Сварные швы: общие определения
Технология сваривания металлов тесно связана с понятием – сварной шов. Таковой формируется в процессе застывания металла, расплавленного дуговой электросваркой.
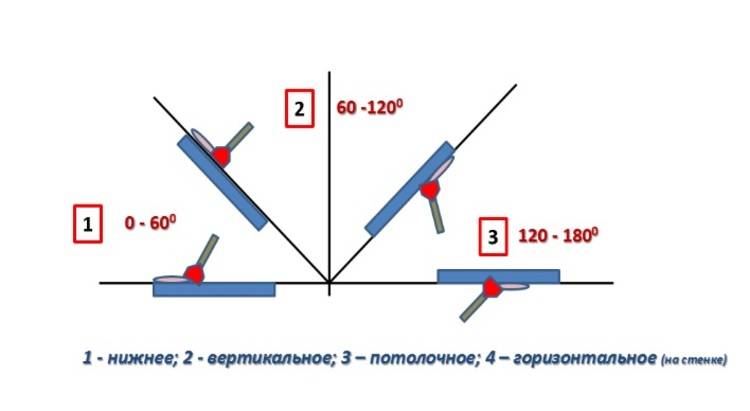
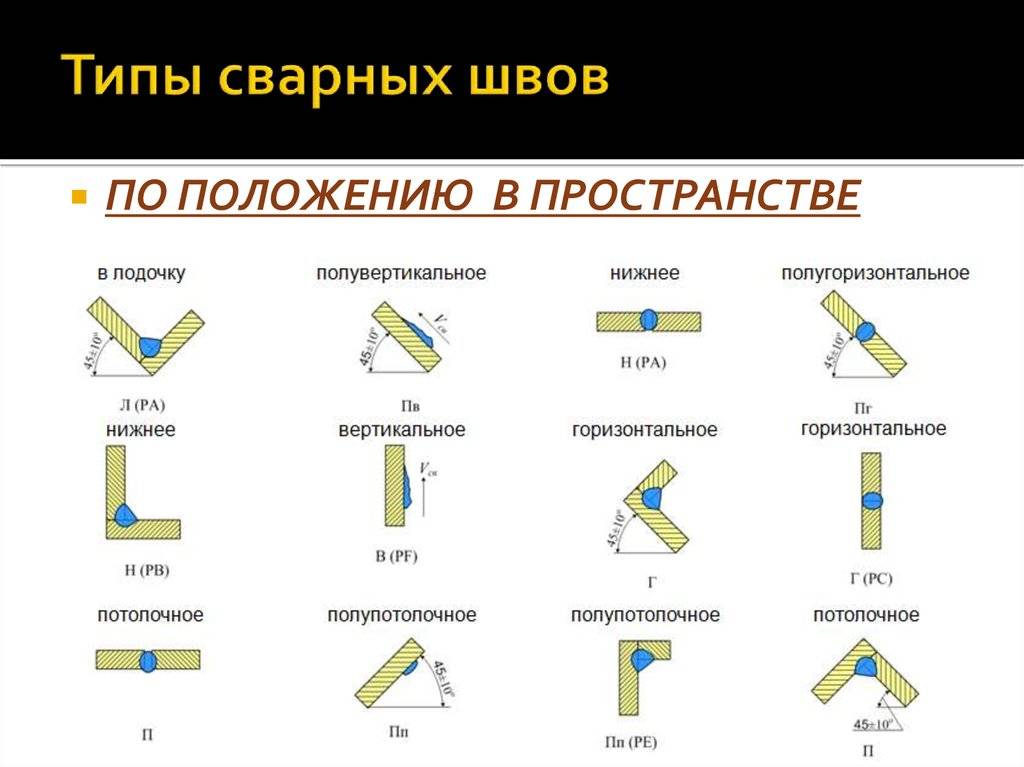
В зависимости от места исполнения сварки шов может располагаться горизонтально или вертикально. Кроме того, пространственное расположение шва может быть нижним, боковым, верхним.
Виды сварных швов: 1 – горизонтальный в нижней плоскости; 2 – горизонтальный в верхней плоскости (потолочный); 3 – горизонтальный в боковой плоскости; 4 – вертикальный в боковой плоскости
Наиболее простой и легкой для исполнения считается укладка сварных швов в плоскости нижнего горизонта. В таких условиях расплавленный металл достаточно легко поддаётся контролю.
Простой сварочный шов, уложенный в нижней горизонтальной плоскости. Это самый легкий тип шва, что встречается в практике сварочной технологии
Оставшиеся варианты расположения швов в пространстве (боковое и верхнее) признаны технологически сложными для исполнения, требующими изучения техники сварки, наработки соответствующего опыта.
Сварной шов получается в результате кристаллизации расплавленного металла. Он относится к наиболее прочным видам соединений, применяемым в сборке металлоконструкций различного назначения и масштаба.
Сварные соединения относятся к разряду неразборных. Они обладают максимальной прочностью, т.к. производятся на молекулярном уровне. Однако в зоне сварки кристаллическая решетка разрушается и структура металла изменяется. По своей форме относительно оси все сварные швы делятся на выпуклые, плоские и вогнутые.
Самый прочный первый вариант, но он требует опыта и аккуратности при выполнении. Вертикальные и горизонтальные сварные швы производят по стыковой технологии. Они различаются по глубине проплавления и толщине. Для статической нагрузки нужны выпуклые сварные швы.
Вогнутые в большинстве случаев считаются браком, плоские используют в конструкциях для динамической нагрузки. В сварке труб и закругленных конструкций используются стыковые швы, технология выполнения которых схожа с выполнением горизонтальных и вертикальных.
По нормативам выпуклость горизонтальных и вертикальных швов не может превышать 1 мм, если толщина соединяемого металла до 26 мм. Если толщина больше 26 мм, то толщина шва может быть 2 мм, а углового 3 мм. На качество создаваемого шва немалое влияние оказывает скорость его выполнения.
Не следует слишком торопиться и слишком медленно “вести” электрод для получения прочного непрерывного сварного шва. Примеры вертикального сварного шва. Сборка металлоконструкций сварным методом. Аккуратный выпуклый сварной шов. Широкий стыковой сварной шов. Прочный выпуклый шов спиралью. Сваривание трубы горизонтальным швом. Угловой выпуклый вариант шва. Сварка швов с различающиеся скоростью.
Применяемые вспомогательные знаки
- — применяется при требовании о выравнивания поверхности стыка;
- — обеспечить сглаженный переход на основную поверхность посредством механической шлифовки подтеков металла и неровностей;
— неразъемное соединение выполняется по разомкнутому контуру;
, — стык выполнен в виде замкнутого сплошного контура;
— сварочную операцию произвести при подгонке детали по месту;
— прерывистое соединение с периодическим типом месторасположения сварочной ванны;
— разрывной стык, шахматное расположение сварной ванны.
Обозначение сварки (выдержки из нормативной документации) по отличающимся способам операций (ручной электродуговой, аргоновой) сведены в таблицу:
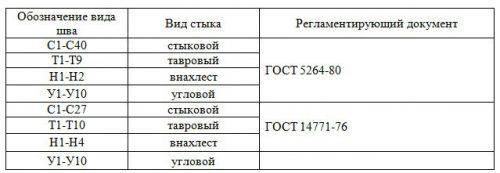
Способы выполнения сварочного шва отражены в ГОСТ:
- А — стыковка посредством автоматики с флюсом при отсутствии подкладки, подушки, без предварительного шва;
- Аф — сварка на автомате с использованием флюса и подущки на его основе;
- ИН — стыковка осуществляется посредством тугоплавкого электрода из вольфрамового сплава в облаке газов без добавления дополнительного материала;
- ИНп — стыковка производится электродом из вольфрама в облаке инертных газов с добавлением добавочного материала;
- ИП — применение расплавляющегося электрода в облаке газов;
- УП — соединение в среде окиси углерода посредством расплавляющегося электрода.
В целом, расшифровывать и читать обозначение сварных швов в документации почти тоже самое, что учиться читать по Азбуке или Букварю. Требуется запомнить регламентирующие документы (ГОСТ) и грамотно расшифровывать обозначения, приведенные на чертежах.
Если вы скажете, что ГОСТ – ваше любимое слово, вам вряд ли кто-нибудь поверит. Но если вы занимаетесь сваркой и претендуете на статус профессионала высокого класса, вам придется это слово если не полюбить, то относиться со всем уважением.
Его нужно не просто уважать, а хорошо разбираться в положенных государственных стандартах, касающихся типологии сварочных способов. Почему? Потому что, если вы работаете с чем-то серьезнее, чем старый тазик на даче, вы обязательно столкнетесь с рабочими чертежами, где будут в огромных количествах значки, буквы и аббревиатуры.
Все верно, без технических спецификаций и стандартных обозначений – никуда. Современные сварочные технологии – это широкий набор самых разных методов со своими требованиями и техническими нюансами. Все они укладываются в несколько стандартов, по которым мы сейчас пройдемся и рассмотрим самым внимательным образом.
Обозначения сварки на чертежах по ГОСТу на первый взгляд выглядят устрашающе. Но если разобраться и запастись оригинальными версиями трех главных ГОСТов по видам и обозначениям сварочных технологий, обозначения станут понятными и информативными, а ваша работа точной и профессиональной.
Визуальный контроль сварных швов
 Самый простой, быстрый и недорогой способ осмотра шва это визуальный осмотр. Контроль качества сварных швов проводят на наличие видимых трещин, сколов или других дефектов. Также внимательно изучают шов. Он по всей длине должен иметь одинаковую ширину и высоту. Недопустимо наличие непроваренных участков, наплывов или складок. Перед осмотром с поверхности шва удаляют окалины, шлак и другие загрязнения.
Самый простой, быстрый и недорогой способ осмотра шва это визуальный осмотр. Контроль качества сварных швов проводят на наличие видимых трещин, сколов или других дефектов. Также внимательно изучают шов. Он по всей длине должен иметь одинаковую ширину и высоту. Недопустимо наличие непроваренных участков, наплывов или складок. Перед осмотром с поверхности шва удаляют окалины, шлак и другие загрязнения.
При обнаружении дефекта проводится работа по его изучению, делаются замеры, которые позволяют определить качество сварного соединения. Если это возможно, дефекты устраняются, а изделие отправляется на дополнительную проверку с использованием других методов контроля. Для более глубокой проверки применяются другие виды контроля сварного шва.
ПРИМЕРЫ УСЛОВНЫХ ОБОЗНАЧЕНИЙ СТАНДАРТНЫХ ШВОВ СВАРНЫХ СОЕДИНЕНИЙ
Характеристика | Форма | Условное | |
с | с | ||
Шов стыкового соединения с криволинейным скосом одной кромки, Усиление снято с обеих сторон. Параметр шероховатости поверхности шва: с лицевой стороны – Rz 20 мкм; с оборотной стороны – Rz 80 мкм | |||
Шов углового соединения без скоса кромок, двусторонний, выполняемый | |||
Шов углового соединения со скосом кромок, выполняемый электрошлаковой Катет шва 22 мм | |||
Шов точечный соединения внахлестку, выполняемый дуговой сваркой в Шаг 100 мм. Расположение точек шахматное. Усиление должно быть снято. | |||
Параметр шероховатости обработанной поверхности Rz | |||
Шов стыкового соединения без скоса кромок, односторонний, на остающейся | |||
Одиночные сварные точки соединения внахлестку, выполняемые дуговой Диаметр электрозаклепки 11 мм. Усиление должно быть снято. Параметр шероховатости обработанной поверхности Rz | |||
Шов таврового соединения без скоса кромок, двусторонний, прерывистый с Катет шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. | |||
Одиночные сварные точки соединения внахлестку, выполняемые контактной | |||
Шов соединения внахлестку прерывистый, выполняемый контактной шовной сваркой. Ширина литой зоны шва 6 мм. Длина провариваемого участка 50 мм. Шаг 100 мм. | |||
Шов соединения внахлестку без скоса кромок, односторонний, выполняемый Шов по незамкнутой линии. Катет шва 5 мм. |
Приложение 1. (Измененная
редакция, Изм. № 1).




Структура шва
Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Протяженность зоны механического сплавления связана с термодиффузионной активностью металлов соединяемых деталей. При интенсивном проникновении одного металла в другой глубина зоны сплавления может достигать 40-50% от объема литой зоны. Состав зоны неоднороден: наряду со структурами основного металла, там могут присутствовать интерметаллидные соединения углерода и азота с легирующими элементами, которые имеются в основном металле. Чаще всего в этой зоне встречаются грубодисперсные карбиды вольфрама, хрома, железа, а также более мелкие по размерам нитриты тех же металлов.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны. Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали. Например, после сварки нержавеющих сталей основной составляющей рассматриваемой зоны является аустенит, для инструментальных сталей — мартенсит и т.д.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
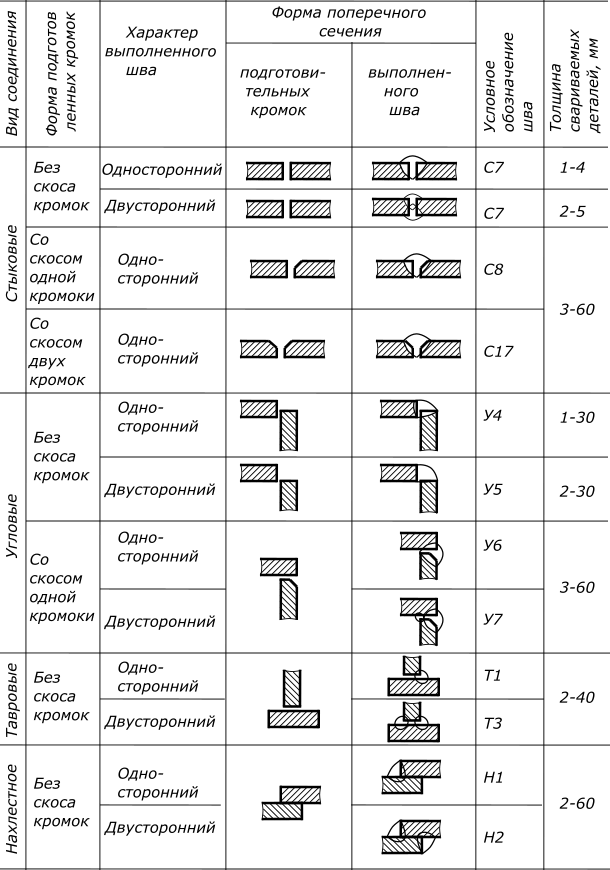
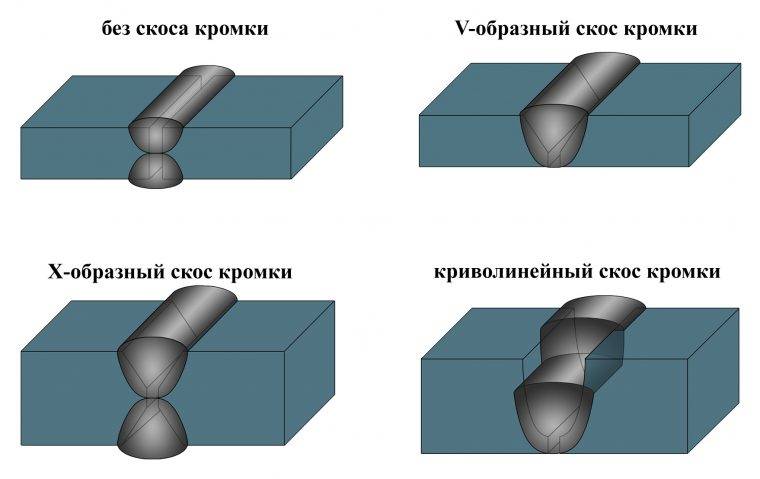
Толщина деталей
Стандарт четко разделяет типы разделки кромок и количество слоев в зависимости от толщины деталей. В основной таблице указано, какой формы должна быть разделка и характер шва.
При производстве сварных соединений по ГОСТ 5264-80 с разной толщиной стенок, не превышающих допустимых размеров 1 – 4 мм, детали свариваются как одинаковой толщины. Допускается расположение стыка под наклоном.
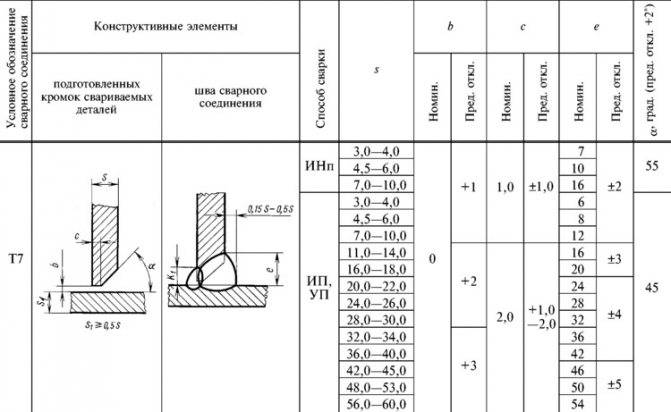
В случае большей разницы толщин соединяемых пластин, большая деталь стачивается под углом в 15⁰, до толщины меньшей детали. Механическая обработка производится при необходимости с двух сторон. Режим сварки выбирают по детали с меньшей толщиной.
В угловых стыках торец привариваемой пластины может не разделываться и сварка производится с 2 сторон по указанной схеме. В этом случае допускается наличие зазора – b. Он увеличивается пропорционально толщине листа и составляет от 1 мм до 4 мм, без зачистки кромок.
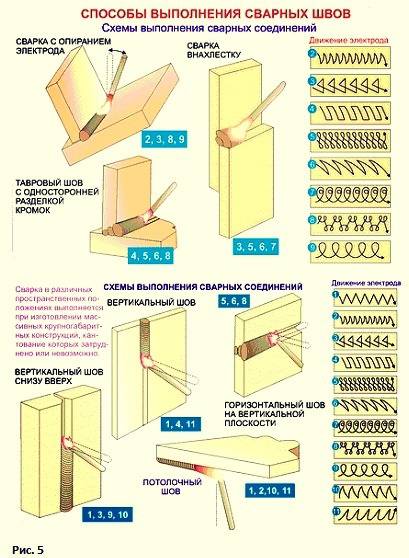
Слои и расположение в пространстве
Шов металла может состоять из валика, сделанного за один проход. В этом случае он называется однослойным. При большой толщине свариваемых деталей выполняют несколько проходов, в результате которых последовательно образуются валики один на другом. Такое сварочное соединение называется многослойным.
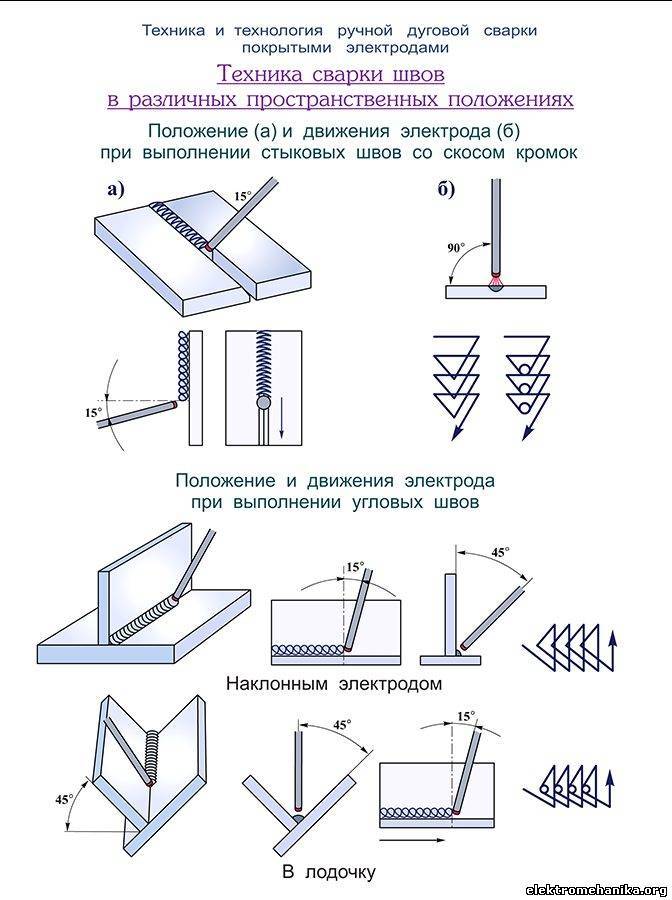
Учитывая многообразие производственных ситуаций, при которых происходит сварка, понятно, что сориентированы швы в каждом конкретном случае по-разному. Бывают швы нижние, верхние (потолочные), вертикальные и горизонтальные.
Вертикальные швы проваривают обычно снизу верх. Применяется траектория перемещения электрода по полумесяцу, елочке или зигзагом. Начинающим сварщикам удобнее перемещать полумесяцем.
При горизонтальной сварке делают несколько проходов от нижней кромки соединяемых деталей до верхней кромки.
В нижнем положении проводят сварку встык или любым угловым способом. Хороший результат дает сварка под углом 45 °, «в лодочку», которая может быть симметричной и несимметричной. При сваривании в труднодоступных местах лучше применять несимметричную «лодочку».
Сложнее всего проводить сварку в потолочном положении. Для этого нужен опыт. Проблема заключается в том, что расплав пытается стечь из рабочей зоны. Чтобы этого не случилось, сварку проводят короткой дугой, силу тока уменьшают на 15-20 % по сравнению с обычными значениями.
Если толщина металла в месте сварки превышает 8 мм, то нужно выполнить несколько проходов. Диаметр первого прохода должен равняться 4 мм, последующих — по 5 мм.
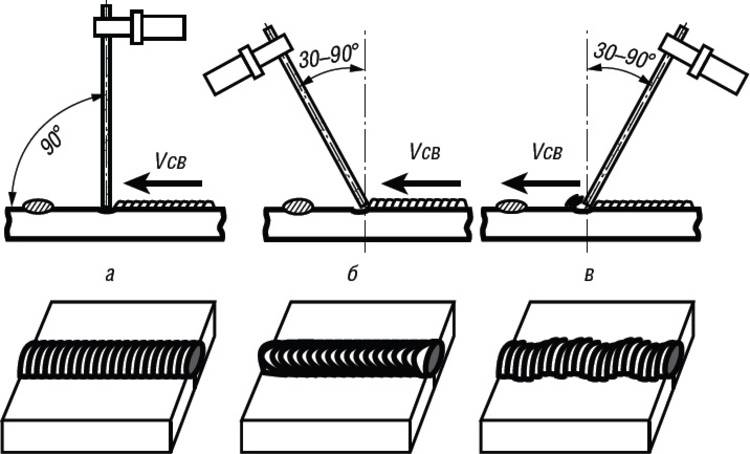
В зависимости от ориентации шва выбирают соответствующее положение электрода. Для выполнения горизонтальных, вертикальных, потолочных соединений, сварки неповоротных стыков труб электрод направляют углом вперед.
При сварке угловых и стыковых соединений электрод направляют углом назад. Труднодоступные места проваривают электродом под прямым углом.
Геометрия
При проведении сварочных работ на производстве, параметры и прочность будущего соединения рассчитывается предварительно при помощи специальных формул. Во время сварки в домашних условиях пользуются шаблонами, а минимальный размер шва зависит от толщины металлических заготовок. В этом разделе будут представлены различные виды сварочных соединений, в зависимости от расположения в пространстве.
Пространственное положение
Сварочные швы подразделяются на четыре вида:
- Нижнее расположение.
- Горизонтальные швы, например, на стене.
- Вертикальные соединения.
- Потолочное положение.
Первый вариант наиболее удобный, т. к. легко контролировать сварочную ванну, именно этот метод выбран для обучения новичков. Другие виды связаны с определёнными техническими нюансами и специфическими требованиями по исполнению.
По очертанию
Сварные соединения или швы подразделяются на следующие виды:
- фланговый или продольный, при этом требуются тщательная предварительная подготовка — зачистка заусенцев, сглаживание неровностей кромок и обезжиривание поверхности;
- лобовой или поперечный шов — усилие направлено по оси;
- комбинированные соединения;
- косой шов — ось направлена под углом к направлению сварки.
Кроме, обозначенных сварочных соединений часто встречаются кольцевые швы, когда сварка производится по окружности изделия с высокой точностью и предельной аккуратностью.
Наклон электрода
Плавящийся стержень с обмазкой ведут под разными углами, т. к. выбор наклона зависит от вида материала, пространственного расположения заготовок и толщины.
Углом вперёд
Электрод располагается под углом 30—60, при этом обмазка при плавлении образует защитный шлак и защищает сварочную ванну от окисления.
Под прямым углом
Постоянно держать в одном положении электрод довольно трудно, поэтому такой метод требует определенных навыков от исполнителя. Применяется в труднодоступных местах, исключающих другой тип наклона.
Углом назад
Аналогично первому варианту, только наклон осуществляется в противоположную сторону, расплавленный шлак вытесняется из места проведения сварки и остывает вне сварочной ванны.
Для каждой категории электродов подбирается угол, который обеспечивает оптимальный режим сварки, а шлак должен сразу накрывать расплавленный метал шва, обеспечивая безопасное остывание.
Траектория движения
В зависимости от наполнения существует несколько способов ведения шовной сварки:
- В виде треугольника — надёжно проваривается корень шва. Используется для металлов толщиной более 6 мм, при этом происходит полный разогрев средней части соединения.
- Ломаная линия или зигзаг — для сварки изделий толщиной менее 6 мм, высокое качество достигается при соединении встык и нижнем пространственном положении.
- Движения в виде эллипса или овала — обеспечивают надёжный разогрев обеих поверхностей деталей.
Важно и точное движение сердечника, влияющее на разогревание стыка и полное заполнения шва. Таких движений существует также три варианта:
- поступательный вид, направление по оси сердечника, дуга при этом поддерживается постоянного размера, а скорость — оптимальная для сварки конструкций;
- электрод двигается по прямой линии вдоль оси шва, сварщику удобно контролировать время расплавления металлов и обеспечить нужный катет шовного соединения;
- поперёк шва под углом в 45 делаются колебательные движения, такой способ обеспечивает надёжность разогревания кромок заготовок.
Главное, нельзя чтобы расплавленный шлак опережал электрод, но и большое количество его за стержнем недопустимо.
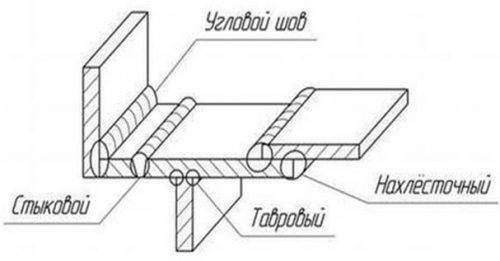
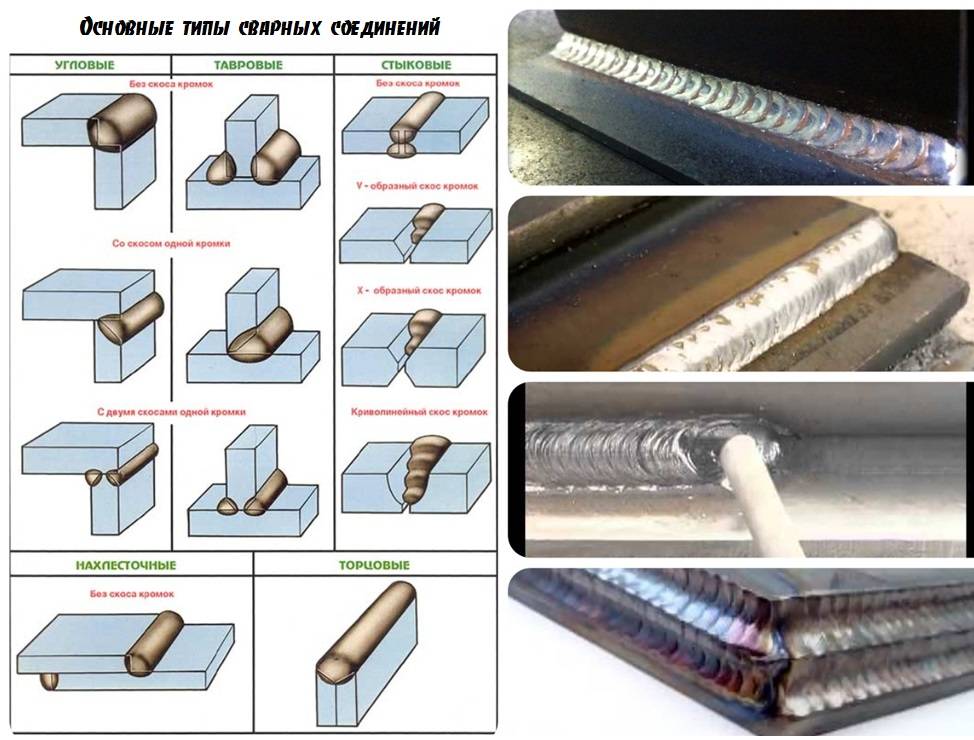
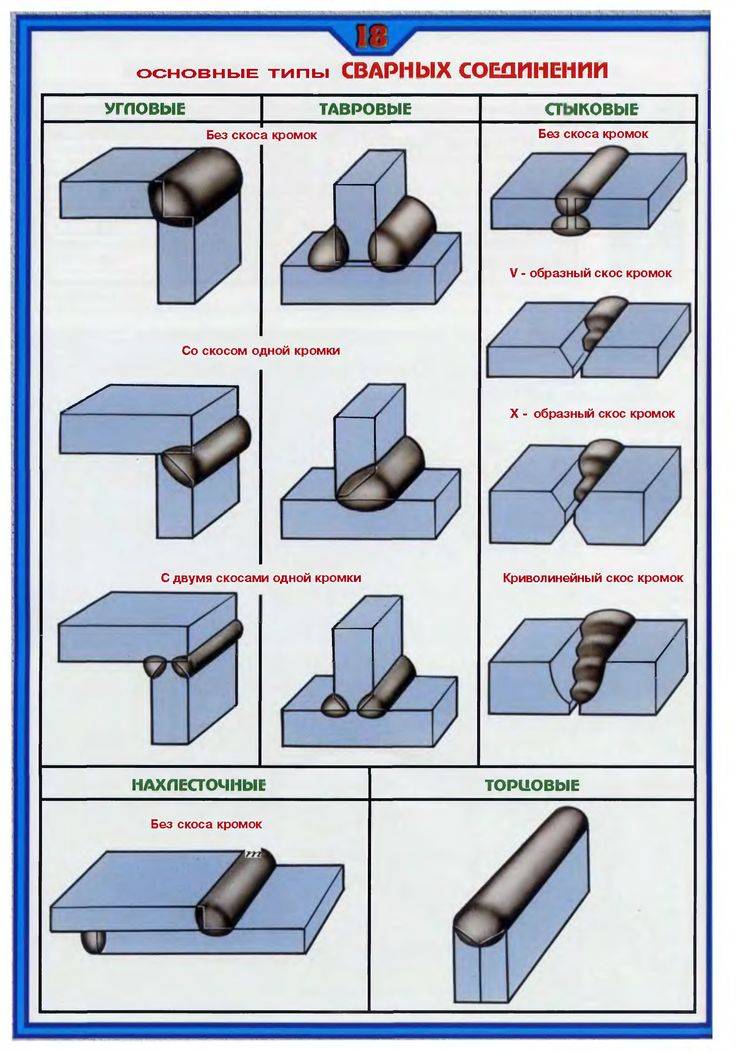
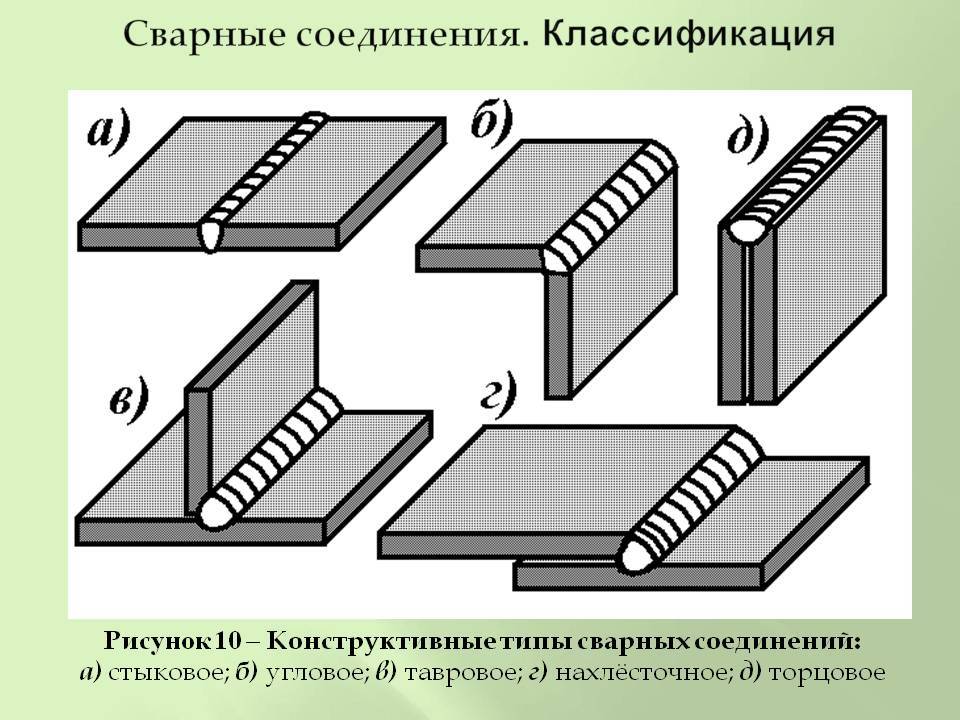
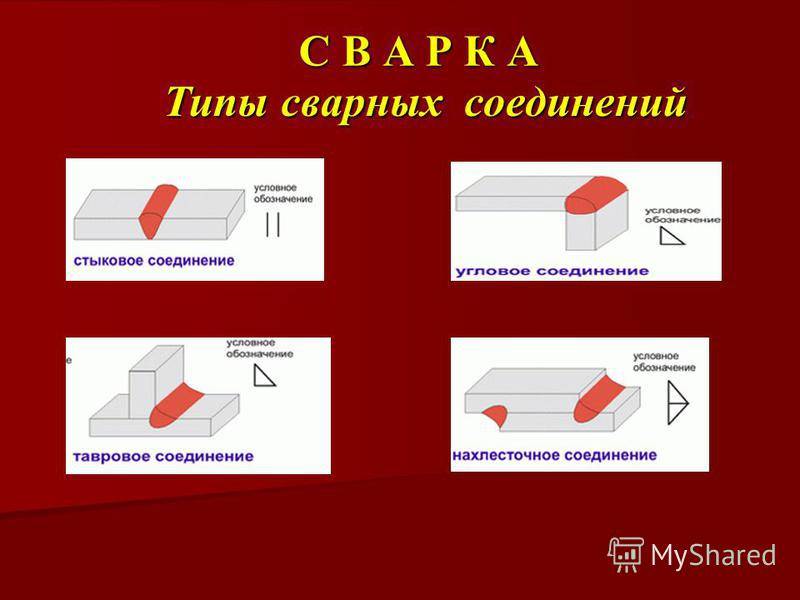
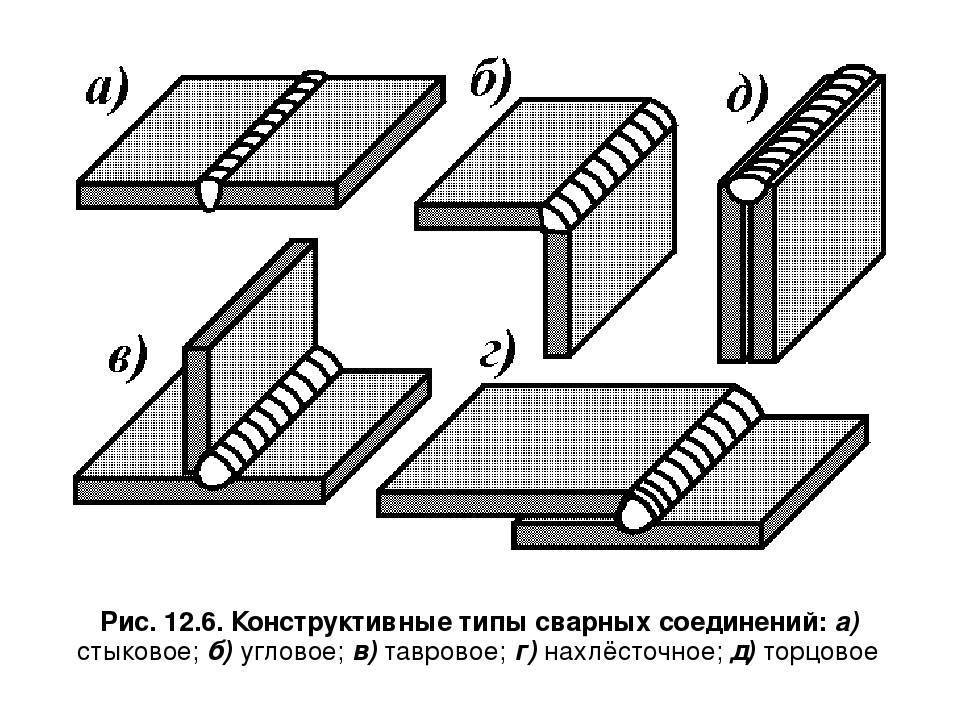
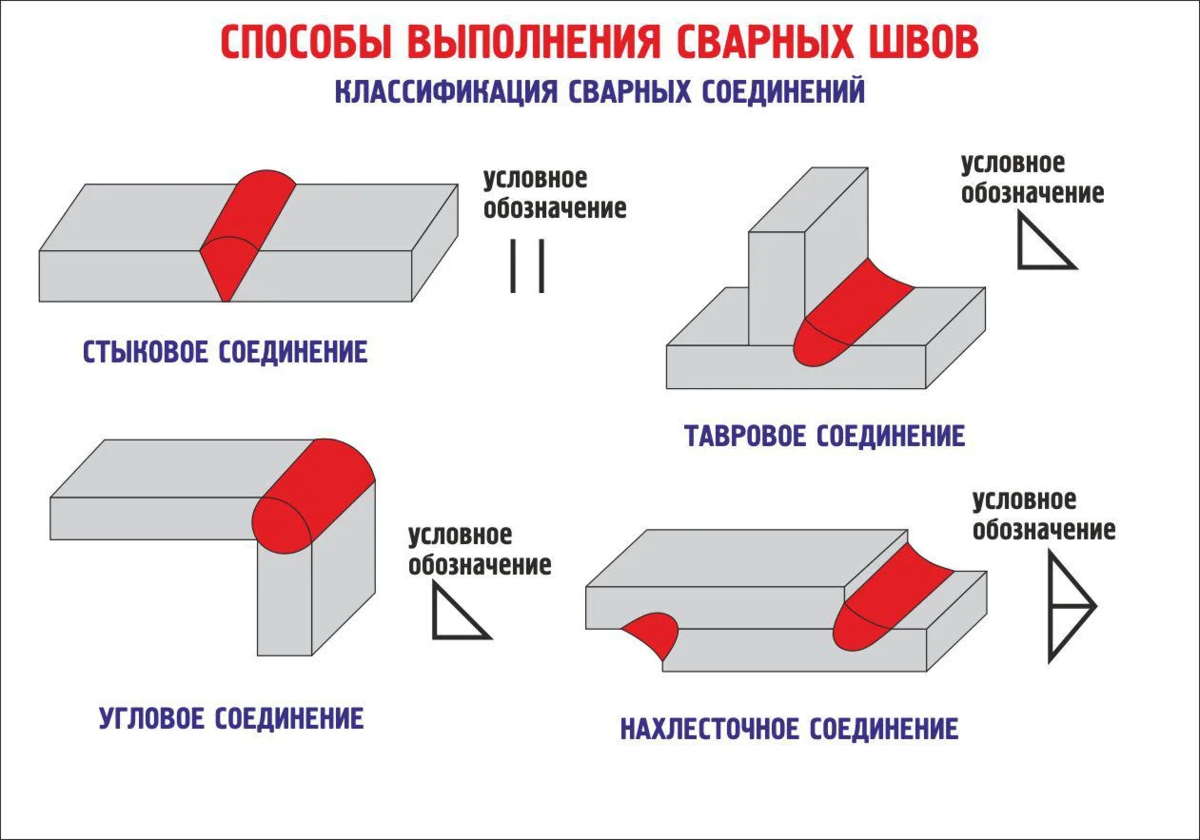
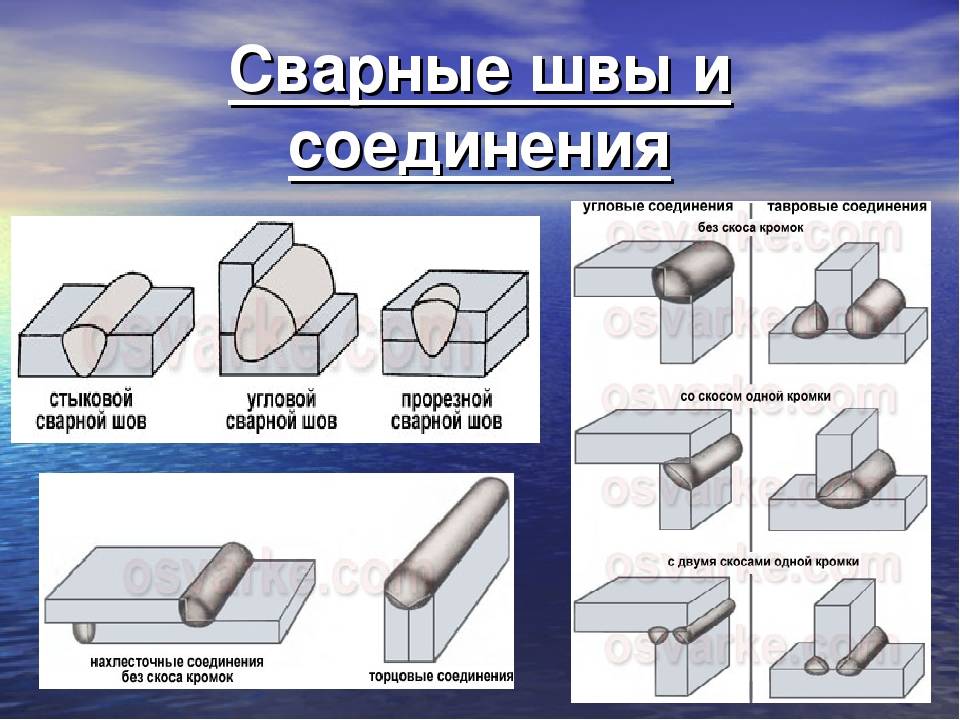
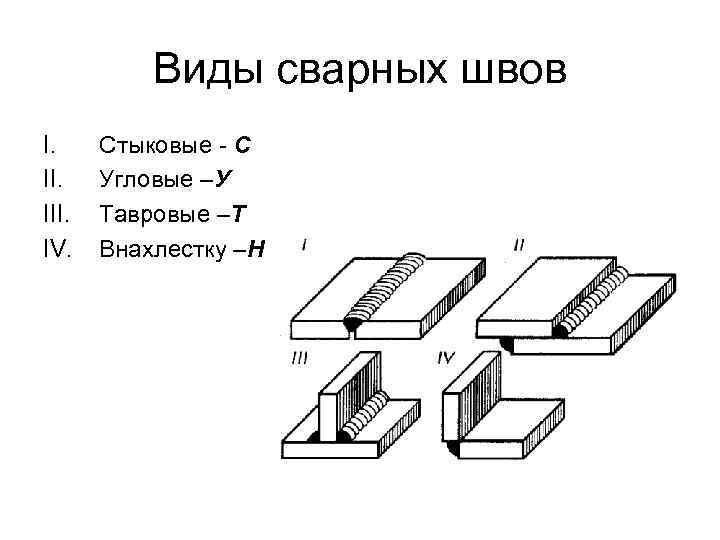
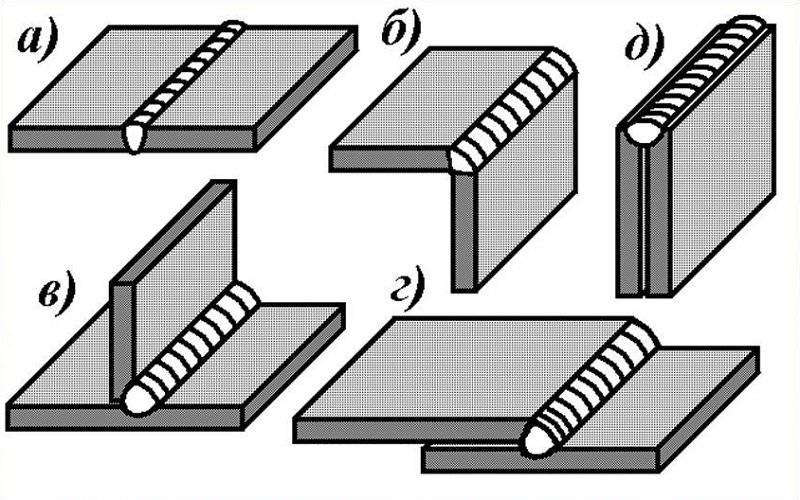
Виды сварных соединений
Итак, какие бывают сварные соединения? Виды сварочных соединений следующие:
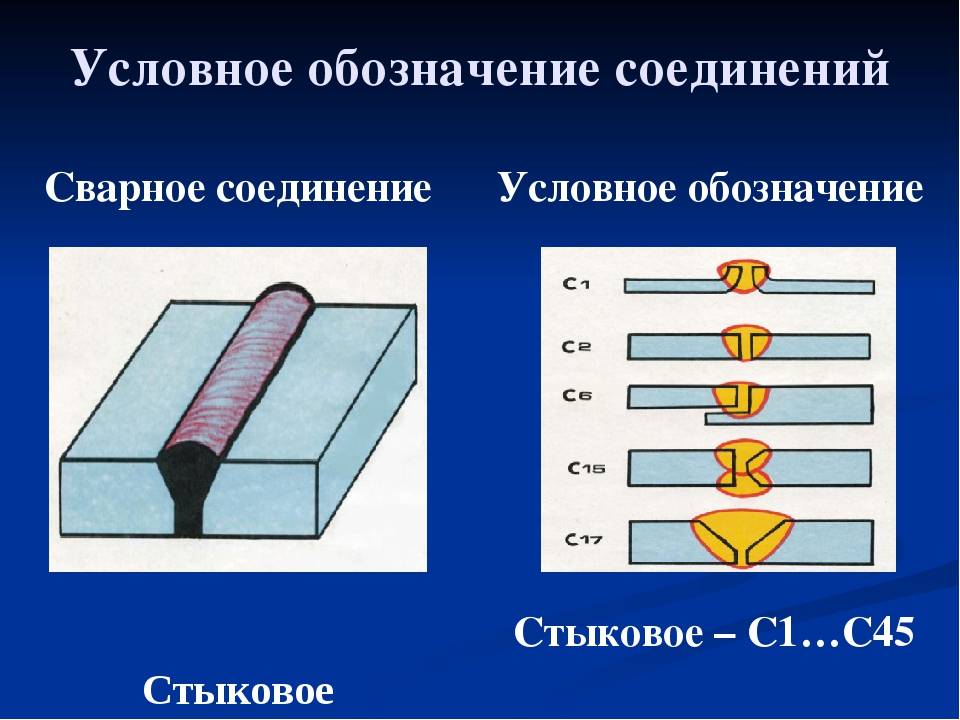
Стыковое
Наиболее широко применяемая разновидность, которая может быть одно- и двухсторонней, со съёмной и несъёмной подкладкой и вообще без неё. Стыковым сварочным соединением могут быть соединены детали с отбортовкой, с замковой кромкой, а также с разнообразными скосами: дву- и односторонними, симметричными и асимметричными, ломанными и криволинейными.
Угловое
Как становится уже ясным из самого названия, данное соединение сваривает угловые конструкции. Кроме того, при помощи угловых соединений производит сваривание конструкционных элементов в труднодоступных местах. Данный тип соединения применяется в следующих случаях:
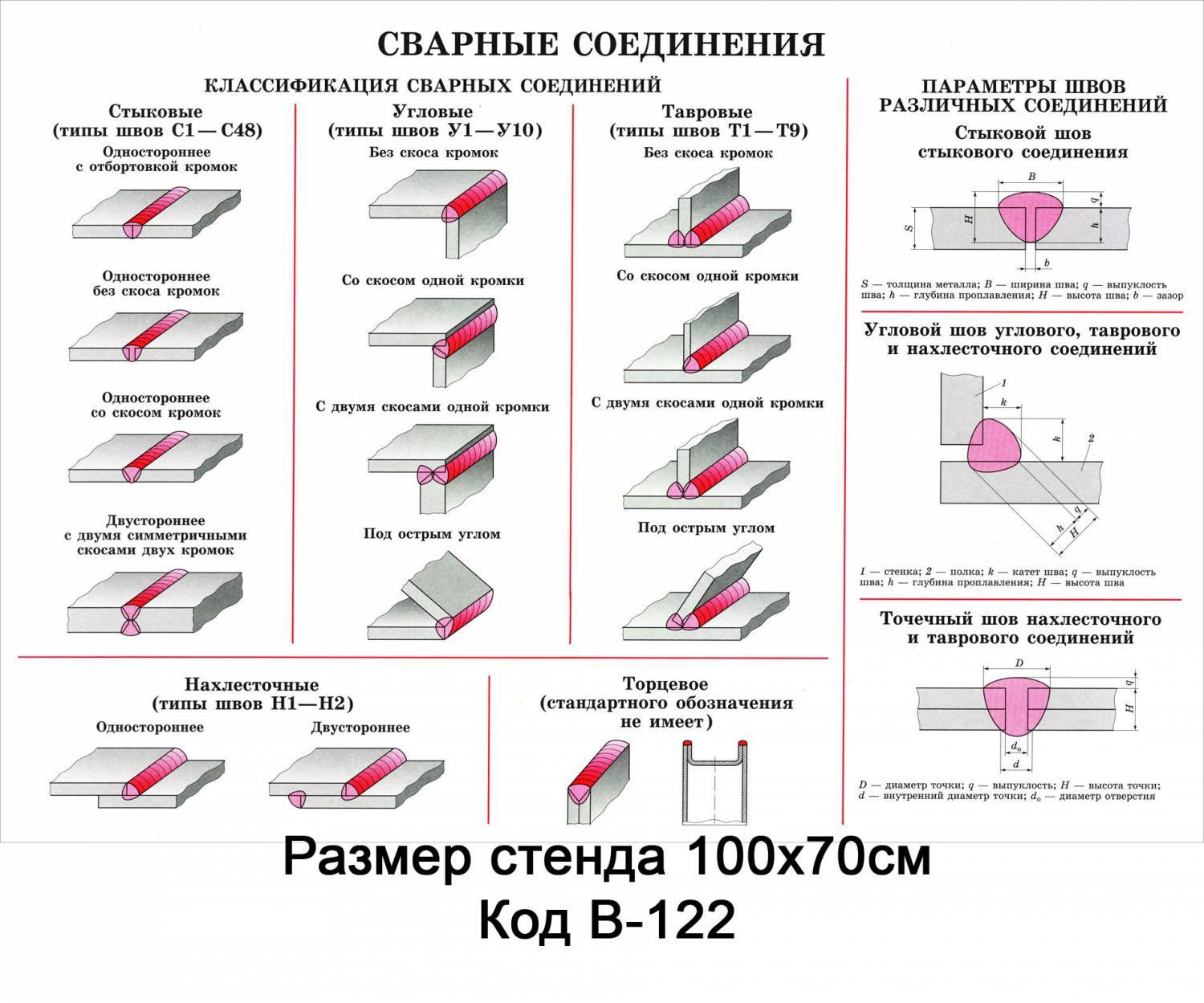



- Скосы (односторонние или двусторонние) имеются у кромок двух соединяемых деталей;
- У кромок соединяемых деталей отсутствуют скосы;
- У одного края имеется отбортовка.
В других случаях угловое соединение применять нельзя, поскольку из-за сложности кромок качество связи резко ухудшается.
Тавровое
Применяется для сварки Т-образных конструкций, а также для деталей, которые соединяются под небольшим углом друг к другу. Данное соединение совместимо со следующими видами кромок:
- Скос отсутствует;
- На кромке могут быть симметричные или асимметричные одно- и двусторонние скосы;
- На кромке имеется криволинейный одно- или двусторонний скос, расположенный в одной плоскости.
Небольшое количество кромок, к которым применимо тавровое соединение, поясняется сложной геометрией соединяемых деталей.
Внахлёст
Данный тип сварки соединяет между собой концы деталей или конструкционных элементов. Сварочные работы внахлёст производятся только с кромками без скосов.
https://youtube.com/watch?v=SRLRSxWUJxc
Торцевое
Достаточно редкий тип соединения, поскольку подразумевает варку одной детали к торцу другой. Поэтому нередко основные типы сварочных соединений не включают торцевое в отдельный пункт, а объединяют его с соединением внахлёст.
Дефекты сварочных соединений
Сварочные работы относят к особо ответственным. И это понятно. Сварку используют и при изготовлении емкостей, работающих под давлением, и трубопроводов и котлов. И от качества выполненного соединения зависит работоспособность и, главное, безопасность работы оборудования. Практически на всех производствах и строительных площадках. Где используют сварку, применяют различные методы контроля качества. В соответствии с требованиями ГОСТ 3242-79 для контроля сварочных соединений предусмотрено несколько способов контроля. Среди них такие, как:
- Визуальный, его применяют при контроле неответственных соединений.
- Ультразвуковой – его применяют для контроля разных типов соединений.
На особо ответственные, например, на мостовых конструкциях или трубопроводах высокого давления, сварщик должен оставить отпечаток личного клейма.
Рейтинг: /5 –
голосов
Структура шва
Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Протяженность зоны механического сплавления связана с термодиффузионной активностью металлов соединяемых деталей. При интенсивном проникновении одного металла в другой глубина зоны сплавления может достигать 40-50% от объема литой зоны. Состав зоны неоднороден: наряду со структурами основного металла, там могут присутствовать интерметаллидные соединения углерода и азота с легирующими элементами, которые имеются в основном металле. Чаще всего в этой зоне встречаются грубодисперсные карбиды вольфрама, хрома, железа, а также более мелкие по размерам нитриты тех же металлов.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны. Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали. Например, после сварки нержавеющих сталей основной составляющей рассматриваемой зоны является аустенит, для инструментальных сталей — мартенсит и т.д.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
Сравниваем, оцениваем
Из вышеперечисленных вариантов самыми надежным и экономичным считается стыковой способ сварки. По действующим нагрузкам они практически равны целым элементам, которые не подвергались сварке, иными словами – основному материалу. Естественно, такая прочность достигается только при адекватном качестве работ.
Сварка стыковых швов.
Тавровые соединения (включая угловые) тоже довольно популярны. Особенно часто их используют при сварке массивных конструкций.
Самые простые для исполнения – соединения внахлест. В них не требуется обработка кромок, общая подготовка тоже намного проще. Очень популярны в сварке листов небольшой толщины (допускается толщина до 60 мм). Простота не означает экономичности: перерасход наплавленного и основного металлов – обычная для таких вариантов ситуация.
Характерные виды брака в сварных швах и соединениях
На рисунке 4 представлены наиболее часто встречающиеся виды брака при сварке изделий, которые могут значительно снизить прочность шва и конструкции в целом.
***
Наклон электрода
Классификация сварочных швов выполняется по нескольким основным признакам. На его формирование оказывает влияние расположение, скорость и траектория перемещения электрода. Существующие типы сварочных соединений следует рассматривать с учетом всех тонкостей процесса.
Работа начинается уже после закрепления стержня в держателе. Естественно, что предварительно была установлена нужная сила тока и полярность подключения. Каждый мастер имеет собственный «почерк» выполнения сварочных работ, куда входит и наклон электрода. Согласно мнению большинства специалистов оптимальным считается его расположение под углом 70 градусов относительно рабочей поверхности. При этом относительно вертикали образуется острый угол величиной примерно в 20 градусов.
В специфической ситуации, когда изменять положение электрода необходимо в ограниченном пространстве, приемлемо даже строго перпендикулярное расположение расходных материалов. Направление перемещения электрода: его можно двигать и к себе, и в обратную сторону. Это имеет существенное значение. В случаях, когда не требуется сильное прогревание кромок, то электрод перемещают по направлению «от себя». А вот для лучшего прогрева его перемещают в обратном направлении.
Об использовании электрической сварки
При сочленении труб, имеющих толщину стенок от 3 мм, обычно задействуют электрическую сварку. В ходе монтажа магистральных трубопроводов для этого применяют одну из двух схем:
- трубы разводят по месту их будущего размещения, после чего соединяют при помощи актуальных стыковых машин;
- одиночные трубные изделия сваривают в секции на специализированных базах, после чего подготовленные конструкции транспортируют на трассу, где соединяют в непрерывную сеть.
На практике чаще используют второй способ.
Калиброванные, готовые под сварку концы одиночных труб центрируют при помощи струбцин, хомутов и иных сборочных приспособлений. Выполнив проверку такой сборки, стыки прихватывают в трех местах. В случае если работа ведется с трубами крупных диаметров, такие прихватки ставят на расстоянии в 35-40 см друг от друга (тогда число их может расти). Отечественные специалисты, как правило, используют в подобных случаях многослойную сварку – это оказывает положительное влияние и на структуру, и на плотность шва.
Вертикальное соединение
При исполнении вертикального шва нужно держать конец устройства на близком расстоянии от материала. Это нужно для того, чтобы сплав не растекался под собственным весом. Если электрод не залипает, его можно прислонять к поверхности для удобства. Разделение краёв деталей зависит от толщины материала (используется от 0,5 см) и выбранного метода соединения.
После этого их нужно зафиксировать и соединить поперечными швами на расстоянии в 100-200 мм. Сварка вертикальных швов проводится от верхнего края детали к нижнему и обратно. Рекомендуется делать шов от нижней точки и подыматься к верхней части, так как он выйдет прочнее, а жидкая часть будет проталкиваться выше и меньше вытечет. Но вертикальный шов электродуговой сваркой лучше делать уже опытным сварщикам, у которых есть стаж.
Поэтапная инструкция достаточно простая к применению:
- Электрод размещается перпендикулярно к детали и подать на него питание.
- После расплавления на стыке следует изменить угол электрода на 15-20 °, при этом слегка опустить держатель.
Проводить электрод необходимо по линии соединения поперечными зигзагами. Такой шов, по мнению многих сварщиков, считается прочным.
Также, чтобы знать, как правильно варить вертикальный шов, нужно прислушаться к некоторым советам:
- Чтобы избежать растекания материала следует делать валик максимально тонким. Но электрод нужно двигать не меняя угла наклона.
- Ширина навара должна отличаться от электрода не больше чем вдвое.
- Данный тип соединения следует применять на максимальной мощности инструмента.
Перед тем, как варить вертикальный шов электросваркой, необходимо учесть все нюансы выбранного метода, чтобы на выходе не получить брак.
Структура шва
Типовой сварочный шов включает в себя:
- Зону наплавленного металла (из сварочного электрода или из основного металла соединенных между собой заготовок).
- Зону механического сплавления.
- Зону термического влияния.
- Переходную зону к основному металлу.
При рассматривании шлифа сварного шва в любой металлографический микроскоп разграниченность вышеперечисленных зон определяется весьма четко. Исключение составляют лазерные технологии соединения тонкостенных и мелких деталей, когда из-за точной локализации светового потока некоторые зоны могут отсутствовать.
Зона наплавленного металла представляет собой сплошную литую структуру, формирование которой происходит с момента начала расплавления электрода или заготовки. На обычных микрошлифах эту зону рассмотреть невозможно вследствие особой мелкой дисперсности частиц, которые ее составляют. Зона отличается наибольшей твердостью, но часто имеет поверхностные дефекты, обусловленные совместным действием сварочных шлаков, кислорода воздуха, остатков сварочного флюса и т.д.
Зона термического влияния по своей структуре напоминает поверхностные зоны термически обрабатываемого металла в условиях скоростной и поверхностной закалки или упрочнения. Непосредственно к объемам механического сплавления примыкает так называемый «белый слой» — нетравящаяся часть металла этой зоны. Твердость белого слоя — максимальна и часто превосходит показатели зоны механического сплавления. Причиной тому являются тепловые процессы, энергии которых уже недостаточно для расплавления, но вполне хватает для сверхскоростной закалки (особенно, если сварка ведется под слоем инертного газа). Далее по глубине располагаются зоны структурных превращений, состав которых зависит от марки стали. Например, после сварки нержавеющих сталей основной составляющей рассматриваемой зоны является аустенит, для инструментальных сталей — мартенсит и т.д.
В переходной к основному металлу зоне присутствуют структуры троостита, остаточного аустенита, перлита и других составляющих, которые формируются в условиях сравнительно небольших температурных перепадов.
Качество сварки определяется скачками твердости и структурной однородности: чем они меньше, тем долговечнее и прочнее будет сварочный шов.
Пространственное положение сварных швов
Вышеперечисленные виды сварных швов можно осуществлять в различных пространственных положениях.
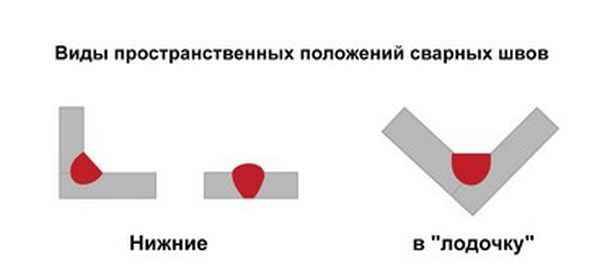
Всего существует четыре положения:
Нижнее положение — сварка происходит на полу в горизонтальном положении. Самое удобное с точки зрения сварки положение: металл не стремится вниз, как при вертикальном положении, шлак удобно выдувать из сварочной ванны путем изменения угла наклона электрода.


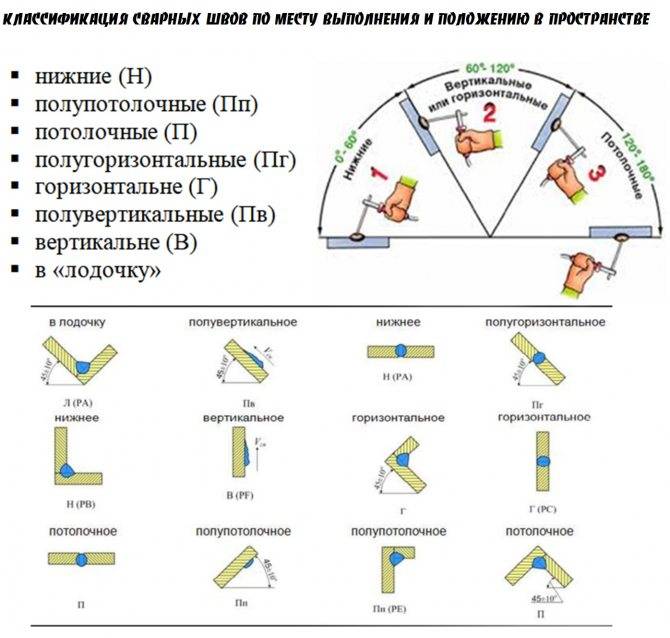


Нижнее положение «в лодочку» — это пространственное положение в сварке используется преимущественно для создания тавровых и угловых соединений. Свариваемые металлы располагаются, таким образом, чтобы металлы сплавлялись по обеим стенкам будущего соединения.
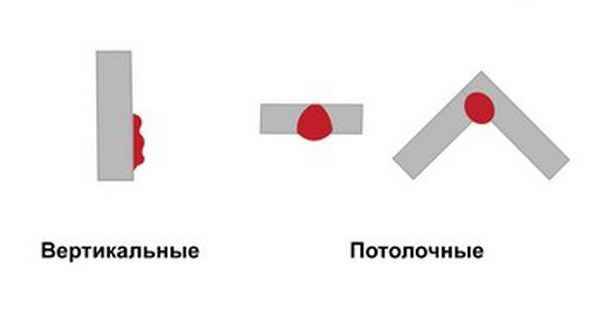
Вертикальное положение — выполняется снизу вверх на вертикальных участках конструкции.
Потолочное положение — осуществляется перпендикулярно горизонтальному положению в сварке. Одно из самых сложных пространственных положений, которое требует от сварщика определённого опыта.