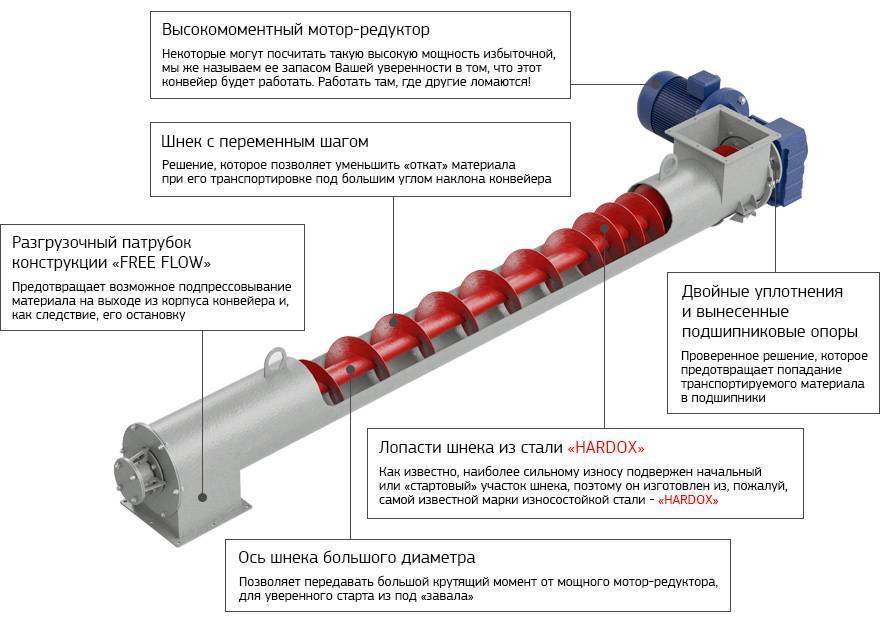
Основные элементы
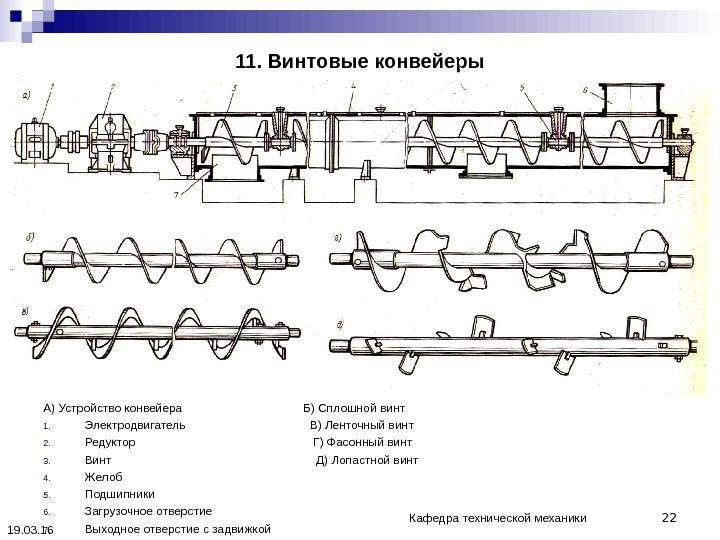
Рассматриваемый механизм для транспортировки сыпучих материалов состоит из достаточно большого количества различных элементов. Схема винтового конвейера характеризуется следующими особенностями:
- Как ранее было отмечено, винтовые конвейеры проводят перемещение сыпучих материалов. Именно поэтому важным элементом конструкции можно назвать винт или шнек. Он принимает усилие от привода и передает усилие самому материалу. Встречается довольно большое количество различных вариантов исполнения шнеков: фасонные, сплошные, ленточные, лопастные и другие. От формы во многом зависят эксплуатационные характеристики устройства.
- Довольно большое распространение получили сплошные винты, которые собираются путем соединения секций. В качестве основного материала применяются листы толщиной 2-5 мм. Основой выступает полый вал.
- Прочный винтовой вал может выдерживать весьма высокую степень воздействия. Именно поэтому его изготавливают длиной до 50 метров. Однако, обеспечить требуемые условия эксплуатации можно только при креплении в нескольких точках.
- Желоб представлен корпусом, которые часто изготавливается при применении металлического листа толщиной 2-8 мм. Как ранее было отмечено, нижняя часть напоминает форму полуцилиндра. Основным параметром можно назвать емкость конструкции.
- По торцевым сторонам располагаются специальные отверстия, предназначенные для установка подшипников.
- Желоб закрывается крышкой, за счет чего обеспечивается требуемая степень герметичности.
- Основная часть конструкции может собираться из нескольких отдельных секций. Ширина цилиндрической части может варьировать в пределе от 5 до 10 метров. Существенно повысить жесткость конструкции можно за счет размещения большого количества ребер жесткости.
- В средней части также могут быть расположены подшипники, за счет которых повышается степень фиксации шнека. Хвостовые подшипники рассчитаны исключительно на восприятие радиальной нагрузки.
- Привод винтового конвейера представлен сочетанием достаточно большого количества различных элементов, которые предназначены для изменения параметров вращения и его передачи. В качестве основного элемента применяется электрический двигатель, который соединен с редуктором или системой шкивов, зубчатых колес. В большинстве случаев привод отвечает за уменьшение количества оборотов и повышения передаваемого усилия.
Выбираются размеры окна шнекового транспортера в зависимости от того, какое вещество будет транспортироваться.
Преимущества покупки транспортеров для цемента в компании Рекона
осуществляет производство конвейерного оборудования, которое отличаются самым высоким качеством на рынке стран СНГ. Любой наш шнековый конвейер для цемента обладает длительным сроком службы, высокой производительностью и доступной стоимость.
- Доступные цены. Мы работаем по программе «Лучшая цена». Поэтому если вы найдете более доступное и выгодное коммерческое предложение на транспортер для цемента, мы вернем вам разницу в стоимости;
- Разработка проекта в собственном конструкторском бюро и производство конвейеров по индивидуальным размерам;
- Установка оборудования «под ключ»;
- Бесплатный тест-драйв на все конвейерные линии постоянным клиентам.
Виды конвейеров
Существует несколько основных типов конвейеров: ленточные конвейеры, пластинчатые конвейеры, скребковые конвейеры, цепные конвейеры, подвесные конвейеры, винтовые конвейеры, роликовые конвейеры, инерционные конвейеры, качающиеся конвейеры, вибрационные конвейеры. Рассмотрим для чего предназначены данные виды конвейеров.
Пожалуй, наиболее распространенным типом конвейера является ленточный конвейер, предназначенный для перемещения насыпных, кусковых и штучных грузов, как на короткие, так и на дальние расстояния. В конструкции ленточного конвейера тяговым и грузонесущим органом является лента, движущаяся по стационарным роликоопорам. Натяжение ленты производится при помощи приводного и натяжного барабанов. Основными преимуществами ленточных конвейеров является высокая надежность и производительность от нескольких тонн в час до нескольких тысяч тонн в час.
Пластинчатые конвейеры предназначены для перемещения в горизонтальной плоскости или с небольшим уклоном штучных грузов (от 0,5 кг до 500 кг и более) и крупнокусковых грузов. Преимуществом пластинчатого конвейера является возможность транспортировать грузы с острыми кромками, грузы, нагретые до высоких температур. Также пластинчатые конвейеры находят широкое применение в пищевой промышленности.
Скребковые конвейеры — еще один вид конвейеров, предназначенный для перемещения сыпучих или кусковых грузов по желобу или трубе при помощи движущихся скребков. Однако применение скребковых конвейеров ограничено ввиду быстрого износа скребков и желобов, а также большого расхода энергии на преодоление сопротивления материала. Разновидностью скребковых конвейеров являются конвейеры с погруженными скребками. У таких конвейеров скребки перекрывают только часть желоба, при этом груз заполняет желоб целиком или большую его часть. Такие конвейеры используются чаще всего для перемещения мелкосыпучих грузов в горизонтальном, вертикальном или наклонном направлении.
Еще одним крайне распространенным видом конвейеров являются цепные конвейеры или, как они называются по-научному, конвейеры с несущими и ведущими цепями. Такие конвейеры не имеют грузонесущего органа. В таких конвейерах грузы устанавливаются непосредственно на цепи. Цепные конвейеры предназначены для перемещения тяжелых крупногабаритных или горячих грузов. Разновидностью цепного конвейера является тележечный конвейер. В таком конвейере тележки соединены между собой тяговой цепью и двигаются по замкнутой трассе.
Подвесные конвейеры предназначены для перемещения штучных грузов чаще по замкнутой трассе. Среди подвесных конвейеров выделяют грузонесущие, тянущие и толкающие.
Еще одним крайне распространенным типом конвейеров является винтовой конвейер. Винтовые конвейеры предназначены для перемещения пылевидных и мелкокусковых грузов в горизонтальной или наклонной плоскости с углом наклона до 20 градусов. Как и в скребковых конвейерах лопасти и желоб винтового конвейера быстро изнашиваются, груз измельчается, на его транспортировку расходуется большое количество энергии.
Роликовые конвейеры предназначены для перемещения штучных грузов, имеющих плоскую, цилиндрическую или ребристую поверхность. Ролики могут быть как приводными, так и не приводными. Конвейеры с неприводными роликами (гравитационные) имеют уклон 2-5 градусов, на таких конвейерах груз перемещается под действием силы тяжести.
Еще одним типом конвейеров, объединяющим два подтипа, являются инерционные конвейеры. Инерционные конвейеры предназначены для транспортировки сыпучих или мелкоштучных грузов на небольшие расстояния. Сред инерционных конвейеров выделяют: качающиеся конвейеры и вибрационные конвейеры. Первые характеризуются большой амплитудов и малой частотой колебаний, вторые напротив большой частотой и малой амплитудой.
Компания АЛЬФА ИНЖИНИРИНГ предлагает следующие виды конвейеров:
- цепные конвейеры;
- пластинчатые конвейеры;
- ленточные конвейеры;
- конвейеры на модульной ленте;
- воздушные конвейеры;
- рольганги;
- конвейеры для специального применения.
Уже более 15 лет наша компания производит надежные и производительные конвейеры для различных отраслей. Обратитесь в нашу компанию и мы подберем для вас вид конвейера, максимально подходящий под ваши задачи.
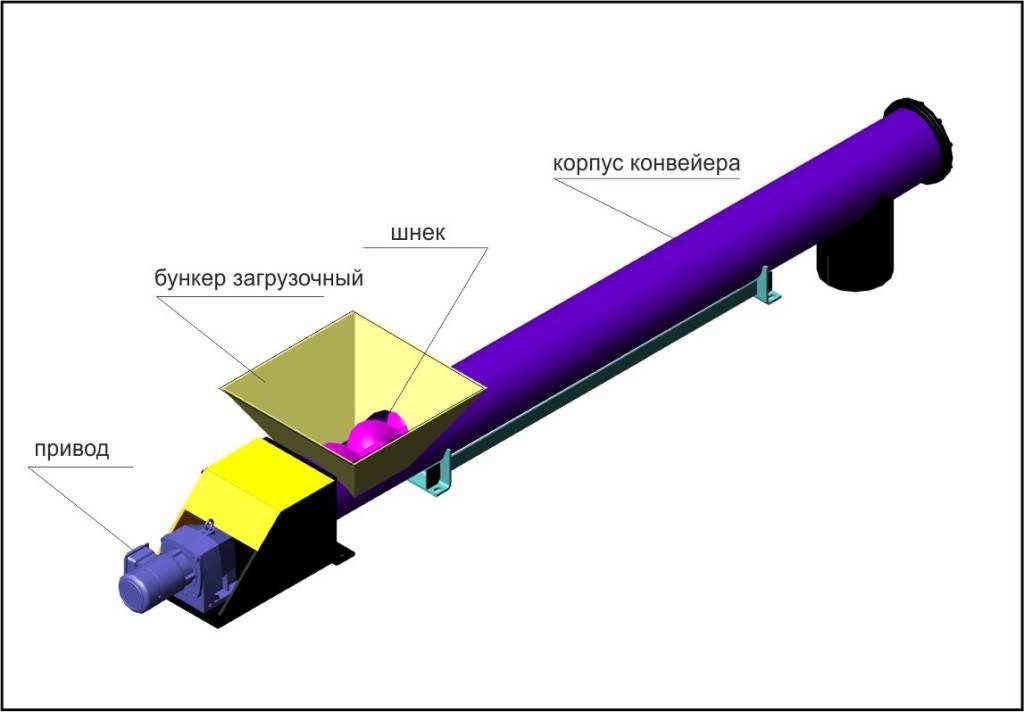
Устройство и сфере использования
На данное время винтовой конвейер получил очень большое распространение. Это связано с обычностью устройства, а еще ее надежностью. Рабочий принцип следующий:
- Главная составляющая представлена шнеком, который перемещает сыпучее вещество по желобу. При этом шнек обладает конкретной формой, благодаря которой и обеспечиваются прекрасные условия для перевозки сыпучих материалов.
- Корпус конвейера представлен желобом, часть снизу которого напоминает цилиндр. Отсутствие граней исключает вероятность накапливания транспортируемого сыпучего материала.
- Часть снизу винта погружается в перемещаемый груз. Во время вращения вокруг оси происходит перевозка вещества.
- Шнек монтируется в специальных опорах, представленных подшипниками. Их использование дает возможность уменьшить степень износа.
- Для вращения винта также ставится электро двигатель с приводом. Мотор может питаться от сети 220 В или 380 В. Что же касается привода, то во многих случаях он представлен редуктором, назначение которого состоит в уменьшении количества оборотов и повышении передаваемого усилия.
- Конвейер винтовой передвижной также имеет кожух с защитной функцией и два люка, один требуется для загрузки материала, второй разгрузки.
Рассматриваемый рабочий принцип устройства определяет то, что оно может применяться для вертикального и горизонтального перемещения сыпучих грузов. При этом назначение рольганг ГОСТ может быть значительно расширен благодаря использованию дополнительного оборудования.
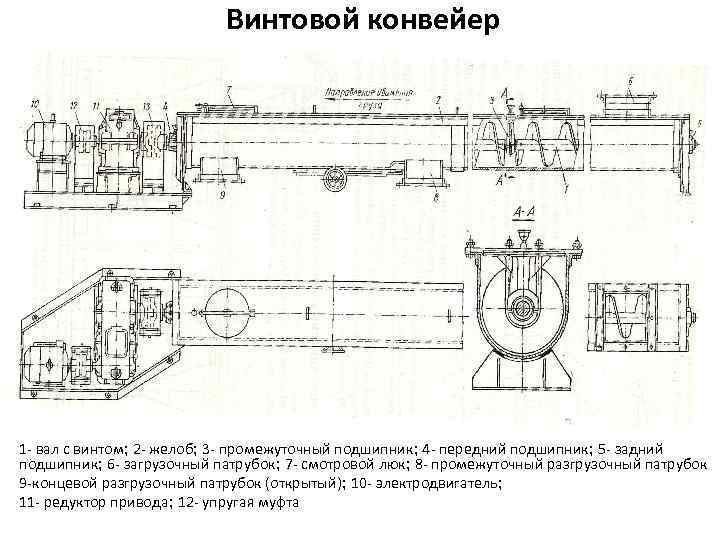
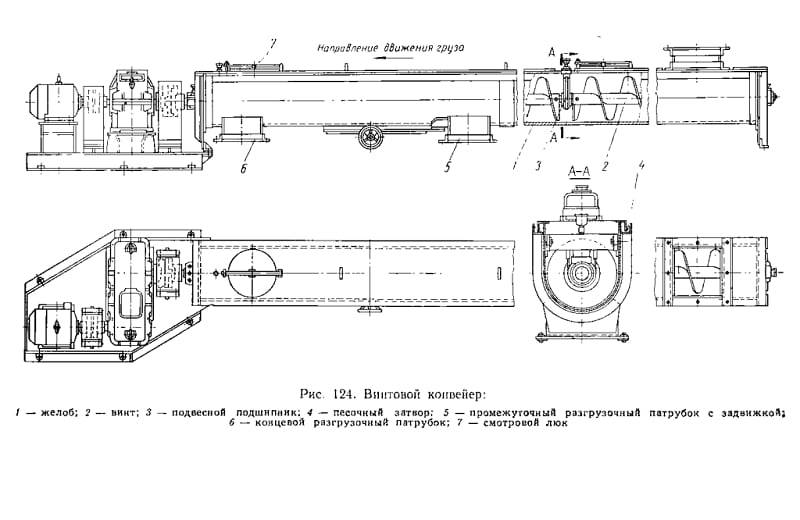
Как устроен винтовой конвейер
Рассмотрим устройство шнекового транспортера, принцип его работы и основные параметры. Конструкция корпуса конвейера состоит из желоба, который снабжен загрузочными секциями. Внутри корпуса располагается винт (шнек) — основной рабочий элемент. Его вращает электрический двигатель. Лопасти шнека захватывают груз и перемещают по линии к выпускным патрубкам. Винт транспортера ─ это труба, к которой приварены лопасти.
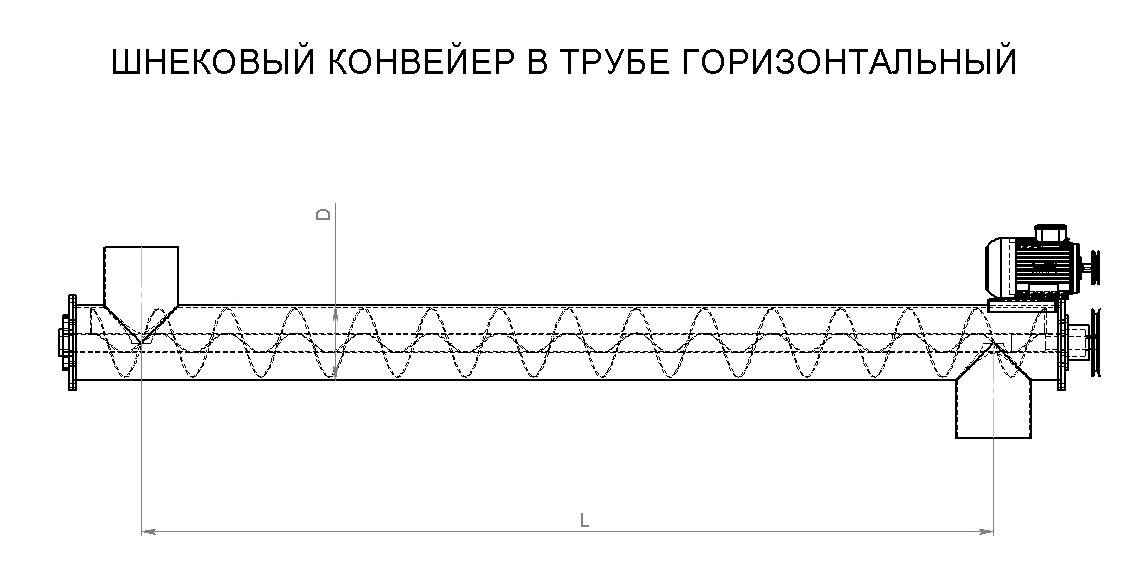
Принцип работы и конструкция шнекового транспортера
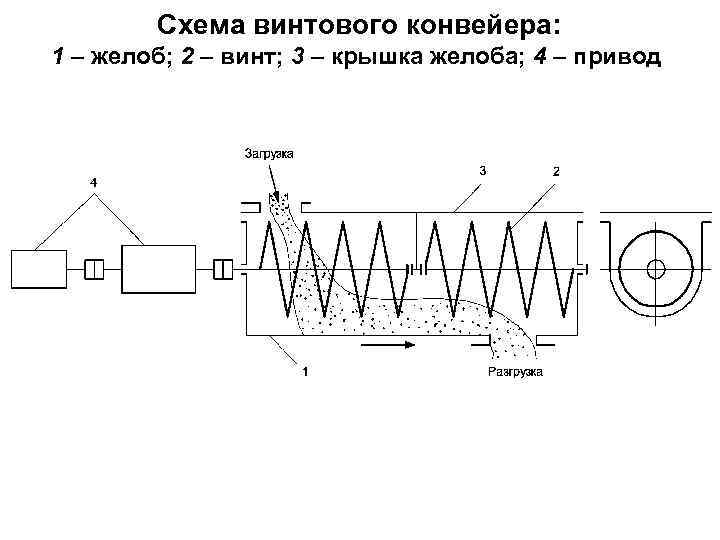
Действие винтовых конвейеров основано на осевой движущей силе. Винт шнекового конвейера вращается в закрытом неподвижном желобе с помощью электродвигателя с редуктором и двух муфт. Его поддерживают подвесные опоры: концевые и промежуточные. Корпус (желоб) состоит из секций, выполненных из листовой стали. Её толщина варьируется от 2мм до 6мм в зависимости от типа и назначения конструкции. Для герметизации все секции соединяются между собой фланцами на болтах и прокладках.
Работа горизонтального шнекового конвейера состоит с трёх этапов:
- подача насыпного материала в загрузочное отверстие;
- постепенное перемещение груза в разгрузочное отверстие при вращении винта;
- выгрузка.
Винт транспортера скользит вдоль желоба и материал продвигается. Подшипники скольжения используются как опори для шнека. Конечный упорный подшипник воспринимает продольное усилие.
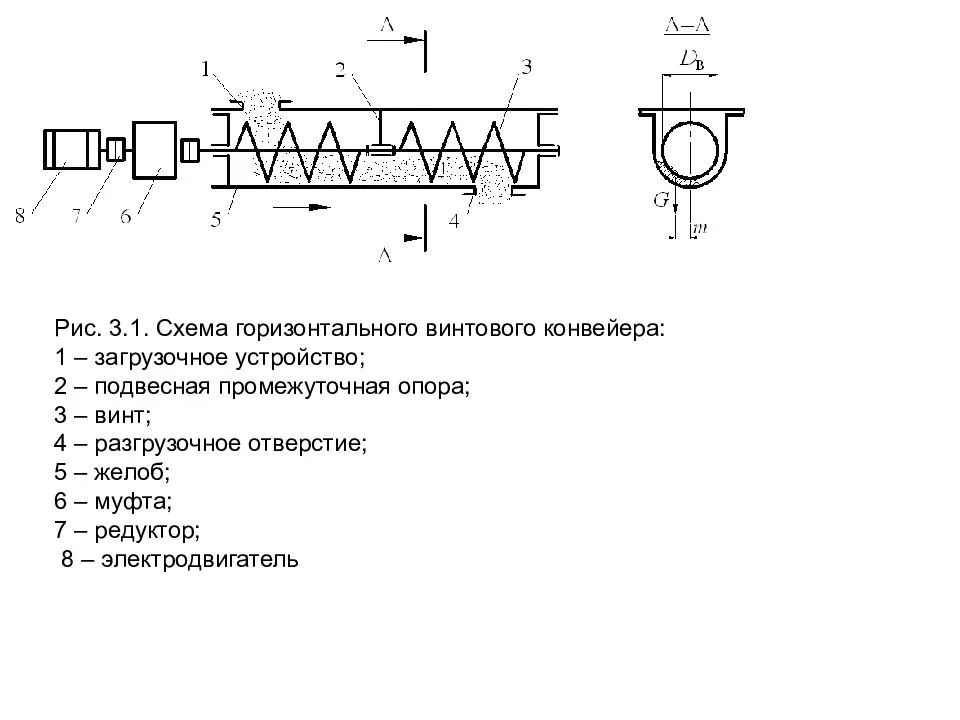
Для помещения транспортируемого материала внутрь конвейера используют загрузочное устройство. Это люк в крышке желоба с впускным патрубком, который обеспечивает герметичность. Разгрузочным устройством называется отверстие в желобе транспортера.
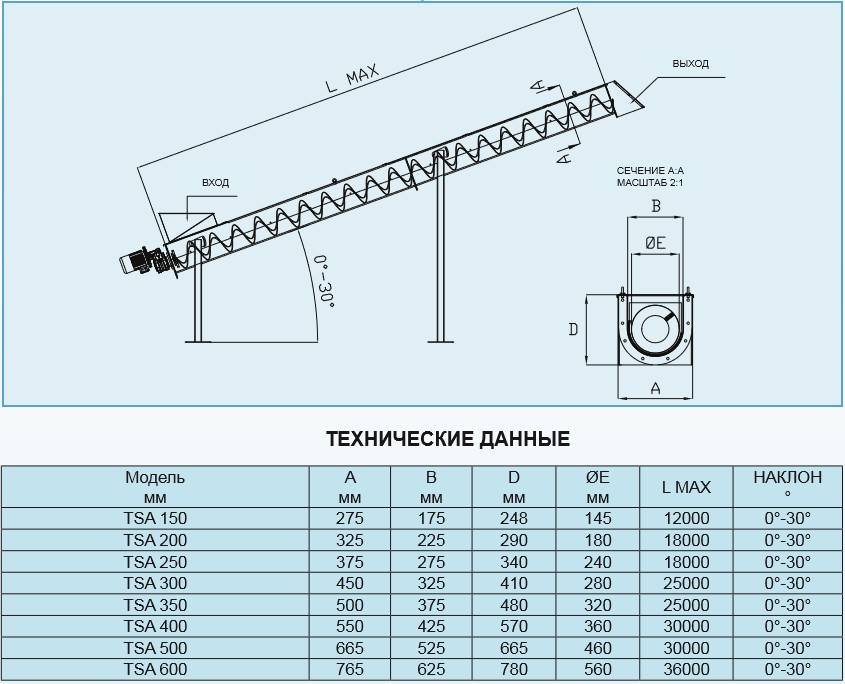
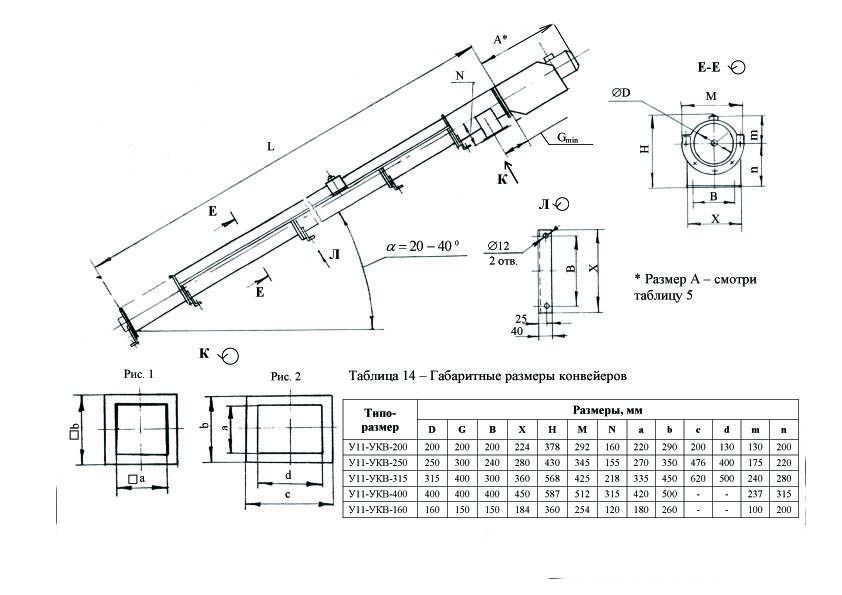
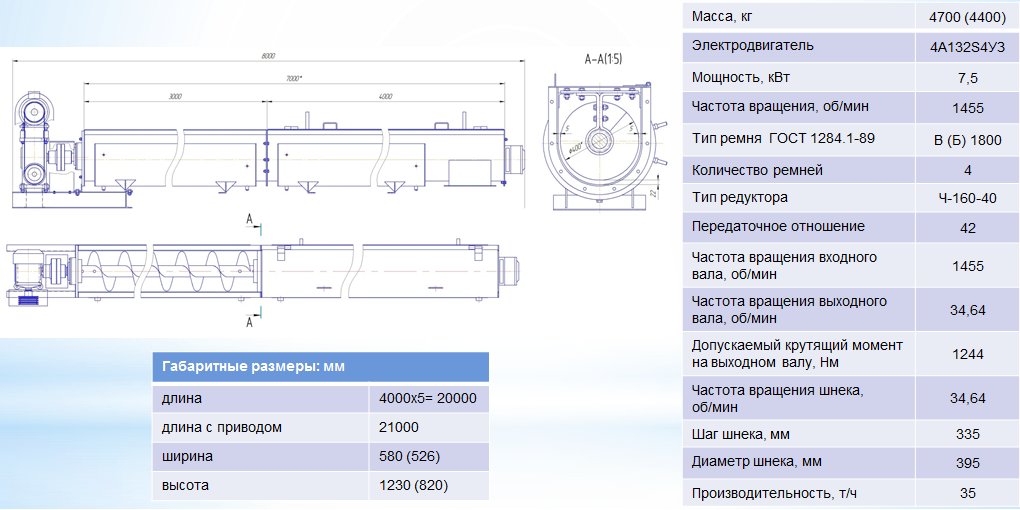
Технические характеристики шнекового транспортера
Для каждого заказчика индивидуально подбирается вид винтового конвейера по конкретным техническим характеристикам:
- производительность, м3/ч;
- диаметр винта, мм;
- шаг винта, мм;
- толщина лопасти винта, мм;
- тип винта;
- максимальная длина транспортирования, м и др.
Схема будущего конвейера и его элементы проектируется на основании исходных данных: характеристика транспортируемого груза, высота и угол наклона. Также, для подбора нужного вида шнекового транспортера следует учитывать направление движения груза, производительность оборудования, способ загрузки материалов. От типа конвейера зависит способ перемещения материала: под уклоном или по горизонтали. В зависимости от вида груза и принятого диаметра винта определяется частота его вращения (об/мин).
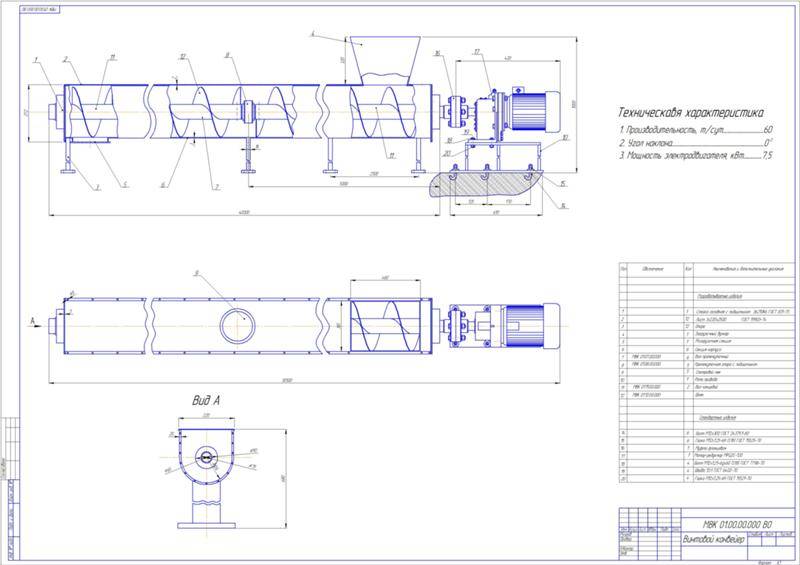
Конструкция винтового шнекового конвейера
Главный узел и рабочий орган шнекового транспортера- винтовой шнек. Вторым основным элементом служит корпус, не дающий перемещаемому грузу рассыпаться.
Шнековой транспортер состоит из следующих частей:
- приемный отсек, в котором накапливается перемещаемый материал;
- корпус агрегата — закрытая труба или открытая полутруба;
- рабочий шнек;
- приводной электромотор;
- трансмиссия (клиноременная или шестеренчатая);
- выходной патрубок.
Лопасти винта чаще всего изготовляют из стального листа. В отдельных случаях, для перемещения абразивных веществ, используется чугун. Лопасти монтируются на центральный вал, его делают из стальной трубы. На концах вал опирается на подшипники качения, прикрытые от попадания пыли и абразивов сальниками. при большой длине транспортера устанавливаются промежуточные опорные подшипники, защищающие вал от провисания.
Желоб сваривается из сегментов листовой стали. швы между сегментами служат в качестве дополнительных ребер жесткости, повышающих геометрическую стабильность всей конструкции. Между стенками трубы вертикального винтового конвейера и лопастями оставляют просвет в полсантиметра- сантиметр для снижения сопротивления вращению.
На входном и выходном окончаниях трубы устанавливаются соответствующие патрубки. Они снабжаются задвижками.
Монтаж шнековых транспортеров



Устройство следует размещать на ровном надежном основании, исключающем падение или систематической загрязнение.
Очень важный этап в подготовке агрегата к работе — его монтаж. Следует строго соблюдать требования к установке, изложенные в руководстве по сборке. Доверять такую работу нужно квалифицированным сборщикам, уже имеющим опыт в работе с подлобными механизмами. Нарушение порядка сборки, установочных размеров и другие ошибки могут привести к следующим последствиям:
- удары и вибрация при включении и при работе;
- падение скорости вращения, крутящего момента, производительности;
- ускоренный износ основных деталей, частые ремонты;
- сокращение срока службы.
Сборку и монтаж горизонтальных и вертикальных винтовых конвейеров рекомендуется проводить в два этапа.
Первый- подготовительный. в его рамках выполняются следующие операции:
- проверка комплектации по отгрузочным ведомостям завода-производителя;
- расконсервация законсервированных узлов и деталей;
- начальная сборка крупных узлов из отдельных деталей;
- подготовка места установки, включая электроустановочные работы.
После завершения подготовки можно переходить к основному этапу, включающему в себя такие работы, как:
- установка подъемно-такелажных устройств;
- подача крупноузловых сборок на установочную площадку;
- установка основания агрегата;
- монтаж остальных частей с обязательным контролем углов наклона и установочных размеров;
- проверка правильности сборки, проворот шнека вручную;
- подключение электропитания, настройка рабочих параметров и тонкая регулировка.
Сначала проводится пробное включение без нагрузки. Если все работает в штатном режиме, лопасти не задевают трубу, не слышно посторонних звуков или ударов, можно испытывать устройство под нагрузкой.
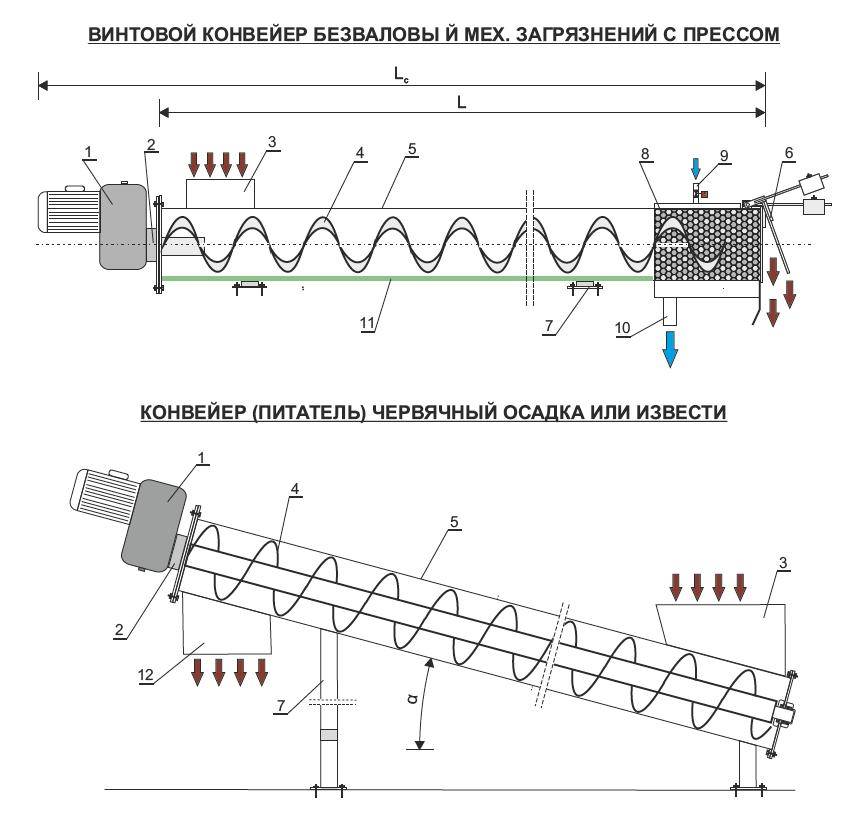
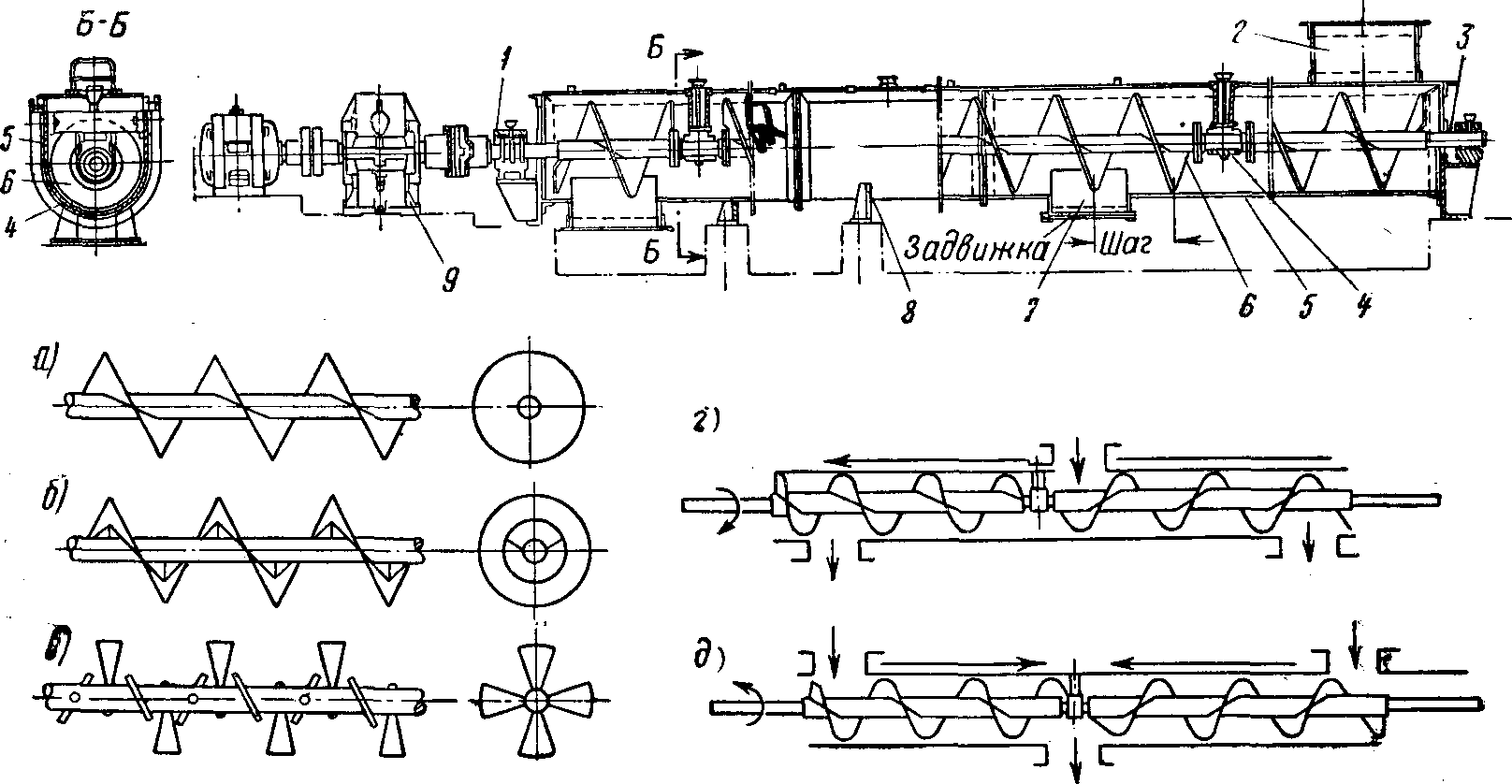
Виды винтов шнеков используемых в конвейерах
Винт — это основной рабочий орган устройства. Его форма и материал, использованный для изготовления, зависть от особенностей назначения агрегата.

Основные применяемые конструкции винта следующие:
- Сплошной. Стальные штампованные сегменты соединяются в единую спираль и устанавливаются на вал с помощью сварки или резьбовых соединений. Используется для транспортировки порошкообразных мелкодисперсных и среднезернистых веществ, не склонных к слеживанию. Труба наполняется грузом на 30-40 %, скорость вращения от 50 до 120 оборотов в минуту.
- Ленточный. Отличается от сплошного винта тем, что со стороны вала оставлены просветы. Они обеспечивают меньшую производительность за счет того, что груз частично сваливается через прорези обратно. Такая конструкция применяется для сред, склонных к слеживанию и обеспечивает их перемешивание и дробление слежавшихся комков в процессе транспортировки. Могут справляться с гравием, щебнем и аналогичными материалами. Наполняемость желоба составляет 24-40 %, скорость вращения — от 25 до 100 об/мин.
- Лопастной. Винт разбит на отдельные лопасти. Они идут с равным шагом. Одновременно с подачей материала лопасти рыхлят и перемешивают его. Используется для подачи кусковых материалов, желоб при этом заполняется на 25-35 %, скорость вращения — от 40 до 100 об/мин. Применяется также для перемещения влажных сред, таких, как цементный раствор или увлажненная глина. В этом случае заполнение составляет 15-25 %, скорость вращения- от 30 до 60 об/мин.
- Фасонный Сплошной профиль винта дополнен фасонными вырезами и выступами на внешней кромке. Выполняет сразу ряд операций, таких, как перемещение, измельчение, размешивание. Применяется для бетонной смеси, асфальта, глиняных смесей. Желоб наполняется на 15-30 %, скорость вращения — 30-60 об/минуту.