Материалы электродов для контактной сварки
Одним из решающих факторов качества сварного шва, является прочность на разрыв. Это определяется температурой сварной точки и зависит от теплофизических свойств материала проводника.
Медь в чистом виде неэффективна, поскольку является очень пластичным металлом и не имеет необходимой упругости, чтобы между сварными циклами восстановиться в геометрической форме. Кроме того, себестоимость материала относительно высока, а при таких свойствах электроды требовали бы регулярной замены, что привело бы к удорожанию процесса.
Использование упрочненной меди также не увенчалось успехом, так как снижение температуры рекристаллизации приводит к тому, что с каждой следующей сварной точкой износ рабочей поверхности будет увеличиваться. В свою очередь, эффективными оказались сплавы меди с рядом других металлов. К примеру, кадмий, бериллий, магний и цинк добавили твердости сплаву во время нагрева. В то же время железо, никель, хром и кремний позволяют выдерживать частые тепловые нагрузки и сохранять темп работы.

Контактная сварки
Электропроводность меди составляет 0,0172 Ом*мм2/м. Чем меньше этот показатель, тем наиболее он подходит в качестве материала электродов для контактной сварки.
В случае, если нужно сварить элементы из разных металлов или деталей разной толщины, тогда электротеплопроводность электрода должна составить до 40% от данного свойства чистой меди. Однако если выполнить весь проводник из такого сплава, то он будет достаточно быстро нагреваться, поскольку имеет высокое сопротивление.
Используя технологию составных конструкций можно добиться ощутимой экономии средств. В таких конструкциях материалы, используемые в основании, подбирают с высоким показателем электропроводности, а наружную или сменную часть изготавливают из тепло и износостойких сплавов. Например, металлокерамические сплавы, состоящие на 44 % из меди и на 56 % из вольфрама. Электропроводность такого сплава составляет 60 % от электропроводности меди, что позволяет минимальными усилиями нагреть сварную точку.
В зависимости от условий работы и поставленных задач, сплавы делятся на:
- Тяжелые условия. Электроды, работающие при температуре до 500 оС, выполнены из сплавов бронз, хрома и циркония. Для сварки нержавейки используют сплавы бронз, легированных титаном и бериллием.
- Средняя нагрузка. Сваркустандартно углеродистых, медных и алюминиевых деталей, производят электродами из сплавов, в которых марка меди для электродов, способная работать при температуре до 300 оС.
- Легко нагруженные. Сплавы, в состав которых входит кадмиевая, хромистая и кремненикелевая бронзы, способны работать при температуре до 200 оС
Классификация электродов для ручной дуговой сварки
Рассматривая различные виды электродов для ручной дуговой сварки, следует уделить внимание тому, что различные обмазки могут стабилизировать образующуюся дугу во время горения. Все виды покрытия стержня имеют свои особенности, которые следует учитывать, рассматривая типы электродов для ручной дуговой сварки. Одни и те же марки могут изготавливаться различными производителями
Стоит учитывать, что качество расходного материала может существенно отличаться
Одни и те же марки могут изготавливаться различными производителями. Стоит учитывать, что качество расходного материала может существенно отличаться.
Предназначение электродов может быть самым различным. По этому критерию проводится следующая классификация электродов ручной дуговой сварки:
- Довольно большое распространение получили легированные металлы, так как за счет добавления различных химических веществ существенно улучшаются эксплуатационные характеристики. Некоторые химические вещества могут существенно повысить теплоустойчивость металла. Для подобных сплавов применяются электроды, которые в маркировке имеют букву «Т».
- Для сваривания сталей, которые имеют низкую концентрацию примесей, применяют варианты исполнения, при маркировке которого применяется буква «У». Кроме этого, подобные электроды для ручной дуговой сварки подходят соединения металлов со средней концентрацией углерода. Достигаемое значение сопротивления на разрыв составляет 600 МПа.
- Конструкционные стали также получили весьма широкое распространение. В их составе также встречаются легирующие элементы. Сопротивление на разрыв в этом случае составляет 600 МПа.
- В некоторых случаях может проводиться напайка металла на поверхность. Металл может обладать исключительными эксплуатационными качествами. Для этого случая подходит вариант исполнения, при обозначении которого применяется буква «Н».
- В продаже встречаются электроды, предназначенные для сталей с высокой концентрацией легирующих элементов.
- В отдельную группу отводят стали, которые обладают высокими пластичными свойствами. Работать с подобным материалом достаточно сложно, поэтому стали выпускать электроды по алюминию или другим подобным сплавам. В маркировке указывается буква «А».
Виды электродов для сварки
Диаметры электродов для ручной дуговой сварки могут существенно отличаться, что связано с особенностями проводимой работы. Классификация проводится также по толщине создаваемого покрытия. Выделяют следующие виды электродов:
- С тонким покрытием. При обозначении применяется буква «М». Как правило, в этом случае поверхностный слой около 20% (показатель берут от общего значения диаметра).
- Со средней толщиной покрытия. При обозначении указывается буква «С». В этом случае наносится слой, толщина которого составляет 45% от диаметра применяемого стержня при изготовлении.
- Толстое покрытие составляет 80% от диаметра, в маркировке указывается буква «Д».
- Есть и особо толстые варианты исполнения, при обозначении которых указывается буква «Г». В этом случае толщина более 80%.
Не стоит забывать о том, что электроды могут иметь ограничения по применению и относительно положения во время проведения работ. Примером можно назвать то, что некоторые вещества обладают повышенной текучестью, и проводить работы у потолочной поверхности будет сложно. Для того чтобы можно было быстро определить предназначение электродов для ручной дуговой сварки применяется определенная схема маркировки:
- 1 – варианты исполнения, которые можно использовать практически в любом положении. Это связано с тем, что применяемая обмазка сохраняет свою форму и не слишком текучая.
- 2 – можно использовать практически во всех положениях, за исключением работы при вертикальном расположении применяемого инструмента.
- 3 – эти электроды предназначены для горизонтального и вертикального применения, исключается потолочное положение
- 4 – электроды для ручной дуговой сварки, которые могут применяться только в горизонтальном положении.
Разные марки электродов для сварки
Стоит учитывать, что в разных странах применяются различные стандарты маркировки. В продаже встречаются электроды для ручной дуговой сварки отечественных и зарубежных производителей, классификация которых может существенно отличаться.
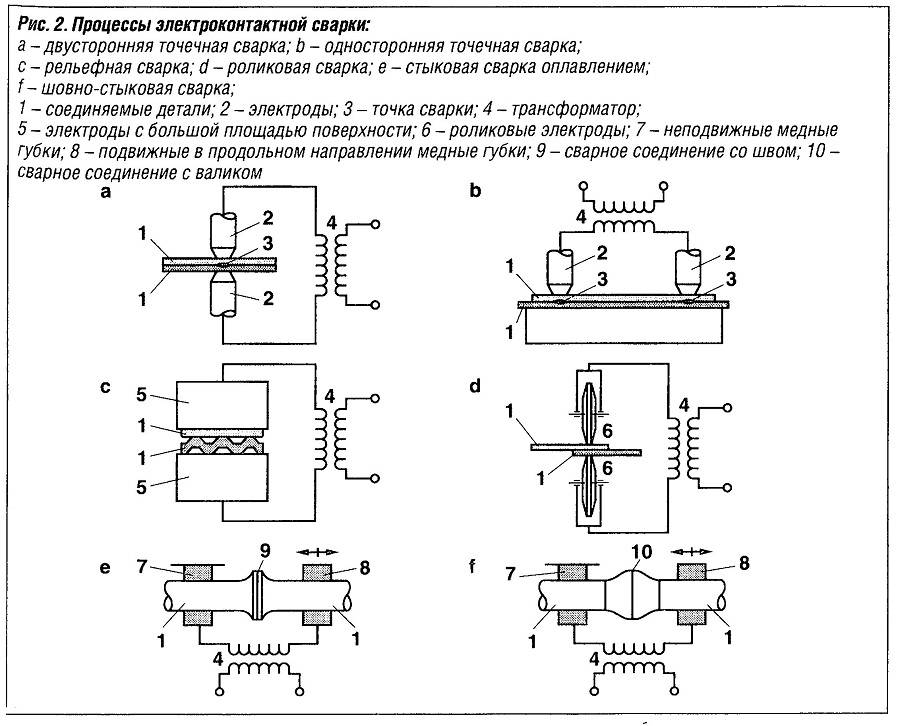
1 Принципы конструирования и сборки контактной сварки
Контактная сварка, своими руками собранная, может быть использована для решения довольно широкого спектра задач несерийного и непромышленного характера по ремонту и изготовлению изделий, механизмов, оборудования из различных металлов как в домашних условиях, так и в небольших мастерских.
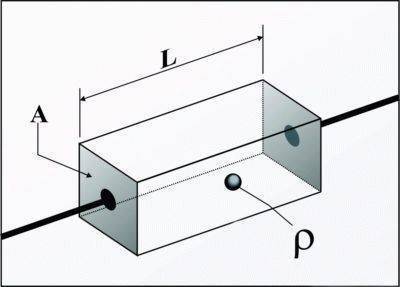
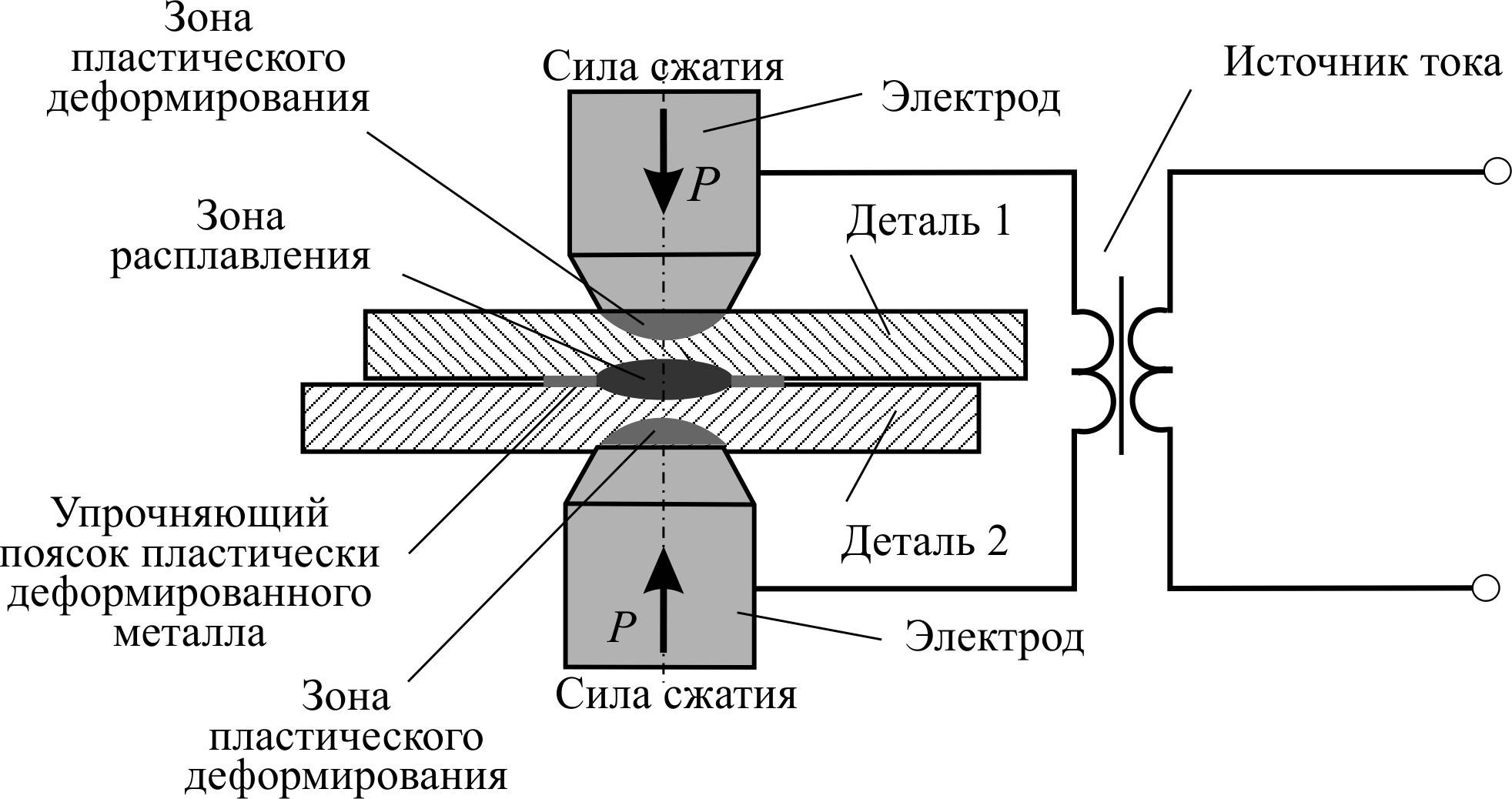
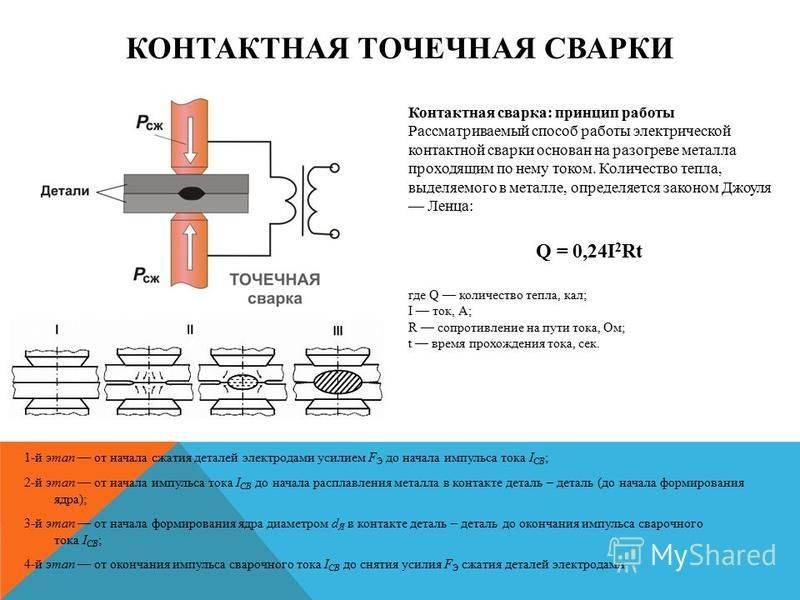
Контактная сварка обеспечивает создание сварного соединения деталей за счет нагрева области их соприкосновения проходящим через них электрическим током при одновременном приложении сжимающего усилия к зоне соединения. В зависимости от материала (его теплопроводности) и геометрических размеров деталей, а также мощности используемого для их сваривания оборудования процесс контактной сварки должен протекать при следующих параметрах:
- низкое напряжение в силовой сварочной цепи – 1–10 В;
- за малое время – от 0,01 секунды до нескольких;
- большой ток сварочного импульса – чаще всего от 1000 А либо выше;
- маленькая зона расплавления;
- сжимающее усилие, прилагаемое к месту сварки, должно быть значительным – десятки–сотни килограмм.
Соблюдение всех этих характеристик напрямую влияет на качество получаемого сварного соединения. Самостоятельно можно изготовить только устройства для точечной сварки, как на видео. Проще всего собрать аппарат переменного сварочного тока с нерегулируемой силой. В нем управление процессом соединения деталей осуществляется за счет изменения продолжительности подаваемого электрического импульса. Для этого используют реле времени либо справляются с этой задачей вручную “на глазок” с помощью выключателя.
Самодельная точечная контактная сварка не очень сложна в изготовлении, а для выполнения ее основного узла – сварочного трансформатора – можно подобрать трансформаторы от старых микроволновок, телевизоров, ЛАТРов, инверторов и тому подобного. Обмотки подходящего трансформатора надо будет перемотать в соответствии с необходимым напряжением и сварочным током на его выходе.
Схему управления подбирают готовую или разрабатывают, а все остальные комплектующие и, в частности, для контактно-сварочного механизма берут, исходя из мощности и параметров сварочного трансформатора. Контактно-сварочный механизм изготавливают в соответствии с характером предстоящих сварочных работ по какой-либо из известных схем. Обычно делают сварочные клещи.
Все электрические соединения должны быть выполнены качественно и иметь хороший контакт. А соединения с использованием проводов – из проводников с сечением, соответствующим протекающему по ним току (как показано на видео). Особенно это касается силовой части – между трансформатором и электродами клещей. При плохих контактах цепи последних в местах соединений будут большие потери энергии, возможно возникновение искрения, а сваривание может стать невозможным.
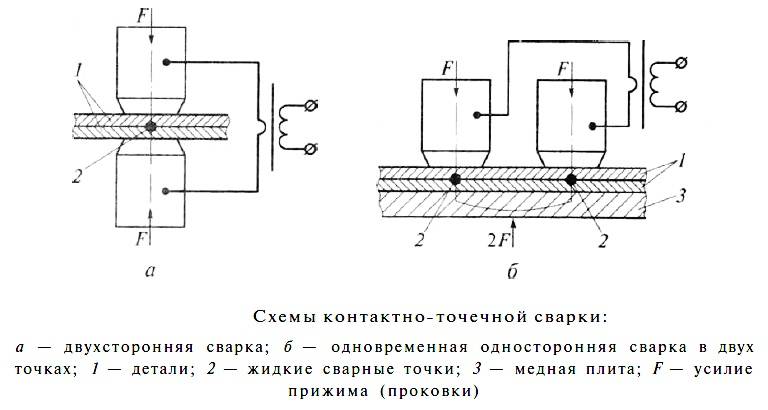
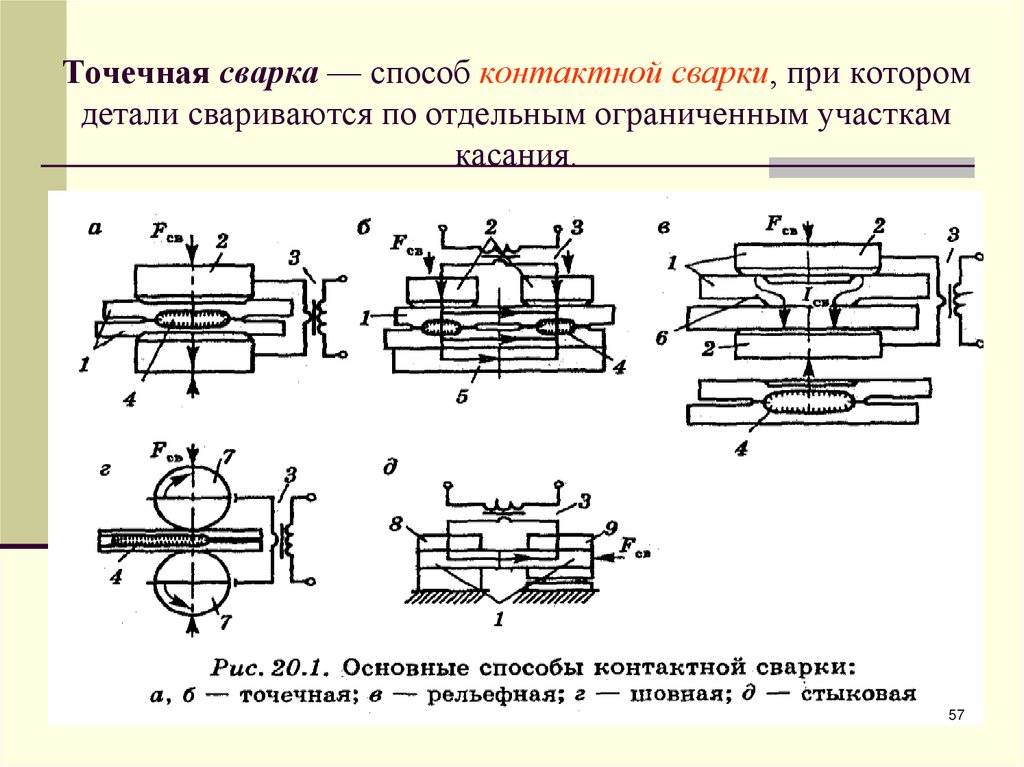
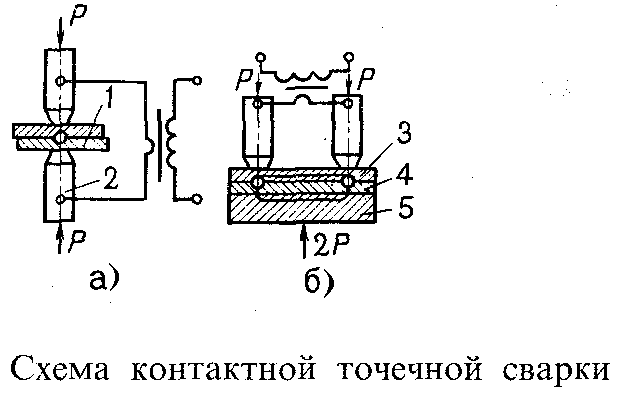
Режимы точечной сварки
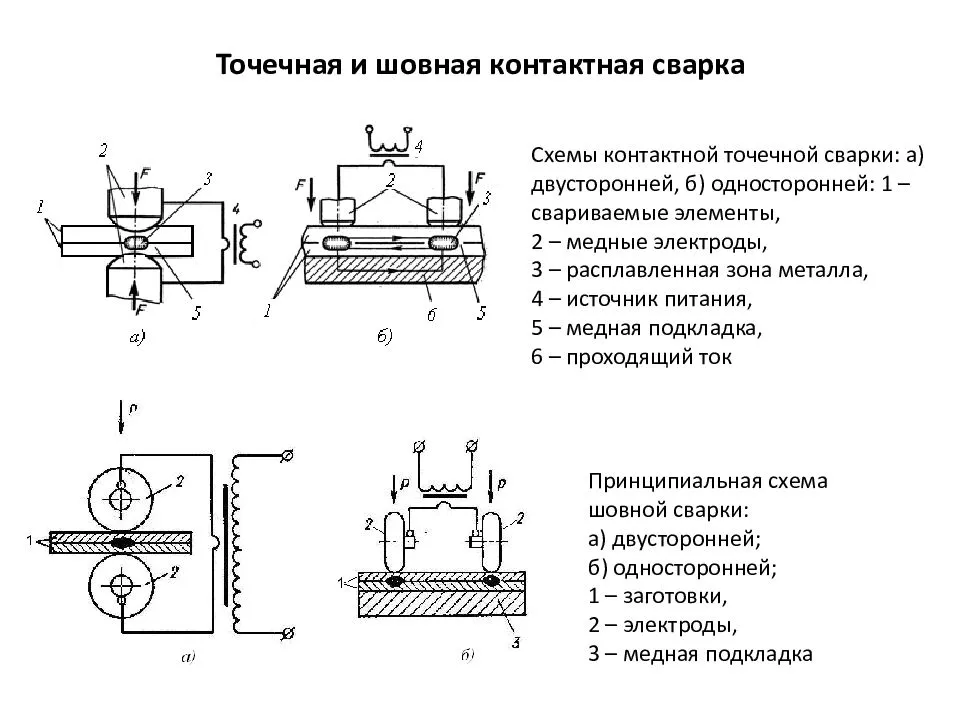
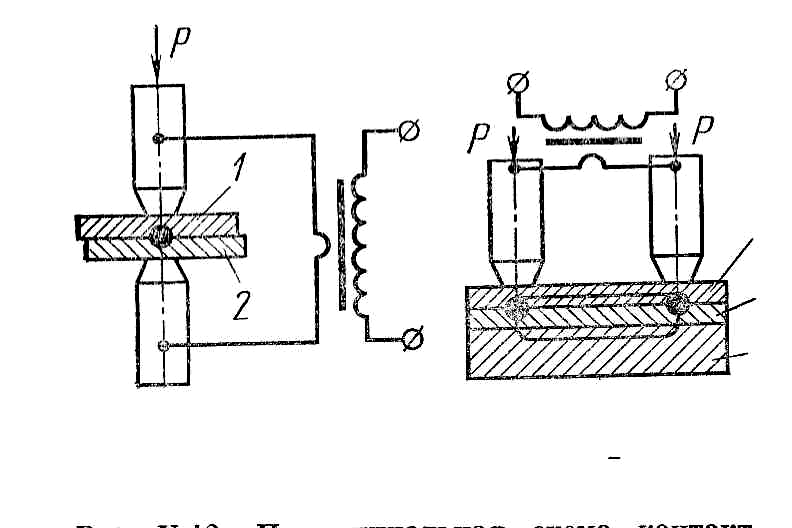
Основными параметрами режима точечной сварки являются: сварочный ток I (или плотность тока I длительность действия импульсов тока t; усилие сжатия или давления электродов Р; диаметр плоской контактной поверхности электрода dэ (см. рис. XIII.5, в, г) или радиус закругления R сферической поверхности электрода диаметром Dэ.
В табл. XIII.10 даны размеры контактных частей электродов для точечной сварки деталей толщиной до 5 мм.
При расплавлении ядра точки жидкий металл удерживается от вытекания слоями, нагретыми до температуры пластического состояния. Чрезмерная выдержка под током может привести к перегреву ядра, образованию внутреннего или внешнего выплеска металла и продавливанию электродами наружных слоев детали, что приведет к снижению прочности соединения.
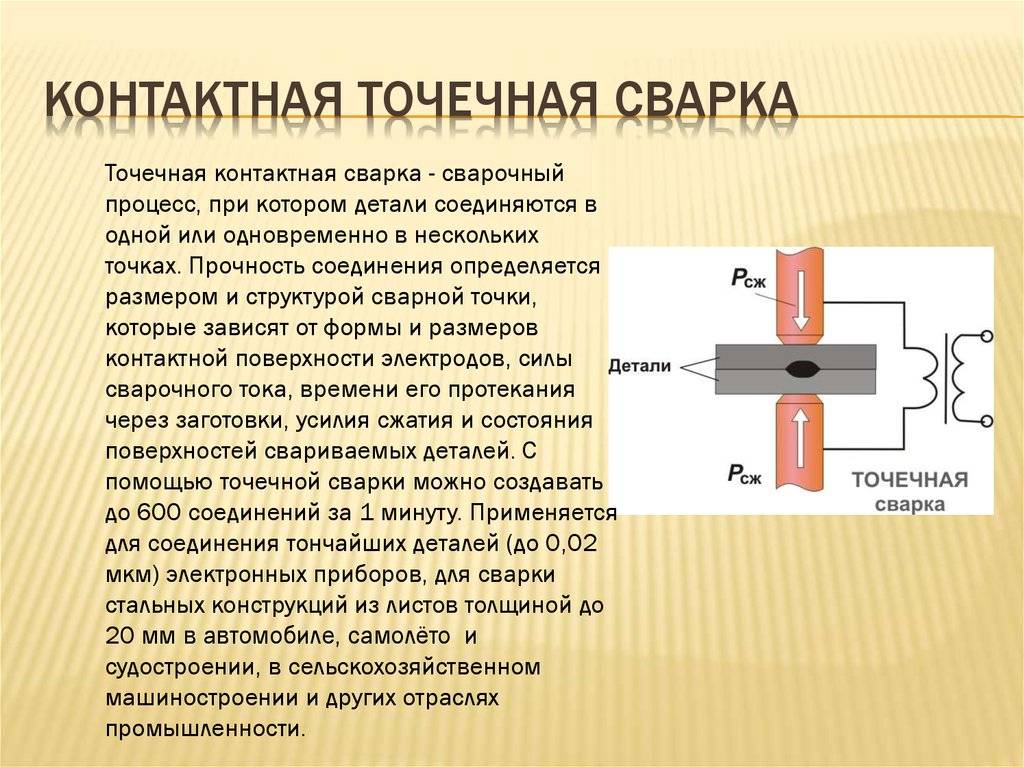
В ответственных конструкциях (изделиях) рекомендуется одновременно сваривать не более двух деталей. При этом их толщины не должны отличаться более чем в 3 раза.
Точечной контактной сваркой можно одновременно сваривать несколько деталей, однако с увеличением числа деталей качество сварного соединения снижается. Во всех таблицах режимов точечной сварки, кроме оговоренных случаев (см. табл. XIII.14), предусматривается соединение двух деталей.
В табл. XIII.11 приведены данные о точечной сварке низкоуглеродистой стали двумя режимами (средним и форсированным).


В табл. XIII.12—XIII.14 сведены данные о режимах (средних) точечной сварки углеродистых сталей, в табл. XIII.15 — точечной сварки алюминиевых сплавов.
Малышев Б.Д. Сварка и резка в промышленном строительстве т.1. -M. 1989
См. также: Контактная сварка, Требования к сварным конструкциям при точечной и шовной сварке, Контроль качества соединений точечной и шовной сварки, Промышленное применение точечной и шовной сварки, Механизация и автоматизация точечной и шовной сварки
Как подготовить поверхность
Существуют многочисленные технологии, с помощью которых можно поддавать обработке поверхности перед контактной сваркой. К ним относятся:
- Зачистка от значительных загрязнений;
- Проведение обезжиривания;
- Снятие оксидных пленок;
- Сушка;
- Пассирование и нейтрализация.
Порядок действий и выбор технологии зависят от видов используемых заготовок.
В целом до начала сварок поверхности должны:
- Обеспечить незначительный уровень сопротивления между деталями и электродами.
- Свариваемые элементы должны быть гладкими, выпуклости и впадины отсутствуют.
- Обеспечить равное сопротивление по всей длине контактов.
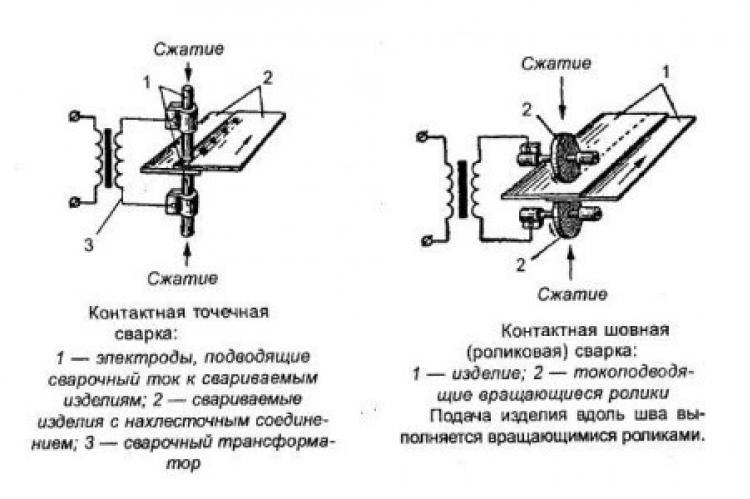
Машины
Контактная сварка является достаточно универсальным способом создания неразъемных соединений металлических изделий. С ее помощью можно даже осуществлять наплавку металла электродной проволоки на детали ответственных агрегатов, используя импульсные электрические разряды. Основным признаком классификации оборудования для контактной сварки является разновидность выполняемых соединений, согласно которой контактные агрегаты подразделяют следующим образом:
- для точечной КС;
- для шовно-стыковой сварки (в основном тонкостенных труб);
- для стыковой сварки;
- для шовной и
- рельефной КС.
Машины для КС должны выполнять следующие функции:
- обеспечения требуемого давления прижатия свариваемых заготовок;
- формирования тока достаточной силы, необходимой для реализации данного вида КС;
- точного дозирования времени воздействия электрода на заготовки.
Для реализации этих требований установки для КС оснащаются двумя взаимосвязанными функциональными системами:
- электрической, «ответственной» за протекание тока необходимой силы, частоты и амплитуды, заданной длительности протекания;
- механической, составленной из конструктивных элементов, формирующих условия сжатия, перемещения, осадки свариваемых деталей.
Машины КС являются высокотехнологичным оборудованием заводского исполнения. К ним прилагаются пошаговые технические инструкции с подробным описанием выполняемых приемов сварки в зависимости от того, какой тип заготовок подлежит сварке. В настоящее время многим домашним умельцам удается собирать своими руками устройства для выполнения КС в бытовых условиях.
микроволновки
Широкую популярность приобрели инверторные споттеры (от англ. spot – точка, пятно, место), используемые для односторонней точечной КС в рихтовочных автомобильных работах.
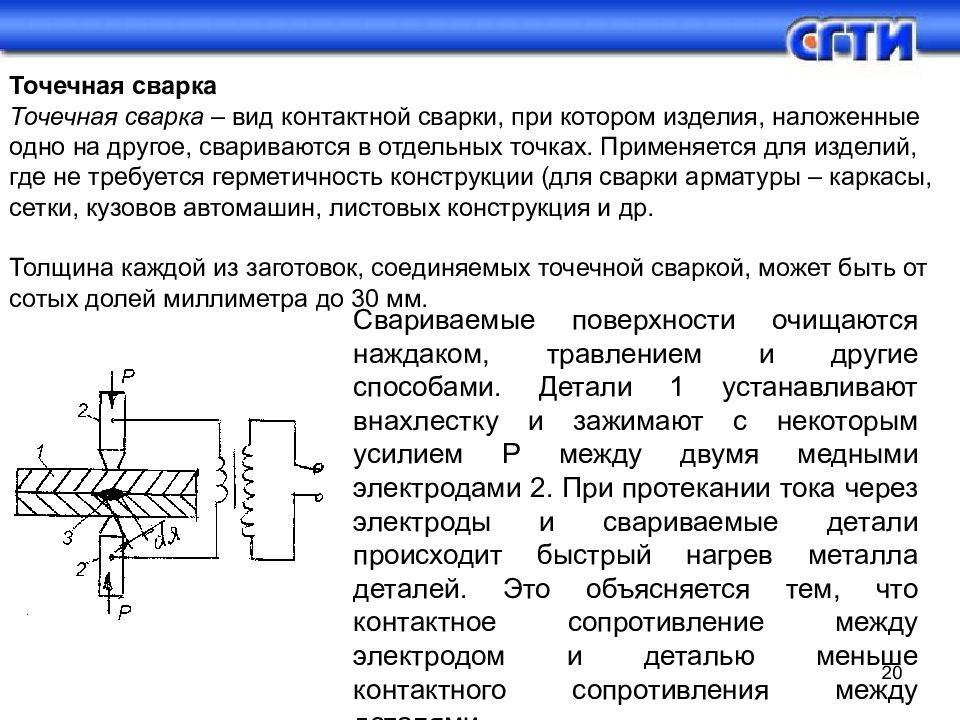
Дефекты и причины их возникновения при точечной сварке
Непровар полный или частичный
Непровар полный или частичный, недостаточные размеры литого ядра. Возможные причины: мал сварочный ток, слишком велико усилие сжатия, изношена рабочая поверхность электродов. Недостаточность сварочного тока может вызываться не только его малым значением во вторичном контуре машины, но и касанием электрода вертикальных стенок профиля или слишком близким расстоянием между сварными точками, приводящим к большому шунтирующему току.
Дефект обнаруживается внешним осмотром, приподниманием кромки деталей пробойником, ультразвуковыми и радиационными приборами для контроля качества сварки.
Образование трещин при точечной сварке
Наружные трещины. Причины: слишком большой сварочный ток, недостаточная сила сжатия, отсутствие усилия проковки, загрязненная поверхность деталей и электродов, приводящая к увеличению контактного сопротивления деталей и нарушению температурного режима сварки.
Дефект можно обнаружить невооруженным глазом или с помощью лупы. Эффективна капиллярная диагностика.
Разрывы у кромок нахлестки
Причина этого дефекта обычно одна — сварная точка расположена слишком близко от края детали (недостаточна нахлестка).
Обнаруживается внешним осмотром — через лупу или невооруженным глазом.
Глубокие вмятины от электрода
Возможные причины: слишком малый размер (диаметр или радиус) рабочей части электрода, чрезмерно большое ковочное усилие, неправильно установленные электроды, слишком большие размеры литой зоны. Последнее может являться следствием превышения сварочного тока или длительности импульса.
Определяется внешним осмотром.
Внутренний выплеск (выход расплавленного металла в зазор между деталями)
Причины: превышены допустимые значения тока или длительности сварочного импульса — образовалась слишком большая зона расплавленного металла. Мало усилие сжатия — не создался надежный уплотняющий пояс вокруг ядра или образовалась воздушная раковина в ядре, вызвавшая вытекание расплавленного металла в зазор. Неправильно (несоосно или с перекосом) установлены электроды.
Определяется методами ультразвукового или рентгенографического контроля или внешним осмотром (из-за выплеска может образоваться зазор между деталями).
Наружный выплеск (выход металла на поверхность детали)
Возможные причины: включение токового импульса при несжатых электродах, слишком большое значение сварочного тока или продолжительности импульса, недостаточное усилие сжатия, перекос электродов относительно деталей, загрязнение поверхности металла. Две последние причины приводят к неравномерной плотности тока и расплавлению поверхности детали.
Определяется внешним осмотром.
Внутренние трещины и раковины
Внутренние трещины и раковины
Причины: слишком велики ток или продолжительность импульса. Загрязнена поверхность электродов или деталей. Мала сила сжатия. Отсутствует, опаздывает или недостаточно ковочное усилие.
Усадочные раковины могут возникать во время охлаждения и кристаллизации металла. Чтобы воспрепятствовать их возникновению, необходимо повышать силу сжатия и применять проковывающее сжатие в момент охлаждения ядра. Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Смещение литого ядра или его неправильная форма
Возможные причины: неправильно установлены электроды, не очищена поверхность деталей.
Дефекты обнаруживаются методами рентгенографического или ультразвукового контроля.
Прожог
Причины: наличие зазора в собранных деталях, загрязнение поверхности деталей или электродов, отсутствие или малое усилие сжатия электродов во время токового импульса. Во избежание прожогов ток должен подаваться только после приложения полного усилия сжатия. Определяется внешним осмотром.
Исправление дефектов точной сварки
Способ исправления дефектов зависит от их характера. Самым простым является повторная точечная сварка металлов. Дефектное место рекомендуется вырезать или высверлить.
При невозможности сварки (из-за нежелательности или недопустимости нагрева детали), вместо дефектной сварной точки можно поставить заклепку, высверлив место сварки. Применяются и другие способы исправления — зачистка поверхности в случае наружных выплесков, термическая обработка для снятия напряжений, правка и проковка при деформации всего изделия.




Не каждая конструкция аппаратов точечной сварки позволяет их использовать в бытовых целях. Точечная сварка металлов имеет ограничение по толщине металлов, а также мощности потребляемого электричества из бытовой сети. В следующей статье я расскажу об оборудовании для аргонодуговой сварки.
РЕКОМЕНДУЮ ЕЩЁ ПОЧИТАТЬ:
Оборудование для точечной и шовной контактной сварки
Современное оборудование для точечной и шовной контактной сварки – это комплекс
элементов для решения технологических задач. В состав оборудования входит сама
сварочная машина, средства механизации и автоматизации процессов сварки и систему
управления всеми этими устройствами.
Схема машины для точечной сварки показана на рисунке выше. В составе машины
две основные части. Первая – это механическая с элементами конструкции, которые
обеспечивают жёсткость и прочность машины (корпус, кронштейн и т.п.) и приводами
для передачи усилия и перемещения деталей. Вторая часть электрическая, в составе
которой имеется источник сварочного тока (сварочный трансформатор, выпрямитель,
аккумуляторы тока – батареи конденсаторов, инверторы – преобразователи частоты
и т.д.) и вторичный контур с токоподводами – консолями, электродержателями и
электродами.
Средства механизации и автоматизации представляют собой приспособления к универсальным
машинам или устройства, обеспечивающие подготовку изделия к сварке, сборку,
прихватку, установку, перемещение и съём узла.
Система управления необходима для задания программы работы (режимов сварки,
очерёдности выполнения операций, контроля и автоматической регулировки параметров
технологического цикла, сбора и обработки информации о состоянии оборудования
и качества изделия).
Классификация сварочных машин
Сварочные машины для контактной роликовой и шовно сварки производят в разных
странах, но их все можно классифицировать по различным признакам:
1. По способу сварки. Различают машины для точечной, рельефной и шовной сварки.
2. По назначению. Бывают универсальные машины (общего назначения) и специализированные
(обычно, по типу узла или сортамента).
3. По способу установки. Различают стационарные и передвижные машины.
4. По роду питания. Существуют машины переменного тока, машины низкочастотные
и постоянного тока, конденсаторные машины.
5. По виду привода усилия. Машины могут быть рычажные, пружинные, пневматические,
гидравлические, электромеханические и др.
6. По степени автоматизации. Машины бывают неавтоматические, полуавтоматические
и автоматические.
Электроды сварочных машин
Электроды сварочных машин – это весьма важный элемент, ведь именно от их стойкости
зависит производительность точеной и, особенно, шовной контактной сварки. Основные
требования к материалам электродов изложены в ГОСТ 14111. Для сварки алюминиевых
сплавов и подобных материалов это, прежде всего, тепло- и электропроводность.
Среди предъявляемых требований также сопротивление пластическим деформациям
при температуре 300-500°C (для сварки жаропрочных сталей).
Для изготовления электродов применяют такие материалы, как медные сплавы. В
качестве электродных вставок применяют чистые тугоплавкие металлы – молибден
и вольфрам. Отдельную группу представляют материалы, упрочнённые частицами оксидов
(Al2O3, CrO3), карбидов и нитридов, обладающих высокой жаростойкостью и электропроводностью.
Для сварки медных сплавов и сплавов алюминия применяют электродные материалы
с высокой электропроводностью, для сварки жаропрочных сплавов – с высокой твёрдостью
при больших температурах (около 500°C).
Механизация и автоматизация шовной и точечной контактной сварки
Сварочные машины для точечной и шовной контактной сварки обеспечивают почти
полную автоматизацию процесса. Для уменьшения длительности вспомогательных операций
и повышения производительности всего процесса используют различные механизированные
приспособления, машины-автоматы, автоматические линии и промышленные роботы.
К сборочно-сварочным приспособлениям относятся кондукторы, стапели, сборочные
стенды, на которых выполняют сборку, прихватку и сварку изделий. На практике
также нашли широкое применение поддерживающие (выравнивающие) приспособления,
при помощи которых можно сориентировать свариваемый узел относительно электродов
или роликов сварочной машины. Примерная схема подобного приспособления показана
на рисунке.
Автоматические линии востребованы в автомобилестроении, при производстве сельскохозяйственной
техники, в вагоностроении, в электронике, при производстве трубных заготовок
и в других областях при массовом производстве.
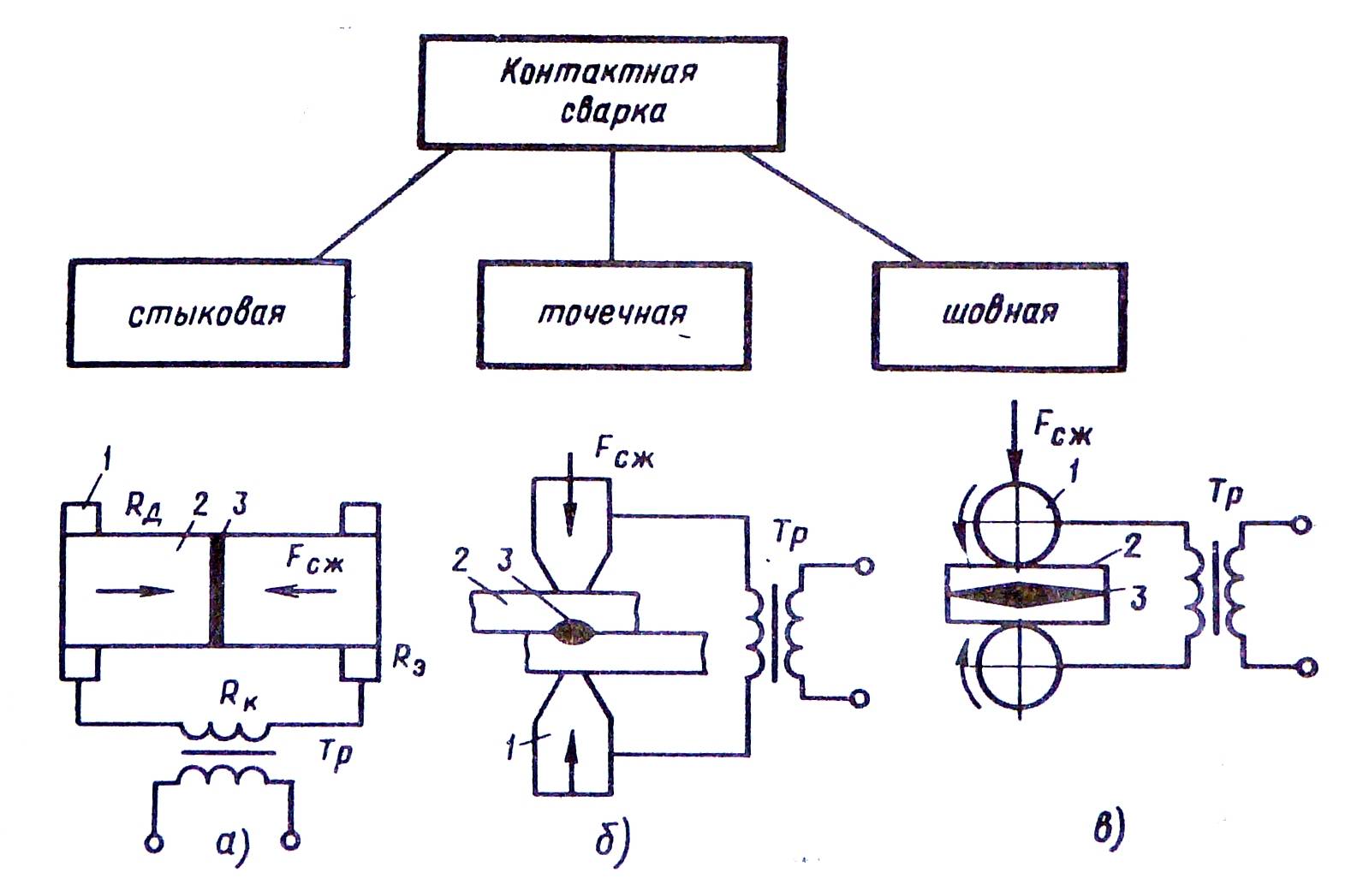
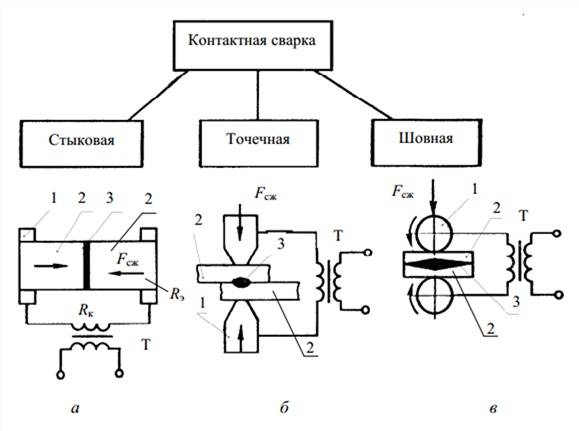
Стыковая
Стыковой сваркой называется способ КС, характеризующийся соединением свариваемых изделий по всей площади их контакта. По стыковой методике свариваются изделия стержневого типа, прутки, проволока, полосы, трубы, прокат сложного профиля.
На рис. ниже приведена схема контактной стыковой сварки.
В производственной практике применяются два вида стыковой КС:
- Стыковая сварка сопротивлением, выполняемая в следующей последовательности:
- заготовки плотно прижимаются друг к другу свариваемыми поверхностями;
- через сжатые заготовки пропускается электрический ток;
- после разогрева стыкуемых поверхностей до возникновения пластического состояния детали осаживаются с одновременным отключением подачи тока.
Сварку сопротивлением используют для деталей небольшого размера (площадью сечения не более 200 кв. мм) и простым сечением в форме круга или квадрата.
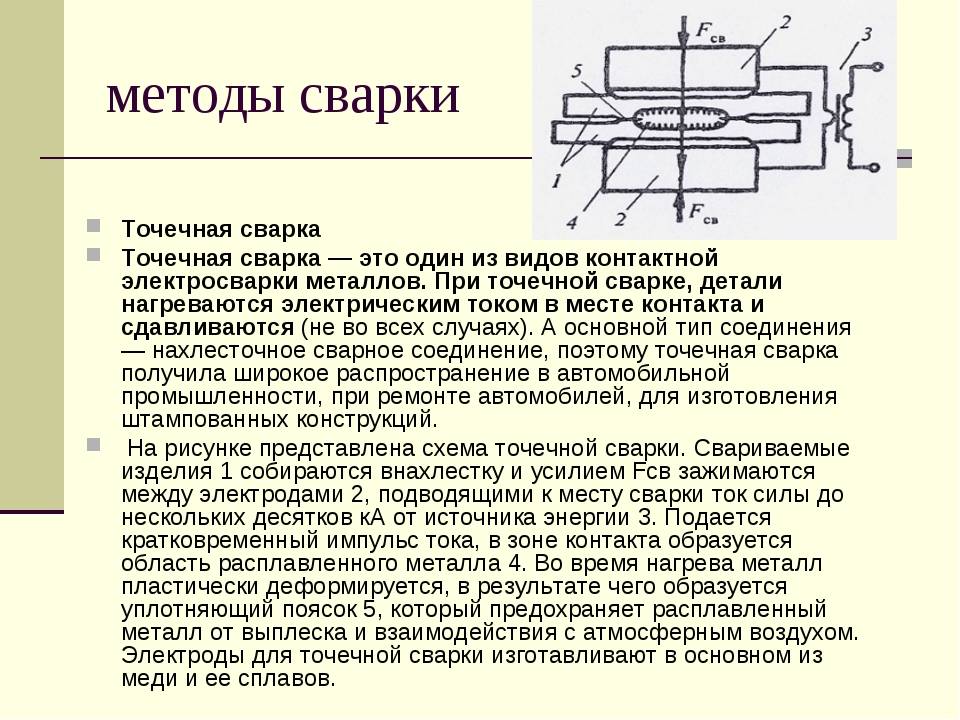
- Стыковая сварка оплавлением, при выполнении которой свариваемые детали сближаются при включенном источнике сварочного тока. В этом случае соприкосновение поверхностей происходит через микроконтакты, суммарная площадь которых по факту много меньше номинальной расчетной площади сопряжения стыков. Из-за этого сила тока, проходящего через микроконтакты, достаточно велика, чтобы практически мгновенно оплавлять металл микроконтактов с созданием жидких перемычек. Нагрев стыков заготовок сопровождается непрерывным образованием и разрушением контактов-перемычек, в результате чего на стыках возникают сплошные слои расплавленного металла. После осадки с повышенной скоростью сближения торцы деталей смыкаются, а основная часть жидкого металла выдавливается из сварочной зоны и после остывания и кристаллизации образует утолщение, называемое гратом.
Сварку оплавлением используют для деталей площадью сечения до 100 000 кв. мм различной конфигурации сечения.
Режимы осуществления технологии
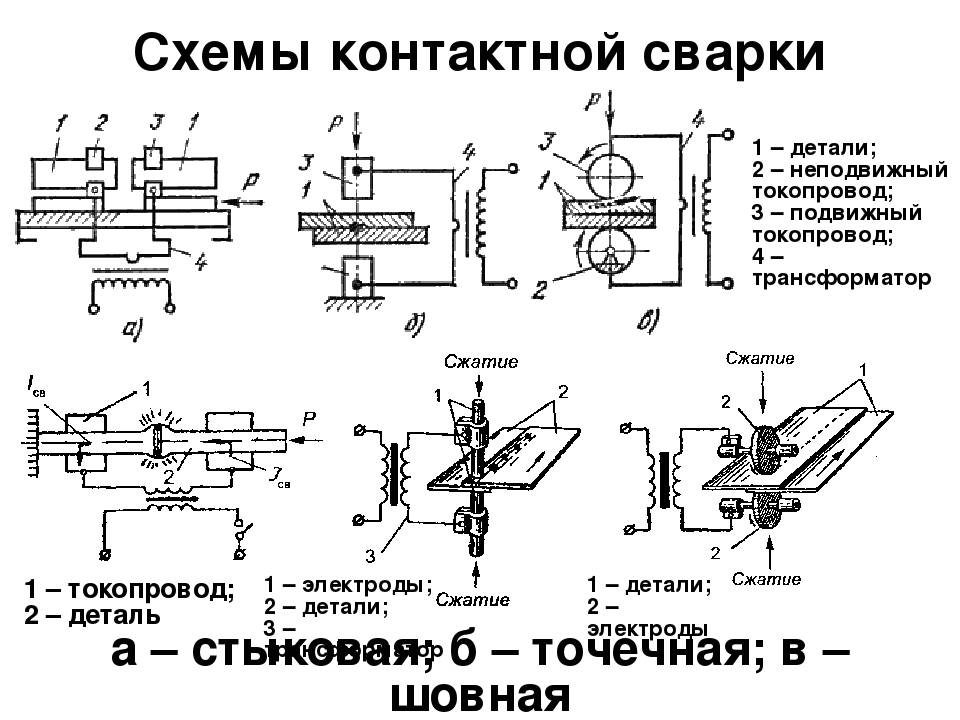
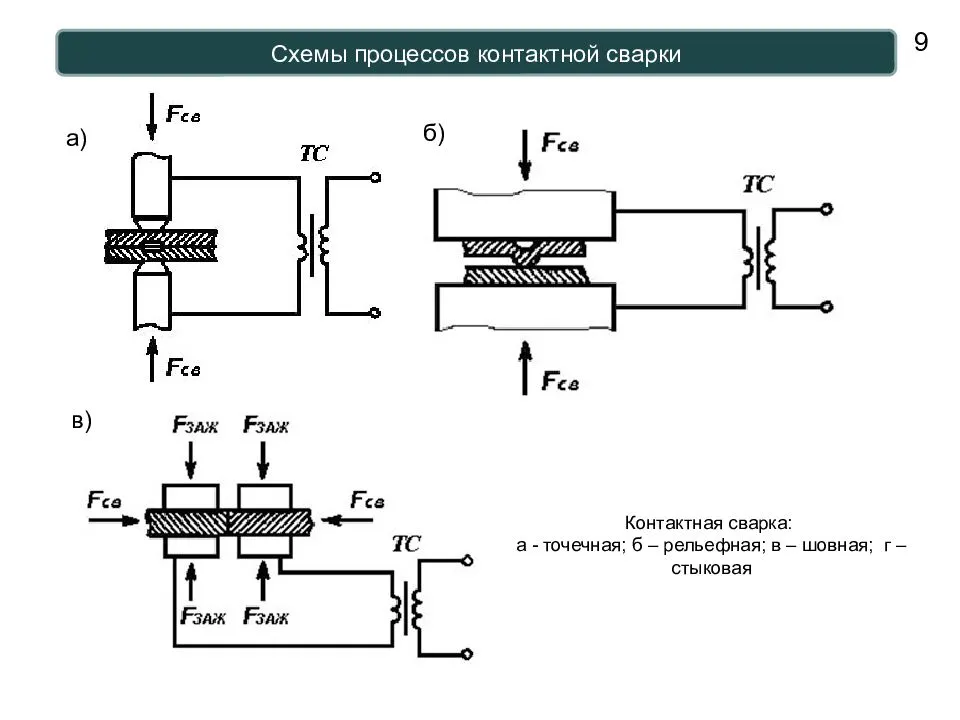
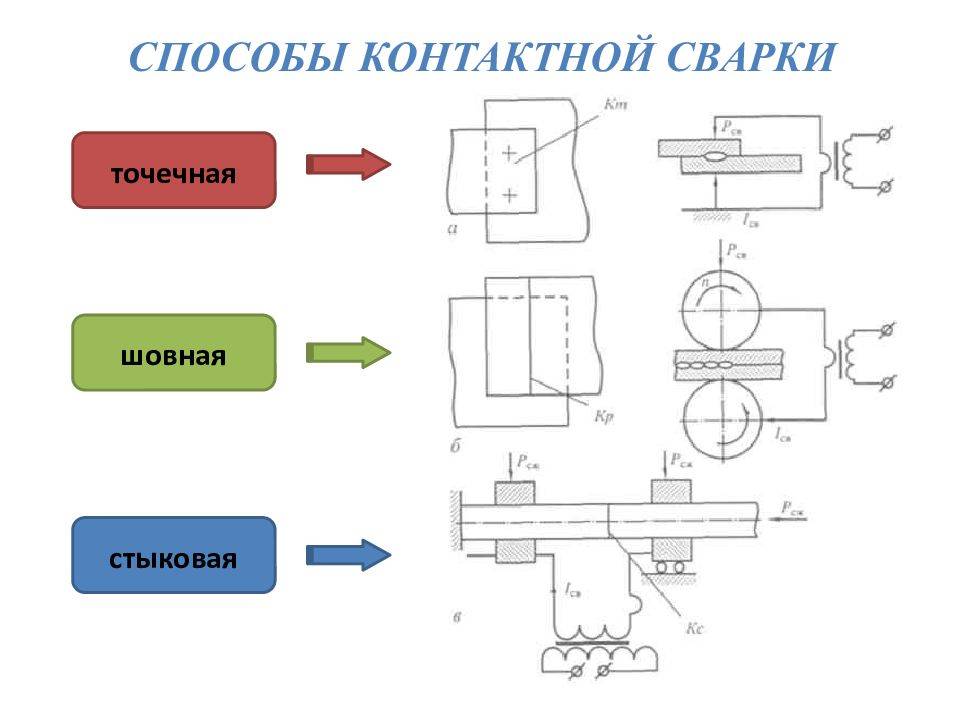
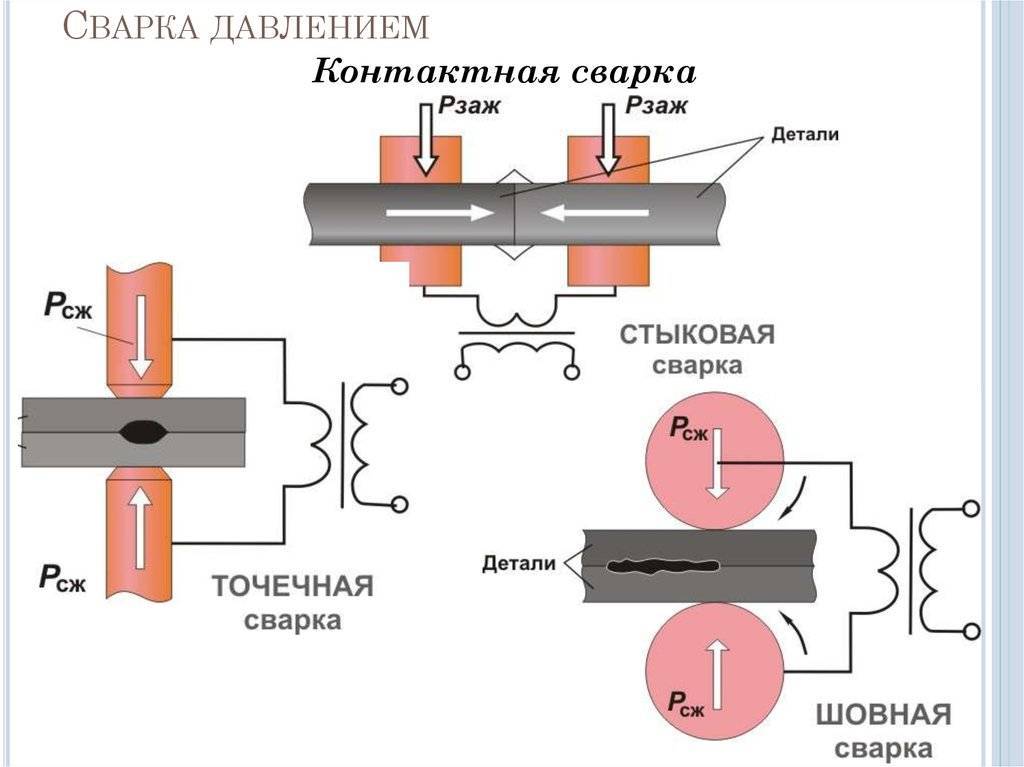
В зависимости от особенностей изготавливаемой металлоконструкции, подбирается актуальный способ контактной сварки.
Каждый конкретный случай необходимо рассматривать отдельно:
- для соединения двух деталей в одно изделие по всей площади поверхности подойдет стыковая сварка сопротивлением;
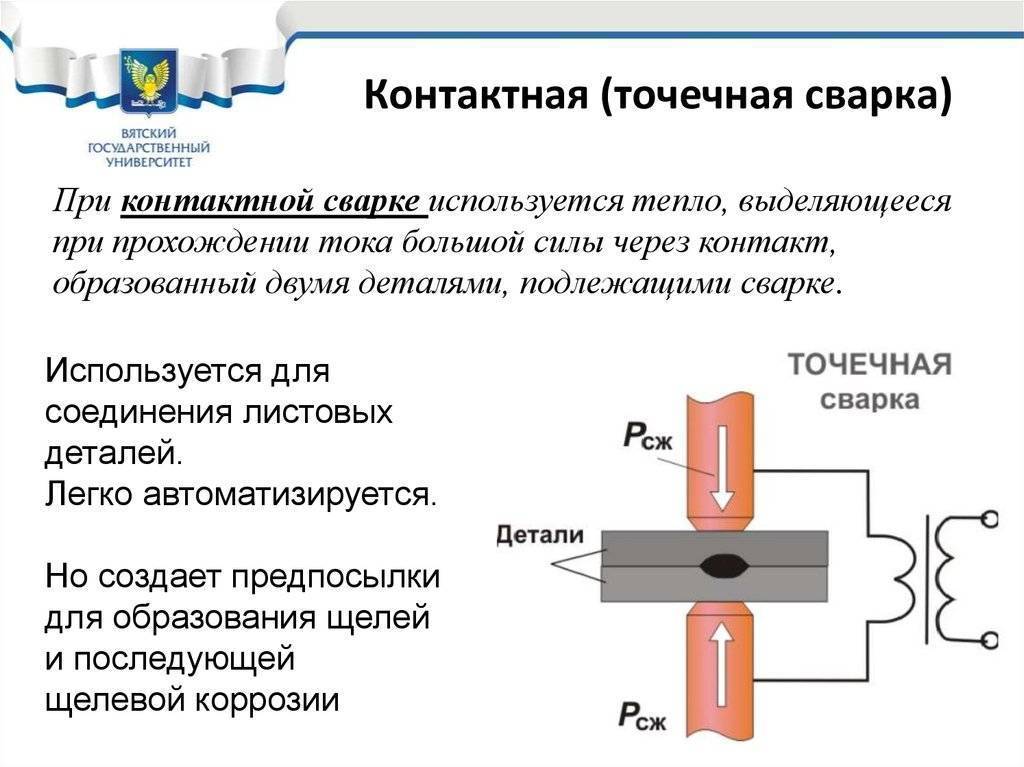
- для сваривания металлических изделий в отдельных точках применяется точечный способ;
- для соединения деталей из металла по заранее имеющемуся рельефу шва подойдет шовный способ.
Также важное задание для сварщика ‒ контроль сварочного оборудования при работе с металлоконструкциями. Крайне важно анализировать соответствие выбранных параметров агрегата требованиям к выполнению данной операции
Контактная шовная сварка.
Важно подобрать правильный режим сварки:
- Мягкий режим.
Применяется при умеренной силе тока и плотности на электрод до 100 а/мм2. Характеризуется более продолжительным сварным процессом, плавным нагревом металлических поверхностей, низкой мощностью. Но при этом сварщик может уменьшить мощность сварного агрегата, потребляемую от электросети, что позволит в целом снизить нагрузку на сеть. - Жесткий режим.
Используется для сталей высокой прочности при большом давлении при плотности до 300 а/мм2 и отличается повышенным уровнем мощности, высокой загрузкой электросети, повышенной стоимостью. К достоинствам жесткого режима относят незначительную продолжительность сварочных работ и высокую производительность труда.
Мягкий режим актуален для сталей с высоким содержанием углерода, а также легированных сталей.
Важно! При выполнении контактной точечной сварки необходимо соблюдать технологию, выбранный режим и обеспечить мастера актуальными условиями, иначе сварные швы могут получиться низкокачественными. Могут возникнуть различные дефекты, наиболее опасный из которых ‒ непровар точки с полным отсутствием литого ядра или крохотными его размерами
Важно не только знать, как сделать точечную сварку, но и понимать, как повысить прочностные характеристики изготовленной конструкции после окончания работы. Для этого требуется осуществить термообработку металлического изделия
Нагрев металла при контактном методе соединения деталей из металла с применением высокого опуска или пропускания электротока непосредственно после окончания работы позволит устранить внутреннее напряжение, образующееся в процессе работы.
Также качественно выполненная термообработка созданного сварного шва поможет улучшить структуру соединения и уничтожить опасный мартенсит, что в целом увеличит срок службы металлоконструкции в несколько раз.
Требуемое оборудование и электроды
Точечные сварочные агрегаты подразделяют на 2 группы:
- стационарные;
- переносные.
Агрегаты переносного типа отличаются небольшими габаритами и малым весом. Их чаще используют для возведения крупногабаритных металлоконструкций и кузовного ремонта. С помощью такой сварки можно соединять детали толщиной до 5 мм.
Стационарное оборудование используется на производственных предприятиях для изготовления металлических изделий, которые мастер может держать в руках. При серийном производстве с их помощью быстро создаются однотипные соединения. Такие установки достаточно тяжелые и занимают много места, но наличие мощного источника питания позволяет спаивать заготовки толщиной до 8 мм.
Выполнение работ по сварке всегда начинается с подготовки оборудования.
Характеристика используемых электродов для сварных точечных соединений:
- повышенная температурная стойкость – более 600º;
- высокая плотность материала, позволяющая удерживать форму при сжатиях до 6 кг/мм²;
- повышенная электро- и теплопроводность без потери импульсного тока.