Несоответствия между американской и российской метрической системами
В настоящее время пролювий с американской гравировкой КМ7 не соответствует российским стандартам. В России долгое время используют метрический штекель с конусом №80. Иногда оказывается, что использовать американский конус использовать неудобно – его длина не соответствует стандартам станка.
По этой причине пришлось удалить его толстую часть, и в настоящее время имеется девять размеров с более укороченным креплением. Хвостовая часть конуса Морзе за №80 может изготавливаться с различными вариациями. Но принцип их использования остается на высоком уровне и не требует особой спецподготовки.
КМ – это горнитос Морзе, который спроектирован компанией Кеннаметал. И в настоящее время является одним из наиболее часто используемых креплений инструмента. Такое положение дел является следствием длительного периода использования именно данного пролювия, ибо диапазон размеров в высшей степени зависит от того, насколько эффективно используется инструмент.
Очевидно одно: конус Морзе является сегодня наиболее часто используемым креплением для самых разных составляющих.
Republished by Blog Post Promoter
Конус 7:24

Широко распространённый инструментальный конус, в основном, для станков с ЧПУ с автоматической сменой инструмента. Цель разработки — устранение недостатков конуса Морзе (самозаклинивание конуса в шпинделе, малая площадь осевого упора, большая длина, сложность автоматической фиксации конуса в шпинделе, отсутствие зацепов для автоматической смены инструмента).
Существует ряд национальных и международных стандартов на этот конус, отличающихся базовой размерностью (дюймовая или метрическая), вспомогательными элементами (фланцы, штревели, каналы подачи СОЖ) и обозначениями. Конуса, изготовленные по разным стандартам, не всегда взаимозаменяемы.
- ISO -конусы. Международные стандарты ISO 297:1988 (конструктивная разновидность для ручной смены инструмента), ISO 7388 (конструктивные разновидности для автоматизированной смены инструмента).
- Новые российские стандарты: ГОСТ 25827-2014 — конструкции конусов, фланцев и резьб хвостовиков. Парный к нему ГОСТ ИСО 7388-3-2014 — конструкции штревелей. Практически дубликат ISO 297 и ISO 7388.
- Все еще могут быть актуальны советские и старые российские стандарты: ГОСТ 15945-82 — основные размеры конусов и парный к нему ГОСТ 19860-93 — допуски.
- ГОСТ 25827-93 — конструкции конусов, фланцев и хвостовиков.
DV ,SK (от нем. Steilkegel). Немецкий вариант конуса. Стандарты DIN 2080, DIN 69871.
NMTB (от англ. National Machine Tool Builders Association),NST ,NT . Американский вариант конуса. Стандарт ANSI B5.18. Дюймовая размерность, конструктивно аналог ISO 297.
CAT ,CV (от англ. Caterpillar V-Flange). Американский вариант конуса. Стандарт ANSI B5.50. Дюймовая размерность, конструктивно аналог ISO 7388 вариант A.
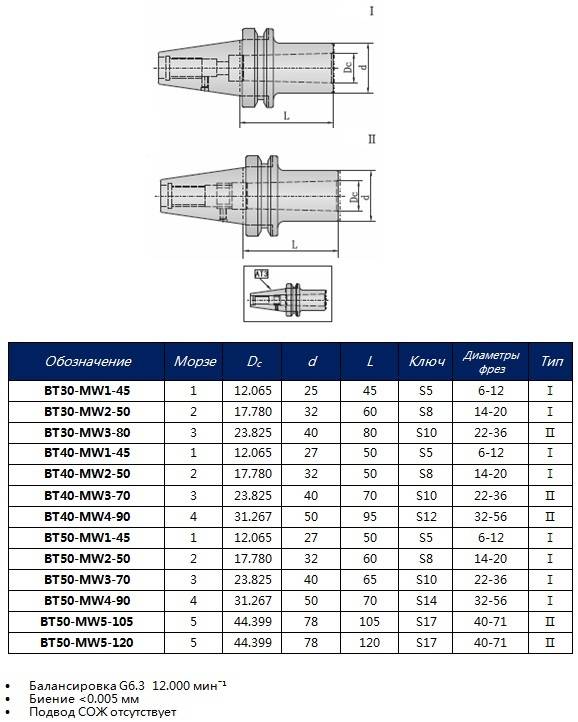
BT — японская разновидность конуса согласно стандарта JIS B6339 (JMTBA MAS-403 «BT»). Дюймовая размерность, конструктивно аналог ISO 7388 вариант J.
NFE 62540 — французский стандарт.
IS 2340 ,IS 11173 — индийские стандарты. Первый аналог ISO 297, второй ISO 7388.
Типоразмер конуса обозначается цифрой, существуют размеры от 10-го до 80-го с шагом 5. Например, ISO10, NMTB40, BT50. Для всех стандартов размер конусной части одинаков. Угол конуса 16°35’40″. В таблице размеров конусов D
обозначает базовый размер — наибольший диаметр конусного отверстия (гнезда),L обозначает глубину конусного отверстия. Эти значения также примерно соответствуют наибольшему диаметру конуса и его длине. Диаметр фланцаDF примерно одинаков у всех конструктивных разновидностей.
Конус с фланцем для автоматической смены инструмента
| Конус | D | L | Резьба | DF |
| 10 | 15,87 | 21,8 | ||
| 15 | 19,05 | 26,9 | ||
| 25 | 25,40 | 39,8 | ||
| 30 | 31,75 | 49,2 | M12 | 50 |
| 35 | 38,10 | 57,2 | ||
| 40 | 44,45 | 65,6 | M16 | 63 |
| 45 | 57,15 | 84,8 | M20 | 80 |
| 50 | 69,85 | 103,7 | M24 | 97 |
| 55 | 88,90 | 132,0 | M24 | 130 |
| 60 | 107,95 | 163,7 | M30 | 156 |
| 65 | 133,35 | 200,0 | M36 | 195 |
| 70 | 165,10 | 247,5 | M36 | 230 |
| 75 | 203,20 | 305,8 | M40 | 280 |
| 80 | 254,00 | 390,8 | M40 | 350 |
Стандарты ISO и новый российский ГОСТ определяют несколько конструктивных разновидностей: одну для ручной смены инструмента и три разновидности для автоматической смены инструмента, обозначаемые буквами A
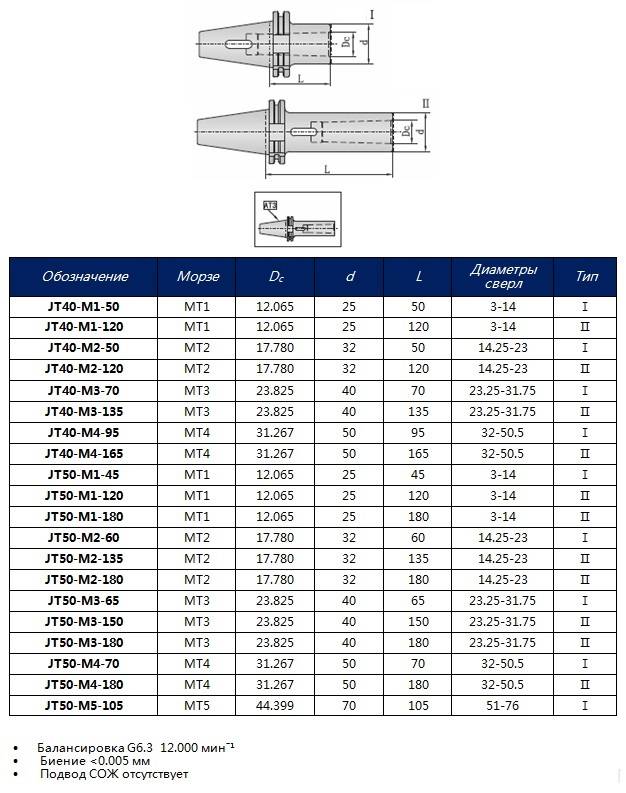
,U ,J . Каждой конструктивной разновидности соответствует свой фланец и штревель. Помимо того, стандарты регламентируют два метода подвода охлаждающей жидкости к инструменту: центральный через штревель (обозначается буквойD ) или боковой через фланец (буквойF ).
Старый ГОСТ 25827-93 определял три исполнения конусов. Исполнение 1 было аналогично ISO 297. Исполнение 2 было аналогично ISO 7388 вариант A. Исполнение 3 аналогов не имело. Стандарт не определял конструкций штревелей, только фланцев и резьб хвостовиков.
В настоящее время конуса обычно изготавливают со сменными штревелями, что улучшает совместимость оборудования разных стандартов.
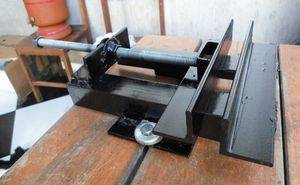
Использование широкого углового резца
Довольно простым способом, при помощи которого на токарном станке можно получить конусную поверхность, является использование углового резца. При его помощи можно создать конус небольшой длины, режущая кромка должна быть прямой. Угол конуса можно корректировать путем заточки кромки или установки его под определенным углом к заготовке.

Точение конуса резцом
Все вышеприведенные способы требуют наличия определенных навыков работы на токарном станке. В некоторых случаях, для крупносерийного производства, изготавливают специальные копиры. Для мелкосерийного производства подойдет способ, в котором используется линейка или поворот салазок токарного станка, смещение бабки.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
Конус 1:20
Метрические конусы инструментов. Отверстия в шпинделях станков.
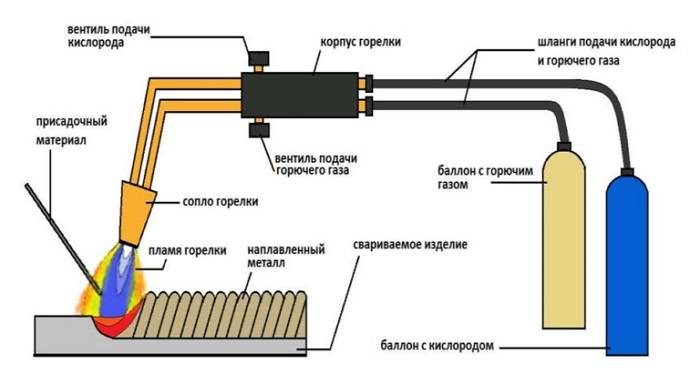
«Конус Морзе» был изобретен в 1864 году Стивеном А. Морзе, отчего и получил название своего изобретателя. Это такой хвостовик инструмента конической формы (к примеру, фреза, сверло) и соответственно отверстие конической формы подходящего размера, называемое гнездом, в задней бабке станка или же в шпинделе. Он предназначен для скорой замены инструмента с большой точностью центрирования и высокой надежностью
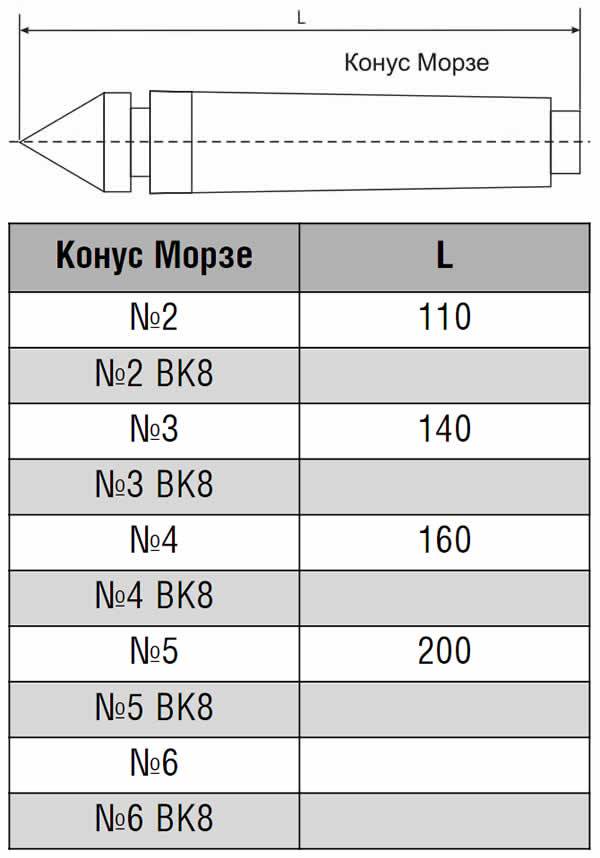
Есть разные конусы Морзе размерами КМ0 до КМ7. Они отличаются по своей конусности и исполнению. Обыкновенно используются метрические конуса МЕ4, МЕ6, а также большие метрические конуса МЕ100, МЕ80, МЕ160, МЕ120 и МЕ200. Размер КМ7 не рекомендуется в России. Производятся несколько вариантов исполнений хвостовика конуса. Он может быть с резьбой, с лапкой или вообще без них.
Конус Морзе чаще всего применяется в металлорежушем инструменте и станках для быстрого и точно-центрированного крепления инструмента: сверл, фрез, зенковок, т.п. Для этого хвостовик инструмента изготавливается конусообразной формы, всталяется в соотвествующее по диаметру и конусности отверстие на станке.
Конусы бывают восьми размеров, от КМ0 до КМ7, в российском станкостроении не рекомендован, обычно применяется метрические конуса МЕ4, МЕ6, и большие метрические конуса МЕ80, МЕ100, МЕ120, МЕ160, МЕ200.
Основное различие этих двух стандартов – различный коэффициент конусности (1:20 для метрического и 1:19 – 1:20 для конусов Морзе) и различные резьбы на хвостовике инструменты (метрическая резьба у метрических конусов и дюймовая у конусов Морзе).
Кроме двух упомянутых стандартов, существуют и другие конусные системы, но о них вопроса не было.
Самоделки из двигателя от стиральной машины:
1. Как подключить двигатель от старой стиральной машины через конденсатор или без него 2. Самодельный наждак из двигателя стиральной машинки 3. Самодельный генератор из двигателя от стиральной машины 4. Подключение и регулировка оборотов коллекторного двигателя от стиральной машины-автомат 5. Гончарный круг из стиральной машины 6. Токарный станок из стиральной машины автомат 7. Дровокол с двигателем от стиральной машины 8. Самодельная бетономешалка


Что такое конус Морзе?
Для оперативного центрированного варианта установки инструмента применяется хвостик в виде конуса. Чаще всего во фрезах и сверлах используется именно конус Морзе. Он может быть различных размеров.
Хвостик этого конуса может быть сделан в различных вариациях. У него может присутствовать резьба, лапки. Данных элементов может и не быть. Внутри резьба предназначена для фиксации инструмента при помощи штока. Она позволяет создавать надежное крепление инструмента, делает проще его вынимание при заклинивании. У лапки двойное предназначение. Она делает более простым высвобождение из шпинделя конуса. Также она не дает возможности провернуть конус морзе при огромной нагрузке.
В некоторых инструментах имеется огромная система канавок, различных отверстий. Через них поступает охлаждающая жидкость, а также составы для смазки.
На станках ЧПУ применяется автоматическая замена инструмента. Для данных целей был создан инструментальный вариант. Он способен нивелировать такие минусы конуса Морзе, как:
- постоянное заедание хвостика в шпинделе;
- значительную длину хвостика;
- маленькая площадь хвостика и маленький осевой упор;
- большое количество трудностей, которые появляются при установке конуса в автоматическом режиме;
- невозможность автозамены инструмента.
Узнать цену на конус Морзе под патрон вы можете на сайте smolmotor.ru.
Существует большое количество видов конусов Морзе. Они различаются собственными размерами. Бывают конусы стандартного размера, а бывают укороченные.
Конический хвостик конуса назван так за счет своей формы. За счет подобной специфичной конструкции детали надежно скрепляются между собой. Такой хвостик прекрасно подходит для присоединения сверла. Для того, чтобы обеспечить высокую функциональность устройства, необходимо правильно подобрать его размеры.
Конус Морзе является наиболее совершенной версией обыкновенного конического хвостика, предназначенного для крепления. Он зачастую применяется для различных устройств.
Для некоторых целей длина конуса оказалась достаточно большой. Поэтому был создан конус Морзе укороченный. Более толстая часть обычного конуса была удалена для его создания. Так появился укороченный вариант.
Широко применяется инструментальный вариант конуса. Есть определенные стандарты для таких конусов. По ГОСТу определено три исполнения конусов.
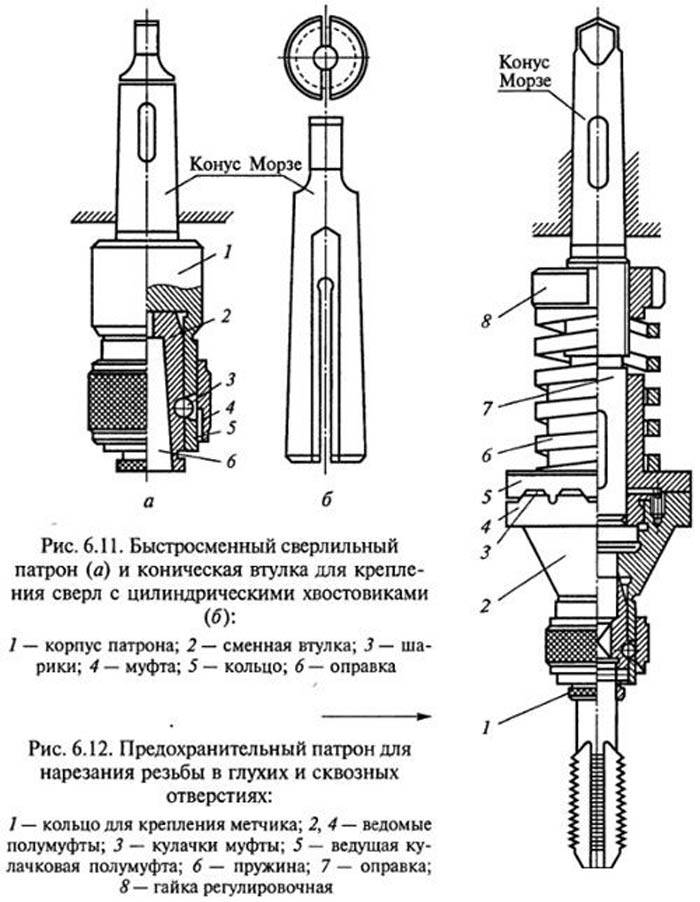
Трёхкулачковый сверлильный патрон
Различают двух- и трёхкулачковые патроны. В двухкулачковом патроне зажим инструмента выполняет тангенциально-расположенная пара кулачков, имеющая возможность перемещаться во внутренних пазах корпуса. Резьбовым ключом можно перемещать размещённый внутри патрона винт, который и выполняет смыкание и размыкание кулачковых зажимов. При простоте конструкции, возможности фиксации свёрл с большим диаметром, а также высокой стойкости плоских клинообразных кулачков, проходящих упрочняющую термообработку, такие патроны не обеспечивают хорошего осевого центрирования, поэтому на практике применяются реже, чем трёхкулачковые.
Три кулачка размещаются в корпусе под углом, исключающим самоторможение элементов. При вращении ключа, который вставляется в соответствующее отверстие на корпусе, обойма и гайка начинают перемещаться. В результате кулачки отводятся, причём одновременно в радиальном и осевом направлениях. По оси патрона образуется пространство, где помещается хвостовик инструмента. При упоре хвостовика в подпятник ключ проворачивают в противоположном направлении, и сводят кулачки до плотного контакта с конической частью хвостовика. Одновременно производится и осевая ориентация инструмента относительно шпинделя.
Ввиду простоты конструкции и способа регулировки инструмента трёхкулачковые патроны находят преимущественное применение в небольших мастерских, а также в бытовых сверлильных станках. Недостаток трёхкулачковых патронов – заметный износ кулачков, особенно, если их термообработка выполнена на недостаточную твёрдость.
Кроме описанных конструкций используются и другие разновидности патронов. Например, с целью установки свёрл сравнительно небольшого диаметра используют цанговые патроны. В них фиксация производится при помощи прижима разрезной втулки, где находится сверло, накидной гайкой. Она перемещается по резьбе, которая имеется на корпусе такого патрона, и надёжно прижимает втулку к бурту цилиндрической части корпуса. Цанговые патроны, в отличие от кулачковых, разбираются значительно легче, что облегчает процесс их очистки и ремонта.
Для прецизионных и высокоскоростных сверлильных станков наиболее эффективны патроны, имеющие полый хвостовик. Верхняя часть такого хвостовика снабжена резьбой, а в нижней части предусмотрено отверстие, куда под давлением до 50 атмосфер подаётся СОЖ. Сверлильные патроны серии НЕХА позволяют подавать СОЖ через радиально или коаксиально расположенные отверстия в корпусе. Особенность применения такой оснастки – необходимость в её динамической балансировке, при которой учитываются как крутящие моменты от привода сверлильного станка, так и давление, создаваемое потоком СОЖ.
- https://tokar.guru/hochu-vse-znat/chto-takoe-konus-morze-i-kak-opredelyayutsya-ego-razmery.html
- https://stankiexpert.ru/tehnologicheskaya-osnastka/prisposobleniya/konus-morze.html
- https://proinstrumentinfo.ru/sverlilnyj-patron-s-konusom-morze-samozazhimnoj-tryohkulachkovyj-gost/
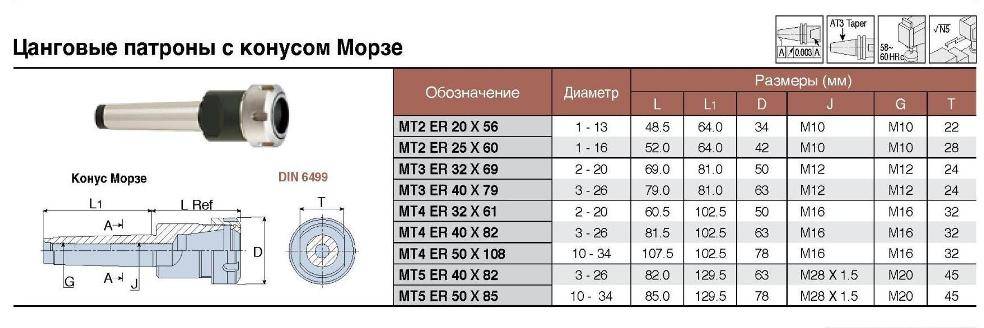
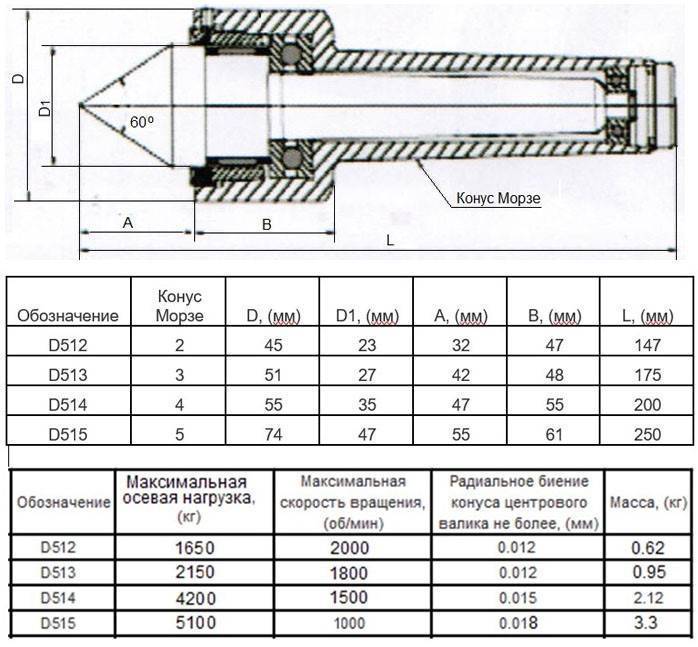
Патроны с конусом Морзе
Такие конструкции характерны для оборудования, где предусмотрено соответствующее конусное крепление. Размеры оснастки должны строго соответствовать нормам ГОСТ 8255-79. Ключевым требованием считается максимальное снижение радиального биения инструмента, и допуск по нижней границе закрепления сверла в патроне.
Типоразмеры рассматриваемой оснастки для сверлильного станка различаются по следующим параметрам:
- По диапазону диаметров крепёжной части сверла, которое может быть установлено в патроне.
- По конструкции зажимного узла: ключ, зажимная гайка (с фиксирующим кольцом или без него).
- По конструктивному оформлению внешней поверхности патрона (ГОСТом не ограничивается).

Конусы Морзе в сверле и патроне должны совпадать. Малейшее отклонение снижает усилие зажима и вызывает биение сверла даже при незначительных продольных нагрузках на инструмент.
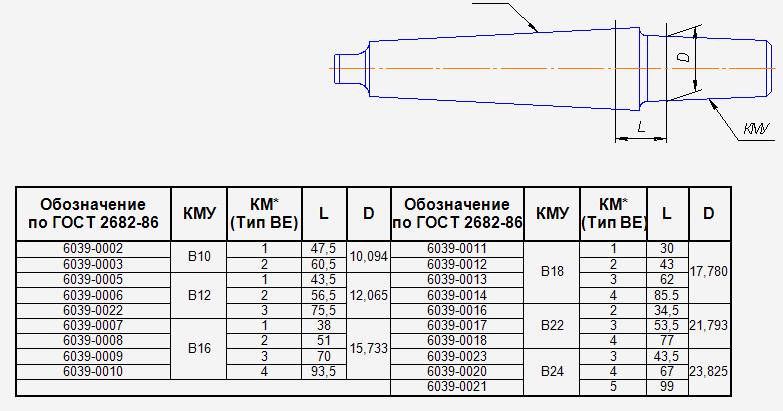
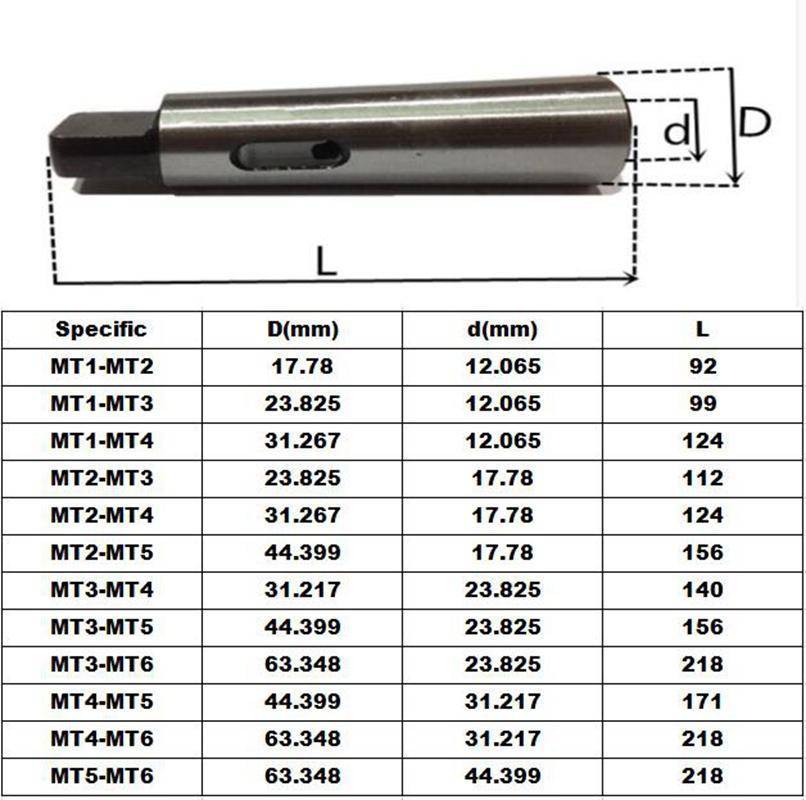
Конус Морзе, названный в честь его изобретателя Стивена Морзе, представляет собой конический элемент, обладающий способностью к самоцентрированию. Для универсализации крепления изготавливается большая линейка переходных втулок с одного размера конуса Морзе на другой. Маркировка таких втулок обязательно включает в себя букву «В» и две цифры, характеризующие высоту конической части: например, обозначение В24 указывает, что этот конус Морзе имеет высоту 24 мм. Встречается и прежняя маркировка — от КМ-0 до КМ-7 (старое обозначение привязывалось к метрическим конусам, а сами конусы Морзе были примерно вдвое длиннее).
Патрон с конусом обеспечивает возможность своей удобной и соосной установки в шпиндельной головке сверлильного станка, ведь демонтировать конус Морзе с патрона значительно удобнее, чем со шпинделя. Наличие конуса Морзе, как переходной детали от патрона к шпинделю, предохраняет элементы оснастки от разрушения в случае перегрузки по крутящему моменту. В этом случае всё ограничивается только конусом, в то время как сам патрон остаётся неповреждённым.
Рассчитаны патроны с конусом Морзе для применения со свёрлами диаметром от 16 до 30 мм. В комплект входит также зажимной ключ. Такая инструментальная оснастка выпускается в соответствии с нормативными требованиями ISO 148-95, что делает патроны вполне унифицированным инструментом. Они с успехом могут быть применены как на отечественном оборудовании, так и для сверлильных станков импортного производства.
Конус Морзе и метрический конус
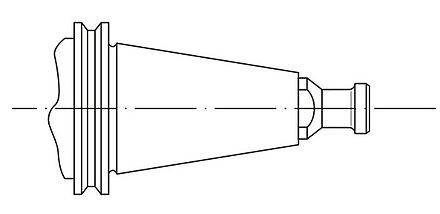
Конус Морзе № 2 (MT2).
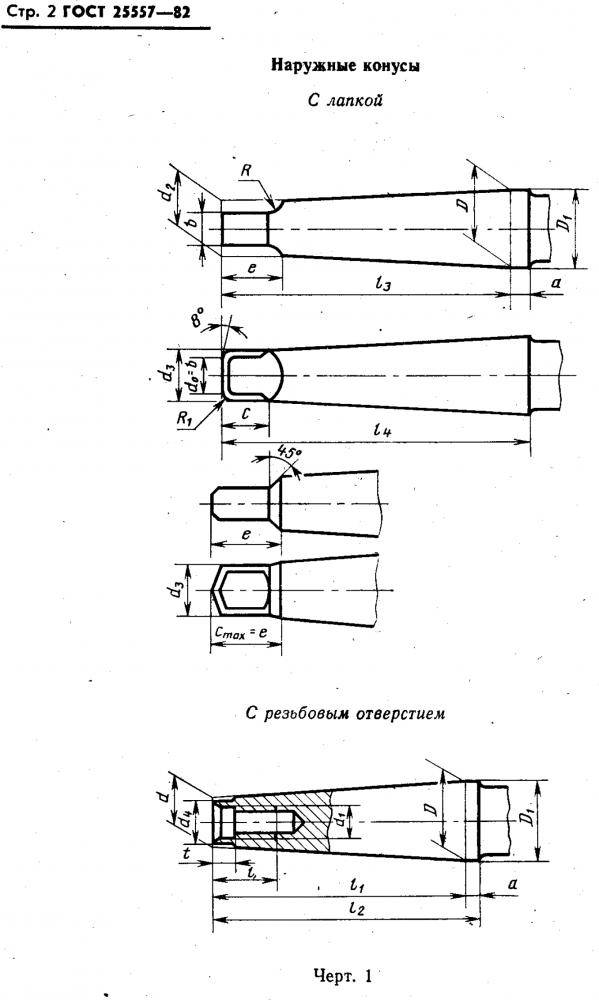
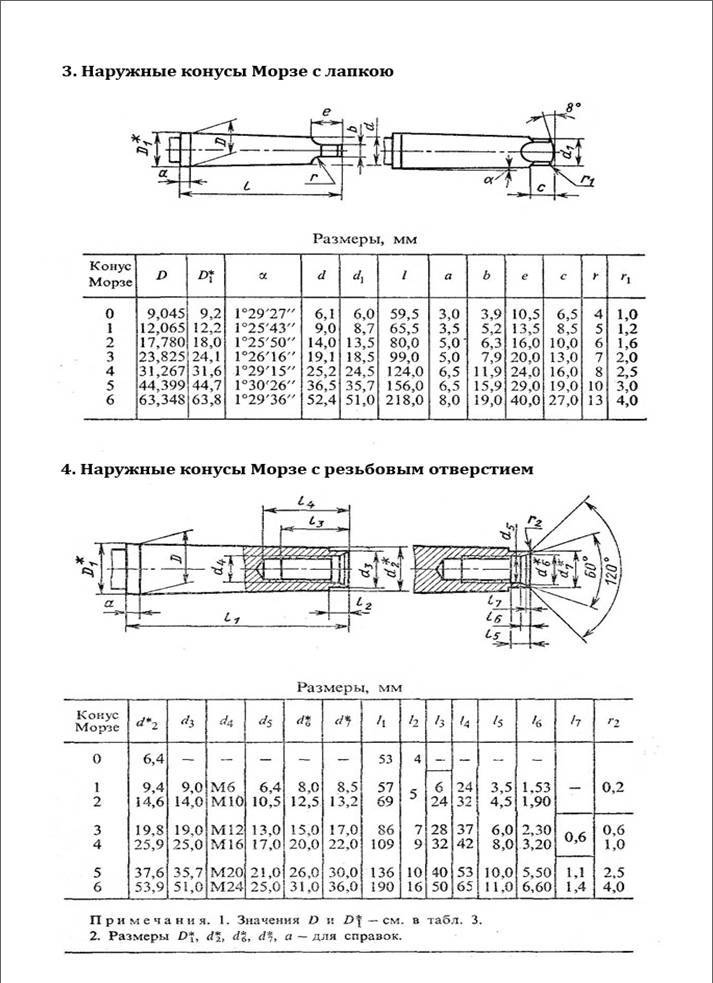
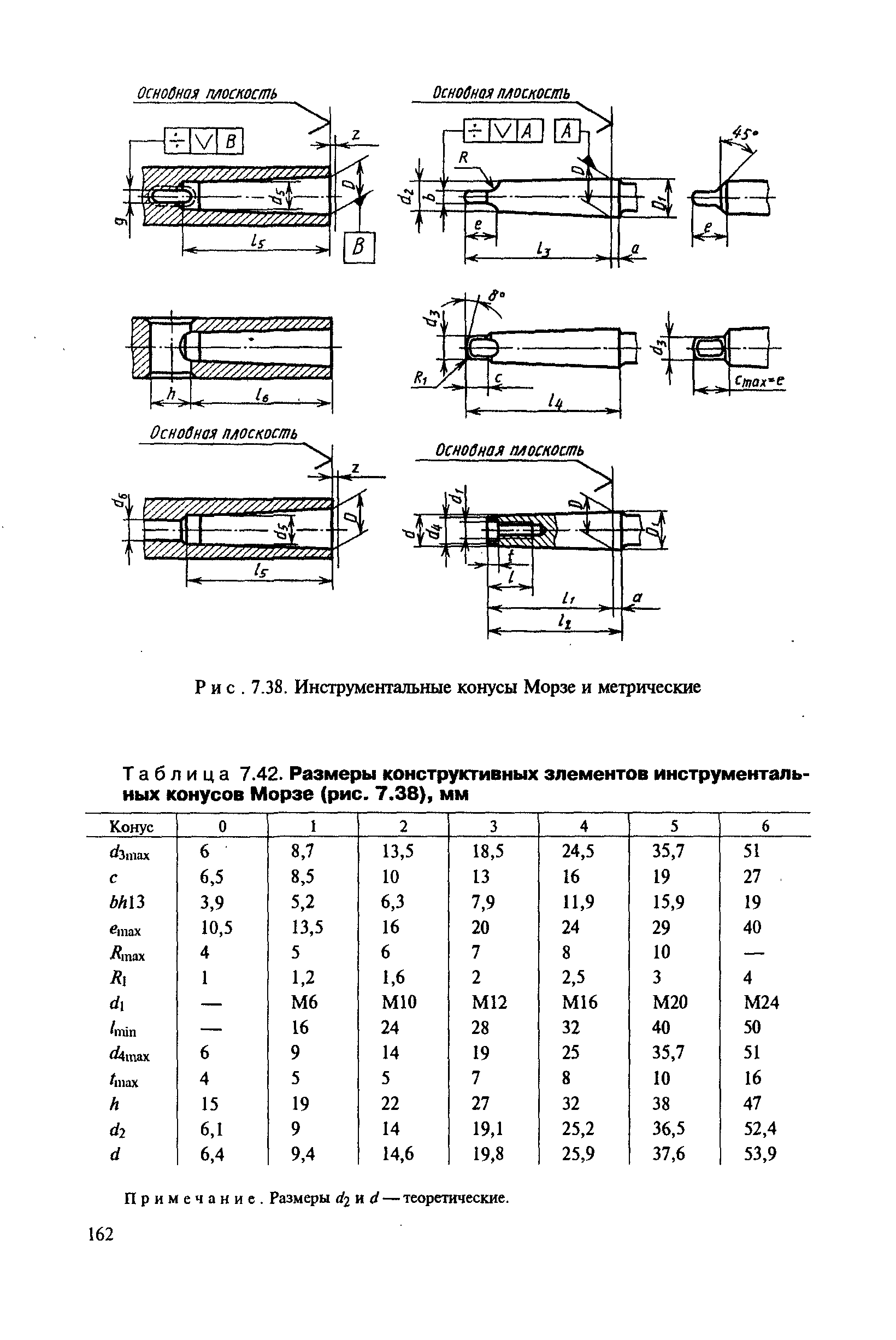
Схема инструментального конуса (наружные конусы с лапкой, наружные конусы без лапки, внутренние конусы (гнёзда)).
Конус Морзе — одно из самых широко применяемых креплений инструмента. Был предложен Стивеном А. Морзе приблизительно в 1864 году.
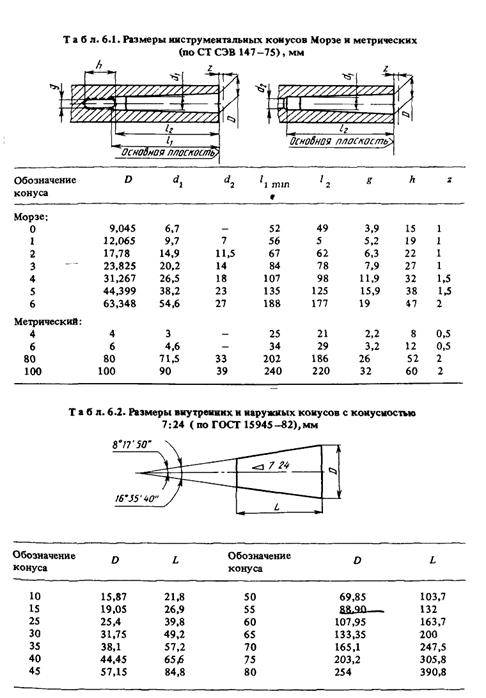
Конус Морзе подразделяется на восемь размеров, от КМ0 до КМ7 (англ. Morse taper, MT0-MT7, нем. Morsekegel, MK0-MK7). Конусность от 1:19,002 до 1:20,047 (угол конуса от 2°51’26″ до 3°00’52″, уклон конуса от 1°25’43″ до 1°30’26″) в зависимости от типоразмера.
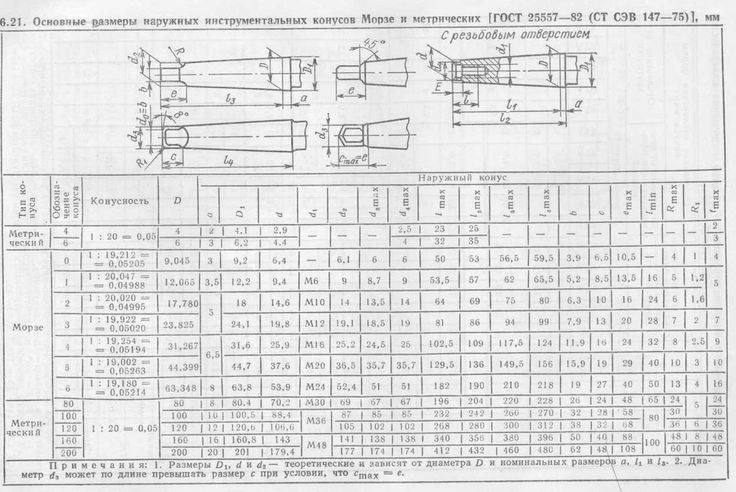
Стандарты на конус Морзе: ISO 296, DIN 228, ГОСТ 25557-2016 «Конусы инструментальные. Основные размеры.». В российском стандарте конус КМ7 отсутствует, вместо него применяется несовместимый метрический конус № 80. Конусы, изготовленные по дюймовым и метрическим стандартам, взаимозаменяемы во всём, кроме резьбы хвостовика.
Существует несколько исполнений хвостовика конуса: с лапкой, с резьбой и без них. Инструмент с лапкой крепится в шпинделе заклиниванием этой лапки, для чего в рукаве некоторых шпинделей есть соответствующий паз. Лапка предназначена для облегчения выбивания конуса из шпинделя и предотвращения проворачивания. Инструмент с внутренней резьбой фиксируется в шпинделях штоком (штревелем), вворачивающимся в торец конуса. Конусы с резьбой гарантируют невыпадение инструмента и облегчают извлечение заклинившего конуса из шпинделя. Шпиндель обычно делается под один из вариантов фиксации — с лапкой, со штревелем или с фиксацией трением. Поскольку угол конуса меньше чем угол трения, фиксация хвостовика в гнезде может также происходить только за счет сил трения, без использования штревелей и лапок.
Некоторые конусы снабжаются системой отверстий и канавок для подачи смазочно-охлаждающей жидкости (СОЖ).
Метрический конус
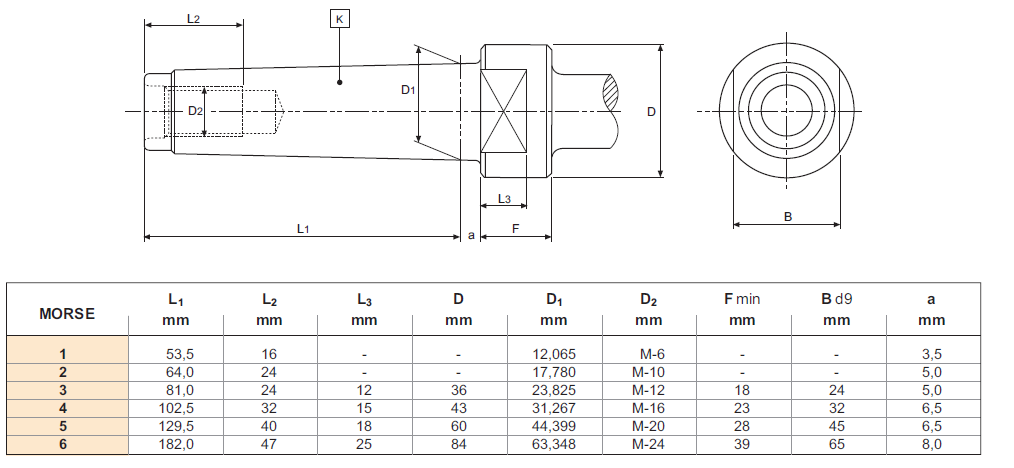
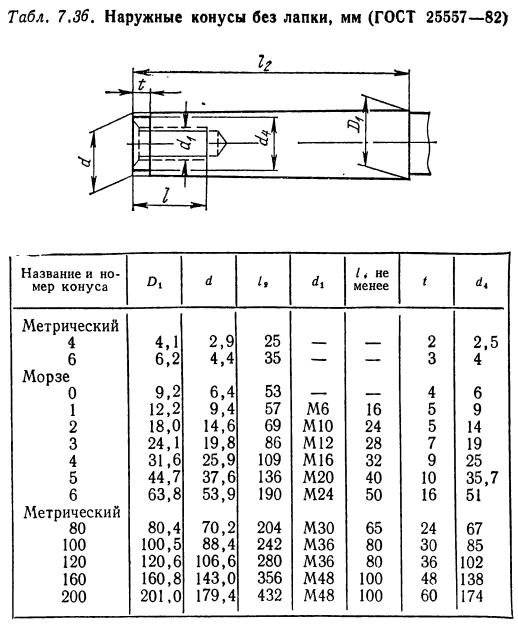
По мере развития станкостроения понадобилось расширить диапазон размеров конусов Морзе как в большую, так и в меньшую стороны. При этом, для новых типоразмеров конуса, выбрали конусность ровно 1:20 (угол конуса 2°51’51″, уклон конуса 1°25’56″) и назвали их метрическими конусами (англ. Metric Taper). Типоразмер метрических конусов указывается по наибольшему диаметру конуса в миллиметрах. ГОСТ 25557-2016 также определяет уменьшенные метрические конуса № 4 и № 6 (англ. ME4, ME6) и большие метрические конуса № 80, 100, 120, 160, 200 (англ. ME80 — ME200).
Конструктивных различий между конусом Морзе и метрическим нет.
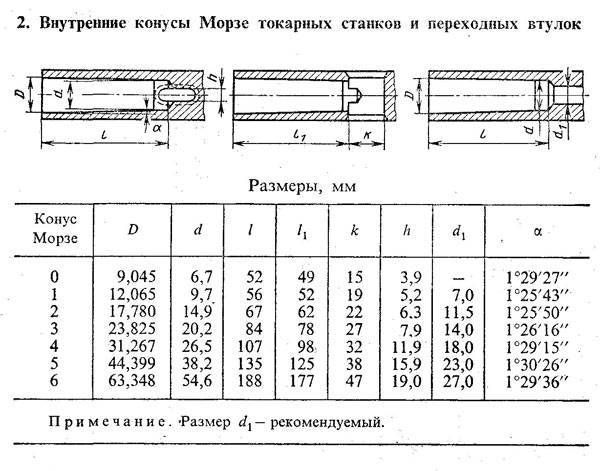
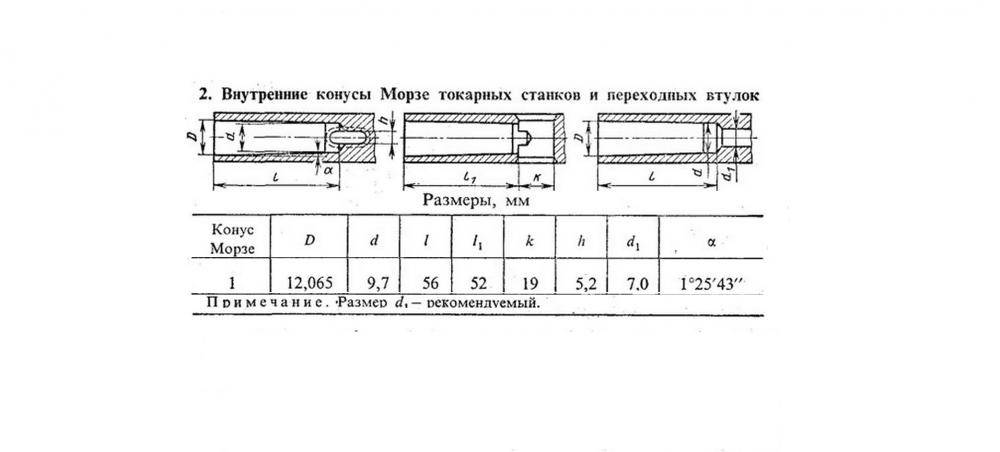
Таблица 1
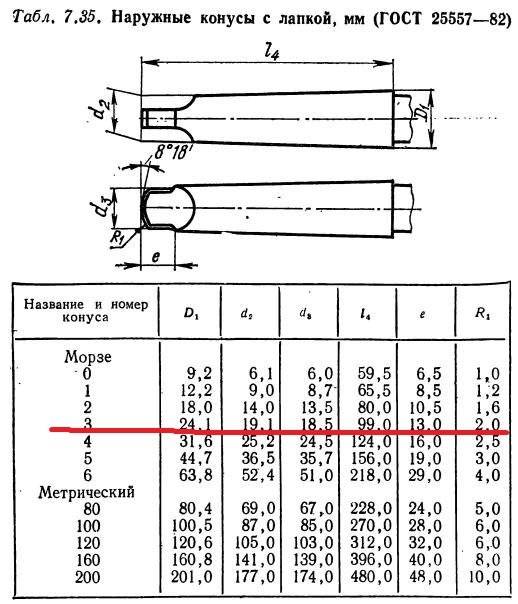
Обозначение конуса Конусность D D1 d d1 d2 d3 max d4 max d5 l1 max l2 max l3 max l4 max l5 min l6 Метрический № 4 1:20 4 4,1 2,9 – – – 2,5 3 23 25 – – 25 21
№ 6 1:20 6 6,2 4,4 – – – 4 4,6 32 35 – – 34 29
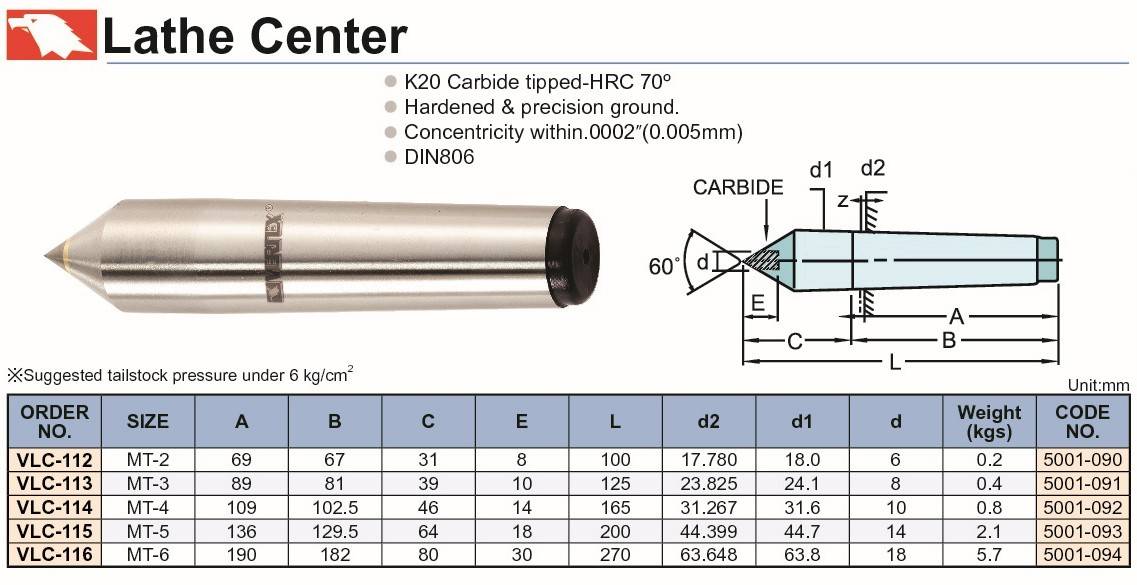
Морзе КМ 0 1:19,212 9,045 9,2 6,4 – 6,1 6 6 6,7 50 53 56,3 59,5 52 49
КМ 1 1:20,047 12,065 12,2 9,4 M6 9 8,7 9 9,7 53,5 57 62 65,5 56 52
КМ 2 1:20,020 17,780 18 14,6 M10 14 13,5 14 14,9 64 69 75 80 67 62
КМ 3 1:19,992 23,825 24,1 19,8 M12 19,1 18,5 19 20,2 80,1 86 94 99 84 78
КМ 4 1:19,254 31,267 31,6 25,9 M16 25,2 25,2 24 26,5 102,5 109 117,5 124 107 98
КМ 5 1:19,002 44,399 44,7 37,6 M20 36,5 35,7 35,7 38,2 129,5 136 149,5 156 135 125
КМ 6 1:19,180 63,348 63,8 53,9 M24 52,4 51 51 54,6 182 190 210 218 188 177
КМ 7 1:19,231 83,058
–
285.75
294.1
Метрический № 80 1:20 80 80,4 70,2 M30 69 67 67 71,5 196 204 220 228 202 186
№ 100 1:20 100 100,5 88,4 M36 87 85 85 90 232 242 260 270 240 220
№ 120 1:20 120 120,6 106,6 M36 105 102 102 108,5 268 280 300 312 276 254
№ 160 1:20 160 160,8 143 M48 141 138 138 145,5 340 356 380 396 350 321
№ 200 1:20 200 201 179,4 M48 177 174 174 182,5 412 432 460 480 424 388
- В ГОСТ 25557 абберевиатура КМ отсутствует, типоразмер обозначен только цифрой
- Отсутствует в ГОСТ 25557
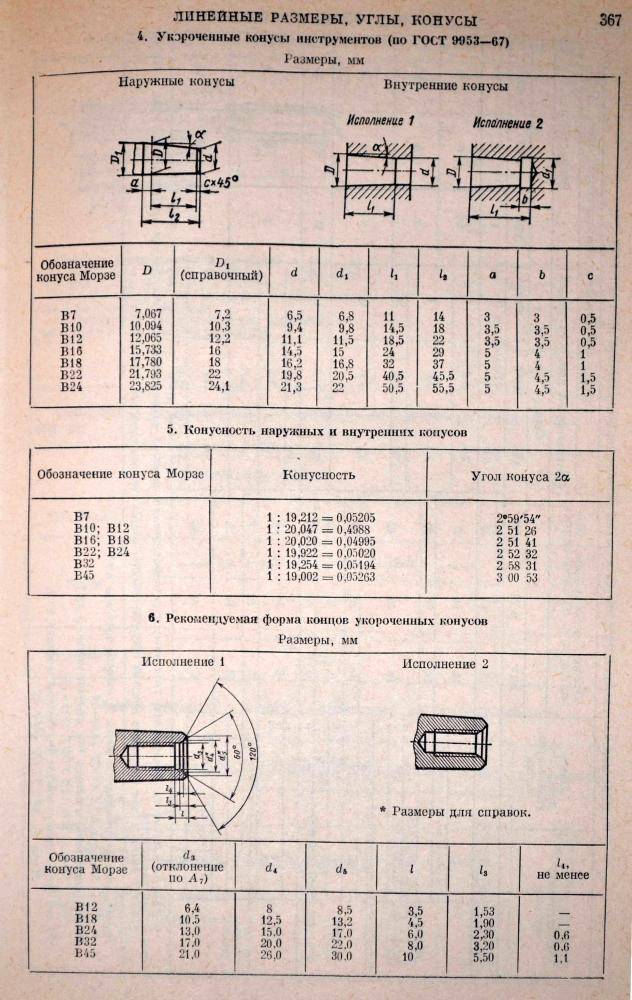
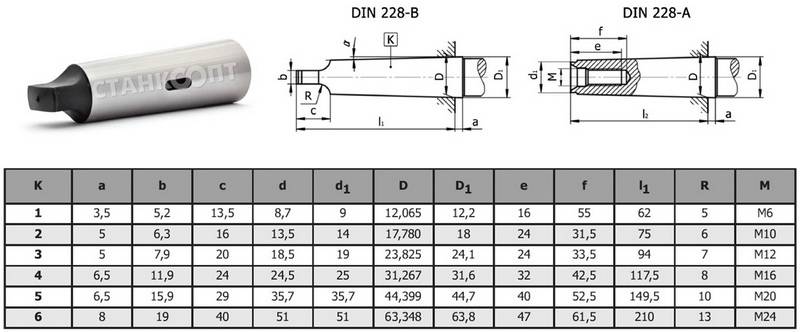
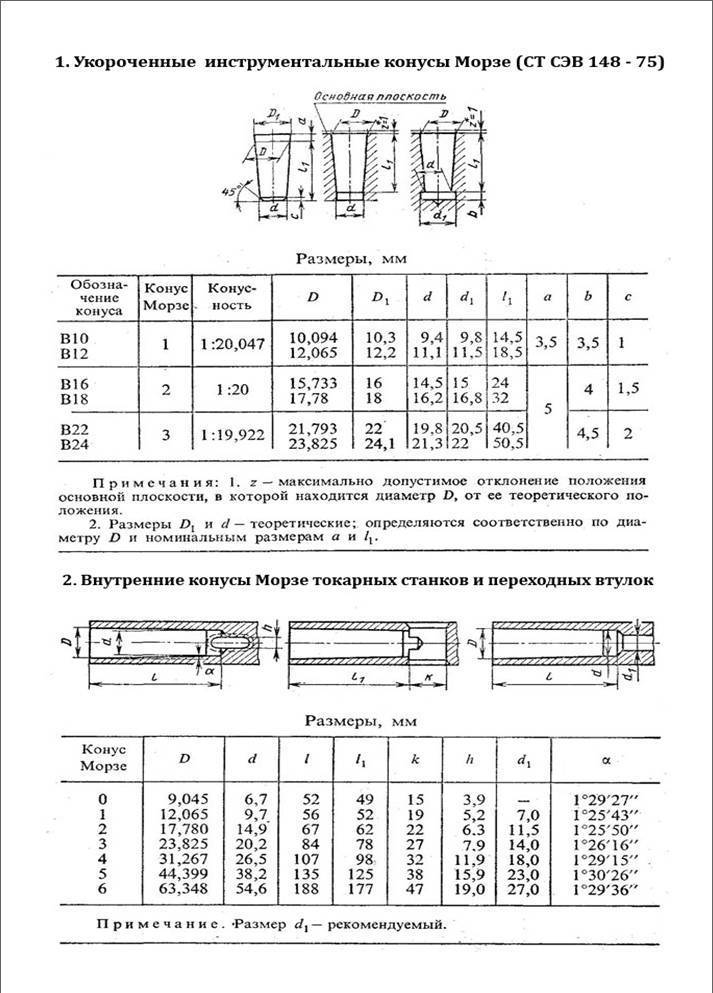
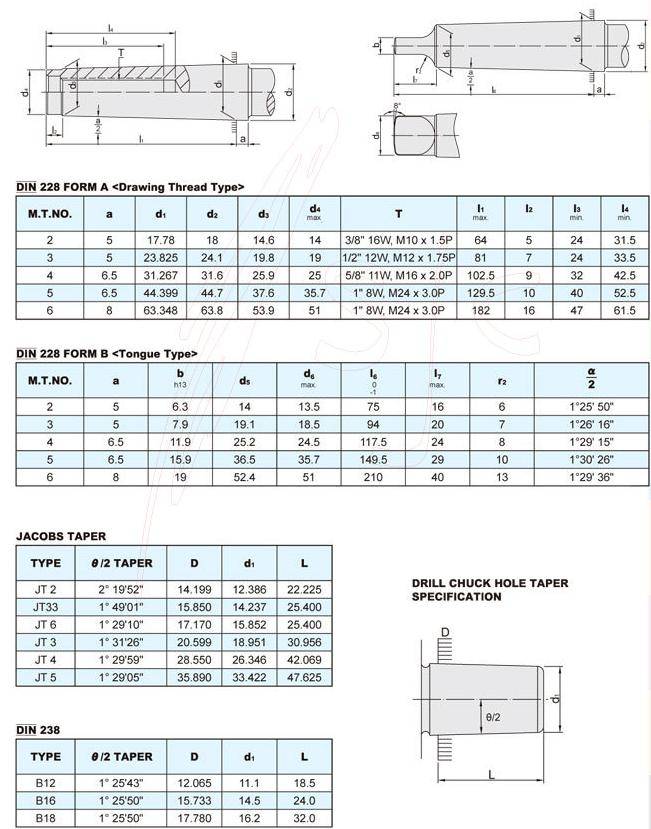
Укороченные конуса Морзе
Для многих применений длина конуса Морзе оказалась избыточной. Поэтому были придуманы девять типоразмеров укороченных конусов Морзе, полученных «удалением» примерно половины исходных конусов. Цифра в обозначении укороченного конуса — округлённый диаметр новой толстой части конуса в мм. Российский стандарт на укороченные конуса ГОСТ 9953-82 «Конусы инструментов укороченные. Основные размеры.». В скобках приведены обозначения по старому ГОСТ 9953-67 (с буквой a конуса, у которых осталась более тонкая часть, а с буквой b — более толстая).
- B7 (0a) — укороченный до 14 мм КМ0.
- B10 (1a), B12 (1b) — укороченный до 18 и 22 мм соответственно КМ1.
- B16 (2a), B18 (2b) — укороченный до 24 и 32 мм соответственно КМ2.
- B22 (3a), B24 (3b) — укороченный до 45 и 55 мм соответственно КМ3.
- B32 (4b) — укороченный до 57 мм КМ4.
- B45 (5b) — укороченный до 71 мм КМ5.
История создания
Появления такой конструкции, а так же происхождение самого названия до сих пор покрыто множеством тайн. Достоверно известно, что в 1863 году американский инженер Стивен Морзе зарегистрировал патент на изобретение спирального сверла, такого, которое известно нам и по сей день. До этого для изготовления сверла, скручивали заостренный плоский профиль.
В описании, запатентованного Стивеном Морзе спирально м сверле, нет никаких упоминаний об особой форме хвостовика, но по какой-то причине Бюро стандартов США внесло коническую форму в национальные стандарты. Считается, что изобретатель, запатентовав новую конструкцию сверла, направил опытные образцы в Бюро патентов, где была замечена и по достоинству оценена эта особенность.
Впоследствии была создана компания по производству, получившая его имя и занимавшаяся изготовлением инструмента для машиностроения. К концу 19 века компания серьезно расширилась и стала одним из ведущих производителей инструмента того времени. Произведенный ей продукт поставлялся во многие страны мира, в том числе и в Россию. За время ее существования было запатентовано еще несколько изобретений, но, ни одно из них не было связано с коническим исполнением хвостовиков инструмента. Так же есть сведения, что через какое-то время после основания сам изобретатель по неизвестным причинам покинул компанию, при этом его имя в названии сохранилось.
Так же известно еще несколько изобретателей с фамилией Морзе, живших в США в то время. И, возможно, автором этого изобретения является кто-то из них, но никакой информации, подтверждающей эту версию, нет. Поэтому официальным изобретателем конической формы хвостовика инструмента считается именно Стивен Эмброуз Морзе.
https://youtube.com/watch?v=evWPoMxRr-Q
Общие требования
Основными эксплуатационными условиями, определяющими эффективное использование сверлильных патронов в соответствующем оборудовании, являются:
- Жёсткость крепления, которая не должна зависеть от числа оборотов, развиваемых шпинделем.
- Отсутствие радиального биения сверла в пределах допустимых подач и твёрдости обрабатываемого материала.
- Удобство установки в шпиндель станка.
- Наличие дополнительных функциональных возможностей (например, подачи смазочно-охлаждающей жидкости к зоне сверления).
Жёсткость крепления всегда соотносится с материалом сверла и его свободной длиной. Например, для твердосплавных свёрл, устойчивость которых от продольного изгиба крайне мала, сверлильный патрон должен обеспечивать возможность своего самоцентрирования. Вторая задача жёсткости – обеспечить максимально возможные нагрузки на инструмент без риска его поломки.
Опасность радиального биения особо возрастает, если сверлению подвергают твёрдые и пористые материалы. В этих случаях сверло также теряет свою продольную устойчивость, и может вызвать неисправимый брак при сверлении.

В условиях частых переналадок универсального металлорежущего оборудования (к которому относится и любой сверлильный станок) сокращение подготовительно-заключительного времени – важный источник снижения трудоёмкости операции. При сверлении труднообрабатываемых материалов, а также при значительной глубине получаемого отверстия процесс часто приходится прерывать из-за необходимости охлаждения сверла. С этой целью конструкции современных сверлильных патронов предусматривают подачу смазочно-охлаждающих технологических сред (СОЖ) непосредственно во время проведения операции.
При производстве крепёжных узлов используются только определённые марки сталей. Чаще используется сталь 40Х по ГОСТ 4543-91, хотя в ряде зарубежных конструкций применяются и нержавеющие стали. Детали, предназначенные для непосредственного зажима сверла в патроне, изготавливаются из среднеуглеродистых сталей с термообработкой «улучшение», или из цементированных сталей. Поверхность сверлильных патронов отечественного производства, с целью повышения антикоррозионных характеристик, подвергают воронению.
Далее рассматриваются конструкции патронов, получивших наибольшее распространение.
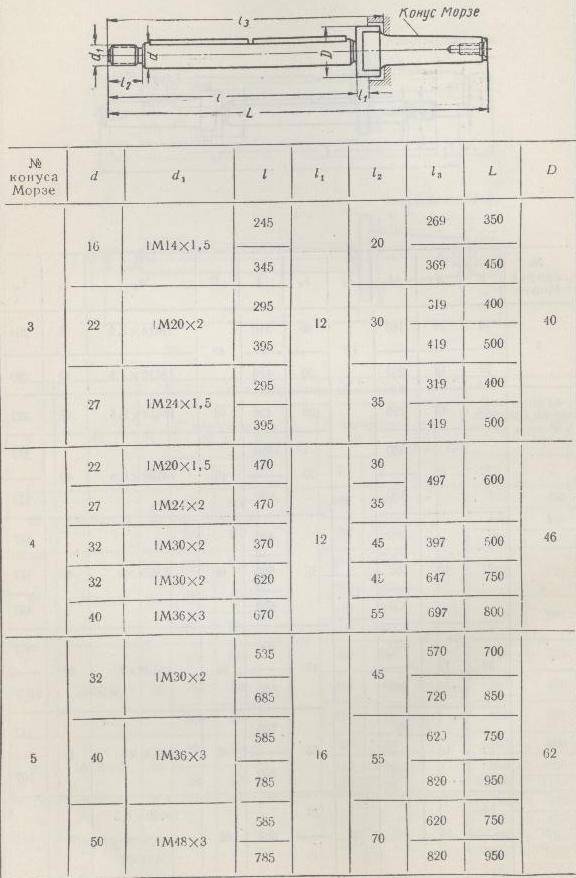
Конусы Морзе и их размеры по ГОСТ
В настоящее время для того чтобы правильно определить размеры и ГОСТ конуса Морзе, используют дробные числа. Более всех распространен специальный механизм для инструментов, в первую очередь, для агрегатов на базе автоматической ЧПУ. Если в инструменте имеется внутренняя резьба, то она фиксируется посредством держателя и вворачивается в торцовую конусную часть. Данный механизм был разработан лично инженером Стивеном Морзе во второй половине девятнадцатого века. Угловая часть инструмента зависит от стороны инсталляции в приводную часть станка. Тела-пролювии, основанные на резьбе, позволяют удерживать инструмент внутри станка и дают возможность безопасно извлечь заклинившийся конус из шпиндельного участка. Нередки случаи, когда длина конусной части Морзе, становится чрезмерной.
Особенности конструкции и основные типы конусов Морзе
Есть версия, что коническая конструкция появилась в результате постепенной эволюции токарного, фрезерного и сверлильного инструмента в результате изучения влияния износа инструмента на его характеристики и качество выпускаемых деталей. Было замечено, что в процессе работы инструмент с цилиндрическим хвостовиком изнашивался и начинал проворачиваться в кулачках, возникали биения и отклонения инструмента.
В процессе развития технологий машиностроения появился так называемый метрический конус, который отличается от своих предшественников постоянной конусностью и угловыми размерами. Его конусность составляет 1:20, уклон – 1°51’56”, а угол – 1°51’51”, тогда как до этого конусность была переменной и варьировалась от 1:19,002 до 1:20,047.

Согласно классификации, принятой в ГОСТах СССР конусы Морзе принято разделять на малые, большие и общего применения.
Исходя из особенностей конструкции, на сегодняшний день различают три типа конусов Морзе:
- Гладкий;
- С резьбой;
- С лапкой.
Выпадение инструмента из шпинделя предотвращается самой конической формой хвостовика и отверстия в шпинделе или оправке. Дополнительно крепление хвостовика с лапкой в шпинделе происходит за счет вхождения лапки в специальный паз, резьбового – за счет резьбы в торце хвостовика.
Так же изготавливают инструмент с дополнительными пазами и отверстиями для подведения СОЖ. Это наиболее актуально для современных станков с ЧПУ.