Псевдохромирование и настоящая обработка
Использование краски, которая содержит до 75 процентов хрома – один из самых простых вариантов обработки металла. Но это решение не относится к металлизации в полном смысле слова. Просто используют краску для поверхности изделия, требующего обработки.

Если работа выполнена по всем правилам, то результат сохраняется минимум на пять лет. Такой результат даёт любая установка для хромирования. Но, если такой слой будет повреждён, то коррозия быстро начнёт проникать внутрь изделия.
Если проводить по-настоящему эффективную металлизацию своими руками, то надо использовать:
источник постоянного электрического тока;

электролит для хромирования;

специальную ёмкость, где будут проходить гальванические процессы.
Это минимальный набор, без которого проведение хромирования вообще становится невозможным.
Правила техники безопасности
Помимо основных инструментов и компонентов проводящий работу должен обеспечить хорошую вентиляцию в помещении, чтобы не получить химических травм дыхательных путей. Было бы лучше, чтобы над резервуаром была установлена вытяжка.
Далее необходимо позаботиться о средствах личной безопасности – респираторе, очках и перчатках. Когда процедура будет выполнена, останется кислотная жидкость, которую нельзя выливать ни в основную канализацию, ни на землю. По этой причине следует подумать, как безопасно утилизировать отходы после хромирования.
Причем следует позаботиться о том, куда будет удаляться вода, которая будет использоваться, чтобы промывать обработанные детали.
Хромирование в домашних условиях
Выполнить хромирование можно в домашних условиях. Процедура состоит из нескольких этапов — подготовка помещения, покупка оборудования, зачистка детали и непосредственно хромирование. Ниже мы рассмотрим эти этапы более подробно.
Подготовка помещения и покупка оборудования
Гальванику стоит проводить в любом техническом помещении, где установлена вытяжка или вентилятор для откачки вредных испарений. Рабочему необходимо позаботиться о средствах индивидуальной защиты. Для проведения гальваники также понадобится подобрать следующее оборудование:
- Пластиковая или стеклянная ванночка (изделия из металла не допускаются). В ванночку будет помещаться обрабатываемое изделие, а также электролит и катод/анод.
- Компоненты для приготовления электролита. Это дистиллированная вода (1 л), хромовый ангидрид (250 г) и серная кислота (2-3 г). При необходимости концентрацию компонентов нужно пропорционально увеличить.
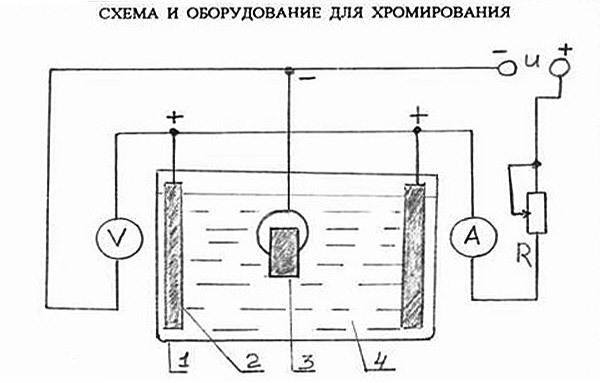
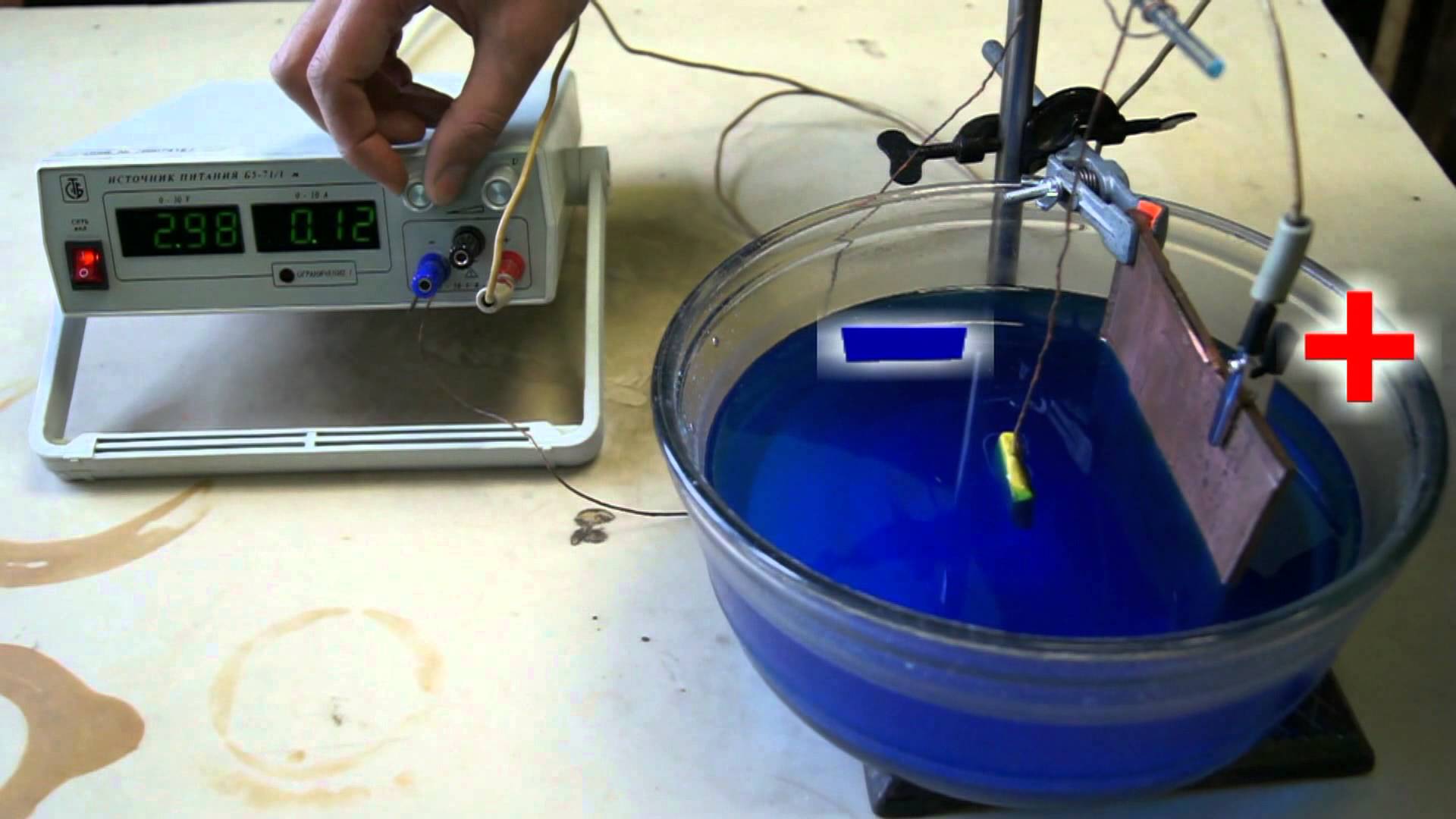
- Источник постоянного тока, а также два провода (анод и катод). К катоду будут прикрепляться запчасти, которые будут помещаться в электролит. Анод помещается непосредственно в электролит; оптимальной будет покупка провода-анода с пластинкой на конце (это увеличит интенсивность реакции).
- Нагревательный элемент. Электрическая плитка с датчиком температуры. Ванночку с электролитом можно ставить прямо на плитку.
Подготовка детали к работе
Перед нанесением хрома нужно выполнить зачистку и обезжиривание детали. Для зачистки необходимо вымыть и тщательно высушить требуемую деталь. Если на ее поверхности есть сильные шероховатости, то от них следует избавиться с помощью шлифовки. Также необходимо обезжирить деталь:
Возьмите 1 литр чистой воды, добавьте туда 50 кальцинированной соды, 150 г гидроксида натрия и 5 г силикатного клея, хорошенько перемешайте смесь.
Поставьте емкость с полученной смесью на плиту, нагрейте смесь до температуры 90 градусов, поместите туда деталь на 20-30 минут.
Достаньте деталь, промойте ее под водой и высушите ее
Обратите внимание — вытирать деталь можно только чистой тряпкой (в противном случае придется проводить обезжиривание заново).
Процедура хромирования
Итак, Вы подготовили помещение, надели защитную одежду и выполнили обезжиривание. Теперь можно выполнить гальваническое хромирование алюминия, стали или любого другого металла:
- Поставьте ванночку на плитку, прикрепите к катоду запчасть, установите анод на ванночку, вылейте в ванночку электролит, включите вытяжку, нагрейте электролит до температуры 50-55 градусов.
- Введите в ванночку катод с прикрепленной запчастью, чтобы жидкость полностью покрыла деталь, а потом увеличьте мощность вытяжки и включите источник постоянного тока.
- Длительность обработки — 20-40 минут в зависимости от формы детали и интенсивности обработки. По завершении хромирования деталь высушивают 2-3 часа.
Хромирование пластика выполняется по иному сценарию. Для нанесения покрытия нужно изготовить пустотелую кисть, в которую будет заливаться электролит (сделать ее можно из оргстекла). К кисти следует присоединить токопроводящие щетинки, через которые будет проходить ток. К корпусу кисточки следует присоединить анод, а к металлическим щетинкам — катод. После запуска электрического тока будет проводиться распыление частичек хрома с конца щетинок кисточки. Для нанесения покрытия нужно 15-20 раз провести кисточкой по всей поверхности пластика. При необходимости процедуру нужно повторить 2-3 раза (зависит от типа пластика и качества кисточки).
Обработка посредством напыления
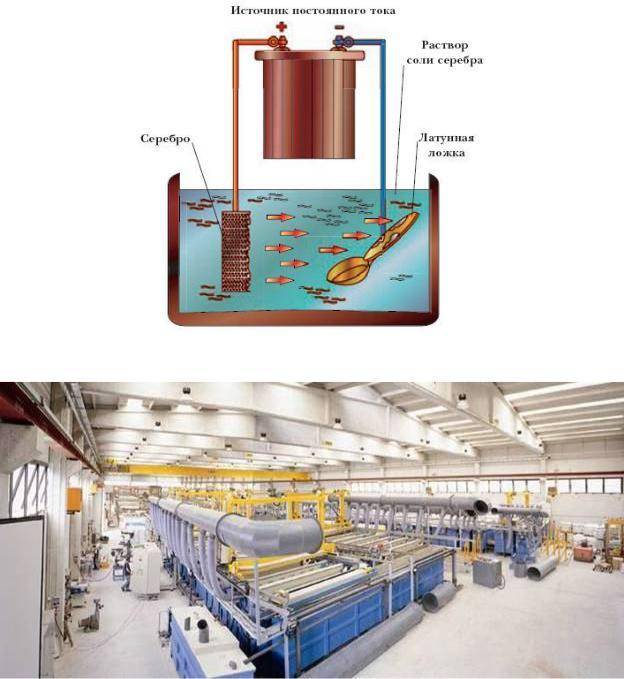
 Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.




Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
- Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Этапы хромирования элементов
 Захромировать напрямую можно только такие металлы, как медь, латунь и никель. Чтобы самому хромировать металлические детали, надо предварительно нанести медный, латунный или никелевый слой. Для этого необходимы подходящий электролит и технология. После сушки плоскость активизируют в растворе соляной кислоты (100 г / л).
Захромировать напрямую можно только такие металлы, как медь, латунь и никель. Чтобы самому хромировать металлические детали, надо предварительно нанести медный, латунный или никелевый слой. Для этого необходимы подходящий электролит и технология. После сушки плоскость активизируют в растворе соляной кислоты (100 г / л).
Период обрабатывания зависит от состояния плоскости (5−20 мин). Части промывают водой и погружают в хромированную ванну. Для этого подвеску изготавливают из проволоки либо стержня. К подвеске подаётся «отрицательный» провод. Рядом с медным стержнем прикреплён увесистый анод, к которому прилагается «плюс». Через 20−40 минут части вытаскивают из ванны и промывают в воде.

После просыхания допускается полирование слоя хрома, чтобы плоскость была отражающей. Подготовить электролит нетрудно: вначале в воде раскрывается ангидрид хрома, а затем добавляется тонкая струйка серной кислоты. Перед тем как загружать детали, нужно повесить любую пластину и включить электролит на полчаса-час.
Если композиция с ярко-красным цветом превращается в светло-бордовый оттенок, то в этом случае можно включить хромированные элементы. Состав хрома должен нагреваться до 45 градусов. Ток вводится в зависимости от площади плоскости покрываемых элементов. Для обработки 1 кв. дм необходим ток в 15−25 ампер.
Чаще всего есть ряд ключевых недостатков:
- Отшелушивание блестящей плёнки. Главная причина — нехорошая адгезия из-за недостаточного обезжиривания. После вытаскивания напыления поверхность вновь вычищается и активизируется.
- Установка хрома в заостренных краях. Этот недостаток показывает на высочайшую уплотненность тока в заостренных концах. По возможности кромки лучше скруглить либо настроить экраны в проблематичных зонах.
- Матовое покрытие. Для достижения блеска следует повысить температуру раствора, уменьшить электричество либо прибавить ангидрид хрома.
Прежде чем хромировать собственными руками, необходимо тщательнейшим образом оценить предстоящую цену работы и произвести вывод о необходимости ее проведения. Прежде чем сформировать приспособление для хромирования, необходимо распланировать будущее устранение отходов. При попадании в грунт, а далее в колодцы соединение хрома порождает отравление и формирование болезни, следовательно, настойчиво рекомендовано не начинать работу, не определяясь ранее со всеми особенностями процесса. Видеоурок поможет узнать тонкости покрытия поверхности металла хромом.
Originally posted 2018-07-04 07:40:48.
Оборудование для хромирования поверхностей
Если говорить о вариантах, которые реально реализовать дома (в гараже, личной мастерской), то вам понадобится:
Ванна – любой достаточно вместительный резервуар, но обязательно химически стойкий и теплоизолированный (снаружи).
Источник стабильной подпитки электродов – рассчитанный на подачу тока силой 50 А, оснащенный регулятором напряжения и обладающий мощностью не более 1 кВт.
Термодатчик, заранее откалиброванный и фиксирующий измерения в диапазоне 0…+100 0С.
Нагреватель, выполненный из материала, не боящегося кислых сред.
Пластинка из свинца, которая послужит анодом; внимание, закрепить ее потребуется на некотором расстоянии от стенок емкости, чтобы подводить к ней провод было максимально безопасно.
Можно упростить себе задачу и купить заранее подготовленный химический набор, содержащий все необходимые реагенты и даже инструкцию по их использованию.
Подготовка изделия к гальванике
Собрав все необходимое (найдя в гараже, закупив и смонтировав своими руками), можно приступать к подготовке детали. Этот этап работ очень ответственный. Успешная гальваника в домашних условиях требует тщательной очистки детали. От подготовки поверхности зависит и качество гальванического покрытия. Поэтому, в зависимости от желаемого результата, деталь не только обезжиривают. Во многих случаях требуется пескоструйная обработка, затем шлифовка с помощью наждачной бумаги и шлифовочных паст.
Для обезжиривания детали промывают либо в чистых органических растворителях, ацетоне, спирте или бензине, либо в подготовленных растворах. Например, для обезжиривания стальных или чугунных деталей используются горячие, до 90 °С, растворы с едким натром, кальцинированной содой, жидким стеклом, фосфорнокислым натрием.
А изделия из цветных металлов обрабатываются в растворах с хозяйственным мылом и тем же фосфорнокислым натрием.
Окисную пленку снимают в специальных декапирующих растворах с соляной или серной кислотой.
Основные дефекты и удаление некачественного хромового покрытия
Чаще всего начинающий химик не получит желаемого результата с первого же раза. Это не должно пугать, потому что для правильного выполнения процедуры требуется опыт и аккуратность. Для правильного выполнения процедуры требуется тщательный подбор обезжиривателей и химических комплектов, которые следует смешивать в соответствии с инструкцией производителя.
Если не получилось достичь желаемого результата, испорченный слой можно снять в концентрированном растворе воды и соляной кислоты. Жидкость готовится в таком соотношении: в литре дистиллята размешивается 200 грамм кислоты. После обработки элемент хорошо промывается.
Вот самые распространенные дефекты и причины их возникновения:
- Пленка отслаивается. Причина в недостаточном обезжиривании, из-за чего молекулы хрома плохо закрепляются на поверхности. В этом случае слой удаляют, более тщательно обезжиривают, и повторяют гальваническую процедуру.
- На гранях детали появились неестественные наросты. Если такое происходит, то острые края следует сгладить, чтобы они были максимально круглыми. Если такой возможности нет, то в проблемной зоне нужно поставить отражающий экран, чтобы на той части поверхности не концентрировалось большое количество тока.
- Деталь получилась матовая. Для повышения блеска следует сильнее нагреть электролит или увеличить содержание хрома в концентрате (в раствор добавить порошок ангидрида хрома). После обработки деталь обязательно нужно отполировать для достижения максимального эффекта.
Вот небольшое видео о том, как самостоятельно выполнить хромирование методом гальванирования в домашних условиях:
Хромирование деталей: поэтапная инструкция
Технология хромирования не отличается особой сложностью.
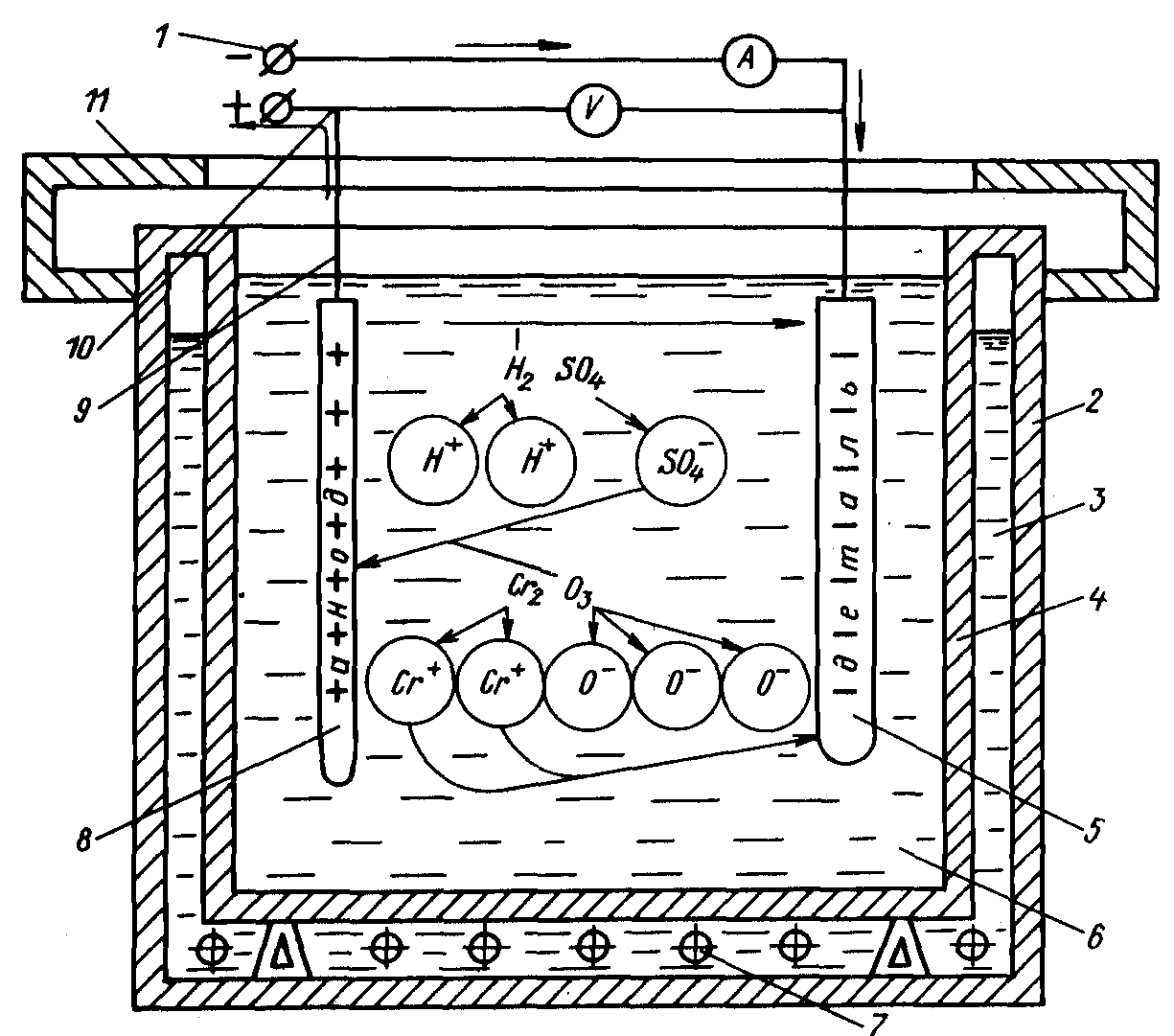
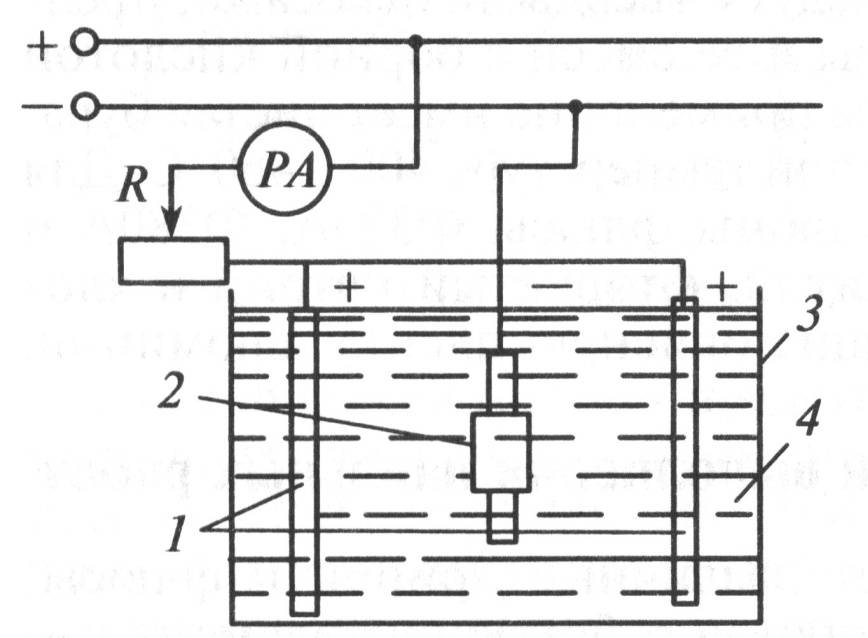
Для того чтобы приготовить электролит для небольшого изделия, нужно взять обычную стеклянную банку необходимых размеров или пластмассовое ведро и поставить его в специальный резервуар. Для этих целей можно воспользоваться бидоном. Чтобы электролиз был качественным, его, бидон, нужно теплоизолировать. А именно, взять ящик из дерева или коробку, утеплить его стеклотканью или пенопластом, а также дополнительно минеральной или стекловатой, песком и поставить резервуар туда.

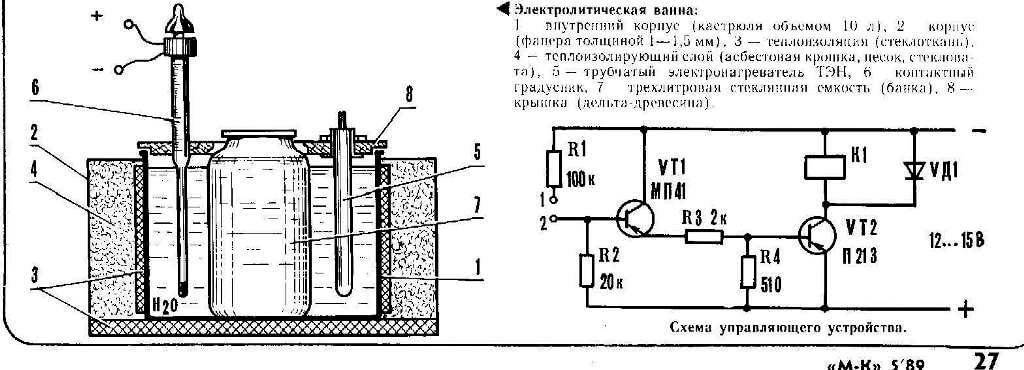




Внутрь резервуара поместить элемент для подогрева и термометр. Сверху накрыть листом влагостойкой фанеры, которая выступит в роли герметизирующей крышки, и присоединить электроды. К изделию присоединить катод, анод (стержневой или пластинчатый) погрузить в емкость с образцом.
Деталь в банке должна удерживаться с помощью кронштейна, чтобы обеспечить хромирование со всех сторон.
Приготовление электролитного раствора
Чтобы осуществить хромирование деталей в домашних условиях, необходимо приготовить специальный раствор, состоящий из ангидрида хрома (250 г на литр дистиллированной воды) и серной кислоты (2,5 г на литр воды).
Для начала нужно налить до половины емкости нагретую воду (около шестидесяти градусов по Цельсию). Добавить необходимое количество (из расчета на общий литраж) ангидрида хрома, размешать, чтобы полностью растворился, и долить воду для получения нужного объема. Потом засыпать серную кислоту, перемешивая жидкость.
Полученный раствор необходимо проработать в течение трех с половиной часов, пропуская через него энергию тока (на 1 литр около 6 А). Когда электролит станет темно-коричневого цвета, его нужно будет отстоять не меньше суток.
Процедура подготовки образца
Прежде, чем подготовить деталь, нужно прогреть электролитный раствор до шестидесяти градусов по Цельсию и дать постоять ему три часа.
За это время необходимо:
- Очистить деталь от грязи, ржавчины, краски.
- Провести обезжиривание с помощью специального раствора, рецептов которого существует несколько. Например, он может состоять из 150 г едкого натра, 5 г силикатного клея, 50 г кальцинированной соды. Все брать на литр воды. Ингредиенты смешать, нагреть до девяноста градусов по Цельсию, опустить изделие и держать не меньше двадцати минут, а иногда и дольше, в зависимости от величины и степени очищения.
Непосредственное хромирование
Во время процедуры хромирования необходимо сохранять температурный режим электролитного раствора в среднем 53 С° (плюс-минус два градуса). Изделие поместить в электролит и через минуту, для выравнивания температур образца и раствора, подать напряжение. Вынуть деталь и просушить не меньше двух с половиной часов
Возникновение дефектов
При хромировании в домашних условиях могут возникнуть такие дефекты как:
- Поверхность блестит неравномерно. Происходит из-за большого тока или низкой температуры электролитного раствора.
- Отсутствие блеска – из-за неправильного количества ангидрида хрома, завышения тока, недостатка серной кислоты.
- Наличие коричневых пятен – переизбыток ангидрида хромового, мало кислоты.
- Слой неравномерный. Избыточность тока.
- Размягченность покрытия – высокая температура раствора, низкий ток.
- Хромировка отваливается – нестабильное напряжение, плохо проведенное обезвоживание, низкая температура раствора.
Хромирование в домашних условиях – это процесс, который требует определенной сноровки и четкого следования правилам и инструкциям. Любое нарушение может привести к некачественной хромировке. Поэтому стоит детально изучить технологию данного процесса и только тогда приступать к его осуществлению.
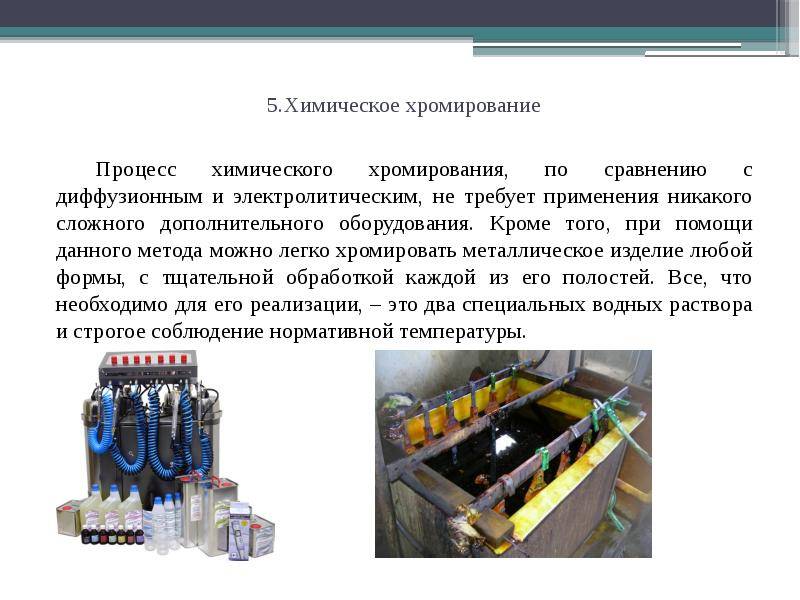
Химическое хромирование
Цели гальванического покрытия металла
Существует целый ряд целей для нанесения гальванического покрытия. К примеру, для гальванического хромирования поверхность нужно предварительно покрыть никелем. К гальванике, как правило, обращаются с целью улучшения декоративных и защитных качеств конструкций. Эту процедуру используют и для изготовления точных копий сложных элементов. В этом случае процесс принято называть гальванопластикой.
Широко распространена технология оцинковки металлов посредством гальваники. Она позволяет сделать на поверхности цинковое покрытие, которое характеризуется отменными антикоррозийными свойствами. Изделия из металлических сплавов, которые прошли обработку с применением этой технологии, могут долго сохранять свои свойства при высокой влажности и даже при постоянном воздействии соленой и пресной воды. Посредством цинкования также производят обработку трубопрокатных изделий, всевозможные емкости, опорные и строительные конструкции. Благодаря применению цинкования металлические поверхности получают и электрохимическую, и барьерную защиту.
Если посредством цинкования увеличивается лишь стойкость материала к коррозии, то гальваника хромом решает и эту задачу, делая поверхность более износостойкой и крепкой и также улучшая ее внешний вид. Аналогичным эффектом обладают и гальванические покрытия на основе никеля.
Другая область применения гальваники — ювелирная промышленность. Эта технология в данной ситуации используется для того, чтобы улучшить внешний вид ювелирной продукции. При этом на украшение наносится слой серебра или золота. Кроме того, пленка, которая наносится на изделие при обработке, делает его ярче и привлекательнее.
Виды основных гальванических покрытий
Хромирование
Слой хрома наносится на поверхности стальных болтов, осей, мерительных инструментов и пр. для придания повышенной твёрдости и увеличения сопротивляемости коррозии таких металлов, как медь и никель. Часто встречается тройной «тулуп»: основа – медь, потом – никель, а затем – хром. Используются и в качестве декоративных напылителей.
Цинкование
Цинк не только устойчив к атмосферным воздействиям, но и являясь анодным металлом, обеспечивает деталям повышенную механическую и электрохимическую защиту. Цинкование может быть блестящее, как в случае с хромом, а может иметь матовую поверхность, что не влияет на его устойчивость к загрязнениям и коррозии.
Настал или насталение
Так называется гальваническое покрытие железом «слабых» металлов. Например – медь. Детали и элементы из этого красного металла очень быстро изнашиваются. Покрытие их гальваническим железом придаёт им твёрдость стали, к тому же светло-серебристая плёнка из такого железа практически не ржавеет.
Гальваника алюминиевых сплавов
Гальванируют такие сплавы с целью сочетать ряд ценных качеств алюминия и покрытия. Для защитных и декоративных функций гальваническое покрытие алюминия будут осуществлять комбинированный сплав меди, никеля и хрома. Для придания антифрикционных свойств деталям машин (втулки, подшипники и пр. детали, работающие при скольжении) применяется гальваника из свинца и олова или олова и меди.
Статья по теме: Правила воронения металла в домашних условиях
Для ускорения пайки алюминиевых деталей гальваническое покрытие должно быть оловянным или серебряным. Латунь – для адгезии алюминия с резиной (горячее прессование). От заедания резьбовых деталей из алюминия – цинкование. Сопряжение узлов алюминий + сталь или медь – кадмий.
Гальваническое травление
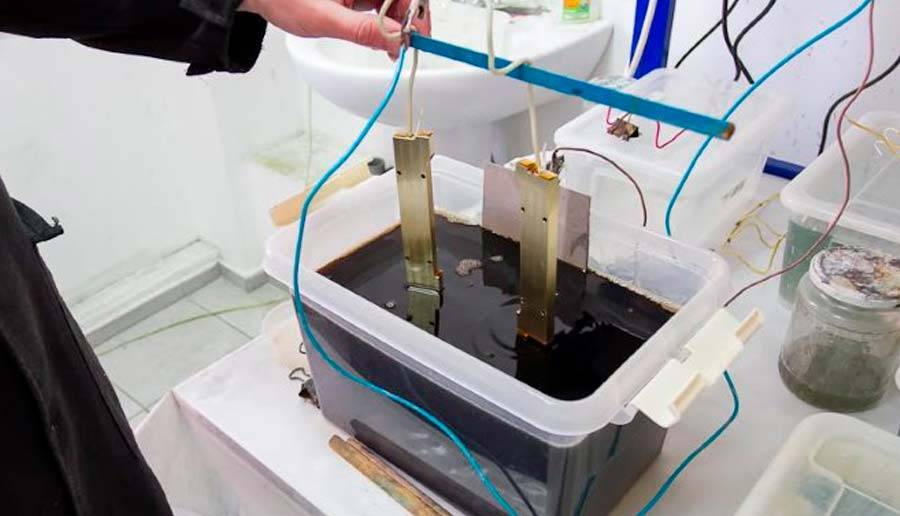
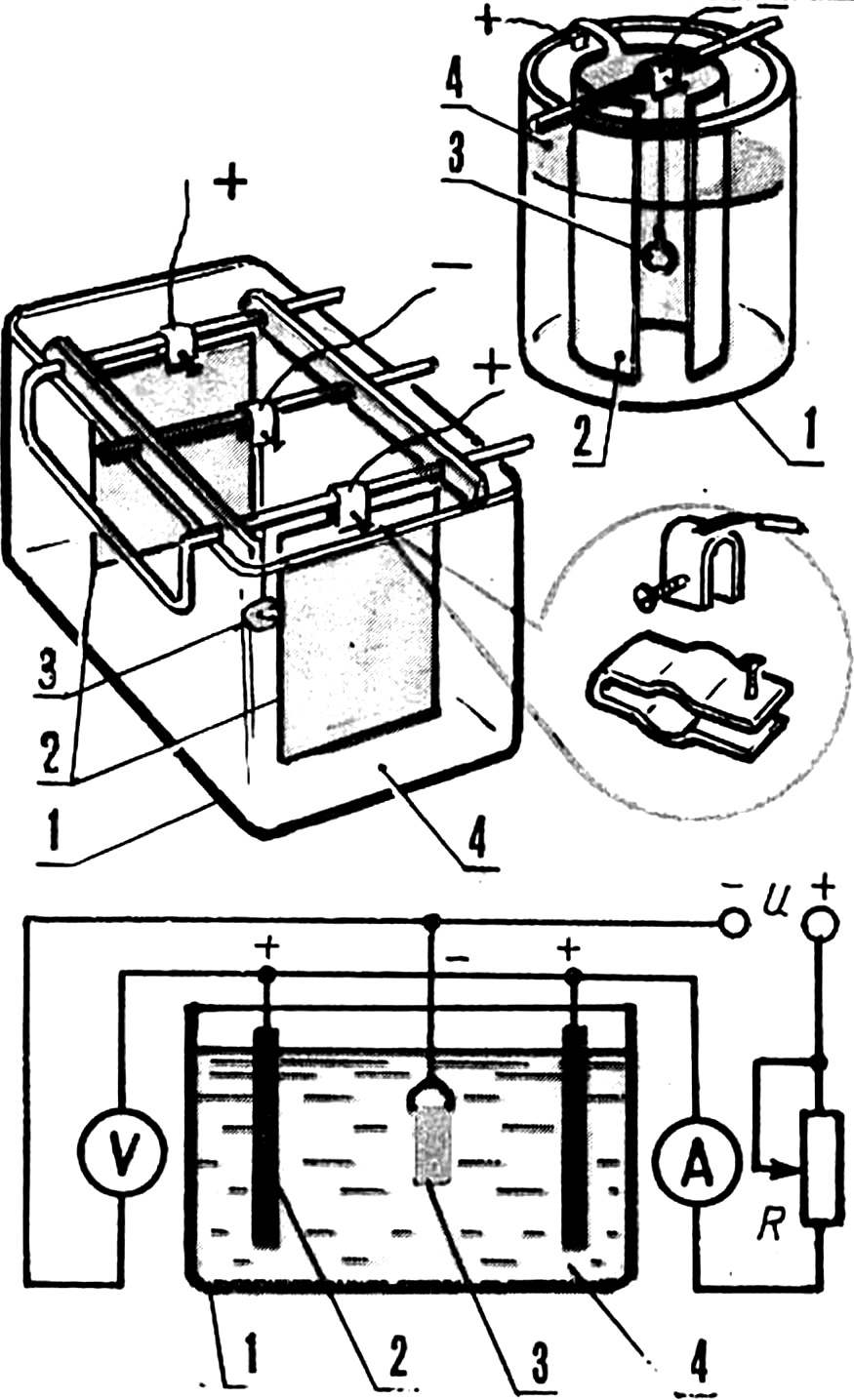
Это единственный способ гальваники, где используется не постоянный, а переменный ток. К тому же «обряд» травления (нанесения рисунка на желаемый предмет) легко провести в домашних условиях. Для этого понадобятся гальваническая ванночка (любой подходящий пластиковый контейнер), трансформатор, способный понижать ток до 6В, 2 пластины из меди и железа и 2 металлических стержня-штанги.
Процесс травления осуществляется так:
- Нагрейте слегка пластины и покройте тонким слоем воска или парафина. Нанесите на восковую поверхность любой желаемый рисунок.
- Повесьте пластины «лицом» друг к другу на штангах-стержнях на расстоянии 1,5-2 см.
- Залейте в пластиковый контейнер раствор обыкновенной поваренной соли (2-3 ст.л. на 1 л воды) и подайте напряжение.
- Через 40 мин. ток отключаем, пластины вынимаем, промываем и аккуратно нагреваем до той температуры, когда воск легко счищается без соскабливания.
Сегодня без гальваники уже не обойтись. Подвергаются серебрению, золочению, родированию повреждённые и поцарапанные серёжки, колечки и кулончики. Заполняются сколы и дырочки, выравниваются поверхности деталей и кузовов автомобилей. В сантехнических магазинах мы любуемся блестящими кранами-смесителями, выбираем хромированные трубы и прицениваемся к золочёным столовым приборам. И всё это потому, что практически все отрасли промышленности взяли на вооружение метод Бориса-Морица Якоба-Германна.





Где и для чего применяется метод гальванирования?
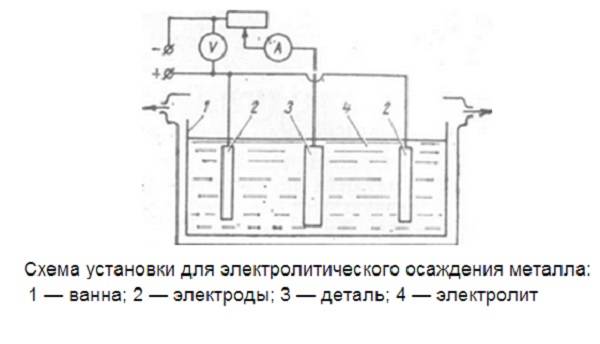
Гальваника (раздел науки Электрохимии, изучающий осаждение электролита на поверхность металла) включает в себя 2 полноценных раздела: гальванопластика и гальваностегия. Оба включают в себя непосредственный процесс металлизирования поверхности изделий для получения копий и защиты:
- антикоррозийное гальваническое покрытие (технологическое хромирование, цинкование и т.д.);
- декоративная защита (эстетическое покрытие драгоценными металлами ювелирных изделий);
- придание прочности изделиям из мягких металлов и пластмасс.
В двух последних случаях применяется гальваническое наращивание более толстого слоя металлических осадков – гальванопластика серебром, золотом или их имитация. Гальваностегия «нашла себя» в никелировании, меднении, хромировании, лужении, копировании, металлизации пластика и камня, при производстве сувениров, везде, где требуется электрохимическое покрытие устойчивого в механическом отношении металлом другого материала.
Гальванический способ нанесения металла на выбранную поверхность позволяет получить равномерную металлическую плёнку на деталях любой сложности. И плёнка это будет одинаковой толщины по всей поверхности!
На видео: мастер-класс по гальванике.
Оборудование для гальваники
В домашних условиях и оборудование можно сделать своими руками. В первую очередь нужен источник питания, так как процесс протекает под действием электрического тока. В показателях силы тока домашние мастера расходятся, называя их в очень большом диапазоне. Но обязательным условием является наличие регулятора напряжения для плавного изменения выходной мощности. Ток должен быть постоянным, поэтому в качестве источника называют выпрямитель собственного или заводского изготовления.
Умельцы приспосабливают сварочный аппарат для гальваники в домашних условиях.
Для электролита нужна емкость (ванночка) из химически нейтрального материала. Это может быть стеклянная или пластиковая посудина достаточных размеров, чтобы в нее помещалась для обработки деталь и необходимое количество электролита. Она должна выдерживать высокую, до 80 °С, температуру и быть достаточно прочной.
Еще нужны аноды, площадь которых должна быть больше площади детали. Они служат для подвода электрического тока в электролит и его равномерного распределения по детали. Кроме того, они должны в электролите возмещать убыль металла, который выделяется при покрытии изделий, и выполнять некоторые окислительные процессы.
Нагревательные приборы для доведения электролита до нужной температуры лучше использовать с возможностью регулирования тепловых режимов. Например, бытовая газовая плита для этой цели не подходит. Обычно используют маленькую электроплитку и утюг, в котором можно установить необходимую температуру подошвы.