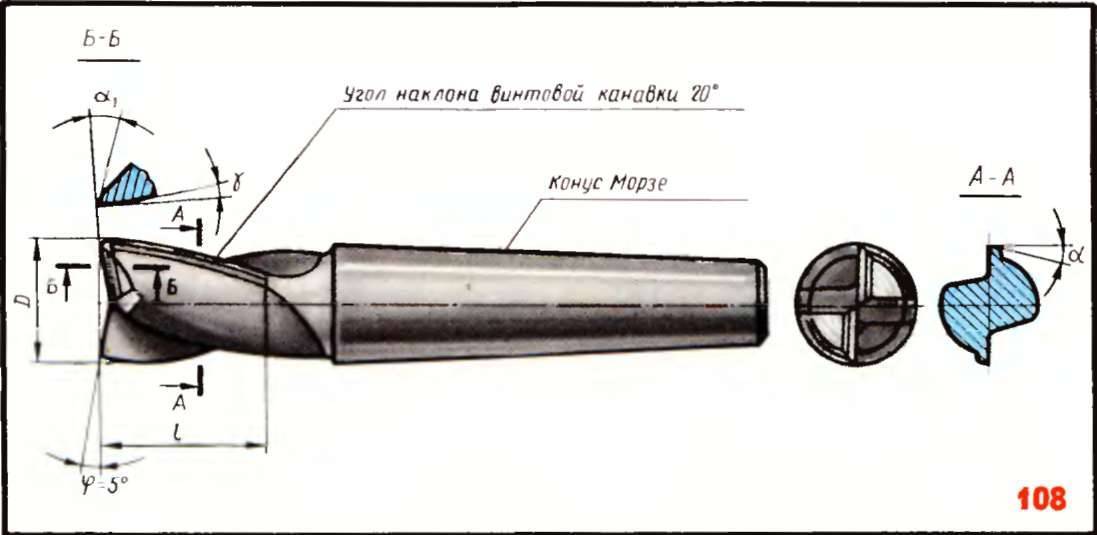
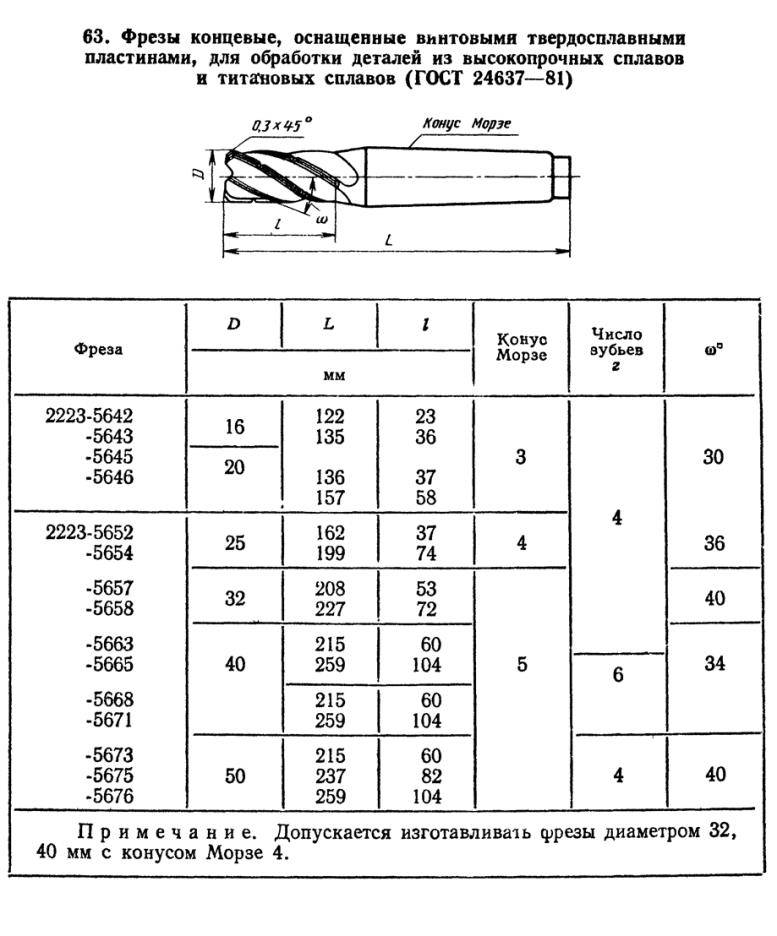
Elongated taper shank end mills with spiral carbide blades of 20-50 mm diameter. Construction and dimensions
УДК 621.914.22.025.7 : 006.354 Группа Г23
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ УДЛИНЕННЫЕ ДИАМЕТРОМ ОТ 20 ДО 50 мм С КОНИЧЕСКИМ хвостовиком, ОСНАЩЕННЫЕ ВИНТОВЫМИ ТВЕРДОСПЛАВНЫМИ ПЛАСТИНАМИ Конструкция и размеры Elongated taper shank end mills of 20—50 mm diameter with spiral carbide blades Construction and dimensions
Взамен MH 4166—62 и ГОСТ 8720-69 в части типа 2 исполнения 2
Постановлением Государственного комитета стандартов Совета Министров СССР от 26 февраля 1975 г. № 512 срок введения установлен
1. Настоящий стандарт распространяется на концевые фрезы, оснащенные винтовыми твердосплавными пластинами, предназначенные для обработки стали, чугуна и бронзы, а также труднооб рабатываемых сталей и сплавов.
(Измененная редакция, Изм. № 1).
В стандарте учтены рекомендации СЭВ по стандартизации PC 1319—68.
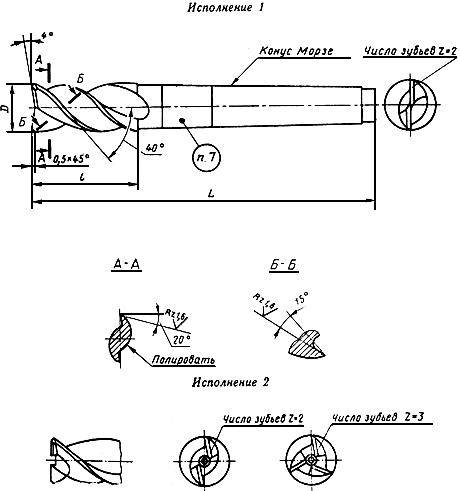
2. Конструкция и размеры фрез должны соответствовать указанным на чертеже и в таблице.
Переиздание (январь 1995 г.) с Изменениями М 1, 2t утвержденными в январе 1980 г. и в декабре 1986 г, (МУС 3-80, МУС 4-87)
ГОСУДАРСТВЕННЫЙ СТАНДАРТ СОЮЗА ССР
ФРЕЗЫ КОНЦЕВЫЕ С ЦИЛИНДРИЧЕСКИМ ХВОСТОВИКОМ
End mills with cylindrical shank. Design and dimensions
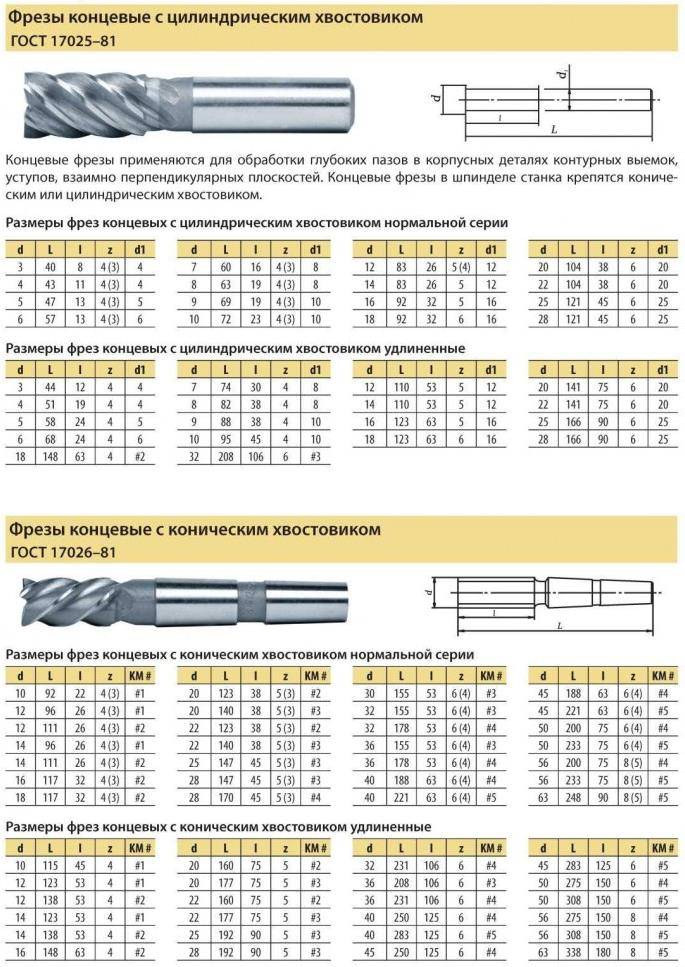
Настоящий стандарт распространяется на концевые фрезы с цилиндрическим хвостовиком, предназначенные для обработки поверхностей и уступов.
Требования стандарта в части пп. 1, 2, 5, 7а, 8 (кроме второго абзаца), 11 являются обязательными, другие требования настоящего стандарта являются рекомендуемыми.
Вводная часть. (Введена дополнительно, Изм. № 6).
1а. (Исключен, Изм. № 6).
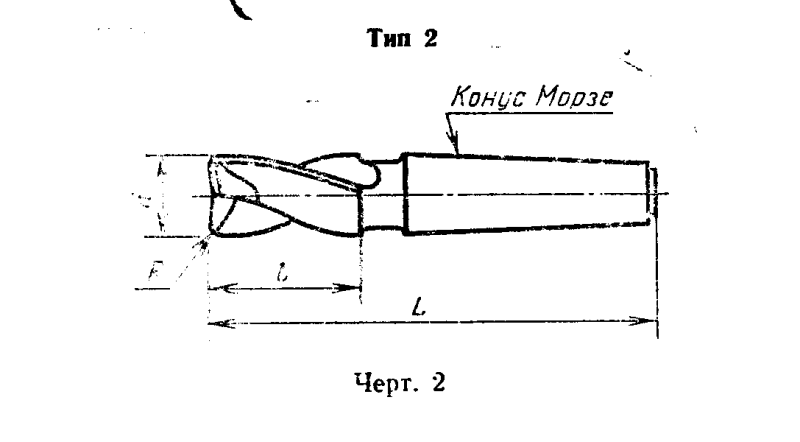
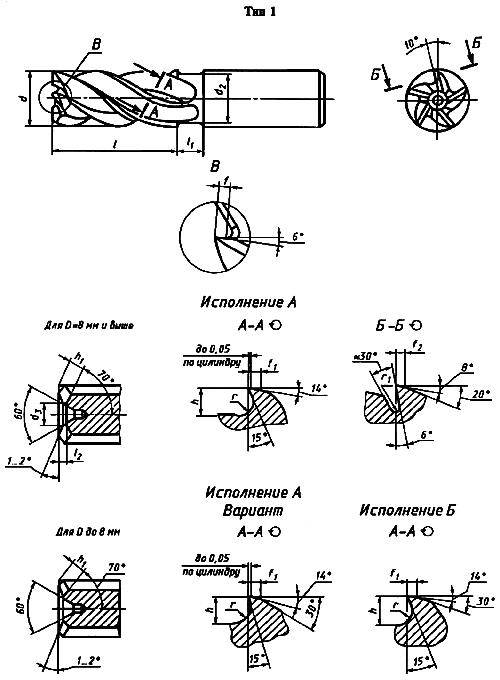
1. Фрезы должны изготовляться двух типов:
1-е нормальным зубом;
2-е крупным зубом.
Фрезы каждого типа изготовляют в двух исполнениях:
А — с цилиндрической ленточкой;
Б — заточенные наостро.
2. Основные размеры фрез должны соответствовать указанным на черт. 1 и в табл. 1.
* Черт. 2 исключен.
Для фрез типа 1
Для фрез типа 2
1. Допускается изготовлять фрезы с диаметром хвостовиков, равным диаметрам рабочей части.
2. Размеры d , l , L соответствуют размерам фрез 1-го ряда нормальной серии по ИСО 1641-1.
Пример условного обозначения фрезы диаметром d = 8,0 мм, типа 1, праворежущей, исполнения А:
Фреза 2220-0009 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0040 ГОСТ 17025-71
Пример условного обозначения фрезы диаметром d = 4,0 мм, типа 2, праворежущей, исполнения А:
Фреза 2220-0063 ГОСТ 17025-71
То же, исполнения Б:
Фреза 2220-0123 ГОСТ 17025-71:
(Измененная редакция, Изм. № 3, 4, 6).
2а. (Исключен, Изм. № 3).
3. Фрезы должны изготовляться с неравномерным окружным шагом зубьев, указанным на черт. 3 и в табл. 3.
Примечание . Допускается изготовление фрез с равномерным окружным шагом.
* Табл. 2 исключена.
4. Фрезы должны изготовляться праворежущими, леворежущие фрезы — по требованию потребителя.
5. Фрезы диаметром до 4 мм изготовляют без торцевых зубьев.
(Измененная редакция, Изм. № 3).
6. Угол наклона стружечных канавок w:
30-35° для фрез типа 1;
35-45° для фрез типа 2.
7. Допускается изготовлять фрезы диаметром до 12 мм без шейки.
(Измененная редакция, Изм. № 3).
7а. Размеры хвостовиков — по ГОСТ 25334.
(Введен дополнительно, Изм. № 1; измененная редакция, Изм. № 6).
8. Центровые отверстия — по ГОСТ 14034.
Допускается по согласованию с потребителем изготовлять фрезы диаметром от 2,0 до 6,0 мм без центрового отверстия на торце хвостовика.
(Измененная редакция, Изм. № 3, 5, 6).
8а. Допускается цилиндрическая выточка со стороны рабочей части или на обоих торцах.
(Введен дополнительно, Изм. № 6).
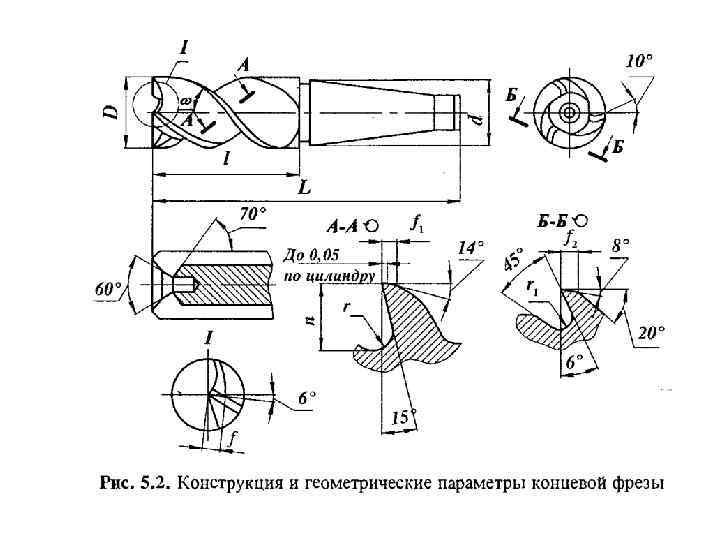
9. Элементы конструкции и геометрические параметры фрез указаны в приложении 1.
10. (Исключен, Изм. № 6).
11. Технические требования — по ГОСТ 17024.
12. Размеры фрез по ИСО 1641-1 приведены в приложении 2.
(Введен дополнительно, Изм. № 6).
Нюансы подбора оборудования
Чугун обрабатывается на малых оборотах режущего инструмента с небольшой подачей. Стружка образуется мелкая, как пыль. Для работы с таким материалом подойдут фрезы дисковые отрезные по металлу ГОСТ 2678-93. При прорезке пазов по классу точности от 4 и выше, используют прорезной инструмент.
Выборка пазов в деталях типа вал из углеродистых и высоколегированных сталей осуществляется на фрезерных и зуборезных станках фрезами дисковыми с напайными пластинами соответствующей конфигурации.
Инструмент может применяться на двухстоечных горизонтально-фрезерных станках, если надо сделать канавки на боку большой детали. Область использования дисков с зубьями широкая.
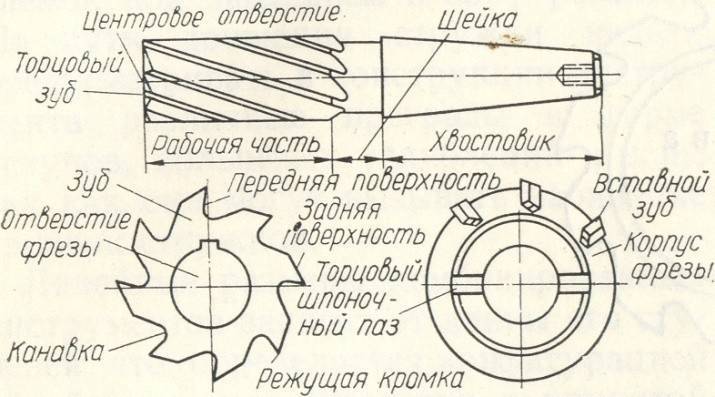
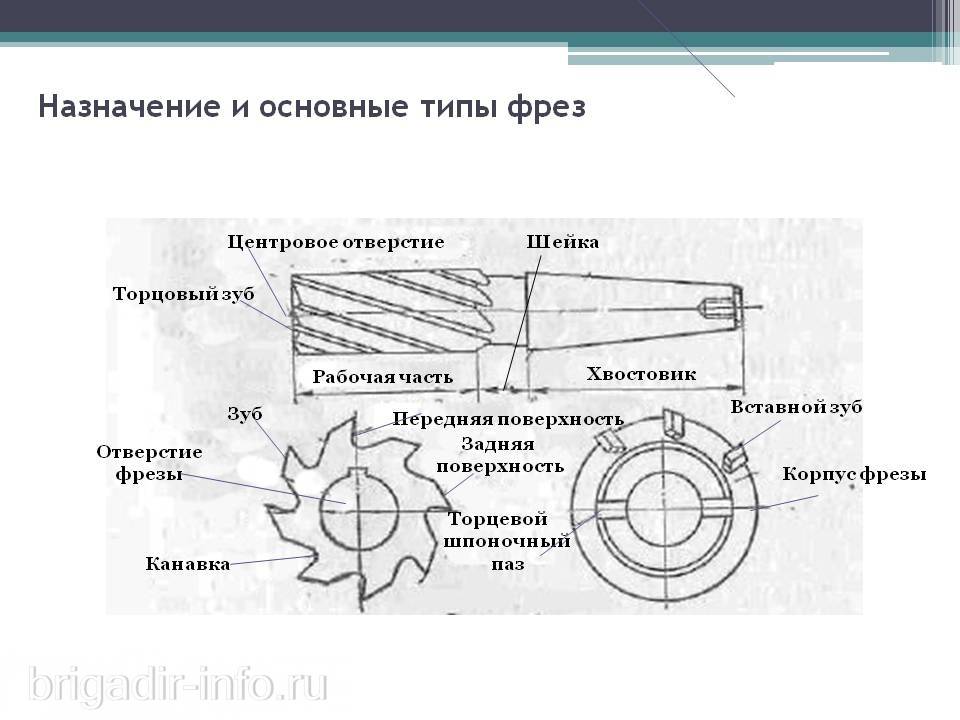
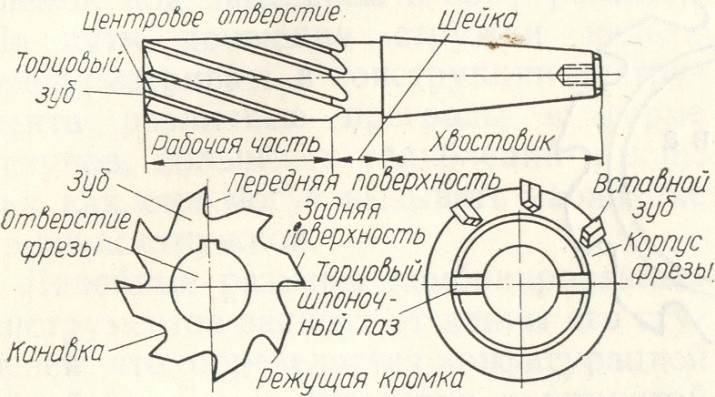
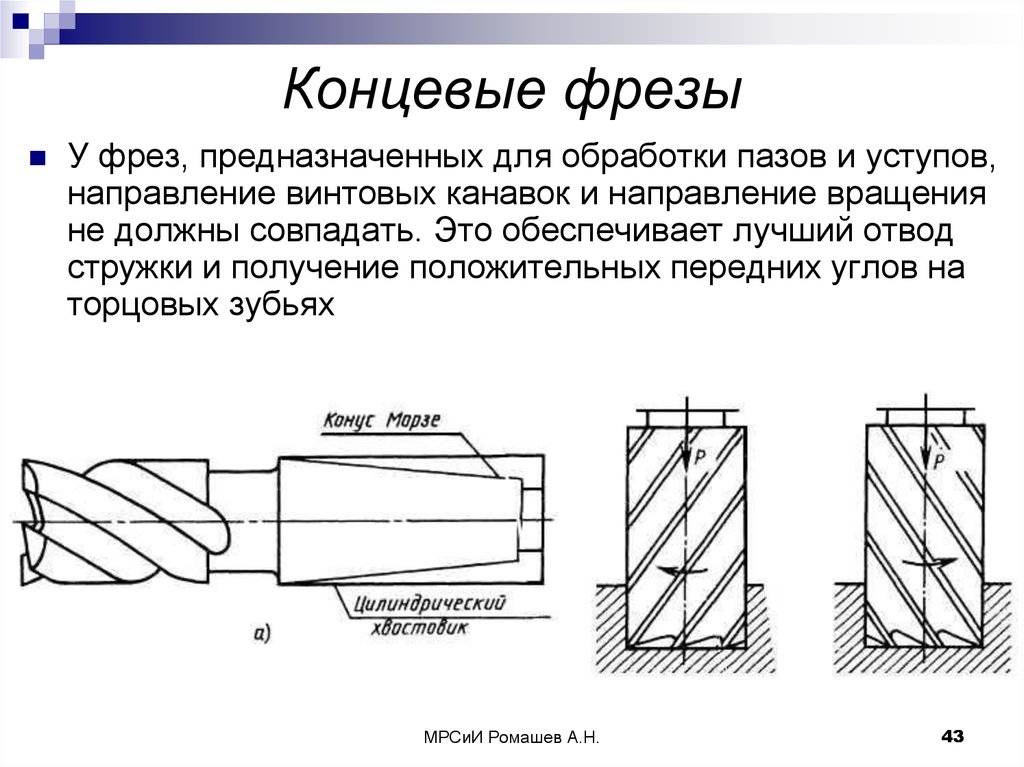
Конструкция концевых фрез
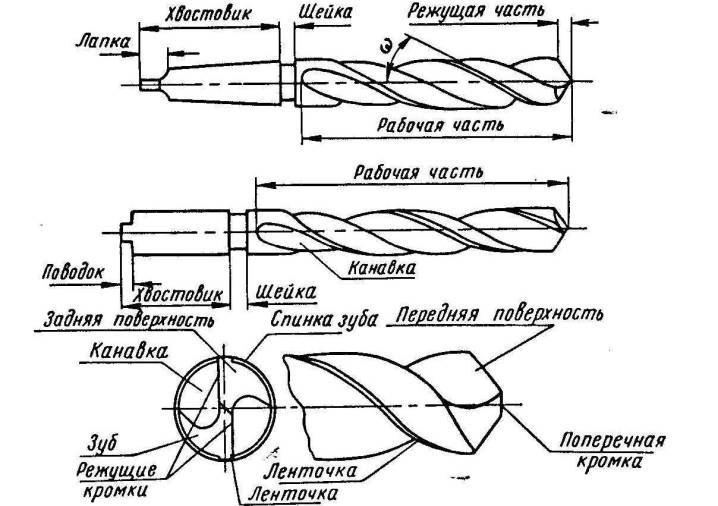
В общем виде концевая фреза представляет собой монолитный металлический цилиндр, состоящий из двух частей: поводка (хвостовика) для установки в оборудование и фрезерной части с расположенными по спирали режущими элементами (зубьями). Ее основные геометрические параметры — это общая длина, диаметр режущей части, а также диаметр, тип и длина хвостовика.
Хвостовики
В соответствии ГОСТ 53937-2010 концевые фрезеры в зависимости от их назначения и области применения могут выпускаться со следующими видами хвостовиков различных типоразмеров:
- гладкий цилиндрический;
- цилиндрический с резьбой;
- цилиндрические с несколькими видами лысок;
- с конусами Морзе, дополненными резьбой и лысками;
- с конусами 7:24 для ручной и автоматической смены инструмента;
- с полым конусом HSK для ручной и автоматической смены инструмента.

Для закрепления концевого фрезера в шпиндели и патроны с другими посадочными отверстиями применяют переходные втулки. На практике в обозначениях хвостовиков часто применяют сокращения, например, «фреза концевая к/х» означает «с конусным хвостовиком», а «КМ2» — это инструмент с конусом Морзе N2.
Скачать ГОСТ 53937-2010
Режущая часть
Конструкция режущей части бывает двух типов: цельнометаллическая и со вставными режущими элементами. Режущие плоскости и разделяющие их канавки для отвода стружки огибают цилиндрическую поверхность по спирали в правом направлении (выпускается инструмент и с левым вращением). На их верхней части находится либо острая режущая кромка, либо ближе к ее концу закреплены вставные режущие пластины. Цельнометаллические фрезеры, как правило, изготавливают из быстрорежущей стали. Твердосплавные зубья с покрытием крепятся к корпусу концевого фрезера следующими способами:
- напайкой;
- эксцентриками;
- винтами;
- специальными болтами с клиновидной головкой.
Количество режущих плоскостей определяет сколько резов металла за один оборот (заход) совершает фрезерный инструмент. Самыми распространенными являются одно-, двух- и трехзаходные концевые фрезеры (их также называют «фрезы концевые одно- (двух-, трех- и т.д.) перьевые»). Концевые фрезеры с большим числом заходов применяется для чистовой обработки, а также для фрезеровки твердых и хрупких материалов.
Как уже говорилось ранее, малые торцевые фрезеры относятся к группе концевых. У этого вида фрезерного инструмента боковая режущая поверхность дополнена вспомогательными режущими кромками, расположенными на торце фрезы.
Также дополнительные режущие поверхности имеют пазовые, копирные и шпоночные фрезеры.
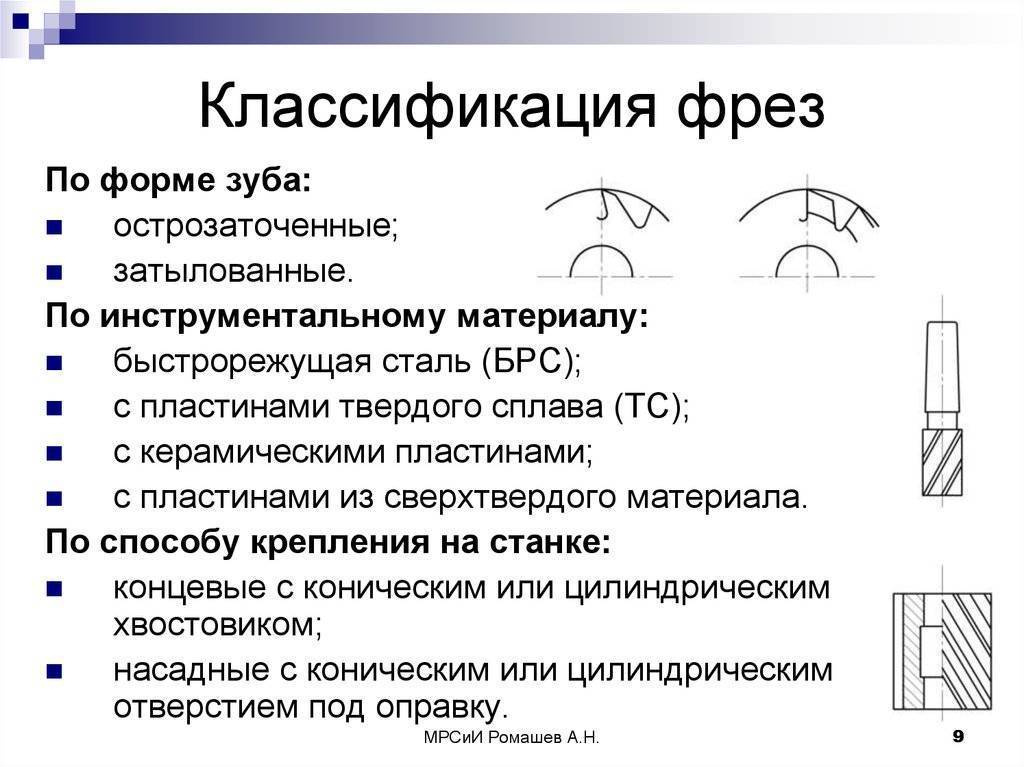
Классификация концевых фрез
Специализированной расширенной спецификации для концевых фрезеров нет, по этому они классифицируются по общим для фрезерного инструмента спискам с добавкой отличительных для них признаков. Ниже приведены главные разделы спецификации, используемой для разных видов концевых фрез по металлу:
По производственному назначению
В этом разделе выжным признаком считается вид и форма поверхности которая обрабатывается. На основании этого выделяют такие варианты данного инструмента:
- общего использования;
- с торцевой режущей частью;
- для шпоночных пазов (в т.ч. для пазов сегментных шпонок);
- для фигурных пазов;
- для фигурных плоских профилей;
- копирные.

По конструктивному признаку
ГОСТ заставляет изготовителей отпускать концевые фрезы 2-ух типов длин: нормальной и длинной и определяет соотношение размеров хвостовика и части которая режет. Но кроме этого на рынке можно найти фрезы концевые как продолговатые, так и очень короткого размера (этническое наименование — «пальчиковые»). Помимо типов и соотношений длин ГОСТом определяются виды хвостовиков (разные типы конусообразных и цилиндрических), а еще размерные ряды диаметров. Очень часто в товарном производстве применяется фреза концевая с конусообразным хвостовиком.
https://youtube.com/watch?v=cC80qYBD7oM
Государственные нормы формируют лишь общие требования к фрезерному инструменту. Вместе тем изготовители мирового маштаба рекомендуют разные новаторские конструкции. Их примером послужат концевые модульные фрезы, в которых режущая часть фиксируется к хвостовику при помощи точного винтового соединения. Иная занимательная разработка — концевая шестизубая обгонная фреза с нижними и верхними подшипниками для чистовой обработки пазов по шаблону.
По форме режущих поверхностей
Для формирования нестандартных профилей поверхностей обрабатываемых изделий к этому всему к инструменту общего назначения была сделана большая группа фасонных концевых фрез. Среди них ключевыми являются радиусные и фигурные пазовые фрезерные инструменты, а еще фрезеры для 2D и 3D обработки. Главные виды концевых фрезеров, классифицированные по форме режущих поверхностей — это:
- цилиндрическая;
- торцевая;
- шпоночная;
- фреза концевая радиусная;
- фреза радиусная вогнутая;
- Т-образная фреза;
- фреза для паза «ласточкин хвост»;
- угловая концевая фреза;
- концевые конусообразные и цилиндрические фрезы с прямым и закругленным концом.
По количеству режущих кромок и направлению вращения
Процесс заглубления в металл кромки резки и снятия ею одного слоя припуска именуется «заходом». Чем больше режущих поверхностей у фрезера, тем больше заходов он совершает за один оборот. Концевой фрезерный инструмент с одной режущей поверхностью считается однозаходным. Если поверхностей больше одной, то инструмент многозаходный (одно-, двухзаходные фрезы и т.д.).

По мимо этого есть просторная классификация концевых фрезеров, которая основана на геометрии и формах режущих поверхностей, зубов и кромок.
Дисковые фрезы и их предназначение
Свое название оснастка получила по причине соответствия форме диску. Их главное назначение в том, чтобы работать с предварительно подготовленными пазами и канавками, а также с целью обрезки заготовок, выборки металла и снятия фаски. Конструкция дисковой оснастки показана на фото ниже.

Дисковые фрезы имеют зубья, на которых располагаются заточенные кромки. Диаметр кромок в 2 раза превышает размеры самой насадки. Разработан такой вид оснастки специально для того, чтобы обрабатывать металл в сложных условиях. К таковым условиям относится вибрация, а также возможность вывода стружки из места резания. Дисковые оснастки классифицируются на подвиды:
- Прорезные — служат для фрезерования мелких канавок, прорезания шлицев и пазов
- Отрезные — нужны для отрезания металлических заготовок на станках. Более подробно об этом виде рассмотрим отдельно
- Двухсторонние — в конструкции имеются поверхностные и торцевые зубцы, расположенные в два ряда
- Трехсторонние — зубья расположены в трех местах, а кромка присутствует на каждом торцевом выступе. Двухсторонние и трехсторонние оснастки используются тогда, когда необходимо произвести обработку металла с двух или трех сторон
- Пазовые — зубья присутствуют только на рабочей части (на внешней цилиндрической поверхности), а предназначены такие насадки для проделывания неглубоких углублений и пазов. Одна из разновидностей пазовых фрез является насадка «ласточкин хвост»

Дисковая фреза в работе показана в видео материале ниже.
Силикон-карбидные шлифовщики и полировщики

Силикон-карбидные полировщики иногда также называют просто полирами, шлифовщиками и даже «фрезой-фотошопом». Вот эти фрезы можно по праву назвать безопасными. Даже если упереть вращающийся острый носик фрезы в ноготь, то спилится носик, а не ноготь. Эти насадки сделаны из плотного силикона с включениями карбидной крошки и предназначены для финальной шлифовки и полировки.
Абразивность СК-полировщиков
Абразивность, как и у корундовых насадок, не всегда связана с цветом. Обычно выделяют грубый, средний и тонкий абразив, ориентироваться следует опять же на описание в магазине. Наиболее функциональны грубый и средний.
- Полиры с зауженным носиком грубой абразивности можно использовать для зачистки птеригия, выглаживания эпонихия, дошлифовки сухой кожи от мелких чешуек.
- Заполировать кожу до эффекта фотошопа удастся средним полировщиком.
- Более крупные полиры, с закругленным носиком, средней и грубой абразивности, больше пригодятся в педикюре для работы с пергаментной кожей — они не истончат тонкий роговой слой, но снимут шелушения и продлят эффект идеально гладких пяток.
Работа этими насадками выполняется на небольших скоростях, около 5-7 тысяч об/мин. Их нужно и дезинфицировать в растворе, и стерилизовать в сухожаре или автоклаве.
Из чего делают насадки и какие бывают типы фрез
Все виды фрез имеют режущие кромки, посредством которых осуществляется обработка металла. Зубья контактируют с металлом, срезая при этом слои разной толщины
Чтобы достичь такого эффекта, немаловажно изготавливать насадки из высокопрочных материалов. Для изготовления фрез по металлу используются такие виды материалов:
- Быстрорежущая и углеродистая сталь
- Минеральная керамика
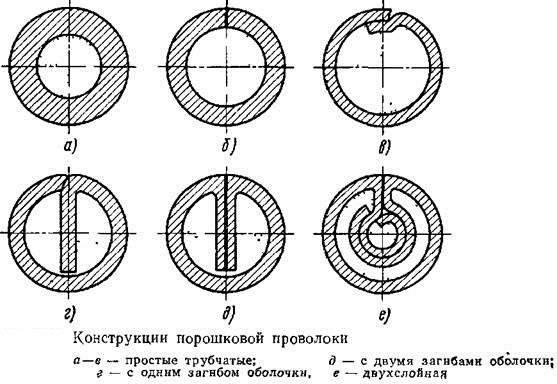
- Карданная проволока
Для обработки высокопрочных материалов применяются фрезы, имеющие алмазное напыление. Использование качественных материалов влияет на стоимость оснастки, поэтому хорошие фрезы никогда не будут стоить дешево. Низкокачественные насадки изготавливают из дешевых сплавов, что в итоге отражается на сроках службы оснастки
Именно поэтому перед покупкой фрезы по металлу нужно обратить внимание на производителя, а также на наличие сертификата качества, подтверждающих подлинность продукции

По конструкции рассматриваемые насадки классифицируются на три основных типа:
- Сварные — соединение рабочей части (резца) и хвостовика достигается посредством сварочного шва
- Цельные — изготавливаются путем литья готового изделия
- Сборные — их еще называют разборными. Их главное достоинство в том, что при притуплении зубьев режущей части, ее можно заменить
Сварные и цельные фрезы по металлу изготавливаются из разных материалов — хвостовик из одного материала, а рабочая часть из другого более прочного. Сборные также изготавливаются из разных материалов, а главное их отличие от сварных и цельных в том, что рабочая часть по мере износа может быть заменена. Соединение сборных фрез с хвостовой частью осуществляется разными способами, от чего применяются соответствующие соединители — болты, клинья или винты.
Это интересно!Сборные фрезы по металлу стоят дороже, чем цельные и сварные. Самые дешевые — это сварные борфрезы, так как их главный недостаток в том, что они имеют слабое место — сварочное соединение. Сварные шарошки — это отличный вариант для домашнего применения.
3 Технические требования
3.1 Типы и основные размеры
3.1.1 Концевые цельные твердосплавные фрезы с цилиндрическим хвостовиком следует изготовлять двух типов:
1 – с короткой режущей частью;
2 – с длинной режущей частью.
3.1.2 Основные размеры фрез с гладким цилиндрическим хвостовиком должны соответствовать указанным на рисунке 1 и в таблице 1.
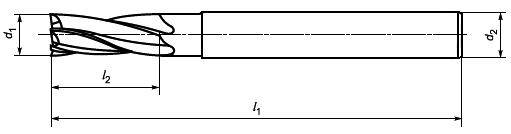
Рисунок 1
Таблица 1
В миллиметрах
h10 | h6 | Тип 1 | Тип 2 | ||||
при числе зубьев | при числе зубьев | ||||||
2 или 3 | 4 | 2 или 3 | 4 | ||||
1,0 | 3 | 38 | 3 | 3 | – | – | – |
1,5 | 4 | ||||||
2,0 | 38 | 6 | 7 | ||||
6 | 50 | 57 | |||||
2,5 | 3 | 38 | 38 | 7 | 8 | ||
6 | 50 | 57 | |||||
3,0 | 3 | 38 | 4 | 5 | 38 | ||
6 | 50 | 57 | |||||
3,5 | 6 | 10 | |||||
4,0 | 54 | 5 | 8 | 8 | 11 | ||
4,5 | |||||||
5,0 | 6 | 9 | 10 | 13 | |||
6,0 | 7 | 10 | |||||
7,0 | 8 | 58 | 8 | 11 | 63 | 13 | 16 |
8,0 | 9 | 12 | 16 | 19 | |||
9,0 | 10 | 66 | 10 | 13 | 72 | ||
10,0 | 11 | 14 | 19 | 22 | |||
12,0 | 12 | 73 | 12 | 16 | 83 | 22 | 26 |
14,0 | 14 | 75 | 14 | 18 | |||
16,0 | 16 | 82 | 16 | 22 | 92 | 26 | 32 |
18,0 | 18 | 84 | 18 | 24 | |||
20,0 | 20 | 92 | 20 | 26 | 104 | 32 | 38 |
Примечания1 Размеры, указанные в таблице 1, также применимы для фрез с цилиндрическими хвостовиками с лысками.2 Допускается изготовление фрез с . |



Пример условного обозначения фрезы концевой цельной твердосплавной типа 1, диаметром режущей части 3 мм, диаметром хвостовика 6 мм, с числом зубьев 2, из твердого сплава марки ВК8: |
Фреза 1-3-6-2-ВК8 ГОСТ 32405-2013* |
3.1.3 Фрезы следует изготовлять праворежущие, леворежущие – по заказу. |
_______________* В бумажном оригинале наименование и обозначение стандарта выделено полужирным курсивом. – .
3.1.4 Фрезы с двумя центральными режущими зубьями на торце – пазовые. Фрезы не менее чем с тремя зубьями также могут быть с центральными режущими зубьями на торце.
3.1.5 Размеры хвостовиков фрез – по ГОСТ 25334*.
_________________
* На территории Российской Федерации действует ГОСТ Р 52965-2008.
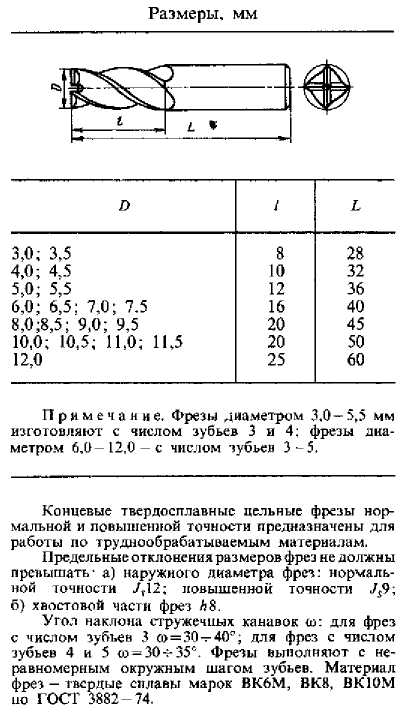
3.1.6 Центровые отверстия – по ГОСТ 14034.Допускается изготовление фрез диаметром до 4,5 мм включительно с наружным центром со стороны хвостовика.3.1.7 Угол наклона стружечной канавки:30°-40° – для фрез с числом зубьев 2 или 3;30°-35° – для фрез с числом зубьев 4.3.1.8 Фрезы следует изготовлять с неравномерным окружным шагом зубьев. Неравномерная разбивка шага зубьев приведена в приложении А.Примечание – Допускается изготовление фрез с равномерным окружным шагом.3.2 Характеристики3.2.1 Фрезы следует изготовлять из твердого сплава марок ВК6-М, ВК8, ВК10-ХОМ по ГОСТ 3882. Допускается изготовление фрез из других марок твердого сплава по заказу потребителя.3.2.2 На режущих кромках фрез не должно быть выкрашиваний, поверхностных трещин (сетки), заусенцев, сколов, черновин на шлифованных поверхностях.3.2.3 Параметры шероховатости поверхностей фрез по ГОСТ 2789 должны быть, мкм, не более: 1,6 – для передних и задних поверхностей главных режущих кромок; 0,63 – для поверхности хвостовика; 3,2 – для поверхности вспомогательных режущих кромок и поверхности фасок; 20 – для остальных поверхностей.Примечание – Шероховатость передних поверхностей выдерживается на высоте не менее 1/3 глубины стружечной канавки. |
3.2.4 Предельные отклонения размеров фрез должны быть, мм, не более:
+2,0 | – | для | общей | длины | фрез | типов | 1 и 2; | ||||||
+1,0 | – | для | длины | режущей | части | фрез | до | 10 мм | включ.; | ||||
+1,5 | – | “ | “ | “ | “ | “ | св. | 10 | “ | 22 мм | “ | ||
+2,0 | – | “ | “ | “ | “ | “ | “ | 22 мм. |
3.2.5 На задней поверхности фрез вдоль режущих кромок допускается ленточка шириной, мм, не более: | |||||||||||||||||||||
0,02 | для | фрез | диаметром | до | 6 мм | включ.; | |||||||||||||||
0,03 | “ | “ | “ | св. | 6 | “ | 12 мм | “; | |||||||||||||
0,04 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.6 Допуск радиального и торцового биения режущих кромок зубьев относительно оси хвостовика должен быть, мм, не более: | |||||||||||||||||||||
0,015 | для | фрез | диаметром | до | 5 мм | включ.; | |||||||||||||||
0,020 | “ | “ | “ | св. | 5 | “ | 12 мм | “; | |||||||||||||
0,030 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.7 Конусность по всей длине режущей части должна быть, мм, не более: | |||||||||||||||||||||
0,01 | для | фрез | диаметром | до | 5 мм | включ.; | |||||||||||||||
0,02 | “ | “ | “ | св. | 5 мм | “ | 12 мм | “; | |||||||||||||
0,03 | “ | “ | “ | “ | 12 мм. | ||||||||||||||||
3.2.8 Средний и установленный периоды стойкости фрез при обработке конструкционной легированной стали при условиях испытаний по 5.7 должны соответствовать указанным в таблице 2. Таблица 2 | |||||||||||||||||||||
Диаметр фрезы, мм | , мин | , мин | |||||||||||||||||||
От 1 до 2,5 включ. | 20 | 8 | |||||||||||||||||||
Св. 2,5 | 30 | 12 | |||||||||||||||||||
При обработке других материалов, указанных в 5.7, на средний период стойкости вводится поправочный коэффициент:0,6 – для нержавеющей стали;0,5 – для жаропрочной стали.3.2.9 Критерием затупления является допустимый износ по задней поверхности зубьев фрезы, значения которого должны быть не более указанных в таблице 3. Таблица 3 В миллиметрах | |||||||||||||||||||||
Диаметр фрезы | Допустимый износ | ||||||||||||||||||||
От 1 до 3 включ. | 0,15 | ||||||||||||||||||||
Св. 3 до 6 включ. | 0,25 | ||||||||||||||||||||
Св. 6 до 10 включ. | 0,30 | ||||||||||||||||||||
Св. 10 до 16 включ. | 0,35 | ||||||||||||||||||||
Св. 16 | 0,50 | ||||||||||||||||||||
3.2.10 МаркировкаНа хвостовике каждой фрезы диаметром свыше 5 мм должны быть четко нанесены:- товарный знак предприятия-изготовителя;- диаметр фрезы;- длина режущей части;- диаметр хвостовика для фрез диаметрами 2; 2,5; 3 мм;- марка твердого сплава.Маркировку фрез диаметром менее 5 мм следует указывать на этикетке, вкладываемой в упаковку.3.2.11 Транспортная маркировка и маркировка потребительской тары – по ГОСТ 18088.3.2.12 Упаковка – по ГОСТ 18088. |



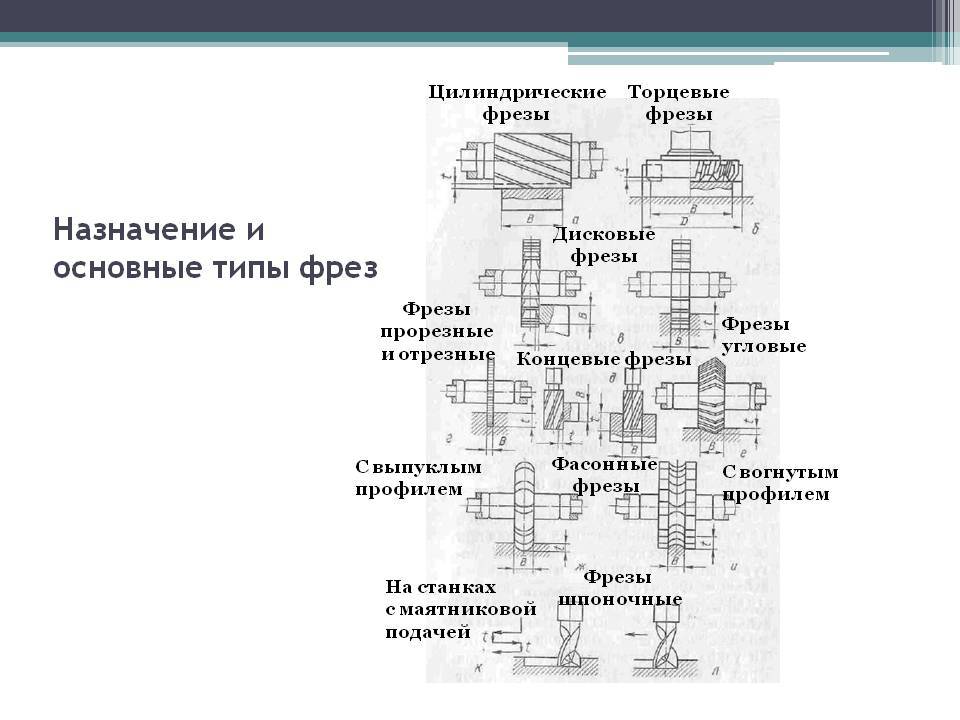
Фрезы для станков по металлу
При выполнении фрезерования на станке применяется режущий зубчатый инструмент – фреза. Широкий спектр работ производимых на фрезерных станках объясняется универсальностью оборудования и разноплановостью инструмента по конструкции, размеру и способу его подач.

Особенность цельных фрез в их отличной балансировке, применяются они для выполнения задач повышенной точности. Большая часть цельных деталей, используемые в изготовлении сложных профилей, обрабатываются фрезерованием. Работа проходит на расположенных в плоскости вращения фрезы заготовках. Обработка стальных болванок ведётся составными фрезами.
Отрезные фрезы по металлу применяются для обработки стали средней твёрдости и чугуна. Они устанавливаются на универсальные и оборудованные ЧПУ фрезерные станки. Фрезы соответствуют требованиям ГОСТ, но в отдельных случаях их можно заказать по индивидуальному чертежу под требуемые задачи. Диаметр её варьируется от 50 до 315 мм при толщине диска от 1 до 6 мм. Выполненный из быстрорежущей стали отрезной инструмент, может использоваться при вытачивания канавок на деталях, изготавливаемых из стали разных марок.
Твердосплавные фрезы применяются для проведения работ по закалённой стали – удаления облоя с цельных литых заготовок, для обработки швов на составных деталях имеющих следы сварки.
Типы твердосплавных фрез по металлу:
- цилиндрическая;
- сферическая;
- сфероцилиндрическая:
- овальная;
- гиперболическая;
- дисковая;
- обратноконическая.
Названия фрез соответствуют форме рабочей головки. Все виды рабочих головок делятся ещё и по углу скоса режущей поверхности. Они могут заменять в работе шлифовальный диск и хвостовик. Твердосплавные пластины имеют повышенный КПД в работе, а срок службы их значительно выше, чем быстрорежущие.
Цилиндрические фрезы
На горизонтально-фрезерном оборудовании используются цилиндрические резцы с прямыми и винтовыми зубьями. Соответственно, тот же вид будет у твердосплавных пластин режущей кромки. Прямозубые фрезы используются в обработке узких поверхностей. Винтозубые имеют плавный ход, что даёт более точные параметры обработки.
Цилиндрическая фреза
При необходимости обработки детали с углом наклона инструмента создающего максимальное давление на ось, чтобы не повредить деталь используют сдвоенные фрезы со встречно направленными зубьями. Это позволяет равномерно распределить нагрузку на ось. В процессе резки сдвоенной фрезой режущая кромка одного элемента перекрывается кромкой встречного. Благодаря этому на готовой детали нет никакого намёка, что обрабатывалась она не целиковым, а составным инструментом.
Дисковые фрезы и их предназначение
Свое название оснастка получила по причине соответствия форме диску. Их главное назначение в том, чтобы работать с предварительно подготовленными пазами и канавками, а также с целью обрезки заготовок, выборки металла и снятия фаски. Конструкция дисковой оснастки показана на фото ниже.

Дисковые фрезы имеют зубья, на которых располагаются заточенные кромки. Диаметр кромок в 2 раза превышает размеры самой насадки. Разработан такой вид оснастки специально для того, чтобы обрабатывать металл в сложных условиях. К таковым условиям относится вибрация, а также возможность вывода стружки из места резания. Дисковые оснастки классифицируются на подвиды:
- Прорезные — служат для фрезерования мелких канавок, прорезания шлицев и пазов
- Отрезные — нужны для отрезания металлических заготовок на станках. Более подробно об этом виде рассмотрим отдельно
- Двухсторонние — в конструкции имеются поверхностные и торцевые зубцы, расположенные в два ряда
- Трехсторонние — зубья расположены в трех местах, а кромка присутствует на каждом торцевом выступе. Двухсторонние и трехсторонние оснастки используются тогда, когда необходимо произвести обработку металла с двух или трех сторон
- Пазовые — зубья присутствуют только на рабочей части (на внешней цилиндрической поверхности), а предназначены такие насадки для проделывания неглубоких углублений и пазов. Одна из разновидностей пазовых фрез является насадка «ласточкин хвост»

Дисковая фреза в работе показана в видео материале ниже.
Торцевые — конструкция и применение
С помощью концевых фрез обрабатываются плоские поверхности. Применяются на фрезерных станках вертикального и горизонтального типа. Инструменты изготавливаются из таких материалов, как углеродистая сталь, легированная сталь и быстрорежущая сталь. Свое название установка получила за конструктивные особенности. Режущие части на нем расположены с торца и сбоку, что позволяет производить одновременную обработку в двух направлениях, перпендикулярных плоскости.

Лезвие концевой фрезы состоит из трех частей: вспомогательной, переходной и вспомогательной. Для уменьшения вибраций при обработке заготовки, а также для повышения качества выполняемых работ инструмент оснащен большим количеством зубьев. Аппараты используются непосредственно для работы с плоскими и ступенчатыми поверхностями металлических заготовок.
https://youtube.com/watch?v=CzoxoPzo1Gg%3F
Устройства конечного типа отличаются огромными габаритами, что позволяет не только аккуратно, но и быстро производить обработку. Самая популярная модель концевой фрезы — кукурузная. Оборудование этого типа применяется в автомобилестроении, где используется для шлифования коробок передач.
Интересно Торцевая фреза позволяет настраивать фрезы с минимальной точностью, что в конечном итоге положительно сказывается на качестве обработки.
Основные характеристики
Любой вид фрез можно охарактеризовать несколькими параметрами. Основные из них:
- геометрия (общая форма);
- форма режущих кромок (лезвий);
- конструкция;
- материал, из которого изготавливаются лезвия;
- диаметр внешний, посадочный, хвостовика.
Независимо от параметров, все виды должны обладать высокой прочностью, поэтому их делают из твердых, прочных материалов с последующей термической обработкой. Применяется напыление, увеличивающее износостойкость изделий.
Конструктивное исполнение
Хвостовик и режущие зубцы или лезвия – основные части фрезы по дереву. Их делают из цельного куска металла (такие инструменты называют монолитными) или из отдельных частей с последующим скреплением (сборные, составные).
Монолитные фрезы изготавливаются из инструментальной стали (твердость не ниже HRC 58…62) заодно с режущей частью, которую затем затачивают. Они имеют небольшой эксплуатационный ресурс, что связано с невозможностью замены режущих пластин по мере их износа. Основное их преимущество – низкая стоимость.
Сборные фрезы представляют собой стальную болванку с напаянными лезвиями, которые изготавливаются из инструментальной стали или твердосплавных металлов. Большое значение при их изготовлении уделяют рецептуре и качеству припоя, которым припаивают лезвия. Это должна быть тугоплавкая марка, содержащая медь и серебро. К таким припоям относятся, например, ПСр 37,5 и ПСр 40.
Фрезы со сменными лезвиями (фрезерные головки) – это разновидность сборных. В них лезвия устанавливаются таким образом (механическое крепление), чтобы их можно было менять по мере износа.
Встречаются также фрезерные головки, в которых объединены в единое целое несколько разновидностей режущих лезвий, их называют наборными. При этом можно изменить порядок набора режущих частей и расстояние между ними. Инструмент при такой замене не должен во время работы терять свою продольную устойчивость.
Читать также: Как пользоваться керхером в домашних условиях
Наборы используют для получения фасонных изделий из дерева и других работ с древесиной.
Для того чтобы упростить выполнение работ, связанных с точным фрезерованием при помощи ручного деревообрабатывающего инструмента, кромочную фрезу по дереву часто оснащают небольшим подшипником. Он монтируется у одного из краев режущей кромки (вверху или внизу) и при работе обеспечивает правильное направление движения, упираясь в край деревянной детали.
Типы лезвий
По типу лезвий фрезы по дереву делятся на твердосплавные (маркируются аббревиатурой HSS) или быстрорежущие (обозначаются буквами НМ). При этом инструментом с быстрорежущими кромками обрабатывают мягкую древесину, а с твердосплавными лезвиями – твердые породы дерева.
Твердосплавные лезвия обладают высоким температурным коэффициентом и улучшенными рабочими характеристиками.
При этом лезвия у всех типов фрез могут располагаться вертикально или под наклоном. Вертикально-ориентированные лезвия рубят материал. Наклонные ножи срезают слой материала, что позволяет избежать сколов древесины по краям деталей. Встречается также и спиральное расположение режущих кромок. Использование инструмента с наклонными или спирально-ориентированными лезвиями значительно повышает качество обработки поверхности.
Геометрические параметры
Основным параметром, влияющим на совместимость фрез с конкретной моделью деревообрабатывающего станка (фрезер, станок с ЧПУ и др.), служит размер хвостовика. Вызвано это тем, что для их установки в станок используются специальные цанговые зажимы (цанги), надежно охватывающие и зажимающие хвостовик. На практике используются цанги, у которых диаметр посадочного места измеряется в дюймах (1/2″ и 1/4″) или миллиметрах (6,12 или 18 мм).
Посадочные размеры фрез зависят также от способа установки. Насадные фрезы, устанавливаемые на шпиндель стационарного фрезерного станка, имеют диаметр посадочной части 32 мм. У концевых (пальчиковых) фрез, которые предназначены для установки в патрон ручной дрели или цангу фрезера, диаметр хвостовика может быть разным – от 6 до 12 мм.
Цилиндрические фрезы — их разновидности и назначение
Для работы со сложными деталями и заготовками применяются цилиндрические фрезы. Для изготовления оснастки применяются такие виды сталей, как легированная, углеродистая и быстрорежущая. Выпускается оснастка с режущими кромками прямого и наклонного (винтового) типа. Оснастка эффективно справляется не только со сложными и многослойными поверхностями, но еще и с такими видами материалов, как чугун, конструкционная и жаропрочная сталь, оргстекло, а также стеклопластик.

Особой популярностью пользуются устройства, которые имеют винтовую форму режущей части. Они более эффективны, но самое главное, позволяют выполнять работку качественно
Для достижения высокой точности обработки, фрезеровщику немаловажно учитывать нагрузку, которую испытывает конструкция (зависит от типа обрабатываемого материала)
https://youtube.com/watch?v=7T_l_25k3To%3F
Цилиндрическая фреза с прямыми зубьями нашла свое применение в обрабатывании поверхностей на заготовках, к которым имеется прямой доступ. Найти такой вид режущей оснастки достаточно трудно, так как они не пользуются популярностью, и выпускаются далеко не всеми производителями. Фреза цилиндрическая с винтовой формой зубьев используется для обрабатывания поверхностей заготовок с узкими участками или труднодоступными местами. Чтобы уменьшить осевую нагрузку, применяются оснастки, имеющие разные углы наклона рабочей части. Их еще называют сдвоенными, так как их зубцы имеют разные углы наклона. За счет такой конструкции режущих кромок, в процессе резки происходит уравновешивание нагрузки.

В группе цилиндрических фрез имеются насадки, которые также называются «кукуруза». Свое название они получили посредством прямого сходства с овощной культурой. Применяется «кукуруза» для обработки уступов, а также с целью прорезывания канавок.