Современные шлифовальные станки на выставке
Отрасль металлургии и металлообработки в России довольно развита и постоянно продолжает расти. Именно поэтому необходимо использование новой техники в работе.
Все новинки оборудования и технологий в сфере металлообработке будут представлены на ежегодной международной выставке, которая пройдет в Москве.
На экспозициях мероприятия «Металлообработка» будут представлены новейшие машины и аппараты, которые позволяют улучшить производительность, сделать технологический процесс более простым и экономичным. Выставку с 1999 года организовывает АО «Экспоцентр».
Приходите на выставку «Металлообработка», чтобы познакомится с производителями современных шлифовальных станков и новыми моделями подобного оборудования.
Ленточно шлифовальные станкиБесцентровые шлифовальные станкиТочильно шлифовальные станки
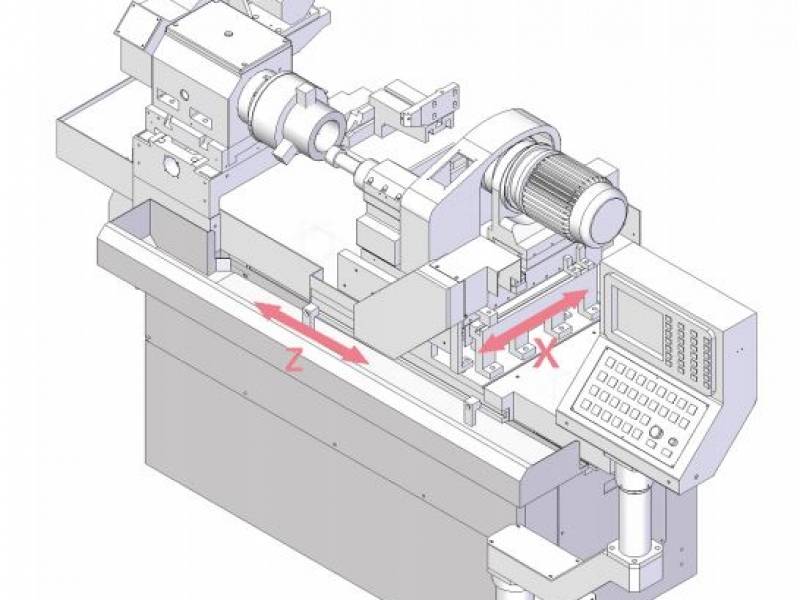
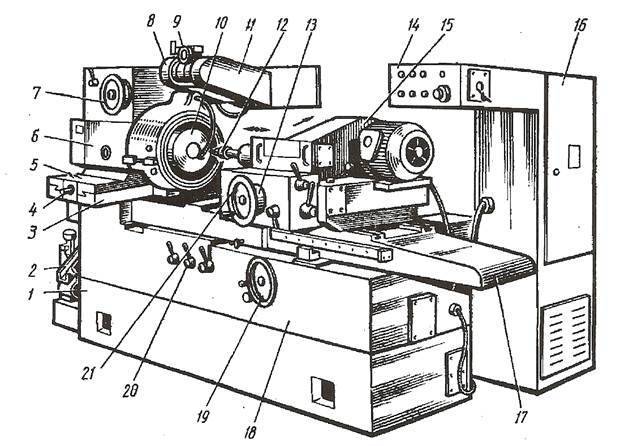
Круглошлифовальный станок
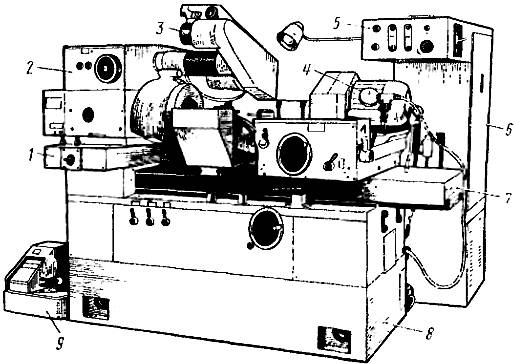
Станки кгруглошлифовальной подгруппы (рис. 1) предназначены для производства шлифовальных операций на наружных и внутренних поверхностях тел вращения.
Рисунок 1. Круглошлифовальный станок.
Рисунок 1. Круглошлифовальный станок.
Конструктивно круглошлифовальный станок состоит из станины (1), стола (2) двух бабок (3,5), в которых закрепляется цилиндрическая или коническая деталь и приводной бабки (4), в которой закреплен рабочий орган. Рабочим органом на этом станке является шлифовальный круг. Здесь имеются различия в способе подачи вращательного движения, которые часто комбинируются в зависимости от требуемого эффекта:
- вращается сама заготовка;
- вращается шлифовальный круг;
- вращается и заготовка, и круг.
В общем случае заготовка закрепляется в центрах. Запускается приводной электродвигатель шлифовального круга. Выбирается скорость вращения круга и скорость подачи. Круг подается на заготовку. Осуществляется продольная подача с определенной скоростью. В процессе работы шлифовальный круг снимает металл с поверхности заготовки, тем самым сглаживая неровности и уменьшая шероховатость.
Также различаются способы подачи шлифовального круга при обработке детали (рис. 2).
Рисунок 2. Способы шлифования.
Рисунок 2. Способы шлифования.
Основные способы шлифования поверхностей тел вращения следующие:
- с осуществлением продольной подачи;
- с заглублением;
- с врезанием;
- с последовательным врезанием;
- комбинированный.
Станки для круглого шлифования подразделяются на следующие категории:
- стандартные;
- специализированные;
- универсальные;
- бесцентровые;
- врезные.
Самым распространенным является стандартный круглошлифовальный станок.
Назначение
Круглошлифовальные станки используется для обработки наружной цилиндрической поверхности, крепление заготовки проводится в центрах и патроне. При этом может проводиться продольная и поперечная подача для достижения необходимого результата. Универсальный вариант исполнения подходит для различных размеров, некоторые виды могут применяться в промышленности для получения особо крупных деталей.
Во время работы универсального станка с центрами направление вращения заготовки противоположно направлению вращения абразивного материала. Подобные модели могут использоваться в различных видах производства.
Стоит отметить, что круглошлифовальный станок используется при конечном этапе производства. Бесцентровые и другие типы моделей проводят шлифование после токарной обработки, фрезерования, сверления и так далее.
Станок 3К227А — оплата, доставка, гарантия
Цена на станок внутришлифовальный модели 3К227А указана на нашем сайте с НДС для стандартного комплекта поставки.
Купить шлифовальный станок 3К227А несложно — достаточно позвонить на указанные ниже телефоны в вашем городе.
Продажа внутришлифовального станка по металлу 3К227А производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможно другое процентное соотношение и другой порядок оплаты, согласованный со специалистом отдела продаж нашего предприятия. Доставка оборудования производится автомобильным и железнодорожным транспортом компаний-перевозчиков ООО «Деловые Линии», ООО «ПЭК», «Байкал-Сервис», ООО «Желдорэкспедиция» и другими, сторонними перевозчиками посредством транспортно-логистических компаниий, а также транспортом Покупателя или нашей компании. Расходы по транспортировке груза оплачивает Покупатель, если иное не указывается в Договоре поставки. Гарантия на новый внутришлифовальный станок 3К227А — 12 мес. Предприятие-производитель оставляет за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продажам!
Если Вам необходимо купить Внутришлифовальный станок 3К227А звоните по телефонам:
в Москве в Санкт-Петербурге в Минске +375 (17) 246-40-09 в Екатеринбурге в Новосибирске в Челябинске в Тюмени +7 (3452) 514-886
в Нижнем Новгороде в Самаре в Перми в Ростове-на-Дону в Воронеже в Красноярске
в Нур-Султане;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Внутришлифовальный станок 3К227А звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта — мы сами Вам перезвоним.
Переносной инструмент
Далеко не всегда требуется шлифовка деталей на станках. Переносной шлифовальный инструмент позволяет обрабатывать небольшие детали, с его помощью удобно шлифовать участки крупных изделий, особенно если их перемещение затруднено или невозможно.




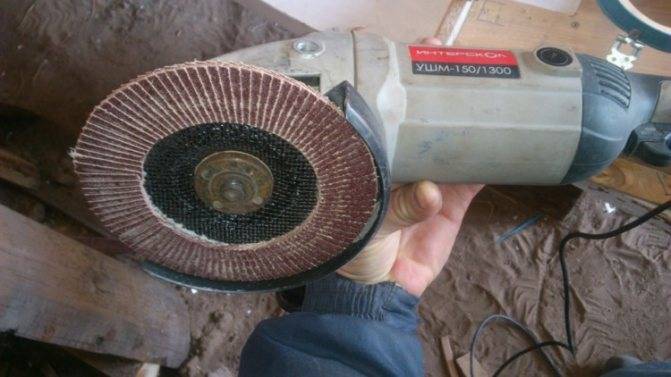
Самой популярной шлифовальной машинкой, с одинаковым успехом применяемой в быту и на производстве, является болгарка.
Используя различный режущий инструмент (диски), с ее помощью можно зачищать сварные швы, обрабатывать различные поверхности из дерева и древесных плит. Применяя вместо абразива войлочные круги и полировальные пасты, с помощью болгарки можно доводить изделия до зеркального блеска. Единственный существенный недостаток ручной углошлифовальной машинки – невозможность обработки внутренних углов.

Этого недостатка лишена вибрационная шлифмашина. В ней закрепленный в специальных зажимах абразив выполняет колебательные движения регулируемой амплитуды, форма рабочей поверхности позволяет забраться даже в самые труднодоступные места.
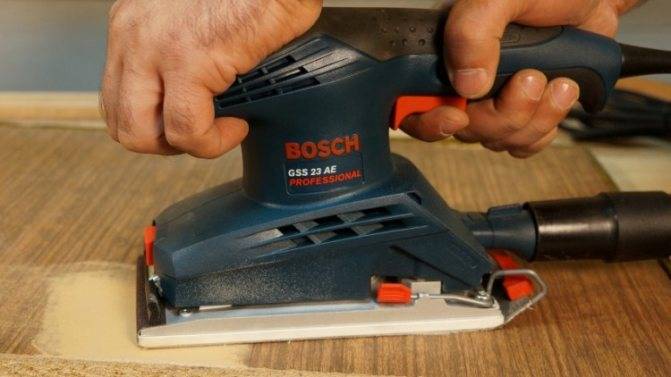
Еще одна разновидность шлифовальной машинки – тарельчатая (орбитальная) шлифовальная машина. Она объединяет в себе поступательное и вращательное движение режущего инструмента, создавая идеальную поверхность с минимальными затратами труда.
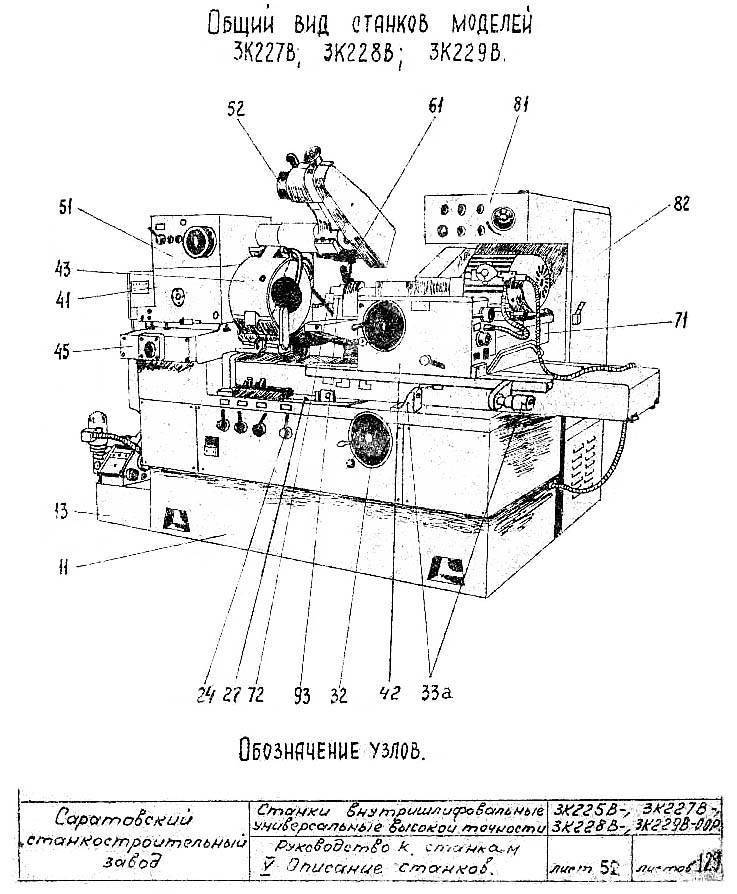
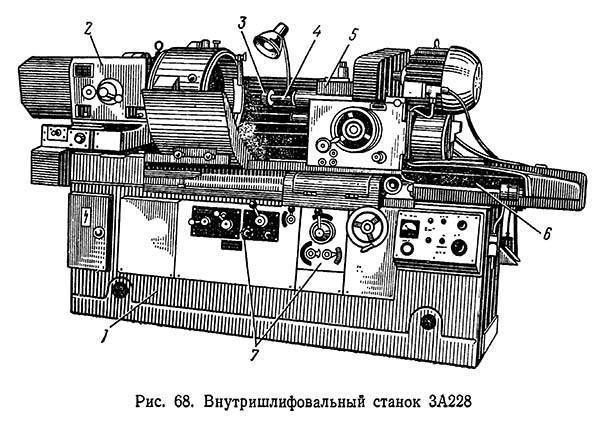
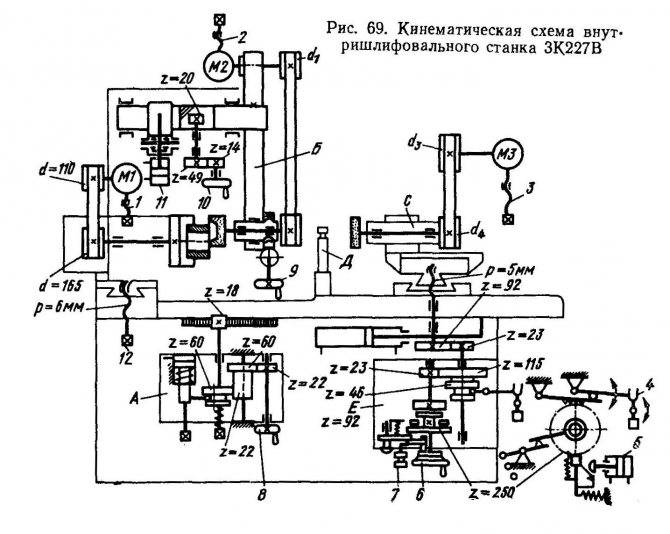
3К228В станок внутришлифовальный универсальный высокой точности. Назначение и область применения
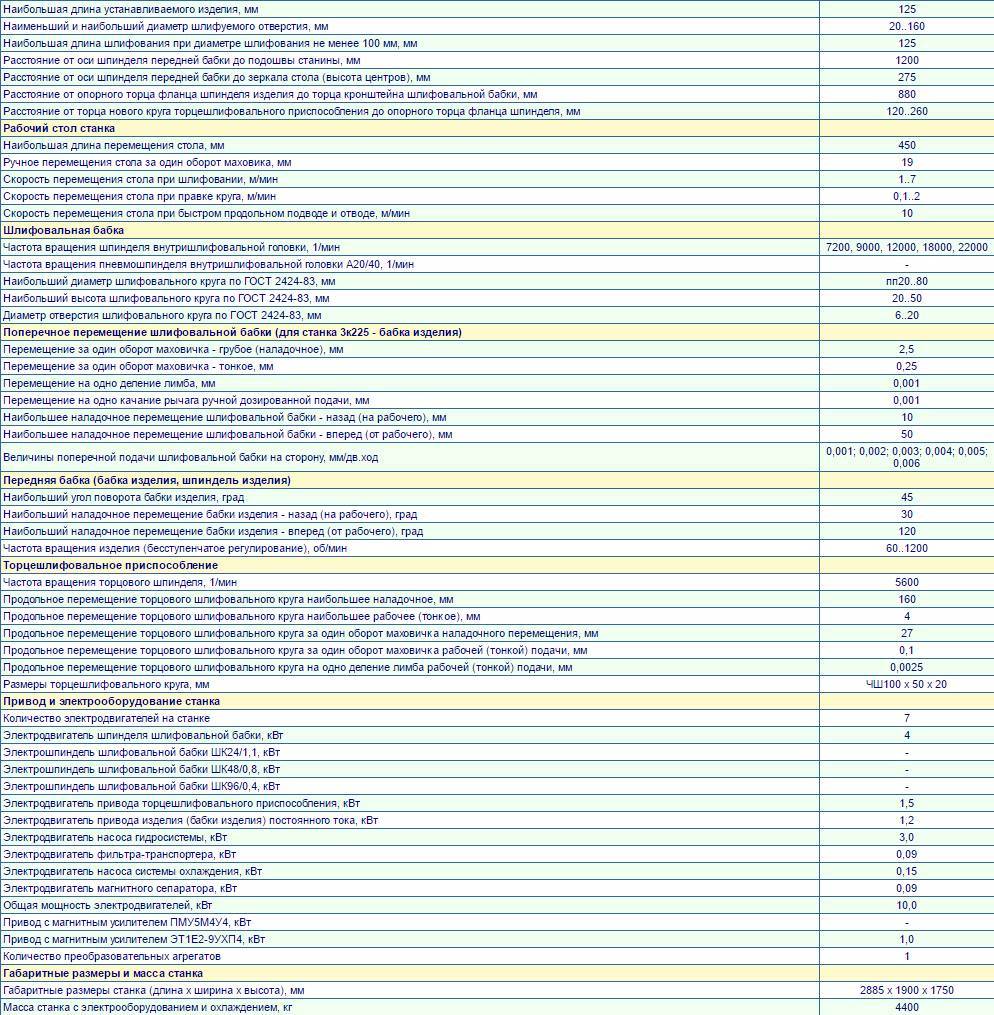
Внутришлифовальный станок 3К228, 3К229 предназначен для шлифования цилиндрических и конических (с углом при вершине до 60°) сквозных и глухих отверстий: для станка модели ЗК228А диаметр 50—300 мм, длина до 320 мм; для станка модели ЗК229А диаметр 100—500 мм, длина до 500 мм.
Станки снабжены торцешлифовальным приспособлением, позволяющим шлифовать наружный торец изделия за один установ со шлифовкой отверстия.
Читать также: Браслет из резинок чешуя дракона на вилке
Станки предназначены для внутренних и экспортных поставок.
Область применения станков — машиностроительные заводы с мелкосерийным и серийным производством, а также инструментальные и ремонтные цехи этих заводов.
Класс точности станков А по ГОСТ 8—82Е.
Категория качества — высшая.
Показатель точности обработки образца-изделия:
- постоянство диаметра в продольном сечении 3 мкм
- круглость 1,6 мкм
Шероховатость поверхности образца-изделия, не более:
- цилиндрической внутренней Ra 0,080 мкм
- плоской торцовой На 0,32 мкм
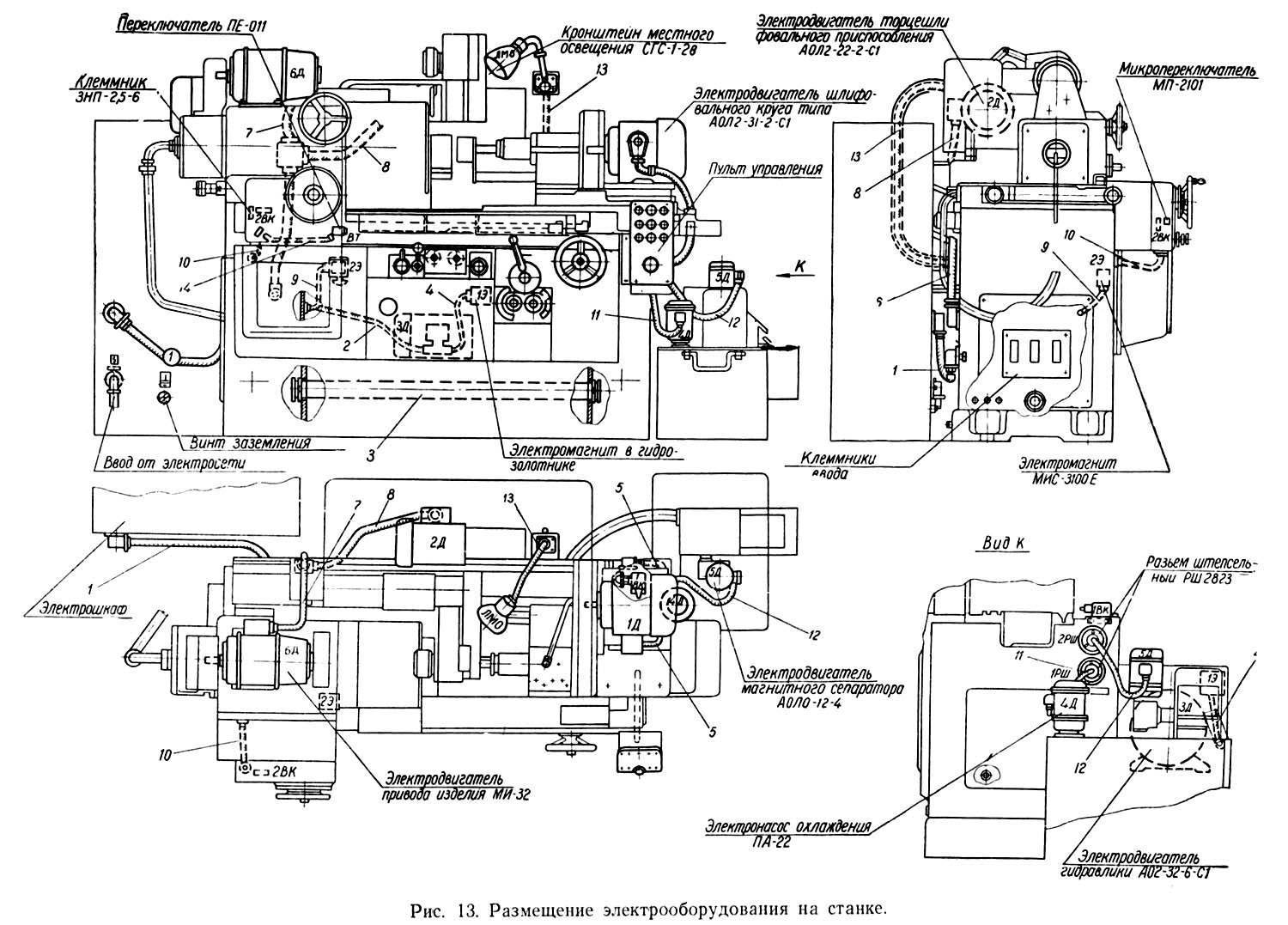
Станки имеют следующие конструктивные особенности:
- Роликовые направляющие качения со стальными закаленными планками для поперечного перемещения шлифовальной бабки вместе с конечным звеном – шариковой винтовой парой (передача винт-гайка качения) – обеспечивают минимальные перемещения с высокой точностью.
- Бесступенчатое регулирование числа оборотов шпинделя бабки изделия
- Конструкция бабки изделия позволяет устанавливать пневматическое или рычажное устройство и различные патроны для крепления изделий.
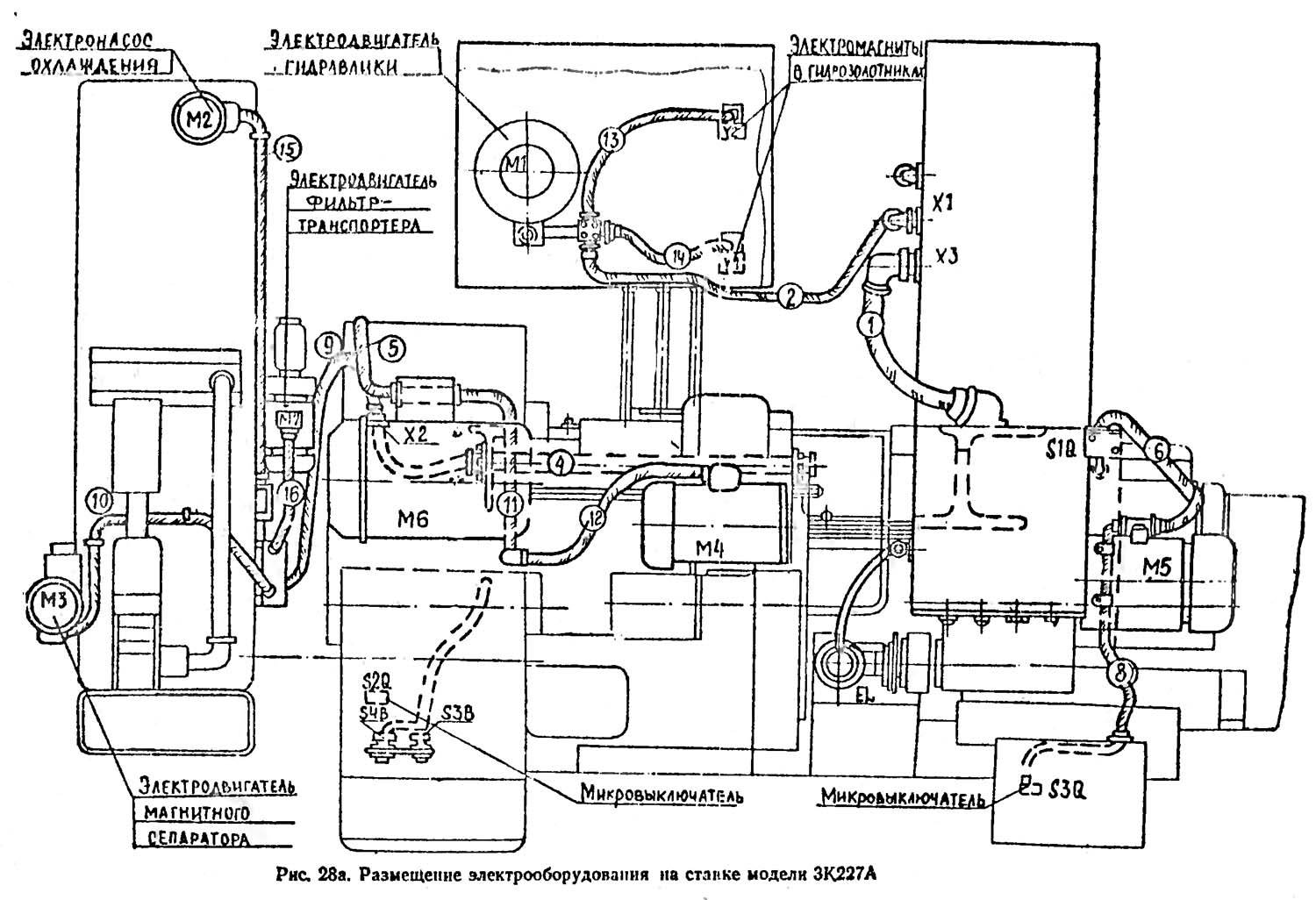
- Магнитный сепаратор и фильтр-транспортер обеспечивают высокое качество тонкой очистки охлаждающей жидкости, что повышает качество обработанной поверхности.
- Автоматическая поперечная подача
- Автоматическое прекращение поперечной подачи после снятия установленного (чернового) припуска дает возможность оператору одновременно управлять несколькими станками.
- Автоматическая система смазки
- Приспособление для шлифования торцов изделий позволяет обрабатывать на станках отверстия и торец за одну установку изделия.
- Для уменьшения нагревания станины и исключения передачи вибрации станку гидропривод установлен отдельно от станка и соединен с ним гибким шлангом.
- Ускоренное наладочное поперечное перемещение шлифовальной бабки сокращает вспомогательное время при переналадке станков.
Станок имеет широкие диапазоны:
- частот вращения шлифовальных кругов, шпинделя изделия
- величины поперечной подачи
- скоростей перемещения стола, обеспечивающих обработку деталей на оптимальных режимах
Разработчик — Саратовский станкостроительный завод им. 60-летия СССР.
Условия транспортирования и хранения
Категория условий транспортирования по ГОСТ 15150—69, ГОСТ 23170—78 и ОСТ2 Н92-1—81:
- Ж1 — для внутренних поставок
- ОЖ1 — для экспорта
Категория условий хранения по ГОСТ 9.014—78, ГОСТ 15150—69:
- С — для внутренних поставок
- ОМ1 — для экспорта
Рекомендации по технике безопасности
Безопасность труда на станке обеспечивается соответствием его требованиям ГОСТ 12.2.009—80, СТ СЭВ 499—77, СТ СЭВ 538—77, СТ СЭВ 539—77.
При работе на станке во избежание образования абразивной пыли работы должны вестись с охлаждающей жидкостью.
Запрещается работать на станке без ограждения шлифовального круга, а также без кожухов, закрывающих приводные ремни, шкивы, изделия.
Периодически проверять правильность работы блокировочных устройств.
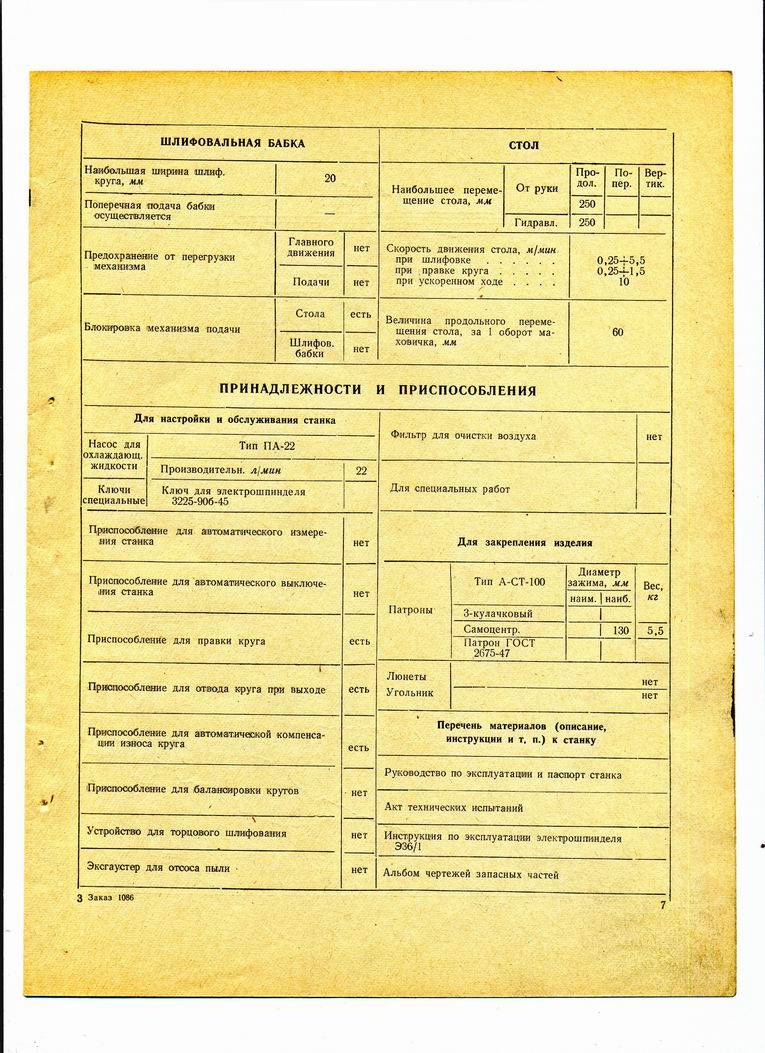
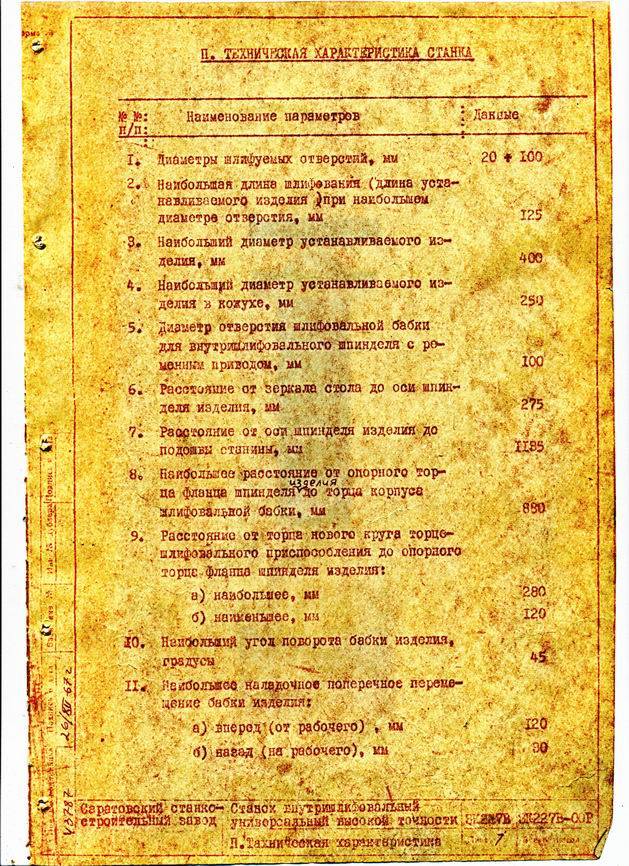
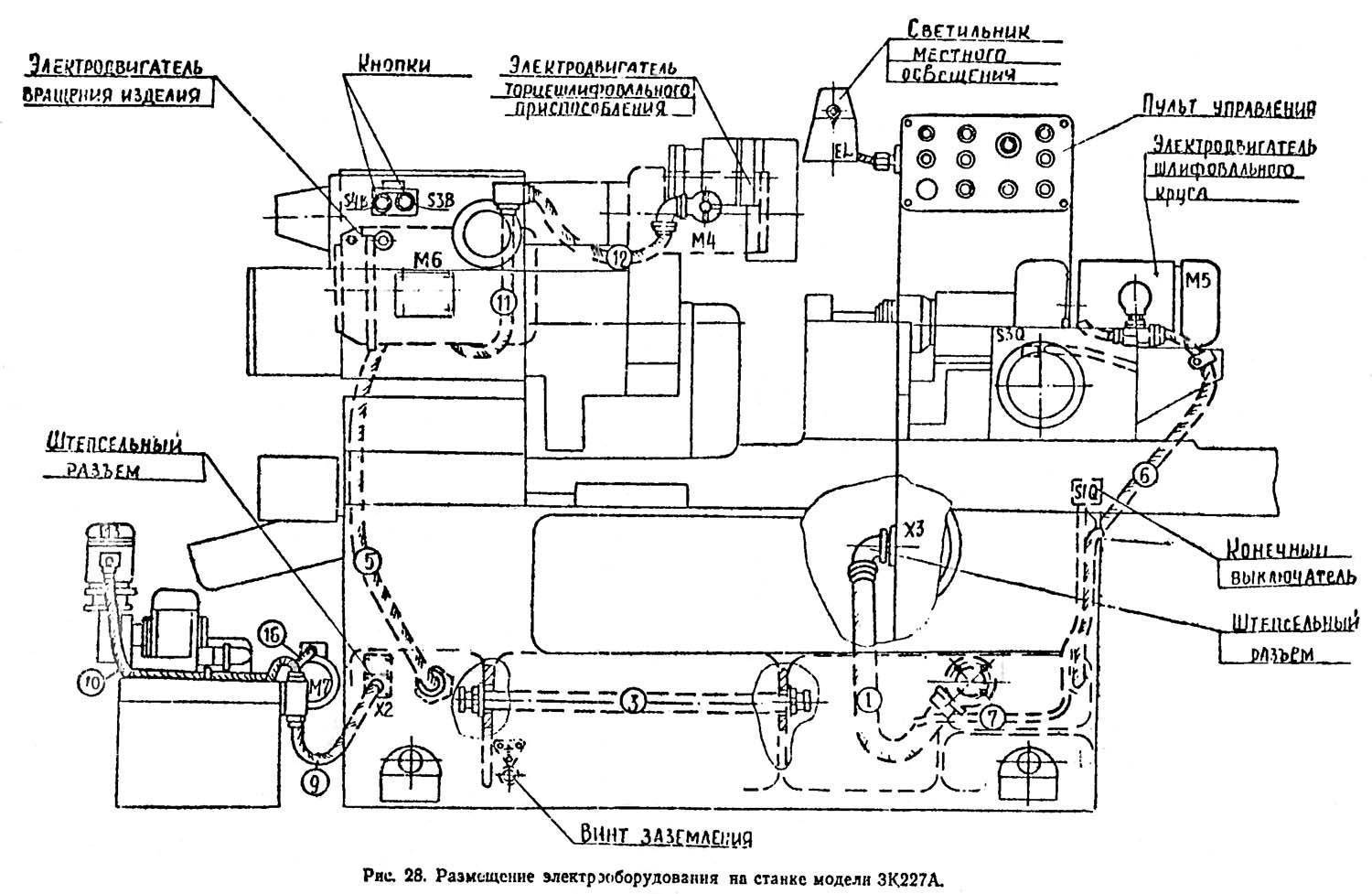
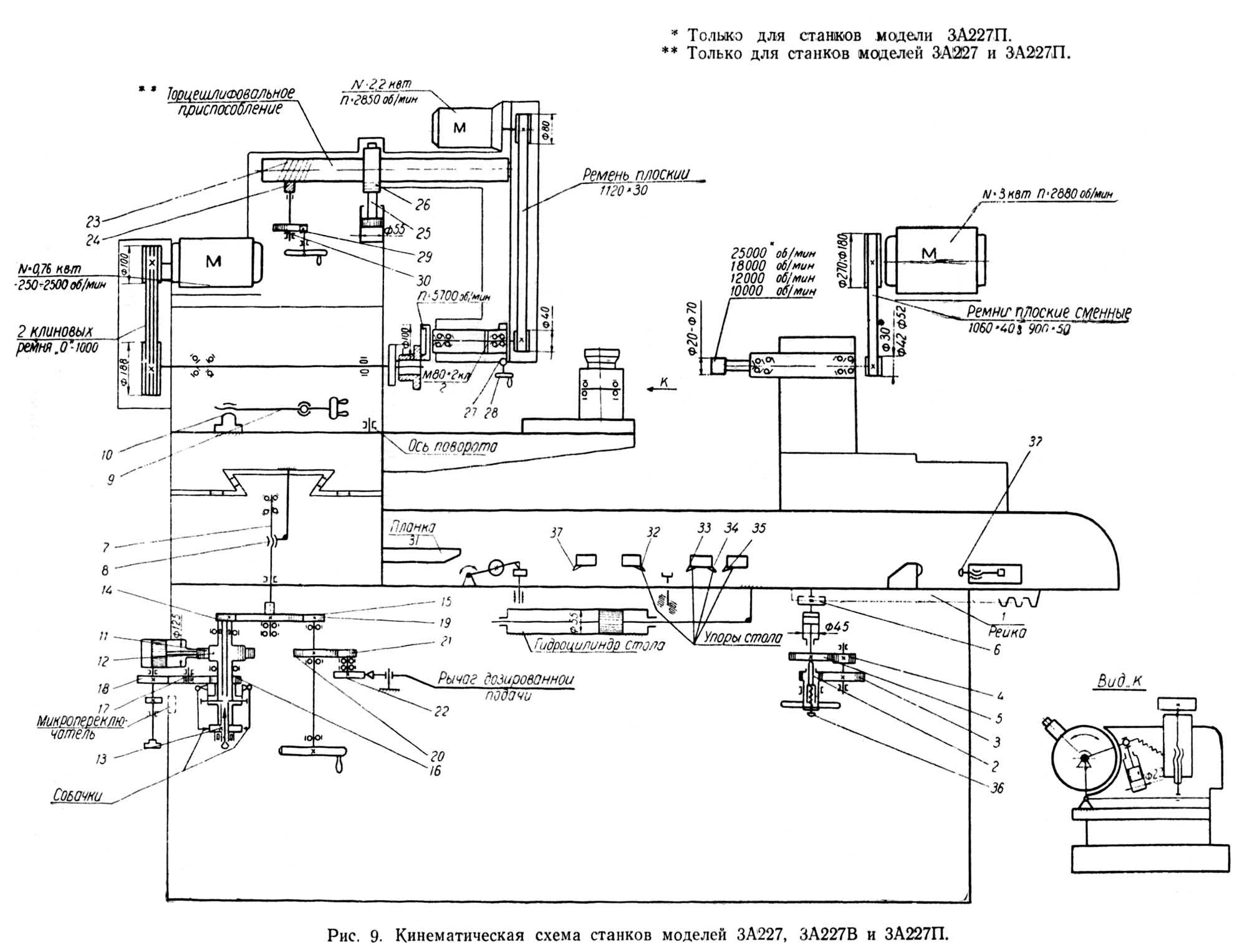
Внутришлифовальный станок модели 3К227А
Основой ряда внутришлифовального оборудования, выпускаемого отечественным производителем, стали станки линейки 3К. Паспорт этих моделей подтверждает их назначение для отделки заготовок с объемом от 0,3 до 80 см. Класс точности – П, А и В. На каждом таком станке есть торцешлифовочное приспособление.

Внутришлифовальный станок 3К722А
Модель 3К227А стали выпускать в восьмидесятых годах. Станок 3К227А используют для шлифовки цилиндрических, конических глухих и сквозных проемов. Агрегат 3К227А с торцешлифовочным устройством дает возможность обделать внешние торцы детали за период одной установки. Эти товары поставляют в отечественные магазины и зарубежные. Модель 3К227А отличается высочайшим показателем качества. О станке 3К227А пользователи оставляют только положительные отзывы.
Особенности модели 3К227А:
- электрорегулировка численности оборотов детали;
- оснащение каленными направляющими;
- возможность шлифовки внешнего торца с одной установки;
- оснащение набором шпинделей;
- оснастка поперечной подачей для автовозврата стола в начальное расположение;
- широкий спектр вращения шлифовочных дисков, шпинделя, поперечной подачи, быстроты передвижения стола.
Скачать паспорт шлифовального станка 3К227А
К каждому внутришлифовальному агрегату прилагается паспорт и руководство по использованию. Паспорт имеет все необходимые данные и технические характеристики по конкретно взятому виду. Здесь имеются детальные технические характеристики, устройство и схема станка.


Перед работой рекомендуют внимательно изучить паспорт, технические характеристики и устройство. Использовать внутришлифовальные агрегаты можно только в соответствии к рекомендациям изготовителей. Иначе оборудование не будет надежно работать и может нанести серьезные травмы человеку.
Виды станков
Шлифовальные станки служат для обработки различных материалов: металла, дерева, стекла, пластика, керамики и пр. Ниже приведена классификация станков в зависимости от метода обработки и назначения.
- Круглошлифовальный. Используется для чистовой обработки наружных поверхностей заготовок в форме цилиндра и конуса.
- Плоскошлифовальный. Предназначен для шлифования плоских деталей торцевой или периферийной стороной круга.
- Внутришлифовальный. Осуществляет обработку внутренних поверхностей (отверстий) изделия, торцов деталей; характеризуется вращением абразива и заготовки.
- Бесцентрово-шлифовальный. Применяется для шлифовки наружных поверхностей деталей в крупносерийном и массовом производстве.
- Заточный. Выполняет операции по заточке режущих инструментов.
- Специализированный. Подходит для работы с деталями заданной формы: зубьями, резьбой и пр.
- Дисковый. Применяется для шлифования и выравнивания углов деталей, в том числе вогнутых.
- Ленточный. Абразивным инструментом выступает лента. Такой станок отличается скоростью и высокой точностью. Финишная шлифовка абразивной лентой оптимальна для заготовок из стекла, дерева.
- Цилиндровый. Выполняет финишное шлифование и калибровку.
- Щёточный. Обрабатывает рельефные детали, структурирует и сглаживает поверхность.
- Обдирочно-шлифовальный. Используется для поверхностной обработки: зачистка, снятие слоёв краски или лака, полировка.
- Точильно-шлифовальный (наждачный). С его помощью можно произвести полировку поверхности, придать форму изделию, а также заточить режущую часть инструмента. Обработка происходит путём вращения металлического шлифовального круга.
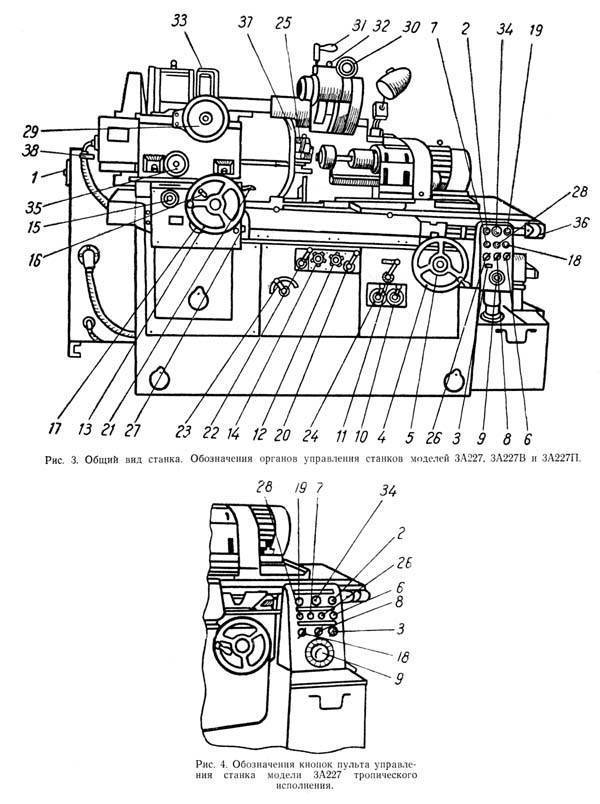
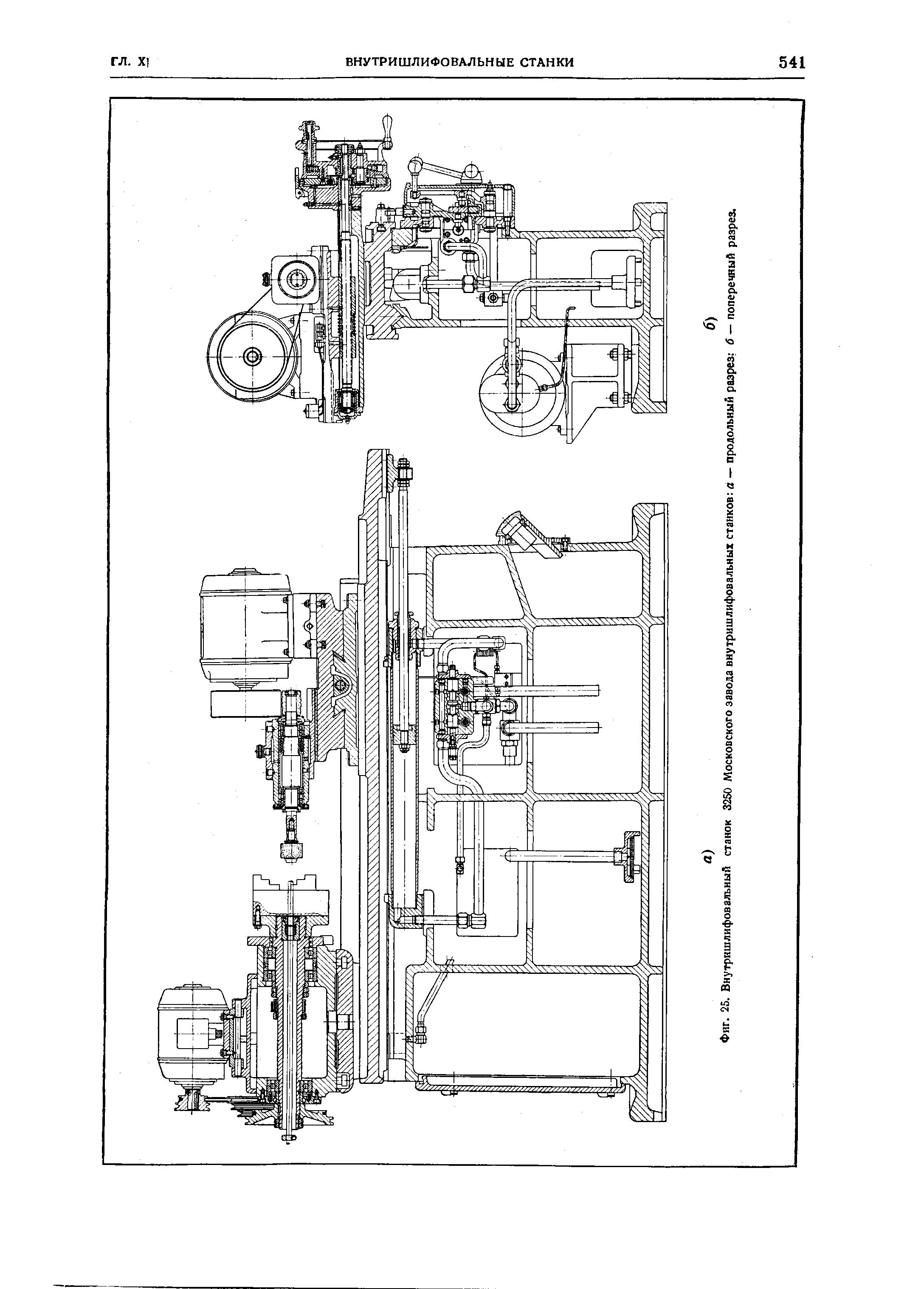
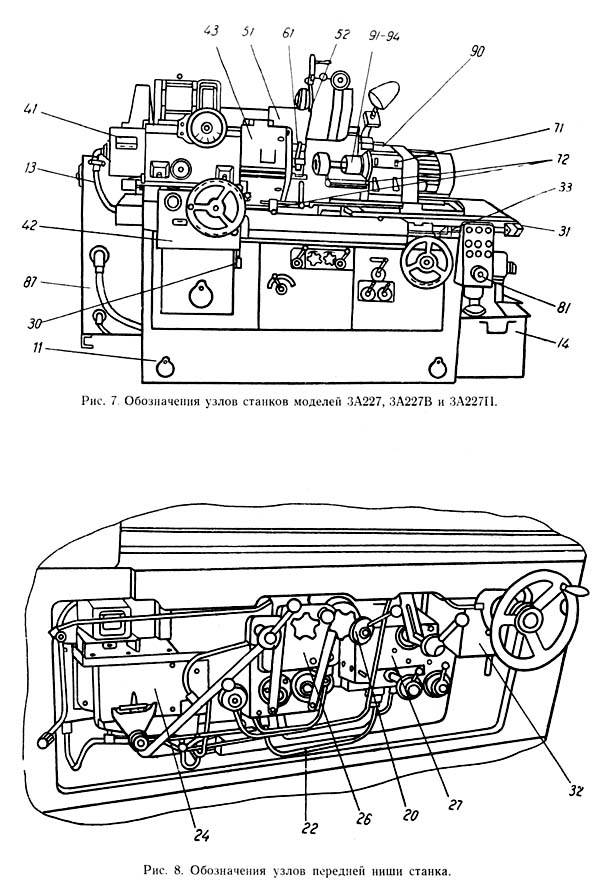
Основные узлы внутришлифовального станка
Любой внутришлифовальный станок имеет следующие составные узлы:
бабка изделия;
В свою очередь, бабка разделяется на:
a) переднюю бабку внутришлифовального станка. Она осуществляет как поперечную, так и круговую подачи детали. Передняя опора бабки представляет собой двухрядный роликовый подшипник с отверстием в виде конуса. Задняя опора бабки зачастую состоит из пары сдуплексированных радиально-упорных подшипников. Также, в шпиндельном узле могут быть предусмотрены несколько длинных распорных втулок с затяжкой и независимой регулировкой натяга в подшипниках, прилепленных отдельными гайками. Привод шпинделя всегда осуществляется плоскозубчатыми ремнями с перебором.
b) Заднюю бабку, которая имеет только установочное перемещение, для того, чтобы осуществлялась наладка на заданную длину обработки. В данной бабке предусмотрена пиноль, в которую вставляют задний центр. Перемещение пиноли может осуществляться зажимом и освобождением детали.
шлифовальная бабка:
Как правило, шлифовальная бабка является одним из основных узлов станка. Она состоит из шпинделя шлифовального круга с опорами и привода к нему,
и корпуса;
стол:
Стол, помещаясь по направляющим, несет шлифовальную бабку;
гидравлический привод стола;
станина.
Зачастую, на станине установлена передняя бабка, которая жестко закреплена и остается неподвижной.
Виды ремонта
Ремонтные работы выполняются с целью поддержание эксплуатационных характеристик токарного оборудования и бывают двух видов: плановые и неплановые. Первые выполняются только на основании графиков планово-предупредительных ремонтов. Для 16К25 предусматривается четыре вида работ, включающие осмотр и три вида ремонтов:
- малый;
- средний;
- капитальный.
Согласно п. 17.2 «Руководства по эксплуатации» токарного станка 16К20, его межремонтный период (время работы до первого капремонта) при условии соблюдения эксплуатационных требований производителя составляет 10 лет при двухсменной работе. За этот период должно быть выполнено шесть плановых осмотров 16К20, четыре малых ремонта, один средний (в середине периода) и один капитальный (в конце периода).
Потребность в неплановых ремонтных работах обычно возникает при внезапном снижение допустимых параметров оборудования или выходе его строя. Такое обычно происходит при несоблюдении паспортных требований производителя по эксплуатации и обслуживанию токарного оборудования. На производственных предприятиях все виды работ проводят по графикам ППР квалифицированным персоналом специализированных ремонтных подразделений. На малых предприятиях ремонт токарного станка выполняют своими руками по мере возникновения проблем с его точностью и работоспособностью.
Малый ремонт
Этот вид ремонтных работ выполняется как по утвержденной номенклатуре, так и по результатам наблюдений за токарным оборудованием во время ежесменного и периодического технического обслуживания. Его цель — обеспечить работу токарного оборудования до следующего планового ремонта.
Согласно п. 17.3.3 «Руководства по эксплуатации» токарного станка 16К20 при малом ремонте обязательными для выполнения являются следующие виды работ:
- выявление неисправностей для устранения при последующих плановых ремонтных работах;
- замеры геометрии оборудования на паспортную точность;
- испытания на холостом ходу;
- испытания на шумность и температурные режимы;
- проверка точности и чистоты обработки.

Малый ремонт
Выполнение остальных работы из приведенного в Руководстве перечня выполняют только при необходимости в зависимости от состояния оборудования. По результатам малого ремонта составляется ведомость состояния деталей механизмов для включения в состав следующих по графику ППР работ.
Средний ремонт
В состав этого вида ремонтных мероприятий входят работы по списку рекомендаций малого ремонта, а также неполная разборка токарного 16К20, при которой выполняется восстановление работоспособности основных механизмов и агрегатов. Такой ремонт для токарно-винторезного станка 16К20 выполняют по перечню, который приводится в п. 17.3.4 «Руководства по эксплуатации».
При среднем ремонте обязательно проверяется точность до и после разборки токарного оборудования, проводится контроль жесткости шпинделя, а также делаются замеры износа поверхностей трения до и после их восстановления. Средний ремонт токарного станка выполняют в середине межремонтного периода. Его цель — восстановление ресурса токарного оборудования до такого уровня, чтобы станок смог проработать до капитального ремонта.
Капитальный ремонт
Согласно п. 17.3.2. «Руководства по эксплуатации» капитальный ремонт токарного станка 16К20 предваряется осмотром состояния станочного оборудования. Во время осмотра проверяют данные осмотров при предшествующих ремонтных работах, определяют перечни деталей на восстановления и замену, а также производят изготовление рабочих чертежей для заказа заменяемых деталей.

Капитальный ремонт станка 16К20
После полного демонтажа всех механизмов, выполняется очистка каждой деталей, после чего производится их осмотр и сверка с дефектной ведомостью. Капремонт предусматривает восстановление всех паспортных характеристик 16К20. Поэтому токарные станки после качественного капитального ремонта имеют такие же параметры, как и новое токарное оборудование, а их межремонтный период также составляет десять лет.
Область применения
Шлифование представляет собой процесс обработки заготовки различными абразивными материалами по металлу для придания ей требуемой точности, независимо от того, произведена ли деталь серийно или своими руками. Это происходит за счет того, что при контакте инструмента с обрабатываемой деталью с ее поверхности снимается тончайший слой металлической стружки. Процесс проводится поэтапно, до тех пор, пока не будет достигнута требуемая точность. Кроме того, повышаются антикоррозионные свойства изделия, улучшается внешний вид, даже самодельный предмет, сделанный своими руками, будет иметь вид фабричного.
На предприятиях используется два вида шлифовальных станков для обработки по металлу:
- специализированные;
- общего назначения.
Специализированное шлифовальное оборудование по металлу изготавливается для конкретного предприятия по индивидуальным чертежам и для конкретной работы. В большинстве случаев используются станки общего назначения, марки которых различают по способу обработки:
- наружная (шлифовальный инструмент соприкасается с внешней поверхностью заготовки);
- внутренняя (шлифовке подвергается внутренняя часть детали – различные отверстия, как сквозные, так и глухие);
- профильная (применяется при чистовой обработке сложных по форме изделий).
Существуют марки устройств, которые могут выполнять несколько видов обработки, однако их стоимость слишком высока, и сложность работы на таком агрегате не лучшим образом отражается на рентабельности производства.
Настольные шлифовальные станки
Настольные шлифовальные станки отличаются от других способом крепления, предусмотренного производителем. Корпус чаще всего отливается из алюминия под давлением, предусмотрены дополнительные ребра жесткости.



В стандартную комплектацию входят два шлифовальных круга с зернистостью 80, и 2 с зернистостью 240, градуированный угольник для измерения угла шлифовки. Скорость регулируется электроникой.
Настольные шлифовальные станки предназначены для шлифовальных работ по мягким и твердым породам дерева, цветным металлам, стальным изделиям, пластику и стеклопластику, резине.
Типы шлифовальных станков
Обычные шлифовальные станки подразделяются в основном на четыре категории, которые вы сможете подобрать в гипермаркете Строймашсервис:
- Поверхностно-шлифовальный станок
- Цилиндрический шлифовальный станок
- Внутришлифовальный станок
- Специальные типы шлифовальных станков
Поверхностно-шлифовальный станок
Он используется для обработки в основном плоских и горизонтальных поверхностей.
Поверхностно-шлифовальные станки классифицируются в соответствии с положением шпинделя и рабочего стола следующим образом:
- Стол рециркуляционный с горизонтальным шпинделем.
- Стол рециркуляционный с вертикальным шпинделем.
- Поворотный стол с горизонтальным шпинделем.
- Поворотный стол с вертикальным шпинделем.
Цилиндрический шлифовальный станок
Он используется только для обработки цилиндрических деталей. Способен обрабатывать только внешние поверхности цилиндрических объектов, но может обрабатывать любые цилиндрические профили, такие как конические, прямые и ступенчатые.
Этот станок также классифицируется в соответствии с частью заготовки и шлифовальным кругом, которая выглядит следующим образом:
- Бесцентровый плоскошлифовальный станок с цилиндрической поверхностью.
- Универсальный плоскошлифовальный станок с цилиндрической поверхностью.
- Плоскошлифовальные станки — плоскошлифовальные круглошлифовальные.
Внутришлифовальный станок
В соответствии с названием этот станок используется для обработки внутренних поверхностей, которые должны иметь цилиндрическую форму и профили.
Тремя основными типами шлифовальных станков являются:
- Внутришлифовальный станок с зажимным патроном.
- Центральный шлифовальный станок за вычетом внутреннего шлифования.
- Планетарный внутренний шлифовальный станок.
Шлифовальный станок для инструментов и фрез
Это специальные типы шлифовальных станков, которые используются для обработки режущего инструмента для фрезерования, токарной обработки и сверления. Шлифование инструмента состоит из двух частей: изготовление нового инструмента и заточка старого.
Простой одноточечный режущий инструмент, используемый при токарной обработке, обрабатывается или затачивается с помощью пьедестала или ручной шлифовальной машины на столе, а многоточечные режущие инструменты, такие как буровые инструменты и развертки, обрабатываются на некоторых сложных шлифовальных машинах, таких как фреза и универсальный станок.
Резьбошлифовальные машины
Это тип специального шлифовального станка со специальным шлифовальным кругом. Этот станок практически аналогичен цилиндрическому шлифовальному станку, но имеет очень точный свинцовый винт для точного шага резьбовой части.
Основные параметры
При выборе оборудования следует учитывать его тип, который определяет многие важные параметры шлифования. К основным параметрам можно отнести:
- Возможные размеры устанавливаемого центра. В случае бесцентровой модели важным показателем можно назвать размер стола.
- Диаметр круга и скорость его вращения. Универсальные варианты исполнения можно применять для получения деталей различной формы, они могут быть конусными.
В паспорте указывается вся важная информация. Чертеж и паспорт позволяют определить то, какие технические характеристики имеет конструкция. Чертежи составляются с учетом ГОСТ, как и паспорт.
Вышеприведенная информация должна учитываться при выборе модели, схема круглошлифовального станка отражает все его особенности. Поэтому для определения важных моментов следует рассматривать чертежи и паспорт, составленные по ГОСТ.