сохранение диаметра трубы при гибке – фото
Металлические трубы – стальные, железные, медные, алюминиевые, поступают в продажу и применяются в уже готовом виде, и не предполагает его изменения, так как при монтаже используется резьбовое или сварочное соединение. Изделия из мягких металлов – медь, алюминиевые сплавы, и небольшого сечения изгибать своими руками возможно, хотя и нежелательно.

Процесс загибания
Если же речь идет о железных трубах с большой толщиной стенок, то такого рода процесс должен производиться только в заводских условиях.

Классификация изделий
Трубопровод, помимо материала, сечения, формы и толщины стенки отличается методом производства. Последнее имеет весьма большое значение при эксплуатации изделия.
- Сварные – прямошовные или спиралешовные. Имеют сварной шов по всей длине, при этом сваренные кромки характеризуются разной толщиной. При изгибании форму сечения и диаметр изделия крайне сложно сохранить.
Бесшовные – производятся методом прессования, волочения и так далее, и, в свою очередь, подразделяются на две категории.
2.1. Горячекатаные – характеризуются небольшой гибкостью. Толщина стенки неравномерна, что обусловлено технологией изготовления.
2.2. Холоднокатаные – менее всего склонны к деформации при изгибании. Поэтому несмотря на высокую стоимость при создании сложных инженерных систем, используется эта категория продукции.
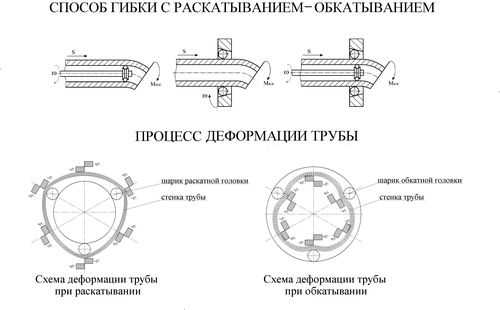
Деформации при гибке
Изменение первоначальной формы трубопровода сопровождается появлением дефектов, сказывающихся на последующей эксплуатации.
- Овализация – круглая или овальная труба при изгибе теряет точную форму сечения – сплющивается. Полезная площадь сечения при этом не изменяется, но распределение потоков воды происходит иначе, что в водопроводной или отопительной системе создает дополнительную нагрузку.
- Образование гофров и изломов – деформируется внутренняя часть трубопровода, что образует преграду для протекающей воды и провоцирует усиленное отложение солей.
- Утоньшение – изменяется толщина стенки, что ведет к потере механической прочности.
- Формирование упругого отпора – при этом изменяется радиус изгиба, то есть трубопровод не образует заданной конструкции.
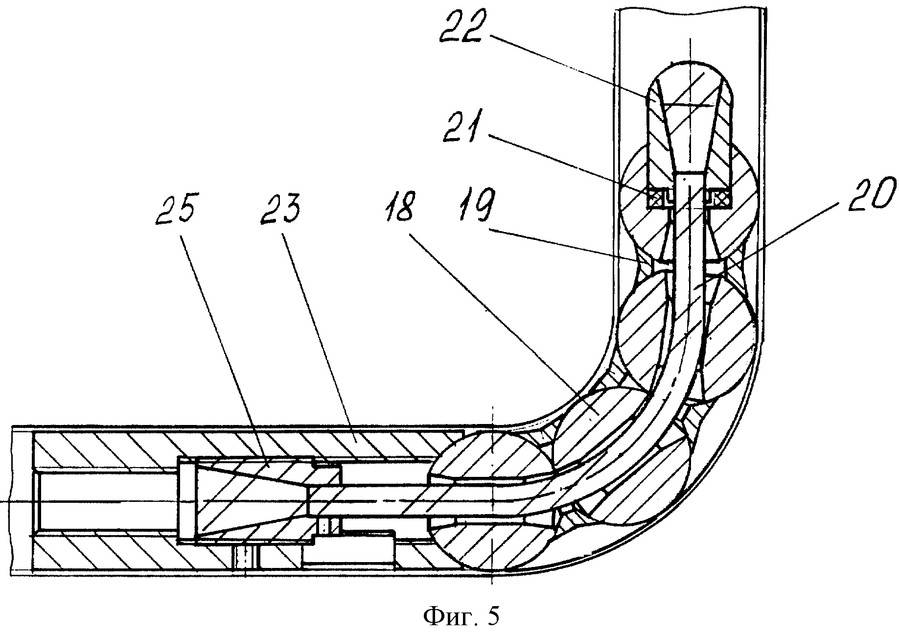
Что такое дорн
Это механическая составная часть станка или комплекса, на котором осуществляется гибка изделий. С конструкционной точки зрения различают два вида устройства:
- Жесткий дорн – являет собой стержень определенной формы, классифицируется по форме сечения трубопровода.
- Составной или шаровой – включает подвижные сегменты, благодаря которым можно изгибать трубы с очень малым диаметром.
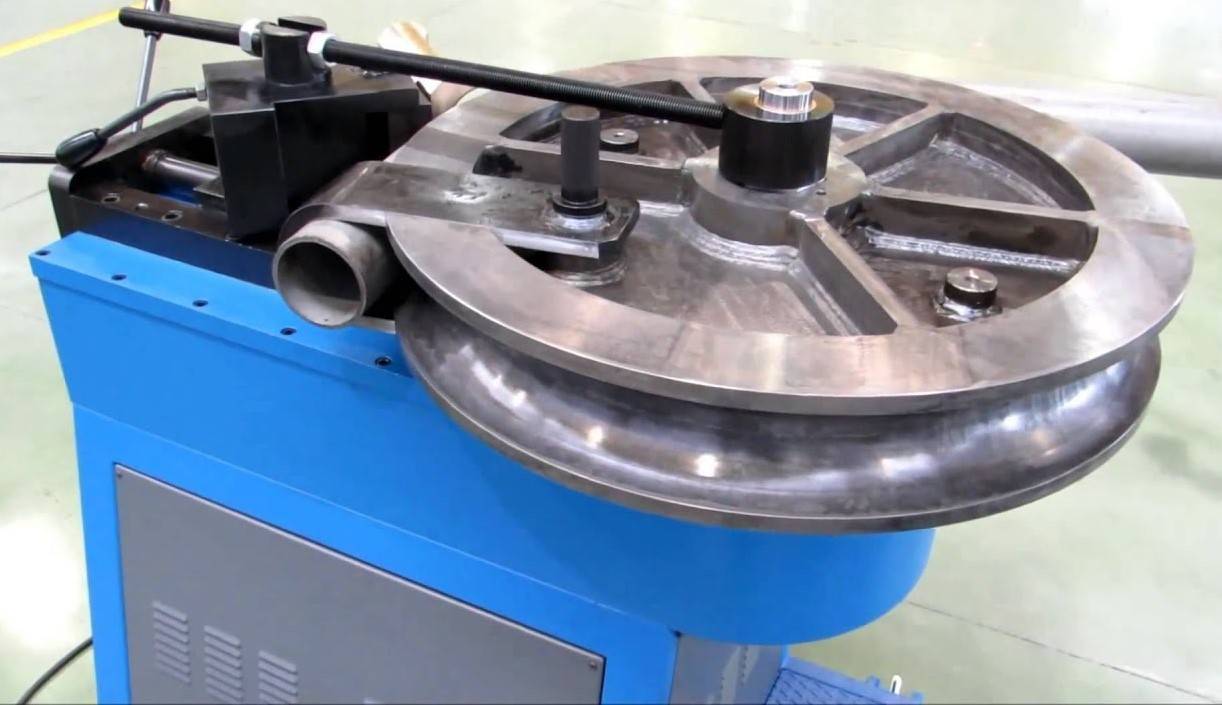
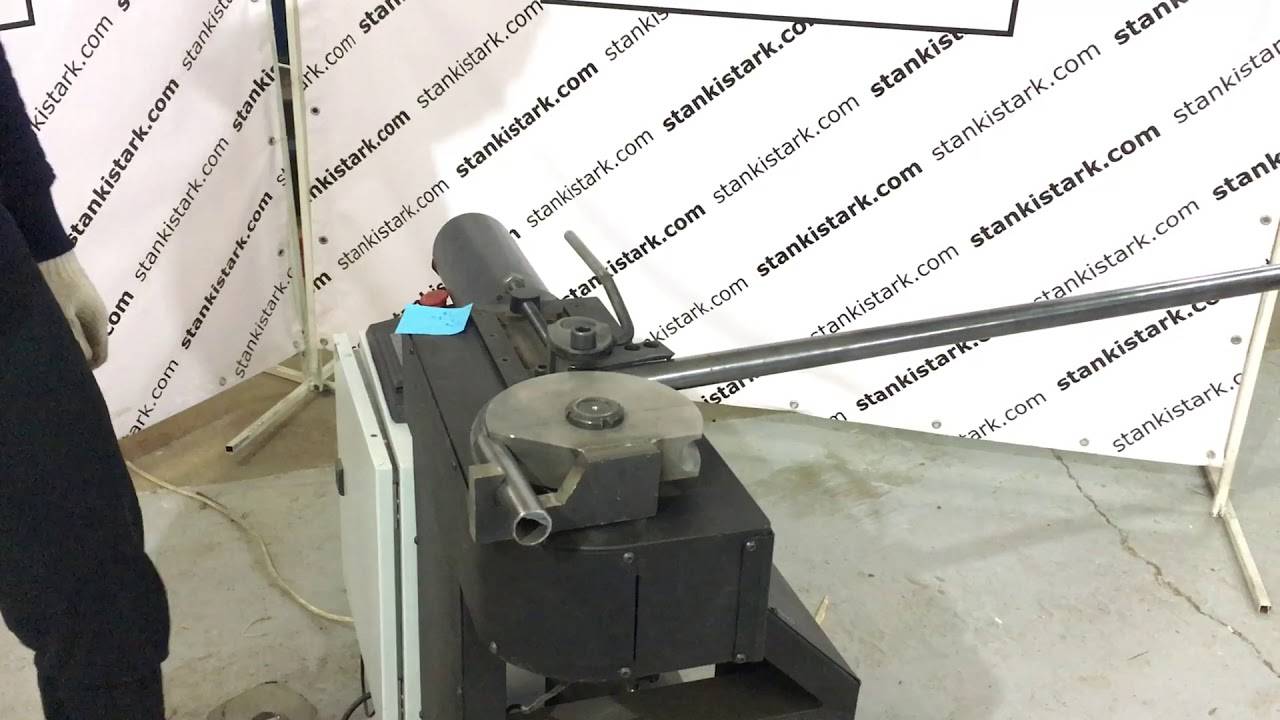
На фото демонстрируется трубогибочный станок.

Технология гибки
Применяются два основных варианта. Выбор зависит от радиуса изгиба трубопровода и толщины стенки – больше 3 мм.
- Гибка без дорна – осуществляется при большом радиусе гиба – 3D и более (D – диаметр трубопровода). Для предотвращения деформаций требуются дополнительные операции, например: набивка дробью или песком. Технология считается устаревшей и используется в тех случаях, когда высокое качество не требуется.
- Гибка с дорном – труба размещается на дорне и под действием соответствующих инструментов изгибается под нужным углом. Применяются оба вида устройства в зависимости от характеристик изделия. Таким образом получают дуги, «кривые отводы», S-образные и элипсообразные изгибы. Осуществляется процедура двумя методами.
2.1. Проталкиванием – в этом случае изделие прокатывается через конструкцию из трех вальцов. Последние сообщают величину радиуса изгиба. Технология более известна как трех- или четырех- вальцовая гибка.
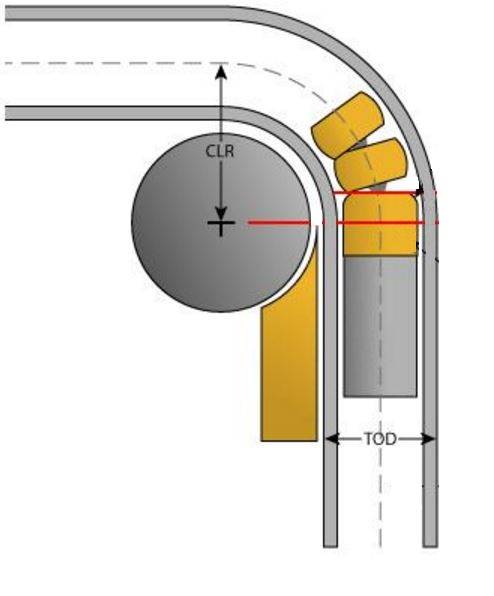
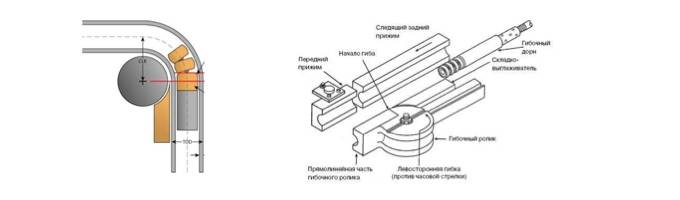
2.2. Гибка с поджимом – производится при помощи каретки или направляющей линейки, в зависимости от типа оборудования. Во время работы труба поджимом прижимается к гибочному ролику. Когда последний приходит в движение, изделие снимается с дорна и изгибается на заданную величину. Поджим предотвращает изменение толщины стенки при изгибе и позволяет подвергать трубы изгибанию с очень малым радиусом – 0.95 D и даже 0,78 D. Как правило, при этом используется составной дорн, так как последний позволяет получать трубопровод без прямолинейных участков.

При изгибании трубы с тонкими стенками или из мягких металлов – алюминий, медь, рекомендуется применять метод с поджимом, так как он более точен и предохраняет стенки от утоньшения.
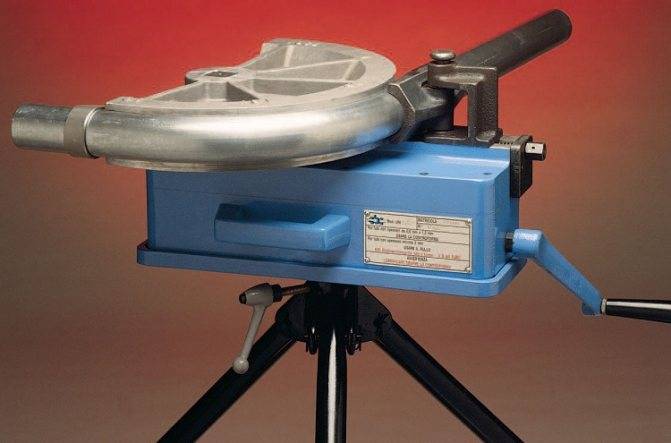
Виды и отличия
В основном трубогибы делятся на дорновые и бездорновые. Дорновый трубогиб дороже, это всегда мощный стационарный станок. Бездорновый трубогиб может быть как мобильным, так и стационарным.
Этих моделей намного больше. Бездорновый трубогиб стоит дешевле дорнового, но только если речь идет о сравнении моделей из одной категории. Это надо четко понимать.
Дорн – всего лишь полезная надстройка над гибочным станком. Она отнюдь не играют решающей роли, хоть и действительно помогает людям справляться с задачами эффективнее и быстрее. Как дорновый так и бездорновый трубогиб стационарного типа работает на электричестве.
В этом плане их делят на:
- автоматические;
- полуавтоматические.
Дорновый и бездорновый трубогиб автоматического образца – самый дорогой и продвинутый вариант. Работает такая техника за счет специально встроенного процессора или ЧПУ. Она нуждается в минимуме рабочего персонала и максимально эффективна.
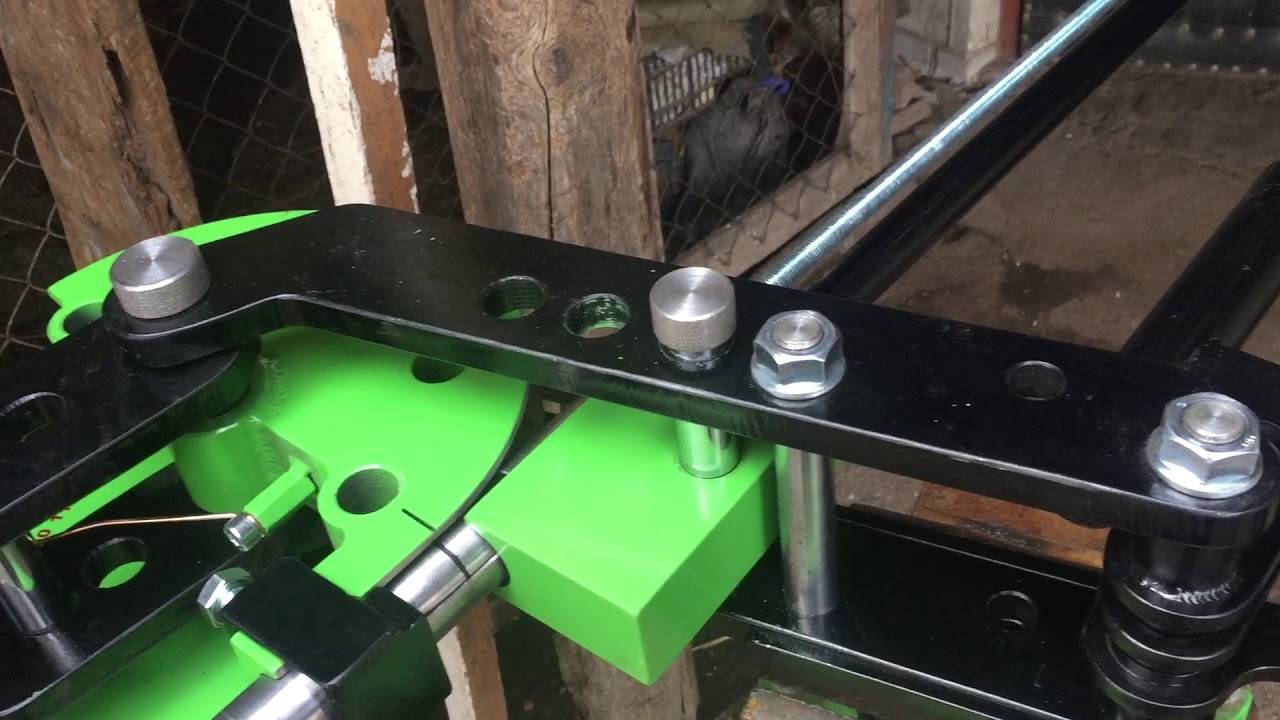
Насадка с фиксатором дорнового трубогиба
Вам нужно всего лишь задать несколько рабочих параметров, таких как: класс трубы, тип материала, угол и радиус загиба, а затем запустить систему. Остальные операции станок проделает сам.
Полуавтоматические модели нуждаются в большем контроле. Здесь уже разброс по степени управления может быть очень большим.
От моделей, полностью зависящих от внешнего управления, до образцов с примитивным ЧПУ, успешно выполняющих деформирование простейших изделий, но все еще нуждающихся в контроле.
Автоматические трубогибы намного дороже полуавтоматических. Впрочем, это не значит, что они явно лучше. Хороший мастер, использующий полуавтоматический бездорновый трубогиб со своей работой может справиться и быстрее.
Не говоря уже о качестве работ. Автоматика, конечно, может идеально отработать по заданным параметрам, но что делать, если в параметрах ошибка, или же они не соответствуют действительности?
Например, производитель указал не тот класс качества материала, был использован более мягкий металл и т.д. Робот такие вещи не заметит, а вот человек – вполне.
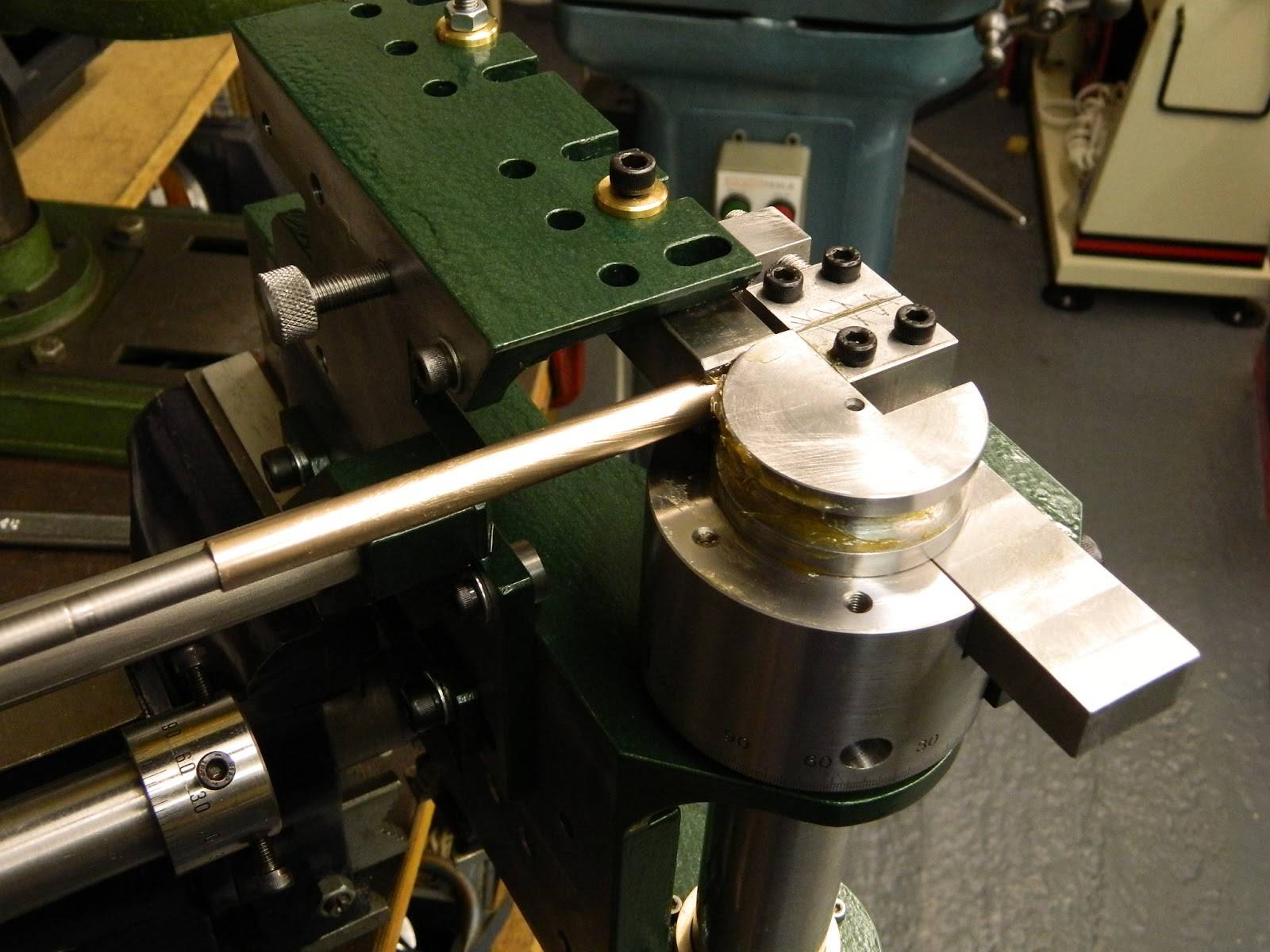
Использование дорновых станков
Рассмотрим процесс взаимодействия с полуавтоматическими дорновыми станками на примере стандартного оборудования, наматывающего трубу на круглый вал.
Этапы работы:
- Устанавливаем трубу в заготовку.
- Фиксируем ее зажимами.
- Просовываем внутрь дорн.
- Фиксируем дорн.
- Устанавливаем круглую насадку в рабочее положение.
- Крепим насадку к загибочному валу.
- Затягиваем фиксаторы до упора.
- Плавно загибаем трубу до нужного угла. Если пережали – ничего страшного, можете дать обратный ход. За счет действия дорна заготовка не разрушается, поэтому такие действия допустимы.
Вот и весь процесс. Ничего сложного, не так ли? Всего-то нужно правильно зафиксировать трубу (это делается сразу в нескольких местах, с помощью винтовых зажимов), просунуть внутрь дорн, установить насадку и выполнить работу.
Трубогиб своими руками
Трубогибочный станок с ЧПУ – дорогостоящее оборудование, доступное для крупных предприятий, располагающий достаточным бюджетом. Но для домашних целей такой прибор можно изготовить своими руками. Он будет обладать меньшей производительностью, чем профессиональный агрегат. Такое устройство сможет справиться с обработкой заготовок из мягких металлов небольшого диаметра.







Наиболее важным элементом комплектации является массивная рама, на котором будут располагаться остальные части агрегата. После изготовления массивной рамы конструкция дополняется:
- многоручьевыми гибочными роликами;
- эксцентриком;
- зажимными колодками.
Метод гибки
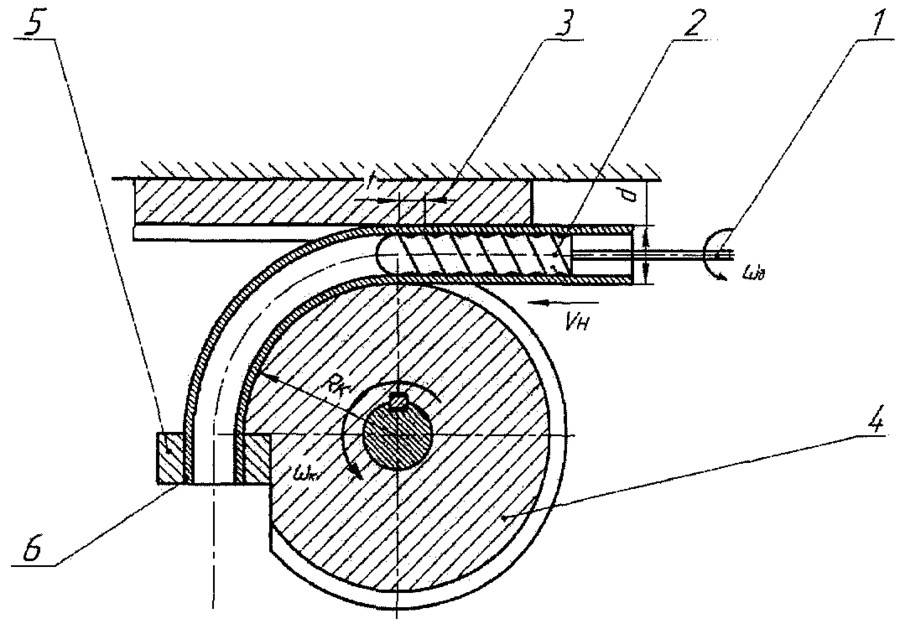
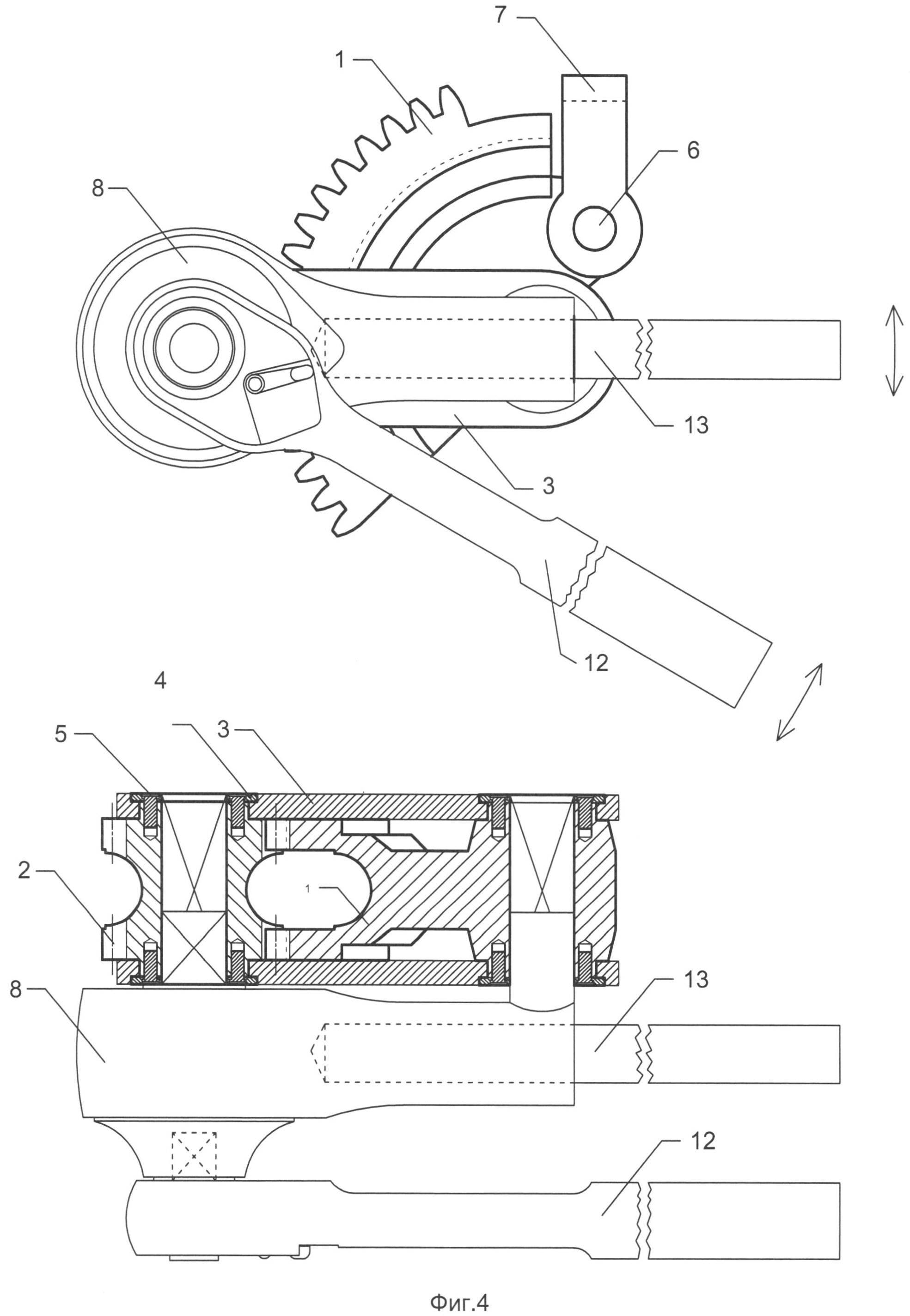
Для гибки каждого вида профиля, отличающегося от предыдущего, применяется свой, индивидуальный инструмент, он же – штамп или оправка. Вернее сказать, и вращающаяся вокруг своей оси оправка и неподвижные ролики, фиксирующие трубу, блок-основание которых может передвигаться вдоль стола для прижима заготовки – обе эти составляющие должны иметь свою проточку под каждый размер трубы или профиля.
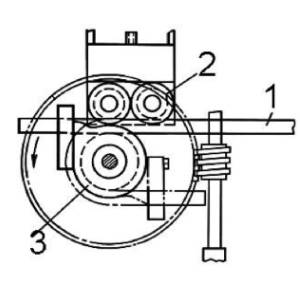
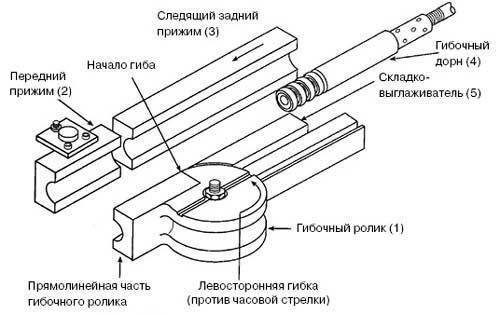
Схема гибки
- Заготовка
- Неподвижные ролики (фиксация)
- Вращающаяся вокруг своей оси оправка
Труба фиксируется в оправке и зажимается неподвижными роликами. Далее оправка, в которой уже загружена и зажата деталь, начинает вращаться вокруг своей оси, приводимая в движение электромотором, а ролики (ответная часть) зафиксированные на месте, таким образом, обеспечивают гибку.
Угол гиба задается при помощи установки на определенное значение (положение) концевика или непосредственно в самом интерфейсе панели управления, в зависимости от модели бездорнового трубогиба.
Области применения бездорновых трубогибов
Бездорновые трубогибы имеют крайне широкую сферу применения при производстве самых разных конструкций, некоторые примеры изделий:

Но главное понимать, что трубогиб, не имеющий дорна, изгибает только толстостенные трубы и профили. Такова особенность именно правильной и качественной гибки труб, где после выполнения операции изделие имеет эстетически приятный внешний вид и не обладает складками, заломами и другими характерными подобным операциям повреждениями.
Нюансы и разъяснение особенностей
При работе на бездорновых трубогибах существует 2 основных правила, которые необходимо учитывать, проектируя гибку какого-либо изделия, а именно:
- Толщина стенки трубы (профиля) должна быть больше ее диаметра минимум на 10%
- Радиус гиба не может быть менее трех, а желательно четырех значений от диаметра самой трубы
Соблюдая оба правила при работе, Вы будете получать правильную, качественную поверхность и, самое главное, форму детали после процесса гибки. Если пренебрегать этими правилами, то есть очень большой риск получить абсолютно не качественные детали, потому что могут (и будут!) образовываться так называемые складки на внутренней поверхности трубы в месте сгиба. А также заломы, замятия или разрывы стенки на внешней стороне. Такое характерно для труб и профиля с тонкой стенкой и/или из более пластичного металла.
Что если у Вас существует необходимость в гибке деталей, которые частично или полностью не отвечают данным условиям? Об этом как раз ниже.
Трубогибы с прижимным роликом
Более сложным по конструкции является ручной трубогиб, в котором используется прижимной ролик. Для изготовления такого приспособления можно использовать как дерево, так и металл.
Для труб из мягких материалов (к примеру, медных) оптимальным вариантом являются ролики из древесины, так как они не вызывают деформации металла. Такие ролики совсем несложно изготовить в домашних условиях, если использовать фото или чертежи подобных приспособлений, в большом количестве размещенных в Интернете. В качестве материала изготовления можно использовать толстые доски или несколько слоев фанеры.
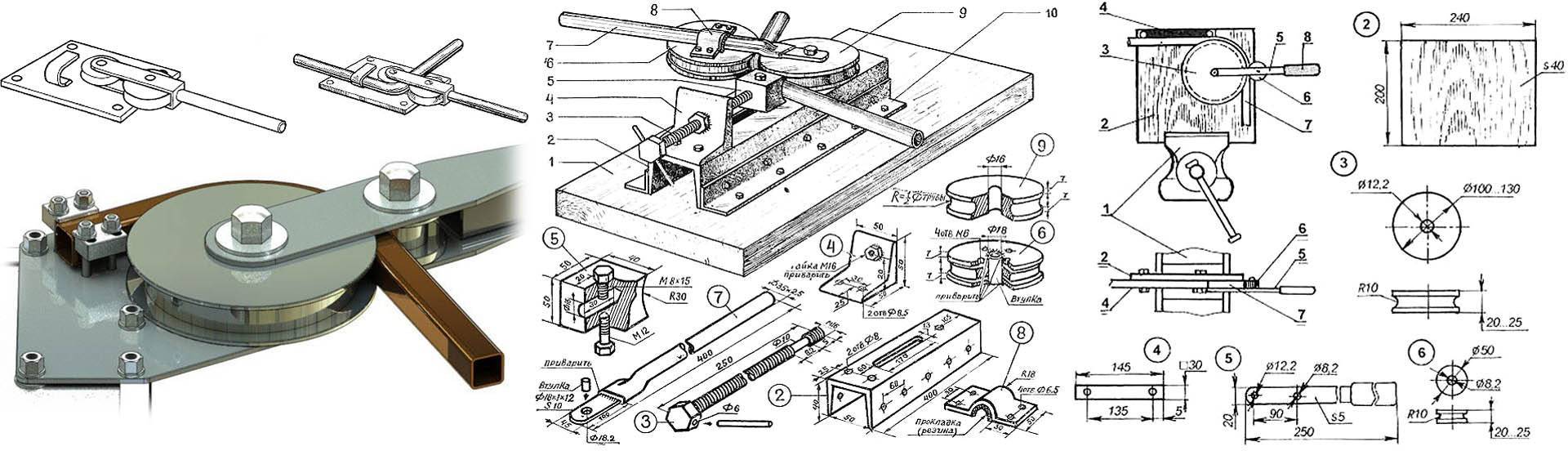
Чертеж трубогиба с прижимным роликом
Самодельный трубогиб подобной конструкции, основу которого составляют ролики – подвижный (прижимной) и неподвижный, – позволяет выполнять сгибание труб круглого сечения, отличающихся даже значительным диаметром.
Для того чтобы понять, что такое устройство отличается простотой конструкции и применения, достаточно взглянуть на его фото или чертеж. В зависимости от того, какие нагрузки предполагаются для трубогиба этого типа, основание для него изготавливается из металла или прочной фанеры. П-образный держатель, на котором будут размещены центральный и прижимной ролики, делают из металла.
Относительно оси центрального ролика, надежно закрепленной на основании, такой держатель должен иметь возможность вращаться. С обратной стороны от центрального ролика на держатель крепится рукоятка, являющаяся рычагом, поэтому от ее длины напрямую зависит создаваемое усилие. Такой рычажный трубогиб позволяет выполнять операции с различным радиусом загиба труб.
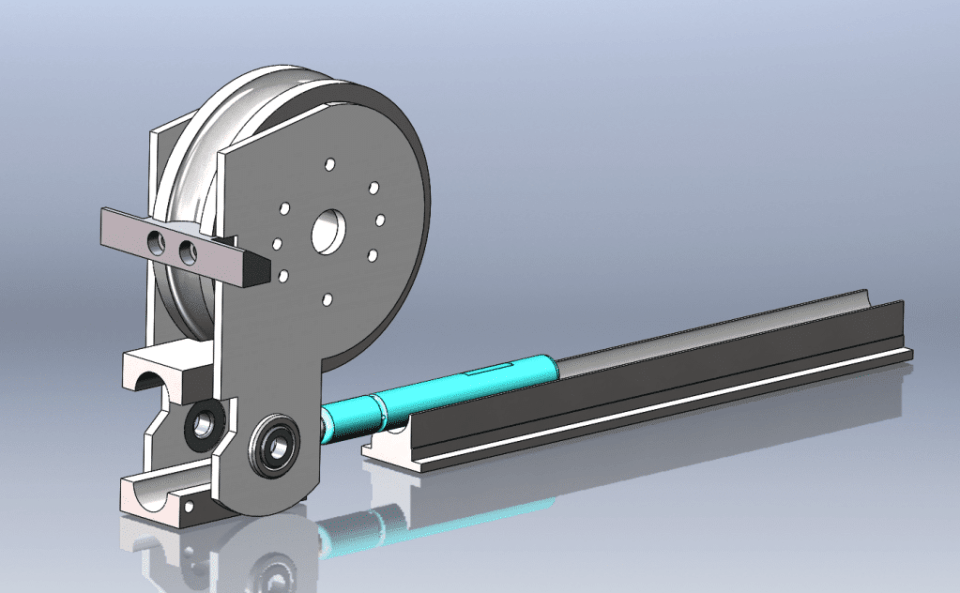
Многие задаются вопросом о том, возможно ли изготовление своими руками трубогиба намоточного типа. Естественно, сначала желательно изучить чертеж или фото такого приспособления, на котором нет упора на основании. Основу конструкции трубогиба этого типа составляют два шкива, рамка с рычагом и прижимным роликом, надежное основание. Гибка при помощи такого устройства осуществляется за счет того, что трубу, помещенную в желобок неподвижного шкива и зажатую хомутом, оборачивают вокруг шаблона при помощи рычага и подвижного ролика.
Трубогиб для мягких труб на два разных радиуса сгиба
Для небольших и мягких изделий (алюминиевых или медных) пригоден самодельный трубогиб, позволяющий выполнять сгибание с двумя разными радиусами. Фото такого устройства несложно найти в Интернете. В этом трубогибе используется один прижимной ролик, а шаблон выполнен одновременно с двумя радиусами на одной пластине. Естественно, что для каждого варианта гибки ручка трубогиба должна переустанавливаться, для чего на его основании предусмотрены два отверстия.
2 Технические характеристики и принцип работы
На производстве большим спросом пользуются машины с ЧПУ. К их преимуществам относится возможность получения загибов высокой точности. На механическом приборе добиться такого результата очень сложно. Автоматизированное оборудование оснащено компьютером, с помощью которого задаются нужные параметры: давление прижима, позиция дорна, с какой скоростью должен поворачиваться гибочный узел и т. д. Кроме того, современные машины с ЧПУ хранят в памяти необходимые данные: характеристики обрабатываемых изделий, параметры оснастки и пр.
 Дорновая машина с ЧПУ
Дорновая машина с ЧПУ
Рама станка обычно делается из высокопрочной стали, а чугунная головка способна создать высокий гибочный момент. Очень часто положение головки отображается на экране. Некоторые модели таких трубогибов, например, ERCOLINA GIGABENDER GB90 и GB100, отличаются двумя методами зажима – пальцевый и верхний. В первом случае гибочный рычаг не испытывает нагрузок, а во втором появляется возможность линейного перемещения трубы за счет зазора между верхним зажимом и обрабатываемой поверхностью.
 Дорновой трубогиб ERCOLINA
Дорновой трубогиб ERCOLINA
Для улучшения характеристик инструмент имеет гидравлический бустер. На протяжении всего рабочего цикла прижимная планка сопровождает обрабатываемый элемент, а потом возвращается в исходную позицию. При этом ее манипуляции происходят за счет гидроцилиндра и строго по заданной программе. Гидравлический патрон зажима, расположенный на линейных направляющих, имеет механические упоры. С помощью последних задается плоскость поворота трубы.
Самые популярные варианты самодельных трубогибов
Самыми технологичными и универсальными являются трубогибы, работающие по принципу прокатки. Именно такие устройства, часто оснащенные электроприводом, используют профессионалы, постоянно сталкивающиеся с необходимостью гибки труб из различных материалов, в том числе и из нержавеющей стали.
Вариант самодельного трубогиба
Основу конструкции такого устройства составляют три вращающихся ролика, один из которых является прижимным. Благодаря постепенно увеличивающемуся давлению прижимного ролика и повторяемой для каждого нового положения ролика прокатке сгибание трубы осуществляется наиболее щадящим способом, ее стенки подвергаются растягивающим манипуляциям очень равномерно.
Самодельный трубогиб с электроприводом, сделанный своими руками
Компьютерная модель трубогиба Компьютерная модель трубогиба Чертеж прижимного винта Чертежи валов Чертежи валов Чертеж кольца Комплектующие трубогиба Комплектующие трубогиба Процесс сборки Привод от двигателя Привод от двигателя Вид со стороны валов
Самое главное, что позволяет делать такой трубогиб, – это регулировать радиус изгиба обрабатываемого изделия. Вариантов конструктивного исполнения такого универсального устройства может быть несколько: на элементах рамной конструкции расположены вращающиеся упорные ролики, а также колесо, с помощью которого прокатывается труба; боковые несущие поверхности и основание делается из листового металла, а для перемещения прижимного ролика используется винтовая передача. На устройствах второго типа можно изменять минимальный радиус изгиба, что достигается за счет изменения положения опорных роликов.
Валы данного трубогиба позволяют комфортно работать не только с круглыми трубами, но и с профильными
Несущую конструкцию для такого трубогиба можно изготовить из дерева. Металлическими в нем останутся оси роликов, шток, крепежные элементы и ручка для прокручивания роликов, которые также можно изготовить из древесины или полимерных материалов.





Выше мы рассмотрели трубогибы, в которых процесс протягивания обеспечивается за счет вращения прижимного ролика. Есть также категория устройств, в которых движение трубы задается при помощи вращения опорных роликов.
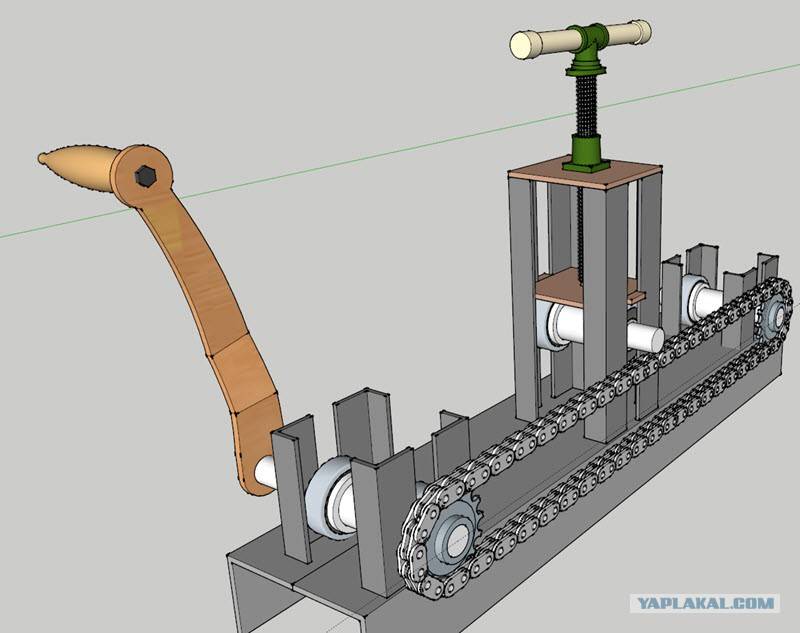
Вариант с винтовым домкратом
Трубогиб электрический или ручной, в котором вращение передается одному ролику, обладает ограниченными возможностями. Для трубогиба, в котором вращаются оба опорных ролика, характерна более сложная конструкция, так как необходимо передавать вращение сразу двум элементам.
Более удобным, по мнению многих специалистов, является трубогиб, в котором прижимной ролик расположен снизу. Некоторые мастера придерживаются мнения, что контролировать сгибание труб на нем значительно проще, они не загораживаются верхней несущей конструкцией.
Трубогиб с электромотором и приводом через две цепи
Любое устройство для гибки труб является достаточно несложным приспособлением, работа которого основана на элементарных законах механики. Если потребность в сгибании нержавеющих, металлопластиковых труб, а также труб из других материалов возникает нечасто, то можно ограничиться и ручным устройством.
Виды дорновых трубогибов и особенности их конструкции
Дорновый трубогиб из-за особенностей своей конструкции может быть только стационарным. Даже станки, изготовленные для бытовых нужд своими руками, отличаются массивностью. Серийные трубогибы дорнового типа не бывают ручными, для их работы необходимо электрическое питание.
Универсальный трубогибочный дорновой станок Stankras
Среди дорновых трубогибов встречаются полуавтоматические и автоматические приспособления. Более дорогостоящим, естественно, является полностью автоматизированное оборудование. Всеми рабочими процессами, протекающими на таких трубогибах, управляет система ЧПУ, в память которой предварительно заносятся все требуемые параметры: тип материала и класс трубы, угол загиба и его радиус, давление прижима, скорость поворота гибочного узла и др. Для обслуживания такого оборудования, которое позволяет добиваться высокой эффективности рабочего процесса, не требуется много людей.
Автоматическая дорновая трубогибочная машина с ЧПУ
Полуавтоматический дорновый трубогиб, на котором часть технологических операций выполняется в ручном режиме, требует уже большего внимания со стороны рабочего персонала. Однако в тех случаях, когда необходимо гнуть изделия из разного материала и с разными геометрическими параметрами, целесообразнее использовать дорновый трубогиб полуавтоматического типа, который также значительно дешевле автоматического оборудования.
Гибочная головка с узлом подачи дорна
Любой трубогиб дорнового типа состоит из следующих конструктивных элементов:
- рамы с направляющими, на которую крепятся и позиционируются все элементы оборудования;
- чугунной головки, за счет которой создается гибочный момент;
- гидравлического бустера, усиливающего действие гибочной головки;
- патрона, в котором фиксируется заготовка (с его помощью также задается плоскость загиба);
- гибочного ролика, задающего радиус загиба;
- зажимных колодок, фиксирующих изделие на участке выполнения загиба;
- дорновых оправок и тяг, на которых они крепятся;
- натяжного кронштейна, за счет которого на трубогиб устанавливаются тяги с дорновыми оправками.
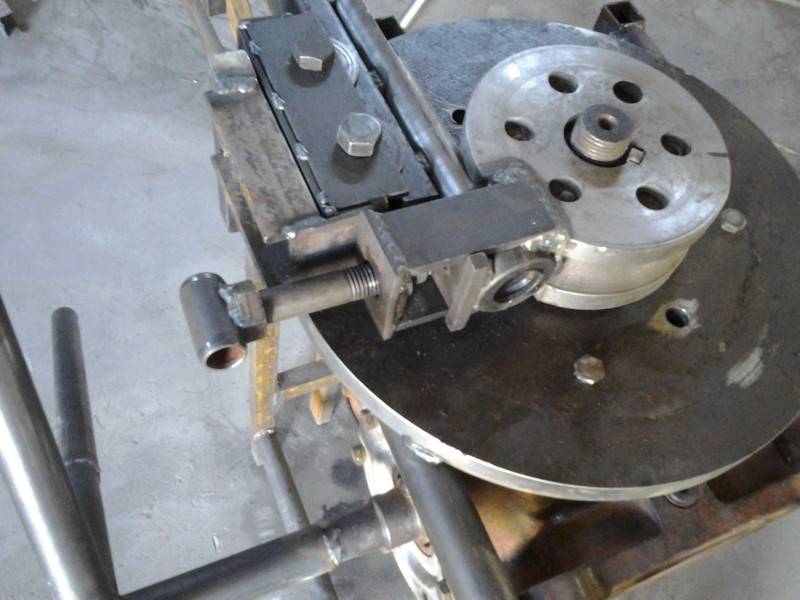
Принцип работы дорнового трубогиба
Порядок гибки профильной трубы на самодельных станках
За один раз получить требуемый радиус изгиба у вас вряд ли получится — слишком большое усилие требуется для этого. Вручную его создать нереально. Получают требуемый изгиб за несколько проходов:
Сначала выставляют ролики так, чтобы получить небольшой изгиб, прокатывают трубу в одну сторону, затем вынимают из валков, разворачивают и вставляют другой стороной. Разворачивать необходимо, чтобы получить ровно изогнутую трубу. С тем же положении роликов протягивают ее несколько раз, до тех пор, пока кривизна уже не добавляется. Если требуемый радиус изгиба не достигнут, изменяют положение ролика и снова повторяют действия.
Прокатный трубогиб с электроприводом
Изменение радиуса изгиба получается постепенно, иначе на самодельном трубогибе дугу из профильной трубы не сделаешь. Что делать, если надо повторить один и тот же изгиб? Сделать градуировку — отметить на какую высоту перемещался ролик, сколько раз прокатывали в каждом положении. При повторении отличия если и будут, то незначительные.
Сложность гибки заключается в том, что нет никакой шкалы и трудно без опыта получить задуманный радиус изгиба. Рано или поздно вы его получите, но испортить при этом можно много материала.
Виды дорновых трубогибов
Трубогиб может быть автоматический или полуавтоматический. Полуавтоматические трубогибы стоят дешевле. Но часть работы производится вручную, а это часто требует больших усилий. Управление автоматизированным рабочим процессом производит машина ЧПУ, оснащённая компьютером. Предварительно в него заносят схему сгиба со всеми параметрами и цифрами. Для обслуживания всего процесса достаточно одного человека.
Трубогиб может придавать трубе самые разные углы загиба. Но радиус не должен превышать двух радиусов самой трубы. Если исключить изгибание и придать нужную форму конструкции с помощью соединительных элементов (фитингов), то прочность и надёжность конструкции будет гораздо ниже, нежели у её монолитного аналога.
Типы трубогибов:
- арбалетный — рама в форме буквы «Т». Включает в себя держатель трубы и подвижной рычаг, расположенный перпендикулярно. Ручной аппарат применяется в основном при монтаже отопительных и водопроводных систем. Способен загибать трубы, образуя угол до 180°;
- гидравлический — бывает ручным и стационарным. Ручные предназначены для сгиба труб с небольшим диаметром, а стационарные используются на производствах и могут сгибать заготовки размеров в поперечнике до 100 мм. Такой трубогиб выполняет угол вплоть до 90°;
- электрический — этот тип применяется в широкопрофильном смысле. Выполняет сгибы практически любой сложности. Его работа полностью контролируется автоматикой, поэтому точность сгиба детали получается идеальной.
Дорновый трубогиб может быть ручным, его применяют при небольших объемах работ
Дорновые трубогибы используют разные схемы выполнения работы. В гидравлических, а также арбалетных системах деталь подвергается точной обработке. Широко распространены схемы, в которых присутствуют роликовые детали. В таких случаях изгибание происходит постепенным наматыванием детали на ролики. Из-за специфичности своей конструкции этот аппарат является стационарным оборудованием. Для работы трубогиба серийного типа требуется обязательное наличие электропитания.
Как сделать самостоятельно станок для гибки труб
Чтобы сделать станок для гибки профильной трубы своими руками необходимо помнить о тому, что конечное изделие должно отличаться предельной простотой и выполняло свою функцию.
1-й способ
Чтобы сделать и пользоваться гибочным станком для профильной трубы необходимо подготовить два куска швеллера, два обрезка пальцев, являющихся частью гусениц трактора, и четыре уголка.
Чтобы согнуть заготовку понадобится домкрат, способный развивать усилие в 5 тонн и более. При этом потребуется его модернизация за счет установки на выдвижном штоке стальной платформы, для изготовления которой можно использовать выработанный шкив, имеющей ширину «ручейка» сопоставимую с профилем трубы. В данном случае обустройство гидравлического привода предполагает отрезание половины шкива и высверливание в нем посадочного места под шток домкрата.
Станина будущего станка собирается из уголков, закрепленных на стальной плите посредством сварки. Всего используется четыре уголка, имеющих полку от 60 до 80 мм, на верхних концах которых фиксируют с помощью сварки два швеллера. Для регулировки угла загиба предусматривается необходимость наличия симметричных отверстий в стенках швеллеров, которые требуется высверлить.
Чтобы привести готовый станок в исходное для работы положение, достаточно:
- в полученные в швеллерах отверстия вставить оси (пальцы) и закрепить на них ролики в качестве упоров для заготовки;
- поднять платформу домкрата до того уровня, чтобы в образовавшийся промежуток могла пройти заготовка;
- установить заготовку в станок для профильной трубы и создать требуемый изгиб с помощью домкрата, используя его функциональность.
2-й способ
Самодельный трубогиб для профильной трубы на основе проката подразумевает, что заготовка будет уложена на боковые ролики, а сверху прижата третьим. После фиксации трубы в этом положении останется только привести посредством цепной передачи в движение валы для достижения нужного изгиба.



Чтобы сделать станок для прокатки профильной трубы потребуется:
- изготовить ролики и обоймы для размещения подшипников, что может быть достигнуто за счет обращения к услугам профессионального токаря. Всего конструкцией создаваемого устройство предусмотрено наличие трех валов, где один крепится на пружинах, а другие фиксируются в боковинах рамы;
- подготовить полку. Для этого понадобится швеллер (50 мм), из которого надо будет собрать прямоугольник 100 на 30 см. Затем в собранной полке следует проделать отверстия под валы и нарезать резьбу, необходимую для реализации возможности изменять силу воздействия прижимного вала;
- посредством сварки собрать конструкцию из имеющихся деталей;
- полку подвесить на пружины, а боковые валы соединить цепью посредством звездочек, приварив на один из валов рукоятку;
- установить домкрат таким образом, чтобы его использование позволяло изменять силу прижатия.
Внимание! Проблематично изготовить функциональный прокаточный трубогиб без соответствующих расчетов и чертежей. При этом не все обладают необходимыми для этого знаниями, поэтому лучше всего воспользоваться готовой документацией.
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями
Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции
Самостоятельное изготовление трубогиба для профиля – это вполне реализуемая задача, которая должна соотноситься с определенными целями. Если вы планируете проведение таких работ лишь как разовое мероприятие, то можно собрать деревянную конструкцию, которая вполне способна выдержать короткий срок эксплуатации. В противном случае, когда предполагается изготовление труб с тем или иным изгибом на постоянной основе, желательно обзавестись стационарным агрегатом более сложной и надежной конструкции.
Чтобы собрать стационарное устройство, востребованное для изгиба труб, необходимо сделать следующее:
- смонтировать металлический каркас, соединив его элементы с помощью болтов и сварки;
- установить оси и валы на них в соответствии с имеющимся чертежом, соблюдая уровни размещения: два выше третьего;
- собрать цепную передачу, используемую для приведения станка в действие, для чего понадобится не только цепь, которую можно позаимствовать, например, со старого мотоцикла, но и три шестерни;
- закрепить на одном из валов ручку.
Гибка труб в холодном состоянии
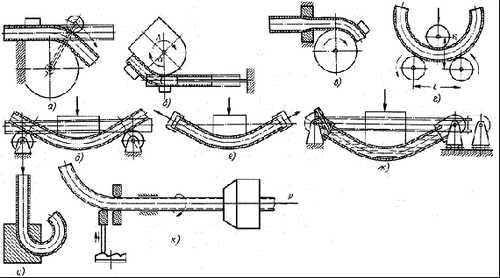
Трубы небольших диаметров (до 40 мм) с большими радиусами кривизны можно гнуть в холодном состоянии, применяя простые ручные приспособления с неподвижной оправкой (рис. 156). Гибочная оправка 4 крепится к верстаку 1 с двух сторон скобами 2. Трубу для гибки вставляют между гибочной оправкой и хомутиком 3, нажимают руками и гнут ее по желобообразному углублению гибочной оправки.
Рис. 156. Гибка трубы в холодном состоянии на ручном приспособлении с неподвижной оправкой
Приспособление для гибки труб диаметром до 20 мм в холодном состоянии (рис. 157) состоит из плиты 4, гибочного ролика 3, нажимного ролика 7, рукоятки 6. упора 2, зажимного устройства 5. Приспособление крепится в слесарных тисках 1. При повороте рукоятки подвижной ролик давит на трубу и огибает ее по гибочному ролику до тех пор, пока ее конец не упрется в упор, после чего труба изгибается на участке, находящемся между гибочным роликом и упором, в результате получается труба с двумя изгибами.
Гибкие материалы: Производство гибкого камня: оборудование, состав, процесс, технология изготовления гибкого камня своими руками в домашних условиях
Рис. 157. Ручное приспособление для гибки труб диаметром до 20 мм в холодном состоянии
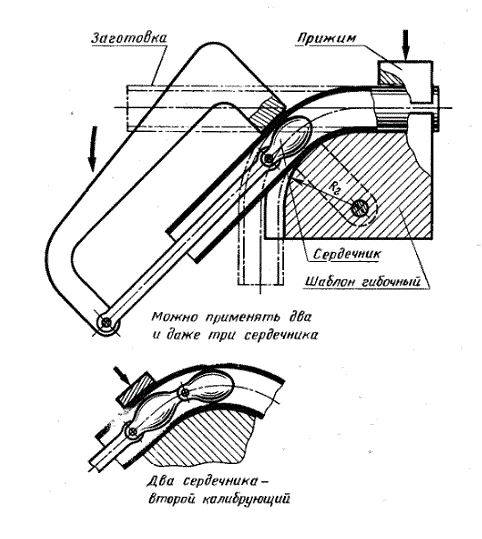
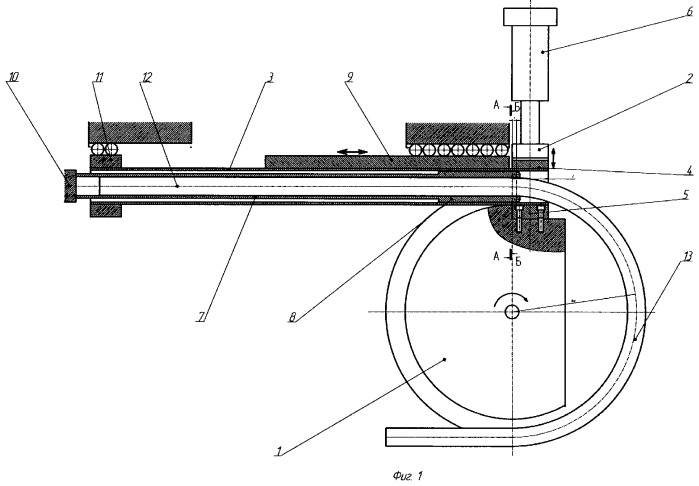
Основную гибочную оправку 9 и гибочные прижимные оправки 7 и 8 изготовляют с профилем, соответствующим профилю изгибаемой трубы, или с корректированным профилем в целях получения наименьшей деформации поперечного сечения трубы. В трубу вставляют оправку с пальцем (дорном), после чего закладывают ее между основной гибочной оправкой и гибочными прижимными оправками.
Вращением рукояток 4 и 5 трубу закрепляют перед гибкой. При гибке трубы рукоятку основной гибочной оправки вращают плавно, без рывков. Наружный диаметр дорна должен быть равным внутреннему диаметру трубы; перед работой дорн смазывают машинным маслом; находясь все время в месте изгиба, он предохраняет трубу от овальности и складок.
Рис. 158. Ручной трубогибочный станок для гибки труб диаметром от 10 до 24 мм
На трубогибочном ручном станке (рис. 159, а) гнут трубы диаметром до 50 мм с толщиной стенок 1 — 1,5 мм. На станине 1 укреплены упор 2 цилиндрической оправки, цилиндрическая оправка с пальцем 3, прижимная оправка 4, гибочный ролик. 5. Вращение гибочного ролика осуществляется рукояткой 6. Перед гибкой трубу надевают на цилиндрическую оправку с пальцем (дорном) и помещают ее между прижимом и гибочным роликом.
В процессе гибки трубы рукоятку вращают плавно и без рывков. В механических трубогибочных станках вместо цилиндрического дорна часто применяют цилиндрические оправки с одним или тремя шариками (рис. 159, б, б). При изгибе шарик все время остается в месте изгиба (рис. 159, г), препятствуя образованию складок на трубе.
Рис. 159. Работа на трубогибочном станке, позволяющем гнуть трубы диаметром до 50 мм при использовании оправок: а — момент гибки, б — оправка с одним шариком, в — оправка с тремя шариками, г — положение шарика в момент гибки
Гибку труб в кольцо осуществляют на трехроликовых гибочных станках. На рис. 160 изображен момент гибки на трехроликовом станке в кольцо труб диаметром до 25 мм без наполнителя. Для гибки предварительно производят наладку станка. Наладка верхнего ролика 5 относительно двух нижних роликов 1 и 2 осуществляется вращением рукоятки 4.
Рис. 160. Гибка трубы в кольцо на трехроликовом гибочном станке
Трубу в кольцо изгибают на трехроликовом станке в несколько переходов. После каждого перехода трубе придается форма, все более приближающаяся к форме кольца.