

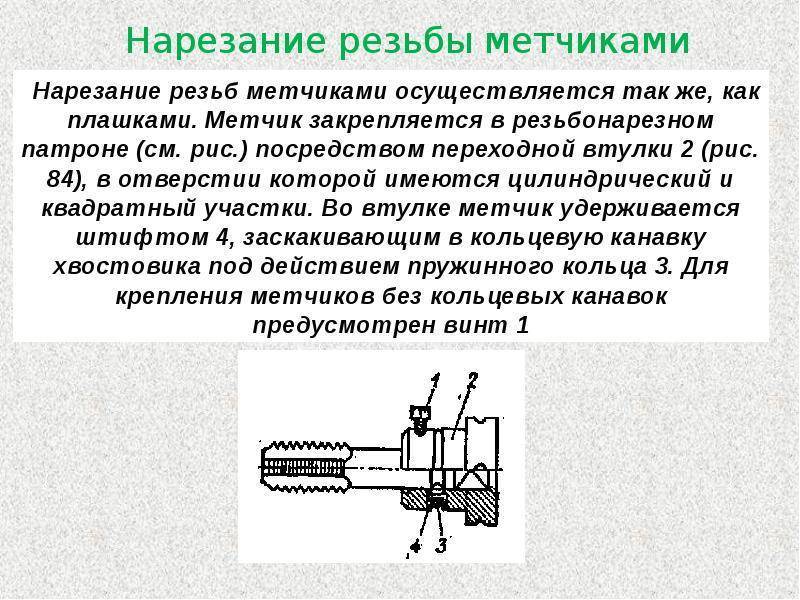
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.

Метчик – инструмент, с помощью которого можно быстро и точно нарезать резьбу в подготовленном отверстии. Это стержень, разделенный на рабочую часть и хвостовик. Хвостовик служит для фиксации в воротке или патроне станка. Удаление стружки обеспечивают продольные или винтовые канавки, находящиеся на режущей части. Для изготовления этого инструмента используют углеродистые или быстрорежущие стали. Чтобы качественно нарезать внутреннюю резьбу, необходимо знать, как правильно выбрать метчик и подготовить отверстие.
Как нарезается резьба?
Получение винтовых канавок на наружной и внутренней поверхностях деталей производится резьбонарезным инструментом. Проще выполнять эту операцию снаружи. Имея токарный станок, выполняют подобное с помощью специальных резцов.
Нарезание метрической и трапециевидной резьбы с помощью резца
На практике за один проход подобную операцию выполняют редко. Обычно проводят ее в несколько приемов. При этом настраивается станок так, чтобы его резцедержатель перемещался по строго определенному закону. Нужна повторяемость действий.
Для выполнения подобных операций задействуют ходовые винты (в них нарезана прямоугольная резьба). Перед каждым новым проходом резцедержатель возвращается на исходную позицию. Выставляется новая глубина резания, начинается новый процесс.
Внимание! Довольно часто для наружного нарезания заставляют суппорт двигаться на выход (вправо). Для этого резцы переворачивают вниз режущими кромками, задают обратное вращение шпинделю токарного станка.. Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа
У них имеется усиленная штанга, проникающая внутрь отверстия
Для нарезки внутренних резьб имеются резьбонарезные резцы проходного типа. У них имеется усиленная штанга, проникающая внутрь отверстия.
Общий вид токарных резцов для нарезания внутренних резьб
При обработке детали внутри отверстия возникают определенные сложности:
- процесс зрительно не контролируется. Приходится ориентироваться только на настройки и режимы, задаваемые оборудованию по рекомендациям технолога и мастера наладчика;
- затруднен вывод стружки, поэтому приходится многократно производить нарезку с небольшой подачей. Смазывающая охлаждающая жидкость (СОЖ) не только охлаждает деталь, она выводит стружку из отверстия;
- приходится часто пользоваться измерительным инструментом и вспомогательными шаблонами, чтобы контролировать ход нарезания винтовых канавок. Применяют специальные калибры проходного и непроходного типа.
Процесс формирования резьбы с помощью резца
Если со сквозными отверстиями токари справляются довольно умело, то при работе с глухими (непроходными) углублениями в теле детали работа усложняется довольно значительно. Но иногда из-за особенностей конструкции нет иного способа создать внутреннюю резьбовую поверхность. Поэтому приходится применять подобные резцы.
Значительно ускоряют работу специальные гребенки. У них используется не один, а несколько режущих кромок. Они последовательно врезаются в тело детали, снимая металл на определенную глубину.
Гребенки для нарезания резьбы снаружи и в отверстии:
а – угол резания тупой; б – угол резания острый; в – гребенка для формирования резьбовой канавки внутри детали
Особенно удобны подобные инструменты в тех случаях, когда нарезается довольно длинные участки. Для ходовых винтов используют подобные гребенки. С их помощью с одной установки можно обработать длинную заготовку (до 3…5 м). На станкостроительных заводах применяют именно такие способы формирования резьбовых конструкций.
Разновидности и сферы применения метчиков
Нарезание внутренней резьбы может выполняться вручную или с использованием станков различного типа (сверлильных, токарных и др.). Рабочими инструментами, которые выполняют основную работу по нарезанию внутренней резьбы, являются машинно-ручные или машинные метчики.
На различные виды метчики делят в зависимости от целого ряда параметров. Общепринятыми считаются следующие принципы классификации метчиков.
- По способу приведения во вращение различают машинно-ручные и машинные метчики, при помощи которых осуществляется нарезка внутренней резьбы. Машинно-ручные метчики, оснащенные квадратным хвостовиком, используют в комплекте со специальным приспособлением с двумя ручками (это так называемый вороток, держатель метчиков). При помощи такого приспособления метчик приводится во вращение и нарезает резьбу. Нарезка резьбы метчиком машинного типа осуществляется на металлорежущих станках различного типа, в патроне которых такой инструмент и фиксируется.
- По способу, которым нарезают внутреннюю резьбу, различают универсальные (проходные) и комплектные метчики. Рабочая часть первых разделена на несколько участков, каждый из которых отличается от остальных своими геометрическими параметрами. Участок рабочей части, который первым начинает взаимодействовать с обрабатываемой поверхностью, выполняет черновую обработку, второй – промежуточную, а третий, расположенный ближе к хвостовику, – чистовую. Для нарезки резьбы комплектными метчиками требуется использование нескольких инструментов. Так, если комплект состоит из трех метчиков, то первый из них предназначен для выполнения черновой обработки, второй – для промежуточной, третий – для финишной. Как правило, комплект метчиков для нарезания резьбы определенного диаметра включает в себя три инструмента, но в отдельных случаях, когда обработке подвергаются изделия, изготовленные из особо твердого материала, могут использоваться наборы, состоящие из пяти инструментов.
- По типу отверстия, на внутренней поверхности которого необходимо нарезать резьбу, различают метчики для сквозных и глухих отверстий. Инструмент для обработки сквозных отверстий характеризуется удлиненным конусным кончиком (заходом), который плавно переходит в рабочую часть. Такую конструкцию чаще всего имеют метчики универсального типа. Процесс нарезания внутренней резьбы в глухих отверстиях осуществляется метчиками, конусный кончик которых срезан и выполняет функцию простейшей фрезы. Такая конструкция метчика позволяет нарезать с его помощью резьбу на всю глубину глухого отверстия. Для нарезания резьбы данного типа, как правило, используется комплект метчиков, приводимых во вращение вручную, при помощи воротка.
- По конструкции рабочей части метчики могут быть с прямыми, винтовыми или укороченными стружкоотводящими канавками. Следует иметь в виду, что использовать метчики с канавками различного типа можно для нарезания резьбы в изделиях из относительно мягких материалов – углеродистых, низколегированных стальных сплавов и др. Если же резьбу необходимо нарезать в деталях, изготовленных из очень твердых или вязких материалов (нержавеющих, жаропрочных сталей и др.), то для этих целей используют метчики, режущие элементы которых располагаются в шахматном порядке.
Хороший метчик сделан из качественной инструментальной стали, выглядит аккуратно и имеет ровно проточенные витки и канавки
Метчики, как правило, применяются для нарезания метрической резьбы, но есть инструменты, с помощью которых нарезают трубную и дюймовую внутреннюю резьбу. Кроме того, различаются метчики и по форме своей рабочей поверхности, которая может быть цилиндрической или конической.
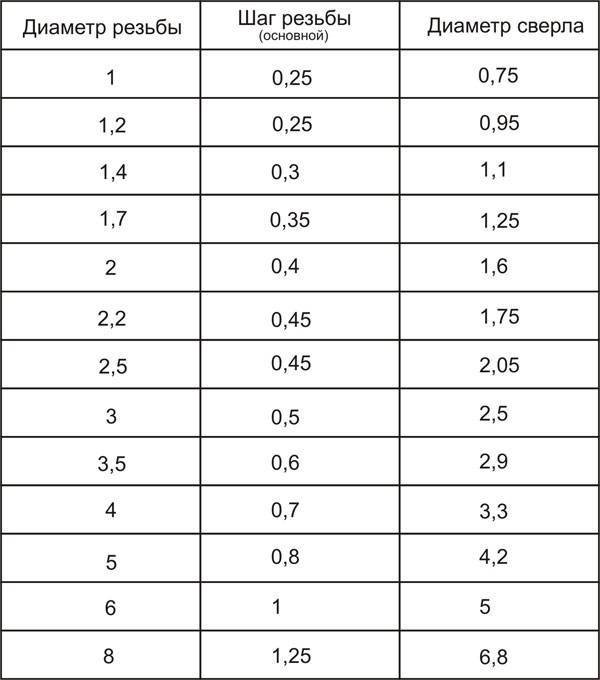
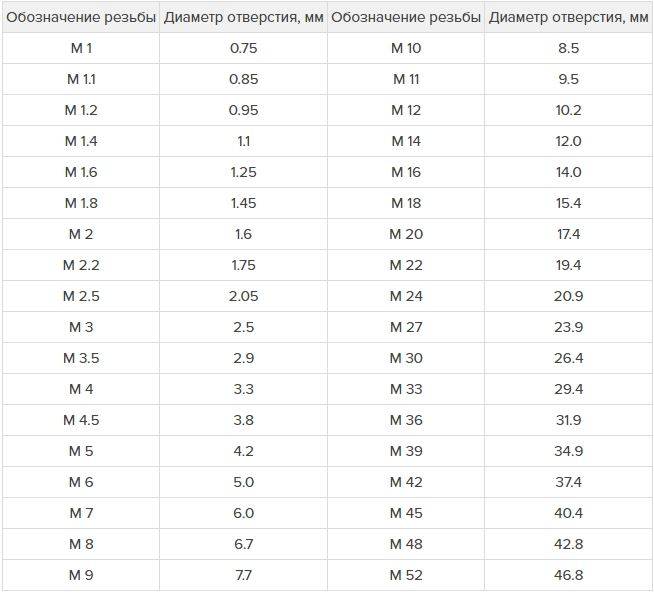
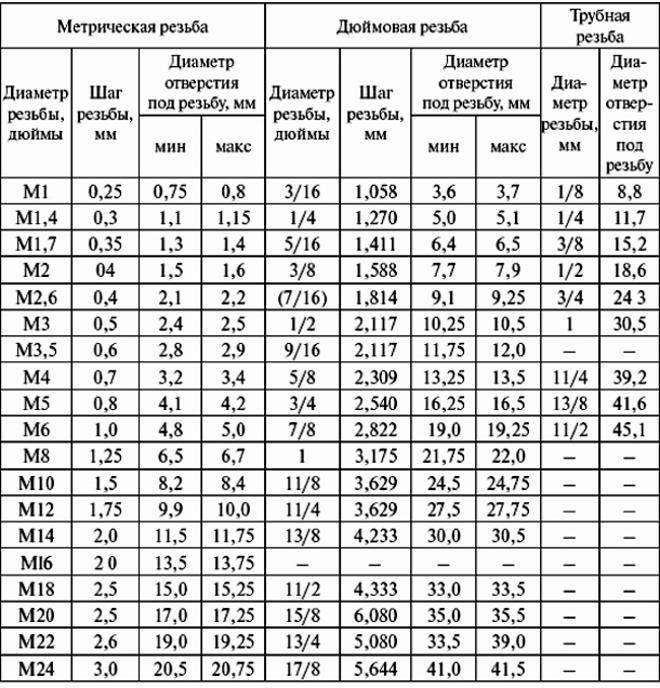
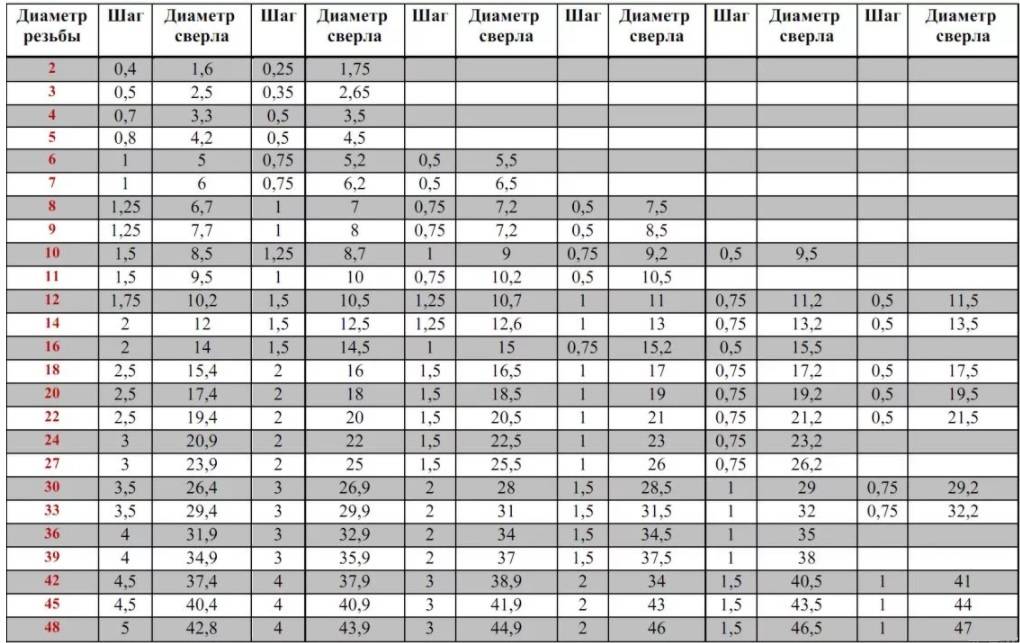
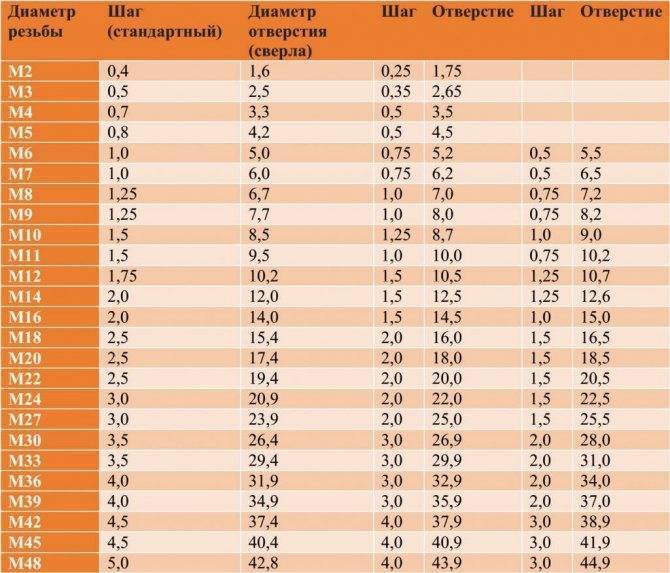
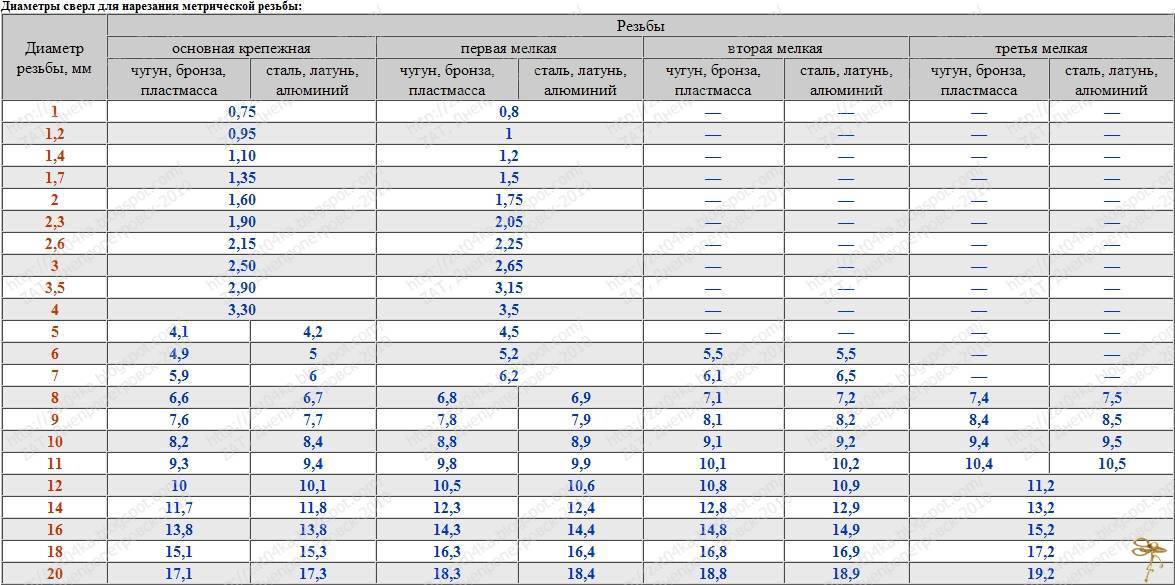
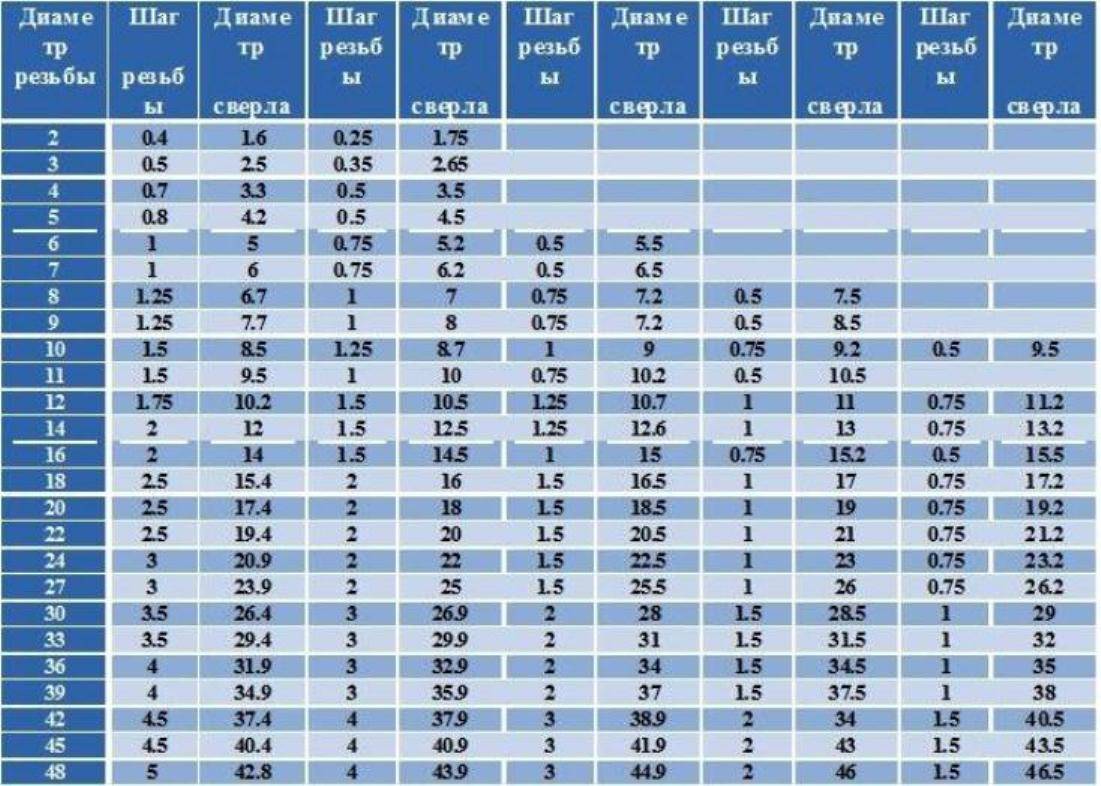
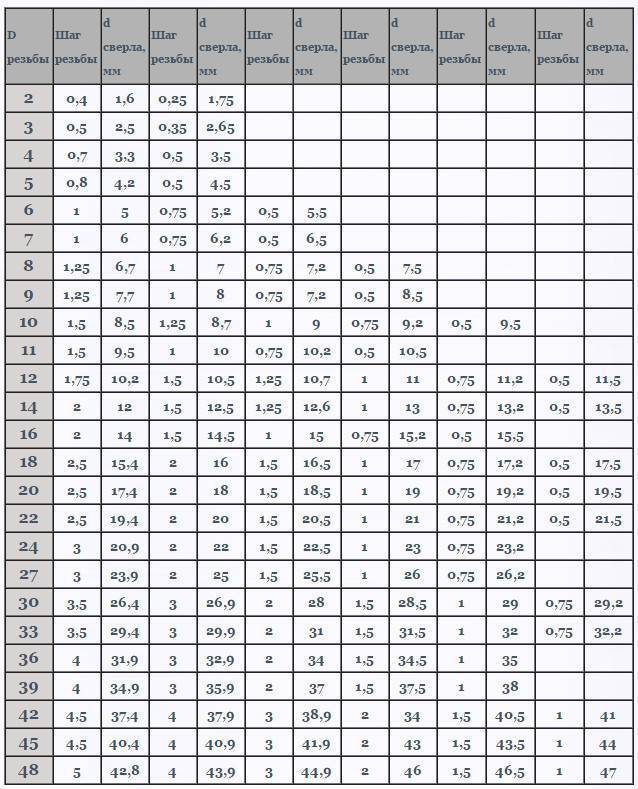
Таблица рекомендуемых диаметров отверстий под резьбу, мм
| d резьбы | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла | Шаг | d сверла |
| 2 | 0.4 | 1.6 | 0.25 | 1.75 | ||||||||
| 3 | 0.5 | 2.5 | 0.35 | 2.65 | ||||||||
| 4 | 0.7 | 3.3 | 0.5 | 3.5 | ||||||||
| 5 | 0.8 | 4.2 | 0.5 | 4.5 | ||||||||
| 6 | 1 | 5 | 0.75 | 5.2 | 0.5 | 5.5 | ||||||
| 7 | 1 | 6 | 0.75 | 6.2 | 0.5 | 6.5 | ||||||
| 8 | 1.25 | 6.7 | 1 | 7 | 0.75 | 7.2 | 0.5 | 7.5 | ||||
| 9 | 1.25 | 7.7 | 1 | 8 | 0.75 | 7.2 | 0.5 | 8.5 | ||||
| 10 | 1.5 | 8.5 | 1.25 | 8.7 | 1 | 9 | 0.75 | 9.2 | 0.5 | 9.5 | ||
| 11 | 1.5 | 9.5 | 1 | 10 | 0.75 | 10.2 | 0.5 | 10.5 | ||||
| 12 | 1.75 | 10.2 | 1.5 | 10.5 | 1.25 | 10.7 | 1 | 11 | 0.75 | 11.2 | 0.5 | 11.5 |
| 14 | 2 | 12 | 1.5 | 12.5 | 1.25 | 12.6 | 1 | 13 | 0.75 | 13.2 | 0.5 | 13.5 |
| 16 | 2 | 14 | 1.5 | 14.5 | 1 | 15 | 0.75 | 15.2 | 0.5 | 15.5 | ||
| 18 | 2.5 | 15.4 | 2 | 16 | 1.5 | 16.5 | 1 | 17 | 0.75 | 17.2 | 0.5 | 17.5 |
| 20 | 2.5 | 17.4 | 2 | 18 | 1.5 | 18.5 | 1 | 19 | 0.75 | 19.2 | 0.5 | 19.5 |
| 22 | 2.5 | 19.4 | 2 | 20 | 1.5 | 20.5 | 1 | 21 | 0.75 | 21.2 | 0.5 | 21.5 |
| 24 | 3 | 20.8 | 2 | 22 | 1.5 | 22.5 | 1 | 23 | 0.75 | 23.2 | ||
| 27 | 3 | 23.9 | 2 | 25 | 1.5 | 25.5 | 1 | 26 | 0.75 | 26.2 | ||
| 30 | 3.5 | 26.4 | 3 | 26.9 | 2 | 28 | 1.5 | 28.5 | 1 | 29 | 0.75 | 29.2 |
| 33 | 3.5 | 29.4 | 3 | 29.9 | 2 | 31 | 1.5 | 31.5 | 1 | 32 | 0.75 | 32.2 |
| 36 | 4 | 31.9 | 3 | 32.9 | 2 | 34 | 1.5 | 34.5 | 1 | 35 | ||
| 39 | 4 | 34.9 | 3 | 35.9 | 2 | 37 | 1.5 | 37.5 | 1 | 38 | ||
| 42 | 4.5 | 37.4 | 4 | 37.9 | 3 | 38.9 | 2 | 34 | 1.5 | 40.5 | 1 | 41 |
| 45 | 4.5 | 40.4 | 4 | 40.9 | 3 | 41.9 | 2 | 43 | 1.5 | 43.5 | 1 | 44 |
| 48 | 5 | 42.8 | 4 | 43.9 | 3 | 44.9 | 2 | 46 | 1.5 | 46.5 | 1 | 47 |
Из таблицы видно, что диаметр сверла меньше наружного диаметра резьбы примерно на величину шага, то есть:
На практике многие домашние мастера постоянно пользуются этой простой формулой, когда нет возможности обратиться к таблице.
Например, для М10х1.5
: Dотв = 10 – 1.5 = 8.5 мм
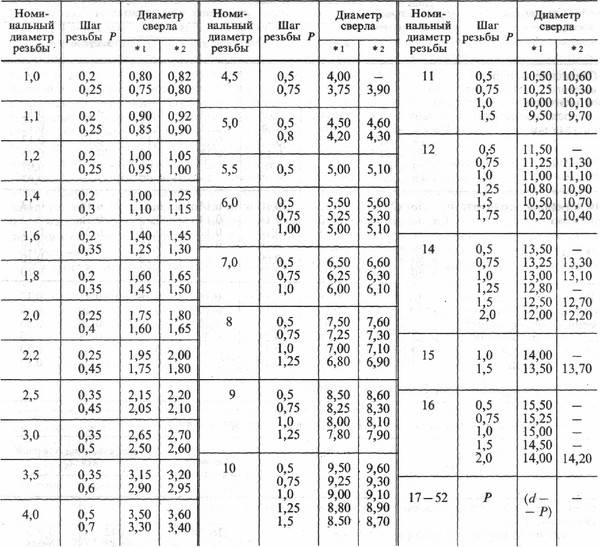
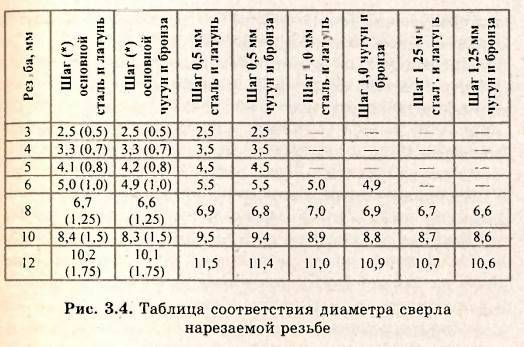
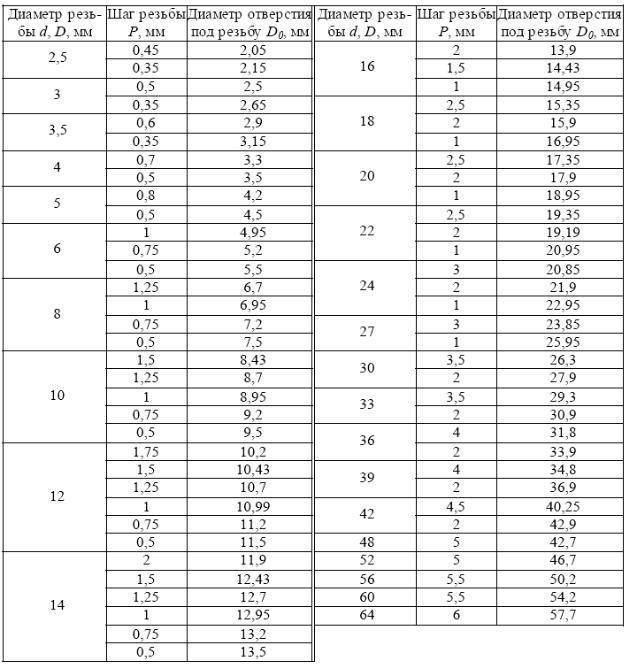
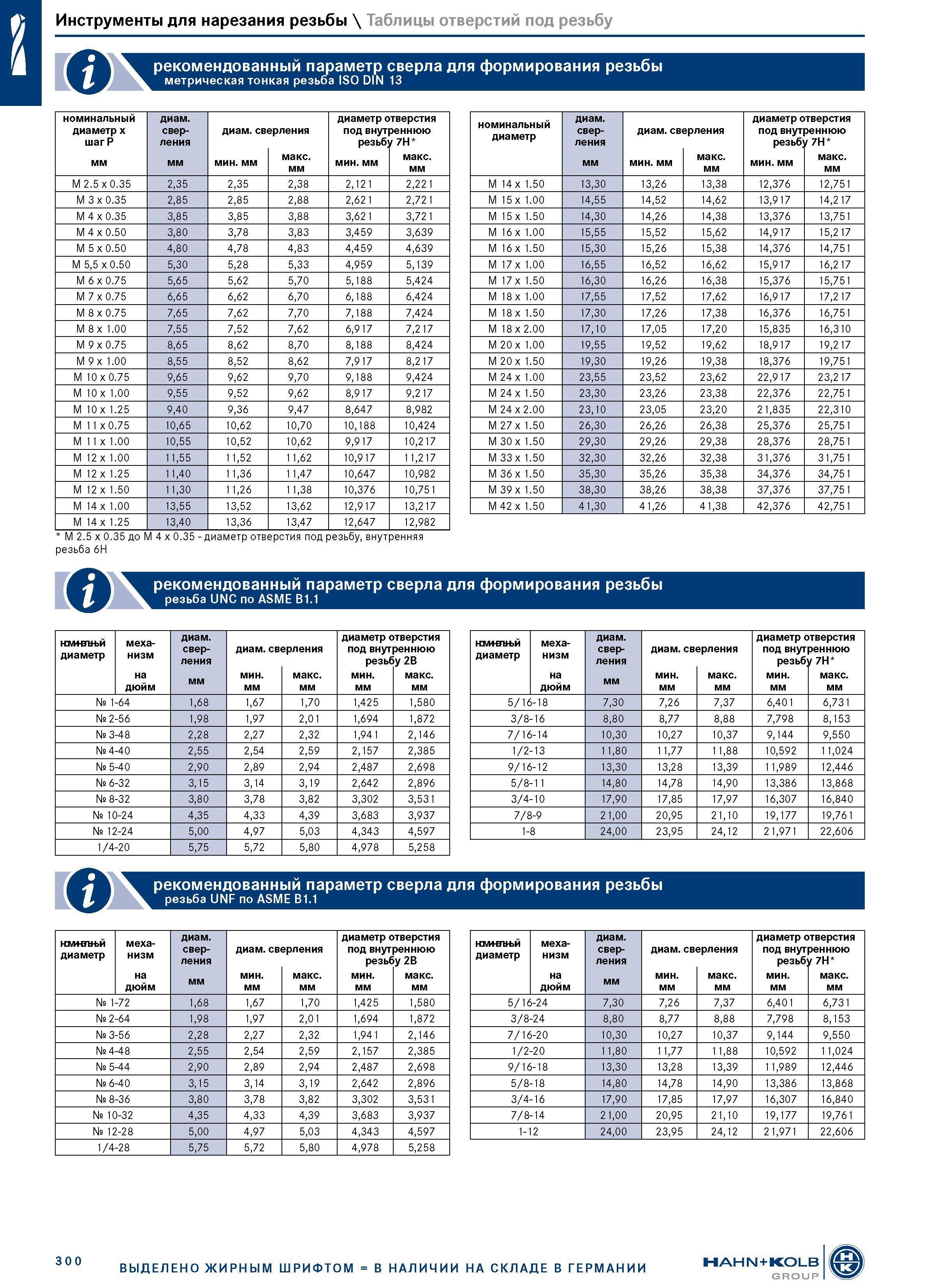
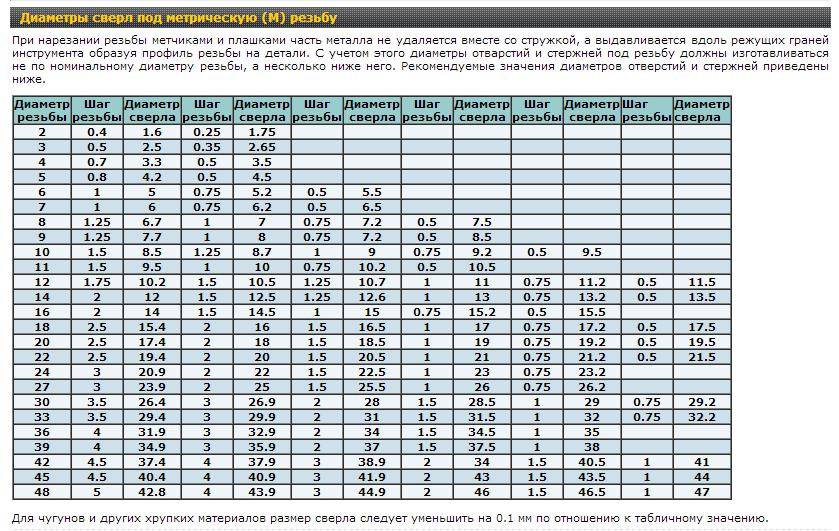
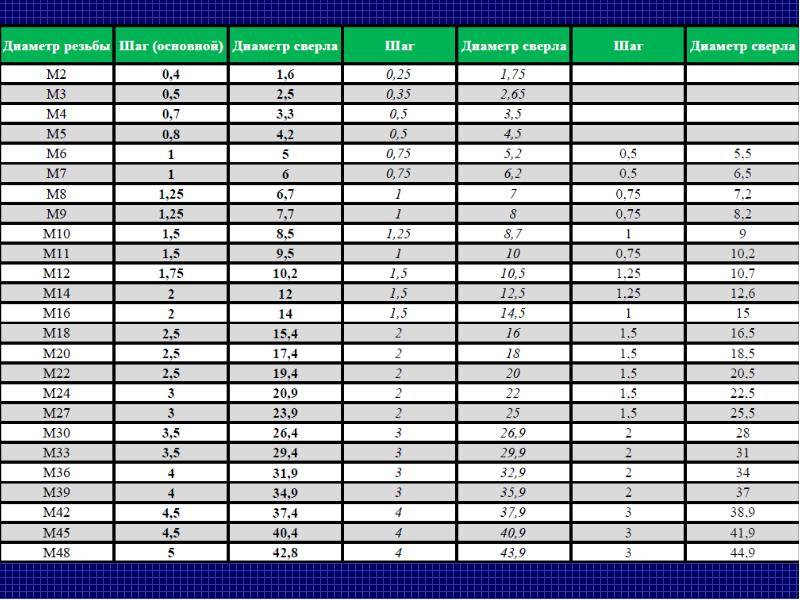

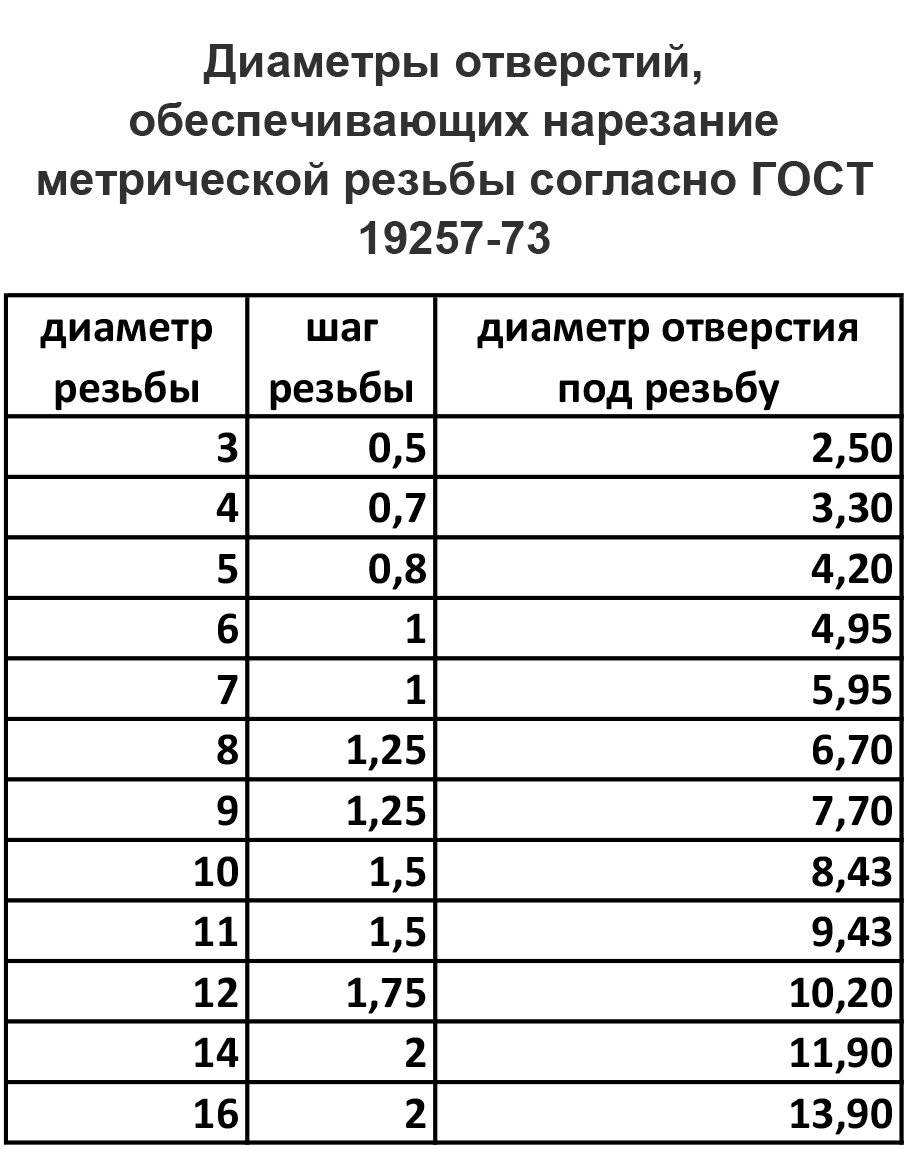
Этот способ вполне приемлем, когда резьбонарезание выполняется ручным способом в условиях слесарной мастерской. Если планируемое резьбовое соединение в процессе эксплуатации не будет подвергаться серьезным нагрузкам, то можно допустить незначительное увеличение величины отверстия. На сборочном производстве, где требуется высокая точность размеров резьбового профиля, любые отклонения неприемлемы. Диаметры отверстия под резьбу с полем допуска устанавливает ГОСТ 19257-73.
Приемы нарезания резьбы резцами
После наладки станка, закрепления обрабатываемой детали, установки и закрепления резца, включают станок и начинают нарезать резьбу, незначительно углубив резец в металл. На поверхности детали получается винтовая риска, шаг которой проверяют линейкой, штангенциркулем или резьбомером. Перед началом следующего прохода резец углубляют по лимбу на требуемую величину.
Нарезать профиль треугольной резьбы резцами можно следующими способами.
Первый способ.
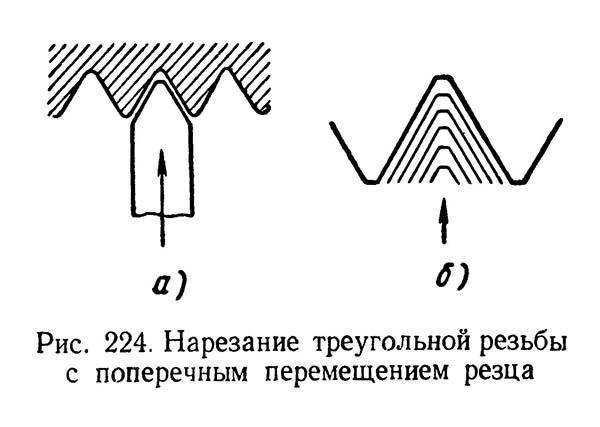
Резец устанавливают перпендикулярно оси детали (рис. 224, а), пользуясь шаблоном, как показано на рис. 219.
Перед каждым новым проходом резец выводят из канавки, перемещая поперечный суппорт на себя. Затем дают станку обратный ход, возвращая продольные салазки суппорта в начальное положение. По возвращении продольных салазок резцу дают поперечное перемещение (рис. 224, б). Отсчет ведут по лимбу винта поперечной подачи. Так повторяют все эти приемы до тех пор, пока резьба не будет нарезана на полную глубину профиля.
Как видно из рис. 224, б, резьба в этом случае нарезается равномерно обеими режущими кромками. При черновом нарезании отделяющиеся толстые стружки мешают друг другу, поэтому возможно заедание резца и получение шероховатой, надорванной поверхности резьбы; при чистовом нарезании, когда снимается небольшая стружка, поверхность получается чистой.
Такой способ подачи резца применяется для нарезания резьб с шагом Sp меньше 2 мм; как на черновых, так и на чистовых проходах резец подается за каждый проход на глубину t = 0,05.. 0,2 мм.
Второй способ. Если шаг нарезаемой резьбы больше 2 мм, резьбу нарезают особым резцом (рис. 225, а). Его устанавливают в верхней части суппорта, повернутой на угол α/2 равный половине угла профиля резьбы, и подают боковым врезанием, перемещая верхнюю часть суппорта под углом к оси детали в направлении, указанном стрелкой. При такой установке резца резание осуществляется в основном левой режущей кромкой (рис. 225, б); правая режущая кромка снимает очень тонкую стружку, поэтому изнашивается медленно.
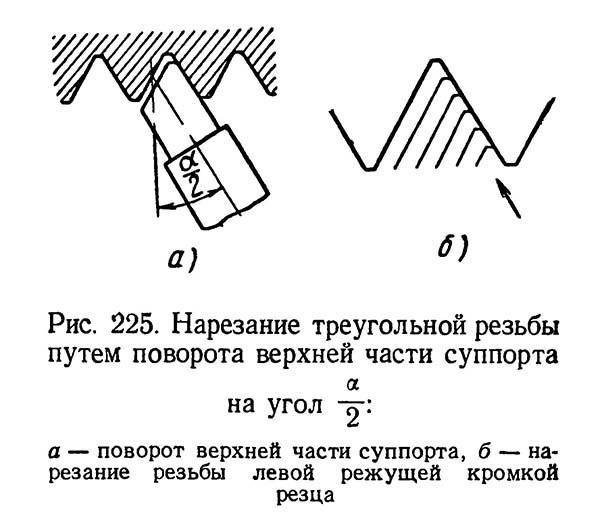
После каждого прохода резец выводят из канавки, перемещая поперечный суппорт на себя (верхнюю часть суппорта не трогают). Затем включают обратный ход станка и возвращают продольные салазки суппорта в их начальное положение. Перед каждым следующим проходом подают поперечный суппорт в прежнее положение (по лимбу, либо по упору). Углубляют резец перемещением верхней части суппорта по лимбу.
Для получения более точной резьбы окончательное нарезание выполняют по первому способу (см. рис. 224).
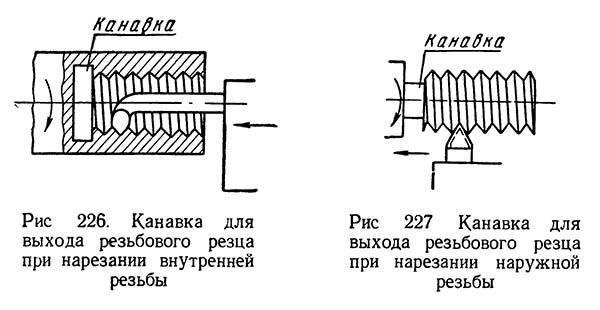
Канавки для выхода резьбового резца. При нарезании как наружной, так и внутренней резьбы у деталей с уступами необходимо предусматривать канавки для выхода резца, чтобы предохранить его от поломки (рис. 226 и 227). Глубина канавки должна быть немного больше глубины резьбы, а ширина канавки должна равняться 2—3 шагам резьбы.
Нарезание правой и левой резьб. При нарезании правой резьбы ходовой винт и шпиндель вращаются против часовой стрелки, а суппорт с резцом перемещаются от задней бабки к передней (см. рис. 193, а). При нарезании левой резьбы трензель должен быть установлен так, чтобы ходовой винт вращался в обратном направлении, т. е. по часовой стрелке при обычном направлении вращения шпинделя. При этом суппорт должен перемещаться к задней бабке (см. рис. 193, б), следовательно, нарезание левой резьбы должно начинаться с левого конца детали, т. е. ближайшего к передней бабке.
Охлаждение. Применение смазывающих и охлаждающих жидкостей при нарезании резьбы является обязательным. Обильное охлаждение предохраняет резец от затупления и способствует получению чистых боковых поверхностей резьбы. В качестве охлаждающих жидкостей при нарезании резьбы в стали и латуни рекомендуются эмульсии, сульфофрезол (дает лучшие результаты); чугунные детали можно нарезать всухую или с керосином.
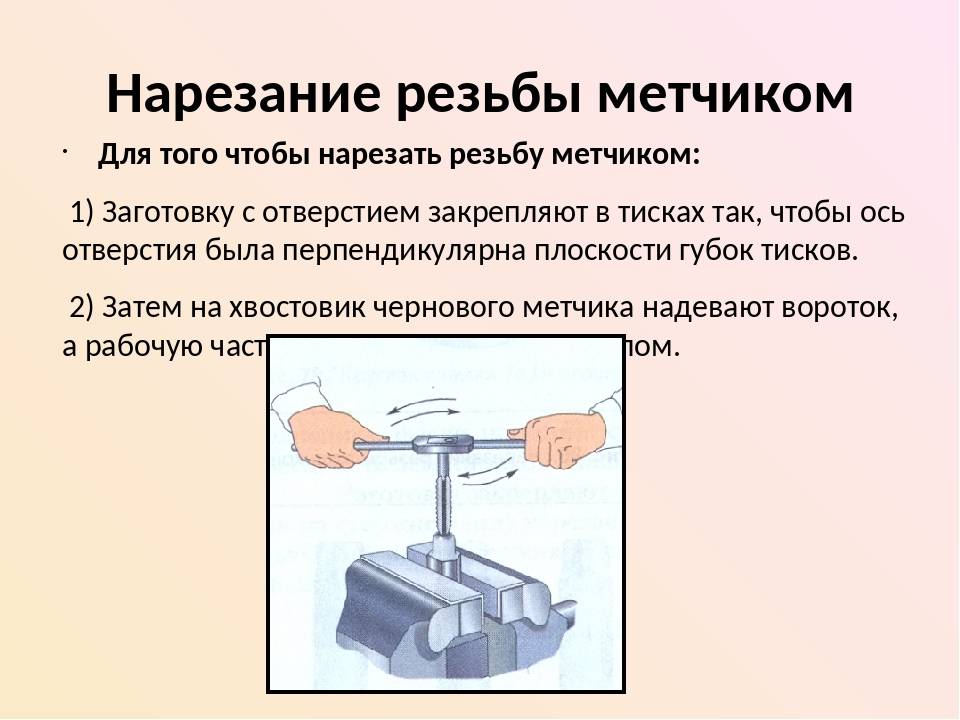
Особенности технологии
При нарезании внутренней резьбы метчиком руководствуются следующим алгоритмом.
- В том месте на поверхности обрабатываемой детали, где будет сверлиться отверстие для нарезки резьбы, необходимо сформировать углубление для более точного захода сверла, используя керн и обычный молоток. Сверло фиксируется в патроне электродрели или сверлильного станка, на которых выставляются невысокие обороты вращения инструмента. Перед началом сверления режущую часть сверла необходимо обработать смазывающим составом: смазанный инструмент легче входит в структуру обрабатываемого материала и создает меньшее трение в зоне выполнения обработки. Смазывать сверло можно кусочком обычного свиного сала или солидолом, а при обработке вязких материалов для этих целей используют машинное масло.
- Если нарезать резьбу необходимо в деталях небольшого размера, их следует предварительно зафиксировать, используя для этого слесарные тиски. Начиная сверление, инструмент, зафиксированный в патроне оборудования, надо расположить строго перпендикулярно к поверхности обрабатываемой детали. Следует регулярно смазывать метчик и следить за тем, чтобы он не перекашивался и двигался строго в заданном направлении.
- На входе в выполненное отверстие, как уже говорилось выше, надо снять фаску, глубина которой должна составлять 0,5–1 мм (в зависимости от диаметра отверстия). Для этой цели можно использовать сверло большего диаметра или зенковку, установив их в патроне сверлильного оборудования.
- Процесс нарезания внутренней резьбы начинается с метчика №1, который первым устанавливается в вороток. Не следует забывать о смазке, которая обязательно должна быть нанесена на метчик для нарезания резьбы. Положение метчика относительно обрабатываемого отверстия надо выставить в самом начале работы, так как потом, когда инструмент будет находиться уже внутри отверстия, сделать это не получится. Нарезая резьбу метчиком, необходимо придерживаться следующего правила: 2 оборота метчика делается по ходу нарезания резьбы, 1 – против хода. Когда метчиком делается один оборот назад, с его режущей части сбрасывается стружка и уменьшается нагрузка на него. Нарезание резьбы плашкой выполняется по аналогичной методике.
- Нарезав резьбу метчиком №1, в вороток устанавливают инструмент №2, а после него – №3. Обработка ими выполняется по вышеописанной методике. При нарезании резьбы метчиками и плашками необходимо чувствовать, когда инструмент начинает вращаться с усилием. Как только наступает такой момент, следует провернуть вороток в обратную сторону, чтобы сбросить стружку с режущей части инструмента.
Чем тверже обрабатываемый материал, тем обильнее надо смазывать метчик в процессе нарезки резьбы
Прежде чем выполнять внутреннюю резьбу при помощи метчика или нарезать резьбу плашкой на наружных поверхностях, следует хорошо изучить эти процедуры и строго следовать правилам их проведения. Только в таком случае можно рассчитывать на то, что результат удовлетворит вас своим качеством и точностью.
Разновидности и сферы применения метчиков
По способу привода разграничивают на:
Ручные – они имеют хвостик квадратного сечения, который вставляется в – вороток. Есть две ручки, за которые удобно поворачивать изделие
Важно не допускать перекос. Такой результат можно будет исправить только рассверливанием и нарезанием большего диаметра.
Машинные – применяются на металлорежущих станках
Они крепко фиксируются в держателе, точные, не предполагают отклонений.
По способу нарезки:
- Универсальные. Их конструкцию можно назвать классической. Инструмент с ходовой частью (ее длина определяет глубину вхождения винта впоследствии, если отверстие не сквозное), которая разделена на участки. Каждый из них имеет определенные геометрические параметры – угол, направление, расстояние, шаг. Обычно их три, каждый предназначен для черновой металлообработки, промежуточной и финишной. Таким образом, можно одним движением добиться максимально точного результата.
- Комплектные. Название говорит само за себя. Потребуется комплект из 3 метчиков, так как сделать внутреннюю резьбу нужно с высокой точностью. Сперва используется наиболее грубый инструмент, затем более тонкий, а в конце – со шлифовкой и оттачиванием самых мелких углов. Покупать набор дороже, но результат намного более высокого качества.
По типу отверстия:
Для сквозных. Они отличаются длинной рабочей частью. Она постепенно расширяется, переходя в рабочий участок, который и отвечает за точную нарезку.
Для глухих. На нарезающем отрезке сразу начинаются калибрующие витки
Поэтому их очень важно затачивать или своевременно менять набор по мере износа.
По конструкции канавок:
- прямые – прекрасно работаю с мягкими сплавами;
- винтовые, их рабочий участок располагается в шахматном порядке, они могут с легкостью пройти даже через чугун;
- укороченные – хорошо отводят стружки.
По форме изделие напоминает конус (полный или усеченный) или цилиндр. Также все они различаются по диаметру.




Конструктивные особенности инструмента
Если необходимо нарезать резьбу, перед этим нужно разобраться с тем, какие виды метчиков могут встретиться в строительном магазине:
- Выделяются прямые, винтовые приспособления. Отдельной группой являются стержни цилиндрической формы, на которых нарезаются специальные канавки для вывода металлической стружки из отверстия.
- Еще одно разделение по конструкции — универсальные, комплектные инструменты. Первые вариант представляет собой метчики, рабочая часть которых разделена на три зоны. Они нужны для последовательного проведения грубой, средней, финишной обработки внутренней части отверстия. Второй вариант представляет собой комплекты металлических цилиндров, каждый из которых отвечает за свой тип нарезания резьбы.
Как производится операция и в чем ее суть
Основная задача слесаря – создать отверстие в металлической толще с последующим образованием ложбинок изнутри. Их требуется сделать так, чтобы витки подходили к болту, шпильке или иному крепежу.
Резьбовой элемент может понадобиться в быту для максимально прочного соединения двух частей. Здесь необходимо добиться максимальной чистоты – чтобы не оставалось стружек, деформаций, сбитых нитей
Также очень важно следовать стандартам ГОСТ по размеру приспособления. Диаметр должен совпадать с винтом, который будет входить внутрь
Важность имеют многие параметры – тип материала, его плотность, а также состояние, например, температура, наличие коррозии. Сперва следует подготовить заготовку – убрать лишние загрязнения
Затем необходимо верно подобрать инструмент, только после этого приступать к металлообработке в два или три этапа – от черновой до финишной.
Имеют значение несколько параметров:
- диаметр отверстия;
- глубина нарезки;
- количество ниток (это заходы, самое распространенное – наличие трех полостей);
- шаг, то есть расстояние между двумя бороздами.
Как вытащить сломанный метчик из отверстия
Метчик может сломаться, если резьба нарезается в отверстии с низким диаметром, также может произойти защемление стружки при извлечении инструмента.
Способы извлечения
- 1. Сдвоенные концы жесткой проволоки нужно просунуть в канавки метчика и выкрутить его;
- 2. Можно пирварить к сломанному инструменту ручку и с помощью нее извлечь;
- 3. Существуют специальные оправки и зенкера, которые помогут справиться с данной проблемой;
- 4. Если часть метчика осталась снаружи, можно приварить к нему хвостовик с квадратным наконечником;
- 5. Высверливание винтовыми сверлами;
- 6. Выжигание электроэрозионными станками;
- 7. Вытравливание разбавленной азотной кислотой.
Принципы обозначения
Для определения основных качеств следует разобраться с ее обозначением. Обозначение резьбы на чертежах несколько отличается от тех, которые применяются изготовителем при производстве изделий. Таблицы резьб позволяют только по обозначению определить основные характеристики.
К особенностям маркировки можно отнести нижеприведенные моменты:
- Условное обозначение рассматриваемой резьбы G.
- Размер диаметра указывается после буквы. Примером обозначения назовем 1 ½.
- Символ L указывает на то, что витки левосторонние.
- Следующий символ H указывает на класс точности.
- Длина свинчивания представлена цифрами в конце маркировки.
На чертеже предусматривает указание класса точности. Символ, обозначающий класс точности, может указываться в технической документации. Создание витков проводится при соблюдении одного из трех классов. Кроме этого, рядом с цифрой может указываться буква «А» и «В»: первая обозначает наружный показатель, вторая внутренний. Первому классу соответствуют самые грубые резьбы, третьему самые качественные.
Устройство и характеристики метчиков
Конструкция метчика включает хвостовую часть с хвостовиком, посредством которого его фиксируют в станочном патроне либо метчикодержателе, и рабочей части с внешней резьбой, состоящей из:
- Заборного (режущего) фрагмента – крайний отрезок конической или цилиндрической формы, выполняет непосредственно формирование витков.
- Калибрующего фрагмента – перетекающее продолжение предыдущего фрагмента, зачищающее и калибрующее только что нарезанные витки отверстия.
Боковая поверхность рабочей части оснащена несколькими продольными или винтовыми канавками, разделяющими нити резьбы на так называемые перья или зубья, последние располагаются по окружности инструмента, и имеют форму резцов.
Именно перья, исходя из места своего расположения, режут, и калибруют резьбовые витки.
Канавки же выполняют функцию стружкоотводов, так как стружка неизбежно появляется в процессе работы.
Для формирования правой резьбы используют метчик правостороннего сверления, для левой соответственно левосторонний вариант его исполнения.
Материал
В производстве метчиков используют следующие материалы:
- Легированная сталь. Это, как правило, марки ШХ15, 9ХС и ХВСГ.
- Инструментальная сталь, зачастую, марок У11А и У12А.
- Быстрорежущая сталь – Р6М5Ф4, Р6М5К5, а также Р18 и Р6М5.
Современные метчики некоторые разработчики производят методом запекания из порошковой быстрорежущей стали.

Как известно, с повышением твердости снижается прочность, потому иногда твердосплавному инструменту этой прочности может быть недостаточно, несмотря на такие плюсы, как:
- Способность работать на очень высоких скоростях резанья станка.
- Красностойкость.
- Износостойкость.
- Жаропрочность.
Что касается быстрорежущей стали, кроме повышенной прочности, следует отметить схожесть с твердыми сплавами почти по всем характеристикам.
Метчики также производят с различным дополнительным покрытием для придания необходимых свойств инструменту.
Форма
Метчик по форме напоминает сверло, а разные модели между собой разнятся параметрами заходной части, которая выполняется в виде цилиндра или усеченного конуса.

Первая необходима для работы по глухим отверстиям, а вторая – для сквозных.
Размеры и вес
Общая длина гаечного метчика обычно составляет 35 – 240 мм, ширина – до 52 мм, высота рабочей части может достигать 15 – 20 резьбовых ниток.
Метчики нарезают мелкую, среднюю и крупную резьбу размерностями от М2 до М52.
Вес обычно не превышает 200 г.
Нарезание резьбы для передачи движения
ТОКАРНОЕ ДЕЛО
| 247 СПОСОБЫ ВРЕЗАНИЯ ПРИ НАРЕ — ЗАНИИ РЕЗЬБЫ РЕЗЦОМ: |
К резьбам, служащим для передачи движения, относятся трапецеидальная, упорная, прямоугольная, модульная. Трапецеидальная резьба имеет профиль в виде равнобедренной трапеции с углом между сторонами
| 248 ПРОФИЛЬ И ОСНОВНЫЕ РАЗМЕРЫ ТРАПЕЦЕИДАЛЬНОЙ РЕЗЬБЫ (ГОСТ 9484—60) |
30° (рис. 248). Трение между витками при сопряжении винта с гайкой уменьшается благодаря боковому зазору: средний диаметр гайки имеет плюсовое допускаемое отклонение, а средний диаметр винта имеет два минусовых отклонения (ходовая посадка). Кроме того, предусмотрен зазор между вершиной витка и дном впадины. Упорная резьба имеет профиль в виде неравнобедренной трапеции с наклоном сторон 30° и 3°. Усилие воспринимается одной стороной (с наклоном 3е). Для размещения смазки между витками винта и гайки предусмотрен гарантированный боковой зазор. Прямоугольная (ленточная) резьба имеет профиль в виде прямоугольника. Глубина канавки принимается равной половине шага. Прямоугольные резьбы не стандартизованы и в промышленности применяются редко (заменяются трапецеидальными).




Модульная резьба имеет профиль в виде равнобокой трапеции с углом 40°, применяется на червяках, сопрягаемых с червячными колесами. Шаг резьбы —кратный стандартному модулю Sp=nm.
Способы нарезания резьб для передачи движения. Трапецеидальные, упорные и прямоугольные резьбы шага до 3 мм нарезают соответственно заточенными резцами за несколько проходов так же, как и треугольные резьбы.
Трапецеидальные резьбы большого шага прорезаются предварительно прорезным резцом прямоугольного профиля, а затем окончательно чистовым резцом трапецеидального профиля (рис. 249, а). Врезание ведут под углом е/2 или сочетанием поперечного и бокового врезания. Трапецеидальные
Резьбы шага не более 8 мм целесообразно нарезать предварительно широким прорезным резцом на глубину 0,255, затем узким прорезным резцом на полную глубину профиля и окончательно— чистовым резцом трапецеидального профиля (рис. 249, б). Крупные прямоугольные резьбы прорезают узким прорезным резцом (рис. 249, в), затем правую и левую стороны витков обрабатывают начисто раздельно. На рис. 249, г показано нарезание прямоугольной резьбы. Для нарезания трапецеидальных резьб и червяков часто применяют жесткий резец токаря-новатора А. Н. Нежевен — ко (рис. 250). С целью повышения чистоты обработки на последних проходах применяют резцы, закрепленные в пружинящие державки (рис.251). Внутренние трапецеидальные и ленточные резьбы нарезают резцами соответствующего профиля — цельными или закрепляемыми в оправках (рис. 252). Если изготовляют винтовую пару (винт и гайку) в условиях единичного производства, то резьбу винта контролируют гайкой (проверка на свинчива — емость). В крупносерийном и массовом производствах трапецеидальную резьбу контролируют калибрами. Шаг и профиль прямоугольных, трапецеидальных, упорных и модульных резьб контролируют шаблонами. Более точ-
| 25Г) УСИЛЕННЫЙ РЕЗЬБОВОЙ РЕЗЕЦ НОВАТОРА А. Н, НЕЖЕВЕНКО |
| 252 НАРЕЗАНИЕ ВНУТРЕННЕЙ ТРАПЕ — » ЦЕИДАЛЬНОИ РЕЗЬБЫ |
Ный контроль (в лабораторных условиях) осуществляют при помощи инструментальных и универсальных микроскопов.
Износ и стойкость резцов
По закону сохранения энергии энергия, затраченная на процесс резания, не может исчезнуть: она превращается в другой вид —в тепловую энергию. В зоне резания возникает теплота резания. В процессе резания больше …
Элементы автоматических устройств
Особенностью современного технического прогресса является автоматизация на базе достижений электронной техники, гидравлики и пневматики. Главными направлениями автоматизации являются применение следящих (копировальных) устройств, автоматизация управления станками и контроля деталей. Автоматическое управление …
Сложные поверхности как установочные базы
Рассмотренные ранее правила выбора установочных баз справедливы и при изготовлении деталей с участками сложной формы. Однако не всегда такие участки удобны для использования их в качестве баз, в других случаях, …
msd.com.ua





