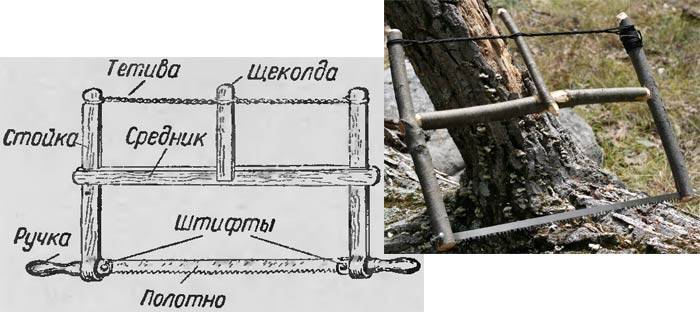
Процесс сварки ленточных пил
Ручные ножницы гильотинные используются для резки металла с шириной листа до 2,08 метра и толщиной до 1,5 мм и пределом прочности 500 МПа.
Процедура сварки одинакова для обеих методов и состоит из нескольких этапов:
- Резка пилы.
- Зачистка кромок.
- Выбор режима сварки и установка полотна в сварочный станок.
- Собственно сварка пилы.
- Отжиг.
- Зачистка шва.
Резать полотно лучше гильотинными ножницами, но можно применять и более архаичные инструменты вроде отрезного круга или зубила. Если лента сваривается повторно, с каждого ее конца необходимо отрезать около 5 мм (зона термического влияния при сварке). Стыковка должна осуществляться между вершинами зубьев. Необходимо оставлять около 1,5 мм припуска для каждого конца ленты (на осадку). Обеспечить оптимальную ровность полотна позволит расположение, показанное на следующем рисунке (рис. 1).
Для качественной сварки кромки пилы должны быть полностью избавлены от заусенцев. Кроме того, их нужно очистить от грязи, пыли и промышленного мусора, а также обезжирить спиртовым раствором или ацетоном.
На этапе установки необходимо установить подготовленные кромки в зажимной механизм, состоящий из подвижного и неподвижного зажимов, и выставить их так, чтобы они полностью совпадали по высоте. Выбор режима сварки в данном случае лучше осуществлять экспериментальным путем на ненужных обрезках ленты, поскольку существует огромное разнообразие размеров пил и материалов их изготовления. Нередки случаи, когда необходимого сочетания не оказывается в инструкции. Подобрав оптимальный режим, лучше записать его показатели на случай необходимости повторной сварки аналогичных изделий.
Рисунок 1. Расположение ленты.
После установки торцов в зажимы и выставления режима нужно запустить процесс сварки специальной кнопкой или рукояткой. Под действием тока кромки изделия начнут расплавляться. Вместе с этим подвижный зажим будет двигаться к неподвижному на расстояние, равное ходу осадки. После этого на концах пилы образуется сварной шов, который и соединит их.
В процессе сварки в металле образуются закалочные структуры, вследствие чего он становится более твердым и хрупким. Чтобы нивелировать напряжения и деформации при сварке, применяют отжиг до температуры 600 °C. Дорогостоящие сварочные аппараты имеют встроенную функцию отжига и медленного охлаждения, а в случае с более дешевыми моделями понадобится печь для отжига и масло для замедления остывания металла.
При сварке образуется наплыв, являющийся концентратором напряжения. Его необходимо удалить с помощью любого абразивного инструмента.
Форма зуба СТФ Славянский двор
Если Вам пришла в голову мысль, что пила будет пилить вне зависимости от того, какую форму имеет зуб, гоните эту мысль подальше. Форма зуба разрабатывалась и выверялась годами.
Существует несколько основных форм зубьев, которые охватывают обычные условия, с которыми приходится сталкиваться при распиловке древесины, включая свежую и выдержанную древесину. Основное отличие между ними заключается в площади углублений между зубьями. Кроме того они должны иметь форму, соответствующую реальным условиям работы в каждом случае:
| ВИД | Наименование | Диапазон использования | Назначение |
| W | Используется в столярных ленточных пилах и пилах для горизонтальных ленточных пилорам а =10°. Пилы с таким профилем разводятся | Распиловка всех видов древесины, а также ДСП, МДФ и пр. | |
| NW | Используется в столярных ленточных пилах. Пилы с таким профилем разводятся | Распиловка всех видов древесины, а также ДСП, МДФ и пр. | |
| PV | Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем разводятся | Распиловка лиственной древесины твердых пород. | |
| Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем плющатся | Распиловка всех видов древесины с повышенной производительностью и качеством. | ||
| CTB | Используется на широких пилах для высокопроизводительных ленточных пилорам. Пилы с таким профилем плющатся | Распиловка мороженой древесины хвойных пород. |
Форма и размер зубьев пилы имеют решающее влияние на результат распиловки. Выбор формы зубьев определяется в первом приближении следующими факторами: тип древесины, диаметр шкива станка, вид работ (влияет на шаг зубьев). Плющеные зубья позволяют, а на практике и требуют более длинного шага, чем разведенные зубья, причем разница составляет до 35%. Тонкие полотна, зубья которых обычно являются разведенными, должны иметь относительно маленькие зубья и небольшой шаг, чтобы зубья были достаточно массивными. Различные типы древесины требуют применения различных форм и шагов зубьев. Требования изменяются в широком диапазоне, особенно в случае древесины тропических деревьев.
При слишком большом шаге возрастают напряжения в зубьях, что приводит к быстрому затуплению и образованию опилок с рыхлой консистенцией. Малый шаг дает гладкую поверхность пропила, но приводит к большим усилиям при распиловке. Малый шаг означает также маленькие углубления между зубьями и ограничивает скорость подачи, что является недостатком, если необходима высокая производительность. Если угол острия зуба и угол наклона зуба велики, задняя часть зуба может быть сделана сильно выпуклой, что позволит избежать слишком большого шага.
| Породы древесины | Очень мягкие породы | Породы средней мягкости (хвойные породы) | Твердые породы | |||
| Параметры лезвия | Тополь, осина | Свежая смолистая | Свежая несмолистая | Вяленая | Мороженная | Дуб, ясень |
| Передний угол, град | 12-16 | 12-16 | 12 | 8-12 | 8-10 | 10-12 |
| Высота зуба, мм | 6,4 | 4,8 | 4,8 | 4,8 | 4,5 | 4,5 |
| Разводка на сторону, мм | 0,6-0,65 | 0,58-0,61 | 0,51-0,56 | 0,41-0,46 | 0,41-0,46 | 0,41-0,46 |
Плющеные зубья позволяют, а на практике и требуют более длинного шага, чем разведенные зубья, причем разница составляет до 35%. Тонкие полотна, зубья которых обычно являются разведенными, должны иметь относительно маленькие зубья и небольшой шаг, чтобы зубья были достаточно массивными. Различные типы древесины требуют применения различных форм и шагов зубьев. Требования изменяются в широком диапазоне, особенно в случае древесины тропических деревьев.
Пайка
Когда контактный метод сварки недоступен, применяют высокотемпературную пайку серебряными припоями со специальным пастообразным флюсом на основе буры. Для закрепления концов полотна используется несложное самодельное устройство. Нагрев осуществляется газовой горелкой.
Пайка производится по стандартной методике. На скошенные торцы пилы наносится флюс. После зажатия в приспособлении место соединения нагревается до температуры плавления припоя, положенного рядом. Под действием капиллярных сил он начнёт затягиваться в стык. После того как припой появится по всей линии соединения нагрев прекращается. После остывания пила вынимается и очищается от наплывов.
Технология сварки ленточных пил по дереву
Разрезание пилы подразумевает, что полотно должно разрезаться при помощи специализированных гильотинных ножниц. Если нет данного инструмента в наличии, то вполне возможно воспользоваться зубилом или отрезным станком. Если полотно сваривается на месте, в котором раньше происходило сваривание, то с каждой стороны старого шва необходимо немного отрезать. Полотно разрезается между вершинами зуба. Необходимо только оставить небольшой припуск, ну а линия разрезания после использования ножниц должна быть идеально ровной, причем находиться под прямым углом от спинки пилы.
Свариваемые концы и их зачистка
Окончания пилы тщательно очищаются от разных видов загрязнений, возможно их обеззаразить при помощи спирта или ацетона. Кромки также обрабатываются, чтобы они стали ровными и в них отсутствовали заусенцы. Для этого часто применяется специализированный зачистной станок с абразивом.
Как установить пилу в аппарат для сваривания и выбрать правильный режим?
Полотно необходимо установить в специальные зажимы оборудования таким образом, чтобы кромки в точности совпадали между зажимным механизмом. Необходимо при выборе усиления, режима и хода учитывать размер пилы. В инструкции к сварочному оборудованию имеются различные таблицы, в которых подробно прописаны режимы для определенных размеров пил. В итоге следует установить определенные положения для рукояток пил, что и считается выбором сварочного режима.
Сваривание
Сварка начинается после того, как нажимается кнопка пуск или поворачивается рукоятка. Ток проходит до концов пилы, и металл начинает расплавляться. Подвижные зажимы образуют валик в месте шва.
Также стоит особое внимание уделять токовой подачи и времени, когда это происходит. При автоматическом режиме сваривания импульс проходит за 1 — 2 секунды, ну а ручное управление подразумевает постоянный контроль специалиста
Если результат сваривания получился неудачным, то необходимо еще раз подобрать настройки сваривания, записать их, а потом использовать для таких же разновидностей пил.
Электроды должны быть идеально чистыми. При нарушении контакта между электродом и заготовкой значительно увеличивается сопротивление, а режим сваривания нарушается.

Обработка полотен после сварки: отжиг и зачистка
В процессе выполнения сварки место соединения, наряду с прочностью, приобретает и хрупкость. Один точечный удар тяжелым инструментом нарушает целостность шва.
Чтобы вновь придать эластичность стыку, необходимо осуществить отжиг.
Реализация подобного процесса осуществляется на том же станочном оборудовании без отсоединения полотна от зажимных механизмов.
Отжиг выполняется путем изменения токового режима и снижения усилий на полотно.
С постепенным увеличением силы тока происходит нагрев места соединения до температуры 500-550 градусов. Выполнение подобной процедуры подразумевает предварительную установку пирометра, контролирующего рост температурного воздействия в соединительной точке.
После достижения требуемых значений подача электричества прекращается, после чего необходимо выждать остывание полотна.
При установке оборудования и проведении работ в неотапливаемом помещении при остывании пилы необходимо периодически включать подачу тока.
Резкое изменение температуры на поверхности полотна приведет к нарушению технологии и утрате прочностных характеристик. Нормальное остывание металла должно осуществлять по времени от 3 до 5 минут.









Не стоит забывать и о том, что некоторые виды металла требуют двойной обработки. Опытные специалисты в ходе выполнения сварки одновременно реализуют и отжиг.
Зачистка после сварки
Главным требованием, предъявляемым к подобной процедуре, является максимальное удаление металлических наплывов и создание четкой геометрии шва.
Процедура выполняется любым абразивным материалом или инструментом.
Определяющим здесь является отсутствие каких-либо шероховатостей на поверхности пилы. В связи с этим зачистка поверхности осуществлять не классическим способом поперек полотна, а вдоль.
Проверка качества сварного соединения
Самый простой и проверенный метод контроля качества — визуальный осмотр. О некачественном соединении свидетельствуют следующие признаки:
- сваренные края изделия не совпадают по высоте. Дефект возникает вследствие недостаточной силы тока или при чрезмерном значении осадки;
- капли расплавленного металла на поверхности ленты. Происходит при слишком высоком значении сварочного тока;
- непроваренные участки. Возникают из-за недостаточной силы тока или слишком низкого давления.
Усиление шва (разница между толщиной наплавленного и основного металла) не должно быть меньше 1,5 мм. В противном случае полезное сечение сварного шва будет недостаточным для работы в условиях ленточной пилы.
Многие утверждают, что качественная любительская съемка с телефона невозможна, либо это по крайней мере затруднительно при неидеальных условиях. Вероятно, многие профессиональные фотографы бы с этим
Санатории в трускавце
Преимущества минеральной воды широко известны. Все больше и больше людей выбирают минеральные курорты и санитарии в качестве эффективного средства от многих болезней. Давайте разберемся, что делает эти
Фотолюминесцентные эвакуационные системы
На сегодняшний день вопрос о том, соответствует ли план эвакуации гост, является актуальным, так как существует два вида ГОСТ, которые можно отнести к процессу создания планов эвакуации. В первом речь
Декоративные гвозди
Что такое гвозди, знает каждый. Те, кто разбирается в этом, даже осведомлены, какие существуют виды. Те же, кто не очень близок к этому вопросу, знают, что гвоздь — это железное крепление, используемое
Где заказать уборку квартиры
Каждый по своему расценивает свои физические возможности. Если нет сил передвинуть тяжелый шкаф, то мы вызываем грузчиков. Нет профессионализма выполнить капитальный или косметический ремонт — обращаемся
Уроки форекс онлайн
Перефразируем вопрос обозначенный выше, чуть по другому: возможно ли получать стабильную прибыль на валютном рынке, не обладая специальным образованием? Существует довольно распространенное мнение, что
Пластиковые окна
Сегодня при проведении капремонта в квартире почти всегда вставляются заказать пластиковые окна москва. Окна из пластика нравятся людям за их теплосберегающие и энергосберегающие свойства, а также за
Проект нормативов пдв
В целях предотвращения негативного воздействия на окружающую среду хозяйственной и иной деятельности для юридических и физических лиц — природопользователей устанавливаются нормативы допустимого воздействия
Негатоскоп
Устройства первой категории различаются по размерам, они могут быть предназначены для просмотра одной рентгенограммы или одновременно нескольких снимков, которые фиксируются на экране системой прижимных
Где купить сварочный инвертор
Сварочные агрегаты сегодня востребованы не только на производстве. Все чаще их владельцами становятся простые потребители для бытовых нужд. Освоить аппарат для соединения металлических элементов совсем
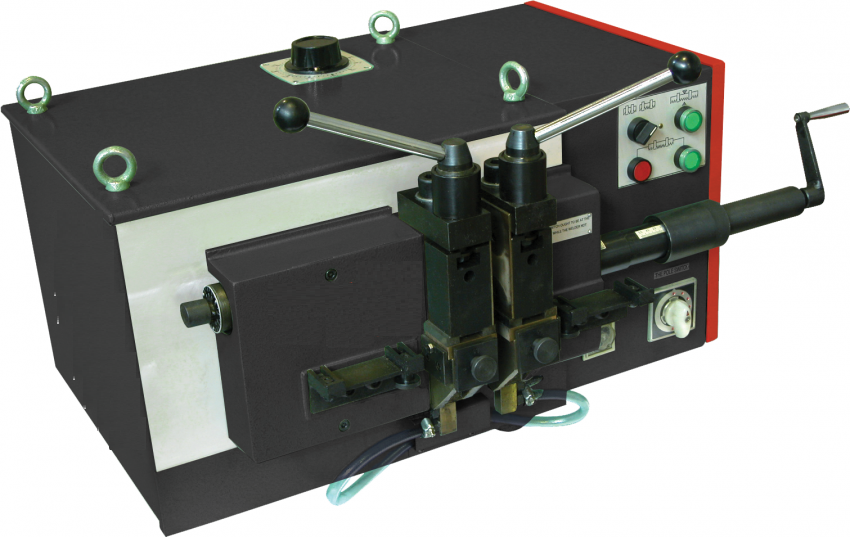
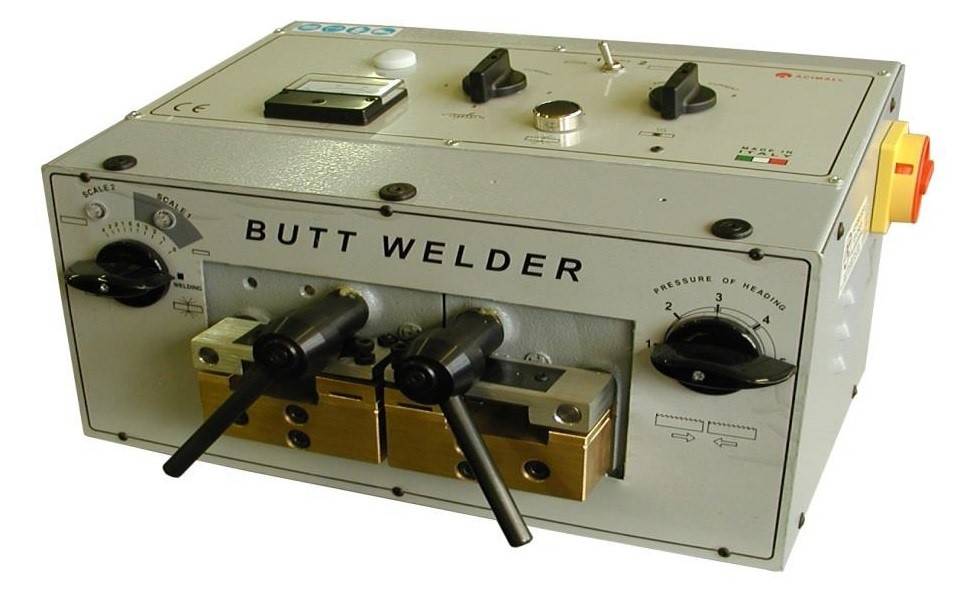
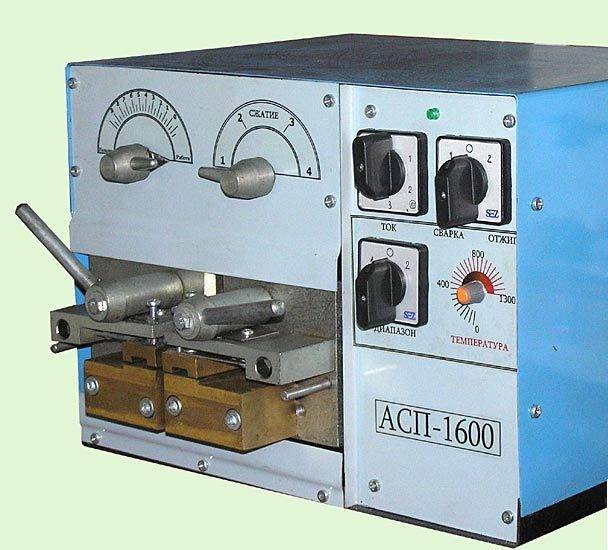
Сварка ленточных пил – узкоспециализированная распространенная операция, назначение которой заключается в подготовке к работе ленточных пил разного назначения. Сварку используют для восстановления требующих ремонта (порванных) ленточных пил и для производства новых пил из бухт.
Аппарат для сварки ленточных пил представляет собой устройство, в котором через состыкованные в зажимах концы пилы пропускается электрический ток, плавящий и сваривающий кромки торцов полотна пилы. Подвод тока осуществляется через электроды, соединенные с зажимами-фиксаторами пилы.
Как произвести заточку ленточной пилы своими руками
Более 70% случаев разрыва ленточных пил происходит из-за неправильной заточки полотна.
Необходимость в проведении такой процедуры определяется путем визуального осмотра на предмет наличия заусенцев, искривлений и прочих дефектов режущих деталей.
Точильные круги выбирают на основе материала, из которого выполнено полотно. Так, для проведения работ со сталью целесообразнее выбрать корундовые модели.
Биметаллические пилы рекомендуется обрабатывать исключительно алмазными кругами.
Габариты и форма образца выбирается на основе размеров исходных зубьев.
Приступая к самостоятельной заточке, необходимо пиле в разобранном состоянии провисеть от 12 до 24 ч.
Основные требования по заточке в домашних условиях ленточных режущих инструментов:
- равномерное стачивание металла по периметру каждого зубчика;
- предотвращение чрезмерных нажатий; поддержание сохранности профиля и высоты режущего элемента;
- подготовка охлаждающих составов; контроль отсутствия трещин, сколов и иных дефектов.
Классическая схема по заточке – выточка передней или задней поверхности.
Заточный станок для ленточных пил
Несмотря на множество правил и рекомендаций по выполнению такой процедуры, ленточные пилы легко поддаются заточке.
Процедура реализуется путем использования заточного оборудования или ручным инструментом.
Общие сведения








Проводя стыковку торцов пилы необходимо учитывать его нагрузку при обработке деталей, подвергая ленту постоянному растягиванию и изгибу.
Изготовленная из легированной или углеродистой стали полоса ленточной пилы выдерживает силовое воздействие обрабатываемого материала, что иногда нельзя сказать о сварном соединении.
После периода отработанных часов шов лопается. Поэтому последний должен выполняться из материала аналогичного состава, что и само кольцо с зубьями.
Последняя обусловливается равномерным нагревом стыков двух соединяемых деталей. После описываемой термической операции, концы плотно стыкуются, образуя неразъемное кольцо.
Какие материалы и инструменты потребуются для изготовления пилы
Набор инструментов и расходных материалов для создания ленточной пилы своими руками в домашних условиях может различаться в зависимости от особенностей выбранной конструкции. Но, как правило, в обязательном порядке для сооружения станка требуются:
- доски или листы фанеры для каркаса;
- подшипники;
- мотор — электрический или бензиновый;
- металлические уголки;
- металлическое режущее полотно — самодельное или покупное;
- саморезы и болты с гайками;
- резина от велосипедной камеры;
- деревянные бруски и рейки, они нужны для опорной рамы конструкции;
- втулки;
- ремень для передачи вращательного момента;
- стальной прут, который послужит валом для шкивов;
- стальной лист или кусок текстолита;
- лак или краска, они нужны на заключительном этапе создания станка.
READ Насколько Тише Звук Аккумуляторной Цепной Пилы
Также при изготовлении ленточной пилы своими руками потребуется использовать следующие инструменты:
- болгарку;
- шуруповерт;
- плоскогубцы;
- гаечные ключи — размеры подбираются в соответствии с болтами;
- электролобзик;
- отвертки;
- молоток.
Как собрать ленточную пилу из лобзика своими руками
Еще одна простая схема предлагает сделать мини ленточную пилу по дереву своими руками из электрического лобзика. Алгоритм предлагается следующий:
- К небольшой квадратной заготовке ручкой вниз прикладывают лобзик и фиксируют металлические уголки по обеим сторонам. При помощи дрели в отмеченных местах проделывают отверстия для винтов. Уголки закрепляют на деревянной подставке. В качестве основания для настольного станка подойдет любая твердая доска или небольшой лист ДСП
- Между уголками вставляют лобзик, слегка приподнимают его и кладут кусок резины между кромкой металлических элементов и корпусом. Поскольку инструмент не прижимается вплотную к доске, снизу остается пространство для осуществления регулировки через кнопки. Длинными винтами лобзик фиксируют между уголками, чтобы он не качался и не люфтил. Резиновая прокладка смягчает возможные вибрации при работе электролобзика
- Теоретически подобием ленточной пилы уже можно пользоваться, однако удобнее довести конструкцию до совершенства и придать ей вид классического станка. Для этого к подошве лобзика при помощи винтов прикрепляют столешницу компактных размеров. Предварительно в ней нужно прорезать узкое отверстие, через которое будет выступать ленточное полотно инструмента. Для столешницы подойдет любой твердый материал — сталь, текстолит, эбонит
Для серьезных работ и реза бревен и крупных досок ленточная пила
из электролобзика своими руками не подойдет. А вот мелкие заготовки с ее помощью обрабатывать будет очень удобно.
Выбор ленточного полотна
При желании изготовить пильное полотно для ленточного станка можно своими руками из инструментальной стали У8 или У10. Материал должен быть прочным, но гибким, с толщиной 0,4-0,8 мм для распила древесины твердых пород. При самостоятельном создании полотна понадобится с помощью болгарки вырезать в металле зубья, развести их и заточить, а потом спаять газовой горелкой ленту в сплошное кольцо и зашлифовать шов.
Устройство и принцип работы
Ленточные станки для резки металла используются не только для разрезания металлических листов, но и разделения дерева, пластика. Благодаря высокой мощности оборудования расширяется спектр применения ленточных пил в производстве. Преимущество резки на ленточнопильном станке — возможность вырезать сложные заготовки из цельных листов, не нужно часто менять режущую часть. Небольшие модели используют на небольших производствах, в частных мастерских.
Чтобы понять принцип работы этого оборудования, необходимо разобраться с его устройством. К ключевым элементам относятся:
- Неподвижная станина, на которой закрепляются остальные детали.
- Корпус из металла или пластика.
- Основной элемент приводного механизма.
- Замкнутый контур который отвечает за резку.
- Отдельный механизм с помощью которого подаются заготовки.
- Система управления.
Мастер выставляет угол реза на полотне, запускает электродвигатель. Подающий механизм перемещает обрабатываемую заготовку под режущую часть. Давление полотна равномерно распространяется по разрезаемой детали. Для изменения положения металлической заготовки, мастер перемещает рабочий стол.
Сварка

Процесс пайки стыков полотна проводится на сварочном станке, которые в зависимости от модификации, запускаются посредством клавиши либо специальной рукояткой.
После включения агрегата к торцам ленты через зажимы подводится сварочный ток для расплавления металла на участке предполагаемого шва.
Для получения прочного соединения следует очистить поверхность токопроводящего стержня. Выполнять очистку по всей его длине не имеет смысла, главное, чтобы контактирующая с лентой поверхность не имела следов грязи или других нежелательных наслоений.
Несоблюдение данного условия нарушит сопротивление цепи, что негативно отразится на качестве соединяемой детали.
Классификация ленточных пил
Все существующие виды ленточных пил подразделяются по материалу, размеру и шагу зубьев, их геометрии, твердости и разводке. В зависимости от этих показателей они могут быть универсальными широкого применения или специальными, рассчитанными под конкретный тип стали.
Область применения полотен определяется шагом зубьев (их размером), твёрдостью зубьев, геометрией зубьев, разводкой. Полотна, рассчитанные на работу с прочными сплавами, имеют усиленную режущую часть из более твердого материала – специальные марки сталей, высокопрочные и композиционные сплавы.
Выбор ленты в зависимости от материала:
- Пилы марки SP – для износостойких и жаропрочных стальных сплавов.
- Биметаллические режущие элементы (М-42) – для среднеуглеродистых и малоуглеродистых сталей.
- С композиционными сплавами (М-51) – для высокоуглеродистых сплавов.
- Пилы ТСТ – для титана, никелевых сплавов и других материалов повышенной твердости.

В зависимости от шага зуба:
- Постоянный крупный шаг – оптимален для реза тонких листов малых размеров.
- Частое и равномерное расположение зубьев – для заготовок большого размера.
- Ленты с переменным зубом – для мягких материалов.

В зависимости от разводки зуба, влияющей на качество реза и вибрацию при работе:
- Волнистый профиль – тонкие стальные заготовки или детали небольшого размера.
- Стандартный профиль (равномерное размещение зубьев с обеих сторон) – работа с объёмным металлом, для контурной резки или для установки на вертикальные станки.
- Переменный профиль (парной размещение зубьев с каждой из сторон) – высокая эффективность при снижении нагрузки.
Этапы сварочных работ
Резка
Для начала полотно пилы необходимо разрезать на заданную длину. Для резки можно использовать разные инструменты. Мы рекомендуем гильотинные ножницы, поскольку они дают наиболее ровный срез. Сам срез должен располагаться на вершине зубьев. Не забывайте оставлять примерно по 1-2 миллиметра со стороны реза на осадку.
Чтобы добиться точного среза можно использовать методику, изображенную на картинке ниже. После такой резки концы пилы будут ровными и отлично состыкуются. А это напрямую влияет на качество сварного шва.
Зачистка
После резки концы пилы нужно зачистить. Это стандартная подготовка металла под сварку. Очистите металл от загрязнений и следов коррозии. Затем обезжирьте любым растворителем. Например, ацетоном. После чего зачистите кромки с помощью абразивного материала. Мы используем наждачную бумагу. Следите, чтобы на кромках не было заусенцев. В идеале они должны быть гладкими и ровными.
Установка пилы в зажимы
Выше мы уже могли ознакомиться с компонентами, из которых состоит станок для сварки ленточных пил. Мы говорили, что там есть зажимной механизм. Именно в него необходимо установить полотно пилы. У зажима есть подвижная и неподвижная часть. Установите один конец полотна в подвижную, а второй конец в неподвижную. Между зажимами есть свободное пространство. Вам необходимо установить полотно так, чтобы его стыки были ровно посередине этого пространства. Естественно, стык должен быть ровным и точным.









Выбор режима сварки
Далее необходимо выбрать режим сварки. Если у вас простейший сварочный аппарат, то все параметры нужно настроить вручную. Режим сварки выбирается исходя из размеров пилы и ее сечения. Чем сечение больше, тем больше значение сварочного тока. Это общие рекомендации.
Обычно к сварочному аппарату прилагает инструкция, в которой прописаны все режимы сварки в зависимости от размера полотна пилы
Также обратите внимание на настройку скорости подачи импульсов тока. У бюджетных моделей ее нужно контролировать вручную, иначе металл нагреется слишком сильно
Рекомендуемое время подачи тока — 1-2 секунды. В аппаратах подороже этот параметр регулируется автоматически.
Сварка
Сварка для ленточных пил начинается с включения станка. Станок для сварки ленточных пил запускают в зависимости от модели. Это может быть отдельная кнопка или специальная рукоятка. После запуска к концам пилы будет подведен сварочный ток, который расплавит металл в зоне будущего шва. К пиле ток подводится через зажимы. После нагрева стыка подвижный зажим нужно немного сместить, чтобы сформировался сварной валик. Шов готов!
Следите, чтобы поверхность электродов была чистой перед сваркой. Необязательно вычищать все электроды, достаточно лишь ту часть, которая контактирует с полотном пилы. Если проигнорировать это правило, соединение получится некачественным. Загрязнения будут нарушать сопротивление цепи.
Отжиг
Далее следует отжиг. Он необходим, потому что в результате сварки металл становится слишком твердым, из-за чего повышается его хрупкость. Отжиг помогает вернуть полотну его исходное состояние. После отжима металл снова становится пластичным, улучшаются его эксплуатационные характеристики.
Чтобы выполнить отжиг не нужно доставать полотно из зажима. Просто установите другой режим подачи тока. Главное — добиться температуры нагрева около 600 градусов. В дорогих аппаратах есть отдельная функция отжига. Но если у вас простая бюджетная модель, то необходимо выполнить несколько дополнительных действий.
Прежде всего, учтите, что помимо нагрева нужно и охлаждать металл. И желательно выполнять эти операции поочередно. Нажмите на кнопку подачи тока и удерживайте ее, пока на табло не высветится температура нагрева. Затем отпустите и дайте металлу остыть. Чтобы полотно остывало равномерно, можно периодически нажимать на кнопку снова, не давая металлу быстро охлаждаться. Время охлаждения занимает в среднем 5 минут.
Если на вашем аппарате нет табло с индикацией температуры нагрева, то можно ориентироваться на цвет металла. Обычно полотно приобретает вишневый оттенок, когда достигается необходимая температура нагрева. Не допускайте нагрева металла до оранжевого или желтого цвета. Иногда необходимо выполнить отжиг дважды.
Повторная зачистка
Во время отжига на полотне могут образоваться видимые наплывы. Их нужно убрать, выполнив повторную зачистку. Теперь она нужна не для технических, а для эстетических целей. Заодно можно поправить впадины между зубьями, придав им правильную геометрическую форму. Повторную зачистку можно выполнить любым инструментом с абразивом. Обработайте металл так, чтобы соединения практически не было видно.