ГОСТ 14953-80 С. 13
| Тип 4 |
| Черт. 4 |
мм
| Таблица 4 | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
1 Зенкер – назначение и виды инструмента
Зенкером называют многолезвенный (многозубый) режущий инструмент, который применяют для обработки отверстий круглого сечения, предварительно выполненных в заготовках или деталях из различных материалов. Обработка состоит в улучшении качества поверхности отверстия или увеличении его диаметра методом резания, а сам процесс называют зенкерование. Процесс резания подобен сверлению – оснастка для зенкерования вращается вокруг своей оси и одновременно поступательно движется вдоль оси.
Изначально данный инструмент был разработан для металлообрабатывающей промышленности, как средство механической обработки отверстий, полученных сверлением, долблением, штамповкой или в процессе отливки заготовок. В настоящее время эта оснастка по-прежнему, в основном, используется при металлообработке. Зенкер по металлу применяют для промежуточной или окончательной обработки. Соответственно, существующий инструмент делят на:
- №1 – для последующего развертывания (обработки отверстия разверткой), с припуском;
- №2 – с квалитетом Н11 (допуск 4–5 класса точности).
Во время расточки происходит увеличение диаметра и повышение чистоты, точности поверхности отверстия. Основные назначения зенкерования:
- сглаживание, очистка поверхности отверстий перед развертыванием или нарезанием резьбы;
- калибрование отверстий под шпильки, болты и другой крепеж.
Инструмент для зенкерования также используют для обработки торцевых поверхностей и для придания отверстиям необходимого профиля (расширяют на требуемую глубину – под головки болтов, например).
По способу крепления в станок инструмент делят на виды:
- хвостовой с конусом Морзе или метрическим конусом (конструкции хвостовика для соответствующего крепления в станок);
- насадной.
По конструкции различают:
- цельные;
- сборные;
- сварные;
- с твердосплавными пластинами.

Первые напоминают внешним видом сверло, за что их даже называют сверло-зенкер. Они состоят из таких же элементов, но оснащены большим числом спиральных канавок и режущих кромок (количество зубьев 3–6). Режущая часть выпускаемого инструмента может быть из быстрорежущей стали Р18, Р9 или с твердосплавными пластинками (ВК4, ВК6, ВК8 для работ с чугуном, Т15К6 – со сталью). Оснастка с твердосплавными пластинами более производительна (скорость резания более высокая), чем из быстрорежущих сталей.
Правила проведения зенкерной обработки
Зенкерование считается завершальной операцией металлообработки. Её делают на следующих станках:
- всех разновидностях сверлильных станков;
- токарных станках;
- расточных станках;
- фрезеровочных станках (как горизонтальных, так и вертикальных);
- на автоматизированных линиях, в их состав входит агрегатные станки;
- станках с ЧПУ.

Для получения отличного качества поверхности которая обрабатывается, имеет смысл исполнять такие правила зенкерования металла:
- Определить требуемый класс точности будущей поверхности.
- Произвести выбор нужного инструмента (в зависимости от материала детали).
- Выбор инструмента по показателям отверстия которое обрабатывается (длины, диаметра, особенностей технологии).
- Крепежную систему зенкера по металлу в используемом станке.
Этот выбор выполняется на основании существующих ГОСТ. Для выполнения технологии обработки стоит использовать эмульсионные охлаждающие составы. Достаточно часто операцию зенкерования делают перед конечной операцией – развёртыванием. Для этого применяется особенный инструмент, который именуется развёртками. В данном случае следует подбирать диаметр зенкера меньше и иметь в виду возможные припуски на дальнейшую чистовую обработку


Это важно ещё и благодаря тому, что возможные отклонения у зенкера больше, чем у развёртки. Высокие точности обработки просят иметь в виду такой фактор, как изнашивание режущих кромок инструмента, что также проявляется на точности и качестве обработки
После зенкерования всегда появляются следующие отрицательные факторы:
- Появляется увеличенный или уменьшенный поперечник. Это может быть вызвано неверной заточкой самого инструмента, не точно выбранной скоростью обработки.
- Не вся, другими словами неполная обработка отверстия. Подобное явление появляется при неверной фиксации детали или неверном выборе нужного припуска на зенкеровку.
Если взять во внимание данные недостатки всегда можно получить отверстие высокого квалитета. Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter
Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Так же зенкер выбирается в зависимости от задач по обработке детали
– Конические. Детали для обработки конических поверхностей на стальных заготовках (под различные датчики, клапаны, и т.д.) и для работы с прочими типами стальных материалов.
– Торцевые. Применяются для того, чтобы торцевые плоскости детали были защищены.
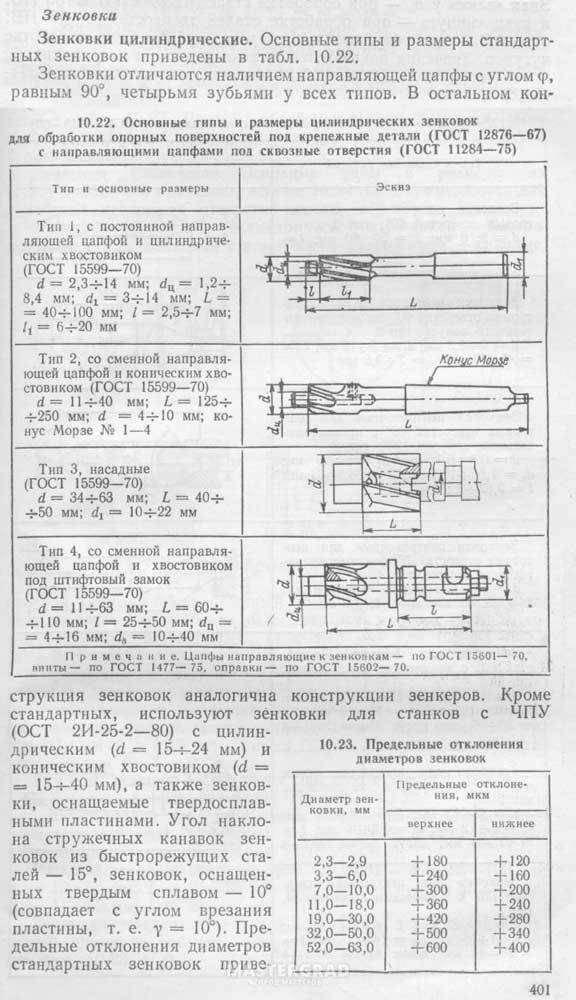
– Цилиндрические. Детали изготавливаются по специальным нормам ГОСТ. Зенкеры этого вида предназначаются для обработки поверхностей разного рода цилиндрического вида и формы. Они различны между собой по углу наклона, диаметру, и покрытию, которое моет быть выполнено из разных поверхностей, но общее в них одно – они выполнены из износостойкого материала.
Особенности зенкерования
 Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Эта процедура похожа на сверление, ведь она тоже производится с уже сделанным отверстием. Разница лишь в том, что зенкерование характеризуется высочайшей точностью. При этом устраняются различного рода недостатки и дефекты, появляющиеся при сверлении, отливке или штамповке. Кроме того, происходит улучшение таких показателей, как точность и чистота поверхности, а также получается высокий уровень соосности.
Нередко бывает так, что при создании отверстия с помощью сверла происходит отклонение от центральной точки. Это обуславливается недостаточной жесткостью режущего инструмента. Зенкер характеризуется большей жесткостью, чем обыкновенное сверло, так как у него больше зубчиков.
Более высокоточной операцией считается развертывание, которое представляет собой уже чистовой процесс обработки.
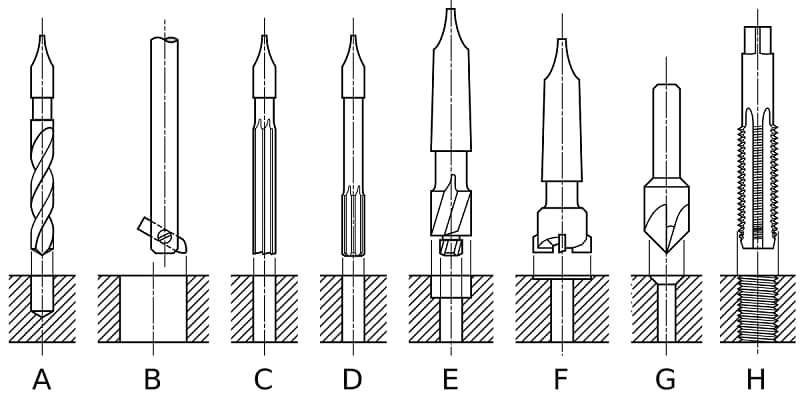
Зенкерование часто путают с зенкованием, для которого предусмотрено совершенно другое приспособление — зенковка. Этот инструмент обладает иной конструкцией и предназначен для других технологических операций.
Зенковка используется для устранения фаски с отверстий, а также при создании конических углублений. Существуют и цилиндрические зенковки, но эти приспособления называются цековками.
https://youtube.com/watch?v=f_A28_RQTSM
2 Отличия зенкерования и смежных операций
Зенкерование подобно операции рассверливания – производится с уже готовым отверстием. Но получаемый результат более точный – в процессе работы исправляются погрешности после штамповки, сверления или литья. Выравнивается соосность, улучшается точность и чистота поверхности отверстия.
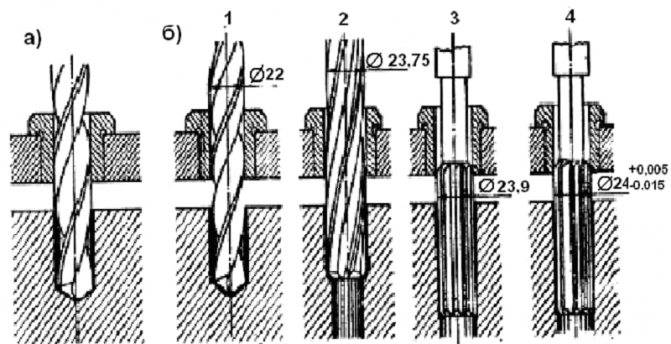
Сверло, особенно при прохождении глубоких отверстий, может отклониться от центра из-за низкой жесткости. Инструмент для зенкерования обладает более высокой жесткостью за счет большего числа зубьев (режущих кромок), что обеспечивает лучшее направление и точность, а меньшая глубина резки обеспечивает высокую чистоту. Сверлением получают 11–12 квалитеты отверстия, шероховатость поверхности которого Rz 20 мкм. Для зенкерования эти показатели – 9–11 квалитеты и Ra 2,5 мкм соответственно.
Развертывание, производимое после сверления и зенкерования, еще более точная операция (6–9-й квалитеты, Ra 1,25–0,25 мкм) – это вид чистовой обработки резанием. Используемый инструмент – развертка. Зенкерование отличается от развертывания тем, что является получистовой операцией. Часто зенкерование путают с зенкованием и ошибочно называют зенкером другую оснастку для обработки отверстий резанием – зенковку.
Зенкер по металлу: особенности и технология зенкерования – Токарь Мастер

Среди металлообрабатывающего инструментария, применяемого для создания отверстий, особое значение заслуживает зенковка и зенкер. С их помощью выполняют проемы с заданными характеристиками, например, стабильность важных геометрических параметров, шершавость, сужение цилиндрического отверстия. Рассмотрим, что такое зенкер и зенковка.
Принцип зенкерования металлических изделий
Во время обрабатывания проема, созданного в детали в период его литья, рекомендуется расточить его разом на несколько миллиметров вглубь, чтобы зенкер выбрал верную начальную направленность.
В период осуществления работ при обработке стальных заготовок рекомендуется использовать эмульсионные охлаждающие составы. Процедура зенкерования цветных металлов и чугуна дополнительного внесения хладоносителя не требуется. Очень важным этапом считается верный подбор инструментария для осуществления работ
В связи с этим концентрируют внимание на аспекты:
- Разновидность инструментария выбирается в соответствии с материалами заготовки и характера возделывания. Учитываются факторы расположения отверстия и численность процессов.
- Зенковки и устройство для зенкерования выбираются в зависимости от заданных параметров: величина углубления, диаметр, точность работы.
- Конструкцию металлорежущего инструмента устанавливают, исходя из метода его крепежа на станке.
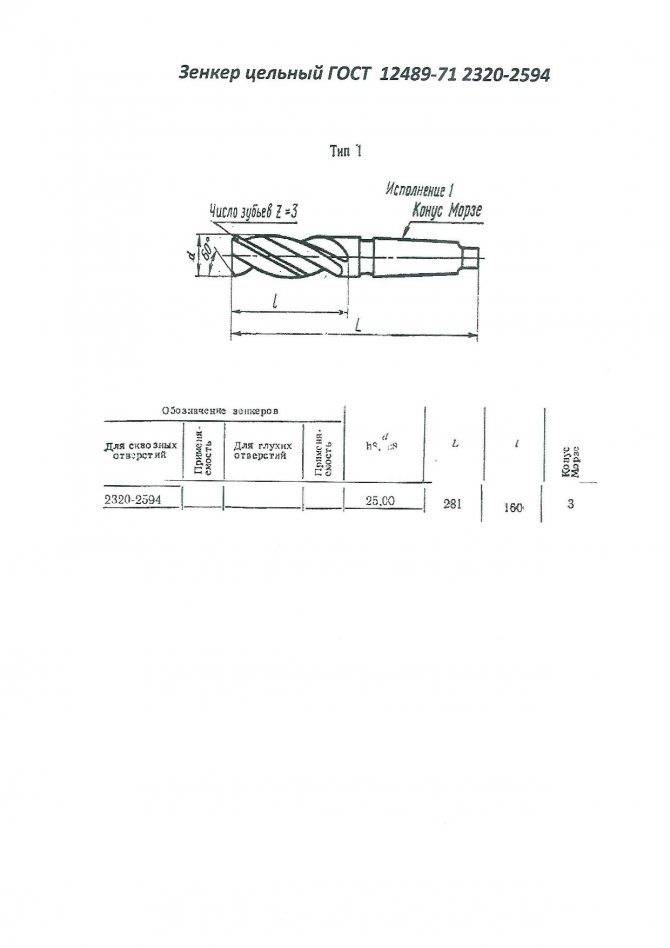
Выбор зенкера производят по справочной литературе или пользуясь нормативным актом стандарта ГОСТ 12489-71:
- Заготовки, созданные из конструкционной стали, с проемами до 40 мм в поперечнике возделываются зенкером, произведенного из быстрорежущего железа, включающий 3-4 зубья и диаметр 10-40 мм. В отверстиях до 80 мм используются насадки диаметром 32-80 мм.
- Для закаленного железа при расточке предусмотрена оснастка с пластинами из твердых сплавов, с поперечником 14-50 мм и 3-4 зубьями.
- Для расточки глухих проемов чугунных изделий и деталей из цветного металла используют перовой зенкер.
Нужным условием при процедуре зенкерования считается соблюдение припусков. Поперечник выбранного инструментария в результате обязан совпасть с окончательным диаметром проема после обрабатывания.
Если после зенкерования предусмотрено выполнение развертывания проема, то поперечник устройства снижают на 0,15-0,3 мм.
Если же намечено растачивание черновым вариантом или сверловка под зенкерование, то следует сохранять припуск на край от 0,5 до 2 мм.
Зенкера по металлу: описание, разновидности и советы по использованию
Довольно часто домашние мастера сталкиваются с необходимостью изготовить металлическую деталь с высококачественными отверстиями. Однако достичь хорошего качества или высокой точности удаётся далеко не всегда. В таких случаях следует воспользоваться специальным инструментом — зенкером по металлу.
Описание и разновидности зенкеров
Зенкер — это многозубый (многолезвийный) инструмент, который используют для расширения или обработки отверстия в металле. Принцип аналогичен методу сверления, но здесь добавляется специальная насадка — зенкер. Поэтому данный процесс именуют зенкерованием — обработкой отверстия в металле с помощью зенкера.
https://youtube.com/watch?v=QhBPJTHTcJE
Внешне зенкера (особенно цельные) напоминают обычное сверло. Главные отличия заключаются в большем количестве зубьев, режущих кромок и спиральных канавок. Использование зенкера по металлу позволяет:
- Расширить диаметр отверстия.
- Сгладить (зачистить) поверхность.
- Достичь максимальной точности отверстия.
- Сделать паз для болтов, шпилек, шурупов или других крепежных элементов.
В современном мире зенкерование в основном применяется в металлообрабатывающей промышленности. В ней по принципу назначения все зенкера по металлу разделяют на 2 большие группы:
- №1. Используется в виде промежуточной обработки с последующим развёртыванием и припуском.
- №2. Окончательная обработка с 4-5 классом точности (квалитет H11).
По типу конструкции различают следующие виды насадок по металлу:
- Цельные;
- Сборные;
- Сварные;
- Имеющие твердосплавные пластины.
Назначение инструмента и разновидности
Зенкер по металлу – это высокоточный многогранный инструмент с заострением на конце. Применяется в технологических процессах при необходимости обеспечения точности в отверстиях, имеющих форму круга. Смысл заключается в увеличении качественной характеристики поверхности.

Этот производственный процесс именуется зенкерованием. Он идентичен обработке сверлением, так как применяемый инструмент с заданными параметрами вращается вокруг своей оси и продвигается в глубину заготовки, все это происходит одновременно.
Зенкер был изначально предназначен для металлообработки, применяемой в машиностроении для получения точности после штамповки, отливки, сверления или долбления. И на сегодняшний день зенкер используют в техпроцессах машиностроительной сферы.
► Его применяют в:
- Промежуточных операциях.
- Чистовых обработках.
► Технологический инструмент подразделяется на :
- для развертывания с обеспечением припуска или обработки разверткой – №1;
- 4 или 5 допуском (11 квалитетом) – № 2.
При расточке отверстия его диаметр увеличивается, и чистота обработки повышается.
► Технические характеристики процесса:
- Очистка обрабатываемой поверхности или сглаживание неровностей.
- Калибровка отверстий под крепежные элементы.
- Обработка торцов поверхностей.
- Придания профиля или расширение на глубину, к примеру, под болтовые головки.
► Различают инструмент также по способам крепежа в станочном оборудовании:
- С конусом Морзе хвостовой или с метрическим конусом (так именуются конструктивные элементы крепления в технологическую оснастку).
- С конструктивным элементом-насадкой.
► По конструкторскому исполнению зенкера, согласно требований ТУ или ГОСТ подразделяются на:
- Цилиндрические. Изготовлены из износоустойчивых металлов, производятся диаметром от 10 до 20 мм.
- Зенкер конический цельный. Изготовление производится из быстрорежущих и легированных металлических материалов, покрытие износоустойчиво. Размеры в диаметре от 10 до 40 мм.
- Инструмент цельный насадной, диаметр в диапазоне от 32 до 80 мм.
- Зенкер конусный исходя из стандартных требований производится типов 1 или 2, и насадной. На таком инструменте имеются пластины из твердых сплавов.
- Соединенные сваркой.
- Оснащенные пластинами из твердых сплавов.
Зенкер можно сделать самостоятельно, если имеются необходимые заготовки, и применять такой инструмент в случаях, если не требуется особой точности при обработке.
Зенкеры
Определение
В соответствии с ГОСТ 25751-83 «Инструменты режущие, термины и определения» зенкер определяется как «осевой режущий инструмент для повышения точности формы отверстия и увеличения его диаметра». Сразу отметим, что данный вид инструмента не предназначен непосредственно для сверления отверстий. Также отметим, что в определении зенкера ничего не говорится об изменении формы отверстия. Это важная деталь, и она будет полезна в дальнейшем.
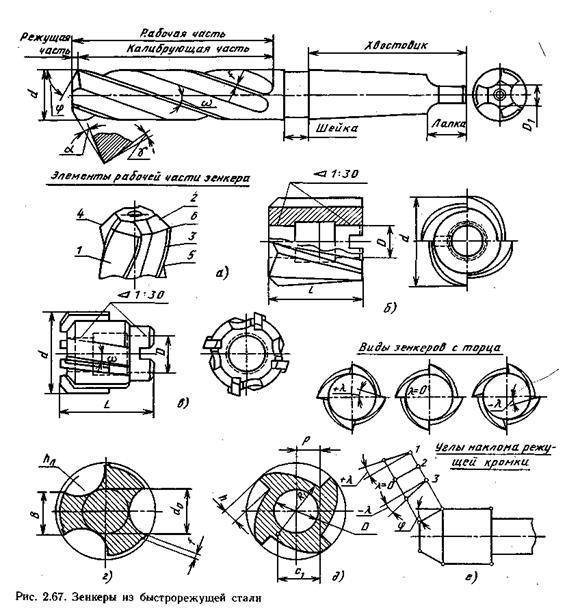
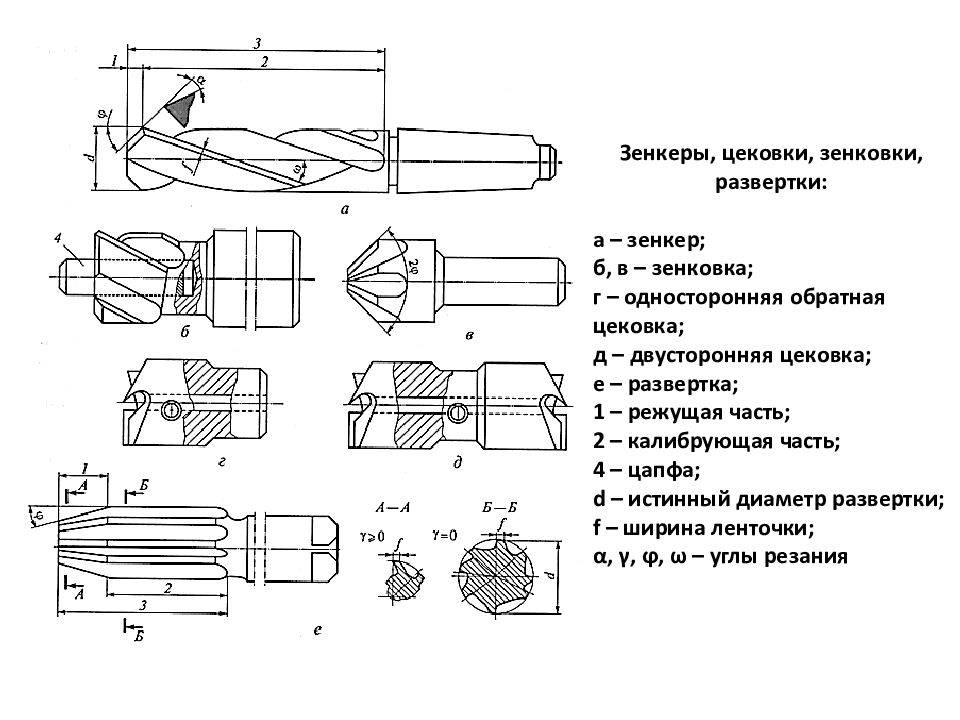
Конструкция зенкера
Для описания конструкции зенкеров удобно разделить их два класса – зенкеры с хвостовиками и насадные зенкеры.
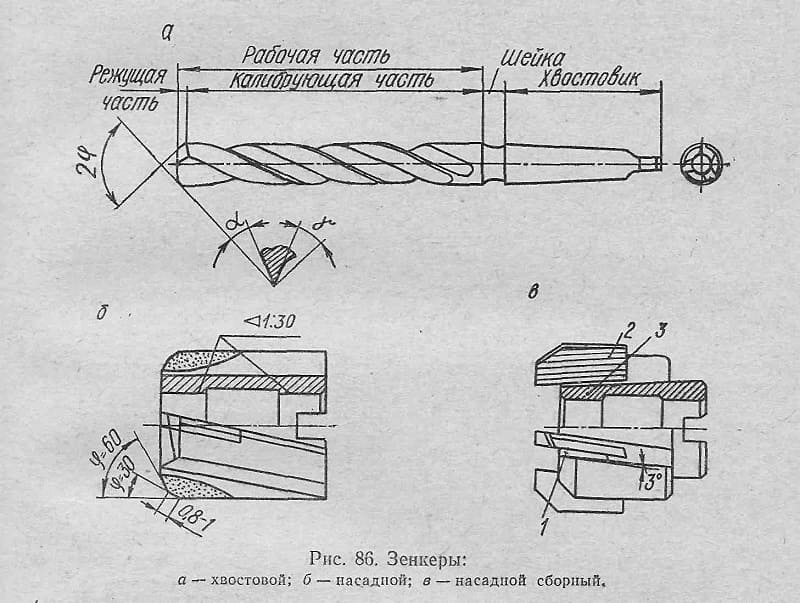
Зенкеры с цилиндрическими и коническими хвостовиками
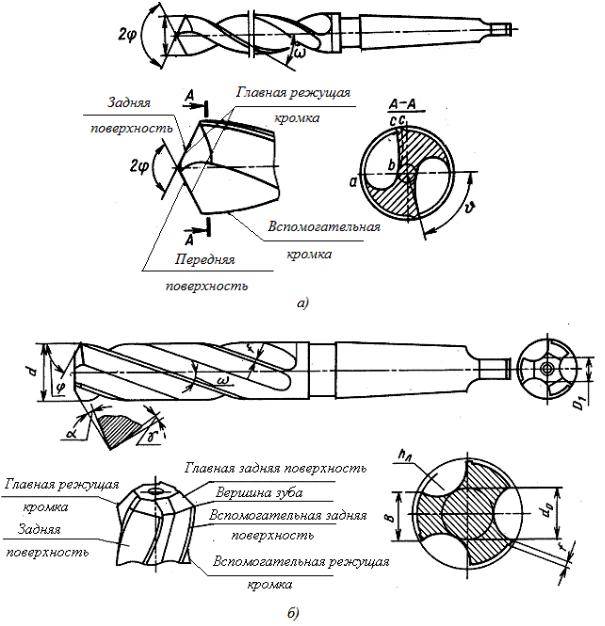
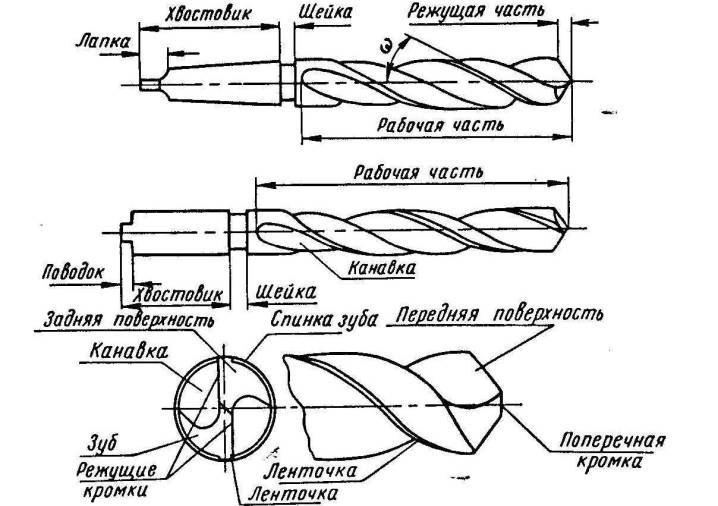
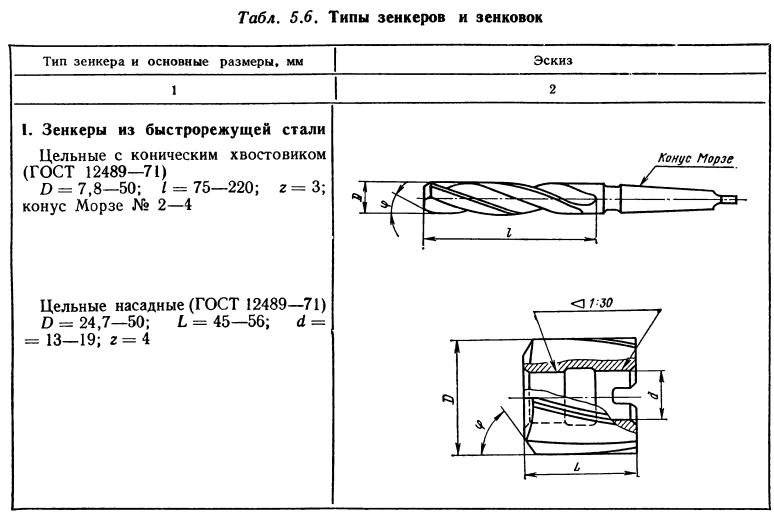
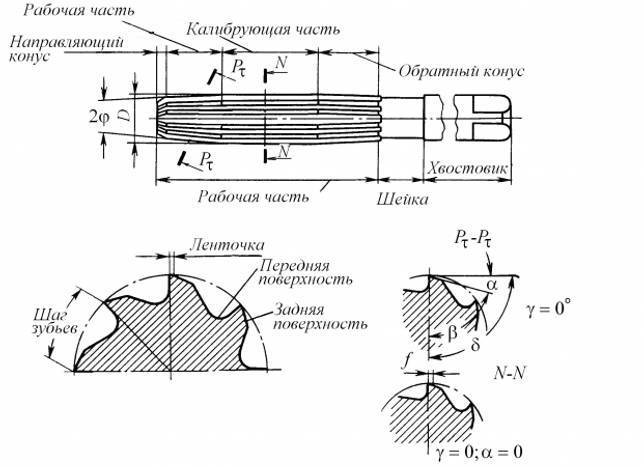
Конструкция таких зенкеров во многом схожа с конструкцией спирального сверла
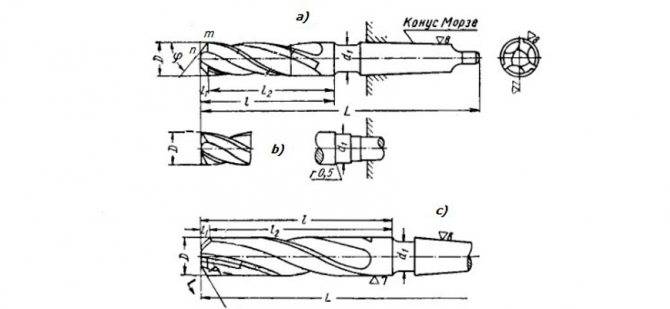
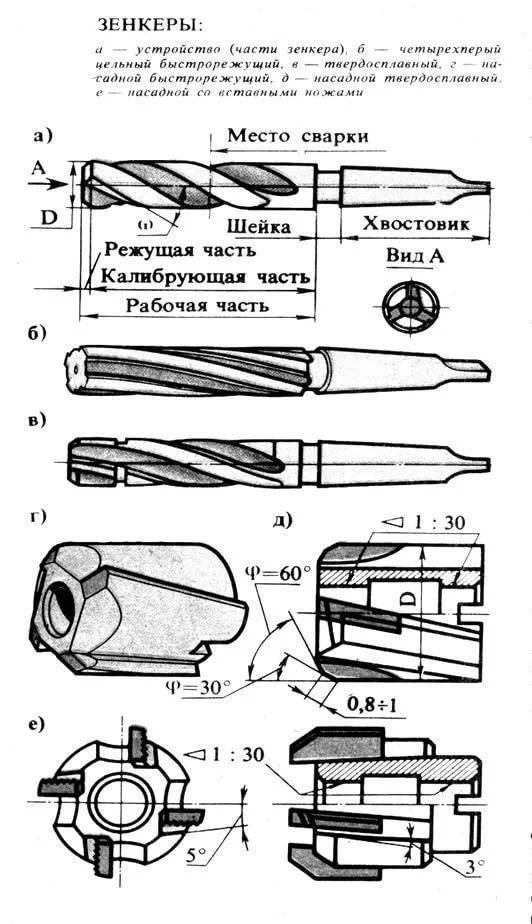
Зенкер цельный с коническим хвостовиком: а) для сквозных отверстий, в) для глухих отверстий, с) с твердосплавными пластинами
Инструмент так же состоит из рабочей части, соединительной части (шейки) и хвостовой части (хвостовика). Отличие от сверла заключается в форме и количестве режущих кромок на рабочей части. В частности, по ГОСТ 12489-77 у зенкеров по три лезвия на торцевой и цилиндрической поверхности.
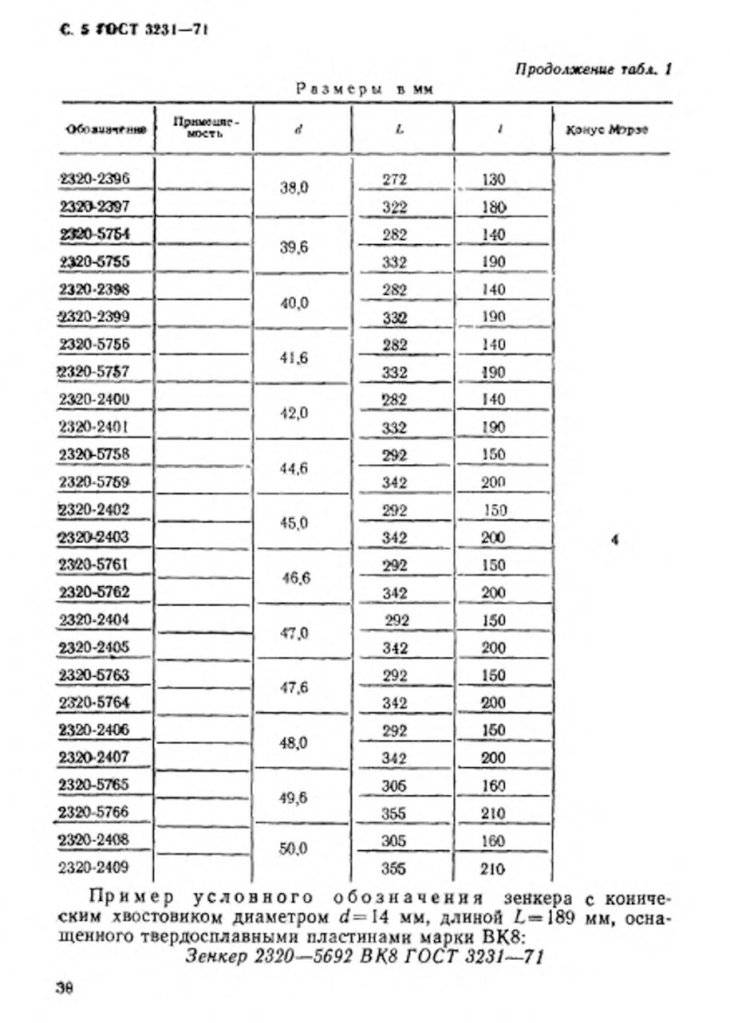
Зенкер с цилиндрическим или коническим хвостовиком может быть цельным ГОСТ 12489-77 (вся рабочая часть из быстрорежущей стали), или с твердосплавными вставками (ГОСТ 3231-71). Кроме того, каждый из типов выпускается в двух вариантах: для глухих и сквозных отверстий (рис.1, в)). У зенкеров для сквозных отверстий угол главного лезвия φ имеет значения 45 или 60 градусов, у зенкеров с твердосплавными пластинами φ=60°, у всех типов зенкеров для глухих отверстий φ=90°.
Насадные зенкеры
Зенкеры насадные не имеют хвостовой части. Вместо хвостовика для крепления на оборудовании в них предусмотрен внутренний конус для оправки. Также конструкция этого типа отличается большим количеством лезвий. В цельных насадных зенкерах по ГОСТ 12489-77 предусмотрено четыре зуба и соответственно четыре спиральных канавки. Дальнейшее разбиение насадных зенкеров на типы идентично классу с хвостовиками.
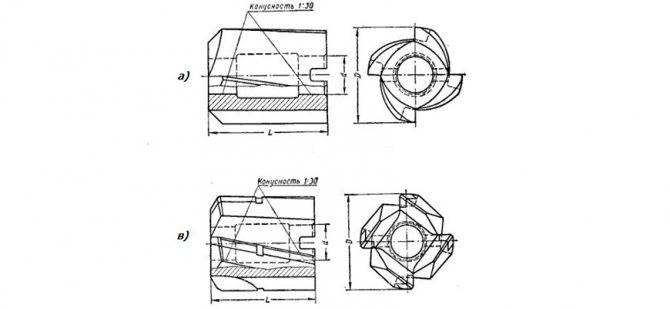
Зенкер насадной: а) цельный, в) с твердосплавными пластинами
Применение зенкеров
Зенкер применяется в технологических операциях зенкерования, направленных на повышение качества отверстий – улучшение чистоты поверхности, получение более точной цилиндрической формы. Соответственно, у зенкера главная часть – это цилиндрический участок рабочей части. С помощью зенкерования отверстия доводят до 4 – 5 класса точности с квалитетом Н11 и чистотой поверхности, соответствующей 5-6 классу. Необходимый результат достигается за счет более высокой жесткости инструмента, а также за счет большего количества лезвий по сравнению со сверлом.
Подчеркнем, что во всех перечисленных ГОСТах описываются зенкеры с рабочей частью исключительно цилиндрической формы. В описаниях конструкций стандартных зенкеров нет формулировок «конический зенкер» и отсутствуют чертежи зенкеров с конической рабочей частью. Т.е. результат применения стандартного зенкера – цилиндрическое отверстие постоянного диаметра.
Преимущества данного устройства
Несмотря на то что зенкер по дереву можно сделать своими руками, он имеет достаточно много достоинств по сравнению с готовым изделием. Основными из них являются:
- Такой инструмент изготавливается дома из подручных материалов.
- Не потребуется вложение дополнительных финансов.
- Его можно корректировать относительно выполняемых работ, то есть, менять угол направленности сверла.
- Также немаловажным является то, что дрель можно использовать и по назначению в случае надобности, поскольку она легко снимается с основной конструкции.
- Кроме этого, можно купить хороший набор со свёрлами, где обычно находится зенкерующая насадка, с помощью которой можно регулировать глубину отверстия при сверлении.
- Еще одним из преимуществ является то, что зенкерные сверла имеют хвостики цилиндрической формы, поэтому они с легкостью могут использоваться в дрелях, а также в шуроповертах.
Видео: как сделать зенкер по дереву?
Эксплуатация и ремонт зенкеров по металлу
Прежде чем приступать к работе, нужно изучить правила техники безопасности. Чтобы обезопасить себя от получения травм, нужно:
- Надевать головной убор, защитные очки, перчатки.
- Если работа будет проводиться на станке, обязательно устанавливать защитный экран из прозрачного пластика.
- Надевать закрытую обувь, одежду с сужеными рукавами, из которых не торчат нитки, лоскуты.
- Очистить рабочее место от посторонних предметов.
- Проверить целостность проводов, подвижных элементов оборудования.
Нельзя работать с вращающимися патронами в перчатках.
Процедура зенкерования похожа на сверление. После запуска двигателя рабочую часть медленно погружают в заранее просверленное отверстие. Обработка проводится медленно.
При зенкеровании необходимо соблюдать припуски
Важно подбирать диаметр выбранного инструмента так, чтобы после обработки он совпал с размером обрабатываемого отверстия
Для починки, заточки лучше обратиться в мастерскую. Самостоятельно починить не получится, для этого нужно профессиональное оборудование, практические навыки.
Особенности зенкования отверстий
Раззенковка отверстий – высокоточная операция, требующая высококачественного инструмента и исправного сверлильного оборудования. Зенковки должны проходить периодическую проверку на соответствие норме по диаметру и углу конусности. Результаты проверки фиксируются в журнале инструментального участка.
Специалисты по металлообработке сформулировали следующие рекомендации по выполнению операции:
- во время работы с твердыми стальными и ли чугунными сплавами следует использовать для охлаждения материала и инструмента специальные эмульсии, например, жидкость СОЖ;
- при подборе инструмента нужно учитывать материал детали, его прочность и твердость;
- перед началом работы следует проверить надежность и точность фиксации инструмента в патроне, отсутствии особых биений шпинделя;
- чтобы зенковать внутреннюю фаску, следует пользоваться специальной оправкой, центрирующей инструмент;
Раззенкованное отверстие следует проверять на соответствие размерам чертежа только поверенным измерительным инструментом.
МЕТОДЫ ИСПЫТАНИЙ
4.1. Испытания зенковок должны проводиться на центровочных, токарных или сверлильных станках с применением патронов и цанг, соответствующих установленным для них нормам точности.
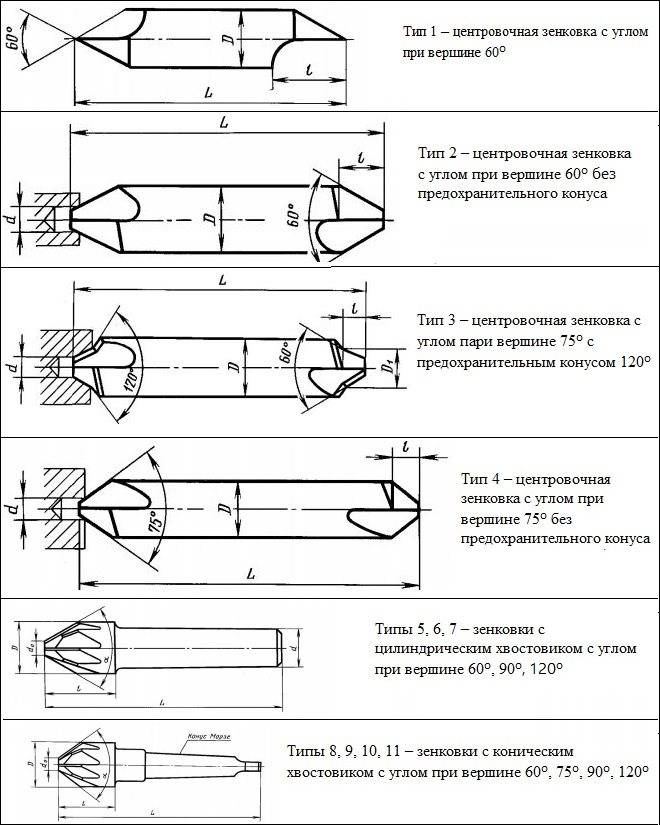
4.2. Зенковки должны испытываться на образцах из стали марок 45 или 50 по ГОСТ 1050, твердостью НВ 179…197 по предварительно просверленным отверстиям, соответствующим ГОСТ 14034 и ГОСТ 12876 для зенковок типов 6 и 10.
4.3. Испытаниям на стойкость подвергаются зенковки диаметром 8 мм для типа 1; 6,3 мм для типов 2-4, 20 мм для типов 5-11. Допускается дополнительно испытывать зенковки других типоразмеров из числа регламентированных стандартом.
4.1-4.3. (Измененная редакция, Изм. N 1).
4.3.1. Испытания следует проводить на режимах, указанных в табл.8.
Таблица 8
| Тип зенковки | Диаметр, мм | Подача, мм/об | Скорость, м/мин | |
| наружный зенковки | центрового отверстия | |||
| 1 | 5,0 | — | 0,05 | 14 |
| 8,0 | 0,08 | 16 | ||
| 2-4 | — | 0,8 | 0,01 | 8 |
| 1,0 | 10 | |||
| 1,25 | ||||
| 1,6 | 0,02 | |||
| 2,0 | 12 | |||
| 2,5 | 0,03 | |||
| 3,15 | ||||
| 2-4 | — | 4,0 | 0,04 | 14 |
| 5,0 | 0,05 | |||
| 6,3 | 0,06 | |||
| 8,0 | 0,08 | 16 | ||
| 5-11 | 8,0 | — | 0,06 | 12 |
| 10,0 | ||||
| 12,5 | 14 | |||
| 16,0 | 0,08 | |||
| 20,0 | 16 | |||
| 25,0 | 0,10 | |||
| 31,5 | ||||
| 40,0 | 18 | |||
| 50,0 | 0,12 | |||
| 63,0 | ||||
| 80,0 | 0,14 |
Примечания:
1. Частота вращения для зенковок типов 1-4 определяется по диаметру обработанного отверстия, а для зенковок типов 5-11 — по наибольшему диаметру раззенкованного отверстия. Для зенковок типов 7 и 11 отверстие должно быть предварительно раззенковано.
2. При испытании зенковок, изготовленных из стали 9ХС, скорость резания принимается равной 0,6 скорости резания зенковок из быстрорежущей стали. (Введен дополнительно, Изм. N 1).
4.4. Приемочные значения среднего и установленного периодов стойкости не должны быть менее указанных в табл.9.
Таблица 9
| Тип зенковки | Наружный диаметр зенковки , мм | Приемочные значения периодов стойкости, мин | |
| средний | установленный | ||
| 1 | 5,0 | 23 | 9 |
| 8,0 | |||
| 2 | 5,0 | 23 | 9 |
| 6,3; 8,0; 10,0 | 34 | 14 | |
| 12,5; 16,0 | 68 | 27 | |
| 3 | 5,0; 6,3 | 23 | 9 |
| 7,1; 8,0; 10,0 | 34 | 14 | |
| 12,5; 14,0; 16,0; 20,0; 25,0 | 68 | 27 | |
| 4 | 6,3 | 23 | 9 |
| 8,0 | 34 | 14 | |
| 5, 8 и 9 | 8,0 | 23 | 9 |
| 10,0 | 28 | 11 | |
| 12,5 | 34 | 14 | |
| 16,0 | 34 | 14 | |
| 20,0 | 57 | 23 | |
| 25,0 | 79 | 32 | |
| 31,5 | 113 | 45 | |
| 40,0 | 147 | 59 | |
| 50,0 | 181 | 72 | |
| 63,0 | 204 | 81 | |
| 80,0 | 204 | 81 | |
| 6, 7, 10 и 11 | 8,0 | 11 | 5 |
| 10,0 | 14 | 5,4 | |
| 12,5 | 17 | 7 | |
| 16,0 | 17 | 7 | |
| 20,0 | 23 | 9 | |
| 25,0 | 34 | 14 | |
| 31,5 | 51 | 20 | |
| 40,0 | 51 | 20 | |
| 50,0 | 68 | 27 | |
| 63,0 | 90 | 36 | |
| 80,0 | 90 | 36 |
4.5. При испытании на работоспособность каждым рабочим концом зенковки должно быть обработано на длину конической части зенковки три отверстия, и для зенковок типов 2-4 — пять отверстий.
4.6. В качестве смазочно-охлаждающей жидкости должен применяться 5%-ный раствор эмульсола в воде с расходом не менее 5 л/мин.
4.7. После испытаний на работоспособность на режущих кромках зенковок не должно быть вмятин и выкрашиваний и они должны быть пригодны для дальнейшей работы.
4.4-4.7. (Измененная редакция, Изм. 1, 2).
4.8. Контроль внешнего вида осуществляется визуально.
4.9. Контроль параметров зенковок осуществляется средствами контроля, погрешность которых не должна быть более: при измерении линейных размеров — значений, указанных в ГОСТ 8.051; при измерении углов — 35% значений допуска на проверяемый угол; при контроле формы и расположения поверхностей — 25% значений допуска на проверяемый параметр.
4.10. Твердость зенковок измеряется по ГОСТ 9013.
4.11. Параметры шероховатости поверхностей зенковок должны проверяться сравнением с образцами шероховатости по ГОСТ 9378 или с образцовыми инструментами, имеющими значения параметров шероховатости поверхностей не более указанных в п.2.8. Сравнение осуществляется визуально с помощью лупы 2-4 по ГОСТ 25706.
4.8-4.11. (Введены дополнительно, Изм. N 1).