Как правильно заточить ленточную пилу
Сразу отметим, что при отсутствии опыта и навыков выполнения подобных работ заточку пилы лучше доверить профессионалам. Нарушение геометрии зубьев режущей кромки, появление заусенцев на металле или неправильная установка значительно сократят срок службы полотна.

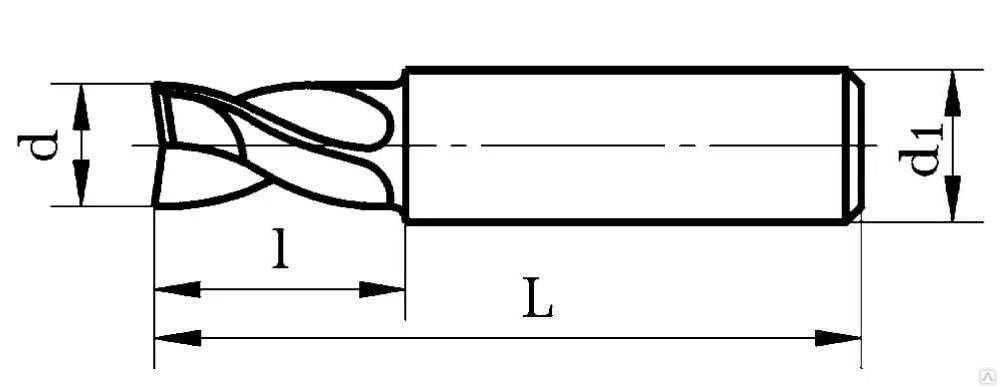
Решив заточить ленточную пилу своими руками, будет полезно сначала ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе. Итак, для правильного формирования режущей кромки вам потребуются:
- высота зубцов – это расстояние между высшей точкой и основанием;
- шаг – расстояние между зубьями, обычно колеблется в пределах 19-25 мм.
- угол заточки – зависит от целевого назначения инструмента; например, рекомендуемый угол заточки для столярных пил – 35 °, для разделительных пил – 18-22, предназначенных для распиливания бруса – не более 15°.
- установка – отклонение зубьев от плоскости полотна основной пилы;
Угол заточки определяется производителем, поэтому при самостоятельной заточке пилы рекомендуется придерживаться этих параметров.
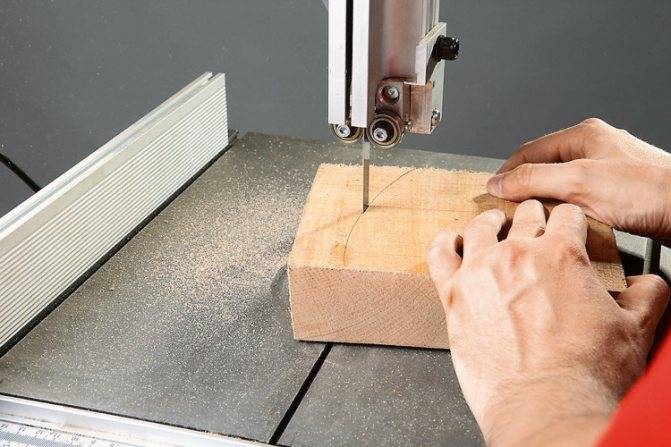
Вот пошаговая инструкция, которая поможет вам правильно заточить закрытую пилу, не прибегая к услугам специалистов.
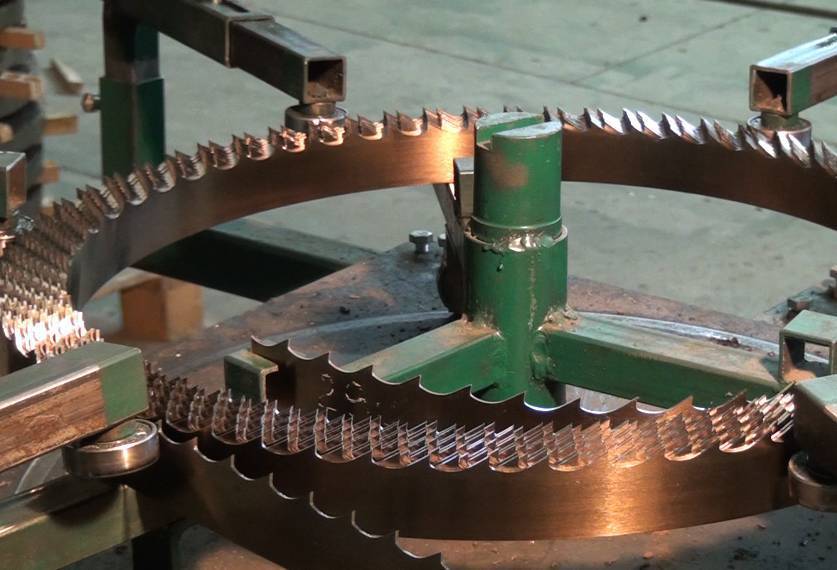
Разводка
Вставка ленточных пил в дерево – это первый шаг в восстановлении профиля кромки. В процессе эксплуатации положение зубьев может меняться, поэтому пока не будет получена правильная геометрия, нет смысла затачивать деталь пилы.

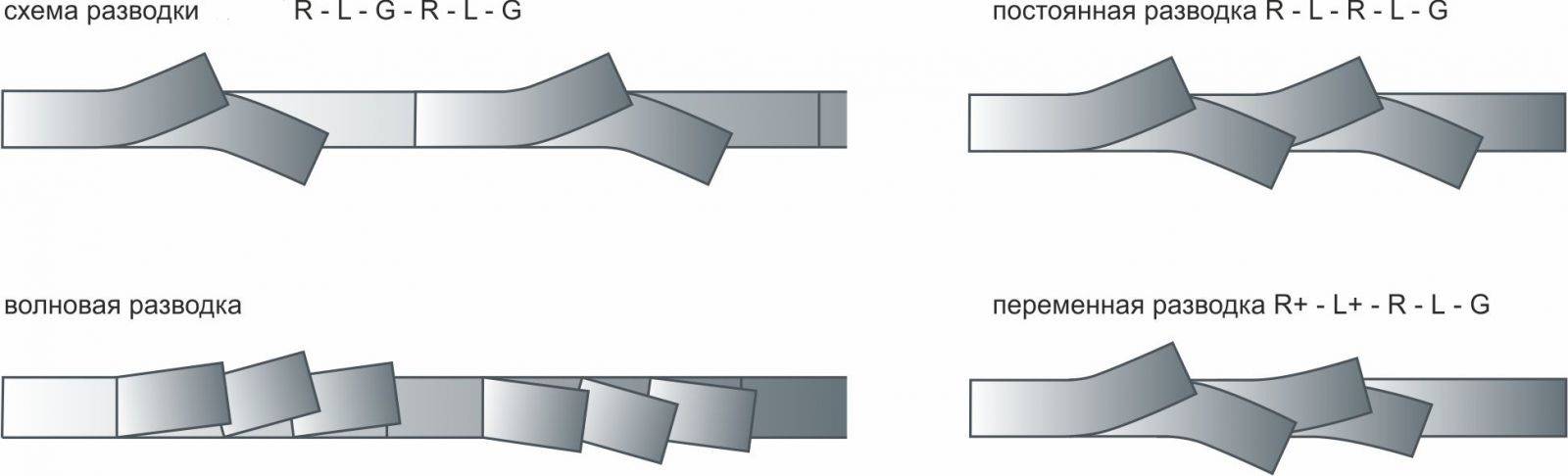
Пилу можно открыть тремя способами:
- стриппер – первый и второй зубья отклоняются в разные стороны, третий остается ровным. Этот профиль создан для распиловки твердых материалов;
- волнистый – наиболее сложный вариант, по форме похож на волну. Здесь каждому зубу придана индивидуальная форма, и такая установка обычно выполняется только в специализированных мастерских.
- классический – зубы поочередно отклоняются вправо и влево;
Следует отметить, что при разводке гнутся не весь зуб, а примерно на 2/3 вершины. Процедура проводится на специальной ленточной пиле. Стоимость такого инструмента довольно высока, поэтому покупают его, если есть необходимость подгонки нескольких инструментов. Его доступность может стать основой деятельности по заточке.
Конечно, с первого раза у вас получится все сделать правильно, даже на регулируемом станке, может не получиться, поэтому хотя бы геометрия профиля должна оставаться такой же, как и до начала работы.
Заточка
Это основной этап современной перевязки, который можно сделать двумя способами.

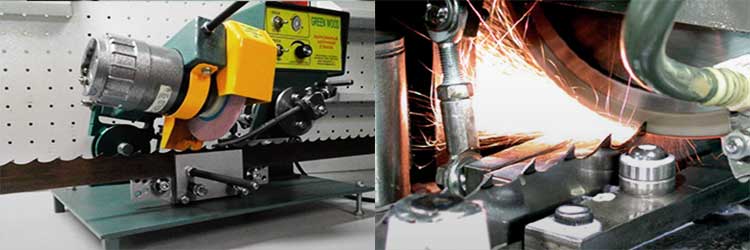
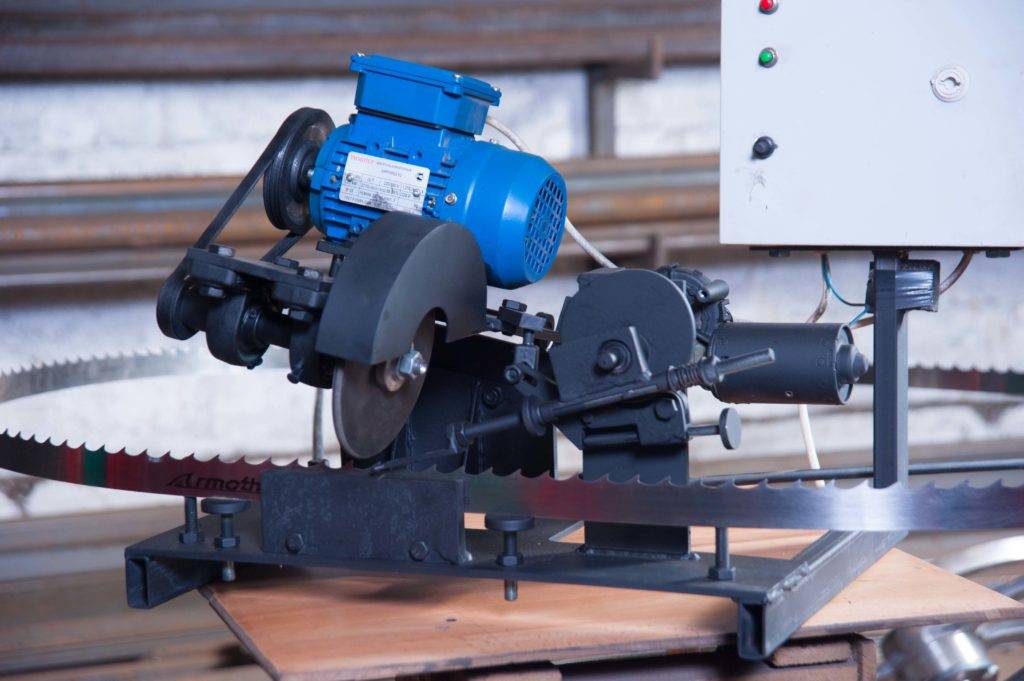
Полнопрофильные пилы затачиваются с помощью CBN-круга, установленного в специальной точилке.
Это полностью автоматизированная операция, которую используют профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, а заточный круг обрабатывает всю ленту за один проход. Недостатком этого метода является то, что круг CBN подбирается индивидуально под профиль пилы, поэтому для заточки разных инструментов в ассортименте должен присутствовать заточный элемент.

Заточка зубов производится вручную или на специализированном оборудовании.
В первом случае острота зубов может быть восстановлена в кратчайшие сроки, но работа требует определенных навыков. Во второй, кропотливой работе: 4-5 движений по краю каждого зуба.

Для автоматической заточки используются алмазные круги, круги из CBN и оксида алюминия
Важно понимать, что при проведении этой процедуры зубам придается только острота, геометрия, созданная после установки лезвия, должна оставаться неизменной
Конструктивные особенности ленточных пил
- Ленточные приспособления, предназначенные для резки дерева, производят из легированной инструментальной стали, которая обладает твердостью от 40 до 46 HRC.
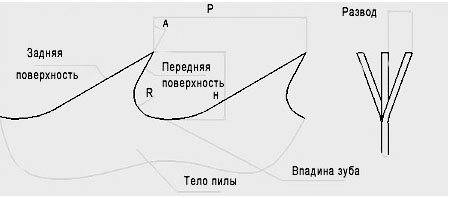
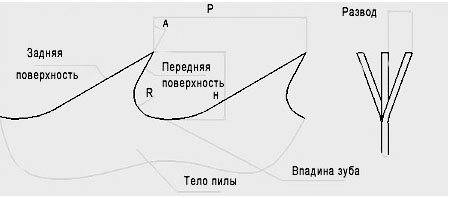
Элементы зубца.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов. При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера. При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало.
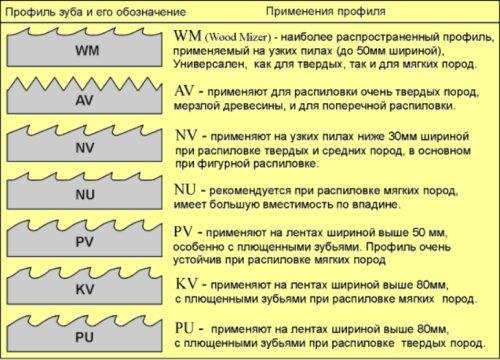
Профиль, зубья и угол заточки
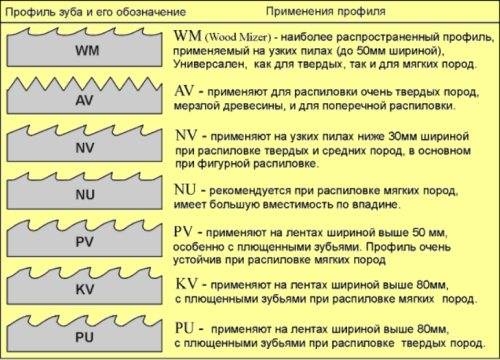
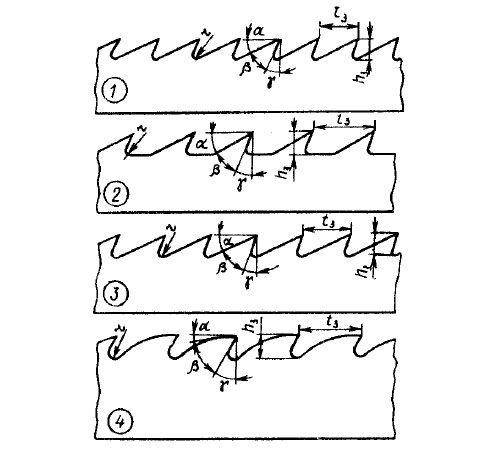
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
| Характеристики пилы | Столярные приспособления (1 профиль) | Делительные аналоги | Для распила бревен и брусьев (4 профиль) | |
| 2 профиль | 3 профиль | |||
| Толщина у полотна, в мм | 0.6-0.9 | 0.9-1.2 | 0.9-1.2 | 1.4-2.2 |
| Ширина у полотна, в мм | 10-60 | 50-175 | 50-175 | 230-350 |
| Шаг зубчиков, в мм | 6-12 | 30-50 | 30-50 | 50-80 |
| Высота зубчиков, в мм | 2-6.5 | 9-13 | 7.5-15 | 16-24 |
| Радиус округления у впадины, в мм | 1.5-2.5 | 3-4 | 3-4 | 5-8 |
| Угол задний, в град. | 35 | 20 | 15 | 12 |
| Угол заточки, в град. | 50 | 45 | 45 | 53 |
| Угол передний, в град. | 5 | 25 | 30 | 25 |
Конструктивные особенности ленточных пил
- Ленточные приспособления, предназначенные для резки дерева, производят из легированной инструментальной стали , которая обладает твердостью от 40 до 46 HRC.
- Ширина реза (пропила) у ленточных инструментов гораздо меньше, чем у дисковых аналогов . При разделке дешевого дерева данный момент не столь заметен, но при резке ценных и экзотических сортов древесины он важен критически.
- Станок может пилить заготовки любого размера . При этом ленточный инструмент работает быстро и создает рез высокого качества.
- Отходов (стружка, опилки) при использовании такого типа пил очень мало .
Профиль, зубья и угол заточки
Международная классификация профилей зубьев.
Ленточные приспособления имеют разную геометрию зубчиков, что зависит от вида и характеристик разрезаемых материалов. Инструмент для древесины может быть столярным и делительным. Есть и третий тип, предназначенный для распилки бруса, бревен. Все эти подвиды имеют свои параметры и форму зубчиков.
Угол заточки ленточных пил по дереву выбирается компанией-производителем исходя из нескольких моментов. Главный из них – чем материал тверже, тем передний угол должен быть меньше. Ниже приведена таблица с основными параметрами пил.
| Характеристики |
пилы
(1 профиль)
(4 профиль)
Как развести ленточную пилу
Ленточная пила на ленточнопильном станке — это замкнутая гибкая стальная лента, по одному краю которой расположены зубья. Разводной станок для ленточных пил поможет правильно выполнить разводку зубьев, что обеспечит эффективную работу и долговечность пилы.
Разводка зубьев преследует цель создания зазора для свободного движения пилы в пропиле. Она заключается в подборе баланса:
- создание уменьшения трения (перегрева) пилы при движении ее в пропиле и увеличение срока службы полотна;
- пропил должен быть при этом не широким чрезмерно, чтобы влияние на мощность двигателя было минимальным;
- рационально подобранное расстояние позволит уменьшить отходы (опилки), которые напрямую зависят от ширины пропила.
Величина разводки ленточных пил зависит от размеров заготовки, вида металла, его прочностных характеристик. При разрезании сплошного металла больших размеров заготовки применяется чередование узкой и широкой разводки зубьев, чтобы избежать эффекта защемления пилы.

Таким образом, правильно выполненный развод на ленточной пиле — залог успешного, качественного и эффективного распила заготовки, а значит — получение элементов, отвечающих высоким требованиям.
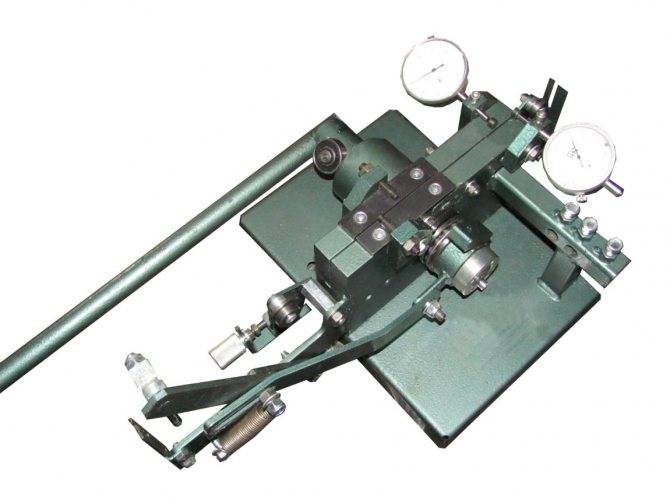
Принцип работы разводных станков
Разводной станок для ленточных пил может быть:
- однорычажным;
- двухрычажным;
- выполнять разводку одновременно на два зуба;
- ручным;
- полуавтоматом;
- автоматом.
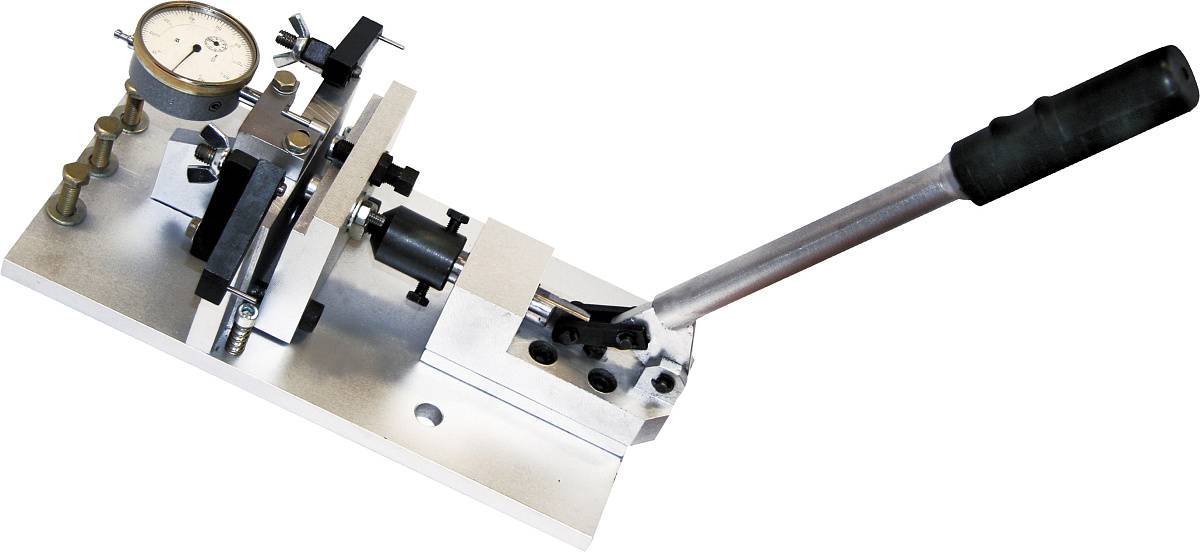
Также имеются приспособления, с помощью которых можно контролировать и разводить ленточные пилы. Их устанавливают и крепят на рабочем столе.

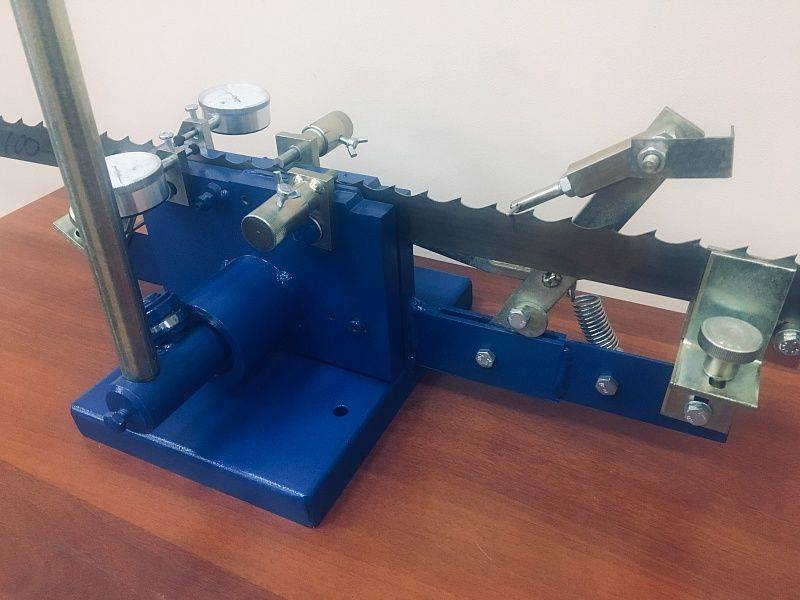







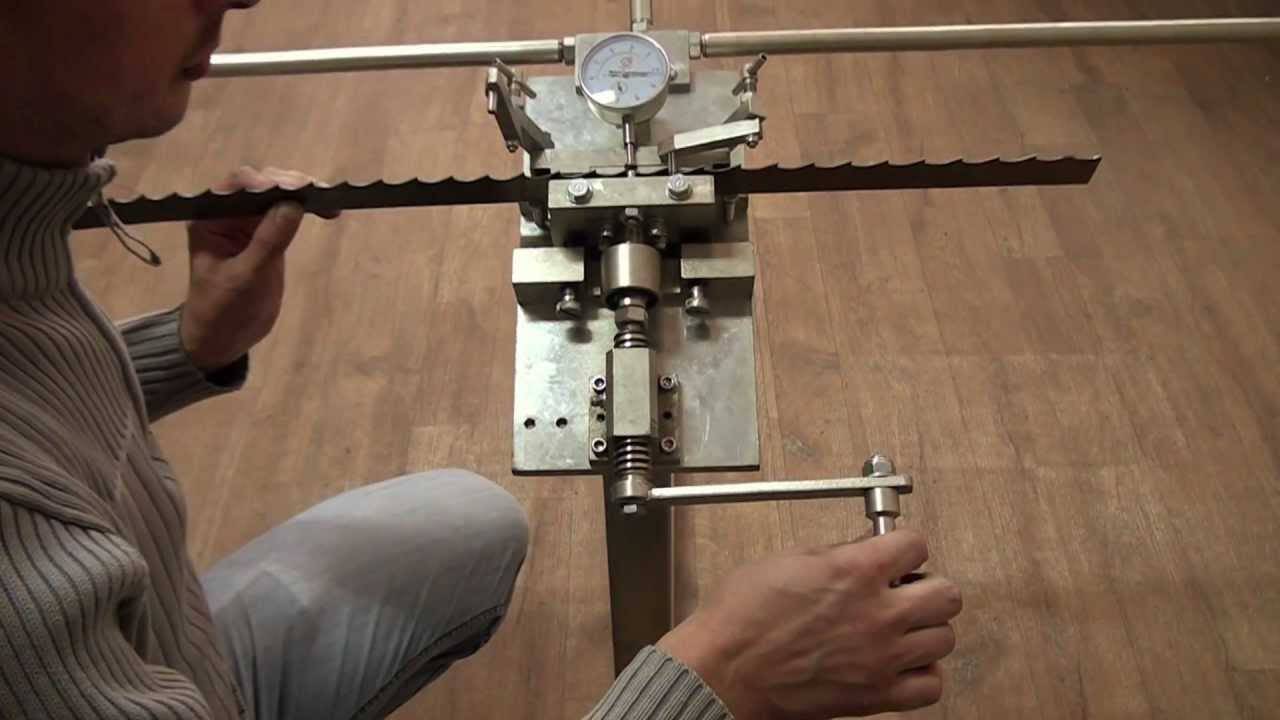
Станок для разводки ленточных пил, к какому бы виду он не относился, преследует одну конечную цель — отогнуть зубья пилы на определенное расстояние. Для установки этого расстояния используется индикатор, который помещается в нужное положение в начале работы и фиксируется.
Ручные станки обеспечивают индивидуальное разведение каждого отдельного зуба при помощи толкателя. Отводится зуб на величину большую, чем требуется, а при возврате толкателя зуб отпружинивает на несколько значений назад. Поэтому выполняется 2-3 нажатия, что способствует более мягкому и предотвращающему поломки изгибу. При этом для правильной разводки зубья захватываются на 2/3 высоты.
При автоматическом режиме разводки на станках лента пилы устанавливается на штанги, которые регулируются в зависимости от ее длины. Затем задаются параметры: количество зубьев, величина развода. Автомат производит сам подачу и отсчет зубьев, обеспечивает работу толкателя и остановку при обработке заданного количества зубцов.
Есть возможность остановки устройства в любой точке и проведение замера развода. Разводомер показывает результат выполнения работы станком-автоматом. Возможен развод как каждого отдельного зубца, так и ускоренный режим, который позволяет одновременно толкателям воздействовать на два зуба в противоположных направлениях. Зажим пилы в станке при помощи центральной пластины обеспечивает точный результат.
Обилие видов, постоянное совершенствование и автоматизация разводных станков для ленточных пил позволяют им выполнять работу с высокой степенью точности. Это обеспечит получение продукции прекрасного качества, которая будет реализовываться на рынке по более высоким ценам.
Рекомендации специалистов
- Если для затачивания приспособления используется станок, до начала операции следует его осмотреть и определить, правильное ли положение занимает круг по отношению к пиле.
- Необходимо снять с пазух такой слой стали, чтоб все микроскопические трещины были удалены гарантированно.
- Если пила эксплуатировалась без технического обслуживания дольше периода, допустимого изготовителем, объем металла, убираемого за одно затачивание, нужно увеличить.
- Чтобы проконтролировать итоги операции, всегда применяйте как эталон новое изделие.

Итог неправильной работы – зубчики инструмента подгорели.
- Форма зубчиков – это разработанная и выверенная специалистами характеристика. Изменив ее, вы не сможете эффективно обрабатывать заготовки. Исходя из этого, заточку необходимо производить так, чтобы форма зубьев и профиль полотна оставались изначальными, заводскими.
- При соблюдении всех правил работы и обслуживания ленточный инструмент будет верой и правдой вам служить до тех пор, пока ширина его не сточится до 65 процентов от первоначальной величины.
После завершения работ ленточное приспособление необходимо сразу же очищать от древесного сока, опилок, смолы. Перед началом технического обслуживания инструмент следует внимательно осмотреть, иначе вы засорите круг. Это приведет к значительному понижению эффективности заточки.
Распространенные ошибки
- Пригоревшие пазухи зубчиков пилы. Происходит это вследствие приложения излишних усилий при работе с заточным диском. Данный дефект ведет к тому, что зубцы очень быстро затупляются.
- Неоптимальный угол уклона зубьев и неправильная, угловатая форма пазух.
Такой результат заточки возможен вследствие нескольких ошибок:
- сноса эксцентрика точильного станка;
- неправильно выставленного угла уклона головки автомата.
- неграмотно выбранного профиля заточного диска.
Распространённые ошибки
Если человек впервые пробует заточить пилу, ему сложно выполнить все требования и запомнить нюансы технологического процесса. Однако нарушение этих правил приводит к тому, что эффективность использования ленточной пилы заметно снижается, повышается нагрузка на полотно, что приводит к преждевременному разрыву.
Профессионалы рекомендуют не допускать таких ошибок:
при механической заточке абразивный камень расположен неправильно относительно профиля пилы. В этом случае заточка зубьев будет неравномерной;
излишние усилия при контакте пилы и заточного круга. В результате металл перегревается, появляется окалина, которая приводит к преждевременному износу режущей кромки;
на полотне остаются заусенцы. После заточки все шероховатости необходимо устранить, иначе в процессе эксплуатации на металле будут появляться микроскопические трещины;
применение собственных углов заточки. Многие неопытные мастера считают, что для зубьев пилы важна только острота, поэтому беззастенчиво нарушают геометрию профиля режущей кромки, рекомендованную производителем
Важно понимать, что форма зуба проверена годами, пытаться экспериментировать здесь бесполезно.
Вместо заключения добавим, что у каждой ленточной пилы имеется определённый ресурс, поэтому полотно нельзя затачивать до бесконечности. Производители гарантируют корректную работу инструмента, пока общая ширина полотна не уменьшится до 65% от первоначального размера.
а) Настройка заточного станка:
1. Шлифовальный круг должен находиться перпендикулярно пиле при взгляде сверху((I-) — правильно, (/-) — не правильно) (достигается регулировкой основания на котором закреплён вал с шлифовальным кругом)
2. Шлифовальный круг должен быть центрирован относительно пилы (достигается выдвижением на себя или задвиганием от себя направляющей, на которой находится круг; на зажимы сверху кладёте дощечку толщиной 2-3мм, с проведённой карандашом линией так, чтобы линия совпадала с линией зажима пилы, затем опускаете круг и вы увидите куда смещён круг (влево или вправо от “пилы”).Без этой настройки пилу будет уводить либо постепенно вверх, либо постепенно вниз в зависимости от того куда смещён круг, и как хороша ваша заточка.
3. Пила должна находится на зажимах горизонтально на нулевом уровне(достигается наложением уровня на кончики зубьев пилы и регулировкой поддерживающих направляющих пилы) 4. Пила должна выступать над зажимом на величину 2-3 мм, но не более того.
б) Выбор и правка камня:
1. Выбирается заточной камень следующих марок(по российскому ГОСТу) СТ1,С2,С1,СМ2,СМ1 — желательно на керамической основе, хотя “умные” книжки советуют на бакелите, но это ещё зависит от марки стали.
2. Толщина камня должна быть в пределах от 20 до 33% от шага зуба. Для шага 22мм — это камни толщиной 6мм, по нашему стандарту.
3. Камень правится в следующей очерёдности: сначала параллельно “карману” зуба правится нижняя часть камня, затем параллельно спинке зуба, правится правая часть камня.
4. Левую сторону камня править нельзя, так как это изменит угол заточки, (за левой стороной глаз да глаз. ).
5. Правка камня должна проводиться перед каждой заточкой пилы, но только не во время заточки.
ООО «ПилорамCервис» 2004–2019
Информация на сайте ни при каких обстоятельствах не является публичной офертой.При использовании материалов с данного сайта — ссылка на него обязательна!
Обработка вершин зубьев
Основательная обработка вершин зубьев напильником абсолютно необходима для их выравнивания по высоте, если пила была повреждена или неумело заточена.Такая операция в облегченной форме перед заточкой образует маленькое блестящее пятнышко на кончике каждого зуба, которое будет неоценимым подспорьем для равномерного затачивания. Сделайте приспособление, поместив личной напильник в чуть сходящийся паз в бруске из твердой древесины, и зафиксируйте его клином. Перемещайте этот брусок-зажим по боковой стороне полотна так, чтобы напильник двигался по вершинам зубьев. Два-три легких хода должно быть достаточно для подготовки к заточке зубьев пилы в хорошем состоянии. Если ваша пила потребует серьезной обработки, для того чтобы все зубья получили блестящее пятнышко, обратитесь к специалисту, который придаст им нужную форму перед разводом и заточкой.
Особенности расчета
Бревно устанавливается в направляющих роликах с фиксацией его в зажимах. Количество получаемого материала рассчитывается исходя из диаметра бревна. Правильный расчет вида и количества материала также влияет на его качество.
Опытный распиловщик, взглянув на бревно, уже способен определить все параметры будущего материала, сразу найти комлевую часть и вершину бревна. Диаметр комлевой части больше, чем вершины. От точности расчета зависит, какой толщины получится горбыль.
Диаметр бревна нужно замерять с вершины. Дальнейшие действия мастера:
Таблица распиловки бревна
- Идеально ровных стволов практически не бывает. Поэтому надо внимательно осмотреть все изгибы, выпуклости.
- Повернуть бревно так, чтобы отходов в виде горбыля получить минимальное количество.
- При установке бревна необходимо убедиться в его свободном движении в направляющих.
- На линейке пилорамы выставить габарит по диаметру бревна плюс максимальная высота выпуклости.
- Размер выпуклости определяется от разницы диаметра комлевой части и вершины.
- Рулеткой замеряется размер наиболее высокой части, от полученного результата начинается отсчет размеров материала.
- Мастер обязан учитывать размер на пропил 2–5 мм.
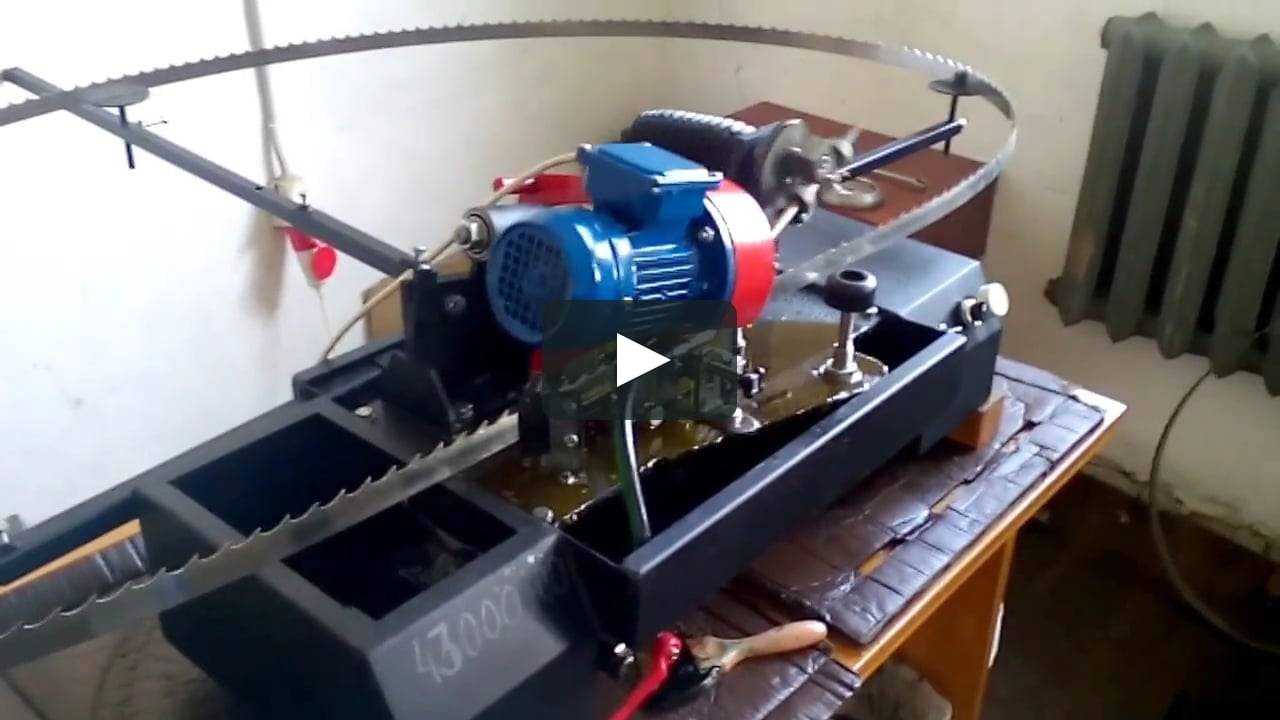
Виды заточки пил
Схема заточки ленточной пилы.
Заточка ленточной пилы зачастую осуществляется по двум основным направлениям: полнопрофильное – с помощью профессиональных станков – и заточка граней самих зубьев.
Первый способ по праву считается наиболее точным, ведь все действия выполняет автоматизированный механизм. Для того чтобы безупречно заточить пилу, потребуется лишь правильно подобрать эльборовый круг, являющийся основой точильного станка, все остальное он сделает самостоятельно. Единственный недостаток такой процедуры – ее высокая стоимость, ведь в своем распоряжении необходимо иметь не только сам станок, но и набор эльборовых кругов, походящих под все варианты ленточных пил.
Второй способ, акцентированный лишь на зубьях пилы, предполагает как ручную обработку, так и заточку на профессиональном инструменте. Первый вариант предполагает только наличие гравера и мастерство того, кто затачивает. Его движения должны быть быстрыми и точными, чтобы избежать порчи металла. Выполняя такие манипуляции впервые, рекомендуется предварительно отточить свое мастерство на простом листе металла. В противном случае можно попросту испортить инструмент. Оптимальный вариант – пройтись по задним и передним граням ленточных пил по дереву, однако большинство мастеров пренебрегает данным условием. Для корректного функционирования инструмента достаточно и заточки лишь задних граней, а реализовать это будет намного проще и удобнее. Заточить передние грани без труда можно в том случае, если речь идет о работе на станке. Здесь, как и в случае с полнопрофильной заточкой, достаточно лишь правильно подобрать форму и размер точильного круга.
Характерные особенности
Для ленточных пил характерны три отличительные черты. Изготавливаются они только из особых сортов инструментальной стали, что обеспечивает высокие показатели прочности и износоустойчивости зубьев. Российские производители обычно используют стали категорий 9ХФ и В2Ф, иностранные компании отдают предпочтение серии С75. В любом случае твёрдость материала должна быть не ниже 45 HRS.
Ширина реза полотна ленточной пилы намного уже, чем у дисковых аналогов. Как упоминалось выше, это является основополагающим фактором при обработке ценных пород дерева и деловой древесины.
Пилы способны без проблем справиться с заготовками любой длины и диаметра. При этом правильно заточенная ленточная пила обеспечивает высокую производительность производства.








Нужно уточнить, что надёжность замкнутых пил объясняется неоднородностью материала, который используется для изготовления полотна.
В частности, тело пильного инструмента обычно выполнено из пружинной стали, обладающей невероятной устойчивостью к растяжению и динамическим нагрузкам. На изготовление режущей кромки идут сорта стали с высоким содержанием вольфрама и кобальта. Отдельные части полотна свариваются между собой высокочастотными токами. Инструменты, изготовленные по такой технологии, могут использоваться для распиловки металла.
Материалы и их характеристики
Перед началом работ следует знать, для чего используется ленточная пила (лента), какие материалы применяются и какие параметры следует выдерживать при работах по заточке лент.
Ленточная пила является специализированным инструментом для порезки древесины в особых станках. Полотно такого инструмента представляет собой замкнутую ленту, которая может иметь зубцы или плоскую острую режущую кромку (беззубчатую). Такой деревообрабатывающий инвентарь делает очень аккуратные и очень тонкие пропилы, что позволяет использовать их для финишных работ, работы с ценной древесиной, а также для того, чтобы делать как продольно-поперечные распилы, так и распилы под любым углом и в любой плоскости материала. К их достоинствам относят высокую скорость обработки материала, высокий срок эксплуатации режущей кромки и точность линии пропила. Чтобы пила всегда была готова к использованию, а также для качественного реза, необходимо постоянно подтачивать режущую кромку, а при ее износе производить полную заточку.
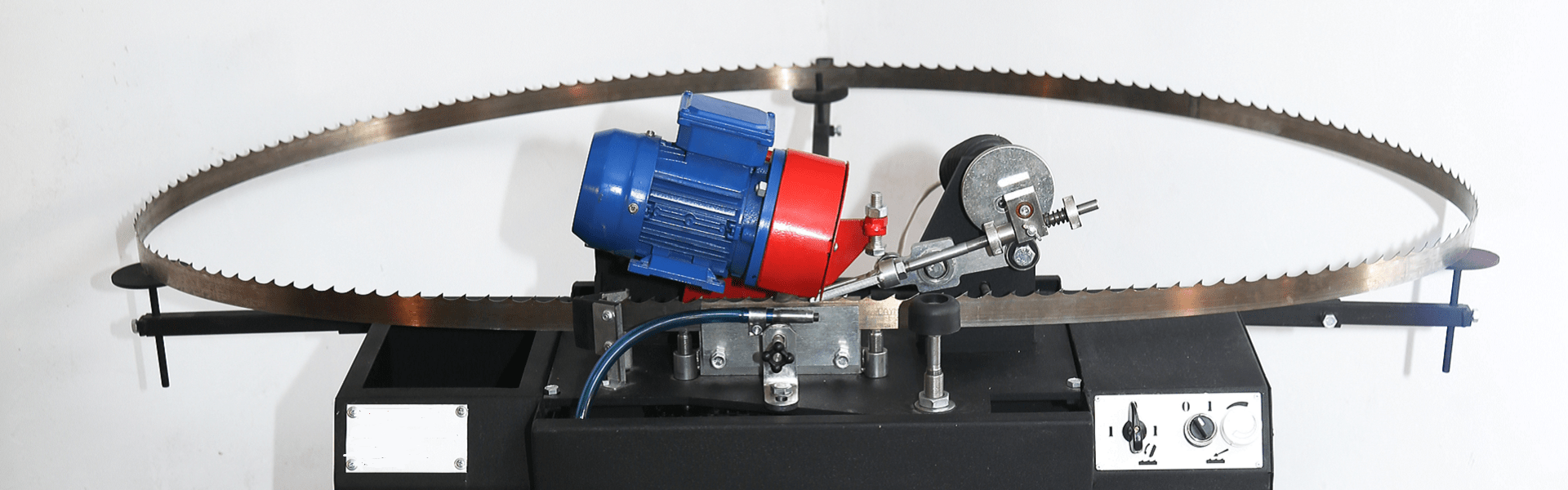
Устройство заточного станка.
Для изготовления полотен наиболее часто применяют сталь 9ХФ или В2Ф. Такие стали имеют твердость 45-55 баллов по шкале Роквела. Более твердые стали практически не применяются. Низкая твердость не способна длительно удерживать остроту режущей кромки, особенно при частой работе инструмента. Так, после обработки твердых пород дерева требуется наточить пилу. Исключения составляют пилы для обработки металла и металлических изделий: там часто используется сталь 100Х18В4 или аналоги, твердость которых составляет 90-95 баллов по шкале Роквела. Правда, не вся пила изготавливается из такого высокопрочного сплава, а только зубцы и 2-3 мм режущей кромки, которая соединяется с остальной лентой специальным лазером. Наточить такие пилы без соответствующего инструмента сложно, а в домашних условиях — нереально. Точат их в специализированных центрах, поэтому процесс их заточки в данном материале рассматриваться не будет.
Мониторинг уровня износа режущей кромки происходит визуально при контроле среза, еще может контролироваться время работы пилы (для сравнения следует засечь скорость распила заготовок одного диаметра при остром и тупом полотне). Осуществляется это довольно просто: тупая лента делает неровные (рваные) поверхности в месте пропила.
Читать также: Самодельные ленточные пилы по дереву чертежи
Как правильно заточить ленточную пилу
Сразу отметим, что если опыта и навыков выполнения таких работ нет, доверить заточку пил лучше профессионалам. Нарушение геометрии зубьев режущей кромки, появление окалины на металле или неправильная разводка заметно сокращают срок службы полотна.
Решив заточить ленточную пилу своими руками, нелишним будет предварительно ознакомиться с ключевыми определениями, знание которых может потребоваться в процессе работы. Итак, для правильного формирования режущей кромки потребуется:
- разводка – отклонение зубьев от плоскости основного полотна пилы;
- высота зубьев – расстояние между верхней точкой и основанием;
- шаг – расстояние между зубьями, обычно варьируется в пределах 19-25 мм.
- угол заточки – зависит от целевого предназначения инструмента; например, рекомендуемый угол заточки столярных пил составляет 35°, делительных – 18-22, предназначенных для распиловки бруса – не более 15°.
Угол заточки определяется производителем, поэтому при самостоятельной правке пилы рекомендуется придерживаться этих параметров.
Приведём детальную инструкцию, которая поможет правильно заточить замкнутую пилу, не прибегая к услугам специалистов.
Разводка
Развод ленточных пил по дереву – это первый этап восстановления профиля режущей кромки. В процессе эксплуатации расположение зубьев может изменяться, поэтому пока не достигнута правильная геометрия, затачивать пильную часть не имеет смысла.
Существует 3 способа развести пилу:
- классический – зубья попеременно отклоняются в правую и левую сторону;
- зачищающий – 1-й и 2-й зубья отклоняются в разные стороны, третий остаётся ровным. Такой профиль создаётся для распиловки твёрдых материалов;
- волнистый – наиболее сложный вариант, напоминающий по форме волну. Здесь каждому зубу придаётся индивидуальная форма, и такой тип разводки обычно выполняется только в специализированных мастерских.
Нужно отметить, что при разводке огибается не весь зуб, а примерно 2/3 верхней части. Процедура выполняется на специальном станке для разводки ленточных пил. Стоимость такого инструмента довольно высока, потому его покупают, если требуется налаживать несколько инструментов. Его наличие может стать основой бизнеса по заточке.
Разумеется, с первого раза правильно все сделать даже на разводном станке может не получиться, поэтому как минимум геометрия профиля должна остаться такой же, как до начала выполнения работ.
Заточка
Это основной этап правки режущей кромки, который может выполняться двумя способами.
Полнопрофильная заточка пил выполняется эльборовым кругом, установленным в специальном точильном станке.
Это полностью автоматизированная операция, которой пользуются профессионалы. Работой станка для заточки ленточных пил по дереву управляет электроника, и заточной круг за один проход обрабатывает всю ленту. Недостаток такого способа заключается в том, что эльборовый круг подбирается индивидуально к профилю пилы, поэтому для правки разных инструментов заточной элемент должен присутствовать в ассортименте.
Заточка зубьев выполняется вручную или на специализированном оборудовании.
В первом случае можно восстановить остроту зубьев в кратчайшие сроки, но работа требует определённых навыков. Во втором – кропотливый труд: 4-5 движений по грани каждого зуба.
Для автоматической заточки используются алмазные, эльборовые и корундовые круги
Важно понимать, что при выполнении этой процедуры зубьям придаётся только острота, созданная после разводки полотна геометрия должна остаться неизменной
Признаки правильно разведенной пилы
О правильности развода можно судить по содержимому распила, заполненного смесью, 2/3 которой представляют опилки и 1/3– воздух. На практике это проявляется в том, что пила с правильной разведкой эвакуирует из распила более 4/5 объема древесной мелочи.
При очень большой разводке в распиле нарастает объем воздуха и при этом ухудшается удаление отходов. При малом разводе зубьев доска покрывается слоем из плотно спрессованных горячих опилок.
При слишком большом разводе пиление будет с рывками, при малом – станет волнообразным. Считаем нелишним напомнить еще раз, что разводится только верхняя часть зуба, чтобы пиление происходило только острым уголком у самой вершины зуба. Перед разводом пила точится с минимумом съема металла, буквально ограничивается зачисткой заусенцев.
Почему происходит затупление инструмента
Каждая бензопила обладает определенным периодом стойкости. Так называют время от начала работы новым инструментом, до приведения его в неработоспособное состояние.
Разрушение или износ режущего инструмента, предназначенного для работы по дереву, происходит из-за воздействия набора сил, возникающих в процессе резания. Одна из ключевых – это сила трения. Затупление пильной цепи происходит из-за длительной работы, из-за использования бензопилы не по назначению




Размер износа может быть определен как показатель веса, измеряемого в миллиграммах. Износ – это параметр, который показывает изменение характеристики формы и размеров режущего лезвия. Изменение геометрических параметров, которые происходят в ходе резания, и при этом отсутствует линейный износ, называют затуплением.
Существуют параметры, на основании которых выносят решение о возможности дальнейшей эксплуатации инструмента
В частности, при обследовании зубьев пильной цепи необходимо обратить внимание на кромки передней и задней поверхности, высоту лезвия, на площадь износа. Если они пребывают в неудовлетворительном состоянии, это значит, пришло время выполнять заточку бензопилы
К признакам того, что пила потеряла остроту можно отнести следующие:
К признакам того, что пила потеряла остроту можно отнести следующие:
- Уменьшение размера стружки.
- Использование большего усилия при выполнении работы.
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатого ремня с замкнутым контуром. Для его обслуживания понадобится специальный заточный станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных циркулярных моделей. Наиболее существенное из этих отличий – возможность резать таким инструментом с минимальной шириной. Следует отметить, что особенно это актуально, когда необходимо распилить древесину ценных пород и заготовки из дорогих металлов.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей из разных материалов и различной конфигурации. Эта обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством резки и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке проводится не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно, если вы справляетесь с ним самостоятельно) следует строго придерживаться рекомендаций квалифицированных специалистов.

Автоматическая ленточная пила BOMAR
Геометрия зубьев
Ленточные пилы в зависимости от характеристик обрабатываемого материала могут изготавливаться из разных материалов, отличаются геометрией режущих зубьев. Если говорить о разделении металлических полуфабрикатов, то здесь наиболее распространены два вида стали, используемые для производства пил: 9HF и B2F. Оборудование для распиловки древесины укомплектовано самодельными пилами, твердость которых по шкале HRC составляет не менее 45 единиц.
Ленточный инструмент для распиловки дерева также делится на три вида: столярный, делительный, для обработки бревен. Разные типы инструментов, естественно, имеют разные параметры (размер лезвия, форму и угол заточки). Более твердые породы дерева обрабатываются инструментом с меньшим углом заточки.
Сегодня все чаще используются биметаллические ленточные пилы, необходимые для разделения деталей из твердых сталей. Такие пилы называются биметаллическими, потому что они состоят из двух разных металлов: режущие зубья изготовлены из стали с высоким содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна намного дороже стандартных моделей, поскольку для их изготовления требуется специальное оборудование, в котором соединение двух разнородных металлов происходит под действием лазера.
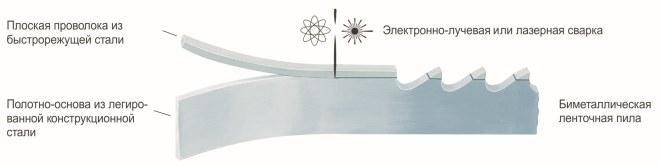
Биметаллическая ленточная пила
Развод режущих элементов ленточной пилы
Развод – это отгиб полотен ленточных пил в разные стороны. Это позволяет значительно снизить трение полотна и предотвратить его зажатие. Для обеспечения свободного передвижения полотна о стенки распиливаемого материала его ширина должна быть больше, чем толщина этого материала.
Типы разводок ленточных пил
Развод может иметь несколько разновидностей. У разных производителей он может иметь различные названия. Наиболее часто может быть:
- Стандартным, который характеризуется противоположным отгибанием режущих элементов в разнообразные стороны. Наиболее часто она используется для ленточных пил, которыми осуществляется распиловка твердого материала.
- Волнистым, который относится к категории сложных конструкций. Развод в данном случае имеет переменное значение. При этом образовывается своеобразная волна.
Развод заключается в отгибе не всего полотна, а только определенной части его вершины. Параметры определяются строго производителями инструмента. Их диапазон составляет от 0,3 до 0,7 миллиметров.
Защищающим. Развод заключается в загибании двух зубьев. При этом третий остается на месте. Предназначается для ленточных пил по обработке особо твердого материала. По форме каждый третий зуб напоминает трапецию. Местом расположения является центр полотна. С его помощью осуществляется максимально правильное направление пильной ленты.
Станки по дереву характеризуются универсальной конструкцией пильного инструмента. Развод для обработки мягких пород должен характеризоваться большими размерами, чем в оборудовании для обработки твердых пород. Но развод не должна быть таковым, чтобы по центру располагался клин без выреза. Развод должен характеризоваться одинаковым расположением всех режущих элементов. Разводить зубья необходимо таким образом, чтобы отклонение было не более 0,1 миллиметра. Если пилы будут располагаться неравномерно, то это приведет к тому, что ленточнопильное оборудование в процессе работы будет отходить в сторону.