Особенности торцевой фрезы по металлу
- Режущие кромки у нее располагаются только с торца – в этом ее отличие от других вариантов инструмента. При такой конструкции непосредственную обработку детали осуществляют вершины зубов, а съем материала выполняется при продольной подаче, боковыми частями.
- Лезвий у нее много, и они контактируют с поверхностью заготовки поочередно, что значительно продлевает срок службы оснастки.
- С помощью резцов сравнительно легко формировать грани под наклоном и/или вертикальные уступы – главное, чтобы высота последних не превышала величины зубьев.
- Формируемые углы обработки определяют не припуски, а размеры торцевых фрез (в первую очередь – их диаметры).
- Вращение может быть как левым, так и правым, но технологическую операцию в любом случае необходимо начинать с края детали (или с выемок, если те сделаны предварительно).
- Конструктивное исполнение – либо монолитное, либо со сменными лезвиями, но оба варианта характеризуются высокой степенью жесткости (в том числе и закрепления), что позволяет стабильно поддерживать высокую производительность труда, особенно при правильном подборе смазочных и охлаждающих жидкостей.
- Геометрия кромок бывает различной – от окружностей до ломаных под сложными углами линий, – но она всегда должна обеспечивать плавный съем материала при минимальных припусках, не изменяющих угол контакта.
Мы разместили особенности в произвольном порядке, а не по степени их важности, но все они помогают определять назначение торцевой фрезы, которое состоит в быстром, качественном и безопасном формировании плоскостей нужного уровня шероховатости, а также уступов с необходимым наклоном стенок
Фрезы по камню
Чтобы обработать искусственный камень фрезером (ручным), можно применять традиционные виды фрез, предназначенные для дерева, но только с твердосплавными лезвиями. Здесь имеется одни нюанс: искусственный камень – это композитный материал, имеющий в составе мельчайшие абразивные частицы. Поэтому, из какого бы твердосплавного материала не была сделана фреза, ее хватит лишь на обработку не более 10 погонных метров заготовки из камня. Далее, затупившиеся лезвия не будут давать требуемую чистоту, например, склеиваемых поверхностей, что повлияет на качество соединения.
Поэтому профессионалы советуют использовать лучшие фрезы от известных производителей, таких как Festool, Leuco, Titman, Leitz, Dimar. Ресурс режущих инструментов, изготовленных этими предприятиями, в 5-10 раз выше, чем у обычных твердосплавных инструментов. “Фирменной” оснасткой уже можно провести обработку от 60 до 100 метров композита.
Фрезы для дерева и камня имеют сходство по своему виду и даже имеют одинаковые названия. Некоторые из них очень часто используются для выполнения операций по камню. Но существуют резаки, специально разработанные для обработки изделий из композита.
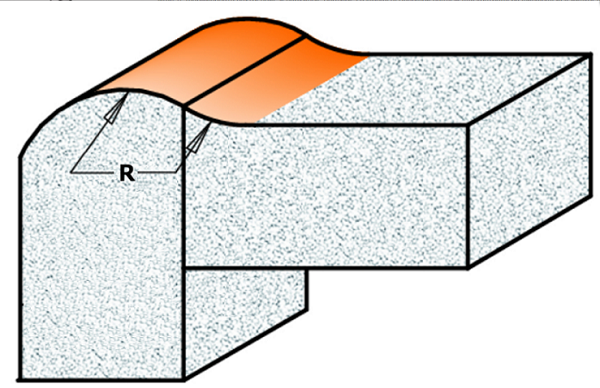
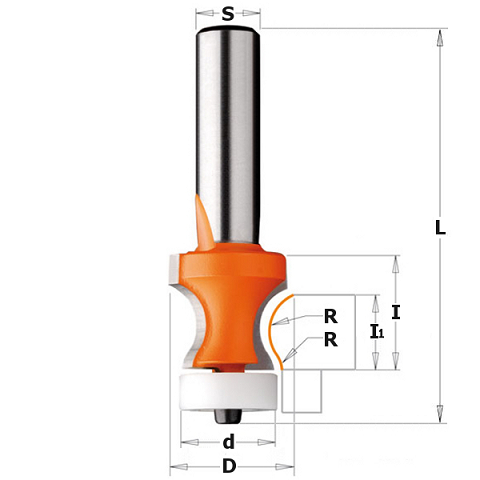
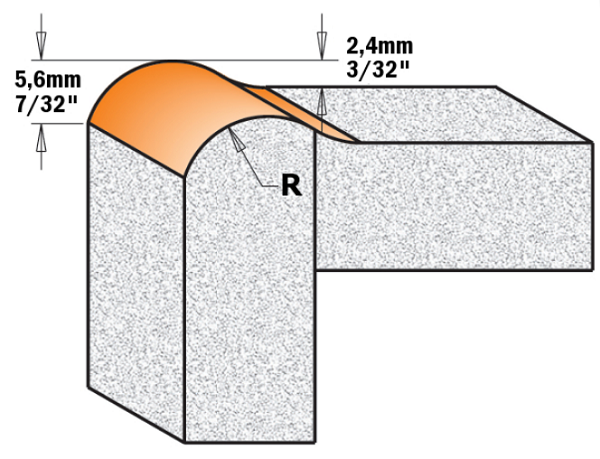
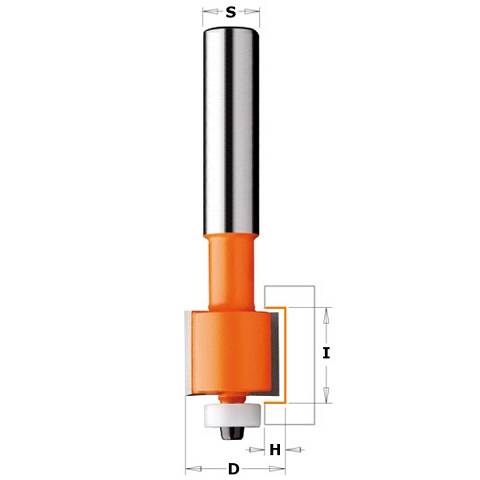
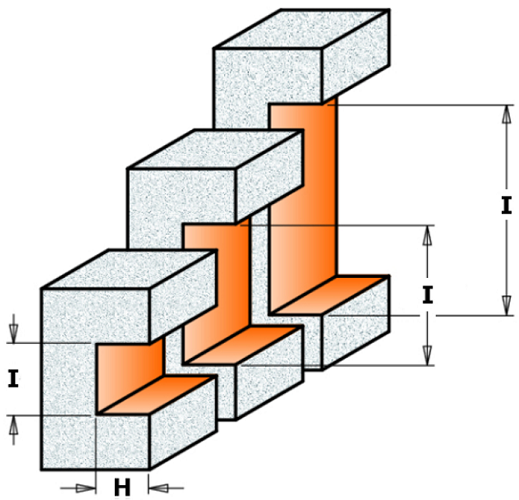
Фреза “антиперелив”
С помощью данной фрезы по камню можно создавать отливные бортики на кухонных (туалетных) раковинах и столешницах из композита. Обычно полное образование бортика происходит за 2 прохода инструмента.
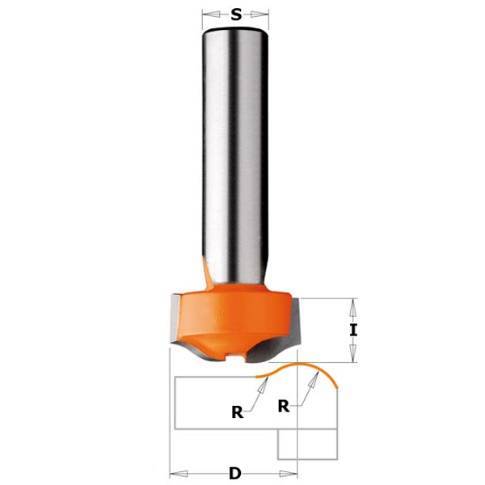
Также есть модификация резака “антиперелив”, имеющая упорный подшипник.
Фреза “волна”
Этот инструмент предназначен для подготовки поверхностей перед сращиванием. Режущая часть оснастки имеет волнообразный профиль.
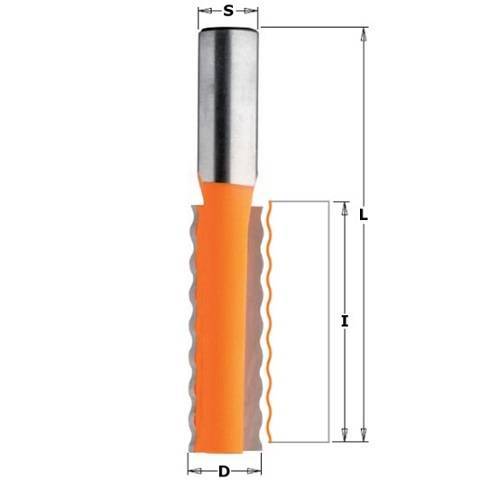
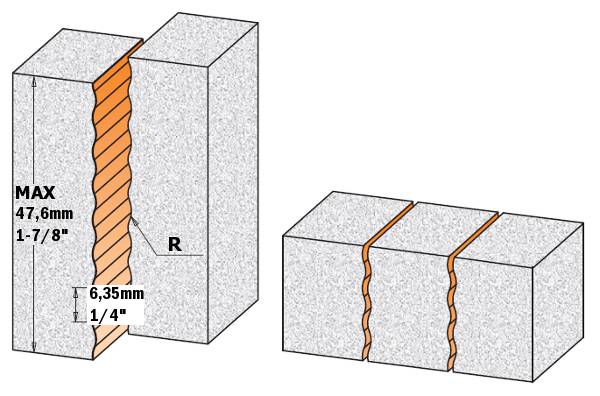
Оснасткой выбирается паз, в дальнейшем предназначенный под инкрустацию композитными материалами.
Ремонтный набор для камня
Данный набор применяется для устранения повреждений на поверхности изделий из искусственного камня. В наборе имеется 2 элемента. Одним делается пробка, а вторым – отверстие под нее.


Также для обработки композитов можно использовать фрезы от компании CERATIZIT.

Это алмазные фрезы, которые отличаются своей износоустойчивостью. Изготавливаются они методом спекания нескольких слоев алмазной крошки. Многослойность покрытия позволяет продлить срок службы инструмента, поскольку во время его работы на замену сработавшимся слоям проступают новые слои абразива.
Описание и назначение
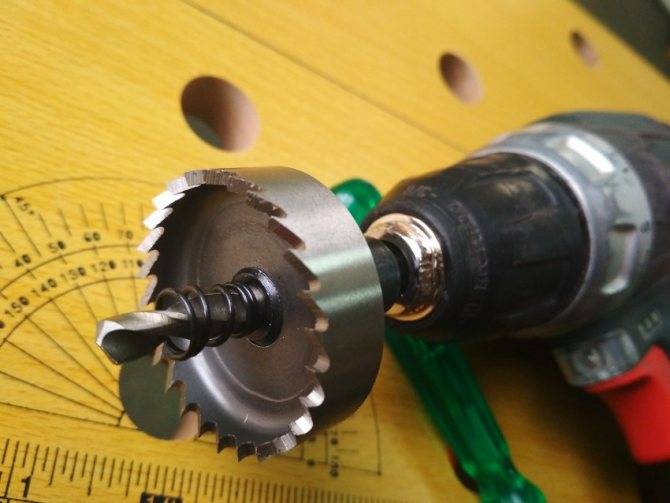
Корончатое сверло по металлу для дрели является специальной насадкой на электроинструмент, которая предназначена для сверления отверстий большого диаметра. По внешнему виду она напоминает отрезок поршня или трубы, на края которого закрепляются острые зубья. С их помощью происходит разрезание металла. Для усиления рабочих частей насадки, на зубцы наносится алмазное напыление. Благодаря этому возможно сверлить дыры в металлах с повышенным показателем прочности.
Твердосплавные коронки не требуют предварительного накернения рабочих поверхностей до сверления. Связано это с тем, что центровочное сверло имеет крестовую заточку, которая выполняет мгновенную центровку после запуска дрели.
Как необходимо выбирать дрель для коронок по металлу
Очень важным моментом, обеспечивающим нормальную работу кольцевой фрезы, является соответствие насадки применяемому электроинструменту. Чаще всего в качестве вращательного устройства используются дрели. Они имеют различные технические характеристики
Здесь необходимо обращать внимание на следующие показатели:
Мощность дрели напрямую зависит от диаметра коронки: чем она больше, тем мощнее необходим электроинструмент. Например, для коронки по металлу 25 мм подойдет дрель мощностью 600 Вт.
Возможность регулировки числа оборотов
Дрель будет применяться не только для сверления, поэтому крайне важно установить нужную частоту вращения шпинделя. Коронки небольшого объема требуют значительного числа оборотов, для больших размерных показателей диаметра частоту вращения необходимо уменьшать.
Соответствие формы хвостовика коронки виду патрона
Патроны могут быть двух видов: ключевые и быстрозажимные. Для первого необходимо наличие специального ключа, с помощью которого можно зафиксировать насадку (данный вариант считается более надежным.) Второй значительно проще – зафиксировать насадку можно одной рукой.
Для сверления отверстий при помощи коронок применяются дрели высокой мощности
Коронка по металлу 22 мм не требует изменения скорости вращения шпинделя в процессе работы. Вполне возможно усиление нагрузки на режущую кромку в связи прохождением более твердого слоя материала. Для работы в подобных условиях (сверление слоев разной плотности) удобным вариантом может стать дрель с функцией поддержания частоты под нагрузкой (константная электроника). Электроинструмент отрегулирует обороты согласно конкретным условиям.
Конструктивная особенность
Если фрезу покупают для дрели нужно рассмотреть совместимость их параметров. В концевой фрезе есть ряд отличительных особенностей в конструкции, имеются они и в других изделиях. От характеристики режущего зубца зависит чистота обработки металла.
Разной бывает форма лезвий – затылованными или остроконечными.
Остроконечные фрезы
У остроконечных фрез передние и задние зубцы плоские, их трудно точить.
После заточки уменьшается размер режущих элементов, поэтому их применяют не больше 2 раз.

Для затылованных лезвий нет подобных ограничений, им не страшны нагрузки и сколько раз их будут перетачивать.
Они обладают большей надежностью, сроком службы. Такие фрезы используют в дрелях и станках. У этих изделий плоская форма только передняя, на задней части накручена архимедова спираль.









Преимущества сверл корончатого типа
Корончатые сверла по металлу, если сравнивать их с обычными, отличаются целым рядом преимуществ.
- Конструкция кольцевых фрез для работ по металлу устроена таким образом, что вырезание отверстия выполняется по его контуру, для чего не требуется оборудование с приводом высокой мощности.
- Выполняя сверление с помощью кольцевой фрезы, можно получать отверстия с высокими показателями шероховатости внутренней поверхности. Этого не всегда можно добиться при использовании инструмента классической конструкции.
- Сверла корончатые устанавливают на оборудование различного типа. В частности, их применяют не только на сверлильных, но и на фрезерных и токарных станках.
- Сверла данного типа можно использовать в комплекте с другими инструментами, то есть выполнять с их помощью многоинструментальную обработку.
- Площадь соприкосновения режущих кромок корончатого сверла с обрабатываемым изделием довольно значительна.
- За один проход сверло корончатое позволяет удалять большое количество обрабатываемого материала.
- На то, чтобы переработать обрабатываемый металл в стружку, требуется значительно меньше затрат энергии и мощности используемого оборудования.
- За счет того, что кольцевые фрезы изготавливают из быстрорежущей стали, сверление с их помощью выполняется с высокой производительностью.
- Процесс сверления осуществляется не только с высокой скоростью, но и с исключительной точностью.
- Инструмент данного типа отличается высокой экономичностью и эргономичностью использования.
- Фрезы кольцевые создают минимальное количество шума при обработке.
- Высокую производительность использования такого инструмента также обеспечивает наличие большого количества режущих кромок на его рабочей части.
Кольцевое сверло позволяет получать в металлических изделиях сквозные отверстия, диаметр которых находится в интервале 12–150 мм.
Чем дисковая фреза отличается от пилы
Даже специалисты не могут однозначно отнести инструмент к дисковым пильным полотнам или фрезам. Специализированная литература не содержит чётких критериев, по которым режущий инструмент можно отнести к той или иной категории. Принципиальных отличий или обязательных критериев нет. К пилам условно относят инструмент, соответствующий следующим требованиям:
- Представлена тонким диском – толщиной несколько миллиметров.
- Зубья имеют развод, если конструкция монолитная – характерно для пил с быстрорежущей, инструментальной стали либо они припаяны – например, твердосплавные напайки.
Иногда к фрезам относят маленькие диски, даже соответствующие двум критериям выше. Также порой учитывается высота зуба – у дисковых пил они крупные по отношению к диаметру полотна.
Влияние количества зубьев фрез по металлу на основные характеристики резания
Отличия между фрезерованием четырех и шести зубными фрезами по металлу
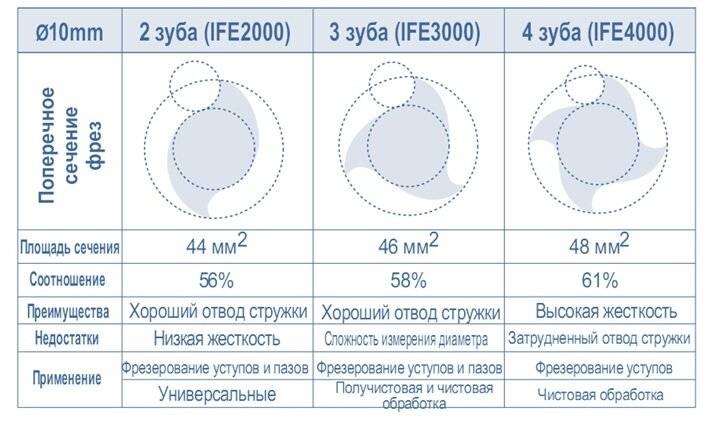
Невысокая скорость резания металла из-за большой глубины резания и низкой подачи
Высокая скорость резания металла из-за маленькой глубины резания и высокой подачи
У шести зубной фрезы меньше износ при одинаковой производительности с четырех зубной фрезой по металлу

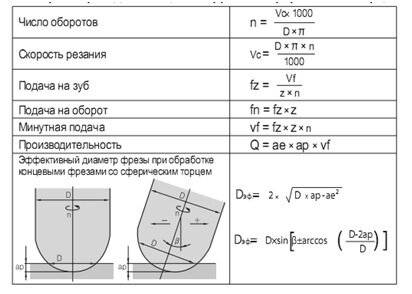
Технологические параметры фрезы по металлу рассчитываются следующим образом
Скорость резания
Расчет подачи при фрезеровании металла
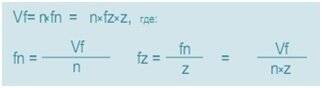
Основные формулы для расчета технологических параметров для концевых фрез по металлу со сферическими торцами
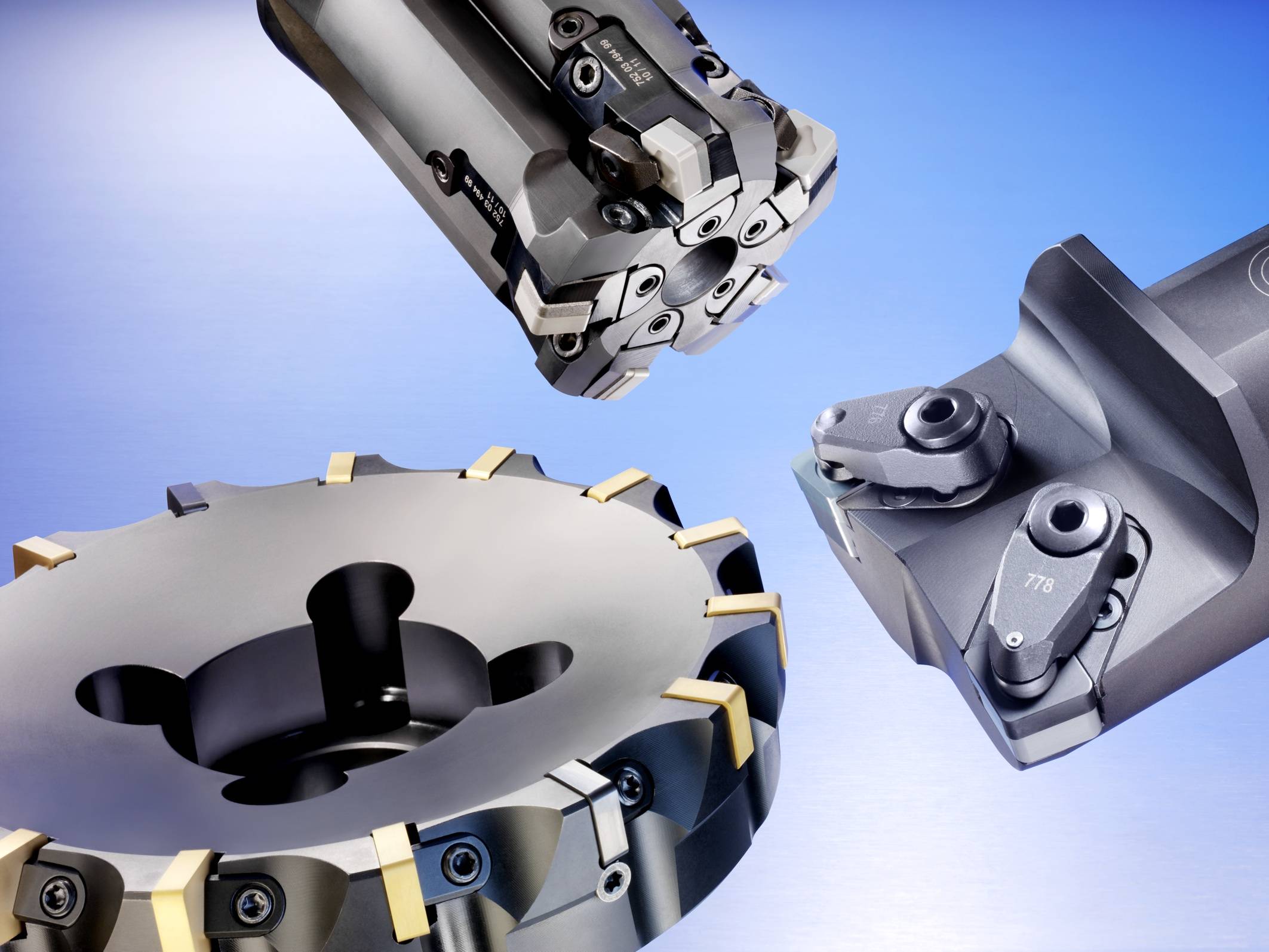
В некоторых случаях при серийном производстве в фрезах по металлу резания осуществляется с помощью сменных пластин

Фрезы являются высокоэкономичным инструментом за счет применения пластин с двухсторонней геометрией.
Отрицательная геометрия пластин у фрез по металлу способствует повышению стойкости этого инструмента.
Иногда фрезы по металлу имеют комбинированное крепление СМП выполненное при помощи винта и клина.
Классификация фрез по некоторым характеристикам
Конечно, приведенные выше разграничения (по конфигурации, назначению) – это не единственные способы различать оснастку. Настоящий фрезеровщик имеет такой большой ассортимент изделий, что не без труда сможет его разложить. Какие еще бывают причины для классифицирования.
Разное число заходов
Стандартными считаются:
- • Однозаходные.
- • Двухзаходные.
- • Четырехзаходные.
Но может быть любое количество витков.
Чем меньше заходов, тем больше отведенная площадь под канавки. Особенностью работы с таким инструментом является то, что в каждое мгновение на заготовку оказывает воздействие только одна конкретная режущая кромка. Это очень положительно сказывается на создании продукта на высоких оборотах и при большой скорости, поскольку это позволяет беспрепятственно удалять отходы.
Также это актуально при осуществлении деятельности с мягкими металлами и другими веществами, например, с пластиком или ПВХ,акрилом. Еще их применяют при черновой и обдирочной процедуре, когда качество и точность – это не самые главные показатели.
Многозаходные используются при работе с материалом, имеющим твердую и хрупкую структуру. Движение будет плавным, без ударов, потому что одновременно поверхности касается несколько зубьев.

Тип удаления стружки
Здесь все просто — отход летит либо вверх, с таким направлением привыкли обращаться все фрезеровщики, либо вниз. Первый вариант наиболее удобен, если создаются пазы или глухое отверстие, поскольку металл не скапливается там. Но есть и минус – из всего «вылетевшего» часть может приземлиться опять на рабочую зону и препятствовать хорошему резанию. Второй вариант, соответственно, имеет более узкие возможности, но при некоторых видах работ более рекомендован.

Устройство кольцевого инструмента
Сверла этого типа могут быть изготовлены из одной металлической заготовки или в виде составную конструкции из нескольких элементов:
- полой рабочей коронки цилиндрической коронки с режущей кромкой;
- направляющего пилотного сверла;
- хвостовика для крепления в приводе;
- соединительных переходных винтов.
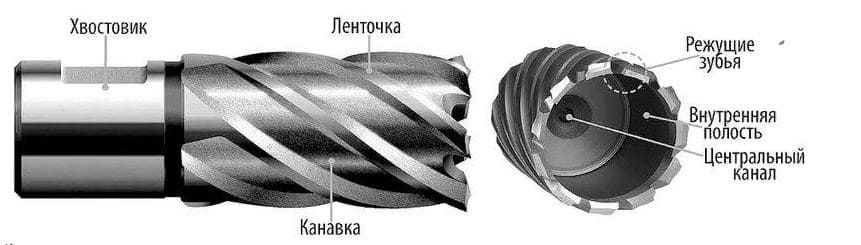
Состоит этот инструмент из:
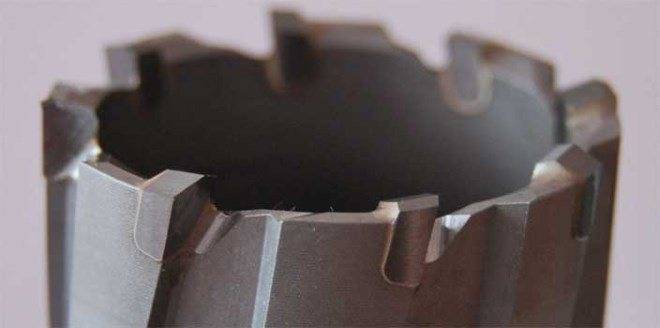
- Рабочей части – это тонкостенная коронка, кромка которой покрыта алмазным напылением или заточенными зубьями.
- Корпус – переходной элемент, соединяющий рабочую часть с хвостовиком, который закрепляется непосредственно в дрели или сверлильном станке через стандартный патрон.
- Корпус коронки – изготавливают из стали марки 20, 30, 36.
- Хвостовик.
Разборной вариант сверла по бетону
Для того чтобы собрать инструмент из отдельных элементов пилотное сверло вставляют в хвостовик и фиксируют его положение при помощи винтов. После этого собранную пару закрепляют в корпусе коронки на винтовой резьбе.
Режущими элементами коронки являются специальные зубья, установленные по кромке, из твердых сплавов или алмазных композитов. Для эффективного отвода стружки и опилок во время работы на боковых стенках коронки могут быть предусмотрено наличие продольных канавок.








Внутренний диаметр отверстия в хвостовике может совпадать или быть больше диаметра направляющего пилотного сверла. Во втором случае остающийся диаметральный зазор позволяет обеспечить подачу смазочно-охлаждающей жидкости при установке инструмента на стационарном сверлильном станке.
Кольцевые сверла могут поставляться в собранном виде готовом к применению или в составе набора из нескольких отдельных элементов. Поставка комплектов позволяет сократить расходы в случае одновременного приобретения нескольких сверл. Хвостовики и пилотные сверла одинаковы для коронок различного диаметра. Поэтому общее количество деталей в комплекте можно уменьшить и общая стоимость набора снизится.
У имеющихся в широкой продаже кольцевых сверл рабочий диаметр зависит от вида материала, из которого изготовлена режущая коронка, и от типа ее конструкции.
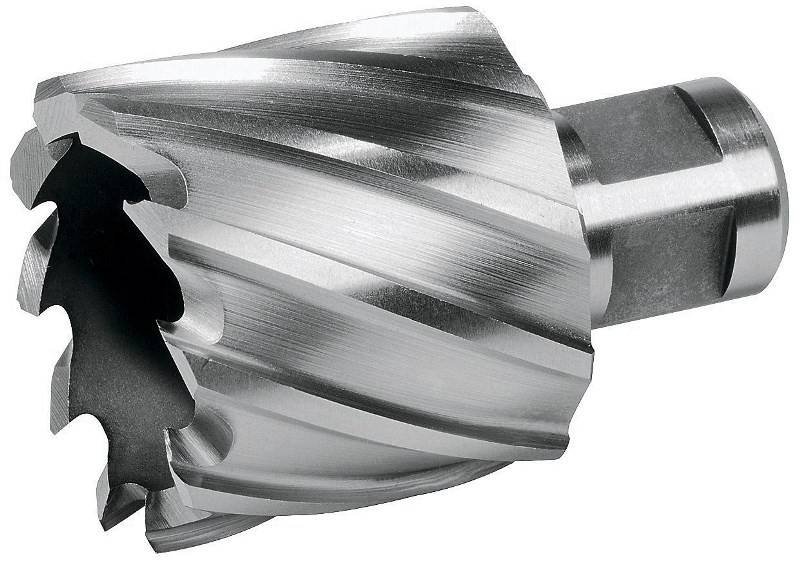
Самые простые биметаллические сверла изготавливают из быстрорежущей высоколегированной стали HSS в виде полого цилиндра с зубьями на одной из сторон. Диапазон размеров возможного сверления отверстий от 14 до 210 мм. Изготовлены из быстрорежущей стали аналогом которой является Р6М5.
Более сложные и дорогие плоские твердосплавные корончатые сверла, предназначенные только для сверлильных станков, имеют рабочие диаметры от 16 до 150 мм. Изготовленные из единой металлической заготовки корончатые фрезы с боковыми спиральными канавками для отвода стружки могут иметь рабочий размер 12-120 мм.
Технические характеристики сверла указаны в его маркировке, которая должна содержать следующую информацию:
- торговая марка или название производителя инструмента;
- марку стали или вид материала режущих зубьев;
- геометрические данные, которые позволяют определить диаметр получаемого отверстия, предельную толщину обработки и размеры хвостовика.
Кроме этого при покупке кольцевого сверла необходимо учесть, для сверления каких материалов предназначен этот инструмент.
По сравнению со спиральными сверлами коронки по металлу являются дорогим и достаточно сложным в применении инструментом, поэтому они выпускаются довольно ограниченным количеством производителей. Высокую репутацию на российском рынке имеют корончатые сверла фирмы Karnasch, а также таких известных торговых марок, как Kornor, RUKO, Rotabroach, Bosch, ТИЗ и «Энкор».
При выборе коронки по металлу в первую очередь необходимо ориентироваться на производственные задачи, для решения которых она приобретается
Важно заранее представлять, по какому металлу или сплаву предстоит работать, каковы будут диаметр и глубина сверления, в также возможности своего электроинструмента в части мощности и типа посадочного гнезда
Все производители в своих каталогах приводят не только геометрические параметры и типы хвостовиков коронок по металлу, но также указывают, для сверления каких материалов он предназначен. Кроме того, в них можно найти рекомендуемые режимы резания и скорости расхода СОЖ. На рисунке ниже представлено описание корончатого сверла серии HARD-LINE с твердосплавными напайками и хвостовиком Weldon из каталога фирмы Karnasch.
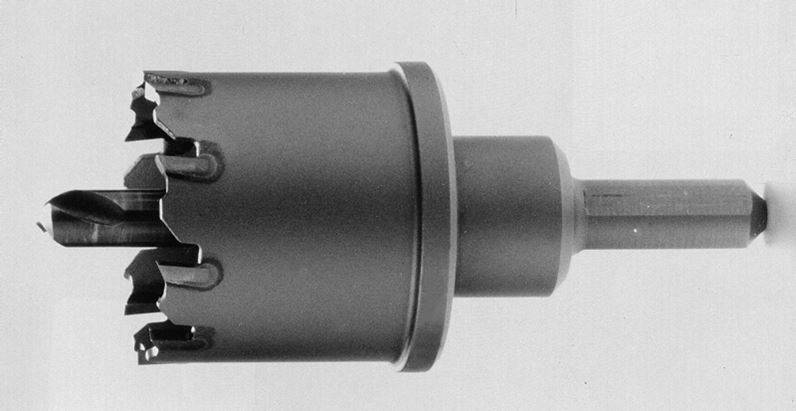
Как выглядит биметаллическая коронка по металлу?
В сравнении с использованием спирального сверла по металлу работа коронкой по металлу является более эффективной, так как позволяет проделать отверстие быстрее в десять раз, высверливая только контур. Кроме того, кольцевой тип сверления отличается точностью и бесшумностью. Он позволяет получить отверстие больших диаметра и глубины за минимальный по продолжительности интервал времени. От обычных сверл корончатое отличается тем, что внутри оно полое.
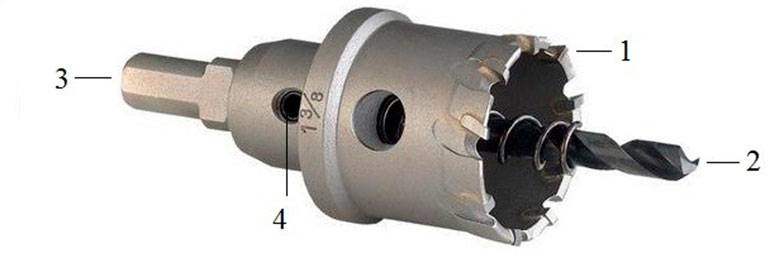
Основными частями корончатого сверла являются:
- коронка;
- центровочное сверло или пилот;
- хвостовик;
- винты, используемые для закрепления.
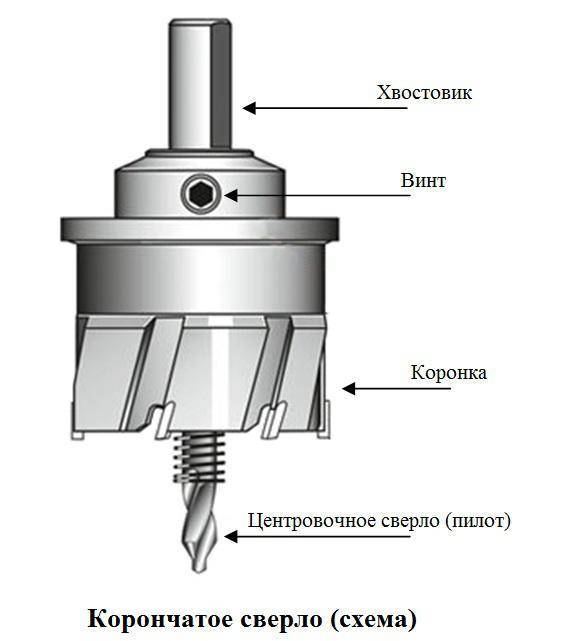
Сборка кольцевого сверла осуществляется следующим образом. Сначала внутри хвостовика при помощи винта закрепляют центровочное сверло. Далее надевают коронку и также привинчивают. Хвостовик является сменной деталью. Его необходимо подбирать под параметры электродрели, патрона сверлильного станка или перфоратора с режимом безударного сверления.
Какие преимущества дает использование биметаллических коронок по металлу?
- Увеличение скорости сверления до 10 раз.
- Возможность сверлить отверстия в диапазоне от 12 до 150 мм.
- Отсутствует потребность в первоначальной центровке и рассверливании.
- Высокий уровень износоустойчивости в сравнении со спиральными сверлами.
- Низкая потребность в мощности.
- Высокий коэффициент полезного действия.
- Уменьшается расход материала за счет сверления только по окружности.
- Высокое качество обработки поверхности без образования заусенцев.
- Отсутствие скольжения при старте.
- Высокая точность обрабатываемого отверстия.
- Возможность последующей заточки сверл.
- Более низкий уровень шума при работе.
- Меньшая сопротивляемость в процессе резания.
- Выталкивание сердцевины осуществляется автоматически.
К недостаткам данного инструмента можно отнести то, что использование корончатого сверла не дает возможности просверлить глухое отверстие в поверхности.
Биметаллические коронки используют при сверлении тонкостенных листовых металлов, изделий из конструкционной стали, а также из материалов высокой плотности, таких как алюминий, титановые сплавы и цветные металлы.

Особенности маркировки
Маркировка, которая в обязательном порядке располагается на упаковках, позволяет узнать главные характеристики продукции. В частности, она содержит такие данные:
- Торговая марка либо название компании-изготовителя.
- Марка материала изготовления либо буквенные сокращения, посредством которых можно определить, что перед вами сверло для обработки металла, дерева, бетона.
- Информация относительно геометрических параметров изделий, что позволяет понять, отверстия какого диаметра можно сделать с их помощью.
Перед окончательным выбором следует определить и предельную мощность, на которой ваш инструмент сможет осуществлять сверление с дополнительной оснасткой. Ведь аппарат должен преодолевать нагрузки, передаваемые непосредственно сверлом, и тепловую отдачу, которая возникает при трении коронки.
Самые распространенные фрезы для металла
Дисковые
Торцовые
Цилиндрические
Фасонные фрезы
Фрезы для обработки Т-образных пазов
Шпоночные
Технические характеристики фрез по металлу

Дисковые фрезы
Дисковые фрезы для металла применяют для отрезания различной длины металла или же для создания канавок заданной толщины и глубины, что очень удобно при использовании ее в массовом производстве. Отрезные дисковые фрезы по металлу часто подразделяют на 3 вида, это мелкозубые, со средним зубом и крупнозубые.
Фрезы дисковые модульные
Фрезы дисковые модульные изготовляются комплектами номеров для каждого модуля, этими фрезами нарезают конические или цилиндрические, косозубые или прямозубые колеса.
Червячная фреза
Червячная фреза имеет профиль спрофилированного червяка с режущими зубьями. Они служат для изготовления зубчатых колес. Способ фрезерования зубчатых колес с помощью червячной фрезы уже очень давно имеет широкое распространение в промышленности, за счет своей универсальности, очень высокой производительности и точности при обрабьотке. Одной и той же фрезой одного модуля получают колеса с разным числом зубьев. Процесс зубонарезания червячными фрезами похож на процесс зацепления двух зубчатых колес при их рабооте, червячная фреза и колесо при обработке вращаются вокруг осей, а подачи вдоль оси колеса осуществляется движение суппорта станка.
Т-образные фрезы
В машиностроении часто обрабоатывают Т-образные станочные пазы с размерами паза от 10 – 50 мм. Оптимально для их получения использовать Т-образные фрезы с соответсующим профилем. Удобсво их применение особенно актуально при фрезеровании фрезой верхней поверхности паза, часто получение таких размеров физически не возможно из-за возможностей металлорежущего оборудования.
Шпоночные фрезы
Шпоночные фрезы применяются для фрезерования шпоночных пазов и канавок в изделиях из стали и чугуна. Шпоночные фрезы изготавливаются из быстрорежущей стали и твердого сплава.
Концевые радиусные фрезы
Для получения сложнейших криволинейных поверхностей на обрабатываемой фрезерованием детали,таких как рабочие профили турбинных лопаток или штампы, применяют концевые радиусные фрезы. В зависимости от сложности обрабатываемой поверхности, материала и условий обработки к этим фрезам предъявляют повышенные требования, учитываемые при подборе режущего инструмента для металла. Например,для улучшения выхода стружки при обработке глухих и одновременно глубоких колодцев нужно увеличивать угол наклона винтовой линии фрезы. Для уменьшения вибрации при резании зубья фрезы располагают несимметрично относительно ее оси. Для работы фрезы в осевом направлении, как при сверлении, в центре фрезы на ее торце делают маленькую перемычку. Получение галтельных переходов маленького радиуса возможно коническими радиусными фрезами; угол наклона конуса зависит от конструктивных параметров обрабатываемой поверхности и условий обеспечения необходимой жесткости;.
Для чего предназначаются фрезы по металлу
Фреза — это режущая деталь, которая используется в паре с электроинструментом. В качестве электрического инструмента используется фрезер. Другое название фрез по металлу — борфрезы и шарошки. Главное назначение рассматриваемых насадок в том, чтобы в процессе механического воздействия получить в итоге детали необходимых размеров и форм.
Фрезой называется насадка, состоящая из двух основных частей — хвостовик и рабочая зона. Хвостовик нужен для присоединения насадки к фрезерному станку, а рабочая часть входит в непосредственный контакт с обрабатываемой заготовкой. Рабочая зона оснащена острыми зубьями, посредством которых осуществляется снятие слоя металла с обрабатываемой заготовки.








Форма рабочей части влияет на результат, поэтому производители выпускают фрезы по металлу разных видов. На виды насадки классифицируются по внешнему виду и назначению. Применяются они в следующих сферах:
- Автомобилестроение и машиностроение — служат для изготовления разных отверстий, канавок и прочих углублений в составных деталях и механизмах будущих автомобилей
- Производство разного оборудования и инструментов
- Энергетика и строительство
- Производство судов
- Железнодорожный транспорт
В хозяйстве фрезы по металлу востребованы крайне редко, но при необходимости их использования, всегда можно применить шарошку для дрели.
Фрезами можно не только получать разного вида отверстия и выемки в заготовках, но еще и осуществлять зачистку сварочных швов, увеличивать имеющиеся отверстия, ровнять края, зачищать поверхности в труднодоступных местах. Особой популярностью такие насадки пользуются не только в промышленности, но еще и среди мастеров, занимающихся изготовлением разных металлоконструкций.
Это интересно! Фрезы не предназначены для применения с дрелями и шуруповертами, но многие их активно используют не по назначению. Главный недостаток применения фрез на дрели в том, что электродвигатель инструмента испытывает сильные боковые нагрузки, и при этом быстро выходит из строя. Применять на дрели можно насадки с цилиндрическим типом хвостовика.
Как правильно выбрать инструмент
Корончатые фрезы представлены на современном рынке двумя основными категориями:
- изготовленными из быстрорежущей стали;
- с зубьями из твердого сплава, напаянными на рабочую часть.

Типы корончатых сверл
Одним из основных критериев, на который следует ориентироваться при выборе такого инструмента, является диаметр выполняемого отверстия. Недорогие сверла из быстрорежущей стали, отличающиеся более высокой упругостью, используются для сверления отверстий диаметром 30–35 мм в изделиях из стальных сплавов, обладающих не слишком высокой прочностью. За счет особенностей своей конструкции режущие зубья таких кольцевых сверл или фрез по металлу меньше подвержены поломке.
Для сверления отверстий, диаметр которых превышает 35 мм, а также для обработки изделий из стали высокой прочности используется инструмент, режущая часть которого оснащена напайками из твердого сплава. Если сравнивать такую твердосплавную коронку по металлу с инструментами из быстрорежущих сталей, она превосходит их благодаря значительно большему рабочему ресурсу.
Сверхтвердые резцы коронок с напайками способны выдерживать гораздо большие нагрузки в сравнении с цельнометаллическим инструментом
Важнейшими критериями при выборе кольцевых фрез по металлу являются геометрические параметры обрабатываемого изделия, а также характеристики материала, из которого оно изготовлено. Так, для создания отверстий в изделиях разной толщины, а также изготовленных из различных металлов следует выбирать инструменты различного типа.
Коронка по металлу: советы для правильного использования

Центровочное сверло должно обязательно находиться в комплекте с коронками
- Нужно сделать правильный выбор, для этого стоит внимательно прочитать маркировочную информацию. На упаковке обязательно должны быть указаны размерные показатели, страна-производитель (что в определенной степени говорит о качестве товара), материал изготовления, особенности аксессуаров и приспособлений. Если маркировка не дает полной информации о кольцевой фрезе, есть основания усомниться в качестве инструмента.
- В ходе использования не следует пренебрегать рекомендациями изготовителей. Применение коронки не по назначению приведет к повреждению инструмента.
- Если в комплекте отсутствует центровочное сверло, приобретать его нужно с учетом определенных требований. Например, сверло насадки для дрели должно иметь крестовую заточку, иначе мгновенное и точное центрирование выполнить не получится.
- О необходимости регулирования числа оборотов в статье говорилось не раз. Следует подчеркнуть, что это условие является едва ли не самым главным для увеличения ресурса коронок по металлу.
При правильном подборе и использовании коронок отверстие в металле можно выполнить за считаные секунды. Инструмент применим для различных бытовых и производственных целей. Соблюдение технических требований может продлить срок службы на длительное время. И наоборот, одно необдуманное использование способно спровоцировать дефекты, которые сделают коронку непригодной для применения.
Отрезные — виды и назначение
Отрезные фрезы являются подвидом дисковых насадок. Их главное назначение заключается в названии — резка или разделение целой заготовки пополам или на части. Острые кромки на отрезной фрезе по металлу расположены по периферии, то есть по краям диска. В зависимости от размера режущих зубьев, рассматриваемый вид оснастки классифицируют на три вида:
- С большими зубьями
- Со средними зубцами
- С малым зубом
Насадка с большим зубом применяется для резки металлов, относящихся к категории легких и мягких. Большой зуб при контакте с мягким металлом не отламывается, а осуществляет его резку. Для фрезерного распила чугуна и прочих видов прочных сталей используются устройства с малым и средним зубом. Чем выше прочность обрабатываемой заготовки, тем меньший размер зуба должна иметь борфреза. Для производства отрезных устройств используются стали следующих марок — Р6М5, Р12, Р18.
Это интересно! Для чего нужны отрезные борфрезы, когда для резки металла имеются абразивные диски? Диск служит исключительно для обрезания металлических заготовок, а отрезной фрезой можно не только выполнять работы с высокой точностью, но еще и проделывать разного размера углубления в деталях.
https://youtube.com/watch?v=HLFUYDwB5II%3F