Процесс фрезерования
Основы металлообработки
Существуют различные виды механической обработки: точение, фрезерование, сверление, строгание и т. д. Несмотря на конструкционные отличия станков и особенности технологий, управляющие программы для фрезерных, токарных, электроэрозионных, деревообрабатывающих и других станков с ЧПУ создаются по одному принципу
В этой книге основное внимание будет уделено программированию фрезерной обработки. Освоив эту разностороннюю технологию, вероятнее всего, вы самостоятельно разберетесь и с программированием других видов обработки. Вспомним некоторые элементы теории фрезерования, которые вам обязательно пригодятся при создании управляющих программ и работе на станке
Вспомним некоторые элементы теории фрезерования, которые вам обязательно пригодятся при создании управляющих программ и работе на станке.
Рис. 2.1. Процесс формирования кармана
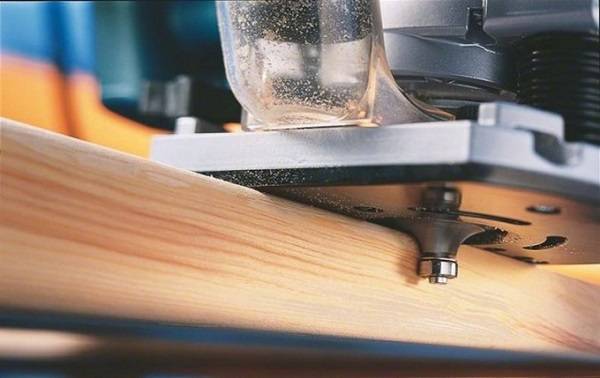
Процесс фрезерования заключается в срезании с заготовки лишнего слоя материала для получения детали требуемой формы, размеров и шероховатости обработанных поверхностей. При этом на станке осуществляется перемещение инструмента (фрезы) относительно заготовки или, как в нашем случае (для станка на рис. 1.4–1.5), перемещение заготовки относительно инструмента.
Для осуществления процесса резания необходимо иметь два движения – главное и движение подачи. При фрезеровании главным движением является вращение инструмента, а движением подачи – поступательное движение заготовки. В процессе резания происходит образование новых поверхностей путем деформирования и отделения поверхностных слоев с образованием стружки.
При обработке различают встречное и попутное фрезерование. Попутное фрезерование, или фрезерование по подаче, – способ, при котором направления движения заготовки и вектора скорости резания совпадают. При этом толщина стружки на входе зуба в резание максимальна и уменьшается до нулевого значения на выходе. При попутном фрезеровании условия входа пластины в резание более благоприятные. Удается избежать высоких температур в зоне резания и минимизировать склонность материала заготовки к упрочнению. Большая толщина стружки является в данном случае преимуществом. Силы резания прижимают заготовку к столу станка, а пластины – в гнезда корпуса, способствуя их надежному креплению. Попутное фрезерование является предпочтительным при условии, что жесткость оборудования, крепления и сам обрабатываемый материал позволяют применять данный метод.
Рис. 2.2. Попутное фрезерование
Встречное фрезерование, которое иногда называют традиционным, наблюдается, когда скорости резания и движение подачи заготовки направлены в противоположные стороны. При врезании толщина стружки равна нулю, на выходе – максимальна. В случае встречного фрезерования, когда пластина начинает работу со стружкой нулевой толщины, возникают высокие силы трения, отжимающие фрезу и заготовку друг от друга. В начальный момент врезания зуба процесс резания больше напоминает выглаживание, с сопутствующими ему высокими температурами и повышенным трением. Зачастую это грозит нежелательным упрочнением поверхностного слоя детали. На выходе из-за большой толщины стружки в результате внезапной разгрузки зубья фрезы испытывают динамический удар, приводящий к выкрашиванию и значительному снижению стойкости.
Рис. 2.3. Встречное фрезерование
В процессе фрезерования стружка налипает на режущую кромку и препятствует ее работе в следующий момент врезания. При встречном фрезеровании это может привести к заклиниванию стружки между пластиной и заготовкой и, соответственно, к повреждению пластины. Попутное фрезерование позволяет избежать подобных ситуаций. На современных станках с ЧПУ, которые обладают высокой жесткостью, виброустойчивостью и у которых отсутствуют люфты в сопряжении ходовой винт-гайка, применяется в основном попутное фрезерование.
Припуск – слой материала заготовки, который необходимо удалить при обработке. Припуск можно удалить в зависимости от его величины за один или несколько проходов фрезы.
Принято различать черновое и чистовое фрезерования. При черновом фрезеровании обработку производят с максимально допустимыми режимами резания для выборки наибольшего объема материала за минимальное время. При этом, как правило, оставляют небольшой припуск для последующей чистовой обработки. Чистовое фрезерование используется для получения деталей с окончательными размерами и высоким качеством поверхностей.
Вперед >>
Особенности изготовления
Арсенал инструментов домашних мастеров отличается огромным многообразием
Особенное внимание уделено фрезерному станку. Это устройство представляет собой оборудование, позволяющее выполнять множество операций по металлу, по дереву, по пластмассе и иным материалам
Размеры, мощность и набор функций фрезерных приборов могут различаться, но в основу каждого станка заложен стандартный принцип: неподвижно закреплённая заготовка, обрабатывается фрезой – специальным режущим инструментом с зубьями (режущими лезвиями)
Размеры, мощность и набор функций фрезерных приборов могут различаться, но в основу каждого станка заложен стандартный принцип: неподвижно закреплённая заготовка, обрабатывается фрезой – специальным режущим инструментом с зубьями (режущими лезвиями).

Имея в наличии все необходимые инструменты и материалы, умельцы в своих мастерских без труда и в короткие сроки соберут компактное устройство – самодельный фрезер. Из всех существующих видов фрезеров в домашних мастерских наибольшей популярностью пользуется вертикальный фрезерный станок. Этот инструмент имеет очень простую схему, и для его сборки используются недорогие материалы. Однако вид станка определяют задачи, которые необходимо выполнять мастеру. Существуют следующие виды фрезерного оборудования:
- горизонтально расположенный инструмент;
- вертикальный прибор;
- копировальное с пантографом устройство.
Кроме того, следует продумать размеры и расположение станка – напольный или настольный вариант.
Обладатели любого фрезерного станка могут выполнять качественную обработку заготовок и изделий из металла и дерева. В промышленности фрезерные станки относятся к многофункциональным агрегатам. Самодельные конструкции наделены достаточным количеством операций, с помощью которых доступна качественная отделка, поэтому их также можно считать многофункциональными.

Фреза с опорным подшипником
Самым элементарным и компактным устройством, задающим положение машины, становится сама фреза, если она дополнена миниатюрным шариковым подшипником. Он располагается под или над режущими ножами и соответственно опирается на верхний или на нижний край кромки. С помощью такой оснастки получают фасонные кромки или нарезают пазы под соединение, окантовку, уплотнитель и т. д.
К достоинствам метода отнесем необременительность подготовительных операций (нужно настроить только вертикальное положение) и возможность точной обработки скругленных и криволинейных кромок (типичный пример — столешница). Недостатки вытекают из достоинств — сделать кривое ровным не удастся.
Первые шаги, с чего начать?
Начнем знакомство с зажимной цанги. Самый распространенный цанговый зажим это 8-ми миллиметровый. На более мощных моделях ставят 12-ти миллиметровые и реже, в основном на импортных моделях дюймовые размеры, ¼ и ½. Также не забудьте о подготовке рабочего места, если есть стол для фрезера, то это лучший вариант.
Очень важно правильно зажать фрезу в цанговый патрон
Важно правильно вставить фрезу в цанговый зажим
Она должна заходить как минимум полностью до ее конца можно немножко глубже, но никак не меньше. На высоких оборотах фрезу может вырвать и тогда она полетит как пуля.









Любая фреза имеет строго направленное движение вращения, всегда по часовой стрелке. Чтобы не ошибиться при обработке заготовки, отмечаем на ней направление движения инструмента, стрелочками.
Отмечаем направление обработки
Установили кромочную калевочную фрезу, хорошо зажали в цанге. Далее выставляем глубину фрезерования, на таких фрезах она выставляется сразу.
Любая фреза с подшипником работает без каких-либо параллельных упоров, то есть ее опорой является сам подшипник.
Обработка кромки начинается с установки платформы фрезера на заготовку так, чтобы фреза ее не касалась. Иначе при включении инструмента у вас будет сильный рывок. А это может привести к травме.
Включаем фрезер, плавно подводим к кромке до упора подшипника и так же плавно без рывков ведем вдоль кромки.
Делаем первую кромку
В обработке поверхности большую роль играет фрезеровка по направлению волокон, в прямослойной древесине волокна расположены строго вдоль.
Расположение волокон
Обратите внимание
Вне зависимости от направления движения – необходимо научиться плавно и без напряжения двигать фрезер при работе. Если прижимать его слишком сильно – движение будет неравномерным
Необходимо от начала и до конца прохода фрезера выдерживать равномерную скорость перемещения.
Когда мы снимаем, прямую кромку все фрезеруется без проблем, но стоит начать перемещать инструмент по заданной кривой, то до середины элемента обработка будет гладкой, поскольку фреза спускается по волокнам.
Паз по кривой линии
А начиная с середины, могут появиться задиры и сколы, так как фреза будет выходить по волокнам и как бы выдирать их наружу.
Опытные мастера делают обработку в два захода, с концов к середине, но новичкам так делать не рекомендуется. Сложно будет удержать фрезер в руках, поскольку фреза будет отталкиваться от заготовки.
Не переживайте, навык придет с опытом. Всегда стоит учитывать направление движения и расположение волокон.
Наиболее распространенные приемы резки
При помощи фрезерования можно создать изделия из древесины. Резные перила, фасады мебели, декоративные элементы, всевозможные поделки и сувениры. Возможности этого инструмента ограничивает лишь сноровка и фантазия самого мастера. Существует ряд базовых элементов, создание которых должен освоить любой новичок. Освоение нижеперечисленных приемов резки позволит добиться выполнения сложных задач путем их применения и комбинирования.
Открытый паз
В случае необходимости создать заготовку с пазом, начинающимся от кромки, следует расположить фрезу, чтобы нож выступал за край древесины. Поле этого следует установить режущий элемент и только потом запускать двигатель. Обработав кромку изделия, необходимо поднять нож, ослабить его фиксатор и отключить питание агрегата.
Глухие пазы создаются аналогичным способом, с той лишь разницей, что режущий элемент устанавливается не на краю изделия, а в точке начала прорези.

Глубокий паз
Если глубина требуемого паза превышает 5 мм, рекомендуется выполнять работу в несколько подходов, каждый раз увеличивая глубину выемки, особенно в случае работы с твердыми сортами древесины. Глубину последней выемки следует ограничить 1,5 мм — для гладкости детали и геометрии паза.
Узкий паз
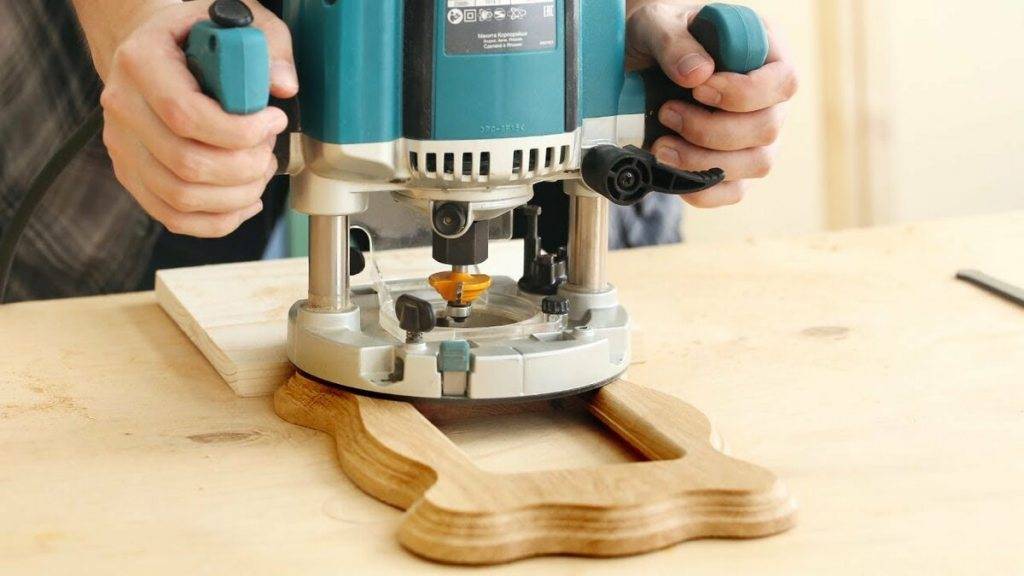
Для обеспечения удобства и результата в ходе создания детали с узким пазом, рекомендуется прикрепить плоское основание к подошве фрезера. Эта деталь в тандеме с устанавливаемыми по обе стороны направляющими стержнями служит вспомогательной плоскостью, обеспечивающей правильную траекторию ножа
Важно задать расположение осей на одной линии с центром режущего элемента. Ручную фрезу ведут плавно и медленно, обеспечивая плотное прилегание направляющих к боковым частям заготовки
Торцевая поверхность
Главным показателем правильной работы фрезой с торцевой частью деревянной заготовки является геометрическая точность и гладкость получившегося канта. При обработке торца необходимо начать ее выполнение с создания пологого среза путем движения ножа по направлению его вращения. Так будет обеспечено высокое качество выборки основного материала, после чего останется только подправить результат, ведя режущий элемент уже против направления его вращения.
Криволинейные кромки
Для создания криволинейных кромок ручным фрезером, необходимо обеспечить точность траектории движения его ножа, использовать оснащенные упорным кольцом шаблоны. При таком способе резки круглая пластина с бортиком, называемая «кольцом», движется вдоль шаблона, обеспечивая траекторию движения режущей части инструмента. Перед началом работы упорное кольцо фиксируется на подошве фрезера. Шаблон крепится на обрабатываемой детали, которая фиксируется струбцинами на рабочей поверхности.
Полезные приспособления
Приспособлений, облегчающих работу с фрезером и позволяющих производить сложные операции, существует очень много. Большинство из них предназначены для выполнения специализированных видов обработки дерева, но есть и более простые, полезные для домашнего мастера.
Одним из подобных приспособлений является стол. Фрезер крепится снизу, режущий орган проходит сквозь отверстие и выглядывает наружу. Работа с таким столом напоминает приемы обработки деталей на стационарном станке. Можно установить упор, прижим, использовать шаблон. Преимуществом этого способа является безопасность, возможность надежного контроля заготовки.
Для копирования в масштабе используют пантограф, или копировальный кондуктор. Он может иметь довольно сложную конструкцию в виде координатного станка, или состоять из нескольких планок. На одном конце прикрепляется щуп, которым ведут по шаблону. На другом конце крепится фрезер, повторяющий все движения щупа и копирующий эталонную деталь на собственной заготовке.









Существуют и более простые виды приспособлений, например — направляющая шина. Она представляет собой прямую ровную планку с пазом, в который вставляется гребень параллельного упора. Сама шина крепится с помощью струбцин или на двусторонний скотч. Полезна при работе с деталями большой площади, множеством пазов или прочих элементов.
Приспособления для работы ручным фрезером по дереву изготавливаются самостоятельно или приобретаются в готовом виде. Заводские шаблоны как правило, сделаны из металла, долговечны и точны. Однако, цены на подобные изделия довольно высоки, что вынуждает домашних мастеров изготавливать нужные приспособления своими руками.
В видеоуроке мастер учит и показывает, что интересного можно сделать ручным фрезером:
Полезные советы и приемы
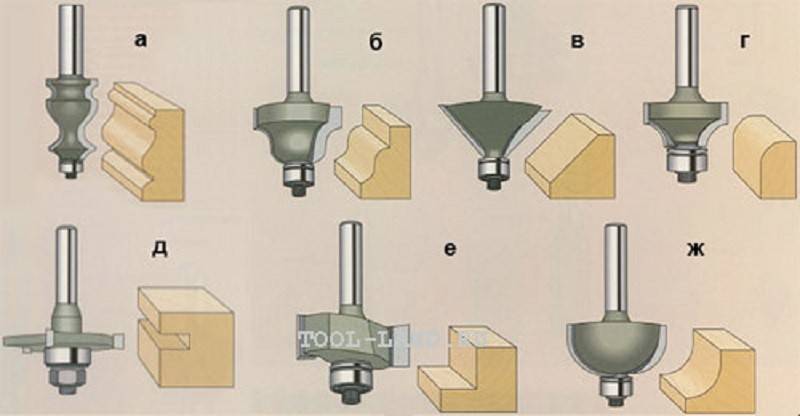
- чем больше фрез в мастерской, тем больше возможностей у мастера. Выше показаны только несколько фрез, но сегодня в продаже их сотни разновидностей;
- не стоит загонять деньги в тупик покупкой фрез по принципу «может когда-нибудь пригодятся», но и не стоит ограничивать свои возможности. Покупаются фрезы, которые требуется;
- дешевые фрезы долго не служат;
- если древесина начинает гореть и дымить – фреза затупилась;
- если дымит новая фреза – её выбрасывают, т.к. это подделка;
- тупые фрезы точат на мелком абразиве с обратной стороны. Со стороны сложного профиля заточить ее невозможно.
Работа с фрезером требует аккуратности и высокой точности. С его помощью можно добиться подгонки до долей миллиметра. Сразу надо привыкать к точной регулировке по глубине.
В итоге, в современной столярной мастерской фрезер стал незаменимым инструментом. С его помощью можно делать самые разные вещи, в том числе и дорогостоящие. Можно начать пользоваться и дешевым фрезером. Но работать с качественным инструментом значительно удобнее и интереснее.
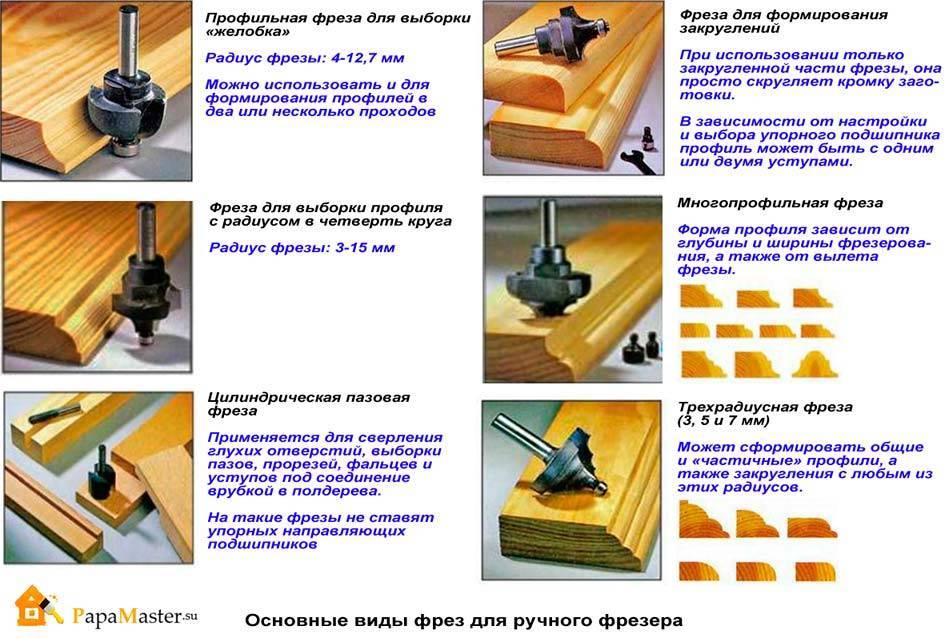
Основные виды насадок
Используются фрезы с диаметром хвостовика 0,6, 0,8 и 1,2 см. Их можно приобрести по отдельности или в виде набора, содержащего все распространенные типы фрез. Существуют также наборы, в которых длина хвостовика составляет 0,7 см, но для них трудно найти воротник. В зависимости от назначения и формы фрезы бывают канавочные и кромочные.
К последним относятся:
- Канавки.
- Канавки.
- Профиль.
- Конусность.
- Режущие инструменты (четвертные цилиндры, фрезы).
Общей особенностью кромочных фрез является наличие подшипника, который служит в качестве упора.
В комплект входят пазовые фрезы:
- Слот.
- Прямоугольная (прямая).
- Рисунок V.
- «Ласточкин хвост».
Фрезы типа «ласточкин хвост» не имеют упорных подшипников и позволяют выполнять пропилы как по краям, так и в слоях. Существует множество прямых фрез с подшипниками, расположенными сверху, чуть выше режущей кромки. Обычно диаметр соответствует размеру режущей кромки, что позволяет изготавливать изогнутые формы в соответствии со стандартами.
Такие укорачивания называются «надрезанными» укорачиваниями. Они не входят в стандартные комплекты и при необходимости приобретаются отдельно. Почти все фрезы выпускаются различных стандартных размеров. Чтобы сделать отверстие нужного размера, необходимо выбрать фрезу с нужным диаметром или даже профилем.
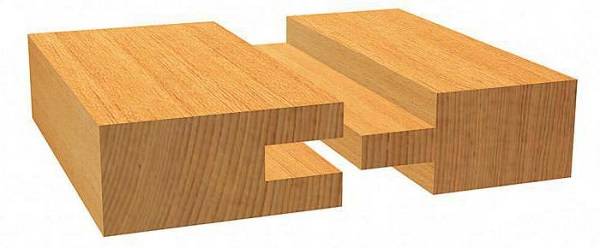
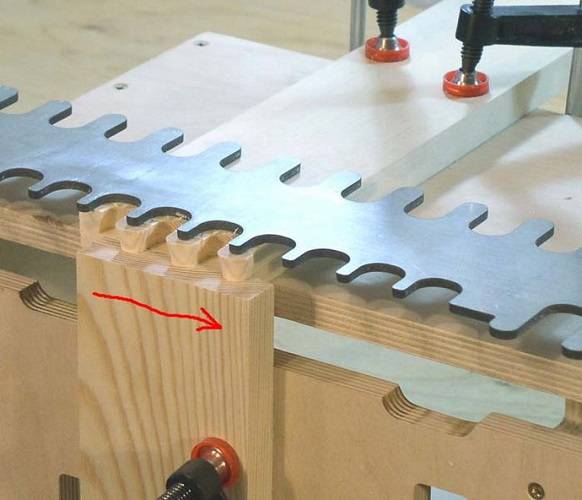
Соединение шип-паз и ласточкин хвост
Для создания соединения шип-паз существует множество сложных приспособлений. Но если производство изделий из дерева поставлено не на поток, то соединение шип-паз при помощи ручного фрезера можно сделать простым способом.
- Деталь, на которой будет вырезаться шип, должна иметь уже чистовой размер. Делая разметку, следует добавить к длине детали длину шипа. К примеру, для ножек столов и стульев будет достаточно длины шипа 30-40 мм, а для дверей – 55-70 мм. С помощью угольника сделайте разметку на краю заготовки.
- Возьмите ножовку по металлу и сделайте небольшие пропилы (это будут плечи шипа).
- Подготовьте фрезу “бочонок” и закрепите ее в цанге аппарата. С ее помощью будет создаваться шиповое соединение.
- Закрепите заготовку на верстаке, а перпендикулярно ей закрепите вторую деталь такой же толщины (будет выполнять роль опоры для подошвы фрезера).
- Далее, необходимо выставить величину вылета фрезы относительно площадки агрегата. Если шип будет располагаться точно по центру заготовки, то вылет инструмента должен быть таким, чтобы после переворачивания детали и второго прохода у вас получилась толщина шипа, соответствующая ширине паза. Ширина паза, в свою очередь, зависит от диаметра пазовой фрезы. Вот от этого размера и следует начинать расчет всего соединения.
- После того, как вы определились с глубиной погружения инструмента и выставили ограничитель, можно приступать к выборке шипа. Включите агрегат и начинайте фрезеровать заготовку, но поэтапно, углубляясь каждый раз в материал на 3 мм.
- Когда требуемая глубина будет достигнута, остановите аппарат и переверните заготовку.
- Продолжайте выборку шипа методом, описанным выше. В результате вы получите шип прямоугольного сечения. Но, так как паз будет иметь по краям закругление от фрезы, то и на шипе потребуется срезать углы. Сделать это можно ножом или на точильном станке.
Как выбирается паз, было подробно рассмотрено выше. Если требуется сделать шип-паз по всей длине или ширине заготовки, то скруглять углы шипа не потребуется.
Чтобы изготовить шиповое соединение ласточкин хвост, используют специальное приспособление.

На фрезере устанавливается пазовая фреза “ласточкин” хвост, а также копировальная втулка, имеющая бортики, для лучшего позиционирования в прорезях шаблона.

После зажатия шаблона и заготовки проводится фрезерование по общим правилам.
Пазо-шиповое соединение также используется при изготовлении вагонки. Только, чтобы сделать вагонку, необходимо иметь комплект из 2-х фрез. Одна фреза выбирает паз на кромке детали, а другая – делает шип.

Чтобы сделать филенку, кромка которой является шипом, и прорезать паз в рамке фасада, также используют набор фрез.


Как изготовить фрезерный стол для ручного фрезера своими руками
Любой мастер может самостоятельно изготовить стол для ручного фрезера, видео материалов и готовых чертежей в сети достаточно для того, чтобы с этой задачей справился даже новичок.
Для работы потребуется:
- деревянные бруски с квадратным сечением (4 шт.);
- фанера и ДСП;
- крепежные элементы (петли, болты, гайки и т.п.);
- домкрат;
- профиль металлический;
- стальная пластина толщиной 6 мм;
- направляющие из алюминия;
- подвижная каретка-упор, которая будет служить направляющей;
- фрезер.

Фрезерный стол для ручного фрезера можно приобрести в комплекте с инструментом или изготовить своими руками
Инструкция по изготовлению стола для ручного фрезера своими руками
Для стола обязательно потребуется чертеж с обозначением положения деталей и их размеров. Из брусков и обрезков ДСП соответствующего размера скручиваются опоры, которые будут служить ножками для стола. Чтобы увеличить жесткость конструкции нужно горизонтально установить соединительные панели из фанеры. Справа в боковой части стола следует вырезать отверстие, куда будет выводиться кнопка пуска на фрезере.
Для изготовления столешницы нужно взять ДСП. Эта деталь должна быть подъемной, поэтому нужно установить петли. Также потребуется изготовить дополнительную опорную основу. Основу стола для ручного фрезера лучше выполнить из фанерного листа, толщиной 15 мм. Далее в столешнице нужно вырезать канавку, предназначенную для направляющих подвижного упора. Сюда следует установить металлический профиль. Чтобы заготовку во время работы было удобно перемещать вдоль стола, желательно использовать передвижную каретку-упор. Вместо нее подойдет направляющая от пилы.
Для изготовления продольного упора нужно взять ДСП. Чтобы обеспечить подвижность этого элемента следует вырезать перпендикулярные пазы в верхней части упора, после чего его следует прикрепить к столешнице с помощью фиксаторов. Посредине вырезается небольшой паз. Он будет использоваться для утилизации стружки и других частиц, которые образуются в процессе фрезеровки.
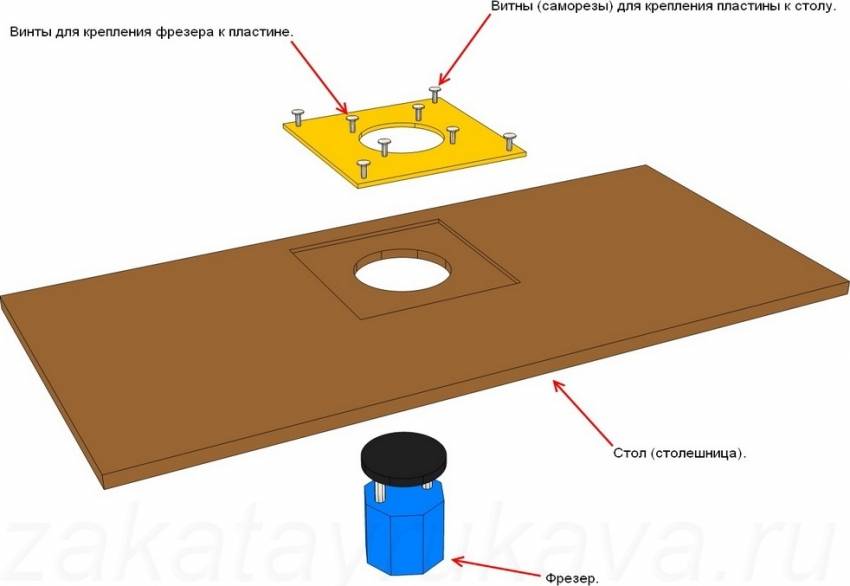
Схема конструкции типового фрезерного стола для ручного фрезера
Затем нужно собрать короб из тонкой фанеры с отверстием, предназначенным для подключения пылесоса через шланг. Этот аппарат будет уделять стружку и пыль. Короб закрепляется позади перпендикулярного упора. После этого металлическая пластина толщиной 6 мм прикручивается к столешнице так, чтобы их уровни совпали. Здесь будет устанавливаться фрезер.








Инструмент крепится к нижней части пластины за алюминиевую подошву. Для фиксации можно использовать болты, для которых предварительно нужно выполнить отверстия. Такой способ закрепления удобен для замены насадок и позволяет экономить глубину фрезерования. Используя автомобильный домкрат, нужно сконструировать лифт для фрезера. С его помощью можно контролировать высоту. С фрезера нужно снять ручки и на их место прикрутить направляющие из алюминия, которые впоследствии нужно соединить с домкратом.
Альтернативные способы
Как уже говорилось, стационарная циркулярная пила очень удобна для выбора четверти. (О разновидностях дисковых пил и особенностях их выбора на нашем сайте есть отдельная статья.) Но она не всегда есть в арсенале мастера, а иногда использовать её невозможно чисто физически.
Если нужно выбрать четверть в толстых длинных досках, можно воспользоваться ручной дисковой пилой. Принцип изготовления и последовательность операций те же самые. Отличие в том, что в этом случае обрабатываемая доска и инструмент меняются местами. Доска закрепляется неподвижно, а дисковую пилу с параллельным упором мастер перемещает вдоль вручную.
Если под рукой у вас нет ни циркулярной, ни ручной дисковой пилы, можно воспользоваться болгаркой с диском по дереву либо ручным фрезером с подходящей цилиндрической фрезой. Оба способа очень медленные и не годятся для большого объёма работ. Кроме того, выбирать четверть болгаркой неудобно, опасно и получается неровно.
Ещё один способ – использовать электрический рубанок. Однако большинство современных моделей рубанков из-за особенностей конструкции для этого не годятся. Посмотрите видео, в котором показан как раз этот способ выбора четверти.
Обработка кромки
Для обработки кромок и торцов заготовки используют специальные кромочные фрезы. Они могут быть как прямые, так и фигурные. Прямые фрезы применяют для торцевания (выравнивания) кромок деталей по шаблону (криволинейному) или по линейке. Например, если резать ЛДСП электрическим лобзиком, то без фрезера в данном случае не обойтись. Кромка после прохождения пилочки получается неровной и с небольшими сколами. Чтобы придать ей идеальную геометрию, проделайте следующее.
- Закрепите в цанге фрезера прямую кромочную фрезу. Данная фреза может иметь подшипник снизу либо в верхней ее части (возле хвостовика).
- Если фреза имеет нижний упорный подшипник, то шаблон укладывается под заготовку и обе детали прижимаются к верстаку струбцинами. И наоборот, шаблон закрепляется на заготовке при верхнем подшипнике на оснастке.
- В случае с нижним подшипником установите площадку фрезера на край заготовки и опустите фрезу так, чтобы упорный подшипник находился по центру торца шаблона, а нижняя часть лезвий заходила на шаблон примерно на 2-3 мм. Для фрезы с верхним подшипником все делается наоборот: подошва фрезера устанавливается на шаблон, под которым уложена заготовка. Фреза опускается до тех пор, пока подшипник не достигнет центра шаблона, а верхняя часть лезвий не будет захватывать его на 2-3 мм.
- Далее, слегка зажатая заготовка выравнивается относительно шаблона (можно использовать резиновую киянку) по ранее нанесенной разметке.
- После выравнивания хорошо прижмите детали струбцинами к верстаку. Если зажать их слабо, то от сильной вибрации при работе инструмента они могут сместиться.
- Установите подошву фрезера на заготовку (шаблон), не касаясь фрезой деталей, включите агрегат и дождитесь, пока он наберет полные обороты;
- Плавно подведите фрезу к началу заготовки, чтобы инструмент врезался в нее и уперся подшипником в шаблон, после чего проведите фрезерование по всей кромке.

Фигурные торцевые фрезы в основном используются для обработки изделий из древесины и МДФ. В таком случае сначала заготовке придается определенная форма с помощью прямой торцовочной фрезы. А уже после этого в цангу вставляется инструмент с требуемым фигурным профилем и проводится обработка кромки обычным способом. Только в качестве шаблона или направляющей для подшипника служит выровненная кромка детали.

При фрезеровании деревянных деталей следует учитывать направление волокон древесины. Если этого не делать, будут возникать сколы на углах заготовок или в местах перехода продольных волокон в торцевые при обработке, например, криволинейных деталей. Чтобы избежать сколов, следует обвести мелом “проблемные” места на заготовке (рисунок А). Если пройти по этим участкам фрезой обычным способом (против ч. стрелки), то чаще всего это вызовет образование сколов. Поэтому до “проблемных” зон подача инструмента ведется против ч. стрелки, а в местах перехода волокон направление меняется на обратное (рисунок С).

Это же правило применимо и для обработки углов деревянных заготовок. Сначала фреза должна пройти вдоль волокон по ч. стрелке (через угол), после чего продолжается торцевание обычным способом.