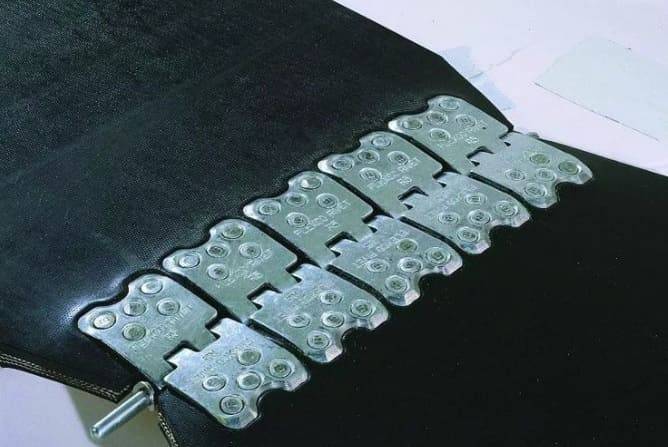
Механические соединители РШМ
Некоторые соединители конвейерных лент получили весьма широкое распространение, так как позволяют существенно упростить процедуру и ускорить ее проведение. При этом в некоторых случаях есть возможность демонтажа. Несомненным преимуществом технологии назовем то, что для ее проведения не требуется специальное оборудование. Для проведения подобной процедуры требуется следующее:
Заклепочный материал характеризуется тем, что может выдержать очень высокую нагрузку.
Шарнирно-заклепочный чаще всего применяется на резинотканевых и поливинилхлоридных вариантов исполнения.
Неразъемный болтовой метод применяется в случае, когда нужно обеспечить качественное соединение транспортирующих лент.
Шарнирно-болтовые получили весьма широкое распространение в случае, когда нужно восстановить изделие, которое устанавливается на барабанном оборудовании.
Проволочные замки можно назвать специальными конструктивными элементами, которые применяются для восстановления транспортирующего оборудования, которое получило широкое распространение в пищевом производстве или на складах.
Скобовые скрепления также могут применяться для стыковки слабонагруженных транспортировочных лентах, которые являются важной частью конвейерном оборудовании.

Следует учитывать, что механический способ восстановления сегодня весьма распространен. Однако, не стоит забывать о сильном износе применяемого крепежного элемента. Именно поэтому технология применяется в том случае, если другие не могут использоваться.
Механический способ характеризуется довольно большим количеством существенных недостатков:
- Уменьшение эксплуатационного срока.
- Низкая прочность в месте стыка.
- Наблюдается повышенная степень износа в месте стыка.
- Из-за применения металлических элементов есть вероятность возникновения искр.
- При транспортировке горячекатанных изделий есть вероятность прожигания поверхности в месте стыковки.
Также в продаже встречается специальное оборудование, которое может применяться для соединения изделия механическим способом. За счет подобных инструментов есть возможность провести восстановительные работы без демонтажа.
Читать также: Многофункциональный инструмент что это такое
С кем мы работаем?
Мы ремонтируем транспортерные ленты больше 15 лет. За это время наши сервисные бригады выезжали, пожалуй, на все объекты, где используют конвейерное оборудование. Чаще всего к нам обращаются:
- предприятия горнодобывающей и обогатительной промышленности;
- цементные, асфальтовые, кирпичные заводы, производители стройматериалов;
- химические заводы;
- производители сельскохозяйственной продукции, в том числе элеваторы, крахмальные и сахарные цеха;
- деревообрабатывающие компании;
- предприятия вторичной переработки отходов – мусора, металлолома;
- металлургические комбинаты;
- стекольные и литейные заводы;
- логистические и сортировочные центры.
Если вы нашли свою отрасль в этом списке, мы гарантированно сможем вам помочь. Даже если вы работаете в другой сфере, позвоните нашим специалистам. Скорее всего, мы найдем решение и для вашего предприятия.
Неметаллические крепления
Плоские и плотные стыки могут быть достигнуты использованием прецизионных устойчивых к коррозии пластиковых или резинотканевых вариантов застёжки. Такой способ стыковки рекомендуется для звеньев из полихлорвинила или полиуретана, которые используют при производстве пищевых продуктов, упаковке и транспортировке лёгких деталей.
Неметаллические застёжки сочетают в себе удобство и экономичность шарнирных механических соединений с преимуществами неметаллических деталей. В частности, неметаллический крепёж не оставляет следов, не истирает ленту, экологически безопасен. Такое сочетание свойств делает неметаллические крепления жизнеспособной альтернативой бесконечному сращиванию конвейерных лент, работающих рядом с маркирующими сканерами.
На практике применяются два варианта неметаллических соединений — пластиковые заклёпки и пластиковые спиральные застёжки.
Пластиковая заклёпка образует неметаллический стык, оформляемый переносным установочным инструментом. При монтаже необходимо проделать отверстия в ленте и зафиксировать заклёпки в отверстиях. Для лент с низким натяжением (до 10…12 кН/м), толщина которых не превышает 3,2 мм, можно использовать магнитные застёжки. Минимальный диаметр шкива – 38…40 мм.
Пластиковая спиральная застёжка характеризуется низким профилем и возможностью работы со шкивами диаметром от 13 мм. Шарнирные стыки, состоящие из двух закреплённых концов ленты, соединяются шарнирным пальцем. Для звеньев, требующих частого снятия, например, при регулярной дезинфекции пищевых продуктов, шарнирное соединение поможет уменьшить время простоя конвейера простоя благодаря низкой трудоёмкости обслуживания.
Состав стык-пакетов для конвейерных лент
| № | Наименование | Ленты шириной 650-1000 мм | Ленты шириной 650-1000 мм | ||||||
| Стандарт | Премиум | Стандарт | Премиум | ||||||
| кол-во | ед.изм | кол-во | ед.изм | кол-во | ед.изм | кол-во | ед.изм | ||
| 1 | Инструкция по стыковке лент | 1 | шт | 1 | шт | 1 | шт | 1 | шт |
| 2 | Клей У-425 для ремонта и стыковки лент | 3 | л | 3 | л | 6 | л | 6 | л |
| 3 | Отвердитель – Лейканат | — | — | 100 | мл | — | — | 200 | мл |
| 4 | БР-2 «НЕФРАС» для обезжиривания поверхностей, предназначенных для вулканизации | 500 | мл | 500 | мл | 1000 | мл | 1000 | мл |
| 5 | Прослоечная резина | 1,5 | м² | 1,5 | м² | 3,0 | м² | 3,0 | м² |
| 6 | Обкладочная резина | 0,4 | м² | 0,4 | м² | 1 | м² | 1 | м² |
| 7 | Перчатки 5-нитей | — | — | 2 | пар | — | — | 2 | пар |
| 8 | Стальной нож со сменным лезвием 18 мм | — | — | 1 | шт | — | — | 1 | шт |
| 9 | Кисть с коротким ворсом 63 мм | 1 | шт | 1 | шт | 1 | шт | 1 | шт |
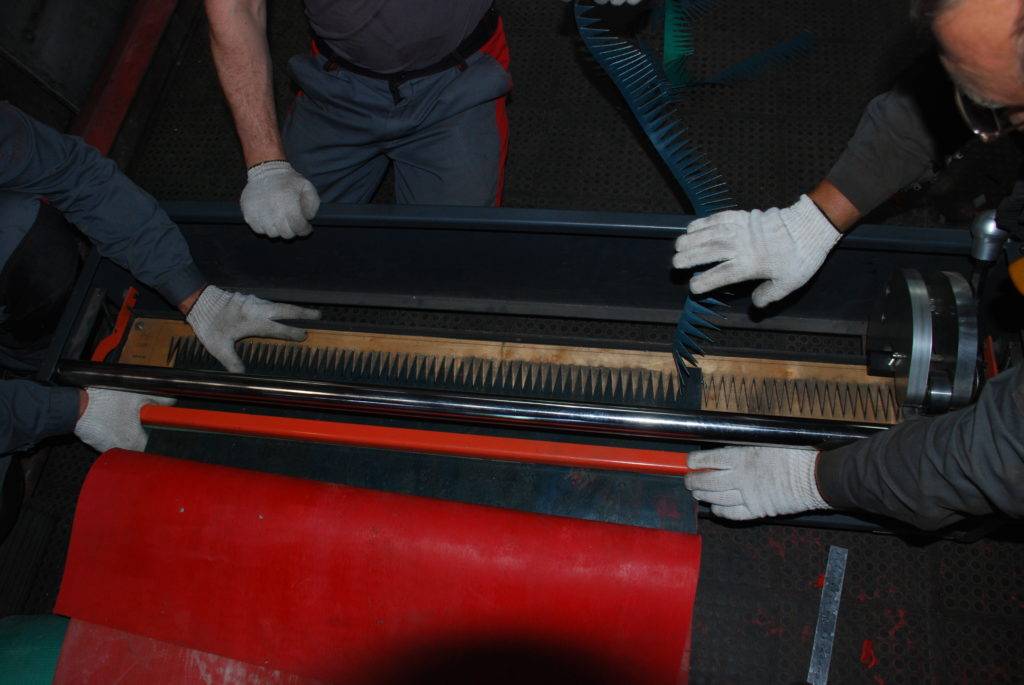
3) Стыковка конвейерных лент механическими соединителями
Благодаря использованию механического способа скрепления лент с помощью замков особой конструкции соединение полотен производится легко, быстро (и в некоторых случаях допускает последующее разъединение и соединение). Несомненным преимуществом этого метода является и то, что не требуется применение специализированного громоздкого оборудования.
Механическое соединение полотен конвейерных лент может осуществляться с помощью:
- неразъемного заклепочного (способного выдерживать очень большие нагрузки) соединения;
- шарнирного заклепочного (используемого обычно для резинотканевых, а также поливинилхлоридных лент) соединения;
- неразъемного болтового (предназначенного для решения задач качественного скрепления транспортирующих лент) соединения;
- шарнирного болтового (применяемого для полотен, движущихся по барабанам) соединения;
- проволочных замков (в частности таких, как «Анкер», чаще всего используемых при восстановлении работоспособности транспортирующего оборудования, эксплуатируемого в сельском хозяйстве, в пищевом производстве, на складах и т. д.);
- скобового крепления (например, типа «Аллигатор», применяемого для слабонагруженных лент)
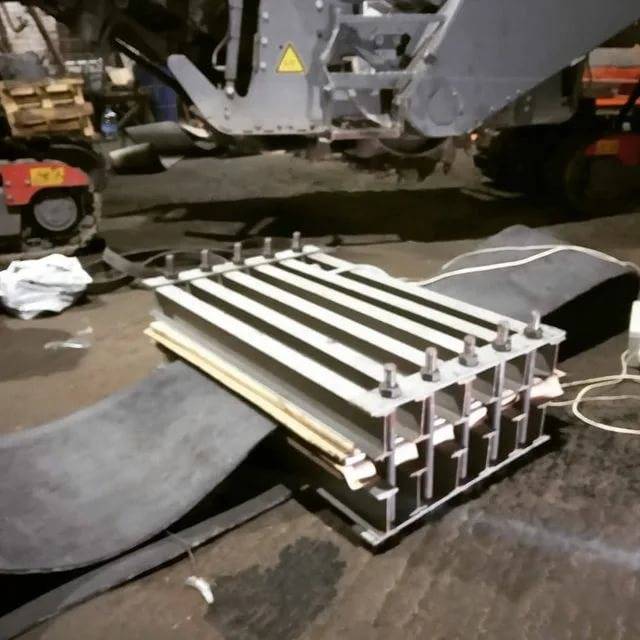
СОЕДИНЕНИЕ КОНВЕЙЕРНОЙ ЛЕНТЫ МЕХАНИЧЕСКИМ СПОСОБОМ
Соединение конвейерных лент механическим способом, при котором применяются механические соединители — соединительные замки, является наиболее быстрым и доступным способом стыковки конвейерных и транспортерных лент. Механически можно соединять все ленты, кроме тросовых. Для механического соединения транспортерных лент мы предлагаем замки известных производителей MLT (Франция) и FLEXCO (США), являющимися мировыми лидерами по производству креплений для конвейерных лент. Кроме того, мы предлагаем соединительные замки российского производства, не уступающие по качеству лидерам рынка:
Это интересно: Сверление отверстий — технология, режимы, оборудование, инструмент
Холодная стыковка конвейерных лент
Стыковка конвейерной ленты методом холодной вулканизации проводится тогда, когда вулканизационный пресс отсутствует на предприятии. В этом случае оба конца двух лент будут скрепляться посредством особого клея с отвердителем. Собственно, сам клей наносят на торцы. После чего их накладывают друг на друга. Такой способ принято считать наиболее доступным и надежным. Однако при его выполнении следует избегать наличия пыли, а также большой влажности и низкой температуры в помещении, где проводится данный процесс.
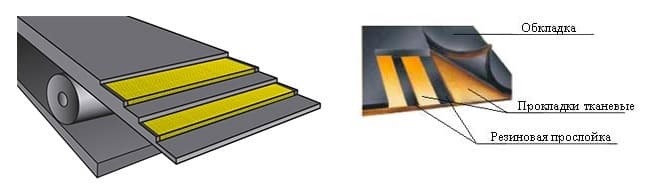
Типы и применение конвейерной ленты
Резинотканевые конвейерные ленты применяются на конвейерах с плоскими (или желобчатыми) роликоопорами при транспортировке, как штучных и кусковых грузов, так и сыпучих материалов. Стандартная лента имеет ширину полотна до 1600 мм и длину 95-100 м. Лента изготовлена из синтетической ткани специальной обработки, которая обеспечивает высокую прочность каркаса ленты. В зависимости от нагрузки и условий эксплуатации, вы может выбрать ленту из следующих видов:
- Лента общего назначения
- Лента морозостойкая
- Лента теплостойкая
- Лента трудновоспламеняющаяся (для использования на угольных шахтах)
- Лента трудновоспламеняющаяся морозостойкая
- Лента пищевая
Читать также: Как выкрутить слизанную звездочку
Три главные способа соединения конвейерных лент:
- Механический способ
- Холодный способ
- Метод горячей вулканизации
Механический способ соединения (стыковки)
Стыковка конвейерных лент механическим способом – самый быстрый и доступный способ соединения конвейерных и транспортерных лент. Данное соединение подходит для любых лент, кроме тросовых. Соединение производится при помощи специальных соединительных замков.
Холодный способ соединения
Ещё одним доступным и довольно распространенным способом соединения транспортерной и конвейерных лент является холодная вулканизация (склейка). Для холодной вулканизации обычно используется двухкомпонентный клей, а выполняется эта работа специалистами определенной квалификации, так как при выполнении склейки необходима послойная разделка ленты. Если сравнивать данный метод с методом горячей вулканизации, то холодная склейка менее трудоемкий процесс, но и срок эксплуатации стыка немного короче, чем у горячего соединения.
Метод горячей вулканизации
Горячую вулканизацию конвейерных лент можно выполнить только с помощью специального оборудования — вулканизационного пресса. Этот метод является самым эффективным методом соединения конвейерной ленты и практически не отличается заводских условий технологии производства ленты на конвейерной линии. Прочность данного соединения ленты составляет примерно 98% от прочности самой ленты. Данный метод стыковки можно проводить как на конвейере, так и в сервисных мастерских в стационарных условиях.
Применение конвейерной ленты
Являясь элементами различного назначения конвейеров, конвейерные (транспортерные) ленты используются практически во всех отраслях народного хозяйства. При правильном выборе поставщика и производителя конвейерной ленты, вы надолго обеспечите качественный и беспрерывный процесс на вашем производстве.
Конвейерные механизмы получили весьма широкое распространение, устанавливаются для транспортировки грузов и изделий на определенное расстояние. При этом конвейерная лента может стать площадкой, на которой проводится обработка изделия. Выделяют три основных способа соединения конвейерных лент, все они характеризуются своими определенными особенностями. Работа по стыковке изделий часто проводится в случае появления механического дефекта или при добавлении секций при увеличении протяженности конвейера.
-






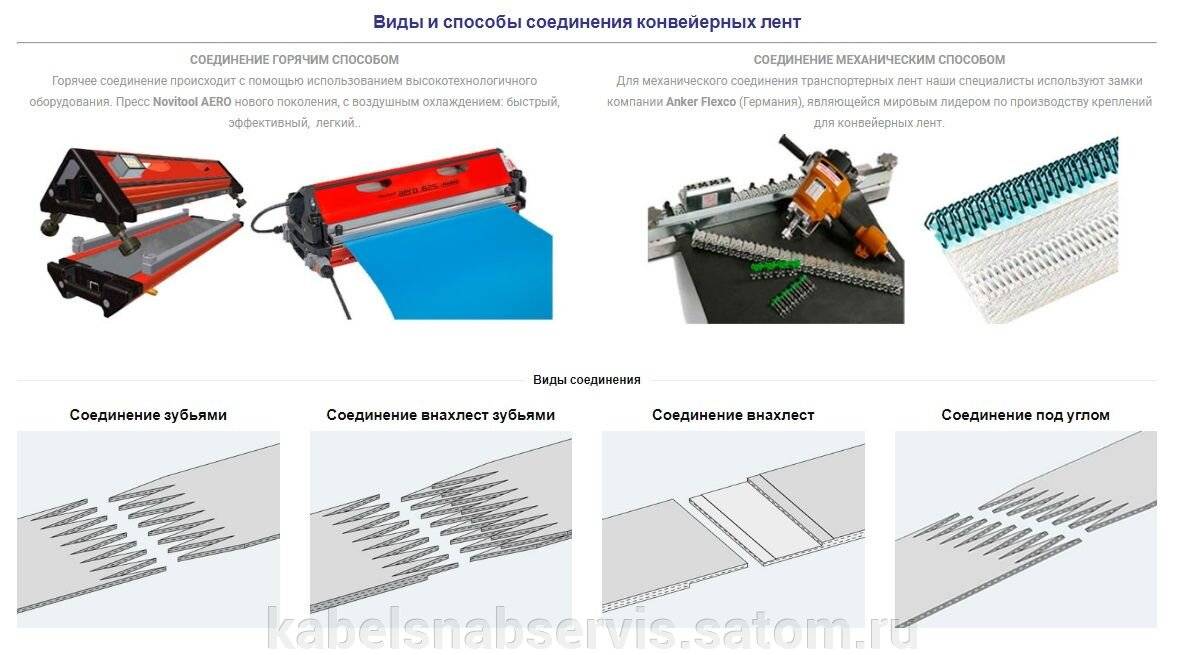
Виды соединения
В отличие от бесконечных конвейерных лент, износ отдельных звеньев всегда устанавливается визуальным путём, что позволяет обслуживающим бригадам оперативно завершить ремонт во время запланированного простоя транспортёра.
Преимущество механических соединений заключается также в возможности использования имеющихся лент. Например, неразумно использовать бесконечное сращивание изношенного звена, потому что старение и износ материала делают сращивание более уязвимым. В то же время механическое сращивание не влияет на прочность крепления.
Крепёж конвейерной ленты может быть шарнирным или разделяемым. Эта функция позволяет устанавливать/заменять ленту без необходимости разбирать всю конвейерную систему или снимать ленту с рамы транспортёра, что значительно экономит время. Такой способ позволяет легко очищать компоненты конвейера, просто удаляя шарнирный штифт или разводя концы звена в стороны. После очистки сплошность стыка восстанавливается в полной мере.
Схемы стыковки и замены конвейерных лент
Стыковка конвейерных лент
Уже более 5-ти лет как шахта отказалась от применения тросовых конвейерных лент. Поэтому будем рассматривать только стыковку резинотканевых лент. Следует отметить, что к настоящему времени изобретено и опробовано достаточно много способов стыковки таких лент. Разберем только наиболее распространенные. С использованием холодной вулканизации, П-образных или крючкообразных скоб, а также способы, основанные на оснастке импортных производителей
Холодная вулканизация осуществляется с использованием самовулканизирующего клея типа Тип-Топ, который наносится несколько раз на предварительно обработанную поверхность концов лент (Рис 9 а). Недостаток такого способа – большая длительность времени, необходимого для полимеризации клея в соединении.
Стыковка с использованием П-образных скоб нашла широкое применение на шахте. Скобами из стальной оцинкованной мягкой проволоки Ø 4 мм стыкуются все ленты независимо от их ширины. В литературных источниках описывается стыковка лент с использованием скоб из проволоки Ø 2 мм (Рис 9 в). Этот рисунок должен рассматриваться работниками шахты, как пример, как нельзя выполнять такие соединения, так как расположение скоб по отношению к оси конвейера указано неверно. При указанном расположении скоб, на барабанах они изгибаются и через сравнительно короткий промежуток времени будут разрушены, и стык потеряет свою механическую прочность. Скобы необходимо располагать перпендикулярно.
Для условий шахты проволока Ø 2 мм слишком мала по диаметру и надлежащим образом не сможет сжать стыкуемые концы лент.
Следует сказать, что при прохождении первого приводного барабана возникающие динамические нагрузки гасятся в упругой верхней ветви ленты. Однако при прохождении стыка через второй барабан, приводимый от одного и того же редуктора, ситуация резко изменяется. Возникающие динамические нагрузки могут гасится только за счет проскальзывания ленты по одному из барабанов (это относится только к конвейерам 1Л 1000 и 1ЛТП 800К).
Отсюда следует, что срок службы стыков на конвейерах с разнесенными приводными барабанами, имеющими независимый привод, будет больше, чем на конвейерах с сочлененными барабанами. Этот вывод подтверждается эксплуатацией стыков до 6 месяцев на конвейерах 1Л 120.
Стыковка лент оснасткой, изготовленной импортными производителями.
Наиболее интересен опыт применения механических соединений конвейерных лент в США, где преимущественно используется технология стыковки фирмы Flexco. Шарнирные соединители выпускаются для лент прочностью от 600 до 2600 Н/мм.
На участковых выработках угольных шахт успешно применяются в основном пластинчатые шарнирные соединения Flexco при длине конвейеров до 2-х км и нагрузках на очистной забой от 6 до 20 тыс. т/сут. Следует сказать, что стыки при этом отрабатывают без ремонта одну две лавы.
При сокращении конвейера ленту не разрезают, а демонтируют соединительные стержни и высвободившиеся куски ленты с шарнирами складируют для повторного использования в следующей лаве. Демонтаж стыка производится по мере износа шарниров. Подобная технология обеспечивает значительную экономию дорогостоящей конвейерной ленты и сокращение эксплуатационных затрат и расходных материалов на перемонтаже стыков.
Следует сказать, что шарнирный соединитель FLEXCO уже появился у нас на шахте. Отзывы о его работе хорошие.
Механический шарнирный соединитель FLEXCO
| Область применения: Стыковка резинотканевых и поливинилхлоридных лент конвейеров на открытых и подземных угольных разработках, рудниках, ГОКах, карьерах стройматериалов, обогатительных фабриках, сталелитейных и деревообрабатывающих предприятиях, дорожных машин, питателей и т.п. | ||||||||
| Типо- размер со-единения | Прочность ленты, Н/мм | Толщина ленты, мм | Типо размер заклепки | MinØ барабана, мм | Материал соединения | Устойчивость* | ||
| абразивная | химическая | к коррозии | ||||||
| R2 | 600 | 5 – 6 | AA | 125 | сталь оцинков. сталь нержав. | Х Х | С Б » Х | Б Х |
| 6 – 8 | A | |||||||
| 7 – 10 | B | |||||||
| R5 | 800 | 6 – 8 | A | 230 | сталь оцинков. | Х | С | Б |
| 7 – 10 | B | сталь нержав. | Х | Б » Х | Х | |||
| 9 – 11 | C | сплав RustAlloy | Х | Х | Х | |||
| R5 ½ | 1250 | 8 – 9 | B | 300 | сталь оцинков. сплав RustAlloy | Х Х | С Х | Б Х |
| 9 – 10,5 | C | |||||||
| 10,5 – 12 | C/D | |||||||
| 11 – 13,5 | D | |||||||
| 13 — 15 | E | |||||||
| R6/R8 | 1600/2000 | 10 – 11 | C/D | 450 | сталь оцинков. сплав RustAlloy | Х Х | С Х | Б Х |
| 11 – 13 | D | |||||||
| 12 – 14 | E | |||||||
| 13,5 – 16 | F | |||||||
| 15 — 17 | G | |||||||
| RAR 6LP (низкий профиль) | 1600 | 14,5 – 16,5 | F | 450 | сплав RustAlloy | Х | Х | Х |
| 16 – 18 | G | |||||||
| RAR8 | 2600 | 10,5 – 11 | C/D | 450 | сплав RustAlloy | Х | Х | Х |
| 10,5 – 13 | D | |||||||
| 12 – 14 | E | |||||||
| 13,5 – 16 | F | |||||||
| 15 — 17 | G | |||||||
| 16-18 | H |
Х – хорошая, С – слабая, Б – благоприятная
О выборе конструктива конвейера. транспортера
Для решения многих задач при транспортировании следует изначально определиться с назначением конвейера, его прочностных свойств, веса полезного груза на конвейере, тип полезного груза (сыпучий, штучный и пр.), трассы конвейера (прямой наклонный ломаный изогнутый), наличие загрузочных бункеров, лотков, склизов и пр. Исходя из конструктива необходимо остановиться на оптимальном выборе рамы конвейера. Она может быть: сварная из металлопроката (уголок, профильная труба, двутавр и пр.), либо гнутая из листового материала- сталь нержавеющая, сталь конструкционная толщиной от 0,8 мм и толще в зависимости от необходимой жесткости.
Преимущества замкового метода стыковки
Есть и несколько значительных положительных качеств использования замков. Примером назовем следующее:
- Очень высокая прочность.
- Достаточная гибкость в месте соединения.
- Используемые детали могут прослужить в течение долгого периода.
Вышеприведенная информация указывает на то, что нередко проходит применение аналогичной технологии собственно из-за причины немалого количества положительных качеств.
Напоследок напомним, что собственными силами провести стыковку без особенного оборудования весьма не легко. Собственно поэтому рекомендуется доверять работу профессионалам, которые специализируются на проведении таких работ. Сложные инструменты, нужные для холодной или горячей пластификации, можно повстречать в продаже. Исключительно при правильном использовании можно достичь задач.







Если вы нашли погрешность, пожалуйста, выдилите фрагмент текста и нажмите Ctrl+Enter.
Как склеить транспортерную ленту
Процедура состыковки свободных концов конвейерной ленты изначально предполагает наличие опыта и квалификации у сотрудников, занятых на выполнении данной операции.
Стыковка ленты — очень трудоемкая операция, поэтому для выполнения данного действия потребуется несколько специалистов, понимающих, как правильно сшить транспортерную ленту
и в совершенстве владеющих необходимым инструментом.
Строгие требования к подбору персонала должны выполняться неукоснительно.
Такое отношение помогает избежать опасности возникновения травмы и простоев производства, связанных с возникновением брака в качестве стыкования ленты для транспортирующего оборудования
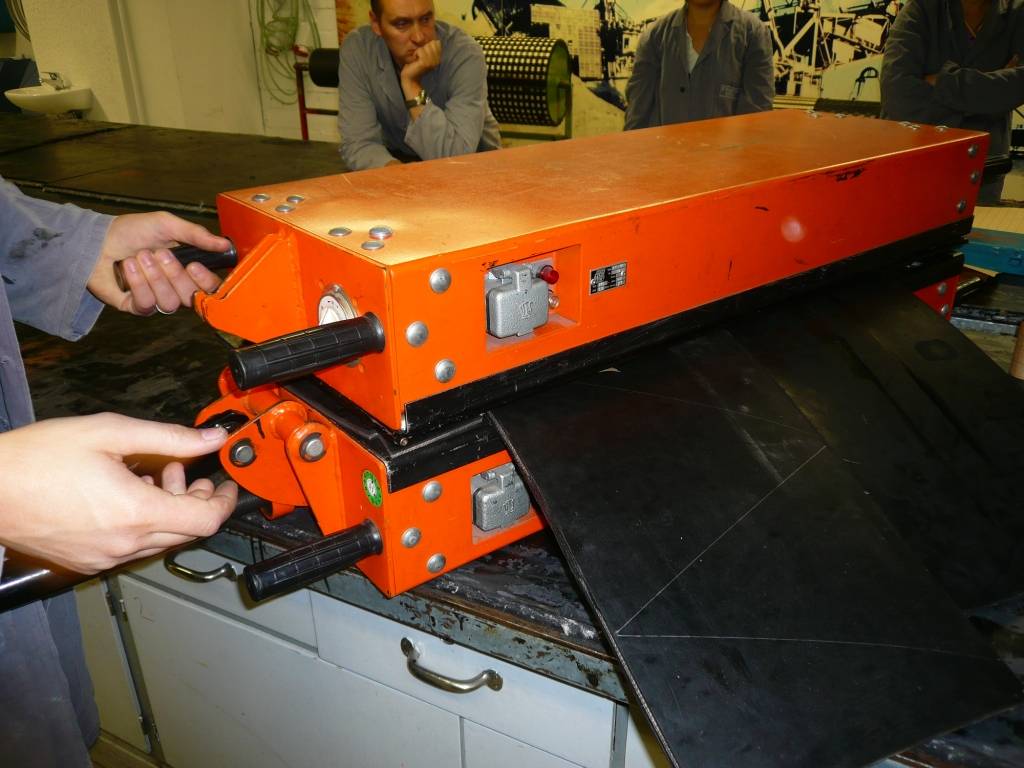
Механическая состыковка ленты конвейера
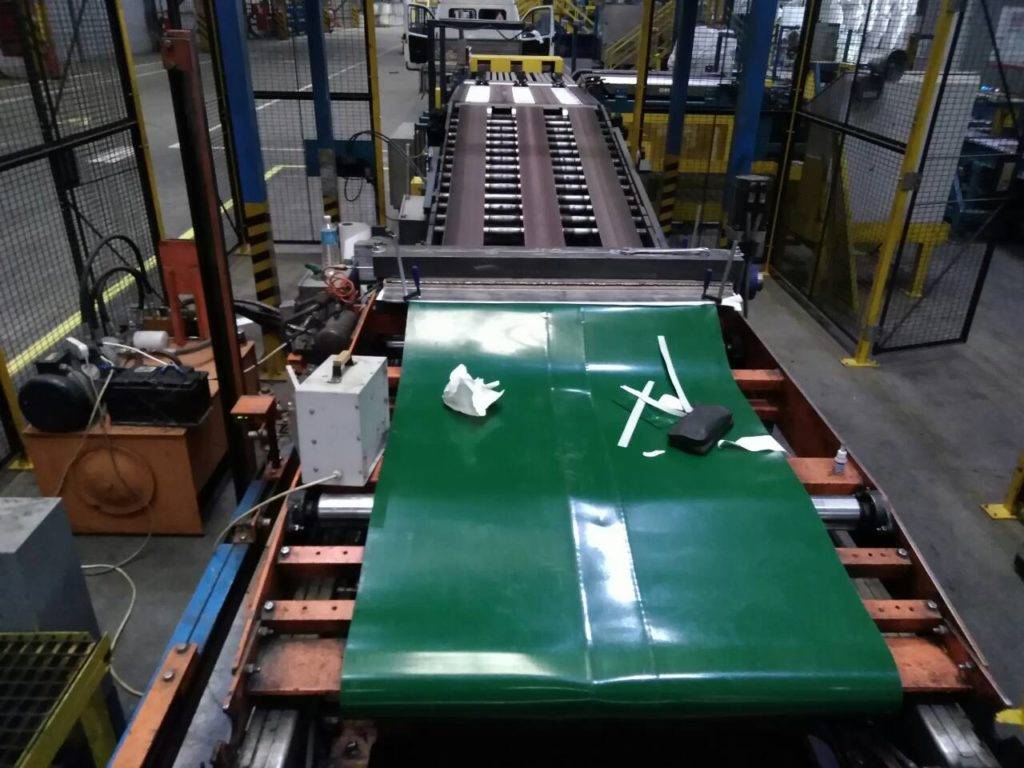
Предлагаемый метод позволяет соединять резинотканевые и ПВХ ленты, используемые для конвейерной доставки.
Применение данной технологии дает возможность минимизировать площадь стыка, что приводит к экономии на затратах при покупке ленты. Подготовительные работы и время операции занимает минимальное время.
Команда из двух профессиональных рабочих (которые знают, как сшить транспортерную ленту) справляется с поставленной задачей в течение 30 мин.
Для стыковки используется шарнирное соединение, которое является разъемным, что значительно упрощает монтажно-демонтажные работы, производимые с лентой. Такой способ стыковки не изменяет толщину.
Это позволяет ленте без проблем проходить сквозь очистные механизмы.
Использование механического способа соединения является практически не заменимым в аварийных ситуациях на ответственных производствах: металлургии, горной промышленности, строительстве.
Склеивание конвейерной ленты методом горячей вулканизации
Метод соединения транспортерной ленты при помощи горячей вулканизации является наиболее надежным из всех имеющихся в настоящее время. Применяется на производствах, которые используют теплостойкие или резинотросовые ленты для ленточных конвейеров.
Данный способ имеет следующие преимущества:
- повышенную прочность соединения;
- возможность проводить стыковочные работы при минусовых температурах окружающего воздуха;
- для выполнения работ применяются материалы с низкой стоимостью;
- допускается неточность при разделке ленты;
- есть возможность стыковать резинотросовые изделия.
Важно! Горячую вулканизацию транспортерных лент запрещено применять в следующих условиях:
- при повышенном содержании пыли в окружающей среде;
- влажности более 80%.
https://youtube.com/watch?v=2xiHUji3XY4
Существующие нормы безопасности, регламентирующие применение механических стыков
Эксплуатация механических стыковых соединений конвейерных лент на промышленных предприятиях, в подземных рудниках, угольных шахтах, в том числе опасных по газу и пыли, черной и цветной металлургии, должна соответствовать следующим нормативным документам:
– ПБ 05-618-03 «Правила безопасности в угольных шахтах» ;
– РД 03-423-01 «Нормы безопасности на конвейерные ленты для опасных производственных объектов и методы испытания» п. 1.1. Настоящие Нормы безопасности распространяются на конвейерные ленты, применяющиеся на опасных производственных объектах, подведомственных Ростехнадзору России, в том числе на угольных и сланцевых шахтах, рудных шахтах, открытых разработках угля и других горючих полезных ископаемых, на предприятиях по обогащению полезных ископаемых и предприятиях черной и цветной металлургии;
– п. 2.4. Разрывная прочность стыковых соединений конвейерных лент по отношению к разрывной (номинальной) прочности ленты должна быть не менее 50% – для механических соединений резинотканевых многопрокладочных лент .
Согласно РД-05-526-03 инструкции по безопасной перевозке людей ленточными конвейерами в подземных выработках угольных и сланцевых шахт:
– п. 5.3. «Стыковка лент должна производиться в соответствии с требованиями инструкций изготовителей конвейерных лент или изготовителей стыковочных материалов;
– допускается соединение тканевых лент участковых конвейеров при углах наклона выработки до 10° механическим способом (скобами) при условии обеспечения таким стыковым соединением прочности не менее 50% от фактической прочности ленты в режиме статического испытания;
– использование механического соединения лент, эксплуатируемых в выработках с углами наклона до 15°, допускается при условии обеспечения прочности соединения не менее 60% от фактической прочности ленты в режиме статического испытания.
Механические соединители должны быть допущены к применению Ростехнадзором России в установленном порядке» .
Компанией «СПК-Стык» было проведено более 30 испытаний на прочность стыкового соединения «Вулкан» на разных типах конвейерных лент в ОАО «НЦ ВостНИИ». Результаты проведенных испытаний подтвердили прочность стыкового соединения «Вулкан» свыше 60%, что соответствует условиям его применения на грузолюдских ленточных конвейерах.






На основании Федерального закона №116-ФЗ от 21.07.1997 г. (ред. от 31.12.2014) – Статья 7, п.2 – «Если техническим регламентом не установлена иная форма оценки соответствия технического устройства, применяемого на опасном производственном объекте, обязательным требованиям к такому техническому устройству, оно подлежит экспертизе промышленной безопасности: до начала применения на опасном производственном объекте …» .
Заключение промышленной безопасности на соединение «Вулкан» в ОАО «НЦ ВостНИИ» компанией «СПК-Стык» было получено трижды:
– №7-386 от 28.05.2007 г. (рег. №68-ИД-04600-2007) после разработки соединения, перед проведением промышленных испытаний;
– №485-В от 15.10.2007 г. (рег. №68-ИД-07035-2007) перед получением Разрешения Ростехнадзора;
– №840-В от 29.09.2010 г. (рег. №68-ТУ-26482-2010) перед повторным получением Разрешения Ростехнадзора.
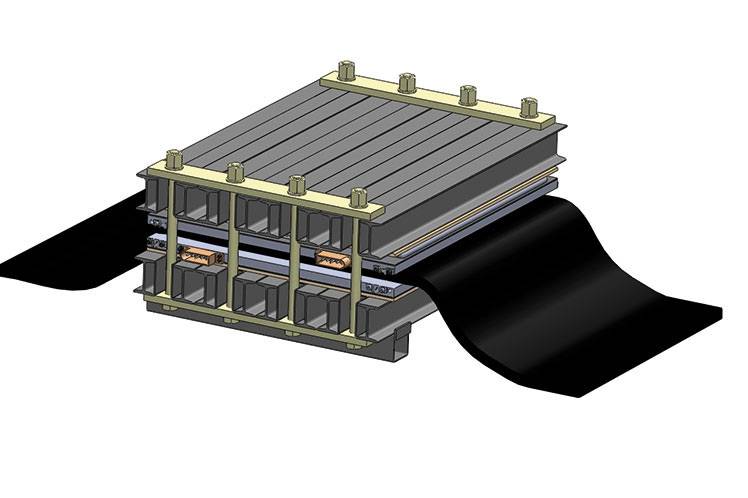
Преимущества использования вулканизатора для конвейерных лент
При горячей вулканизации необходим вулканизатор для конвейерных лент. Качественное и долговечное стыковое соединение транспортерной ленты, полученное с помощью вулканизатора, позволяет эксплуатировать оборудование в дальнейшем с максимальной нагрузкой и в самых тяжелых условиях. Такой результат обусловлен происходящими при вулканизации резины процессами, когда благодаря взаимодействию вулканизующего агента с каучуками молекулы объединяются в единую пространственную сетку.
Горячая вулканизация конвейерных лент может осуществляться как в стационарных условиях, так и на объекте, непосредственно на конвейере. Оперативное проведение работ позволит возобновить работу конвейера сразу после окончания работ по стыковке, а гарантированное качество сокращает общее количество остановок на обслуживание данного стыка.
Широкий спектр вулканизационного оборудования, предлагаемого нашей компанией, позволит выбрать вулканизатор для конвейерных лент, который будет идеально соответствовать вашим условиям эксплуатации и требованиям экономической эффективности. Мы поставляем машины для сращивания резинотканевых, резинотросовых, ПУ и ПВХ конвейерных лент лучших мировых производителей.
Важность качественной стыковки
Лента – одна из наиболее изнашиваемых частей любого конвейера – больше половины поломок транспортеров связано с выходом их строя именно рабочего полотна, на которое приходится большая часть нагрузки. Кроме того, рабочая поверхность подвержена дополнительным механическим воздействиям, природа которых напрямую зависит от производимых операций. К примеру, это может быть постепенное истирание при транспортировке стройматериалов или контакт с режущей кромкой при вырубке кондитерских изделий из листового теста.
Однако не только прочность самой конвейерной ленты влияет на бесперебойность работы линии, но и качество стыковки ее концов и профессионализм монтажника, выполнявшего работу.

![§ 26. выбор баз и приспособления к станкам [1968 орнис н.м. - основы механической обработки металлов]](https://lab-metr.ru/wp-content/uploads/6/f/6/6f6796e01a5358c83d0529e695fd1c74.jpeg)