Введение
Раньше деревянными постройками без единого гвоздя могли похвастаться только небольшой процент древних народов, а с появлением саморезов, шурупов, других элементов, без гвоздей строиться стало все. С ростом технологий росли требования к качеству, новой ступенью стало создание зенкера по дереву.
Это приспособление создано для повышения качества соединений деревянных изделий. Благодаря этому инструменту в создании деревянных конструкций можно использовать крепежи с большими шляпками, которые не будут торчать или держаться ненадежно. Но для соответствующей работы нужно научиться различать виды насадок, уметь обращаться со столь сложным оборудованием.
Назначение зенкерования и сферы применения
Зенкерование отверстий – необходимая операция в машиностроении и станкостроении. Здесь точность деталей должна соответствовать микронам, и это в первую очередь касается просверленных каналов. Отверстия в металле, которые не имеют четкой цилиндрической формы, строгого диаметра по длине, в ответственных конструкциях могут стать причиной дополнительного люфта и, как следствие, привести к быстрому износу подшипниковых узлов и разрушению конструкции в целом. Зенкерование значительно повышает их точность, доводя до четвертого и пятого класса.
Процесс зенкерования в металлических заготовках позволяет добиться следующих результатов:
- Предварительно просверленный канал после обработки приобретает строгую форму цилиндра по всей своей длине – этот момент способствует четкому прохождению резьбовых соединений, валов, шпинделей, тяг сквозь него без лишних напряжений и люфтов.
- Канал получает строгие геометрические параметры относительно диаметров в каждой конкретной точке канала. Как следствие – меньший люфт и износ самого отверстия, если оно является частью узла, где происходит механическая передача, а также меньший износ передаточного механизма.
- Значительно повышается чистота канала. Пониженная шероховатость способствует меньшему образованию стружки, которая может возникнуть от вибрации и трения, большей крепости, надежности, износостойкости канала и всей конструкции в целом.
Если предварительно полученное отверстие имеет класс точности не выше третьего, то нужно проводить зенкерование и развертывание.
Разновидности и применение инструмента
Зенкер — это многолезвенный инструмент, который используется для доработки отверстий округлой формы в заготовках, сделанных из различных материалов. Такая обработка предназначена для получения ровных отверстий и увеличения их диаметра.
Эта процедура называется зенкерованием. Она схожа со сверлением: оснастка вращается вокруг собственной оси, при этом вдоль нее происходит поступательное движение.
https://youtube.com/watch?v=J1HGjFG3Uos
Зенкер разрабатывался специально для обработки продолбленных, отштампованных или просверленных отверстий. Характеристики этого инструмента определяются ГОСТ 12489 −71. Применяется зенковка по металлу для финальной или промежуточной обработки. Потому принято выделять две разновидности приспособлений:
- для создания отверстия высокой точности;
- для дальнейшего развертывания.
При использовании этой расточки повышается чистота, ровность и диаметр отверстия. Как правило, к зенкерованию обращаются в следующих случаях:
- получение более чистого и ровного отверстия перед нарезкой резьбы или развертыванием;
- калибровка отверстия для установки шпильки, болта или любого другого крепежного элемента.
https://youtube.com/watch?v=N2PXwEtC8PQ
Зенкеры используются и для корректировки профиля отверстия (к примеру, увеличения верхней части углубления для болтовых головок), и для обработки торцов.
Классифицируются зенкеры по варианту крепления в станке:
Конструкция инструмента бывает:
- сварной;
- цельной;
- сборной;
- с пластинками твердосплавного типа.
Цельная разновидность приспособления напоминает своим внешним видом обыкновенное сверло, потому ее часто называют зенкером-сверлом. Однако режущих кромок и спиральных канавок у него больше, чем у обыкновенного сверла. Инструмент с пластинками обладает высокой производительностью. Также существуют обратные и конические типы инструментов.
Общие правила для подбора зенкера и оборудования
Перед выбором необходимо определиться, что необходимо получить после такой обработки – улучшить качество отверстия, либо повысить его размерную точность. Первый вариант необходим, если в отверстии требуется нарезать резьбу (особенно – с мелким шагом), а второй – если в отверстие будет заводиться калиброванный крепёж в виде винтов, штифтов и т. д.
Учитывая описанный выше профиль рабочего торца зенкера, обрабатывать им можно и поверхности, непосредственно примыкающие к отверстию, например, с целью получения отверстия под потай.
В зависимости от условий отработки различают также цельные стальные зенкеры и инструмент с насадками из твёрдого сплава. В первом случае для изготовления используются быстрорежущие стали типа Р6М5 или Р6М5К5 (работа со стальными заготовками), во втором — для работ по дереву – можно применять и зенкеры из обычной углеродистой стали типа У7 или У8.
Твердосплавные насадные зенкера изготавливают из металлокерамики марок ВК4, ВК3М, минералокерамики ЦМ-332, а также из безвольфрамовых твёрдых сплавов ТМ-1 или ТМ-20. К стальному корпусу такие насадки, имеющие форму пластин, припаивают медью. Преимущества твёрдосплавных насадок к зенкерам – возможность в процессе обработки применять высокооборотистые режимы резания.

Долговечность зенкера определяется режимом его термической обработки, и, соответственно – твёрдостью. Рабочая часть инструмента, изготовленного из быстрорежущей стали, должна быть не менее HRC 62…64, а хвостовика — в пределах HRC 35…45. Зенкеры из углеродистых инструментальных сталей обладают твёрдостью рабочей части в HRC 56…60. Зенкеры по металлу с малыми диаметрами (до 6 мм) при покупке целесообразно проверять на твёрдость, используя тарированный напильник.
Для зенкеров по дереву используются также сборные и цельные конструкции. Эта технология для производства менее трудоёмкая, однако сборно-сварные исполнения инструмента весьма чувствительны к радиальному, и, особенно – торцевому – биению, поэтому техническое состояние патрона станка или дрели должно проверяться более тщательно.
 При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
При подборе типоразмера зенкера требуется учитывать не только размерный диапазон обрабатываемых отверстий, в частности, их глубины, но и реальную мощность используемого оборудования. Дело в том, что зенкерование – более энергозатратная операция, в сравнении со сверлением. Она требует повышенной мощности привода, поскольку всегда производится со значительными силовыми нагрузками на инструмент. Поэтому выбор, в частности, дрели обуславливается не только возможностью её функционирования на пониженных оборотах, но и достаточной мощностью двигателя (не менее 1,6 кВт).
Следует, однако, помнить, что наиболее качественным считается зенкерование, которое выполняется на станке. Тут с успехом используются и сверлильные, и токарные, и расточные станки. Для обработки можно приспособить также и фрезерный станок, однако лишь при наличии на нём устройства ЧПУ.
Домашние мастера обычно приобретают зенкеры в наборе. Это удобно и выгодно, но при этом следует проверить возможность установки хвостовика в патрон основного оборудования.
Виды зенкеров и зенковок
Изготовление металлорежущих инструментов регламентируется ГОСТ и ТУ. Зенкеры – многолезвийные устройства, используемые для обработки отверстия после сверления. На станках с ЧПУ применяются следующие их виды:
Цилиндрические зенкеры ГОСТ 12489-71 диаметром 10–20 мм с покрытием из износоустойчивых материалов.Цельные конические ТУ 2-035-923-83 диаметром 10–40 мм. Изготавливаются из быстрорежущих легированных инструментальных сталей с износоустойчивым покрытием. Хорошо подходят для обработки стальных и чугунных заготовок.Цельные насадные зенкеры ГОСТ 12489-71 диаметром 32–80 мм.Зенкер конический ГОСТ 3231-71, тип 1 или насадной ГОСТ 3231-71, тип 2. Отличаются наличием пластин из твердосплавных сталей.
Зенковки также являются многолезвийным инструментом, но отличаются от зенкеров сферой своего применения. Их применяют для получения углублений, снятия фасок и т. п. Эти устройства также делятся на несколько видов:
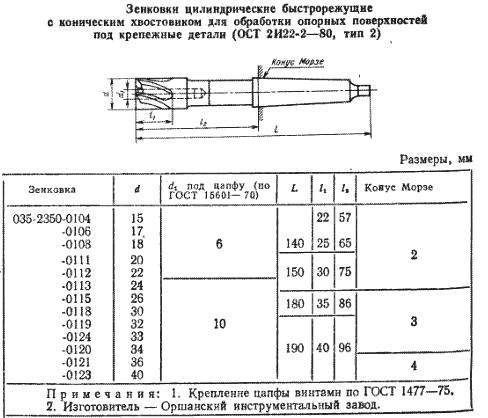
Зенковка коническая ГОСТ 14953-80Е. Имеет угол 60°, 90° и 120°. Применяется для обработки поверхностей под метизы, крепежные элементы, снятия фасок.Зенковка цилиндрическая ГОСТ 2И22-2-80. Может иметь цилиндрический или конический хвостовик, износоустойчивое покрытие поверхности. Основная область применения – обработка опорных поверхностей.
Устройство зенкера и целесообразность применения инструмента
В качестве первичного инструмента для получения отверстий, зенкер использовать невозможно. Его форма не позволит качественно врезаться в древесину, и, тем более, в металл. Иное дело – работать по уже готовой полости, для того, чтобы её улучшить или расширить по диаметру. С этой целью зенкер включает в себя:










- Рабочую часть, в виде многозубого усечённого конуса;
- Направляющую цилиндрическую часть;
- Опорную часть (хвостовик) с посадочным местом под патрон станка или дрели.
Область использования зенкеров ранее была более разнообразной – их использовали не только для рассверливания отверстий, но также и для финишной обработки соответствующих сквозных или глухих полостей в штампованных или литых заготовках. В современных технологиях деформирования внутренние образующие отверстий после точной пробивки/вырубки металлических полуфабрикатов полностью соответствуют зенкерованным. Естественно, что и по производительности зенкерование уступает штамповке. Но, во-первых, иметь штамповочное оборудование может себе позволить далеко не каждый. А, во-вторых, зенкеры по дереву ещё никто не отменил.

Классификацию цельных зенкеров по металлу, согласно ГОСТ 12489-71, можно выполнить для двух групп. К группе №1 относят инструмент, который предназначается для последующего получения особо точных отверстий методом их развёртывания (в качестве примера можно привести расточку гнёзд для сёдел клапанов). №2 применяется, если для использования отверстия для которых достаточным является квалитет Н11 (это соответствует примерно 4-5 классам точности). Стоит напомнить, что точность после сверления не превышает 12 квалитета, при этом биение сверла составляет не менее 0,15…0,20 мм (даже для отлаженных станков и новых свёрл). Зенкерование же даёт 11-й квалитет, при качестве внутренней поверхности отверстия до Rz 15…20.
Соответствие квалитетов ГОСТ и погрешностей размеров в зависимости от их диаметра можно определить при помощи таблицы, которая приведена ниже. При этом следует помнить, что отверстия под последующее их зенкерование должны быть меньше требуемого значения на 0,6…0,8 мм. Тоесть, зенкером снимается весьма небольшое количество материала.
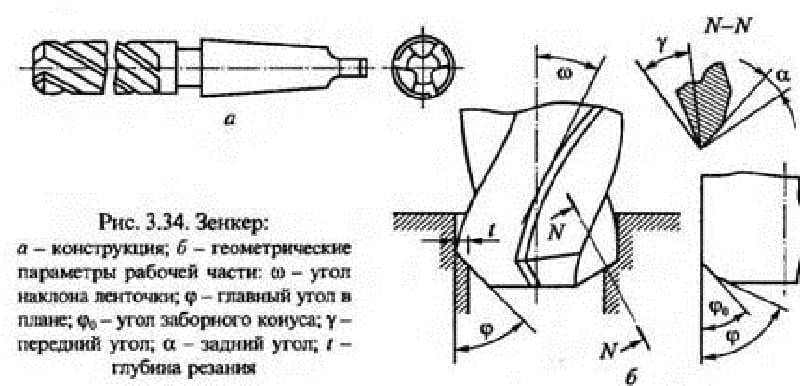
Характерными особенностями зенкера считаются:
- Наличие укороченной режущей части, которая, в отличие от свёрл, имеет форму усечённого конуса.
- Три и более винтовых канавок, которые предназначены для отвода стружки.
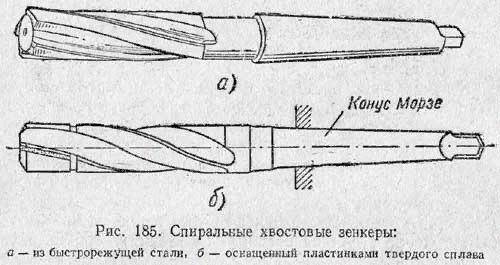
- Различная форма посадочной части – от конической, с обычным конусом Морзе, до традиционной цилиндрической по ГОСТ 12489-71, с осевым выступом на торце (зенковки).
Такие конструктивные изменения предусматривают некоторые отличия в технологии зенкерования от сверления. Например, использование смазочно-охлаждающих сред (СОЖ) здесь обязательно, а число оборотов зенкера всегда должно быть меньше, чем сверла по тому же материалу.
Виды и назначение зенковок
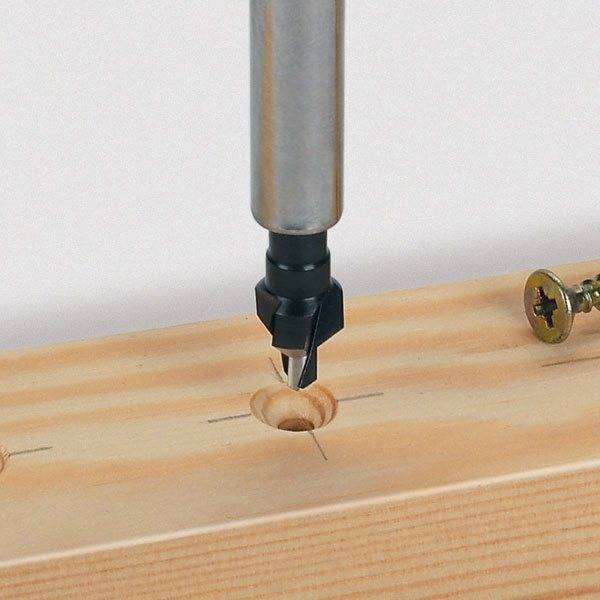
Сверло-зенковка применяется для зенкования. Несмотря на то, что эта операция так же, как и зенкерование, имеет своей целью обработку отверстий в заготовках из различных материалов, конечная цель их будет различной. Эта операция требуется в тех случаях, когда есть необходимость в создании цилиндрических или конических углублений, позволяющих скрыть головки крепежных элементов.

Обработка заготовок зенковкой относится к получистовой, и выполняется перед развертыванием. Зенкерование проводится на токарных, фрезерных, расточных, сверлильных станках на малых оборотах.
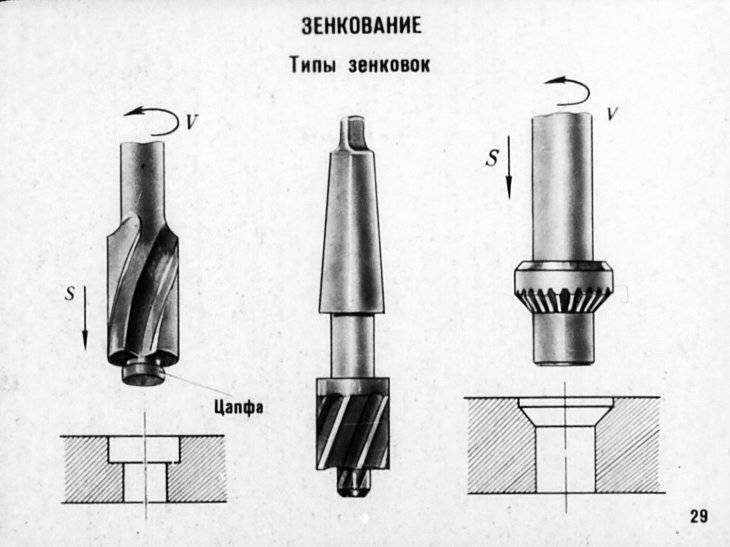
По конструкции зенковки делятся на два вида:
- Конические.
- Цилиндрические.
Отдельную группу составляют твердосплавные зенковки (шарошки), основное предназначение которых – шлифовально-обдирочные работы. Для обработки отверстий и снятия фасок в труднодоступных местах применяется еще один вид инструментов – обратная зенковка. Для обеспечения реализации любых целей по обработке металлов и древесины целесообразнее приобретать набор зенковок, а не отдельные инструменты.


В конструкцию конических зенковок входят хвостовик и рабочая часть с углом конуса на вершине 60°, 75°, 90°, 120°. Количество режущих зубьев рабочей части отличается в зависимости от диаметра приспособления (12–60 мм), и может быть от 6 до 12. Для обеспечения соосности обрабатываемого отверстия применяется цапфа.
Зенковка цилиндрическая может иметь износоустойчивое покрытие. Применяется это устройство для подрезания фаски под метизы. По своей конструкции оно похоже на сверло, но имеет большее количество режущих элементов – от четырех до десяти, в зависимости от диаметра инструмента. На торце рабочей части есть направляющая цапфа, с помощью которой фиксируется положение инструмента во время работы. Цапфа может быть съемной или цельной. Чаще применяются устройства со съемными цапфами, так как они более практичны. На зенковку также может быть установлена режущая насадка.

Для обработки нескольких отверстий на одинаковую глубину зенковки используют с державками, имеющими вращающийся и неподвижный ограничители. При обработке заготовки режущий инструмент крепится в державке и выступает из ее упора на расстояние, равное глубине отверстий.
Зенковки изготавливаются из легированных инструментальных, быстрорежущих, углеродистых, твердосплавных сталей. Твердосплавные инструменты способны выдерживать большую нагрузку в течение продолжительного времени. Они, как правило, применяются для обработки заготовок из металла. Зенковка по дереву и цветным металлам изготавливается из быстрорежущих сталей, так как инструмент во время работы подвергается значительно меньшей нагрузке. При высоких нагрузках, например при обработке чугунных заготовок, требуется охлаждение инструмента с помощью специальных эмульсий.
Разновидности и предназначение зенковок
Зенковка напоминает вид сверла, которая используется для зенкования. Операция схожа с зенкерованием, но отличаются конечной задачей. Процедура зенкования нужна в ситуациях, когда существует необходимость в формировании округленных углублений, чтобы скрыть следы головок крепежа.
Возделывание деталей зенковкой причисляется к получистовому методу, и осуществляется перед операцией развертывания.
По конструкции зенковки подразделяются:
- Округленные;
- Конические.
Под самостоятельной категорией выделяют зенковки, состоящие из твердых сплавов. Они используются в качестве шлифовальных действ. Для обрабатывания проемов и удаления фасок в трудных зонах используют еще один тип инструментария – оборотная зенковка. Чтобы обеспечить необходимую обработку металлических изделий и дерева рекомендуется покупать зенковочный комплект, а не индивидуальными приспособлениями.
В структуру зенковок конусного типа укладываются хвостовик и эксплуатируемый элемент, с угловым показателем 60, 75, 90 и 120 градусов. Число зубьев варьируется в пределе 6 – 12 единиц, это зависит от поперечника инструмента. Чтобы обеспечить соосность возделываемого проема используется цапфа.
Округленная зенковка обладает устойчивым к износу напылением. Используется этот механизм для подреза фаски. По конструкции оно смахивает на сверло, но обладает большим количеством лезвий – от 4 до 10, все зависит от поперечника устройства. На торцевой части элемента присутствует наводящая цапфа. С ее помощью фиксируется позиция инструментария в период эксплуатирования. Цапфа бывает разъемной либо целостной. На практике используются устройства с разъемными цапфами, из-за удобства использования. На зенковку также можно надеть насадный резак.
Чтобы обработать несколько проемов на равное углубление следует применять зенковку с держателями, включающее в свой состав различные ограничители. При обрабатывании изделия элемент реза устанавливается в державке и выходит из упора на величину, равную углублению проема.
Зенковки производятся из различных сортов сталей, включая твердосплавную. Инструменты, выполненные из твердых сплавов, отлично подходят для обрабатывания деталей из металла, так как способны выдержать экстремальные нагрузки долгое время. Для обработки изделий из цветного металлического сплава либо дерева применяют устройства из быстрорежущей стали, так как она подвергается незначительным нагрузкам. Стоит отметить, что при обрабатывании, например, чугунных изделий, необходимо внести дополнительное охлаждение инструментария. Для этого используются специальные эмульсионные составы.
Какие бывают виды

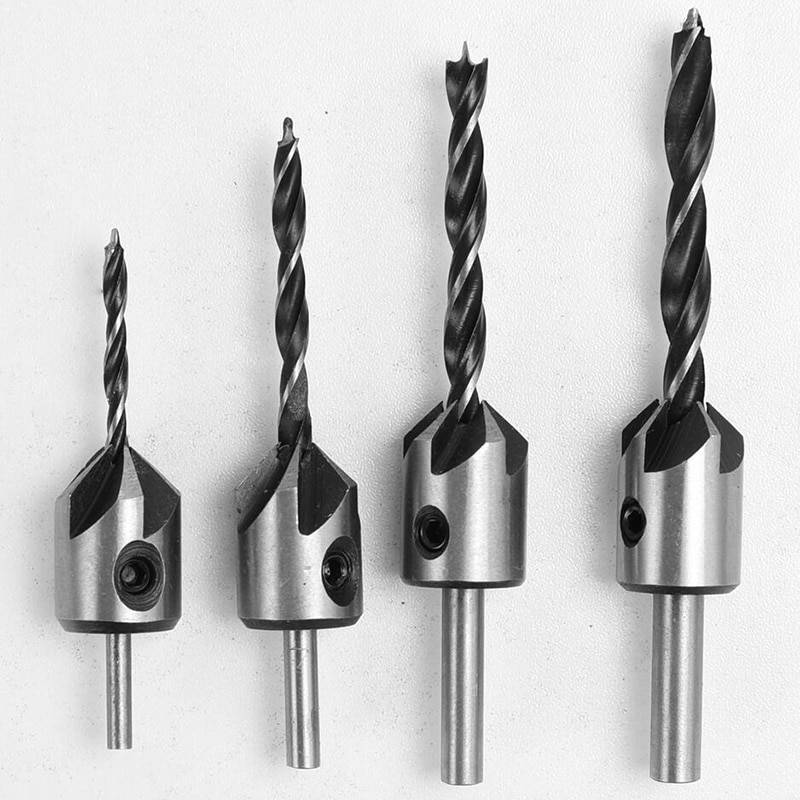
Зенкеров много представлено на рынке, неопытный пользователь может не понять зачем столько нужно, а ведь у каждого вида есть свое назначение и особенность в работе. Какие-то подойдут для увеличения диаметра отверстия, а какие-то будут наиболее эффективны в работе с торцевой частью детали. Чаще всего в работе с деревом используются базовый набор насадок:
цилиндрический;
цельный конический,
цельный насадной.
Каждый зенкер по дереву предназначен для работ соответствующих отверстий, указано в названии. Но в отдельных случаях, в особо трудоемких ситуациях, можно прибегнуть к использованию насадки на удлиненной оправке. У такого инструмента имеются специальные ножки, которые подрезают торец одновременно с процессом зенкерования. Поэтому лучше всего приобретать комплект, где будет сразу несколько моделей по типу и размеру, это буде выгоднее и эффективнее.









Зенкование

Зенкованием называют отделку цилиндрообразных или конусообразных отверстий, которые предназначаются для формирования углублений под утопленные головки крепежа. Делают это специнструментом, который называется «зенковка».
Есть ряд правил, которых нужно придерживаться при зенковании отверстий:
- Зенкуется отверстие исключительно после полного его просверливания.
- Сверление зенкование отверстия производятся во время одного подхода. Зенкование нужно производить после окончания сверления, не вынимая детали из станочных креплений. В ходе одного «подхода» производят обработку двумя инструментами.
- Использовать можно только невысокую частоту оборотов шпинделя (не более 100 оборотов в минуту), причем в это время нужно применять эмульсию. Глубину обработки можно проверить обычным штангенциркулем.
- Если использовать для зенкования цилидрическую зенковку, у которой размер цапфы превышает размер отверстия, которое нужно обработать, нужно сделать следующее. Вначале сверлится отверстие, которое по размеру совпадает с цапфой. Затем оно зенкуется, а после всего этого производится рассверливание до нужного размера.
Классификация зенкеров и зенковок
К основным назначениям зенкера относятся:
- подготовка поверхности отверстий перед нарезанием резьбы;
- калибровка отверстий для последующего использования шпилек, болтов или других крепёжных изделий.
Конструкция зенкера по металлу
Операция зенкерования позволяет повысить качество поверхности отверстий до 11, в некоторых случаях до 9 квалитета. Такой уровень точности обработки соответствует шероховатости в 2,5 микрометров. В этом случае устраняются все дефекты, присущие предыдущим операциям: штамповке, литью, сверлению.
Все зенкеры и зенковки делают из быстрорежущей стали. Обычно для них используют легированную сталь (40Х) или углеродистую (Ст45). Чтобы добиться высокого уровня сглаживания и выравнивания (очищения) поверхности отверстия зенкеры имеют несколько режущих кромок.

Зенковка
Классифицируют зенкеры по следующим параметрам:
- точности обработки;
- типу конструкции;
- форме и количеству режущих кромок;
- марке стали, из которой изготовлен инструмент.
По точности обработки все зенкеры подразделяются на две категории:
- зенкер по металлу №1 (используется для подготовительной обработки отверстий перед операцией, так называемого развёртывания);
- зенкер по металлу №2 (применяется для конечной обработки, позволяет получить квалитет точности 11).
По типу конструкции они подразделяются:
- цельные, с коническим хвостовиком;
- цельные насадные;
- цельные хвостовые;
- с пластинами из твёрдого сплава (тип 1);
- насадные с пластинами из твёрдого сплава (тип 2);
- сборные хвостовые с вставленными ножами;
- насадными сборными.
По длине и диаметру зенкер представляет собой аналог спирального сверла. Его рабочая часть состоит из двух составляющих: режущей части и калибрующей. Длина первой части (режущей) зависит от необходимой глубины зенкерования. Вторая часть (калибрующая) представляет собой направляющие вдоль режущей кромки. Их ширина зависит от диаметра обрабатываемого отверстия, то есть от диаметра зенкера и колеблется в интервале от 0,8 до 2,5 миллиметра. Её высота у стандартного зенкера не превышает 0,9 миллиметра.

Конические зенкеры по металлу
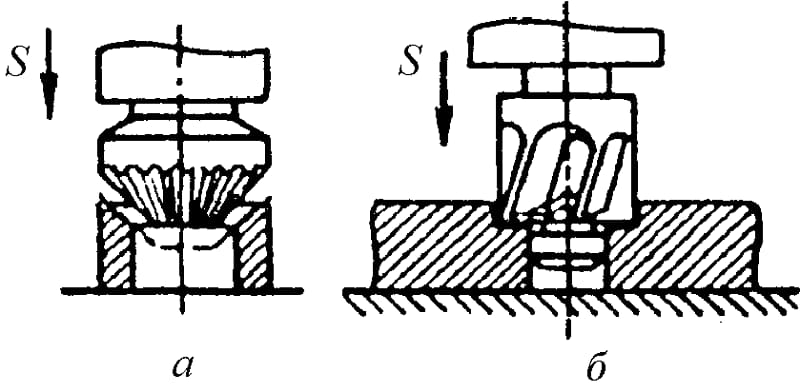
Отдельным элементом обработки является зенкование. Их сходство в названии приводит к определённой путанице в понимании сущности этих совершенно различных операций. В процессе зенкерования обрабатывается поверхность подготовленного отверстия на всю его глубину. Зенковка по металлу предполагает обработку только верхней части отверстия. Таким образом, формируются углубления под потайные головки метизов (винтов, болтов, шпилек, заклёпок). Конструктивно зенковка отличается от зенкера формой рабочей части. Она имеет режущие зубья на торце вместе с направляющими цапфами. По форме самой режущей части зенковки изготавливаются трёх видов: конические, цилиндрические и торцовые (ещё их называют цековки).
Виды зенкеров и зенковок:
- Цилиндрические, с диаметром от 10 до 20 мм. Лезвия с напылением из износостойких материалов ГОСТ 12489-71.
- Неделимые конические от 10 до 40 мм. Из легированной стали.
- Целые в виде насадок с поперечником от 32 до 80 мм.
- Конические со специальными пластинами из твердого сплава железа.
- Конические с угловым коэффициентом конуса 60, 90, 120 градусов. Для нанесения фасок под крепёж.
- Округлённая зенковка (цилиндрическая)
Как зенкеровать металл правильно
Если мастер-любитель может взять для зенкерования сверло и дрель, то в условиях промышленности для этого могут использовать следующее станки:
- сверлильные;
- токарные;
- расточные;
- фрезерные;
- агрегатные.
Процесс зенкерования проходит в строгом соответствии с технологией, общие моменты в которой можно описать в виде следующих рекомендаций:
- В литых деталях с неравномерным запасом на последующую металлообработку необходимо расточить отверстие на глубину 5–10 мм для правильного направления движения режущего инструмента.
- Для операции зенкерования отверстий оставляется припуск 1–3 мм в зависимости от итогового диаметра.
- Зенкерование стальных изделий не обходится без охлаждения специальными масляными растворами. При работе с чугуном, а также цветметом оно не является обязательным.
- Оптимальный вариант зенкера и режим работы подбирают с учётом необходимого диаметра отверстия, точности обработки, её глубины, металла детали и опций производственного станка.
- Крепление режущего инструмента должно стыковаться с тем слотом, что есть на рабочей станции.
- В случае, когда предполагается чистовая обработка развёрткой, то при зенкеровании часть припуска, от 0,15 до 0,3 мм оставляют для дальнейшей работы.
- Для обработки изделий из закалённых и легированных сталей используют зенкеры с твердосплавными вставками диаметром 14-50 мм и 3-4 зубчиками.
- При обработке цветных металлов и сплавов железа с высоким содержанием углерода в дело идут перовые зенкеры.
- Инструментом из быстрорежущей стали обрабатывают изделия из обычной конструкционной стали. При отверстиях более 40 мм оснастку дополняют насадками с диаметром 32–80 мм.
Несоответствие процесса установленной технологии часто выступает причиной брака. При большом износе инструмента получившееся отверстие будет меньше, чем по проекту. Когда мастер завысил подачу, или на зубья зенкера налипли отходы, чистота обработки может не удовлетворять качеству. Другие дефекты: часть поверхности не обработана, полученный диаметр больше требуемого, являются следствием неправильного выбора зенкера или его неправильной установки.
Зенкер торцовый сделает отверстие точным
Цекование выполняется на станках с минимальным рабочим ходом. Цекование осуществляется в режимах, сходных с зенкерованием на сверлильных, токарных, расточных и других станках. В некоторых случаях допустимо применение комбинированных инструментов, позволяющих одновременно выполнять несколько операций – сверление, зенкерование, зенкование, цекование и т. д. Все эти операции являются частями сверлильного процесса, выполняемого на специальном оборудовании.
После сверления в отверстии образуются незначительные дефекты, которые можно устранить при помощи зенковки, а также цекованием или расточкой. Цекование является заключительным процессом в обработке отверстий. С помощью этой операции отверстию придается необходимая геометрическая форма, а с его поверхности устраняются деформации, шероховатости, которые остаются после сверления.
Для цекования применяются торцевые зенкеры, имеющие зубья на торце. В ходе цекования создаются углубления под шляпки метизов, обеспечивающие в дальнейшем их надежную фиксацию. В зависимости от вида используемого инструмента, создаются конусные и цилиндрические углубления.
Параметры режима резания при цековании:
- Скорость резания. Параметр определяется исходя из диаметра металлорежущего инструмента и частоты его вращения. При определении необходимой скорости резания обязательно должны учитываться поправочные коэффициенты. На основе расчетных данных вычисляется частота вращения шпинделя.
- Подача. Это значение равно расстоянию в миллиметрах, на которое за один полный оборот переместится режущая часть инструмента по отношению к оси заготовки. Рассчитывается по табличным данным, исходя из обрабатываемого материала, паспортных данных и технических параметров станка.
- Глубина резания. Параметр рассчитывается как половина диаметра режущего инструмента минус диаметр предварительного отверстия. Для сравнения – при сверлении глубина резания определяется равной половине диаметра сверла.
- Мощность резания (эффективная и потребная). При определении потребной и эффективной мощности резания рассчитывается коэффициент рациональности выбранных режимов резания. Расчет коэффициента осуществляется по формуле – потребная мощность, деленная на мощность двигателя станка. Наиболее рациональными показателями является К = 0,85–0,9. Если расчетные показатели будут отличаться от рациональных, определение режимов резания нужно повторить.
Такой расчет параметров применяется для определения режимов работы с цековками по ГОСТ 26258-87.
Несмотря на то, что цековки являются видом режущего инструмента, применяемого на промышленном оборудовании (на сверлильных, токарных, расточных и других станках), они могут использоваться и домашними мастерами. При применении торцевых зенкеров домашним мастером необходимо придерживаться тех же правил, а также обязательно рассчитывать те же параметры, что и в производственных условиях.
Конструкция конусного зенкера
Это приспособление предназначается для пропуска конусовидных проемов небольшой глубины. Главной особенностью в конструкции элемента считается присутствие зубьев прямого типа и абсолютно плоского внешнего основания. Численность элементов реза, в соответствии с калибровкой, может варьироваться в значении 6 – 12 единиц.
Зенкерование отверстий считается ручной процедурой, осуществляемой через токарный агрегат, на котором крепится зенкер. Возделываемая деталь зажимается в патронаже агрегата, проверяется верное ее расположение в углублении. Осевые центры электрошпинделя и заднего узла станка должны находиться на одном уровне. Это дает снизить риск вылета технически подвижной гильзе (пиноль). В отделываемое отверстие наконечник инструментария дается вручную.
Чтобы получить после операции зенкерования проем нужного поперечника, при сверлении производится припуск 2-3 мм. Точные значения припуска зависят от калибровки углубления в возделываемой заготовке. Труднее реализовать процесс зенкеровки выкованных и плотных изделий. Чтобы упростить себе задачу следует заблаговременно расточить раззенкованное отверстие на 5-9 мм.
Зенкеровка может выполняться в порядке резания. В этой ситуации подача инструментария увеличивается вдвое, чем при сверловке, а скорость хода остается прежней. Углубление резания зенкером закладывается примерно в 50 процентов припуска на поперечник. Раззенковка отверстий инструментом, реализовывается с применением охлаждающих материалов. Механизм из твердых сплавов не требует внесения вспомогательного хладоносителя.
Зенкер при обрабатывании проемов гарантирует высокую точность, но избежать брака совсем нельзя. Самыми распространенными пороками обработки считаются:
Увеличенный поперечник проема. Главная причина возникновения подобного изъяна считается применение приспособления с неверной заточкой.
Уменьшенный поперечник углубления. Случается, что для работы был выбран ошибочный инструментарий либо применялся испорченный зенкер.
Вызывающая чистота. Этот изъян может быть вызван рядом причин








Обычно, уменьшение чистоты кроется в неважной заточке приспособления. На практике также причиной порока может служить чрезмерная вязкость материала изделия
Поэтому элемент налипает на ленты инструмента. Повреждение также вызывается погрешностью токаря, сделавшего неверную подачу и ускорение реза.
Частичная обработка проема. Эта причина обычно возникает в результате неверной фиксации детали либо неправильным припуском под зенкеровку, сохраненным после сверления.
Сферы применения
К сферам применения зенковок относится использование на таких станках, как: — токарные; — сверлильные; — фрезерные; — расточные; — токарно-револьверные; — агрегатные. По уровню чистоты процедуру зенкования, как процесс технологического типа, квалифицируют как получистовую обработку. Ее, как правило, применяют перед тем, как развернуть отверстия в заготовочных элементах, изготовленных из различных материалов. Проведение подобной технологической операции обязательно выполняется на малых оборотах станка. Применяются некоторые разновидности зенковок также для обработки и снятия фасок в отверстиях, которые располагаются в труднодоступных местах – это инструменты обратного типа.
Некоторые требования, которым должен соответствовать этот инструмент
Выбранный зенкер (согласно ГОСТ или по справочникам, или и тому, и другому) должен соответствовать следующим техническим условиям применения:
– В изделиях, выполненных из конструкционной стали, расточку отверстий, диаметр которых до 8 сантиметров, проводят оснасткой из быстрорежущей стали. Ее диаметр должен достигать 32-80 мм. На оснастке должны быть надсадные головки.
– Если изделие изготовлено из цветных металлов или чугуна, для расточки глухих отверстий используется перовой инструмент.
– Если изделие было изготовлено из закаленной стали, которую было трудно обрабатывать, нужно использовать для растяжки отверстий в этой детали инструмент с твердосплавными пластинами, их диаметр около 14 мм-5 см. И у инструмента должны быть 3-4 зуба.
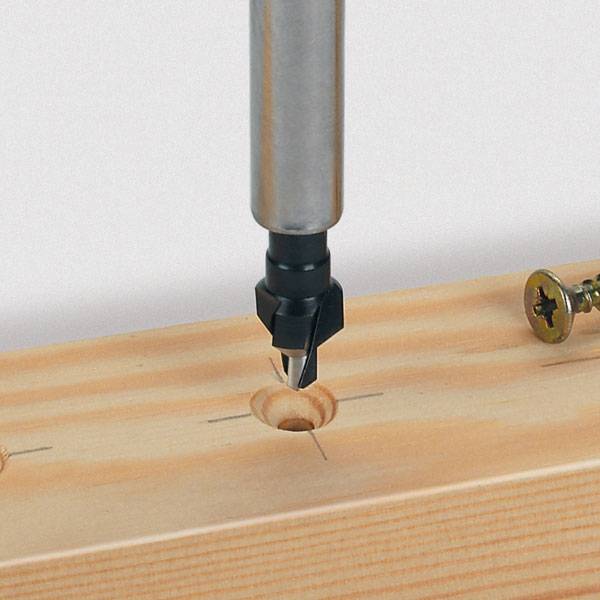
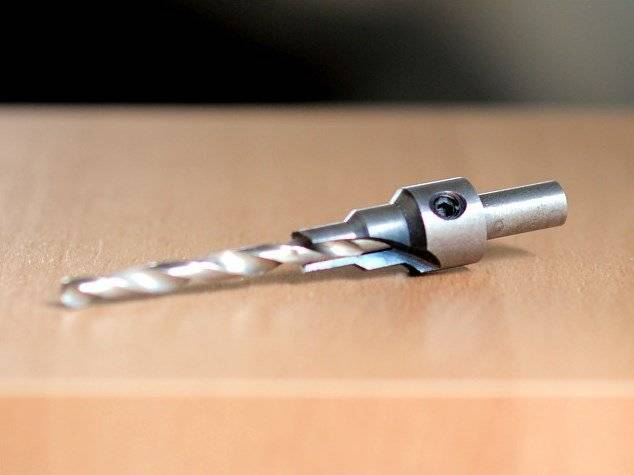
Зенкер-фреза со сверлом под шурупы с победитовыми лезвиями
Зенкер с победитовыми напайками и центральным сверлом. Имеет регулировку глубины сверла.
Используется для работы по всем типам древесины и ЛДСП.
При помощи зенковок получают углубления (потай) необходимой формы и глубины, расположенные вокруг отверстий. Победитовые напайки в десятки раз продлевают срок службы зенкера.
Идеально подходит для шурупов (саморезов) 3х16 / 3,5х16 / 3,5×20 / 3,5×25 / 3,5×30 / 4×16 и.т.д. Диаметры сверла 2,5 / 3 / 3,5 мм являются одними из самых основных для мебельщиков. Шестигранный хвостовик позволяет надежно фиксировать зенкер в патроне шуруповерта или дрели, а 10 мм диаметр головки подходит для большинства размеров шурупов и болтов. В мебельном производстве их часто используют для: углублений при стягивании коробов, креплении задней стенки ХДФ на саморезах, утапливании болтов под мебельные ручки, утапливании шурупов при фиксации столешниц к коробам.
| d сверла, мм | D, мм |
| 2,5 | 10 |
| 3,0 | 10 |
| 3,5 | 10 |
Упаковка: пластиковый бокс
Производитель: Китай
Информация: Нас часто спрашивают — «Чем отличается фреза от сверла?»
Сверло полностью состоит из быстрорежущей стали (как правило HSS или Р6М5), а фреза имеет твердосплавные победитовые напайки, либо полностью состоит из инструментальной высокоуглеродистой стали.
На какие нюансы следует обратить внимание при выборе
Если вам необходимо приобрести сверло, то стоит учесть целый ряд факторов:
| Толщина обрабатываемого материала | Многие приспособления рассчитаны для определенной глубины обработки, поэтому вы должны знать характеристики материала, который требуется сверлить. Иногда может потребоваться дополнительное приобретение удлинителя для проведения работ |
| Диаметр отверстий | Этот также очень важный показатель, так как приспособления могут значительно отличаться в зависимости от размера. Иногда необходимы разные варианты |
| Тип хвостовика | Нужно знать, каким инструментом будут проводиться работы, так как в разных приспособлениях может отличаться крепление |
| Покрытие изделий | Современные производители могут производить обработку изделий различными способами – от закаливания и обработки паром до нанесения нитрида титана и многого другого |
Качество компании Bosch хорошо известно покупателям и специалистам
Применяемое оборудование и инструменты
Как уже понятно из сказанного выше, основным инструментом для зенкерования является зенкер. На примере цельного хвостового режущего элемента можно выделить основные его части:
- Рабочая область, куда входит режущая и калибрующая части – именно они обеспечивают снятие металла в канале и его выравнивание.
- Хвостовик – элемент, за счет которого инструмент закрепляют в патроне токарного или сверлильного оборудования.
- Шейка – промежуточный элемент между рабочей областью и хвостовиком, и основная задача ее в предохранении оборудования от повреждения, если зенкер заклинит в отверстии. В этом случае инструмент лопнет в области шейки.
Бывают следующие виды зенкеров: цельнометаллические с хвостовиком конической формы, зенкеры с хвостовиком и напаянными на режущей кромке твердосплавными пластинами, насадной инструмент с резцами из твердого сплава, насадной инструмент со вставными ножами. Основное оборудование для зенкерования – это токарный или сверлильный станок.