

Чтение показаний по шкале Нониуса
https://i.imgur.com/vIkI0fZ.png Микрометрический наконечник, показывающий 0, 276 дюйма. На рисунке выше измеритель расположен так, что он находится между 2 и 3 градуировкой, таким образом, 2 x 0. 100 = 0. 200, три дополнительных подраздела, которые составляют 3 x 0, 025 = 0, 075. Наконец, градуировка 1 на шкале ближе всего к длинной линии, поэтому 1 x 0, 001= 0, 001 дюйма. 0. 200 + 0, 075+ 0, 001, что составляет 0, 276.
Как прочитать внешний микрометр с градусом 0, 0001 (с использованием дополнительной шкалы Нониуса).
Многие приборы включают в себя шкалу Нониуса в дополнение к обычным шкалам. Это позволяет производить измерения в пределах 0, 001 миллиметра на метрических микрометрах или 0, 0001 дюйма на дюймовых микрометрах. Дополнительная цифра получается путём нахождения линии, которая лучше всего совпадает с линией на барабане. Номер этой совпадающей строки представляет дополнительную цифру.
Горизонтальная шкала отмечена градуировкой каждые 0, 025 (25-тысячных). Каждая 4-я линия, начиная с нуля, нумеруется последовательно. Эти цифры составляют 0. 100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Является 1. 1551 дюйма или может быть прочитан как одна тысяча пятьсот пятьдесят одна десятая тысяча дюймов. Другой пример в дюймах с использованием микрометра размером от 0 до 1 дюйма: 0, 300 + 0, 075 + 0, 006 + 0, 0001 = 0, 3811.
Виды микрометров
Рассмотрим виды микрометров, предназначенных как для профессиональных, так и для бытовых целей.
По варианту индикации
По способу проведения замеров можно выделить несколько типов микрометров, каждый из которых имеет свои плюсы и минусы.
Механические аналоговые, со статической шкалой измерения
Именно такой прибор можно встретить в обычной мастерской.
Для измерений деталь помещается в измерительные тиски. Рукоятка с микрометрическим винтом проворачивается до касания к детали, далее матер снимает показания по рискам на шкалах.
Огромным преимуществом механического прибора является то, что ему не страшны падения. После такого ЧП необходимо лишь заново настроить прибор. Минус – относительно большой шаг измерений.
Механические аналоговые, рычажные
Принцип действия такой же, как у предыдущей модели – но пользоваться гораздо удобнее. Значение измеряемой величины выводится на стрелочный индикатор. Это полезно в случае, когда производится массовое измерение.
Механические цифровые
Замеры производятся с помощью того же микрометрического винта, но показания выводятся на жидкокристаллический дисплей в реальном времени. Для этого в механизм встраивается точный датчик перемещения.
Лазерные микрометры
Замеры производятся по методу пересечения лазерного луча. С помощью оптики, луч превращается в плоскость. Приемный фотоэлемент анализирует уменьшение ширины луча, и выводит данные на дисплей.
Преимущества таких микрометров неоспоримы:
- Высокая точность.
- Цена деления 0.001 мм.
- Быстрота измерений.
- В любом положении из диапазона измерений можно выставить нулевое значение.
- Можно измерить деталь сложной формы.
Однако есть и существенные недостатки:
- Механическая уязвимость.
- Не измеряет внутренний размер.
- Высокая стоимость.
По области применения
Микрометры используются для контроля точности во многих сферах. Выделяют несколько видов приборов, в зависимости от области применения.
Гладкий микрометр
Это один из самых часто встречающихся приборов. Им измеряют плоские и круглые поверхности – размеры деталей и сечений.
Микрометр – зубомер
Определяет линейные размеры зубьев шестерен и зубчатых колес. Имеет специальные конические насадки. Как правило, в комплект входит эталонная мера длины.
Трубный микрометр
Им измеряют толщину стен в трубах. Применяется на этапе проверки качества производства, а так же износа стенок. Причем специальные насадки помогают измерять толщину даже кривых и неровных бортов. Щуп касается стенки точечно, благодаря своей форме.
Микрометр листовой
Позволяет точно замерять толщину листовых, пленочных и рулонных изделий. Подающий винт настроен на малый диапазон шкалы, поэтому точность измерения получается очень высокой.
Существует два вида таких приборов:
- С плоскими насадками, для измерения нешироких заготовок.
- С удлиненными губками – для производства замеров изделий большой площади, на удалении от кромки.
Микрометр универсальный
Возможность смены головок позволяют измерять самые разные детали. Однако по причине лишних стыковочных узлов страдает погрешность прибора.
Проволочный микрометр
Узкоспециализированный прибор, с помощью которого замеряют диаметр проволоки и шариков в подшипниках. За счет этого конструкция более компактная.
Используется для измерения диаметра многолезвийного инструмента. Опора выполнена в виде призмы.
Микрометр канавочный
Иногда можно встретить еще одно название глубиномер. С его помощью легко измерить глубину выемок, канавок, дефектов, по отношении к базовой плоскости. Опорной плитой микрометр устанавливается на поверхность – а при помощи щупа измеряется глубина.
Резьбомерный микрометр
Шкала может быть, как метрической, так и дюймовой. В комплект входят специальные насадки для различных видов резьбы.
Устанавливает предельные внешние размеры одной заготовки. Используются для вычисления габаритов.
Микрометр для горячего проката
С его помощью можно измерить толщину изделия прямо в ходе производства. В качестве измерителя используется специальное откалиброванное колесо.
Микрометр – нутромер
Помогает измерять внутренние диаметры изделий. Используется для контроля качества изготовления деталей.
Добавим, что каждая группа имеет свои плюсы и минусы. К примеру, даже лазерный микрометр, приобретенный у неизвестного производителя, может выдавать ложные показания. При покупке обязательно необходимо проверить точность прибора.






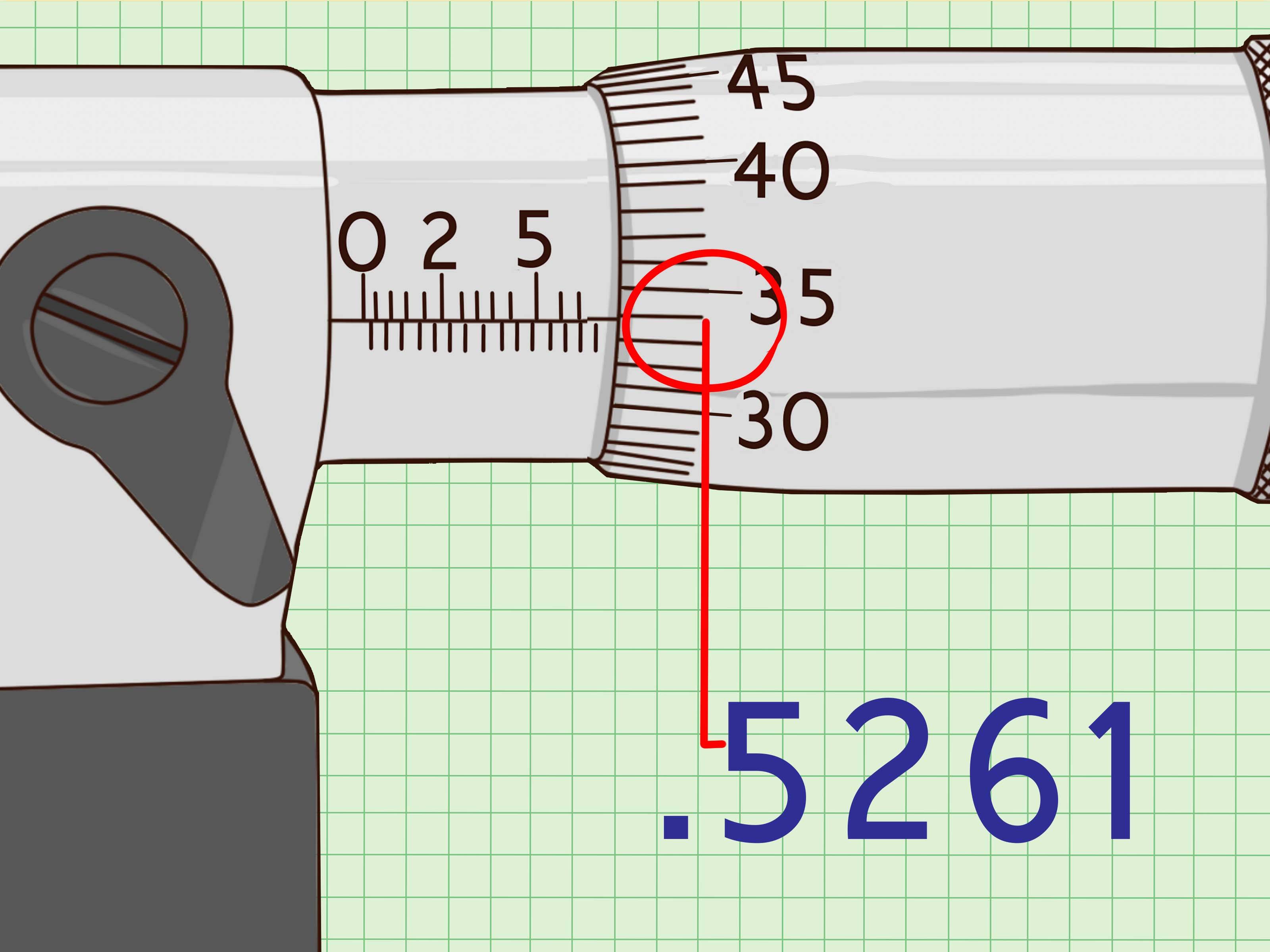
Чтение показаний по шкале Нониуса
https://i.imgur.com/vIkI0fZ.png Микрометрический наконечник, показывающий 0, 276 дюйма. На рисунке выше измеритель расположен так, что он находится между 2 и 3 градуировкой, таким образом, 2 x 0. 100 = 0. 200, три дополнительных подраздела, которые составляют 3 x 0, 025 = 0, 075. Наконец, градуировка 1 на шкале ближе всего к длинной линии, поэтому 1 x 0, 001= 0, 001 дюйма. 0. 200 + 0, 075+ 0, 001, что составляет 0, 276.
Как прочитать внешний микрометр с градусом 0, 0001 (с использованием дополнительной шкалы Нониуса).
Многие приборы включают в себя шкалу Нониуса в дополнение к обычным шкалам. Это позволяет производить измерения в пределах 0, 001 миллиметра на метрических микрометрах или 0, 0001 дюйма на дюймовых микрометрах. Дополнительная цифра получается путём нахождения линии, которая лучше всего совпадает с линией на барабане. Номер этой совпадающей строки представляет дополнительную цифру.
Горизонтальная шкала отмечена градуировкой каждые 0, 025 (25-тысячных). Каждая 4-я линия, начиная с нуля, нумеруется последовательно. Эти цифры составляют 0. 100 (4 x. 025 = 0. 100), которые считаются 100-тысячными. Границы вертикальной шкалы составляют 0, 001 (1-тысячная). Каждая пятая чёрточка пронумерована. Вертикальные градации шкалы представляют 0, 0001 (десятая часть тысячной доли).Микрометрическое считывание 1. 1551 дюйма. Всего всех пяти цифр: 1, 0000; 0, 1000; 0, 0500; 0, 0050; 0, 0001.
Является 1. 1551 дюйма или может быть прочитан как одна тысяча пятьсот пятьдесят одна десятая тысяча дюймов. Другой пример в дюймах с использованием микрометра размером от 0 до 1 дюйма: 0, 300 + 0, 075 + 0, 006 + 0, 0001 = 0, 3811.
Что предлагает наша компания
У нас каждый сможет купить глубиномер по доступной цене высокого качества. Мы работаем только с проверенными компаниями, поэтому отвечаем за качество нашей продукции. Если вы затрудняетесь в выборе, звоните нам, и наши специалисты будут готовы ответить на любой вопрос, предоставив полноценную консультацию.
ГЛУБИНОМЕР МИКРОМЕТРИЧЕСКИЙ ГМ-100
Верхний предел измерений микрометрических глубиномеров 100-300мм устанавливается с помощью сменных измерительных стержней. Широкая измерительная поверхность основания и сменные измерительные стержни малого сечения обеспечивают устойчивость и возможность производить измерения глубин в отверстиях и пазах небольших размеров.
Глубиномеры изготавливаются:
- микрометрические, с отсчетом по шкалам стебля и барабана (ГМ);
- цифровые, с отсчетом по электронному цифровому устройству (ГМЦ).
| Технические характеристики глубиномеров | |||||||
| Модель | Диапазон измерений, мм | Цена деления ГМ | Цена деления ГМЦ | Погрешность ГМ | Погрешность ГМЦ | Количество измерительных стержней, шт | |
| ГМ-25 | ГМЦ-25 | 0-25 | 0,01 | 0,001 | +/-0,004 | +/-0,004 | 1 |
| ГМ -50 | ГМЦ -50 | 0-50 | 0,01 | 0,001 | +/-0,004 | +/-0,005 | 2 |
| ГМ -75 | ГМЦ -75 | 0-75 | 0,01 | 0,001 | +/-0,006 | +/-0,006 | 3 |
| ГМ -100 | ГМЦ -100 | 0-100 | 0,01 | 0,001 | +/-0,006 | +/-0,006 | 4 |
| ГМ -150 | ГМЦ -150 | 0-150 | 0,01 | 0,001 | +/-0,007 | +/-0,007 | 6 |
| ГМ -200 | ГМЦ -200 | 0-200 | 0,01 | 0,001 | +/-0,008 | +/-0,007 | 8 |
| ГМ -300 | ГМЦ -300 | 0-300 | 0,01 | 0,001 | +/-0,010 | +/-0,008 | 12 |
ГЛУБИНОМЕР ИНДИКАТОРНЫЙ ГИ-100
ГЛУБИНОМЕРЫ ИНДИКАТОРНЫЕ ГОСТ 7661-67
Индикаторные глубиномеры предназначены для измерения глубины пазов, отверстий, высоты уступов и т.п. Пределы измерений от 0 до 100мм, что обеспечивается индикатором с пределом измерений от 0 до 10мм и сменными стержнями, которые выбирают в зависимости от контролируемого размера. Установка глубиномера производится по концевым мерам длины.
Окончательная установка глубиномера производится путем доводки ободка индикатора до совпадения стрелки с нулевым штрихом (желательно в начале второго оборота).
Технические характеристики индикаторных глубиномеров | ||||
Модель | Диапазон измерений, мм | Цена деления, мм | Длина, мм | Погрешность, мм |
Глубиномер ГИ-10 | 0-10 | 0,01 | d9,5 | +/-0,020 |
Глубиномер ГИ-100 | 0-100 | 0,01 | 100 (80) | +/-0,012 |
Глубиномер ГИЦ-100 | 0-100 | 0,001 | 80 | +/-0,009 |
Что такое глубиномеры?
Ни одно производство в настоящее время не может обойтись без измерительных приборов. А такие отрасли промышленности, как производство станков и различных приборов, требуют обязательного участия особо точных измерительных приборов. В качестве последних выступают глубиномеры, поставляемые нами. С помощью этой статьи Вы узнаете о видах таких измерительных приборов, где они используются и где лучше приобрести их.
Глубиномеры – измерительные приборы высокой точности, предназначенные для определения глубины пазов, зазоров, высоты уступов. С быстрым развитием технологий в разных сферах появилось несчитанное количество сложных деталей, производство которых просто невозможно без применения глубиномеров.
Разновидности
Производство глубиномеров по всемирно признанной классификации подразделяется на три вида, которые между собой отличаются принципом измерения:
- Штангенглубиномер. Внешне этот прибор напоминает всем известный штангенциркуль, но на нем отсутствуют подвижные губки. Такие глубиномеры состоят из рамы, на которую нанесены измерительные отметки и штанги с измерительной поверхностью. Все части прибора – матово-хромовые, что удобно при проведении измерений, так как не возникает отсвечивания от поверхности измерительного прибора. Измерение происходит после погружения штанги инструмента в измеряемое отверстие.
- Микрометрические глубиномеры представляют собой измерительный стержень, винт с делениями и стебля. Принцип расчета измерения заключается в пропорции угла поворота винта и перемещения самого стебля. Используют для измерений глубин и высот не более 300 мм.
- Индикаторные глубиномеры – измерительный прибор с наименьшей погрешностью, проводит измерения пазов, выступов до 100 мм, благодаря индикатору часового действия. Состоит из наборов сменных стрежней, которые выполнены из высокопрочного материала.
Глубиномеры производство и сфера применения
- Машиностроение;
- приборостроение;
- производство военной техники;
- прочие сферы.
Также на нашем сайте: долбяк дисковый
Похожие товары:Глубиномеры индикаторныеОбразцы шероховатости поверхности ГОСТ 9378-93Уровень брусковыйГоловки измерительные
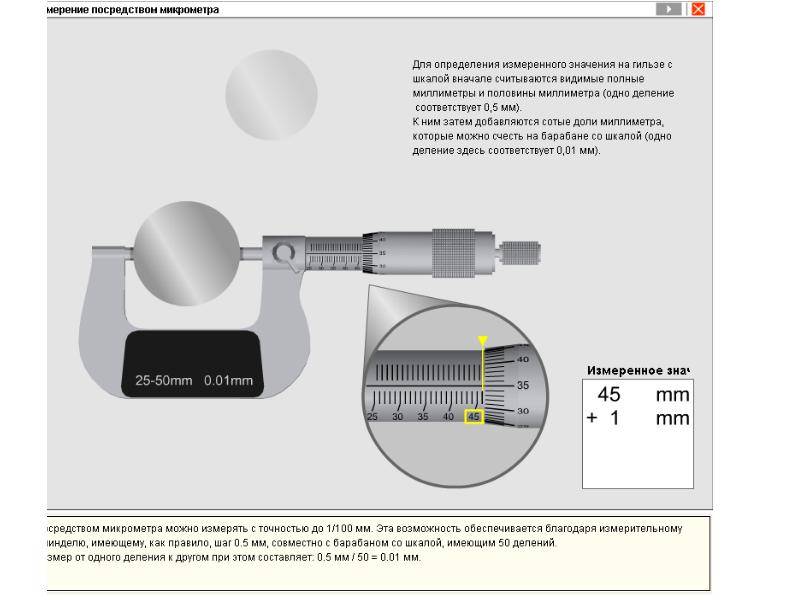
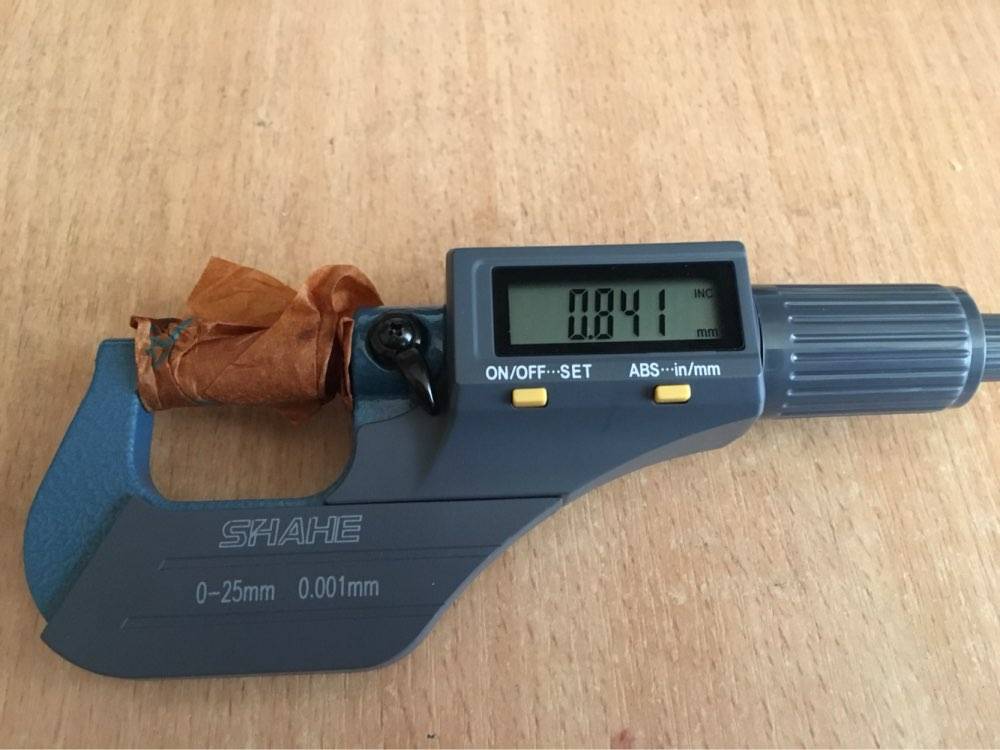
Измерения с помощью цифровых микрометров
Они используются для измерения размеров длины, диаметра или толщины с отображением результата на электронном дисплее. Цифровые микрометры доступны для эксплуатации в большом количестве разных размеров. Обычно имеется от 0 до 25 мм (от 0 до 1 дюйма), от 25 до 50 мм (от 1 до 2 дюймов), от 50 до 75 мм (от 2 до 3 дюймов) и от 75 до 100 мм (от 3 до 4 дюймов) микрометров.
Подготовка измерений:
- Шаг 1: Очистить измерительную поверхность измеряемого предмета чистой тканью.
- Шаг 2: Очистить все измерительные поверхности цифрового внешнего микрометра чистой тканью.
- Шаг 3. Полностью закрыть цифровой внешний микрометр.
- Шаг 4: Поверните барабан, чтобы убедиться, что линия 0 полностью выровнена с линией на шкале. Если используется 25−50 мм, от 50 до 75 мм или микрометры с большим диапазоном, необходимо будет применить соответствующий для калибровки перед измерением. Например, необходимо использовать 25 — миллиметровый для калибровки цифрового микрометра с 25 до 50 мм.
- Шаг 5: Включите кнопку ON / OFF цифрового микрометра. Если он читает 0, вы можете начать измерение. Если он не читает 0, отрегулируйте трещотку до тех пор, пока он не будет читать 0.
- Шаг 6: Включите кнопку mm / in цифрового внешнего микрометра, а затем выберите нужную систему единиц по своему усмотрению.
Для того чтобы понимать, как правильно пользоваться микрометром, нужно выполнить:
- Шаг 1: Открыть устройство, вращая барабан.
- Шаг 2: Поместите измеряемый элемент в цифровой микрометр. Убедитесь, что устройство перпендикулярно измеряемым поверхностям.
- Шаг 3: Поверните стопор трещотки, пока винт не будет контактировать с предметом измерения. Не зажимайте прибор плотно на заготовку. Используйте только достаточное давление до остановки трещотки, чтобы изделие могло просто поместиться между пяткой и винтом. Вообще говоря, можно вращать храповой механизм трещотки на три круга после того, когда винт прикоснётся к предмету измерения.
- Шаг 4: Зафиксируйте зажим на цифровом внешнем микрометре, чтобы убедиться, что цифры больше не могут измениться.
Можно также получить показания, читая метки на шкалах измерителя. Обычно пользуются в основном данными с большого ЖК — дисплея цифрового микрометра, потому что оно является более точным. Инструкции по техническому обслуживанию цифрового прибора:
- Не забудьте выключить его после завершения измерения, чтобы продлить срок службы и предотвратить ремонт.
- Никогда не применяйте давление на любой части устройства, опасаясь повредить цепь.
- Очистите измерительную поверхность прибора сухой и чистой тканью, надо разобрать батарею и положить её в сухом месте, если прибор долгое время простаивает.
Конструкция микрометрического инструмента
Микрометрическая головка — это сердце микрометра, но его не видно из-за расположения внутри ствола прибора. Точность формы резьбы винта определяет точность микрометра. Винтовая резьба — это просто гребни, которые ощущаются при касании винта. Резьба — это спиральная структура, движущаяся вверх по винту и преобразующая крутящий момент в линейную силу.
Винт микрометра
Микрометрический винт впервые изобретен Уильямом Гаскойном в Англии 17 века. Это использовалось для измерения угловых расстояний между звездами в телескопах. Первая коммерческая версия, выпущена в 1867 году и до сих пор применяется в каждой области науки и техники.
Пример HTML-страницы
Устройство микрометра
Измерительные грани
Измеряемые объекты размещаются между измерительными гранями; наковальня и шпиндель.
Наковальня и шпиндель
Наковальня — это неподвижная измерительная поверхность, на которой держатся детали, пока шпиндель не соприкоснется с предметом.
Резьбовой шпиндель — это движущейся измерительная поверхность механического микрометра.
Шкала микрометра
Шкала на гильзе
Шкала на гильзе является основным измерением на приборе.
Соединение линии наперстка и муфты, отображает результат замера.
Пример HTML-страницы
Первая значимая цифра
Рукавная шкала, считывающая значение со шкалы микрометра. Первая значимая цифра измерения взята из этой шкалы. Эта часть замера является первым значением непосредственно слева от наперстка.







Наперсток
Шкала замера на наперстке
Вторичная шкала замера, наперсток, обеспечивает две оставшиеся значимые цифры измерения.
Эта часть замера является значением на шкале, которое выравнивается по линии индекса на шкале рукава.
Индексная линия
Индексная линия
Индексная линия, которая проходит вдоль гильзы, используется для указания значения, показанного на шкале наперстка.
Движение наперстка
Наперсток
Когда наперсток поворачивается, шпиндель вращается и изменяет расстояние между измерительными гранями.
Некоторые наперстки содержат фрикционный привод., что дает точно прочитать размер, при использовании неопытным пользователем.
Храповик
Храповик увеличивает скорость вращения шпинделя
Храповик увеличивает скорость вращения шпинделя, поэтому пространство между наковальней и шпинделем уменьшается быстрее, чем если бы использовался наперсток.
Использование трещотки сокращает время, необходимое для использования прибора.
Предотвращает натяжение
Храповик наружного инструмента имеет механизм скользящей муфты, который предотвращает чрезмерное натяжение и помогает пользователю прикладывать постоянную измерительную силу к шпинделю, помогая обеспечить надежные измерения.
Запирающее устройство
Запирающее устройство сохраняет замер
Запирающее устройство сохраняет замер и заготовку можно убрать, прежде чем прочитать размер.
Некоторые микрометры содержат стопорную гайку, в то время как другие могут иметь стопорный рычаг.
Скоба
U-образная рамка, поддерживает наковальню и гильзу
U-образная рамка должна быть жесткая и устойчивая. Она поддерживает наковальню и гильзу.
Микрометрическая скоба удерживается пользователем во время измерений.
В зависимости от типа доступного прибора, микрометрические инструменты могут измерять различные расстояния.
- Толщину проволоки
- толщину листа бумаги
- диаметр отверстия
- длину поверхности гвоздя
- глубину прорези
Стандартные микрометры будут измерять объекты длиной менее одного дюйма.
Для измерения требуется правильный тип инструмента
Настройка микрометра на ноль
Для примера возьмём микрометр с рабочим диапазоном 0-25. Это самый «ходовой» прибор. Как всегда, перед любой манипуляцией прибор необходимо почистить. Как это делать с помощью бумажного листа, мы говорили выше.
Далее необходимо соединить лапки прибора. Зажимаем фиксирующий винт. Это необходимо, чтобы в дальнейшем зафиксировать наш прибор на нуле. Если мы видим, что данные метки не совпадают – риски не стоят ровно на нуле, то следует подкрутить стебель, используя специальный ключ. Он обычно входит в комплект, таким образом, чтобы риски совпали.

Наша задача – ослабить барабан и выставить его деления ровно напротив нуля на стеблевой отметке
Принципиальное устройство микрометра
Последние модели устройств оснащены двумя усовершенствованиями, которые помогают выполнить качественно измерения. Первым из них является блокировка винта, которая фиксирует его в любых положениях. Микрометр можно установить в нужное положение, а затем заблокировать. Второе усовершенствование — трещотка, расположенная на конце барабана. Теперь относительно небольшое давление на барабан может привести к значительной силе, действующей между двумя зажимами.

Если усилие будет чрезмерными, оно может вызвать перенапряжение измерительной конструкции, привести к её повреждению и неправильным показаниям. Чтобы преодолеть эту проблему, нужно настроить прибор, в этом помогает барабан, который приводится в движение через трещотку. Существуют три типа микрометров:
- Внешние используются для измерения внешнего расстояния или диаметра с точностью до 0, 001 дюйма.
- Внутренние используются для измерения внутреннего диаметра с точностью до 0, 001 дюйма.
- Глубинные используются для измерения глубины с точностью до 0, 001 дюйма.
Они обычно состоят из таких элементов:
- Скоба.
- Пятка.
- Винт.
- Зажим.
- Трещотка.
- Стебель.
- Барабан.
- Шкалы.
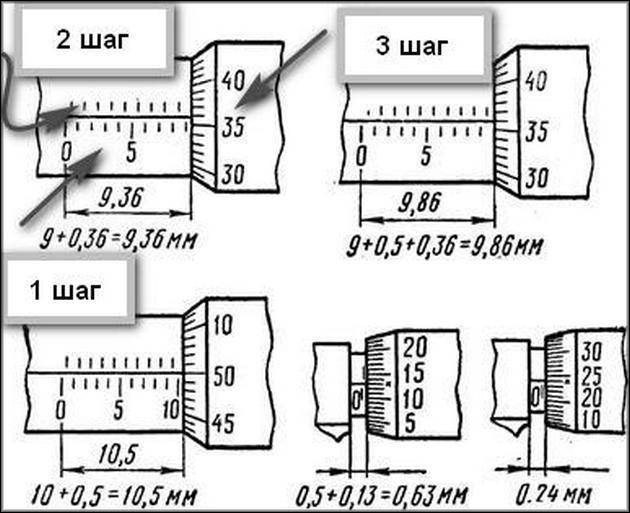
Как читать микрометр, градуированный в 0, 01 мм
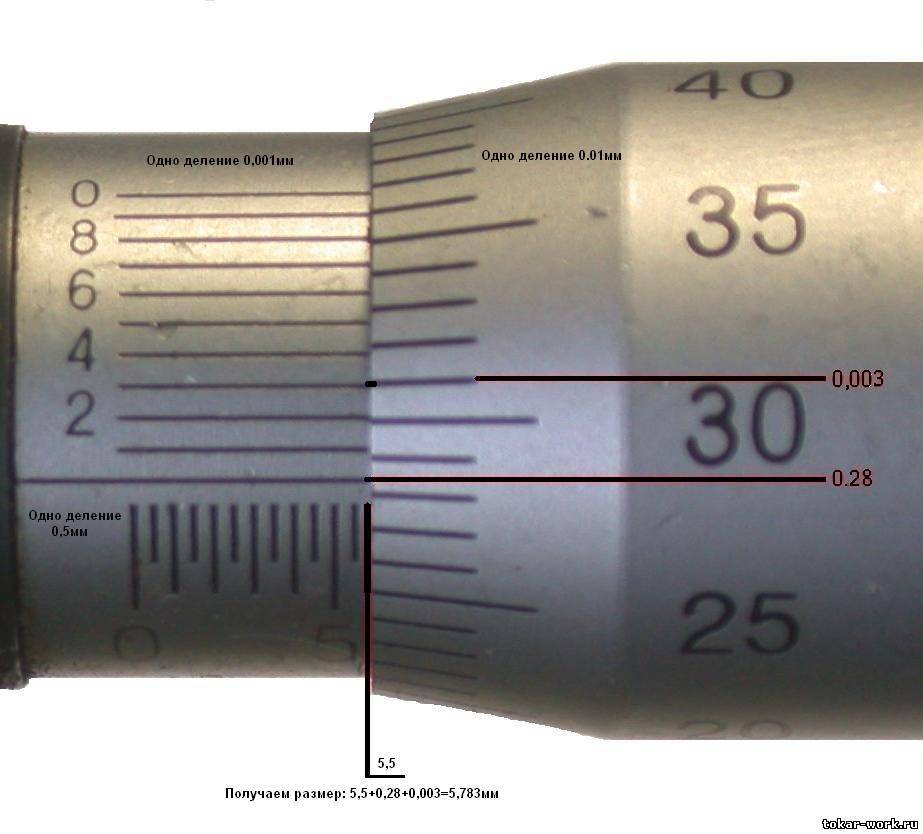
Шаг винтовой резьбы на метрическом барабане составляет половину миллиметра (0, 5 мм). Одна поворот барабана продвигает винт в сторону или от пятки ровно 0, 5 мм. Линия считывания на гильзе градуирована над центральной длинной линией в миллиметрах (1, 0 мм) с пронумерованным пятым миллиметром. Каждый миллиметр также разделен наполовину (0, 5 мм) ниже центральной длинной линии. Скошенная грань шкалы разделена на пятьдесят равных частей, каждая из которых составляет 0. 01 мм, а каждая пятая строка пронумерована от 0−50.
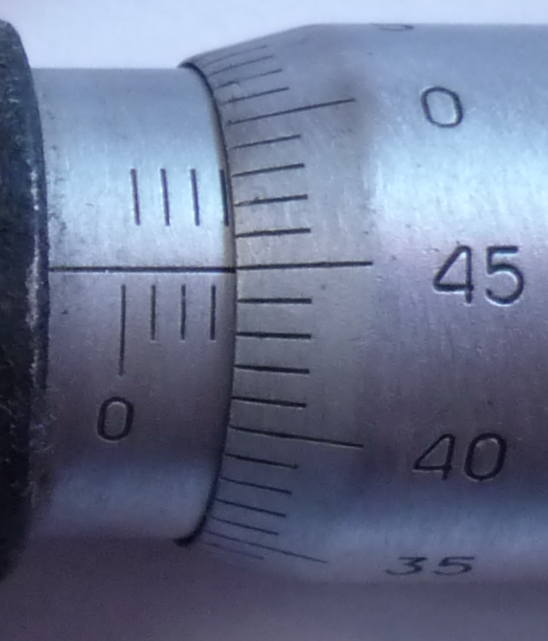




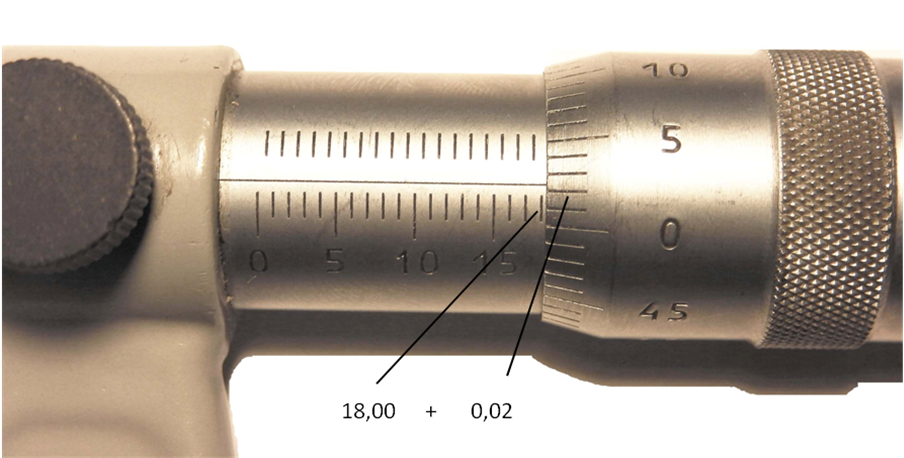
Таким образом, количество миллиметровых и полумиллиметровых делений, видимых на шкале, плюс число сотых долей миллиметра, обозначенное градацией, которое совпадает с центральной длинной линией на шкале, дают показания. На рисунке выше барабан расположен так, чтобы можно было выставить край скоса между 5 и 6 градусами на верхней стороне шкалы, таким образом, 5, 0 миллиметров.
Он также проходит мимо следующей градуировки на нижней стороне шкалы, таким образом, дополнительный 0, 5 мм. Наконец, выпуск 28 (. 28) на шкале совпадает с центральной длинной линией. Результат измерения будет 5, 00 + 0, 5 + 0, 28 = 5, 78 мм.
Устройство и принцип функционирования
Нутромеры – это инструменты для нахождения внутренних размеров (диаметров отверстий, пазов и т. д.). Они рассчитаны на случаи, когда недоступно применение других инструментов в виде рулетки либо линейки или они недостаточно точны. Рассматриваемые приборы применяют в автосервисах, механосборочных цехах, слесарных мастерских, например, для замера цилиндров двигателя.
Общепринятой классификации данных устройств не создано, однако нутромеры дифференцируют на основе различных параметров. Так, по конструкции их подразделяют на шариковые, цанговые и др., по варианту отсчетного устройства – на индикаторные и др., по контакту с определяемой поверхностью – на кромочные и др. Наиболее известна и обширно распространена классификация, основанная на совокупности конструктивных особенностей нутромеров и их назначении:
- Конструкция микрометрических моделей, включает соединенные колпачком микрометрический винт и барабан, стебель со сферическим наконечником, предохранительный колпачок, стопор. К тому же их комплектуют несколькими удлинителями и мерой. Головку вариантов с верхним значением измерений более 1250 мм оснащают индикатором часовой конструкции с интервалами делений в 0,01 мм. Рассматриваемые приборы производят на основе ГОСТ 17215. Встречается пять типоразмеров таких моделей с различными рабочими диапазонами: от 50 до 2500 мм. Варианты с часовым индикатором представлены еще в трех типоразмерах с диапазоном от 1250 до 10000 мм. Устройства данного типа ввиду хороших метрологических параметров (точность и погрешность равны около 0,01 и 0,006 мм соответственно) обычно применяют для точной проверки размеров.
- Индикаторные нутромеры включают два основных узла: индикатор с часовым циферблатом и измерительную часть, представленную двумя стержнями (подвижным, служащим для монтажа сменных вставок, и находящимся в корпусе неподвижным). Кроме того, в корпусе размещена система подвижных рычагов. Индикаторные приборы подходят для отверстий диаметром от 6 мм и имеют погрешность в 0,025-0,15 мм. Движение стержня и цена деления составляют 1-10 и 0,001-0,01 мм соответственно.
Первые простейшие модели нутромеров появились около XVII в. Данные инструменты были выполнены в виде циркулей с отогнутыми наружу концами ножек. Современные начальные модели, называемые штихмассами, представлены трубками либо стержнями с наконечниками сферической формы. Они рассчитаны на крупные отверстия диаметром 100-2500 мм.
Принцип их функционирования состоит в передаче величины перемещения подвижного стержня на отсчетное устройство посредством передаточного механизма. Нутромеры оснащают передаточными механизмами различного типа, что также определяет сферу применения. Так, варианты с рычажными, конусными и клиновыми передачами рассчитаны на небольшие отверстия. Конусные модели (кромочные со стрелочной головкой либо шкалой с нониусом, цанговые, шариковые в трех типоразмерах) применяют для малых отверстий (от 0,2, от 0,95, 3-18 мм соответственно). Большинство индикаторных нутромеров оснащают передаточными устройствами рычажного либо клинового типа. Рабочий диапазон для них составляет от 3 до 1000 и от 18 до 50 мм соответственно.
Еще одним классификационным признаком для нутромеров является количество точек соприкосновения с поверхностью.
Только пассиметры имеют три наконечника, один из которых подвижен. Такие устройства имеют рабочий диапазон от 19 до 120 мм. Кроме того, для дифференциации нутромеров используют форму контактной поверхности (плоская, кромочная и др.).
Отдельно следует отметить электронные модели. Они представлены модификациями микрометрических нутромеров, оснащенными электронной головкой с цифровым отсчетом. Как и для механических аналогов, принцип измерения такими приборами основан на сравнении с мерой, в качестве которой в данном случае применяется высокоточное кольцо.





