Виды инструмента для заточки
За последние годы этот инструмент получил распространение во многих сферах. Его активно применяют в машиностроении, строительстве зданий, ремонте и других отраслях. Логично предположить, что каждый из его видов подойдет для выполнения только своих собственных задач. Есть инструменты, которые позволяют убрать шероховатости, с помощью других можно выполнить начисто шлифовку стен или пола. Поэтому понятно, почему с каждым годом в продаже появляется всё больше разновидностей такого рода инструмента. Всё их разнообразие можно представить в виде двух больших групп — жесткие и на гибкой основе.
Жесткий абразивный инструмент
 Первая группа представлена такими приспособлениями, как болгарки, станки и прочие виды ручного и стационарного электрооборудования.
Первая группа представлена такими приспособлениями, как болгарки, станки и прочие виды ручного и стационарного электрооборудования.
Благодаря наличию множества режимов скорости вращения и высокой прочности этот инструмент позволяет быстро и эффективно выполнять шлифовку большого количества изделий за короткий срок. Его активно используют для шлифовки, выравнивания, заточки режущих кромок, а также разрезания твердого материала.
Дополнительно относящиеся к этой группе изделия можно разделить на несколько типов кругов:
- заточные;
- шлифовальные;
- зачистные;
- отрезные.
Каждое изделие обладает своими характеристиками и свойствами. Шлифовальные изделия используются для обработки изделий из камня, дерева и металла, когда нужно изменить их форму или устранить шероховатости. Особенно часто возникает необходимость использования этой продукции при производстве и ремонте домов и квартир.
Поскольку эти инструменты могут использоваться в самых разных направлениях хозяйственной деятельности, при их выборе необходимо ориентироваться на текущие задачи и на основании этого выбирать тип профиля круга, который может быть прямым, в виде чаши или тарельчатым. Основным критерием выбора следует рассматривать удобство формы.
Отрезные изделия позволяют выполнять разрезание изделий из керамики, кирпича, гипсокартона, дерева, камня и др. Эти изделия превосходят все остальные по таким рабочим параметрам, как точность, скорость и простота обработки, не требующая приложения больших усилий.
 Заточные круги получили широкое распространение в качестве эффективного инструмента для затачивания поверхностей станков, пил, ножниц и ножей. Применение этого инструмента позволяет сэкономить немало времени на обслуживании другого инструмента в производстве и сельском хозяйстве.
Заточные круги получили широкое распространение в качестве эффективного инструмента для затачивания поверхностей станков, пил, ножниц и ножей. Применение этого инструмента позволяет сэкономить немало времени на обслуживании другого инструмента в производстве и сельском хозяйстве.
Зачистные изделия используются для черновой обработки изделий из дерева, камня и стали, когда нужно придать им определенную форму или избавить от серьезных дефектов. Особенно востребованы эти изделия в цехах металлообработки, где используются для удаления сварочных порезов, капель, швов и прочих серьезных дефектов.
Инструмент на гибкой основе
Наряду с жёстким инструментом производители выпускают абразивы на гибкой основе. Наиболее востребованной их разновидностью является обычная шкурка, которая может иметь различную плотность. С ее помощью можно обеспечить высокоточную и более эффективную обработку изделий из камня, синтетики, металла и дерева. Наиболее распространен вариант, имеющий бумажную или тканевую основу.
Классификация шлифовальных кругов по зернистости
Технические особенности шлифовального круга зависят от степени зернистости.
Классификация по зернистости
Степень зернистости определяет количество снимаемого материала. Например, высокая зернистость лепестковых шлифовальных кругов дает возможность обрабатывать даже крупногабаритные металлические трубы. А для обработки дерева подбирается инструмент с меньшей степенью зернистости.
Круги шлифовальные абразивные с зернистостью разной степени требуются для:
- предварительных операций с большой глубиной резания;
- обтирочных операций;
- обработки алюминия, латуни и меди.
Крупнозернистые модели используются при плоском шлифовании торцом круга, а также при внутреннем шлифовании. Как правило, крупнозернистые инструменты нужны для работы на станках с особенно высоким коэффициентом жесткости и мощности.
Среднезернистые и мелкозернистые круги используются для:
- обработки твердых сплавов;
- обработки закаленных сталей;
- финишного шлифования;
- заточки инструментов.
Среднезернистые и мелкозернистые круги требуются в том случае, если предъявляются особенно высокие требования к точности обрабатываемого профиля.
Классификация зернистости должна соответствовать ГОСТ Р 52381-2005. Ранее классификация шлифовальных кругов по зернистости соответствовала ГОСТ 3647.
Поскольку на рынке представлены инструменты разных видов, в том числе, и выпуска прежних лет, обе классификации шлифовальных кругов по зернистости по-прежнему актуальны.
Таблица зернистости шлифовальных кругов по старым и нынешним стандартам
Обозначение зернистости шлифовальных кругов позволит сделать грамотный выбор инструмента, что определит качество выполняемой работы в целом. |
Круг абразивный шлифовальный
 Абразивные круги выполнены в виде очень тонких листков и имеют посадочные отверстия в центре с обрамлением в форме металлической втулки. Для создания таких дисков используют разные частицы, наполнители в сочетании со специальной связующей массой, в качестве которой может выступать вулканитовая или бакелитовая. В соответствии с технологией, все перечисленные компоненты после перемешивания отправляются в специальные формы, после чего подвергаются прессованию.
Абразивные круги выполнены в виде очень тонких листков и имеют посадочные отверстия в центре с обрамлением в форме металлической втулки. Для создания таких дисков используют разные частицы, наполнители в сочетании со специальной связующей массой, в качестве которой может выступать вулканитовая или бакелитовая. В соответствии с технологией, все перечисленные компоненты после перемешивания отправляются в специальные формы, после чего подвергаются прессованию.
Абразивные круги бывают двух видов:
- шлифовальные;
- отрезные.
Первые предназначены для резки твердых неметаллических и металлических материалов, в том числе мрамора, кирпича, гипсокартона, сплавов цветных металлов и других. Шлифовальные круги чаще всего используют для шлифования и заточки деталей, выполненных из тех же самых материалов.
Оба вида абразивных кругов одинаково востребованы на производстве. Их используют для обработки на соответствующего типа станках — шлифовальных и отрезных.
Необходимый результат при использовании абразивных кругов получают путем воздействия острыми вершинами абразивных частиц, которые во время вращения круга врезаются в обрабатываемую поверхность. Как правило, эти частицы имеют размер от 100 до 2000 мкм. Следует заметить, что с увеличением размера и твердости зерен абразива повышается и производительность круга.
1 Где и как используются абразивные шлифовальные круги
Не только в машинах и приборах, но и в интерьере полированные материалы смотрятся гораздо красивее, причем в механизмах гладкие поверхности деталей играют немалую роль. В частности, в большинстве движущихся узлов отдельные их части должны быть хорошо пригнаны, а значит, трение должно быть минимальным, если, конечно, оно не предусмотрено изначально. При этом шлифовка необходима не только металлу, но и камню, а также, в некоторых случаях, древесине и пластику.
Абразивные шлифовальные круги изготавливаются различной формы, что позволяет использовать их для самых разнообразных нужд. Например, металлические изделия требуют не только сглаживания поверхности, очень часто им требуется очистка от ржавчины, а данный процесс невозможен, если не применяются специальные виды абразивных кругов. Кроме того, с помощью таких насадок для шлиф-машины можно делать пазы и выемки в различных материалах, в частности, в бетонных стенах, в поделочном камне, в мягких сплавах и в цветных металлах.











Активно пользуются абразивными кругами ювелиры, которым необходимо полировать изделия из золота и серебра, а также мастера по камню (не путайте с огранщиками), работающие с полудрагоценными и поделочными минералами. Некоторые виды шлифовальных насадок для дрели требуются при отделочных и ремонтных работах. В частности, для зачистки стен перед покрытием их штукатуркой или облицовкой плиткой. Некоторые типы кругов нужны для снятия старой эмали с сантехники, а также для очистки труб от ржавчины.
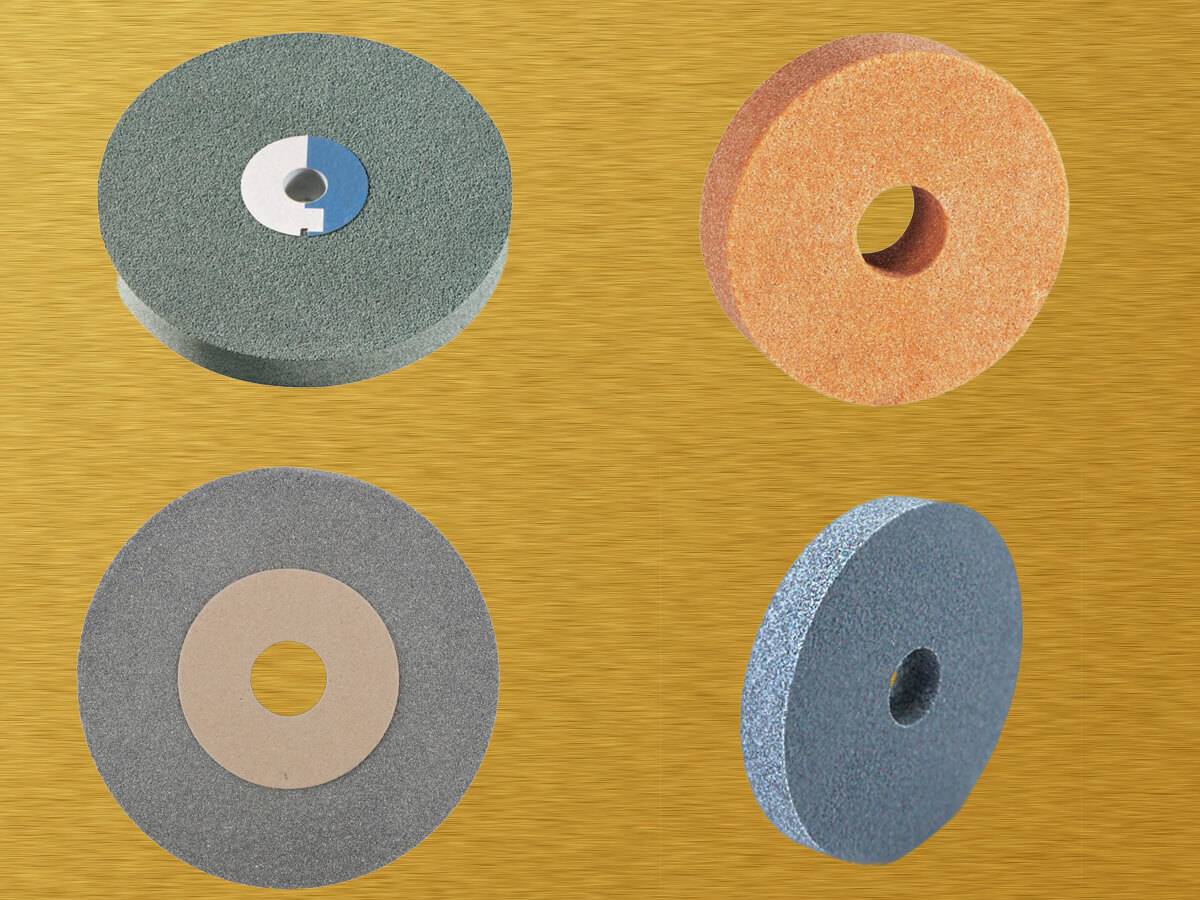
Основные виды абразивных инструментов
Абразивные инструменты, предназначенные для шлифования, в зависимости от геометрической формы разделяют на шлифовальные круги, головки, сегменты, бруски, шлифовальные ленты и шкурки. Каждый вид инструмента имеет свои особенности, обусловленные назначением инструмента, конструкцией станка, выполняемой операцией, материалом заготовки и требованиями к обработанной детали.
Шлифовальными кругами называют абразивные инструменты, представляющие собой тела вращения и имеющие сквозное осевое отверстие, предназначенное для крепления круга на шпинделе станка.
Шлифовальными головками называют абразивные инструменты, представляющие собой тела вращения, имеющие несквозное отверстие. Головку наклеивают на шпильку, один конец которой изготовляют гладким или с накаткой и устанавливают в отверстие головки, а другой зажимают в патроне станка.
Брусками и сегментами называют абразивные инструменты (или их часть), имеющие одинаковый профиль поперечного сечения по всей длине. Бруски и сегменты не вращаются вокруг своей оси при работе. Бруски предназначены для закрепления в специальных патронах или головках и применяются в виде единичного инструмента или в собранном виде. Шлифовальные сегменты крепятся обычно на переходных фланцах, которые устанавливают затем на шпиндель станка. Бруски, кроме того, применяют для ручной обработки при отделочных и заточных операциях.
Лентами и шкурками называют абразивный инструмент, представляющий собой тонкую гибкую основу с закрепленным на ней слоем абразивного зерна. Шлифование лентами и шкурками производится или вручную, или на специальных станках.
Типы шлифовальных кругов и их основные размеры регламентированы ГОСТ 2424—83, который предусматривает ряд типов и несколько сотен типоразмеров. На рис. 13.1 приведены формы сечения и условное обозначение типов шлифовальных кругов. Шлифовальные круги с диаметром отверстия от 1 до 13 мм можно наклеивать на шпильку. Шлифовальные круги с диаметром отверстия от 6 до 20 мм и наружным диаметром до 100 мм закрепляют на шпинделе или оправке станка винтами или гайками. Круги с посадочным отверстием от 10 до 32 мм и наружным диаметром от 32 до 250 мм закрепляют на шпинделе или оправке фланцами. Круги с диаметром отверстия от 32 до 508 мм крепят на переходных фланцах винтами или гайками. Круги формы К наклеивают на переходные фланцы.
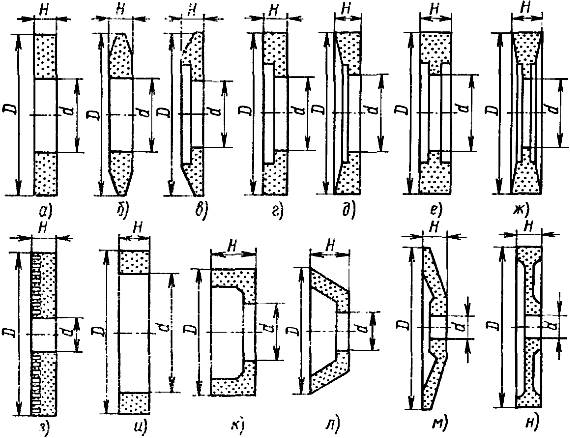
Рис. 13.1 Формы сечений шлифовальных кругов: а — прямого профиля (ПП);, б — с двусторонним коническим профилем (2П), в — с коническим профилем (3П), г — с выточкой (ПВ), д – с коническои выточкой (ПВК), е — с двусторонней выточкой (ПВД), ж — с двусторонней конической выточкой (ПВДК), з — специальный (ПP), и — кольцевой (К), к — чашечный цилиндрической (ЧЦ), л — чашечный конический (ЧК), м – тарельчатый (Т). н — с двусторонней выточкой и ступиней (ПВДС); D — наружный циамегр, H — высота, d — диаметр посадочного отверстия
При креплении кругов необходимо между опорными поверхностями абразивного инструмента и деталями зажимных устройств устанавливать прокладки из картона, резины, войлока или кожи для более равномерного распределения давления на круг.
Алмазные и эльборовые шлифовальные круги классифицируют по ГОСТ 24747—81. В зависимости от формы корпуса, формы и расположения алмазо- и эльборосодержащего слоя, а также от модификации корпуса устанавливают определенные обозначения формы кругов (табл. 13.1).
13.1. Обозначения форм алмазных кругов

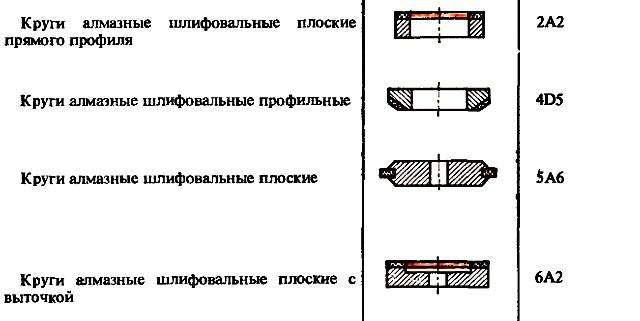


Первые одна или две цифры (с 1 по 15) в обозначении характеризуют форму сечения корпуса; следующие одна или две буквы (А, АН, В, С, СН, D, DD, Е, ЕЕ, F. FF, G, GG, Н, J, L, LL, М, Р, Q, QQ, R, S, V, Y, U) — форму сечения абразивосодержащего слоя; последующие один или два цифровые и буквенные индексы (1, 1P, 1R, 1V, 1X, 2, 3, 4, 4V, 4X, 5, 5V, 5X, 6, 6V, 6X, 7, 8, 9, 10) обозначают расположение абразивосодержащего слоя на корпусе, а следующие за ними (В, С, Н, Т, М) — модификацию корпуса. При маркировке алмазных и эльборовых кругов индексы модификации корпуса можно опускать.
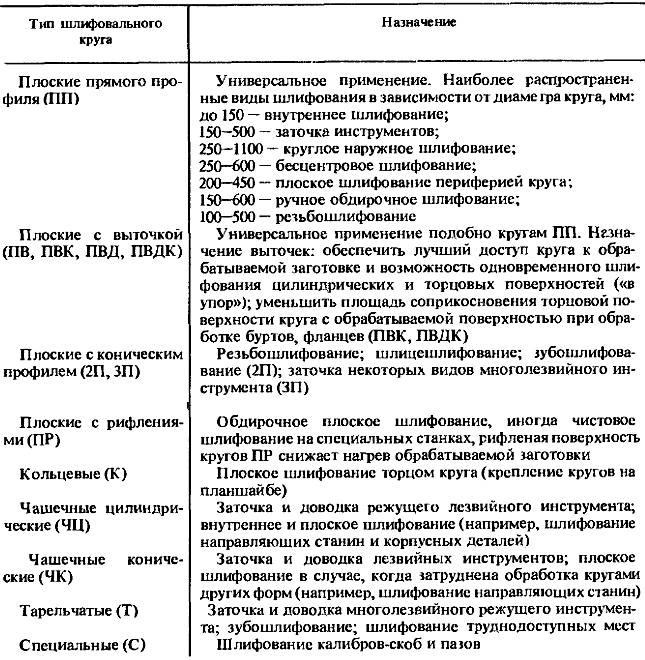
13.2. Применение основных типов шлифовальных кругов
Виды абразивов на изделии для металла, дерева и стекла
Наждачка в зависимости от типа абразива предназначается для применения с соответствующими видами материалов:
- Электрокорунд обычный или окись алюминия — служат для обработки чугунных поверхностей, а также стали закаленного и незакаленного типа, и дерева
- Электрокорунд белый — используются с целью обработки легированной и жаропрочной стали
- Кремень — кремниевые наждачки позволяют обрабатывать дерево, фанеру и кожаные материалы
- Карбид кремния — осуществляется чистовая обработка чугуна, алюминия, пластмассы, мрамора, гранита, стекла, дерева и бронзы
- Кварц — для обрабатывания керамики и оптических поверхностей
- Стекло — для обрабатывания дерева, фанеры, войлока и фетра
- Гранат — служит для затирки поверхности твердых видов деревянных изделий
- Алмаз — осуществляется полировка деталей из твердых сплавов и чугуна
- Эльбор — для обрабатывания стальных заготовок
Абразивы: описание, связки
Хотите качественную обработку? Тогда выбирайте абразивный материал, в котором максимально эффективная связка. Свойства последней напрямую влияют на прочность, твердость и специфику использования. Режимы, в которых можно использовать абразивные материалы, также зависят от технических свойств связки.
Как и говорилось выше, существуют органические и неорганические связующие элементы. К числу первых относятся следующие:
- вулканит;
- бакелит;
- поливинилформалевые соединения;
- глифталевые и эпоксидные компоненты.
Вторые примечательны силикатными и магнезиальными элементами. Наиболее часто из последней группы используется алмаз, керамика.
Отличительные свойства керамических связующих компонентов заключаются в следующем:
- устойчивость к возникновению огня;
- стойкость к воздействию влаги;
- полная химическая нейтральность – не взаимодействуют с химическими веществами любого происхождения.
Абразивный материал с керамической связкой отличается усиленным профилем, но сниженной устойчивостью к ударным нагрузкам.
Связки на бакелитовой основе отличаются повышенной упругостью, устойчивостью к любым механическим воздействиям, включая изгибы и удары. Из таких связок изготовляется широкое количество различных абразивных материалов.
Однако бакелитовые связки имеют и отрицательные стороны, представленные следующими нюансами:
- восприимчивость к воздействию химических веществ на щелочной основе;
- восприимчивость к воздействию высокого температурного режима;
- имеет пониженную деформационную стойкость.
Магнезиальные и силикатные связующие элементы используются гораздо реже. Это обусловлено тем, что такие компоненты неустойчивы к охлаждению и отличаются хрупкостью. Но есть и весомое отличие – они почти не выделяют теплоту в процессе использования.
Вулканитовые связки отличаются многообразным составом. Они содержат в себе каучук и серу, проходят дополнительную термическую обработку. Такие элементы отличаются повышенной эластичностью, за счет которой ее можно использовать для фасонного и профильного шлифования.
Абразивные инструменты, в которых используется такая связка имеют плотную структуру. В этом их минус – они легко и быстро нагреваются. Из-за этого зерно проседает, поэтому такие инструменты лучше всего использовать для чистового шлифования.
Естественные абразивные материалы
Рассмотрим некоторые из природных абразивов.
Алмаз является наиболее твердым из природных материалов, состоящим из чистого углерода. В природе он встречается, как правило, в виде россыпи кристаллов. Алмазы бывают ювелирные и технические (именно они применяются в качестве абразивов).










Гранат
— это минерал, состоящий из алюмосиликатов извести, магнезии и других примесей. Он может быть окрашен в разные цвета, за исключением синего. Используется в измельченном виде: частицы наносятся на шкурки для шлифования.
Корунд
состоит из кристаллической окиси алюминия с примесями, отличается окраской от синеватой до коричневой. При этом твердость материала снижается с повышением содержания в нем окиси железа.
Наждак
— смесь корундовых зерен с магнезитом и прочими минералами.
Кварц
представляет собой оксид кремния кристаллической формы. Разновидностью кварца является кремень: он состоит их кремнезема, в природе встречается в виде массивных горных пород.
Пемза
— это пористая структура вулканического происхождения, состоит из кремнезема и глинозема.
Мел
— карбонат кальция, с помощью которого возможны тонкие виды обработки (полирование, притирка).
Из чего изготавливаются абразивные шкурки
Впервые производством наждачки занялись еще в 13 веке, но серийный выпуск этого материала приходится на 1833 год. Для изготовления современных шкурок используются следующие технологические этапы:
- Пропитка бумажного основания или ткани специальными полимерами, в качестве которых применяется латекс, получаемый из каучука
- На пропитанную платформу наносится разогретый до температуры в 30-50 градусов клей
- Сразу после этого осуществляется нанесение абразивных частиц, что достигается посредством насыпного способа машинным путем
- Чтобы получить готовый материал, изделие проходит стадию сушки в печи
На продолжительность сушки влияет типа применяемого клея для соединения абразивных частиц с бумажным или тканевым основанием. Умельцы делают наждачку в домашних условиях, применяя для этого подавленное стекло или песок в качестве абразивов. Недостаток самостоятельного изготовления шкурки в том, что получаемое изделие имеет неизвестную степень зернистости. Зернистостью именуется главный технический параметр изделия, от которого зависит его эксплуатация.
Это интересно! Знаете ли вы, что наждачкой можно не только удалять коррозию, но и обрабатывать лакокрасочные поверхности. Это выполняется при полировании автомобиля, когда необходимо удалить мелкие царапины и повреждения на кузове.
Шкурки по типу основы
Даже в небольшом городе, пройдясь по хозяйственным магазинам, можно найти несколько десятков разных образцов наждачной бумаги. Они будут отличаться не только по зернистости, но и по способу нанесения абразивного материала, типу насыпки и связующего, а также используемому абразивному материалу или смеси таковых. Однако на практике первоочередное значение имеет тип основы, на которую абразив нанесён.
Читать также: Сварочный аппарат в среде углекислого газа
На бумажной основе изготавливается наиболее дешёвая и быстро расходуемая наждачная шкурка. Преимуществ у неё немного: помимо низкой цены бумага удобна, если нужно быстро оторвать свежий лоскуток для работы. Абразив с такой шкурки осыпается довольно быстро, особенно в местах излома, однако бумажная основа позволяет с большей лёгкостью обрабатывать рельефные поверхности.

Шкурка на тканевой основе имеет несколько более высокую стоимость, но гораздо долговечней. Во многих домашних хозяйствах можно найти с полдюжины завалявшихся лоскутков тканевой наждачки, которые успешно используются время от времени по нескольку лет и при этом не потеряли абразивные качества. Не обходится и без недостатков: ткань с эпоксидной пропиткой грубая, под ней хуже чувствуется обрабатываемая поверхность. Также тканевые шлифовальные ленты имеют свойство растягиваться, хотя это касается в основном лишь расходников для машинной обработки.

Наконец, имеется третий тип шлифовальной бумаги — на мягкой основе. Сюда относится поролоновая или полиуретановая шкурка, используемая для финальной обработки рельефных деревянных и гипсовых деталей, и фибровая наждачная бумага. Последняя, хотя и имеет схожие свойства в качестве прижатия к детали, используется для крепления на рабочий орган с липучкой, например на роторные шлифмашины.
Какая нужна зернистость для заточки ножей
Определившись с типом материала изготовления бруска, важно правильно подобрать его гритность. Чем меньше зернистость брусков для заточки ножей, тем более агрессивно они воздействуют на металл, то есть тем крупнее абразив и тем глубже он оставляет царапины
Соответственно, самые крупноабразивные бруски применяют при работе с заготовками при создании клинков, самые мелкоабразивные используют для полировки, финишной обработки лезвия для придания ему зеркальной гладкости. Среднезернистые абразивы используют для главной цели – придать лезвию остроту.
Производители указывают на изделиях гритность финишной обработки лезвия. Соответственно, для полного цикла заточки ножа требуется как минимум два вида абразивной поверхности. Это могут быть разные камни или комбинированная модель, на каждой стороне которой нанесен определенный абразив. Ориентироваться можно на следующую таблицу зернистости камней: Зернистость брусков для заточки ножей — таблица
| № | Зернистость, grit | Назначение |
| 1 | #220 | Ремонт клинка, черновая заточка |
| 2 | #800-3000 | Чистовая заточка и доводка |
| 3 | #6000 | Правка и полировка |
| 4 | #220/#800 | Комбинированный: ремонт и заточка |
Итак, чтобы понять, какой зернистости нужен камень для заточки ножей, изучите технику работы с ними:
- Ремонт клинка. При наличии сколов и трещин возникает необходимость реконструкции режущей кромки. То есть снимают большой слой металла, фактически формируя новую режущую кромку. В этом случае нужен крупноабразивный брусок зернистостью от #220.
- Грубая заточка. При сильном затуплении лезвия, но без повреждений режущей кромки, требуется основательная заточка. Подходящая зернистость для заточки кухонных ножей — #1000-#3000. Для рабочего инструмента величина может быть и ниже.
- Чистовая заточка. Этот этап необязателен, однако если лезвие было слишком затуплено, после основной заточки может потребоваться дополнительная с применением чуть более зернистого абразива.
- Финишная заточка. На заключительном этапе заточенное лезвие шлифуют и полируют. Потребуется мелкозернистый камень с гритностью, соответствующей изначальной, заявленной производителем. Чаще всего это #3000 — #6000. У некоторых японских ножей режущая кромка очень острая, показатель может достигать #8000.
Задумываясь о том, какую зернистость выбрать для заточки ножа, определитесь подходящим видом абразива, а также учтите степень затупления лезвия. Натуральные и искусственные водные камни оптимально подходят для заточки лезвий разного типа, отличаются долгим сроком службы и высокой износостойкостью. В каталоге нашего магазина вы найдете подходящий точильный инструмент для любого поварского клинка.








Формы шлифовальный кругов
Шлифовальные круги изготовляют различной формы и размеров. Форма круга выбирается в зависимости от конструкции станка, крепежных устройств и условий шлифования.
Размеры шлифовальных кругов выбираются по размерам и мощности станка, по размерам обрабатываемого изделия, конструкции и размерам крепежных устройств и защитных кожухов. При выборе размера круга руководствуются правилом — всегда брать возможно больший размер, так как это улучшает условия резания (уменьшается дуга контакта).
ГОСТ 2424-83 определяет формы сечений, обозначения и размеры шлифовальных кругов (рис. 54).
Таблица назначений зернистости
| Номера зернистости по ГОСТ 3647-80 | Номера зернистости по ГОСТ Р 52381-2005 | Назначение |
| 125; 100; 80 | F14; F16; F20; F22 | Правка шлифовальных кругов; ручные обдирочные операции, зачистка заготовок, поковок, сварных швов, литья и проката. |
| 63; 50 | F24; F30; F36 | Предварительное круглое наружное, внутреннее, бесцентровое и плоское шлифование с шероховатостью поверхности 5-7-го классов чистоты; отделка металлов и неметаллических материалов. |
| 40; 32 | F40; F46 | Предварительное и окончательное шлифование деталей с шероховатостью поверхностей 7-9-го классов чистоты; заточка режущих инструментов. |
| 25; 20; 16 | F54; F60; F70; F80 | Чистовое шлифование деталей, заточка режущих инструментов, предварительное алмазное шлифование, шлифование фасонных поверхностей. |
| 12; 10 | F90; F100; F120 | Алмазное шлифование чистовое, заточка режущих инструментов, отделочное шлифование деталей. |
| 8; 6; 5; 4 | F150; F180; F220; F230; F240 | Доводка режущего инструмента, резьбошлифование с мелким шагом резьбы, отделочное шлифование деталей из твердых сплавов, металлов, стекла и других неметаллических материалов, чистовое хонингование. |
| М40-М5 | F280; F320; F360; F400; F500; F600; F800 | Окончательная доводка деталей с точностью 3-5 мкм и менее, шероховатостью 10-14-го классов чистоты, су |
Выбор шлифовального диска определяется и характером выполняемых работ, при помощи этого абразивного инструмента можно выполнять следующие операции:
- правка шлифовальных кругов;
- обдирочные операции;
- зачистка поковок и сварных швов;
- доводка режущего инструмента;
- резьбошлифовальные операции;
- предварительное и финишное шлифование;
- окончательная доводка детали.
Каждая из вышеперечисленных операций имеет определенный класс чистоты, который тоже надо учитывать при выборе зернистости шлифовального диска.
Купить данную продукцию вы можете на странице с товарами
Круги лепестковые торцевые Klingspor
Круг лепестковый торцевой 125х22 — №1 в мире по объему потребления и при этом самый безопасный шлифовальный инструмент. Фирма Klingspor производит лепестковые торцевые круги с маркировкой SMT с плоской тарелкой и с углом наклона тарелки 12 и 6 градусов.
На сайте представлены шлифовальные круги на ушм фирмы Клингспор. Эффективность применения КЛТ: шлифовальный круг с прямой тарелкой наиболее эффективен при шлифовании плоскости и при доводки шлифованной поверхности. Выпуклый торцевой круг с тарелкой 6 или 12 градусов обеспечивает эргономичное шлифование с большим объемом съема материала. В стандарте ГОСТ его имя круг лепестковый зачистной. Цена на лепестковые торцевые круги соизмерима с его производительностью и свойствами материала ламелей.
Применение лепестковых зачистных кругов
Круги лепестковые торцевые безопасны при зачистке кромки и сварного шва. Для максимального съема материала Вы можете применить обдирочные диски Kronenflex. По сравнению с обдирочными кругами круг лепестковый торцевой имеет некоторые существенные преимущества. Во-первых это равномерное качество шлифования поверхности и свойственный рисунок шлифования. Во-вторых, более низкий уровень шума и низкая вибрация. В-третьих, скорость вращения лепесткового торцевого круга остается неизменной до полного износа, т.к происходит незначительное уменьшение диаметра шлифовального круга. В-четвертых, круг лепестковый зачистной работает до полного износа и истирания лепестков из абразивной ткани или нетканого волокна. В-пятых наивысшая безопасность при шлифовании кромки после лазерной резки, что не возможно гарантировать другими типами шлифовальных кругов. Для зачистки большой поверхности рекомендуем круг торцевой с прямым профилем тарелки. Хорошего эффекта можно достичь, если применить фибровые шлифовальные круги фирмы Klingspor, которые за счет широкой активной поверхности, равномерной силе нажима обеспечивают наиболее однородный рисунок шлифования. Бывают случаи, когда необходимо снять поверхностный слой с твердой основы, удалить старую краску. Для этого используйте пористые зачистные круги фирмы Klingspor прямой и тарельчатой формы, доводочные круги 125 мм или другие шлифовальные насадки представленные на сайте.
* Компания-производитель оставляет за собой право на изменение, этикетки, упаковки, комплектации, места производства товара без уведомления! Указанная информация не является публичной офертой.
Скрыть
Безопасность при работе
Операции с оборудованием, выполняющим шлифовальные и отрезные работы, имеют несколько опасных факторов. Это вращение устройства, возможность разрушения диска на ходу, угроза прикосновения к вращающемуся оборудованию. Чтобы сохранить здоровье, нужно выполнять такие требования:
Все работы на шлифовальном электрическом оборудовании начинаются после проверки изоляции кабелей, наличия заземления, исправности кнопки аварийного отключения.
Убедится в исправном состоянии кругов: нет ли трещин, сколов, выработки.
Проверить работу приточно-вытяжной вентиляции. Спецодежда должна быть заправлена, длинные волосы нужно спрятать под шапочку.
Перед началом шлифовки подождать 2—3 минуты, пока станок работает вхолостую
Это поможет выявить скрытые дефекты.
Во время работы всё внимание обращать на производимую операцию.
Не работать без защитных очков или масок.
Замена абразивных кругов возможна только на отключённом оборудовании.
Все вращающиеся механизмы ограждаются кожухами, а сами круги — прозрачными экранами. При подъёме этих ограждений работа станка должна блокироваться выключателями.
В неработающем состоянии щитки необходимо поднять.
Современный шлифовальный инструмент и станки значительно облегчают труд человека. А правильный выбор оснастки позволит выполнить операции по зачистке с максимальным уровнем чистоты.
Originally posted 2018-04-06 09:22:34.