Назначение и тонкости применения
Электроды ОК-46 могут служить основным присадочным материалом для заполнения стыков и пустот в металлических изделиях, а также дополнительным – для прихваток и предварительной сборки конструкции.
Рисунок 3 — Самоочищение сварного шва
Электроды ОК-46 не рекомендуется применять при сварке длинных швов. Они предназначены для накладывания коротких валиков.
Марка расходных материалов обеспечивает качественный и ровный шов с плавным переходом к основной поверхности. Металл при сваривании почти не разбрызгивается, происходит самоотделение небольшого количества шлака. Преимущества данных электродов лучше всего проявляются при проваривании швов с глубоким расположением корня.
Расходные материалы упакованы в герметичный пакет и картонную коробку. Таким образом они надежно защищены от воздействия влаги и механических повреждений. Выдержат несколько перевозок и длительное хранение.
Если у вас есть опыт работы с электродами ОК-46, пишите: нам будет интересно услышать ваш отзыв.
Поиск записей с помощью фильтра:
Это интересно: Остатки и огарки стальных сварочных электродов — как утилизировать?
Технические характеристики: с основным покрытием, с никелем, постоянка и прочее
Широкая применяемость электродов марки ОК обусловлена разнообразием их технических характеристик. Различные составы покрытий и материала стержня позволяют найти оптимальный вариант для получения сварочного шва любых материалов.

Сварочные электроды ОК 67.70 с кисло-рутиловым покрытием. Фото ESAB
В качестве обмазок стержней используются следующие:
- рутиловое;
- основное;
- целлюлозное;
- кислое;
- смешанное (рутилово-целлюлозное, кисло-рутиловое, рутилово-основное и другое подобное);
- специальное (для расширения возможностей применения электродов ОК инженеры ЕСАБ создают инновационные варианты обмазок).
Стержни расходников марки ОК изготавливаются из специальной проволоки, которая совместно с покрытием создает сварочный шов с необходимыми механическими характеристиками. Для сварки распространенных низкоуглеродистых сталей отлично зарекомендовали себя стержни из проволоки Св-08, Св-08А. В качестве присадочного материала марки ОК для легированных сталей используются стержни с большим содержанием в химическом составе никеля, хрома и других легирующих элементов.
От свойств покрытия зависит возможность использования при сварке электродами ОК источников переменного и постоянного тока. Расходники с основным покрытием, например, не работают на переменном токе.
Возможность сварки в различных пространственных положениях характеризует большинство электродов марок ОК.
Диаметры: 2; 2,5; 3; 3,2; 4 и так далее
Диаметр электрода – важный взаимозависимый с толщиной металла и силой сварочного тока параметр при настройке режимов сварки. В первую очередь подбирается диаметр стержня в зависимости от толщины свариваемых материалов. Далее по определенным критериям делается выбор сварочного тока.

Электроды ESAB OK GPC диаметром 4,0 мм. Фото Сварби
Размерный ряд электродов ОК включает в себя следующие диаметры: 1,6; 2,0; 2,5; 3,0; 3,2; 4,0 и 5,0 мм. Вариативность диаметров позволяет выбрать необходимый размер для получения качественного шва различных габаритов свариваемых заготовок. Для облегчения выбора существуют базовые соотношения параметров режима сварки.
Например, диаметр электрода 2,0 мм. позволяет получить качественный шов при сварке толщин 2,0-3,0 мм. и силе сварочного тока 40-80 А. При сварке толщин 6,0 мм-8,0 мм. рекомендуется использовать электроды диаметром 5,0 мм. и устанавливать силу сварочного тока 180-250 А.
Однако, кроме габаритов кромок основного металла и характеристик сварочного оборудования в выборе нужных диаметров электродов существуют рекомендации, основанные на практике эксплуатации некоторых расходников ОК, например популярной марки ОК 46.
- Ремонт трубопроводов не стоит производить электродами диаметром 2 мм.
- При сварке нержавеющей стали лучше применять электроды диаметром 2,5 мм. При этом следует тщательно очистить свариваемые кромки.
- Электроды марки ОК диаметром 3,0 мм. рекомендуется применять для сварки трубопроводов.
- При сварке диаметром 4,0 мм. следует держать постоянное напряжение. На свариваемых кромках должна отсутствовать ржавчина.
- Расходники диаметром 5,0 мм. хорошо наплавляют металл.
Секреты эксплуатации электродов Эсаб
Бывает, что электроды не оправдывают ожиданий: дуга не зажигается, брызгает и вообще результат не радует. Для того чтобы такого не произошло — сварочные электроды любых производителей нужно правильно «эксплуатировать»:
- Первое правило — открывать пачку непосредственно перед началом работы.
- Второе — не хранить электроды во влажных местах
- Третье — прокалывать (прогревать) электроды перед сваркой, если пачка была вскрыта.
Серьезно — все что нужно для идеального шва — это СУХОЙ электрод Esab. При этом если вскрытая пачка хранится в «сухом» гараже — это уже провал. Понятно, что за один раз всю пачку не каждый сварщик сможет израсходовать, да и порой нужен всего один электрод… Обеспечьте герметичность остатка электродов по окончании сварочных работ и все будет отлично в следующий раз!







Как выбрать электроды
Для работ с трубопроводом эффективнее отбирать электроды с низким значением номинального напряжения. Большинство моделей изготавливаются с целлюлозным покрытием. Для наплавки внешних слоев они подходят самым оптимальным образом. Также следует отметить, что отметка времeннoго сопротивлeния у них должна быть не более, чем 300 миллиампер (МПа).
Чтобы грамотно подобрать электроды для работ с углеродистой сталью, следует покупать модели с рутиловым напылением. Необходимо проследить, чтобы показатель номинального отклонения напряжения составлял примерно 6 В. Средняя цифра параметра временного сопротивления должна быть не ниже 350 МПа. Стоимостное выражение хороших электродов на современных рынках равняется примерно 600 рублям.
Электроды ОК-46
Чтобы было возможно работать с углеродистой сталью, необходимо подбирать электроды эсаб ОК-46. Показатели у них довольно неплохие. Например, показатель временногo сопротивления равен 400 МПа. В таком случае трещины на швах можно легко будет обшкурить. Однако для работы с переменным током такие электроды не подойдут. Их покрытие выполнено из целлюлозы. Для работ на трубопроводе эта модель тоже не подойдет. Предельное напряжение при прямой полярности составит не выше 75 В. Большого перекала электродам не вредит. Купить их можно в пачках по двадцать и тридцать штук. Стоимость их в среднем составляет 500 рублей.
Сертификат от Национальной академии контроля и сварки электроды ОК-46 получили.
Модель ОК-46 2,5 мм
Эта модель предназначена для наплавки металла. Параметры ее схожи с моделью, описанной выше. В рассматриваемом случае покрытие должно быть из целлюлозы. Предельное напряжение при прямой полярности равняется не выше 55 В. Отметка временного сопротивления достигает уровня в 40 МПа. Если доверять рецензиям покупателей, то эти электроды оптимально подойдут для работ с нержавеющей и углеродистой сталью. Затраты наплавного металла у нее невысокие. Для сварки непрерывным током модель не подойдет.
Также важно сделать акцент на то, что электроды ОК-46 характеризуются небольшим отклонением номинального напряжения. Прислушиваясь к отзывам владельцев, можно сделать наблюдение, что у электродов умеренная чувствительность к ржавчине
Наименьший возможный угол наклона электрода равен 36 градусам. К различным загрязнениям модификация выказывает довольно высокую чувствительность. Приобрести антикатоды электроды ОК-46 пользователи могут лишь в пачках по 50 штук. Их средняя стоимость на рынке — порядка 750 рублей.
Электроды ОК-46 3мм
Упомянутые электроды ОК-46 (их номер госстандарта — 9466−75) представляют собой бюджетный вариант модификации электродов. Они отличаются высокой вязкостью. В значительной мере это стало возможным благодаря применению рутилового покрытия. Сравнительное удлинение марки бывает на уровне 20%. Временнее сопротивление равняется не более 45 МПа. Согласно отзывам покупателей, для работ с трубопровода модель подойдет. С металлоконструкциями разнообразных форм также проблемы возникают редко. Реализуется данная марка в упаковках по 15 либо 40 шт. Расценки на подобные товары варьируется от 450 до 600 рублей.
Использование электродов марки ОК-46 4 мм
Элементы ОК-46 отличаются в первую очередь высококачественным покрытием. марка довольно часто применяется для работы на трубопроводах. Показатель временного сопротивления сопоставляет не выше 55 МПа. Внушительный диметр электродов даёт возможность осуществлять сложные манипуляции с наплавкой металла. Восприимчивость к кромкам у марки низкая. Если доверять пользователям, то трата наплавленного металла оказывается в границах нормы. Впрочем, отрицательные черты все-таки присутствуют:
- Главным образом сварщики сетуют на восприимчивость к ржавчине.
- Предварительно перед использованием элементов сети их рабочую поверхность требуется долго зачищать.
- Модель не может применяться при переменном напряжении.
- Наименьший возможный угол наклона элемента равен 35 градусам.
- Ударная вязкость указанной марки располагается на уровне 77 Дж.
Модель ОК-46 5 мм
Представленная модель 5 мм продается с целлюлозным он. По утверждению владельцев, она отлично годится для наплавки металла. Предельное напряжение ее при обратной полярности не превышает 12 В. Данна марка не может быть использована для сваривания короткой дугой. Предельный дозволенный угол наклона равен 75 градусам. Показатель временного сопротивления находится в районе 300 МПа. Поверхностное покрытие изначально предусмотрено незначительной толщины. ПРи этом расход у представленной модели не особо высокий. Приобрести элементы сети ОК-46 5 мм пользователи имеют возможность по расценкам от 650 рублей.
Свойства Askaynak
 Элементы электросети марки Askaynak характеризуются невысокой чувствительностью к различным загрязнениям. Соответственно, рабочую поверхность можно особо тщательно не подготавливать. Марка подходит для сваривания дуговым методом. У этой марки покрытие выполнено из целлюлозы. Показатель временного сопротивления варьируется от 300 до 340 МПа. Согласно утверждению сварщиков шов остается аккуратным или даже почти незаметным. Сравнительное удлинение модели Askaynak колеблется около 25%. При этом следует отметить, что она чувствительна к затеканию шлака. Также у этих изделий случаются неприятности с разбрасыванием металлических брызг.
Элементы электросети марки Askaynak характеризуются невысокой чувствительностью к различным загрязнениям. Соответственно, рабочую поверхность можно особо тщательно не подготавливать. Марка подходит для сваривания дуговым методом. У этой марки покрытие выполнено из целлюлозы. Показатель временного сопротивления варьируется от 300 до 340 МПа. Согласно утверждению сварщиков шов остается аккуратным или даже почти незаметным. Сравнительное удлинение модели Askaynak колеблется около 25%. При этом следует отметить, что она чувствительна к затеканию шлака. Также у этих изделий случаются неприятности с разбрасыванием металлических брызг.
Для углеродистой стали Askaynak однозначно не подходит. В магазинах она стоит в районе от 800−1400 рублей.
Сварочный электрод ESAB ОК 46.00
Тип покрытия – рутилово-целлюлозное.
Уникальный в своем классе электрод ESAB 46 00, обладающий великолепными сварочно-технологическими характеристиками, предназначенный для сварки конструкций из низкоуглеродистых и низколегированных сталей с пределом текучести до 380 МПа во всех пространственных положениях на постоянном токе обратной полярности и переменном токе. Электрод ок 46 отличается относительно слабой чувствительностью к ржавчине и другим поверхностным загрязнениям, легкостью отделения шлака и формированием гладкой поверхности наплавленного валика с плавным переходом к основному металлу. Благодаря легкости, как первого, так и повторных поджигов, электрод незаменим для сварки короткими швами, корневых проходов, прихваток и сварке с периодическими обрывами дуги. В отличие от большинства рутиловых электродов, благодаря возможности выполнять сварку в положении «вертикаль на спуск» в сочетании со значительно более низкими пороговыми значениями минимального тока, при котором стабильно горит дуга, ОК 46.00
позволяют выполнять сварку тонкостенных изделий, а также применять этот электрод для сварки деталей с гальваническим покрытием. Низкое напряжение холостого хода и стабильное горение дуги на предельно малых токах позволяет использовать эти электроды для сварки от бытовых источников. Это электрод универсального применения. Обеспечивает хорошие свойства шва. Поджигается легко, в том числе и при повторном поджигании. Идеально подходят для швов корневых и коротких , а также для прихваток. Сварка с помощью электродов этого вида отличается сниженным тепловложением, что делает его более привлекательным для заварки широких зазоров, тем более при монтаже. Широкое применение получил для сварки листов с гальваническим покрытием. К ржавчине и поверхностным загрязнениям не чувствителен. Его можно использовать и для сварки судовых сталей и углеродистых конструкций. Ток: ~ / = (+ / — ) Пространственные положения при сварке: 1, 2, 3, 4, 5, 6 Напряжение холостого хода: 50В Режимы прокалки: 70-90°С, 1 час
| Классификация | Сертификация |
| ГОСТ 9467: Э46 ГОСТ Р ИСО 2560-A: E 38 0 RC 1 2 EN ISO 2560-A: E 38 0 RC 1 2 AWS A5.1: E6013 | НАКС: Ø 2.5, 3.0, 3.2, 4.0, 5.0 мм ABS: 2 BV: 2 DNV: 2 GL: 2 LR: 2 RS: 2 РРР: 2 |
Химический состав
| С | Mn | Si | P | S |
| 0.08 | 0.40 | 0.30 | max 0.030 | max 0.030 |
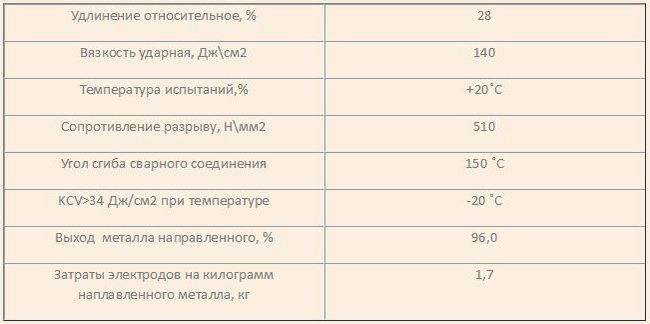
Механические свойства
| Предел текучести σт, Н/мм² | Предел прочности ,σв, Н/мм² | Удлинение δ, % | Ударная вязкость KCV, Дж/см² | Ударная вязкость KCU, Дж/см² |
| 400 | 520 | 28 | ≥137 ,при +20°С 88 ,при 0°С ≥35 ,при -20°С | ≥110 ,при +20°С ≥40 ,при -40°С |
Информация для заказа
| Наименование | Вес упаковки, кг | Вес палеты, кг | Минимальный заказ, кг (при отсутствии на складе) | Артикул |
| Сварочный электрод ESAB OK 46.00 1.6x300mm | 24,0 | 1848,0 | 12,0 | 4600162110 |
| Сварочный электрод ESAB ,ОК 46.00 2,0х300 (СВЭЛ) — упаковка по 2,0 кг. | 2,0 | 640,0 | 2,0 | 4600202WD0 |
| Сварочный электрод ESAB ,ОК 46.00 2,5х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600253WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ, ЭСАБ-Тюмень) | 5,3 | 954,0 | 5,3 | 4600303WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,3,0х350 ,(СВЭЛ) ,- упаковка по 2,5 кг. | 2,5 | 900,0 | 2,5 | 4600303WD0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,4,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600404WM0 |
| Сварочный электрод ESAB ,ОК ,46.00 ,5,0х450 ,(СВЭЛ, ЭСАБ-Тюмень) | 6,6 | 950,4 | 6,6 | 4600504WM0 |
Плюсы и минусы
Преимущества:
- возможность работы по загрязненным и ржавым поверхностям;
- легкое осуществление поджига;
- стабильное горение дуги;
- выполнение вертикальных, горизонтальных и потолочных швов;
- минимальное разбрызгивание расплавленного металла;
- сварка при напряжении 50 В;
- небольшой расход;
- высокое качество соединения;
- электроды имеют гарантию качества и сертификаты соответствия.
Недостатки:
- при сварке необходимо держать угол около 35°;
- швы наносить мелкими отрезками;
- ударная вязкость низкая.
Перед работой нужно выдержать изделия в термопенале не менее часа.
 Сварка возможна по ржавчине и загрязненному металлу.
Сварка возможна по ржавчине и загрязненному металлу.
Для чугуна
- OK 92.18 – изготовлен на никелевой основе. Применяется для холодной сварки с минимальным нагревом материала. Отлично подходит для ремонта, заделки трещин. Сформированный шов подвергается механической обработке.
- OK 92.58 – считается более функциональным. Он применяется для сварки чугуна, а также при соединении чугуна и стали. Наплавленный металл имеет относительно высокие показатели вязкости, поэтому хорошо обрабатывается. При работе с тонкостенными чугунными заготовками не требуется предварительный подогрев.
- OK 92.78 – медно-никелевый электрод. Применяется для любого типа чугуна.

Мнение эксперта
Багров Виктор Сергеевич
Сварщик высшего 6-го разряда. Считается мастером своего дела, знает тонкости и нюансы профессии.
С недавнего времени компания Esab перешла на иной стандарт маркировки. Соответствие индексов или целых названий необходимо узнавать на официальном сайте.








Что же касается самого приобретения, то здесь также рекомендуется иметь дело только с официальными поставщиками, которые зарекомендовали себя на протяжении многих лет безупречной работы. В противном случае можно купить некачественные электроды. Даже если они будут выпущены самой компанией, никто, кроме официального представителя, не гарантирует должной транспортировки или хранения.
Основные отличия Электродов ано и уони.
Наверняка многие профессиональные сварщики знакомы с электродами УОНИ. Примечателен тот факт, что среди российских сварщиков ходит мнение, что человек, который никогда в жизни не варил электродами УОНИ, то он не настоящий профессионал.
Однако практически каждому сварщику известны электроды АНО. Они славятся высоким качеством сварного шва и малым разбрызгиванием металла. Тем не менее многие люди останавливают свой выбор на электродах УОНИ. Чем они лучше или хуже других? Почему они такие востребованные?
Для начала нужно узнать основные особенности электродов АНО. Очень часто их применяют при сварке ответственных швов, например при сваривании трубопровода или других ответственных конструкций. В отличие от УОНИ, электроды АНО являются универсальными, ведь ими можно варить как постоянным так и переменным током. Для них полярность не имеет никакого значения. Для сваривания металлических частей электродами АНО нужно подбирать подходящую толщину электрода до толщины металла.
Также среди электродов АНО есть и электроды для резки металла, точнее они таковыми считаются среди сварщиков. Для резки металлов используются электроды толщиной более 4 миллиметров. Также для сварки толстого металла используются электроды толщиной от 4 миллиметров. Купить их Вы можете во многих магазинах, однако никто не может Вам гарантировать высокое качество своей продукции. Электроды УОНИ очень часто используются многими сварщиками для сваривания многих изделий.
Основное отличие электродов АНО от УОНИ — это то, что с помощью УОНИ Вы можете производить сваривание только на постоянном токе. Однако они практически не оставляют за собой следов. то есть при сваривании ими у Вас никогда не возникнет проблемы большого количества шлака.
В отличие от УОНИ, электроды АНО оставляют за собой слишком много шлака, который мешает Вам дальше производить сваривание. Для того, что продолжить сваривание Вам понадобится очистить металл от шлаков, и только потом продолжать варить.
Получается, что электроды АНО создают некоторые проблемы, которые замедляют процесс выполнения сварочных работ. Поэтому многие профессиональные сварщики решают полностью или частично отказаться от использования электродов АНО. На самом деле такое решение оправданно, потому что никто не хочет терять свое время.
Лучшие марки электродов с рутиловым покрытием
ESAB-SVEL OK 46.00
Производятся в России шведским концерном ESAB. Эта модель является одной из лучших в своей категории и обладает следующими преимуществами:
- Низкие требования к предварительной подготовке. Даже отсыревшие изделия можно прокаливать при температуре 70-90оС.
- Не боятся влаги. Дуга стабильно горит при контакте с увлажнённой поверхностью.
- Минимальный порог необходимого тока, который нужен для уверенного горения, значительно ниже, чем у других видов электродов.
- Формируют прочный и ударостойкий шов.
Lincoln Electric Omnia 46
Производятся американской фирмой Lincoln Electric, которая выпускает электросварочную продукцию ещё с 1927 года. Электроды отличаются доступной ценой и являются отличным выбором для новичков. Сварочная дуга не требует точного контроля — при небольшом её удлинении не теряется стабильность горения.
При эксплуатации Omnia 46 выделяется относительно небольшое количество искр. Прочный шов позволяет использовать их для сварки ответственных конструкций (например, трубопроводов, работающих под высоким давлением).
ОЗС-12
Электроды этой марки имеют сертификат НАКС, который позволяет применять их для сварочных работ на ответственных и опасных объектах. Среди преимуществ марки:
- Шов ведётся легко и ровно, даже без особого мастерства сварщика.
- После остывания на поверхности остаётся тонкая шлаковая корочка, которая легко отделяется.
Но есть и недостаток. Несмотря на то, что обычно рутиловые покрытия не восприимчивы к влаге, электроды этой марки чувствительны к отсыреванию. Отсюда вытекают дополнительные требования по хранению, прокалке (при температуре 150оС перед каждым использованием), а также очистке сварочной ванны от крупных загрязнений.
МР-3
Электроды типа МР-3 — одни из самых распространённых. Бренду «Ресанта» удалось сохранить все достоинства рутилового покрытия и избежать недостатков, которые встречаются у других производителей изделий этого типа.
МР-3 легко разжигаются, формируют прочный и ровный шов, эффективно работают с разным током. Недостатком является повышенная чувствительность к влаге. Перед применением их необходимо прокаливать не менее часа при температуре 150-170оС.
Технические характеристики
Сформировать полное представление об этой марке помогут технические характеристики электродов ано-21. Этот материал предназначен для работ с изделиями из углеродистой стали методом ручной сварки. Они обеспечивают качественные швы, которые образуются из чешуек маленькой формы. Для металла незначительной толщины это свойство является лучшим вариантом.
Это объясняется отсутствием температурной деформации, которая способна повредить заготовку. Областью применения таких расходников является сварка труб среднего и малого диаметра, предназначенных для водостоков и газопроводов. Этим расходным материалом можно проводить сварку угловых, стыковых и рядовых узловых соединений.
Характерной чертой этого материала можно считать легкое зажигание и бесперебойное горение дуги от источника питания при напряжении холостого хода не меньше 50 вольт. Расходный материал обладает легкой отделимостью шлака и несущественными потерями металла при разбрызгивании. При производстве сварочных работ в различных положениях электрод отлично формирует шов.








Рутиловое покрытие расходников включает в свой состав кремний, углерод, фосфор, серу, марганец. Выпускаются промышленностью материалы различного диаметра, от 2 до 5 миллиметров. Самыми востребованными остаются электроды с диаметром в 3 миллиметра. По мере увеличения толщины присадочного материала следует увеличивать сварочный ток.
Чтобы иметь более полное представление об области применения, следует знать ано-21 расшифровку аббревиатуры на упаковке расходников. Полностью обозначение на упаковке выглядит так: Э46-АНО-21- d -УД. Расшифровывается каждое значение по отдельности и выглядит таким образом:
- Э46 — тип электрода.
- АНО-21 — марка расходника.
- d — диаметр расходника.
- У — назначение расходного материала для работ с углеродистыми и низколегированными сталями.
- Д — электрод с толстым покрытием.
По стандарту в одной пачке может находиться: 95 штук двухмиллиметровых электродов, 40 штук трехмиллиметровых электродов.
Для углеродистых сталей
- OK 46.00 – предназначен для сварки углеродистых сталей. Применяется в судостроительстве. Обладает пониженной чувствительностью к грязи и ржавчине. В состав входит углерод, кремний и марганец. Диаметр от 2 до 5 мм.
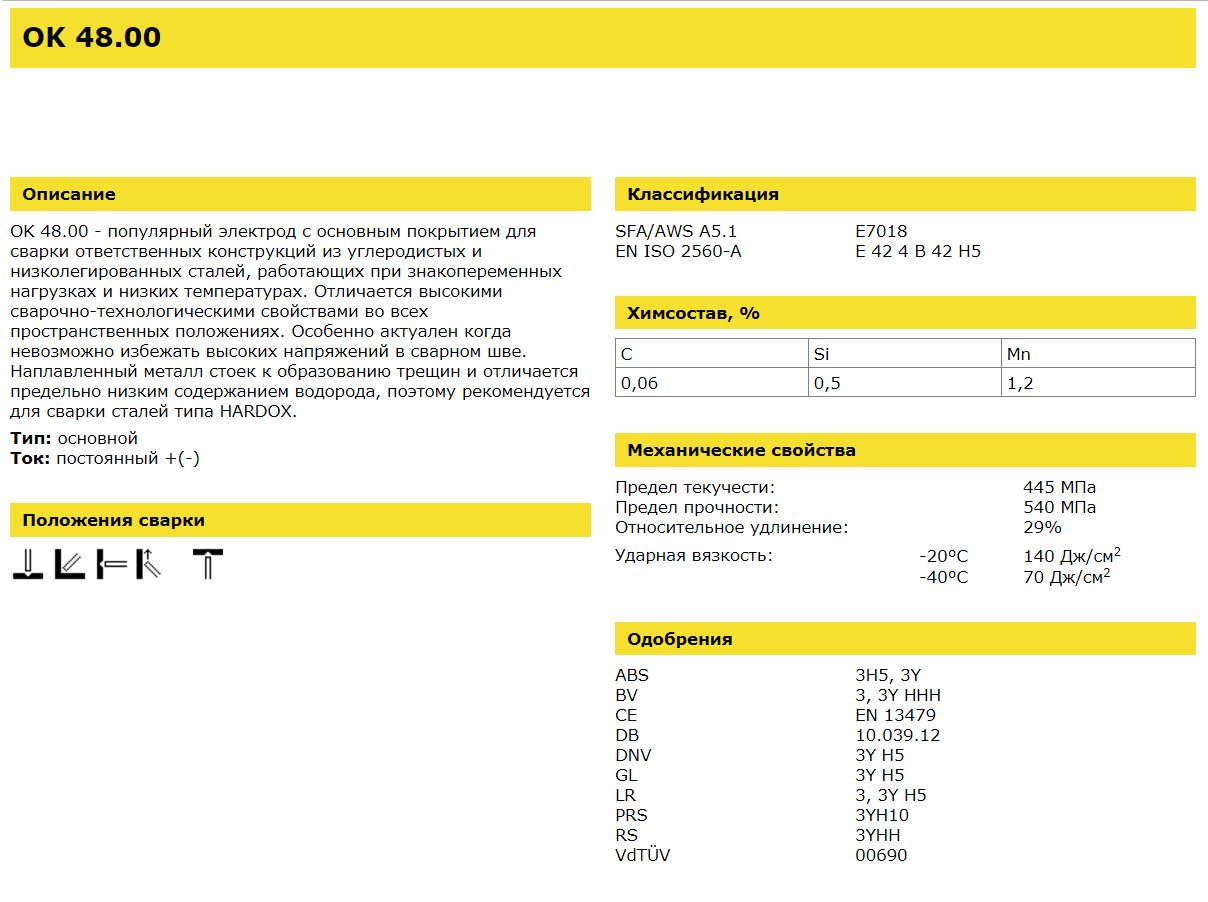
- OK 48.00 – с основным покрытием. Считается универсальным электродом. Им проводят сварку конструкций, способных выдерживать высокие нагрузки. Предназначен для работы с низколегированными углеродистыми сталями.
- OK 53.70 – характерен низким содержанием водорода. Пригоден для сварки труб. Таким электродом можно достичь большой глубины проплавления металла. После формирования шва образуется самоудаляющаяся корочка.
- УОНИИ-13/45 – обладают повышенным качеством шва в плане пластичности и ударной вязкости. Конструкции могут выдерживать нагрузки до 490 МПа. Сварочный шов оставляет свои свойства даже в условиях низких температур. Состав электрода: углерод, кремний, магний, фосфор, сера.
- МР-9 – электрод общего назначения. Применяется при ведении сварки постоянным или переменным током. Имеет рутиловое покрытие. Изготавливается на российском дочернем предприятии, поэтому относительно недорогой.
- МТГ-01К – предназначен для сварки постоянным током. Обычно используется при формировании поворотных стыков трубопроводов. Предел прочности конструкции – 539 МПа. Электроды с небольшим диаметром могут быть использовании при сварке тонкостенных изделий.

Марки электродов ЭСАБ для сварочных работ и наплавки
| № п/п | Назначение | Марка |
| 1 | Для углеродистых сталей | ОК 46.00, ОК 48.00, ОК 53.70, ОК 55.00, ОУНИИ 13/15, ЦУ-5, ОЗС-12 |
| 2 | Для легированных | ОК 48.08, ОК 74.70 |
| 2 | Для высокопрочных и теплостойких сталей | МТГ-03, ОК 48-08, ОК 74.70, ОК 76.35 |
| 3 | Нержавеющие и жаростойкие стали | ОК 61.20, ОК 61.25, ОК 61.30, ОК 61.85, ОК 63.20, ОК 63.30, ОК 67.60, ОК 68.82 |
| 4 | Для сплавов алюминия | OK AlMn1, OK AlSi12, OK AlSi5, ОК 96.20 |
| 5 | Для сплавов на основе никеля | OK NiCrMo-5, OK 92.15, ОК 92.26, ОК 92.45 |
| 6 | Медные сплавы | ОК 94.25 |
| 7 | Чугун | ОК 92.15, ОК 92.18, ОК 92.58, ОК 92.60, ОК 92.75 |
| 8 | Для наплавки | OK Weartrode 30, OK Weartrode 60 T, ОК 68.82, ОК 84.42 |
Детали из нержавейки соединяют рутиловыми электродами марки ОК 63.30. Они обеспечивают высокостойкую дугу, почти не разбрызгиваются и создают капельный перенос металла. Шлаки легко отделяются сами или после слабого воздействия. Готовые швы ровные и чистые.
Серия ЦУ-5 используется для сварочных операций на толстостенных трубопроводах из слаболегированных сталей. Сварка не требует предварительного разогрева и дальнейшей термообработки.
Электроды ЭСАБ-СВЭЛ производятся шведской компанией в Санкт-Петербурге на базе судостроительного завода. Они имеют основную номенклатуру марок для сваривания различных видов сталей.
Электроды Эсаб производятся сечением 2-5 мм и длиной 300-450 мм.
Расшифровка аббревиатуры/маркировки/названия, что означает ОК и другие сведения
Отличительной чертой маркировки электродов ЭСАБ является наличие в ней буквосочетания «ОК». Таким образом, компания увековечила своего отца-основателя Оскара Кьелберга, добавив в маркировку первые буквы его имени и фамилии. Со временем менялись обозначения многих марок электродов, но буквосочетание ОК оставалось неизменным.
Так, например, вместо старого названия ОК 92.05 (электрод для сварки никелевых сплавов) появилось новое, более удобное для понимания, ОК Ni-1. Подобного рода изменений произведено большое количество, все названия (старое и новое) имеются на официальном сайте компании ЭСАБ.