Преимущество использования лазерного станка для бизнеса
Высокая точность исполнения детали является самым главным приоритетом использование лазерного станка. Также, его небольшие габариты позволяют применять его даже в небольшом помещении. В комплекте со станком идет компьютер с официальным программным обеспечением и основными графическими программами, которое позволяет создать различные варианты исполнения изделий.
Единственный минус, который визуально можно заметить, это небольшое обжигание изделий из дерева, потому что слишком высокая температура расплавления способствует глубокому прожиганию волокон, вызывая тонкое потемнение на края изделия.
Виды лазерной резки
Лазерная резка листового металла выполняются с помощью специальных аппаратов разных видов. Оборудование состоит из следующих элементов:
- Источника питания, который передаёт напряжение на рабочий привод.
- Генератора, который создаёт направленный поток.
- Ряда фокусирующих линз, которые усиливают, концентрируют излучение в одной точке.
Все элементы устанавливаются на рабочем столе с направляющими, шаговыми двигателями.
В зависимости от мощности выделяют три группы аппаратов:
- Твердотельные — до 6 кВт. Установки, на которых закрепляется рубин или другой кристалл для создания направленного потока энергии. Работают импульсами или постоянным излучением.
- Газовые — мощность от 6 до 20 кВт. Оборудование, для работы которого используют газовую смесь. Она нагревается под воздействием электрического тока.
- Газодинамические — от 20 до 100 кВт. Аппарат, работающий на основе углекислого газа. Отличаются высокой мощностью, небольшим расходом энергии.
Выбор зависит от целей мастера. Чем толще листы нужно разрезать, тем мощнее оборудование нужно выбирать.
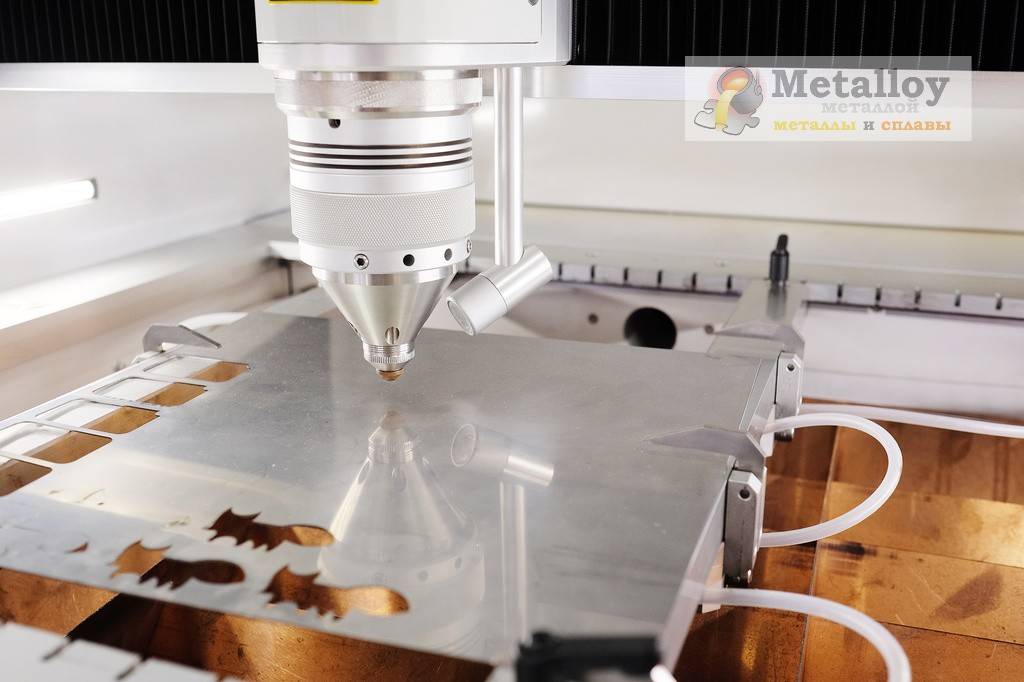
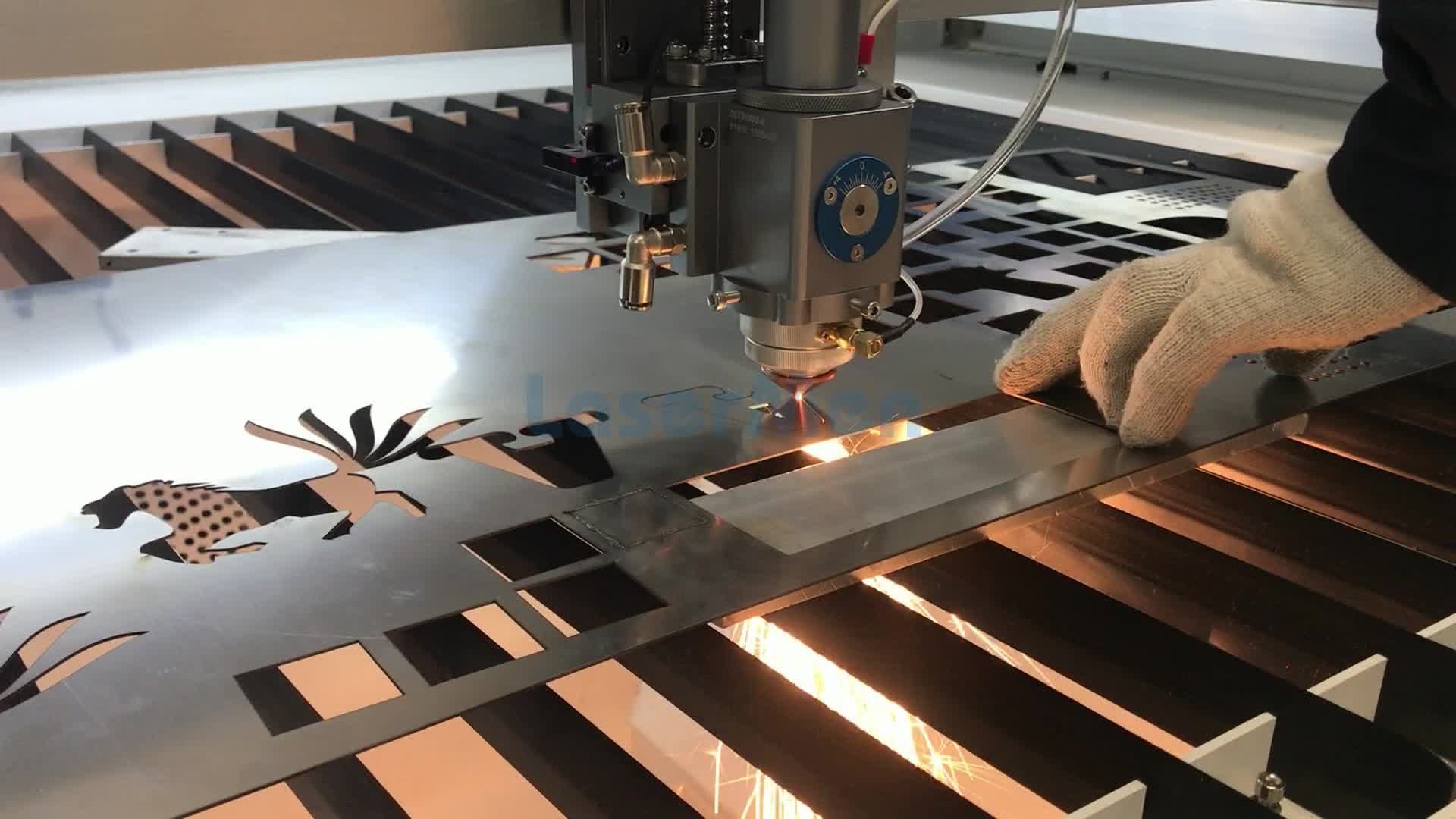
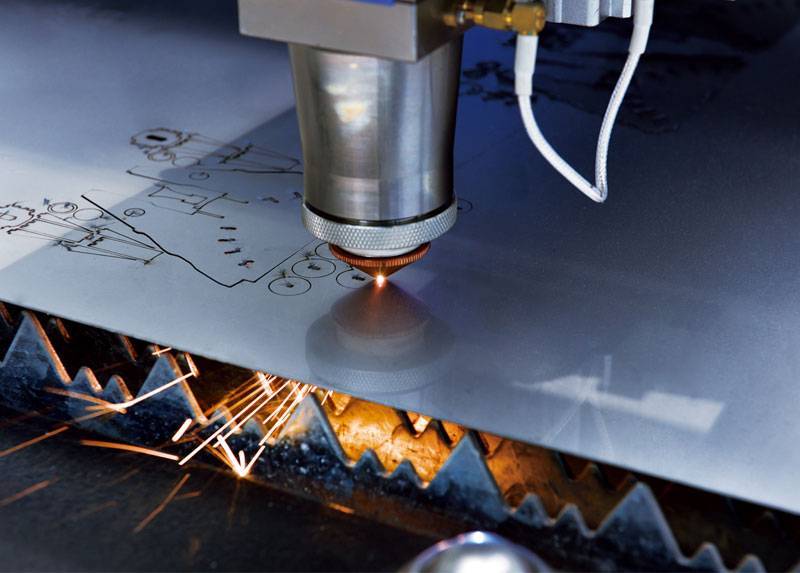
Лазерная резка листового металла
2 Лазерная резка и гравировка – технология и оборудование
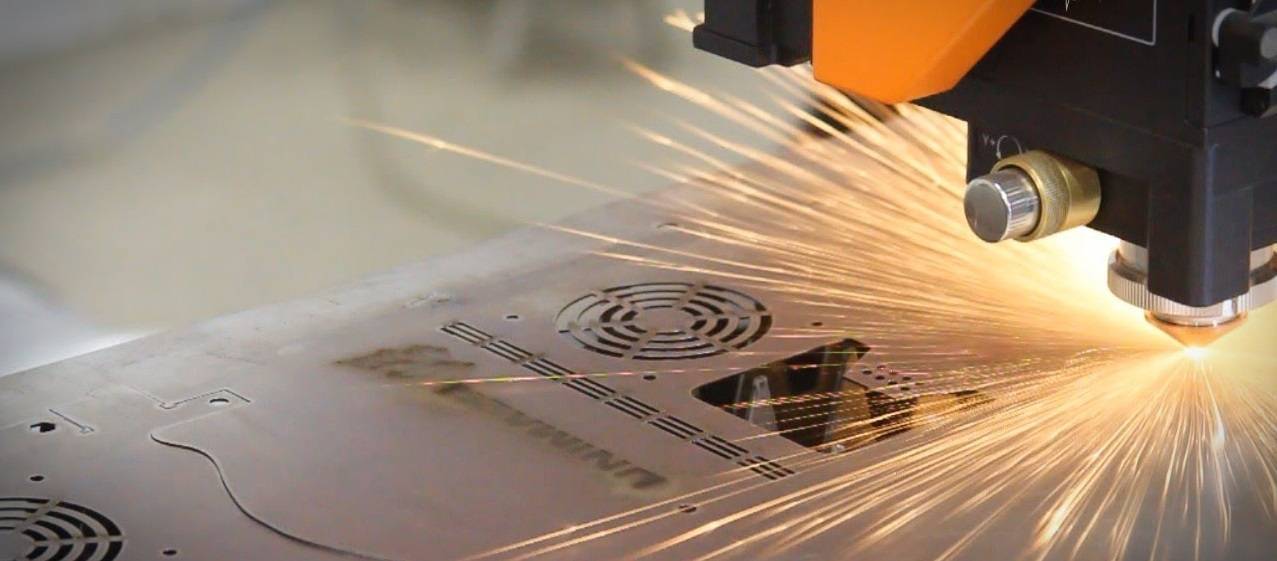
Как только что было сказано, оборудование для такой обработки материалов довольно дорогостоящее, поэтому этим в основном занимаются только крупные предприятия промышленного характера. Технология лазерной резки заключается в том, что сфокусированный луч движется в строго заданном направлении. А так как его диаметр очень маленький, при этом мощность невероятно большая, то он нагревает металл до состояния плавления. Однако смежные с лучом участки, несмотря на то что тоже нагреваются, тем не менее не деформируются. Затем в рабочую зону подается газ, это может быть и кислород, и азот, или же смеси газов с инертными свойствами – все зависит от вида и свойств обрабатываемого металла или сплава. Посредством этой струи осуществляется выдувание расплавленного материала, и получается тонкий и аккуратный рез.
Лазерная художественная резка металла в ювелирном деле или же там, где необходима повышенная точность и лучшее качество, осуществляется путем испарения молекул металла из рабочей зоны. Материал также нагревается под воздействием луча, но в отличие от предыдущего способа происходит смещение зоны плавления вглубь. Верхние же слои, в свою очередь, нагреваются до температуры кипения, что и приводит к испарению. Недостаток данной технологии заключается в том, что она требует значительно больше энергозатрат, поэтому ее целесообразно применять только в особенных случаях.
Процесс лазерной резки металлов полностью автоматизирован начиная от таких примитивных операций, как загрузка листов, и заканчивая сортировкой уже готовых изделий. Есть три основных типа машин. Портальная, когда лист металла неподвижен, а перемещается портал с технической оснасткой. Оборудование для лазерной резки второго типа предполагают ход листа, при этом портал статичен. Существуют также установки, в которых перемещаются одновременно и лист, и портал (первый в продольном направлении, а второй – в поперечном).
Кроме того, различными бывают сами лазеры.
- У твердотелых в качестве активного тела выступает рубин, неодимовое стекло либо же алюмоиттриевый гранат. Их мощность обычно не более 6 кВт. Они используются для резки алюминия, латуни или же меди.
- Лазеры, в которых активным телом выступает газ, соответственно, называются газовыми. Возбуждение атомов вещества в этом случае осуществляется посредством электрического разряда. Мощность же данных устройств может достигать 20 кВт.
- Самые “сильные” установки (150 кВт) – газодинамические – работают за счет прокачки горячего газа со сверхзвуковой скоростью. А наиболее популярными по праву можно назвать машины, в которых происходит прокачка CO2 в поперечном направлении (1 МВт). Они достаточно компактные и надежные, с их помощью делается лазерная резка труб, металлов и других материалов.
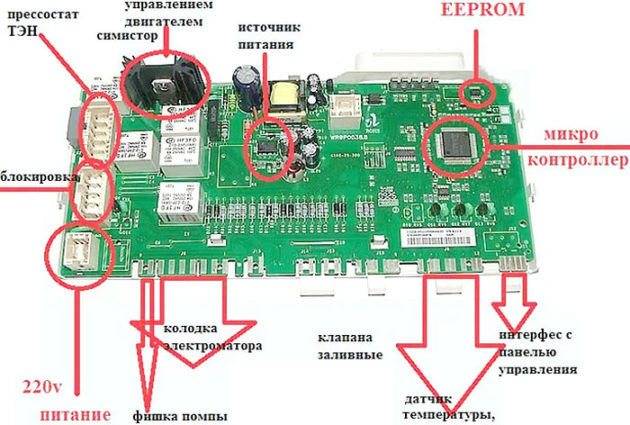
Устройство станка
Вся конструкция станка с числовым программным управлением состоит из следующих элементов: станины, горизонтального рабочего стола или столешницы, мобильного портала с инструментами, который находится над рабочей поверхностью (оснащена лазером), лазерного узла, который включает в себя лазерную трубку, головку излучателя, линзы и зеркала.
Также конструкция включает в себе электромотор, который осуществляет движение лазера. Данным элементом управляет специальная компьютерная программа.
Схема работы станка следующая:
- Поступление смеси с азотом, диоксидом углерода и гелием в трубку.
- Подача напряжения для формировки лазерного луча, которая происходит за счет трансформатора.
- Фокус луча с помощью линз и зеркала.
- Обработка заготовки головкой лазера.
- Постоянное охлаждение трубки водой, как способ защиты от перегрева.
Принцип работы
Для работы понадобится источник энергии, активная среда, и оптический резонатор.
Все происходит примерно так: с помощью источника в активную среду попадают кристаллы, которые несут некий заряд. Далее они (те самые кристаллы) притягивают к себе подобные себе частички. Кристаллы начинают двигаться живее за счет усилителя, часто сталкиваются с атомами и выбивают новые кристаллы. Через резонатор они идут наружу узким лучом, который мы собственно говоря и видим.
Купить лазерный станок по дереву
Отвечаем на все звонки, письма, сообщения и всегда рады гостям.
Звоните
+7 +7 +7 + Viber, WhatsApp, Telegram
Заходите в гости
Санкт-Петербург, ул. Республиканская, 22, литера Е, помещение 4Ш
Мы работаем
пн.-пт. с 9:00 до 19:00 (мск)
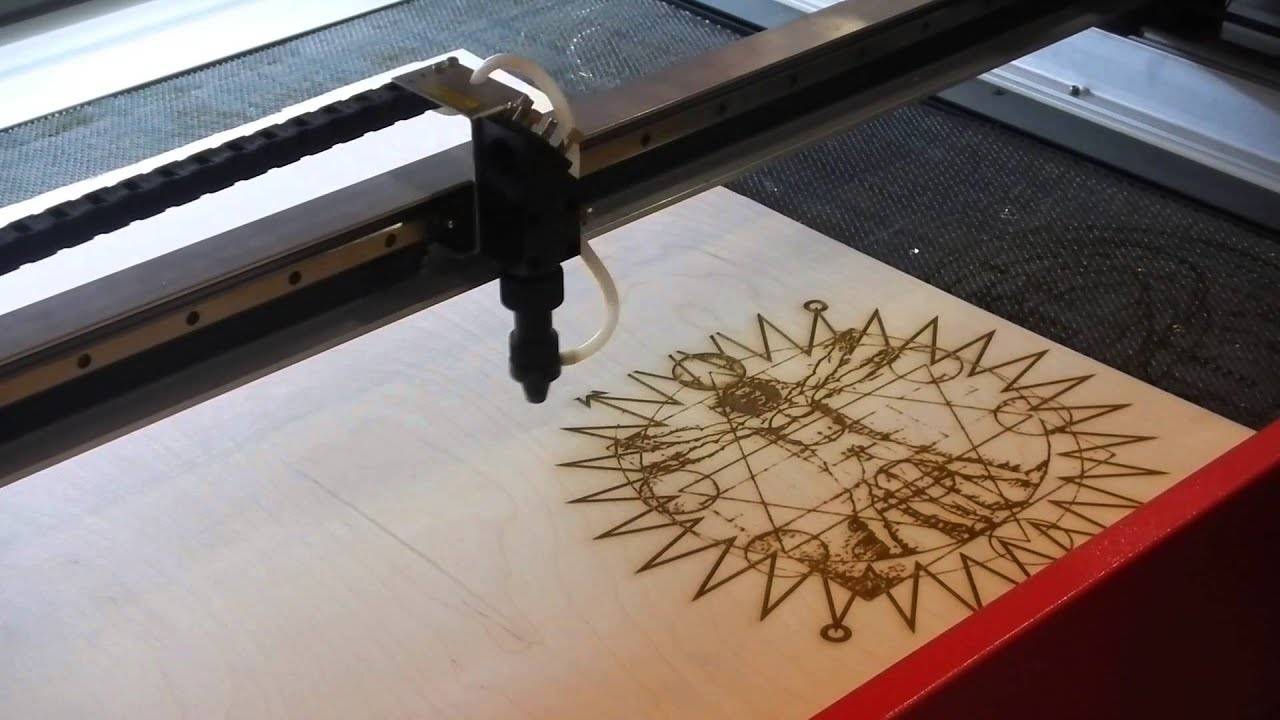
Иметь в своём распоряжении лазерный станок по дереву с числовым программным управлением достаточно заманчивая перспектива, так как это даже позволит открыть свой маленький бизнес по декоративной обработке пиломатериалов.
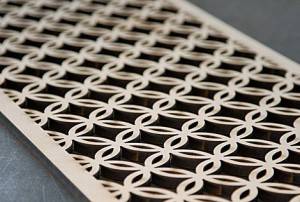
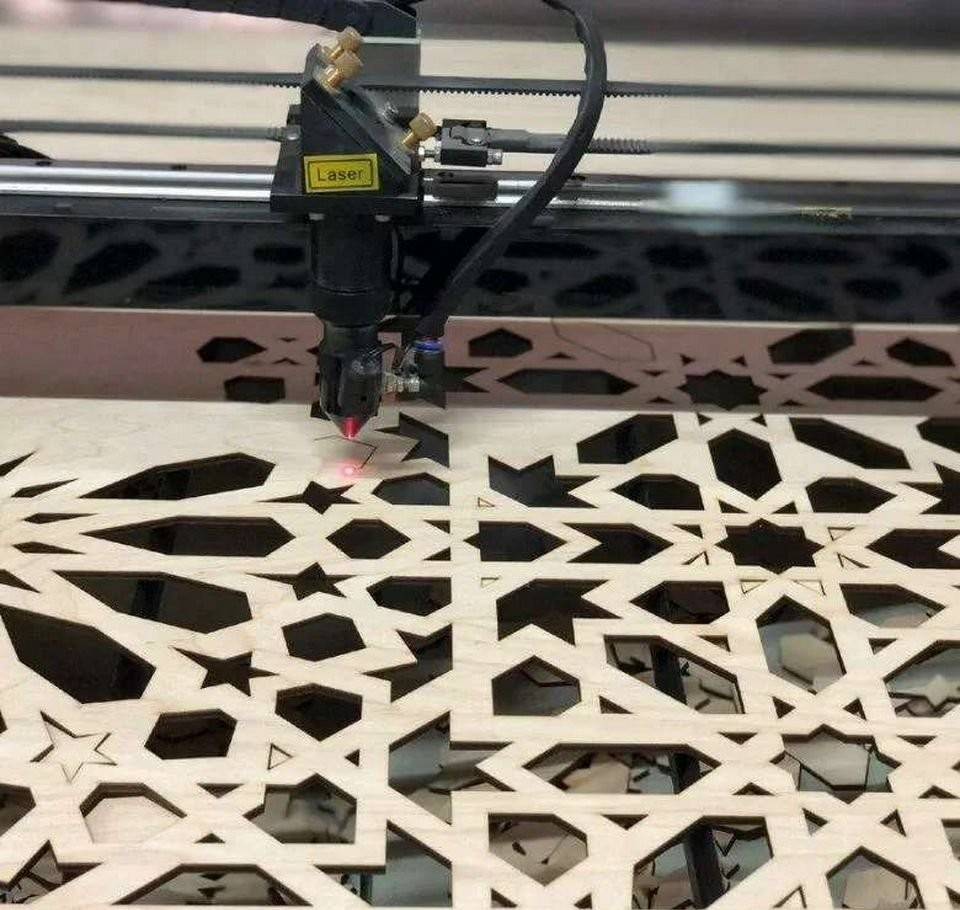
Основным преимуществом лазерной резки или выжигания является то, что вам, собственно, даже не понадобятся таланты художника, чтобы сделать зарисовку на обрабатываемой детали – с этим превосходно справляются специальные программы.
На фото: филигранный дизайн лазерной резкой
Они могут быть заложены в самом станке, либо добавлены со сторонних носителей типа съёмного диска или «флэшки» и об этом мы сейчас поговорим, а также предложим вам видео в этой статье по данной теме.
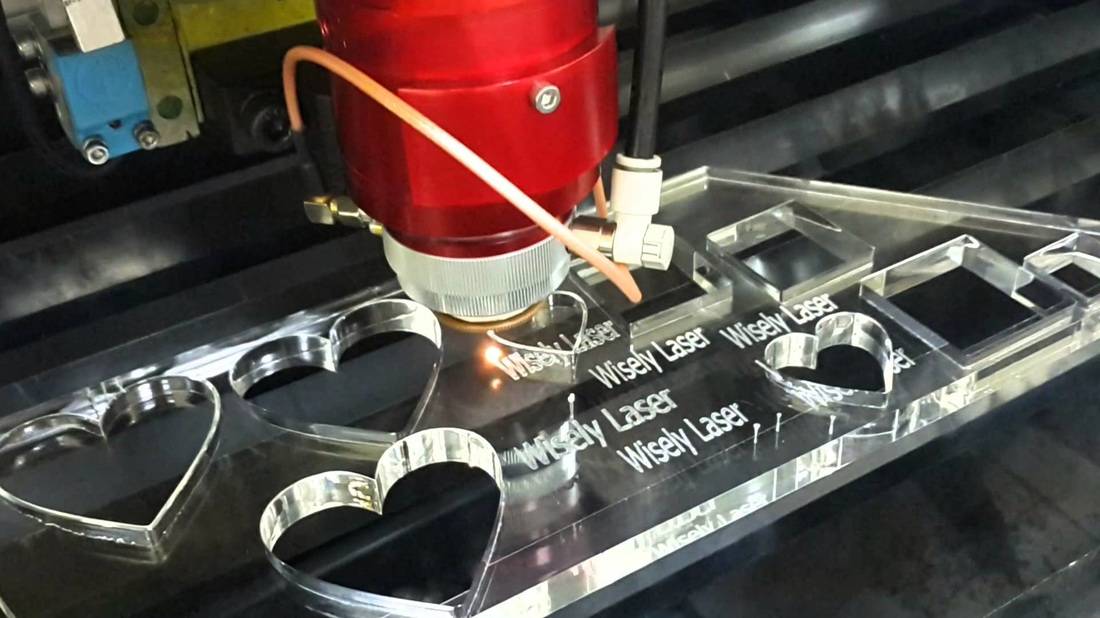
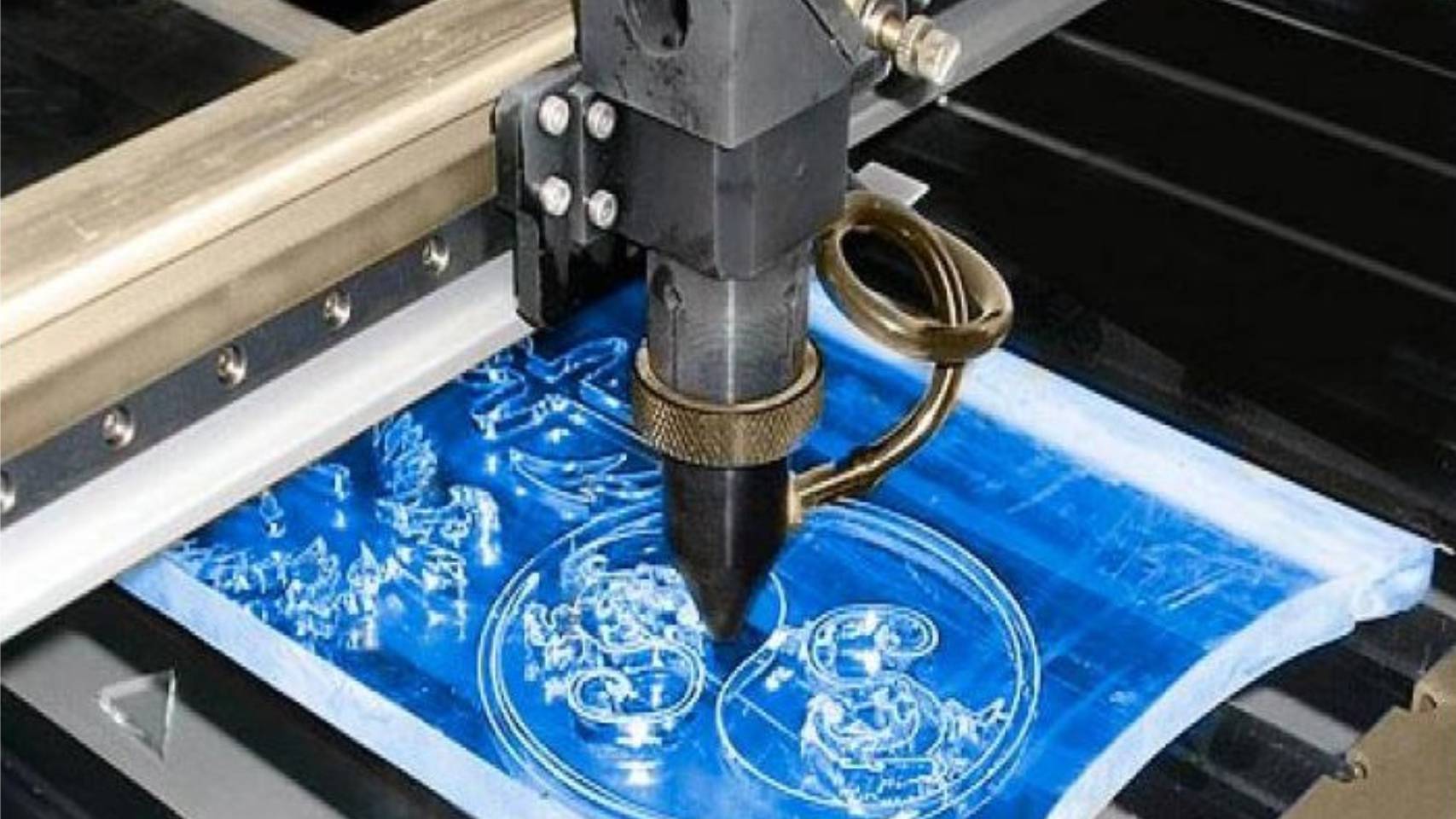
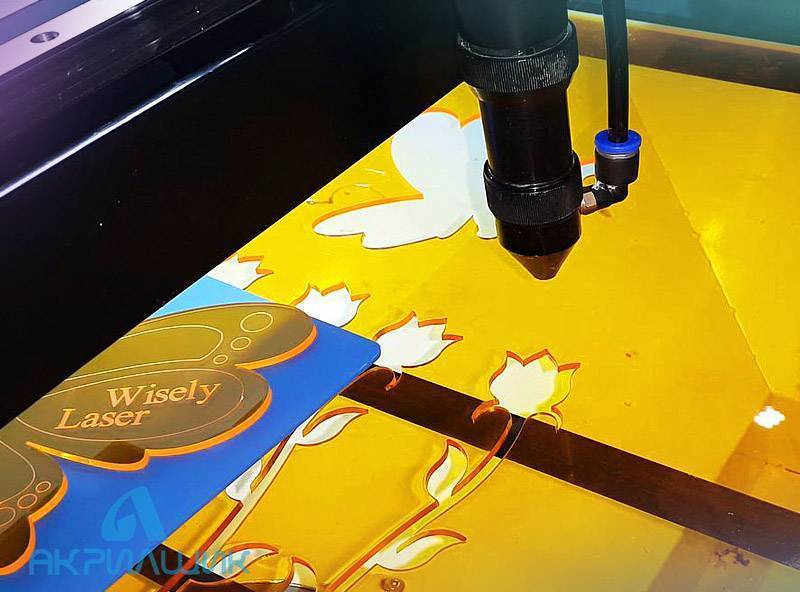
Лазерная резка оргстекла – описание процесса
Принцип обработки полимеров лазером заключается в воздействии на материал пучка когерентного излучения, сфокусированного оптической системой. Глубина проникновения луча в оргстекло регулируется мощностью лазера и степенью его фокусировки. Компьютерное управление позволяет создавать сложные узоры за короткое время при минимальном участии оператора
Высокая температура, передаваемая материалу, вызывает его практически мгновенное испарение, а тонкий лазерный луч сводит к минимуму потери в виде пара. Продукты испарения удаляются из зоны резки сжатым воздухом или инертным газом.
Быстро образованные обрезанные края оргстекла имеют эстетичную форму и не требуют дополнительной обработки.
Технология

Управляющая компьютерная система может изменять мощность луча и глубину его фокусировки. Это необходимо для работы с материалом различной толщины и физико-химических свойств. Помимо обрезки возможна также внешняя обработка поверхности, производимая с целью создания декоративного матового слоя.





Перед резкой лист или фрагмент оргстекла располагается неподвижно в фиксирующем устройстве. В программу вносится задание для работы, содержащее форму, размеры и количество необходимых деталей. Оптимальное расположение вырезаемых фигур определяется автоматически, после чего лазер приводится в работу.
Особенности лазерного света гравировальных станков
Усечённый лазер следует рассматривать как «усиление света посредством индуцированного излучения». Этот момент подразумевает исход лазера от источника (резонатора), которым генерируется (передаётся) излучение, поэтапными наплывами и неразличимыми:
- повторением,
- стадией,
- поляризацией.
Лазерный свет, по сути, представлен формой узкой длиной волны. Существуют лазеры, воспроизводящие широкий спектр света или постоянно пропускающие световые волны различной длины.
Технология под станок лазерной резки широко используется как часть подготовки металла и неметаллического материала. Подход значительно сокращает время и стоимость обработки, улучшает характер обрабатываемой детали.
Современный лазерный гравировальный режущий инструмент — это своего рода «фантастический меч», способный рассекать железо, словно жевательную резинку.
Сварная станина
Важнейшим компонентом в конструкции станка является станина. В основе станков OREE LASER – сварная станина, имеющая многосекционную сотовую структуру, выполненная из труб прямоугольного сечения, толщиной стенки 10 мм, что обеспечивает высокую жесткость конструкции, а также долговечность эксплуатации станка без потери точностных параметров. Внутренняя часть трубы снабжена армирующими ребрами для увеличения прочностных показателей. Выполняя несущую функцию, станина обладает стабильностью свойств, обеспечивая непоколебимость движущихся частей станка. За счет снижения вибрации достигается высокая точность обработки материала.
Технология
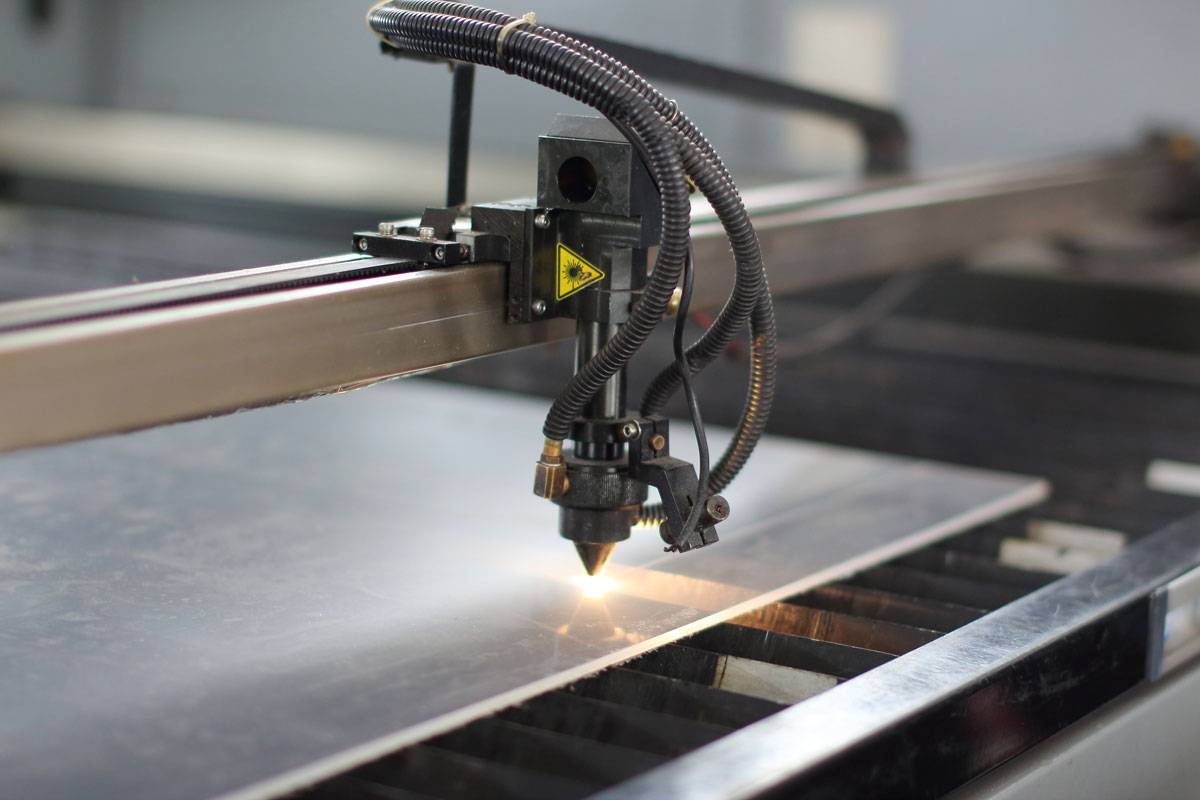
Технология лазерной резки металла подразумевает под собой процесс нагревания металла в определённом месте свыше его температуры плавления. Рабочий привод генерирует сфокусированный луч, которые проходит через систему линз, становится мощнее. Раскалённый пучок света попадает на поверхность детали, начинает расплавлять её. Передвигаясь по направляющим, рабочая головка делает рез заданного размера, формы.
Сфокусированный луч обладает некоторыми характеристиками:
- Постоянством длины. Благодаря этому его легко сфокусировать на любой поверхности используя оптические линзы.
- Низкий угол расходимости света луча. Это позволяет получить мощный направленный поток света на заданную точку.
- Суммарная мощность излучения увеличивается благодаря когерентности.
При разрезании металла, материал может плавиться или испаряться. Это зависит от мощности оборудования.
Работа с тонким металлом
Обычно на предприятиях таким способом обрабатывают именно тонколистовую сталь. Металлопрокат подвергается быстрой распиловке, а также процедура помогает экономить на затраченной энергии. Чем тоньше лист, тем лучше следующие показатели:
- максимальная точность подачи луча, отсутствие искажений в самой толще материала;
- отсутствие загрязнений (оплава) на поверхности;
- отсутствие вторичных дефектов – вмятин, прочих механических повреждений;
- молекулярное строение остается прежним, не возникает сильных внутренних напряжений, как при других способах термообработки;
- высокая скорость распила.
Практическое применение технологии лазерной резки
Производство изделий при помощи лазерного оборудование состоит из нескольких этапов:
- Формирование идеи продукта.
- Разработка художественного эскиза.
- Создание технического макета модели.
- Изготовление тестовой детали на ЧПУ-станке.
- Контроль параметров и доработки в случае необходимости.
- Запуск серийного производства.
Созданию технического макета нужно уделить особое внимание, так как от его точности будет зависеть качество готового изделия

Требования к макетам для лазерной резки
- Масштаб чертежа 1:1.
- Замкнутые внешние и внутренние контуры.
- CIRCLE, LINE, ARC – команды для создания контуров.
- Команды ELLIPSE, SPLINE не поддерживаются.
- При наложении линий друг на друга лазерный резак будет проходить по одной и той же траектории несколько раз.
- В чертеже для лазерной резки должно быть указано количество деталей и рабочий материал.
- Вся информация о чертеже должна быть размещена в одном файле.
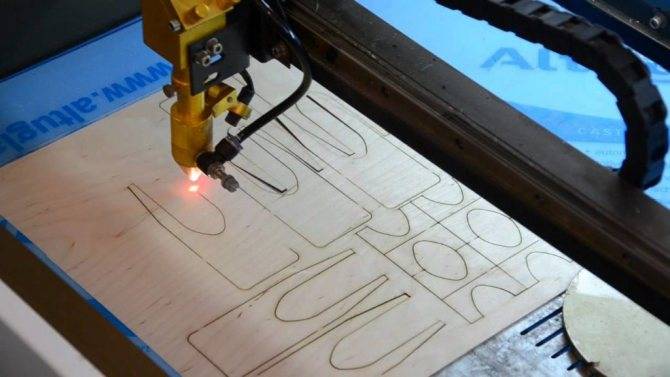
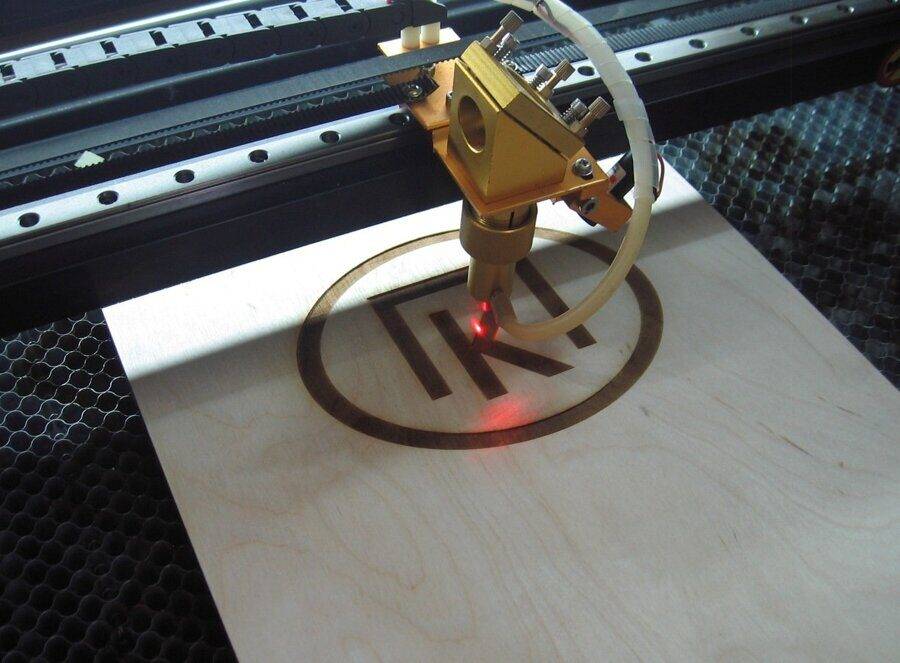
Технология лазерной резки фанеры
Лазерный станок для обработки фанеры
Точечное термическое воздействие на декоративный природный материал частично разрушает его. Это происходит за счет формирования плазмы, аналогичной для дуговой сварки. Однако при этом фанера не плавится, а выгорает.
Основным компонентом станка является лазерная установка. Она формирует сконцентрированное излучение, которое воздействует на материал. Для этого применяются лазеры типа СО2. Полупроводниковые модели не обладают достаточной мощностью и могут быть использованы только для художественного выжигания.
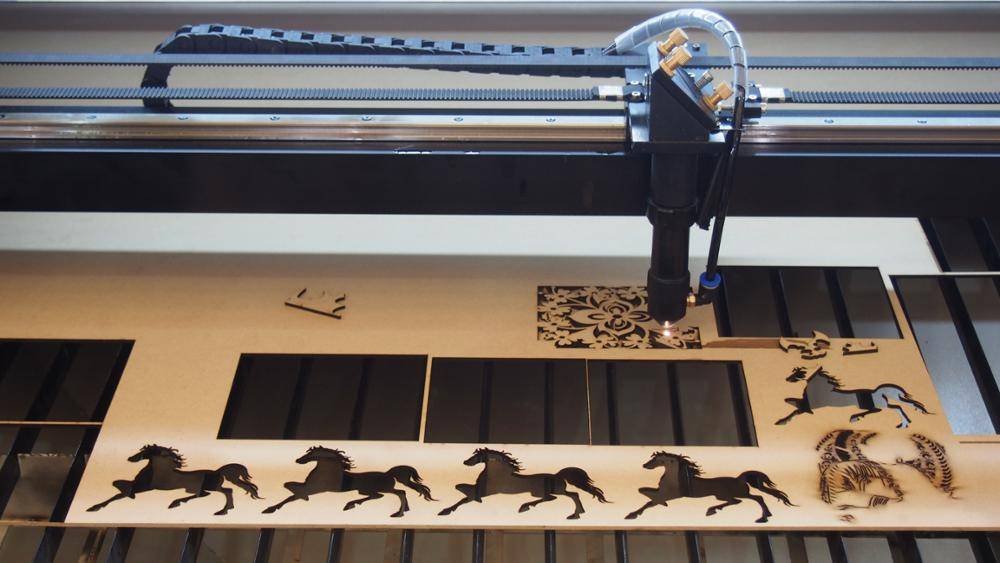
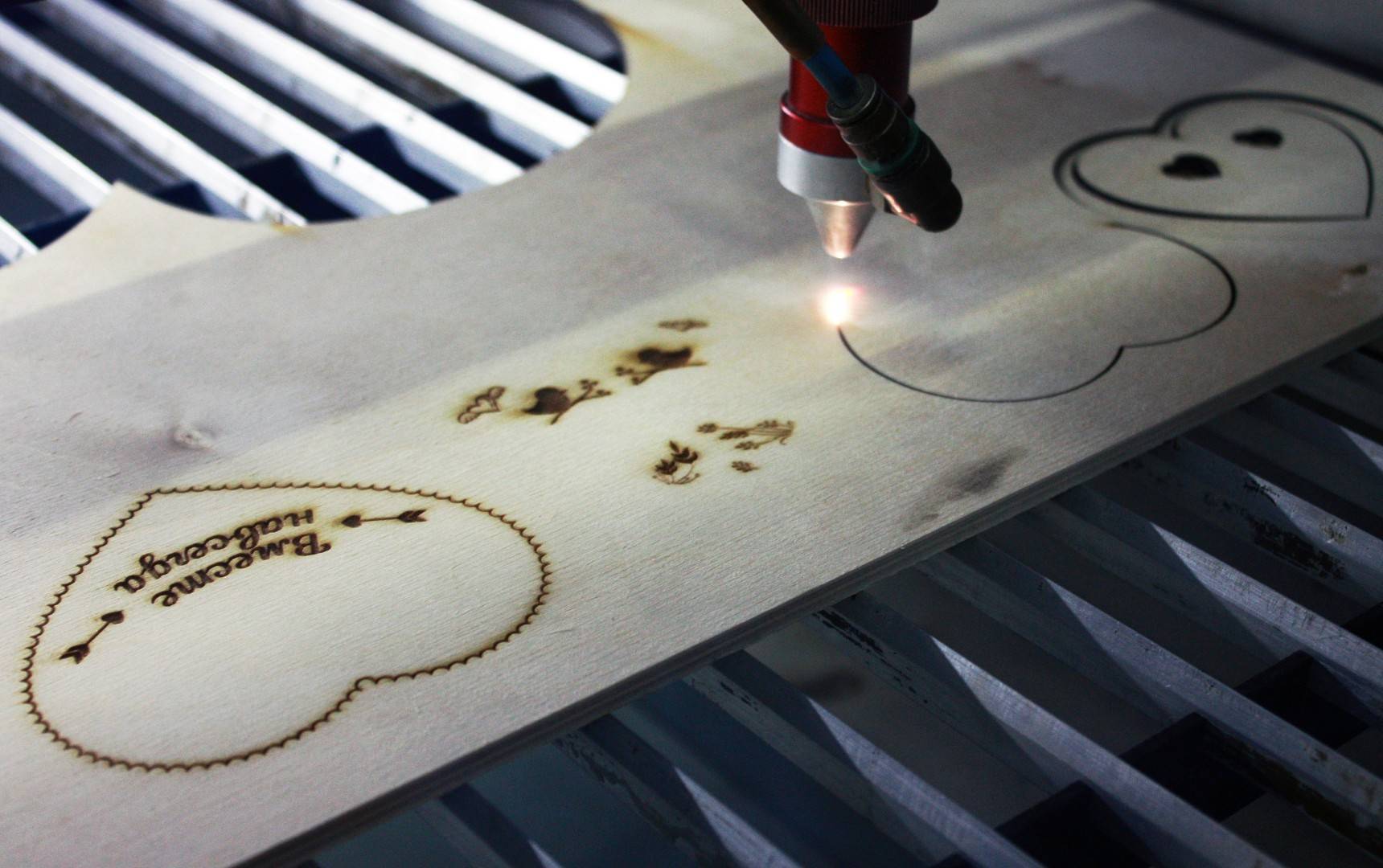
Порядок выполнения фигурной лазерной резки фанеры.
- Создание рисунка. В зависимости от возможностей оборудования это можно делать в электронном виде или самостоятельно нанести узор на поверхность.
- Выбор режима резки. Определяющим параметром является мощность лазера. Она зависит от толщины и структуры фанеры. Если превысить степень нагрева – будет увеличиваться ширина реза.
- Формирование рисунка. На его скорость влияет мощность лазера. Чем она выше, тем быстрее выполняется процесс. Однако при этом увеличивается область потемнения по краям.
Это общее описание технологии, которое может быть изменено в зависимости от параметров и функциональных возможностей оборудования. Средняя мощность лазерной установки составляет около 20 Вт. Она напрямую зависит от толщины фанеры и сложности узора.
Для работы лучше всего применять автоматизированные центры обработки с ЧПУ по дереву. Это увеличит точность и повысит производительность.
Особенности устройства и принцип работы
Такой аппарат чаще всего используется на крупных производствах, так как имеет высокую стоимость.
 Станок LTT-5040 лазерно-гравировальный с ЧПУ
Станок LTT-5040 лазерно-гравировальный с ЧПУ
Кроме того, в индивидуальном порядке самостоятельно с ним работать не рекомендуется, несмотря на то что операторы, обслуживающие аппарат, могут настроить его максимально точно. Лазерная резка или гравировка позволяет уменьшить деформацию материала, получить идеально ровный и гладкий шов.
Принцип работы устройства прост:
- лазерный луч касается металлической поверхности, вследствие чего ее температура значительно повышается;
- верхние слои материала расплавляются, становясь жидкими;
- луч проникает все глубже, он имеет высокую мощность, а частицы металла испаряются.
Любой станок, работающий на основе лазерной технологии, оснащен специальными компьютерными программами, они полностью исключают человеческое участие в производственном процессе.
Использовать аппарат следует для резки не только металлических изделий, но и деревянных. В последнем случае понадобится оборудование невысокой мощности. При помощи лазерного станка легко осуществлять такие виды работ:
- вырезать трафареты из фанеры или металла;
- наносить гравировки;
- выполнять фрезерование различной степени сложности;
- вырезать 3D изделия (самые продвинутые модели аппаратов).
 Лазерный станок с сканером вырезает 3D изделия
Лазерный станок с сканером вырезает 3D изделия
В зависимости от того, сколько функций будет выполнять аппарат, зависит и его стоимость. Она колеблется в пределах 40–150 тыс. рублей.
Все станки (даже маломощные) обязаны быть оснащены чиллером – устройством, охлаждающим трубку лазера. А также желательно оснастить гравировальный аппарат механизмом обдува резака и гравера.
Преимущества лазерной резки акрила
Лазерная резка акрила имеет много преимуществ по сравнению с традиционными методами резки.
Акриловые светодиодные подарки
Качественный
Лазерная резка акрила дает чистые срезы с отполированными пламенем краями, которые не требуют какой-либо последующей обработки.
Это сокращает время обработки и повышает производительность.
Высокоскоростной
Лазерная резка акрила обеспечивает высокую производительность благодаря высокой скорости резки.
Он также обеспечивает возможность резки акрила практически любой геометрии с гибкими конструкциями контуров и устраняет необходимость какой-либо вторичной обработки.
Точность
Высокая точность и повторяемость лазерных резаков обеспечивают высокую точность и высокое качество резки даже при массовом производстве изделия.
Эта точность также полезна при гравировке акрила со сложными рисунками.
Универсальность
Лазерный резак позволяет резать, гравировать или маркировать акрил на одном и том же станке, просто регулируя мощность и скорость лазерного резака.
Устройство приспособлений
Собирая аппарат лазерной резки дерева своими руками, следует принимать во внимание особенности устройства. Основные критерии:
- лазер;
- система охлаждения;
- блок управления.
Лазер – главный рабочий элемент. Его головка должна вращаться и передвигаться без ограничений в любом направлении. Для этой цели используется набор деталей — направляющие и специальные каретки;







Система охлаждения – значимый элемент. Исправность его работы во многом определяет качество производимой продукции;
Блок управления или электронный модуль аппарата – контрольный механизм, отслеживающий перемещение лазера. Контролирует дополнительно его мощность.
Сложное устройство станков необходимо для достижения идеальных результатов выполняемой работы
Важно, чтобы введение нужных параметров можно было осуществить с помощью компьютера. Это позволит задавать функционал режимов, особенности рисунков, продолжительность резки
Внимание! Необходимо организовать в помещении, где будет установлен аппарат лазерной резки по дереву хорошую вентиляционную систему. Отвод продуктов сгорания обязателен, так как во время работы образуется большое количество вредных для здоровья испарений
3 Применение лазерной резки и ее особенности
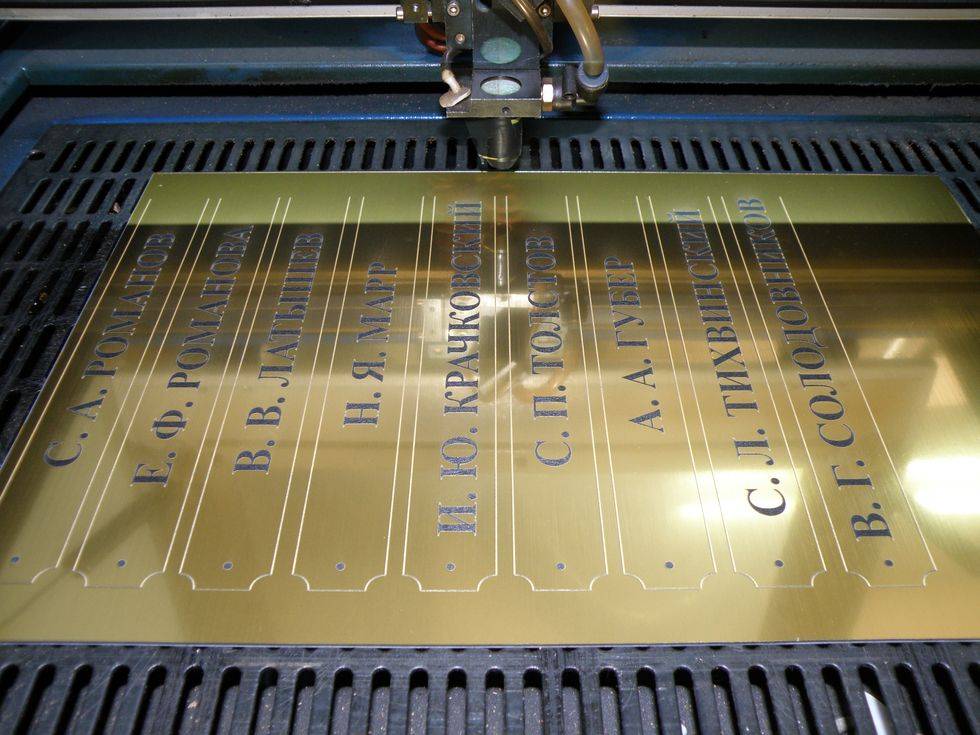
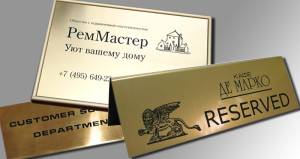
За счет того, что сфокусированный лазерный луч может прорезать практически любой материал – и металл, и оргстекло, и дерево – то такая технология нашла свое применение почти во всех промышленных областях. Так, например, на заводах осуществляется лазерная резка профильной трубы. Кроме того, этот способ обработки очень актуален для ювелирных работ, ведь там как нигде необходима точность. Также популярна гравировка с помощью лазера
Таким образом маркируют, а также кодируют промышленные образцы, разные детали, наносят надписи, особенно это важно для рекламного бизнеса и при изготовлении ювелирных изделий
Несмотря на то что применение лазерной резки сегодня довольно популярно и имеет массу достоинств, стоит учитывать ряд особенностей данной технологии обработки материала. Например работая с такими металлами, как медь, латунь и алюминий, необходимо выбирать лазер большей мощностью из-за хорошей теплопроводности данных материалов. Если же необходимо сделать рез на тонкостенной детали, то лучше использовать импульсный режим.

Обработка нержавеющей стали весьма проблематична из-за большого количества легирующих элементов, которые способствуют образованию тугоплавких оксидов. Особенно данный процесс усложняется, когда необходимо работать с материалом большой толщины. В такой ситуации лучше использовать газовые установки с азотом. При резке углеродистых сталей вспомогательной средой является кислород. Однако если необходимо сделать в детали отверстия очень маленького диаметра либо острые углы, то лучше заменить кислород инертным газом, подающимся под высоким давлением.
Устройство лазерного станка по дереву
Также немаловажно уделять внимание мощности лазерной трубки, от которой зависит скорость и качество реза. Если вы обрабатываете габаритные материалы, к примеру, бочонки, ящики или шкатулки, то в вашем лазерном станке по дереву немаловажно наличие опускаемого рабочего стола. Также эта опция будет полезна, если вы, к примеру, гравируете при помощи поворотного устройства округлые предметы, например, бамбуковые заготовки или скалки
Также эта опция будет полезна, если вы, к примеру, гравируете при помощи поворотного устройства округлые предметы, например, бамбуковые заготовки или скалки
Если вы обрабатываете габаритные материалы, к примеру, бочонки, ящики или шкатулки, то в вашем лазерном станке по дереву немаловажно наличие опускаемого рабочего стола. Также эта опция будет полезна, если вы, к примеру, гравируете при помощи поворотного устройства округлые предметы, например, бамбуковые заготовки или скалки
Рабочий стол с возможностью протяжки материала (сквозной) будет полезен при обработке заготовок, длина которых выходит за рамки рабочего стола.
Разберем систему управления. Бывают станки с простой, однозадачной системой управления (плата М2), которая понимает только одну задачу при одном запуске, и многозадачные системы управления, к примеру, Ruida, с помощью которой станок может и резать, и гравировать одновременно в рамках одного запуска.
При лазерной резке древесины позаботьтесь о хорошей вытяжке, которая в совокупности с поддувом воздуха на сопло повышает качество резки материалов и обеспечивает отличное дымоудаление, необходимое для снижения потери мощности луча при передаче и поддержании в чистоте оптических элементов станка.
Обратите особое внимание на систему линейных перемещений вашего лазерного станка по дереву. Все станки, перемещение у которых по осям происходит с применением фторопластовых роликов, не являются профессиональным и точным оборудованием, а считаются больше аппаратами для дома и хобби, так как фторопластовые ролики за полгода интенсивной эксплуатации истираются, в связи с чем нарушается точность перемещения лазерной головы
Все станки, системой перемещения которых являются рельсовые направляющие, от данного дефекта застрахованы, в связи с тем, что по рельсам скользят игольчатые подшипники. При постоянной хорошей смазке они могут служить вечно!
Особенности лазерного света гравировальных станков
Усечённый лазер следует рассматривать как «усиление света посредством индуцированного излучения». Этот момент подразумевает исход лазера от источника (резонатора), которым генерируется (передаётся) излучение, поэтапными наплывами и неразличимыми:
- повторением,
- стадией,
- поляризацией.
Лазерный свет, по сути, представлен формой узкой длиной волны. Существуют лазеры, воспроизводящие широкий спектр света или постоянно пропускающие световые волны различной длины.
Технология под станок лазерной резки широко используется как часть подготовки металла и неметаллического материала. Подход значительно сокращает время и стоимость обработки, улучшает характер обрабатываемой детали.





Современный лазерный гравировальный режущий инструмент — это своего рода «фантастический меч», способный рассекать железо, словно жевательную резинку.
Заключение
Ну что ж, я надеюсь, что мое видение работы в этой сфере было вам полезно. Если вы все же решились открыть свой бизнес на лазерном станке ЧПУ, то я желаю вам удачи. У вас все получится! Желаю вам заработать много галлеонов)))
И мой вам совет – не делайте основной упор на заработок на лазерной резке. Конкуренция в этой сфере сейчас очень большая и ЧПУ станок есть в каждом гараже. Поэтому делайте упор на интересные изделия. Комбинирование материалов, хорошие и дорогие пропитки (а не морилка за 30р – аж коробит,брррр…), интересный дизайн и идея и т.д. Вот тогда ваша мастерская действительно будет выделяться среди остальных, и клиенты к вам обязательно будут возвращаться. Мастеров из разряда «скачал готовый макет – вырезал — извазюкал дешевой морилкой – склеил» сотни или даже тысячи, а тех, кто может предложить качество – единицы.
P.S. Ничего не имею против чужих макетов, но нужно понимать, что стоит делать, а что ширпотреб.
Подводя итог
Сегодня приобрести лазерные станки можно в специализированных магазинах, причем нужно учитывать то, что цена этого оборудования довольно высокая. Но, при этом, именно лазерная резка является самой качественной обработкой металлических изделий из самого различного материала и обеспечивает великолепную точность обработанной заготовки.
Виды и особенности лазерных машин
Современные лазерные машины с ЧПУ успешно справляются с обработкой заготовок из практически любых материалов (дерева, металла, пластика, стекла, кожи, резины, бумаги, полиэтилена, камня и т. д.). Но, несмотря на значительную универсальность, каждая модель (или линейка моделей) имеет свою «специализацию».
Настольные лазерные граверы. Как правило, небольших размеров, не требуют установки в производственном помещении (подойдут для офиса или даже квартиры — если имеется такая потребность). Граверы оснащены хорошей оптической системой, однако её мощность сравнительно невелика. Тем не менее, гравер способен выполнять высококачественную гравировку (нанесение плоских и объёмных изображений на поверхность), а также сквозную резку заготовок небольшой толщины из большинства материалов (за исключением металлов) лишь незначительно уступая в производительности раскроя и резки «старшим» моделям лазерных станков.
Лазерно-гравировальные станки бывают как в настольном исполнении, так и в «напольном», и представлены очень большим разнообразием габаритов рабочих столов — от полуметра до полутора-двух и выше. Станки рассчитаны на установку в специальном помещении и предназначены для напряжённой работы в условиях производства. Каждый станок имеет монолитный корпус, обеспечивающий устойчивость конструкции и эффективно гасящий вибрации, возникающие при работе. Основным назначением таких моделей является лазерная резка и раскрой материалов (в том числе широкоформатных на большой скорости) и высококачественная гравировка поверхностей заготовок. Для повышения производительности и качества обработки, лазерные станки имеют специальные конструктивные решения. Например, параллельную установку двух лазерных трубок — для одновременной обработки двух заготовок, или размещение лазерной трубки на подвижном портале — для исключения потерь мощности луча при его рассеивании «на пути» к излучателю, и т. д.
Компактные лазерные маркеры предназначены для гравировки изображений высокого качества с большой скоростью. Маркеры способны наносить гравировку на объёмные изделия (украшения, брелоки, ручки и пр.), при этом даже мельчайшие детали узора получаются чётко различимыми, а сам рисунок отличается долговечностью. Это достигается благодаря особой (т. н. «двухосной») конструкции оптической системы маркера. Отдельные линзы имеют возможность взаимного перемещения, поэтому лазерный луч, генерируемый трубкой, формируется в двухмерной плоскости и направляется в любую точку обрабатываемой заготовки под нужным углом. При этом головка излучателя фокусирует луч не плоской линзой, а специальным объективом, поддерживающим стабильность лазера при любых условиях обработки.
Лазерные маркеры имеют сравнительно малую рабочую область, но, как правило, уже в базовой комплектации оснащены встроенным микрокомпьютером со всем необходимым для работы программным обеспечением. Благодаря этому достигается высокая мобильность станка — дополнительные внешние подключения (исключая электропитание) не требуются.